Durante una visita a una obra, el estrépito de la maquinaria y el flujo constante de operarios suelen interpretarse como señales inequívocas de progreso. Sin embargo, para un experto en operaciones, esta actividad suele ser un espejismo. Existe una distinción crítica entre la inercia operativa —«estar ocupado»— y la optimización técnica —«ser productivo»—.
Durante una visita a una obra, el estrépito de la maquinaria y el flujo constante de operarios suelen interpretarse como señales inequívocas de progreso. Sin embargo, para un experto en operaciones, esta actividad suele ser un espejismo. Existe una distinción crítica entre la inercia operativa —«estar ocupado»— y la optimización técnica —«ser productivo»—.
En el sector de la construcción, caracterizado por su trashumancia y alta temporalidad, la productividad no es una opción, sino un imperativo de supervivencia. Las empresas que no logran mejorar sus procesos frente a la competencia están, por definición, abocadas a la desaparición. No se trata simplemente de trabajar más duro o de acumular horas extra, sino de entender la relación entre lo producido y los recursos empleados. En un entorno de márgenes estrechos, ignorar esta distinción supone asumir un riesgo existencial.
Verdad 1: la trampa del volumen y la diferencia entre rendimiento y productividad.
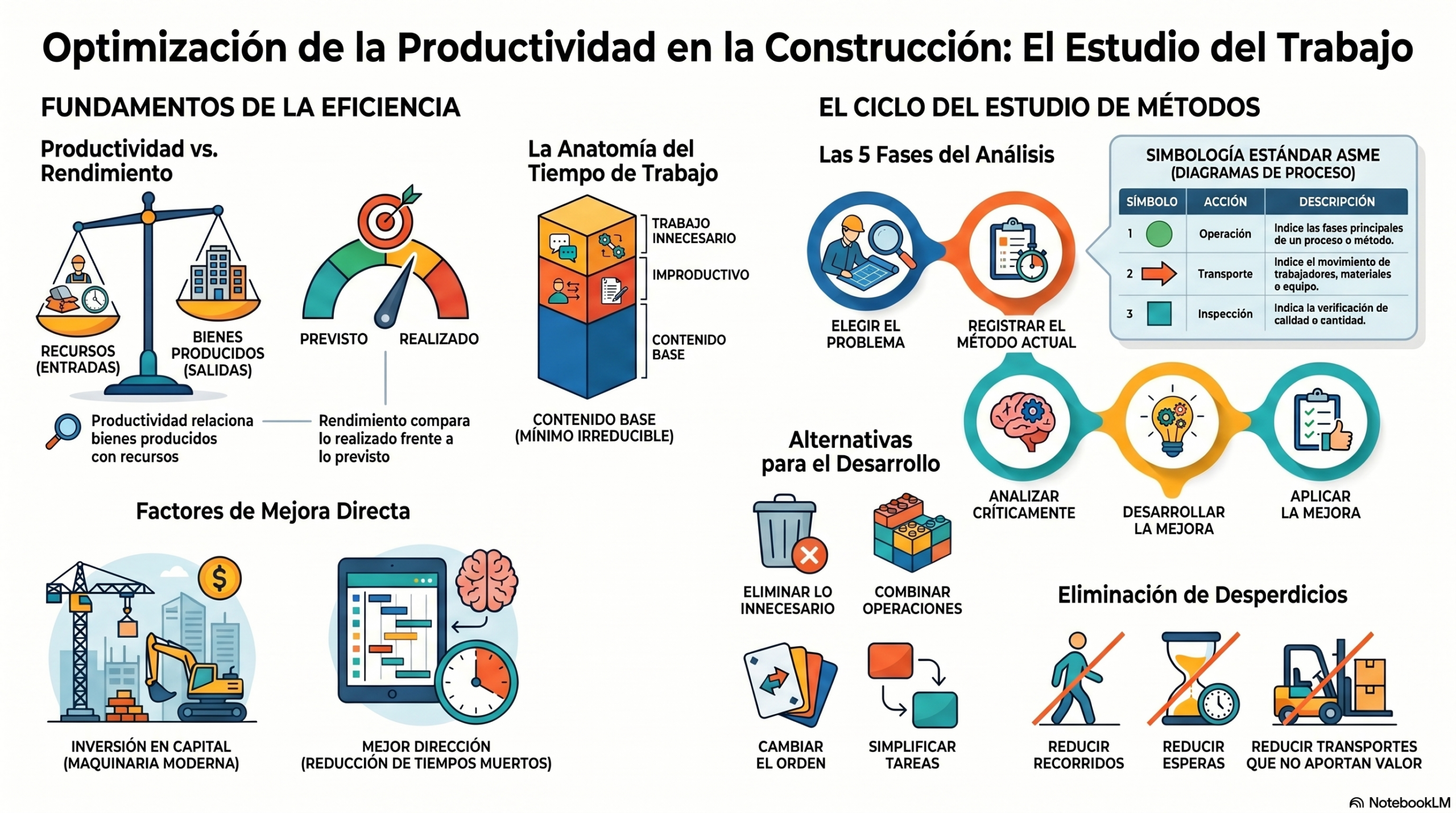
Un error común en la alta dirección es confundir el aumento de la producción con una mejora de la eficiencia. La producción es una métrica de volumen, mientras que la productividad es una métrica de relación. Si el volumen de su obra aumenta un 15 % y el consumo de recursos (mano de obra, materiales y maquinaria) aumenta un 20 %, su empresa es técnicamente menos productiva que antes.
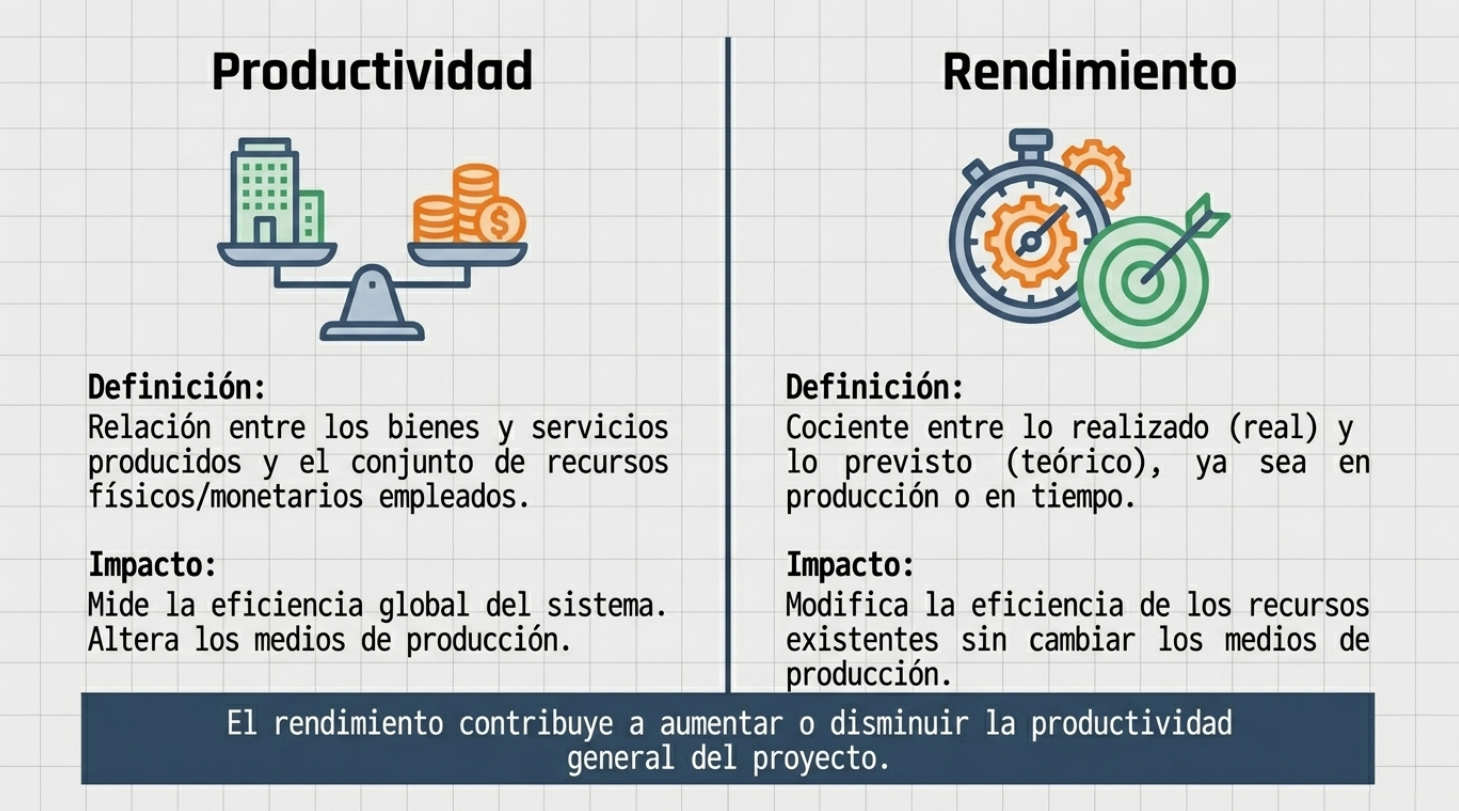
En este punto, surge una distinción vital para el gestor: la diferencia entre productividad y rendimiento.
- El rendimiento es el cociente entre lo realizado y lo previsto.
- La productividad, por su parte, es la relación técnica entre los bienes producidos y los recursos consumidos.
Un equipo puede mostrar un alto rendimiento al cumplir un cronograma mal planificado, pero puede tener una productividad muy baja al malgastar recursos para lograrlo. La verdadera ventaja competitiva nace de la optimización técnica, no solo de alcanzar metas de volumen.
«La productividad es la relación entre los bienes y servicios producidos y los recursos empleados para ello».
Verdad 2: el respeto al mínimo irreductible y la responsabilidad de la gerencia.
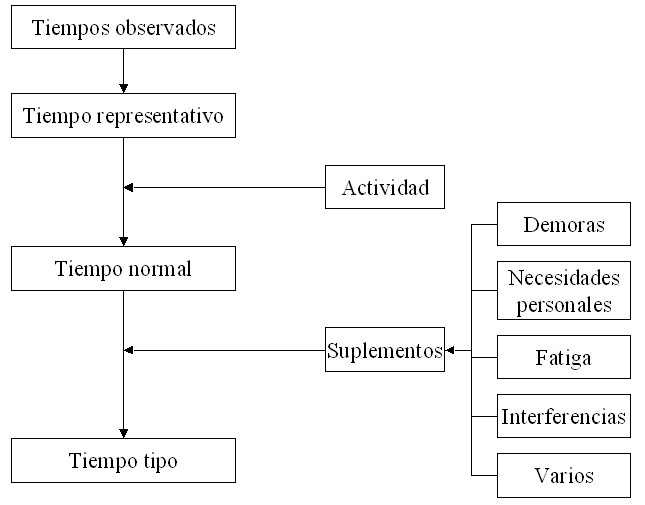
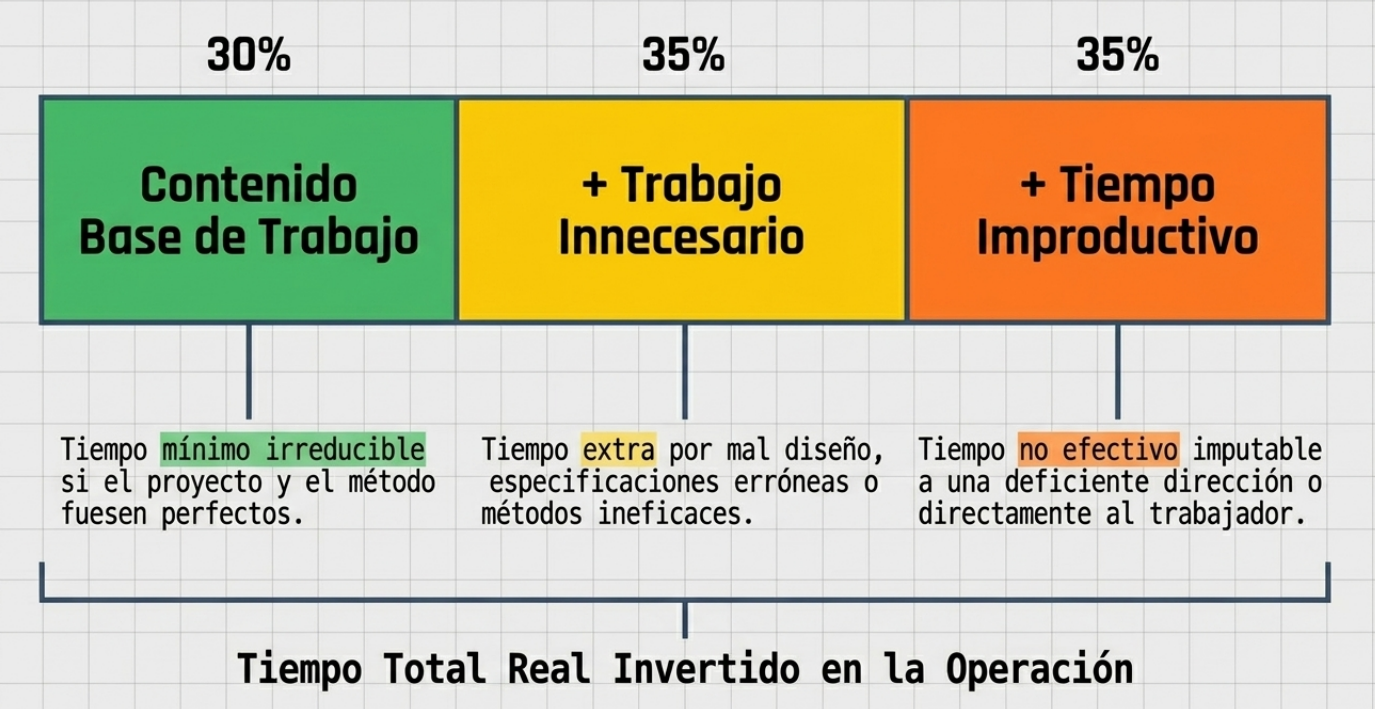
Todo proceso de construcción conlleva una «deuda oculta» de ineficiencia. Para auditarla, debemos descomponer el tiempo total de trabajo en tres categorías fundamentales:
- Contenido básico de trabajo: el tiempo mínimo no reducible. Es el tiempo que tardaría el proceso en condiciones de diseño y de método perfectos.
- Trabajo innecesario: tiempo suplementario generado por defectos de diseño, especificaciones mediocres o métodos de ejecución ineficaces.
- Tiempo improductivo: aquel que se pierde y no aporta valor alguno.
Es imperativo que el líder del proyecto reconozca una verdad incómoda: la mayor parte del tiempo improductivo es un fallo de dirección. La falta de materiales, las instrucciones confusas o la mala programación de los subcontratistas son responsabilidades directas de la gerencia, no del operario. Reducir este tiempo no requiere que los trabajadores se muevan más rápido, sino que la dirección gestione mejor.
Verdad 3: la filosofía del «siempre hay un método mejor».
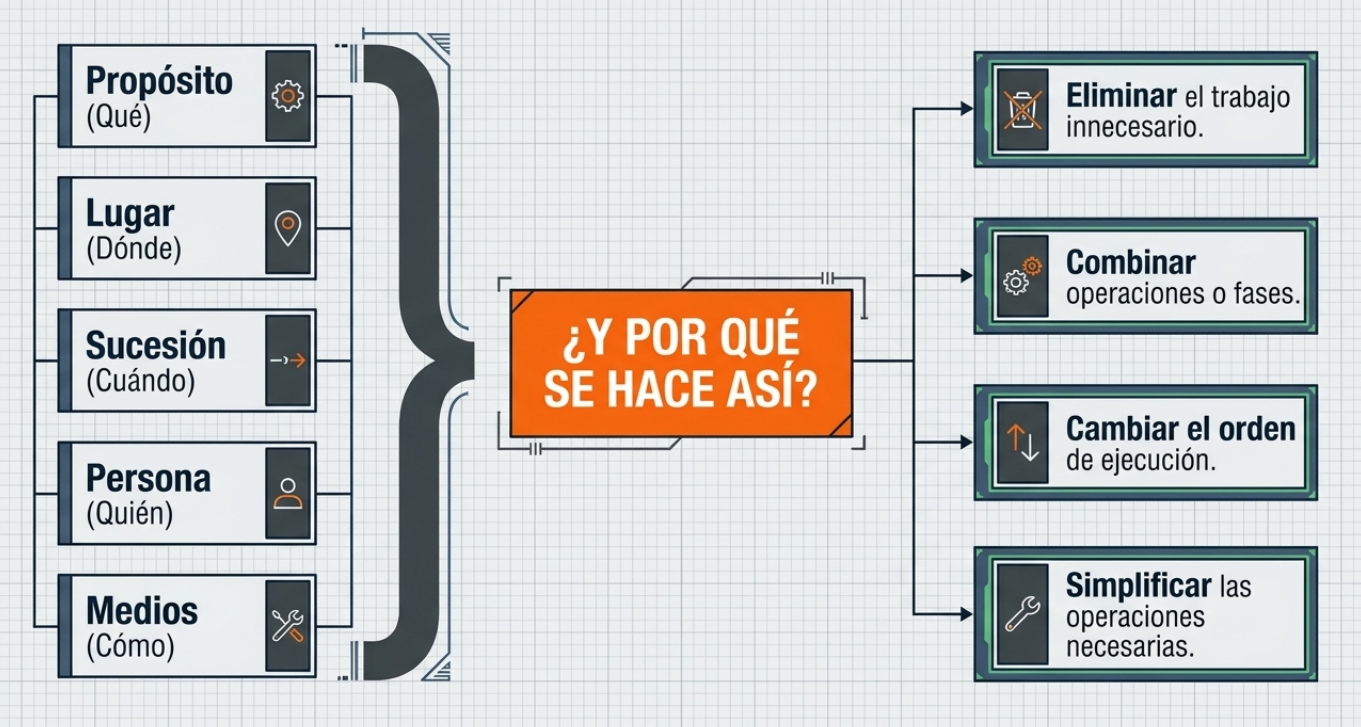
Cuando aceptamos que el desperdicio es, en gran medida, sistémico, debemos adoptar una actitud crítica. El estudio de los métodos no es una intervención técnica aislada, sino una postura intelectual ante el coste. La optimización más rentable no suele provenir de inversiones masivas en maquinaria, sino de la eliminación de prejuicios operativos. Los cinco pilares de esta mentalidad son:
- Abordar los problemas con un espíritu abierto.
- Eliminar ideas preconcebidas.
- Aceptar solo hechos, no opiniones.
- Actuar sobre las causas raíz, no sobre los efectos.
- Partir de la premisa de que siempre hay un método mejor.
Esta mentalidad es el puente necesario para identificar los «ladrones de valor» más comunes en la obra, empezando por la logística interna.
Verdad 4: la manipulación de materiales es un «ladrón» de valor.
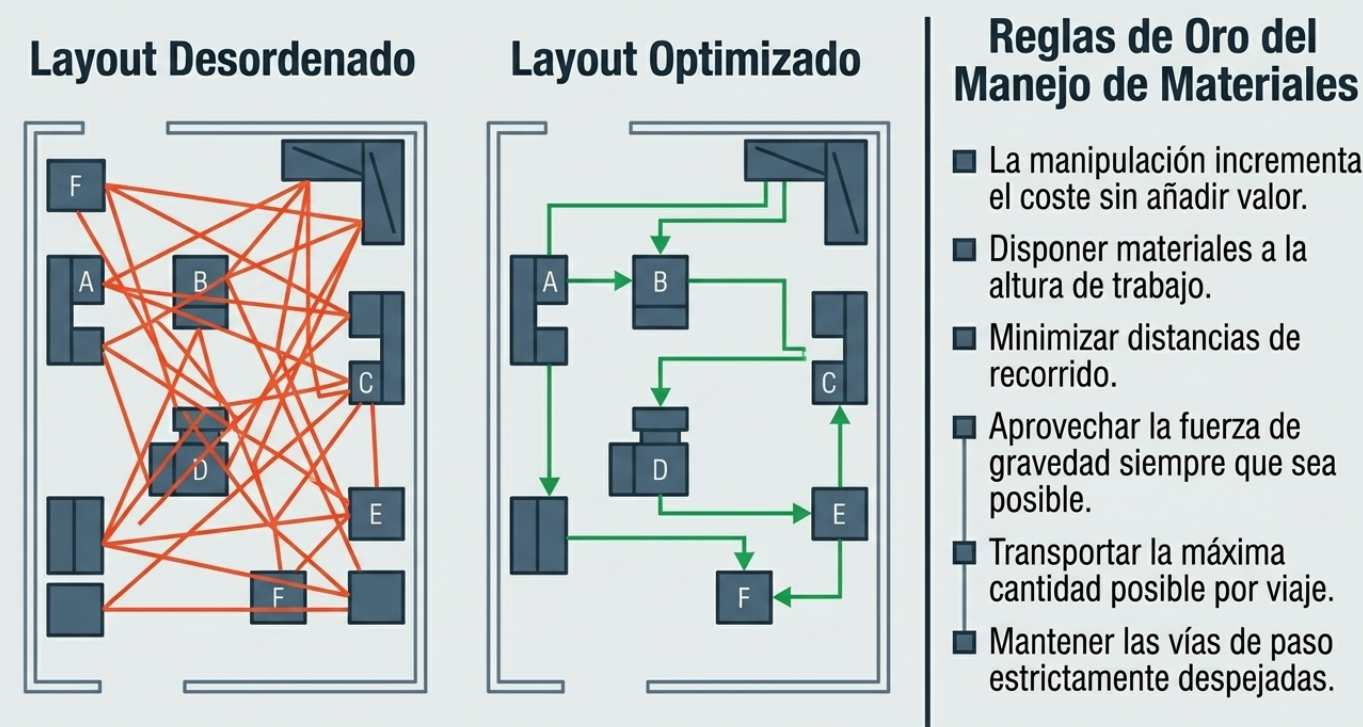
En ingeniería de métodos, el movimiento no es trabajo, sino coste. Mover un palé de ladrillos tres veces antes de colocarlos incrementa el coste de producción sin aportar valor al producto final.
«La manipulación de los materiales incrementa el coste de producción sin aportar valor al producto».
Para mitigar este impacto, la gestión debe aplicar estrictas reglas industriales: depositar los materiales a la altura de trabajo, minimizar las distancias de transporte, aprovechar la gravedad y asegurar que cada movimiento se realice con la carga máxima permitida. Cada segundo dedicado a un transporte innecesario es rentabilidad que se escapa al balance.
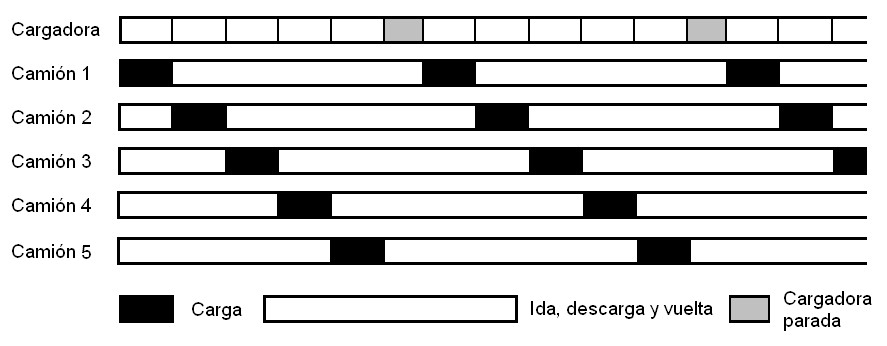
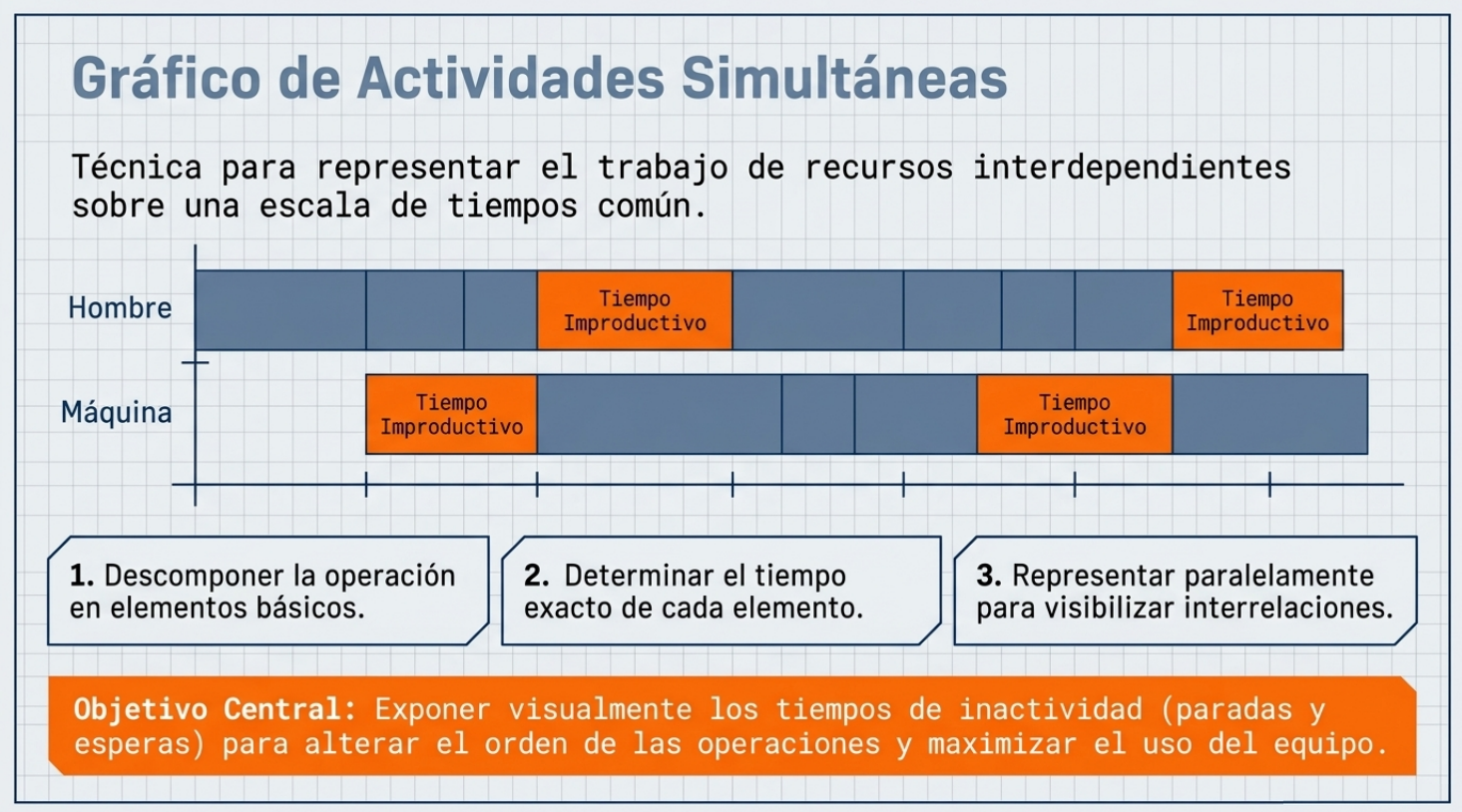
Verdad 5: la lógica de la simultaneidad y el reto de la tostadora.
La esencia de la ingeniería de métodos se resume en una herramienta: el diagrama de actividades simultáneas. Este diagrama muestra las interdependencias entre personas y máquinas para evitar tiempos muertos.
El famoso «reto de la tostadora» ilustra este concepto. Si tenemos tres rebanadas de pan y una tostadora que solo tuesta dos a la vez y por un solo lado, la lógica dicta que son necesarias cuatro operaciones.
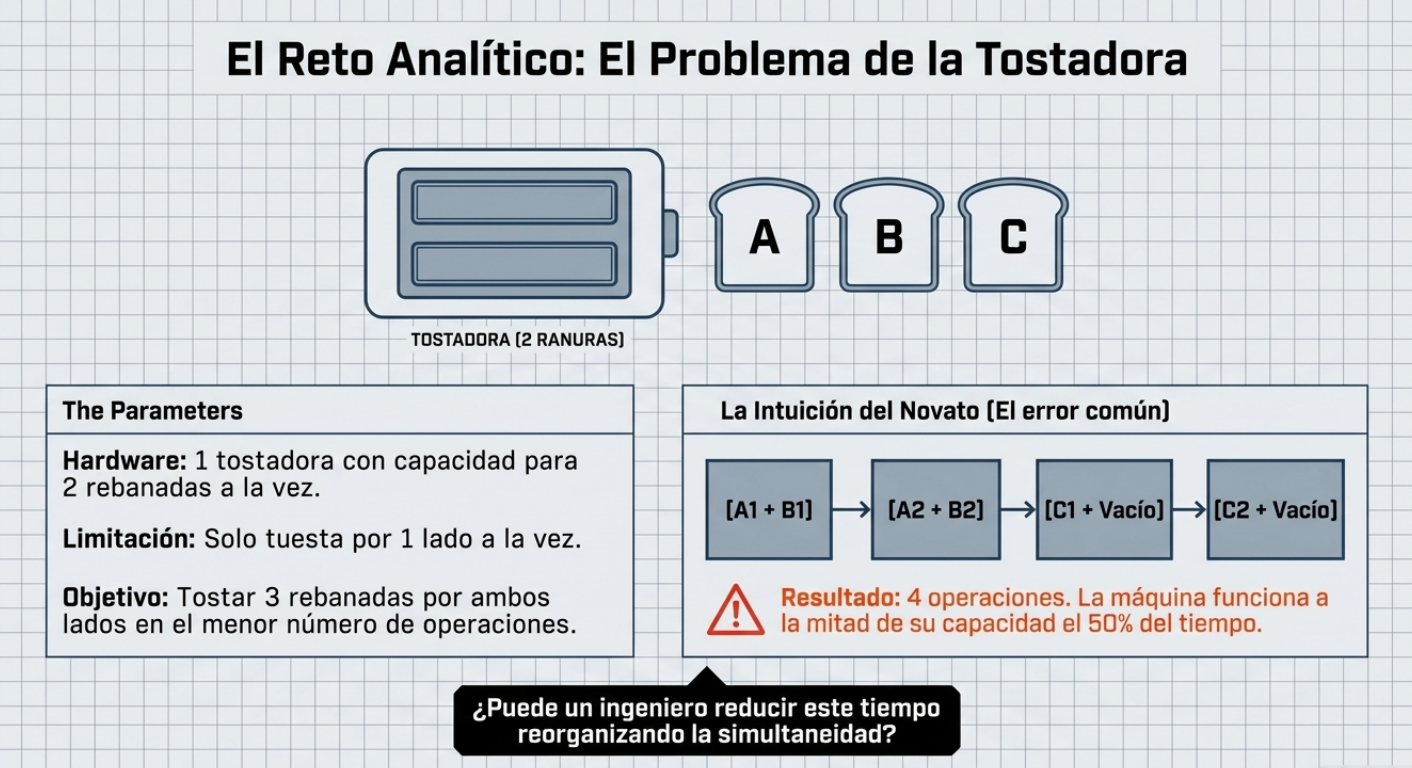
Sin embargo, mediante un análisis de simultaneidad, un ingeniero reduce el proceso a tres: mientras se calienta el lado B de la primera rebanada, se retira la segunda y se introduce la tercera.
Este cambio en la secuencia lógica —hacer en tres lo que otros hacen en cuatro— es la base de la sincronización en la obra. Al coordinar el trabajo interdependiente, no se busca que el operario se agote, sino que los recursos (hombre y máquina) nunca estén ociosos esperando al otro.
Conclusión: hacia una cultura de la medición técnica.
No se puede gestionar lo que no se mide con rigor técnico. Para evaluar si una empresa constructora está progresando, debemos recurrir al Índice de Productividad Global (IPG).
La clave del IPG, basada en la lógica de Laspeyres, consiste en medir la evolución a precios constantes. Al valorar productos y recursos con los precios de un año base, eliminamos el efecto de la inflación y las fluctuaciones del mercado. Así, la productividad se convierte en una métrica de ingeniería pura que nos indica si somos mejores constructores, independientemente de si los materiales son más caros o si el mercado ha subido los precios de venta.
Antes de exigir más horas extras en su próximo proyecto, tómese un tiempo para observar el flujo de trabajo: ¿está optimizando el trabajo real o simplemente gestionando el desperdicio con más energía?
En esta conversación puedes escuchar las ideas más interesantes sobre este asunto.
Este vídeo resume bien el tema del estudio del trabajo.
Construction_Productivity_Engineering
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente n.º 97.439. Ed. Universitat Politècnica de València. 256 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
YEPES, V. (2022). Gestión de costes y producción de maquinaria de construcción. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 243 pp. Ref. 442.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376.
Curso:
Curso de gestión de costes y producción de la maquinaria empleada en la construcción.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.