Para comprender la magnitud del desafío al que se enfrenta la infraestructura moderna, basta con observar un dato: para encontrar el equilibrio perfecto entre eficiencia y ética, la ingeniería ha tenido que analizar hasta 50 configuraciones optimizadas de una estructura que la mayoría de nosotros apenas notamos. Nos referimos a los pasos inferiores y a los marcos de carretera: ese esqueleto invisible de hormigón que sostiene nuestras vías de comunicación.
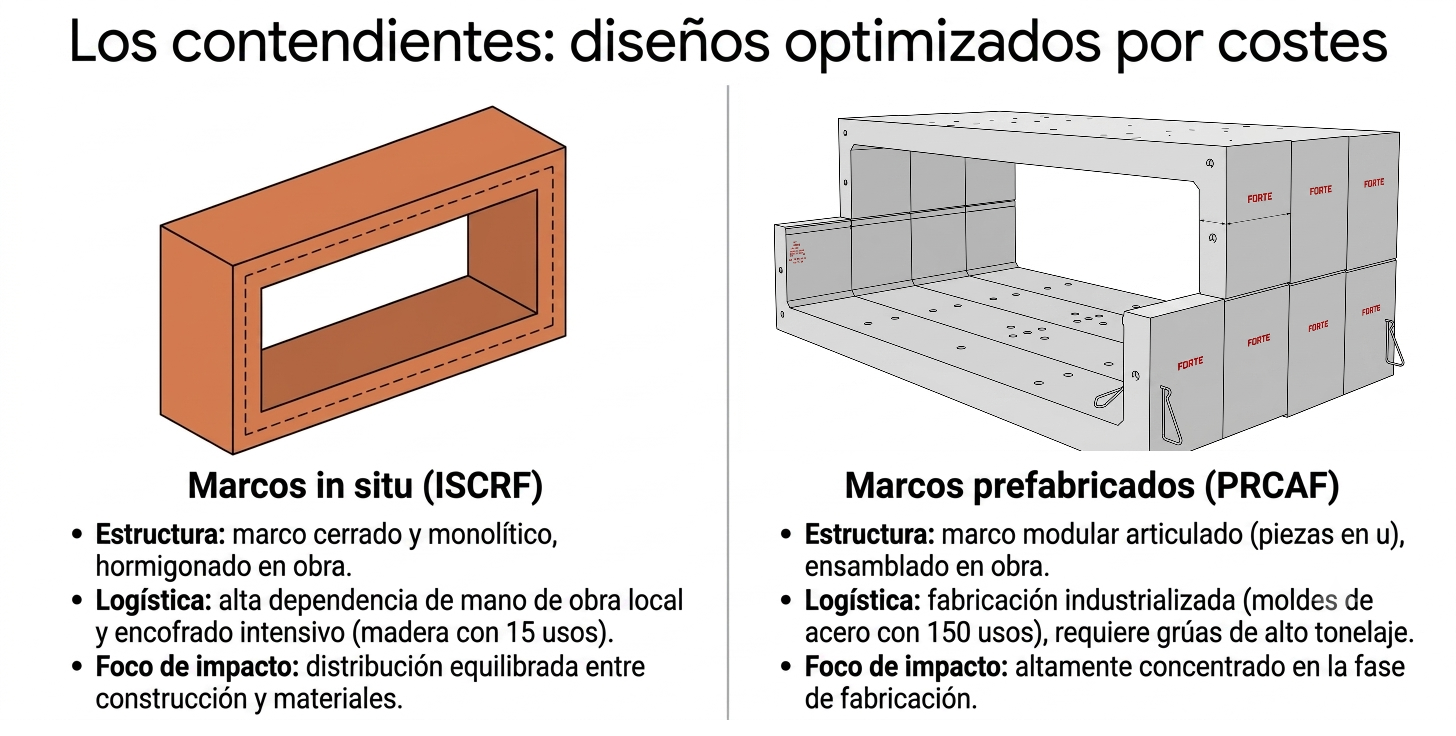
Como ingenieros, nos enfrentamos a una pregunta recurrente: ¿es mejor construir in situ (ISRCF), vertiendo el hormigón directamente en la obra, o apostar por sistemas prefabricados modulares (PRCAF)? La respuesta no es una verdad absoluta, sino un complejo mapa de compromisos en el que la geometría de la obra decide quién gana la batalla por la sostenibilidad.
Los resultados que presentamos son fruto de la siguiente publicación:
El trabajo se enmarca en el proyecto de investigación RESILIFE, que dirijo como investigador principal en la Universitat Politècnica de València.
La prefabricación: el campeón ambiental (con matices).
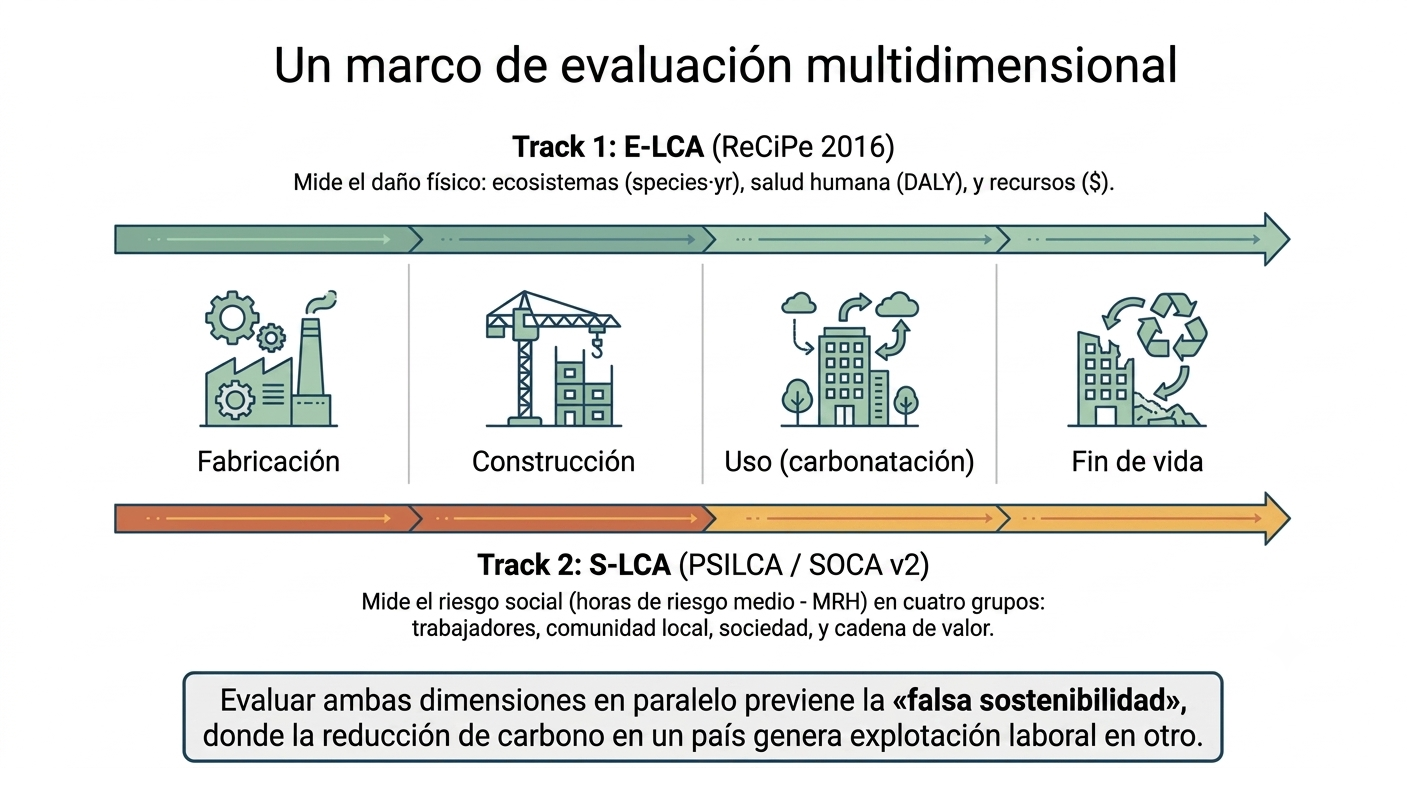
Si analizamos los datos con la metodología ReCiPe 2016, el sistema prefabricado (PRCAF) se presenta como el líder indiscutible en términos ambientales. Las cifras del estudio son claras: estas soluciones logran reducir el potencial de calentamiento global (GWP) entre un 9 % y un 17 % en comparación con los marcos construidos in situ.
Esta ventaja se debe principalmente a la optimización de las secciones transversales. Al producirse en entornos industriales controlados, el carbono embebido se reduce significativamente al emplear secciones más esbeltas y eficientes. Sin embargo, como expertos, debemos ser cautos al generalizar. Como bien señala la investigación original:
«No existe una tipología de construcción universalmente preferible; el rendimiento ambiental y social del ciclo de vida varía según la escala geométrica».
El factor de escala: por qué la longitud es el verdadero enemigo.
Al estudiar configuraciones de entre 8 y 16 metros de vano (longitud), hemos descubierto que la geometría dicta el impacto ambiental con una severidad implacable. El hallazgo técnico es contundente: aumentar el vano en solo dos metros incrementa el GWP entre un 23 % y un 25 %, mientras que cada metro adicional de profundidad del suelo solo lo incrementa en un 11 %.
¿Por qué ocurre esto? La respuesta se basa en la mecánica estructural básica del Eurocódigo 2. El aumento de la longitud del vano obliga a un incremento cuadrático de la demanda de material para contrarrestar los momentos flectores y garantizar la funcionalidad (control de grietas). En cambio, la profundidad del suelo genera principalmente cargas verticales, cuya relación con el consumo de material es mucho más lineal y moderada. En ingeniería, la longitud no solo es distancia, sino que también representa una carga exponencial para el planeta.
El sorprendente «giro» social: lo tradicional recupera terreno.
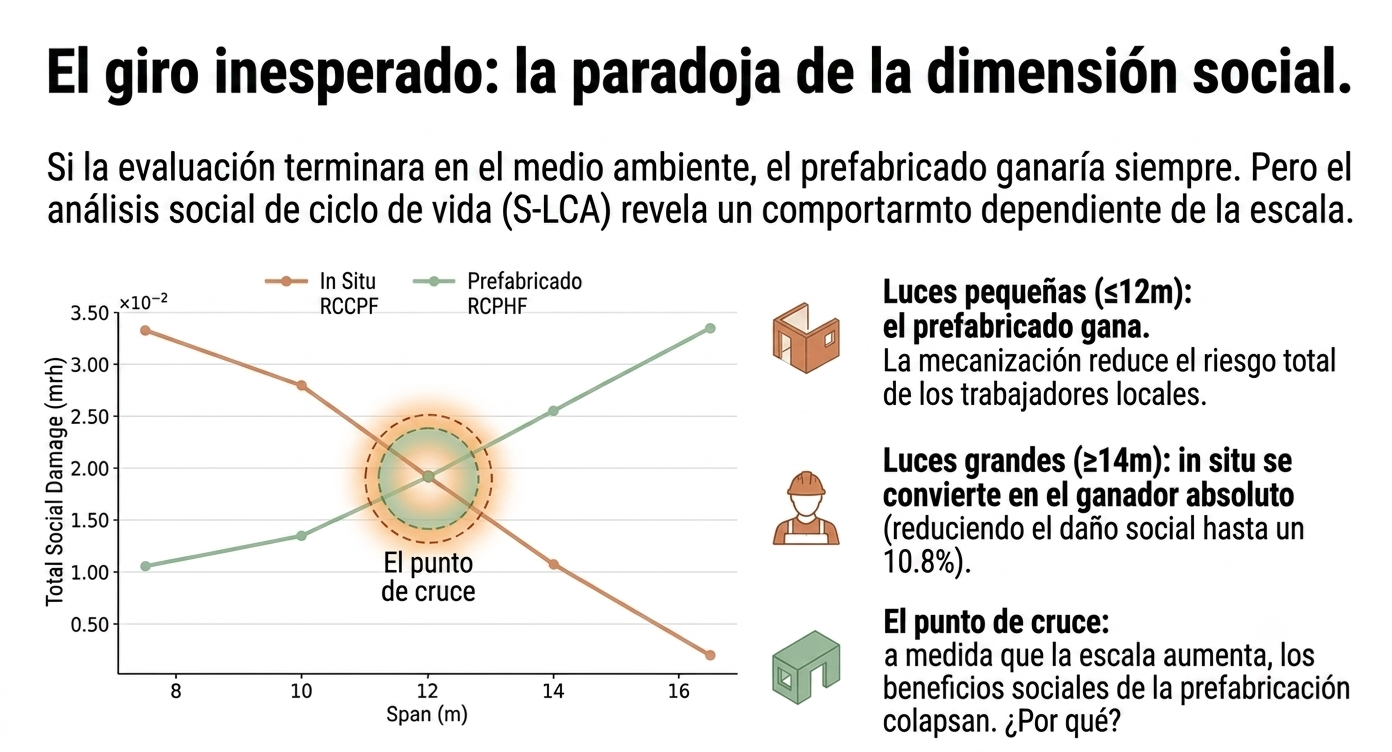
Aquí es donde el análisis técnico, realizado bajo los marcos PSILCA y la plataforma SOCA v2, revela una realidad contraintuitiva. Aunque el prefabricado es mejor desde el punto de vista ambiental, el sistema in situ (ISRCF) recupera una ventaja competitiva social en proyectos a gran escala.
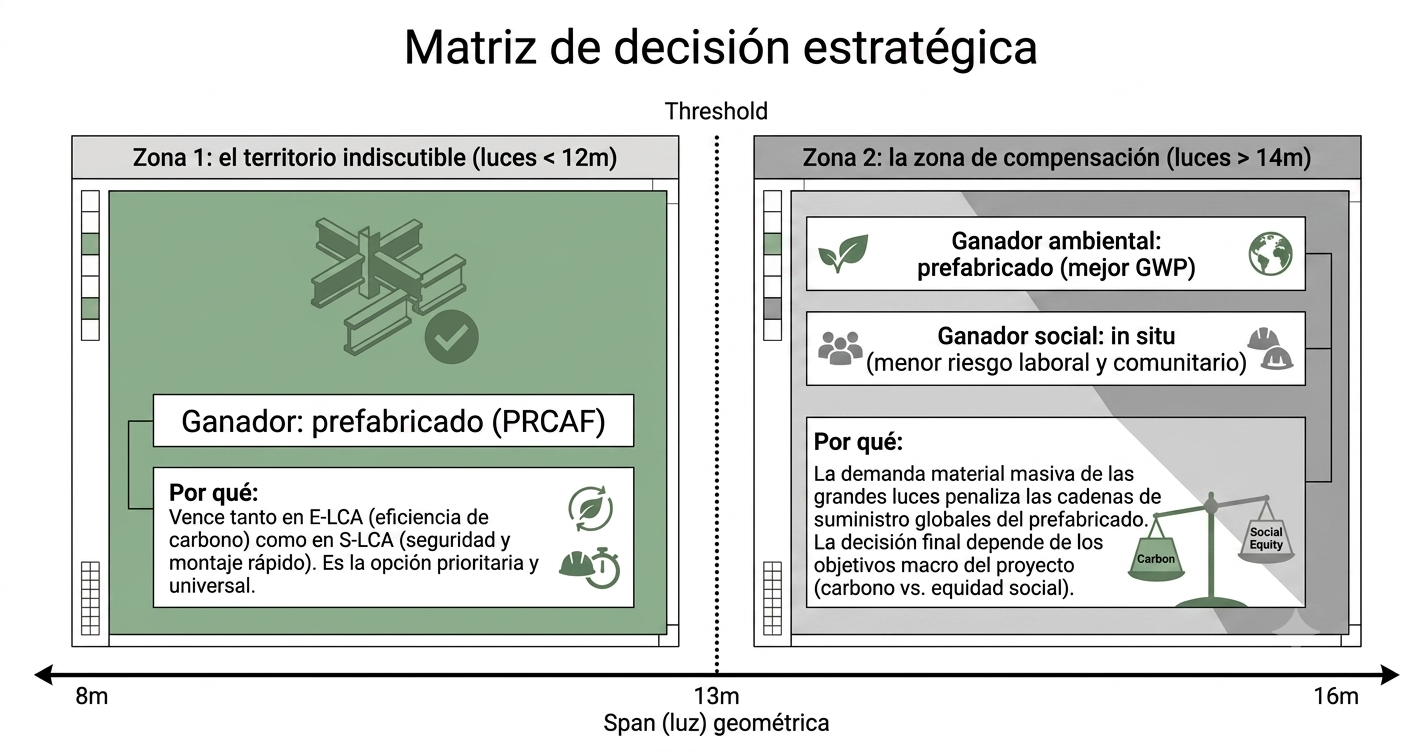
Al alcanzar vanos de entre 14 y 16 metros, se presentan los denominados «puntos de cruce» (crossover points). En estas dimensiones, el sistema tradicional tiene un impacto social hasta un 10,8 % menor. Esto sucede porque, a gran escala, los riesgos de la cadena de suministro y de la logística de transporte de piezas prefabricadas en masa empiezan a superar la eficiencia industrial. El sistema ISRCF, al ser más intensivo en mano de obra local, actúa como un motor de resiliencia para la comunidad.
Para entender este impacto, debemos considerar los cuatro grupos de partes interesadas definidos por el modelo PSILCA: trabajadores, comunidad local, actores de la cadena de valor y sociedad.
Beneficios sociales según la escala del proyecto:
Vanos pequeños (8-10 metros): el sistema PRCAF es superior. La mecanización reduce los riesgos laborales para los trabajadores y minimiza las molestias (ruido, tráfico) para la comunidad local.
Vanos grandes (14-16 metros): el sistema ISRCF es preferible. Fomenta el empleo directo en la zona y fortalece a los actores locales de la cadena de valor (canteras y plantas cercanas), reduce la dependencia de riesgos globales y optimiza el impacto en la sociedad local.
Estos resultados, evidentemente, dependen de las circunstancias locales. Por tanto, pueden variar según la región o las prioridades de cada caso concreto.
El ciclo de vida completo: del cemento a la carbonatación.
Para tomar una decisión ética, debemos aplicar un enfoque de «cuna a tumba» (cradle-to-grave). En los sistemas PRCAF, el impacto se concentra principalmente en la fase de fabricación, que representa entre el 89 % y casi el 100 % del total debido a la intensidad energética de las plantas industriales. En cambio, los sistemas ISRCF distribuyen su huella de forma más equilibrada entre la construcción y el fin de vida útil.
Un factor vital en este ciclo es la carbonatación. Durante los 100 años de vida útil definidos para estas estructuras, el hormigón actúa como una esponja química que secuestra CO₂. Este proceso se intensifica en la fase de desmantelamiento, cuando el hormigón triturado maximiza su superficie expuesta.
«El enfoque «de la cuna a la tumba» es esencial, ya que nos permite considerar no solo el impacto de fabricar hormigón, sino también su capacidad para absorber carbono y su facilidad de reciclaje al final de su vida útil».
Conclusión: hacia una ingeniería de precisión ética.
La elección entre el prefabricado y el in situ no debe tomarse a la ligera. Depende de la escala geométrica y de las prioridades del proyecto. Si buscamos la máxima eficiencia en GWP para un paso inferior pequeño, la opción es el PRCAF. Sin embargo, si nos enfrentamos a una estructura de gran vano en la que el tejido social es una prioridad, el ISRCF puede ser la opción más sostenible en términos integrales.
El futuro nos exige emplear la optimización paramétrica desde las primeras fases del diseño. Solo así podremos avanzar hacia una infraestructura que no solo soporte el tráfico, sino que también sostenga de manera equilibrada nuestro entorno y nuestras comunidades.
Como ciudadanos y profesionales, nos queda una reflexión pendiente: ¿deberíamos priorizar siempre la eficiencia industrial y la rapidez del prefabricado o es momento de dar más peso a la resiliencia social y al empleo local en las obras públicas que definen nuestro futuro?
En esta conversación puedes escuchar las ideas más interesantes de esta investigación.
Este vídeo resume bien el contenido del artículo científico al que hacemos referencia.
1. ¿Qué es un elemento prefabricado de hormigón y cómo se diferencia de la construcción con hormigón tradicional?
Un elemento prefabricado de hormigón se define como un producto fabricado con hormigón y elaborado en un lugar distinto de su ubicación final. Durante su fabricación, está protegido de las condiciones ambientales adversas y se obtiene mediante un proceso industrial con un sistema de control de la producción en fábrica. Esto permite acortar los plazos de entrega. En términos prácticos, la prefabricación consiste en aplicar principios industriales a la construcción, como la racionalización de procesos, la búsqueda de la economía de escala y el desarrollo a partir de la repetición de tareas cuidadosamente planificadas, ejecutadas en entornos favorables, con medios suficientes y por personal especializado.
La principal diferencia con el hormigón tradicional (o in situ) radica en el lugar y el método de fraguado y de control. El hormigón tradicional se concibe como un material fresco que cura libremente en la obra (ejecución in situ), mientras que el prefabricado es un producto terminado que se diseña y fabrica previamente en una planta industrial, con todas sus características adquiridas de forma controlada. Esto le confiere una entidad propia y una serie de cualidades inherentes que lo distinguen, como una mayor precisión dimensional, mejores acabados y la eliminación de incertidumbres en el resultado final, lo que a menudo se traduce en precios más competitivos.
2. ¿Cuándo y cómo se originó el concepto de prefabricación aplicado al hormigón?
Aunque el uso del hormigón se remonta al Imperio romano (7000 a. C., según algunos historiadores), el origen de la prefabricación, entendida como la aplicación de procesos industriales a la construcción, se sitúa a mediados del siglo XVIII, con la Revolución Industrial y la aparición de nuevos materiales como el acero y el vidrio. Sin embargo, la combinación específica del material (hormigón) y la técnica (prefabricación) es relativamente reciente y ha experimentado un desarrollo espectacular a partir de la segunda mitad del siglo XX.
Un hito clave fue la patente concedida en 1824 a Joseph Aspdin para la producción de «cemento Portland». A partir de 1848 y 1849 se registran los primeros elementos prefabricados de hormigón, como la barca de Joseph Louis Lambot y la jardinera de Joseph Monier. No obstante, un hito trascendental fue la patente del hormigón pretensado presentada por Eugène Freyssinet en 1928, que revolucionó la forma de construir al convertir el hormigón en un material activo y duradero, lo que impulsó la creación de las primeras fábricas de elementos prefabricados.
3. ¿Cuáles fueron los hitos más importantes en el desarrollo del hormigón prefabricado entre 1850 y 1970?
El desarrollo del hormigón prefabricado se puede dividir en varias etapas significativas:
1850-1940 (Primera época): Estuvo marcada por la visión de ingenieros que vieron en el hormigón una alternativa a la piedra natural. Los hitos incluyen:
Primeros elementos prefabricados como la barca de Lambot (1848) y la jardinera de Monier (1849).
El primer edificio con bloques prefabricados de cemento Portland, Castle House (1851).
La invención del concreto armado por William Wilkinson (1854).
La patente de un edificio prefabricado con módulos tridimensionales de Eduard T. Potter (1889).
La construcción del primer edificio con estructura prefabricada de hormigón, un molino de harina en Swansea (1897).
La invención del hormigón pretensado por Eugène Freyssinet (1928) transformó el material.
1940-1970 (Segunda época): Influenciada por la necesidad de reconstrucción rápida y económica tras la Segunda Guerra Mundial y por el aprovechamiento del tejido industrial bélico.
Difusión del pretensado (Francisco Fernández Conde obtuvo las patentes para España y América Latina en 1942).
La Unión Soviética adoptó masivamente los paneles prefabricados de hormigón para la construcción de barrios urbanos debido a la reducción de costos y a la rapidez (1947-1951).
Estandarización de sistemas prefabricados en Inglaterra (1960).
Diseños icónicos como la cúpula del Palacio de Deportes de Pier Luigi Nervi para los JJ.OO. de Roma (1960) y el complejo de viviendas Habitat 67 de Moshe Safdie en Montreal (1967).
Desarrollo de losas alveolares y de la escuela francesa de «grandes paneles».
4. ¿Cómo ha evolucionado el hormigón prefabricado desde el último tercio del siglo XX hasta la actualidad?
Desde finales del siglo XX, la industria del prefabricado ha experimentado una creciente mecanización y un enfoque hacia una prefabricación más «abierta». Los fabricantes pasaron de producir grandes volúmenes de elementos repetitivos a crear soluciones más flexibles y adaptables a diversas obras y demandas. En este periodo, Italia y los países nórdicos destacaron, ya que su clima favorece la construcción industrializada.
Se mejoraron las posibilidades estéticas del prefabricado, como se evidenció en la Ópera de Sídney, que empleó grandes conchas prefabricadas. Aumentó la demanda de grandes elementos prefabricados para viviendas, escuelas, centros comerciales y estadios, lo que impulsó la mejora de sus propiedades estructurales. En el ámbito de la obra civil, el prefabricado se convirtió en la opción dominante para puentes, canalizaciones, túneles y traviesas ferroviarias.
En la actualidad, la construcción prefabricada es un método con entidad propia que destaca por su capacidad para aplicar técnicas de producción de alto rendimiento con elevados niveles de control, lo que asegura una mayor calidad y precisión dimensional. También se destaca la capacidad de las piezas para su desmontaje y reutilización, lo que contribuye a la sostenibilidad. La evolución informática permite realizar diseños complejos que antes resultaban inviables. Además, se ha logrado combinar la libertad arquitectónica con la eficiencia constructiva, lo que permite realizar diseños flexibles y adaptables que permiten cambiar el uso de los edificios sin afectar a su estructura.
5. ¿Qué ventajas ofrece la prefabricación de hormigón en comparación con los métodos de construcción tradicionales?
La prefabricación de hormigón ofrece múltiples ventajas significativas:
Mayor calidad y precisión dimensional: el proceso industrial en fábrica, bajo sistemas de control de producción, asegura una calidad superior, homogeneidad y precisión dimensionales de los elementos, eliminando las incertidumbres del resultado final.
Ahorro de tiempo y costes: la fabricación en un entorno controlado acelera los plazos de entrega y permite una planificación más detallada, lo que se traduce en mayor productividad, menores costes laborales in situ y, a menudo, un precio final más competitivo.
Mayor durabilidad y resistencia: El hormigón prefabricado utiliza materiales de mejores prestaciones y un curado más controlado, lo que contribuye a una mayor durabilidad y resistencia, especialmente evidente tras la invención del pretensado.
Sostenibilidad y eficiencia energética: contribuyen a la reducción de residuos en obra, al uso de hormigones de mejores prestaciones (mayor durabilidad) y a una alta inercia térmica, lo que se traduce en un menor consumo de energía y un mayor confort para los usuarios. La posibilidad de desmontar y reutilizar las piezas también mejora su impacto ambiental a largo plazo.
Versatilidad arquitectónica y estructural: permite la creación de formas complejas, texturas, relieves, colores y aligeramientos, así como la adaptación a requisitos arquitectónicos cambiantes sin sacrificar la eficiencia. Los diseños flexibles permiten cambiar el uso de los edificios sin afectar la estructura.
Mejores condiciones laborales: La aplicación del hormigón autocompactante en plantas de prefabricados ha mejorado notablemente las condiciones de trabajo de los operarios al reducir la carga sonora y las vibraciones.
6. ¿Cuáles son los principales campos de aplicación del hormigón prefabricado en la actualidad?
El entorno urbano está lleno de elementos prefabricados de hormigón que forman parte de nuestro paisaje cotidiano y tienen una amplia gama de aplicaciones en la edificación y la obra civil.
En edificación (arquitectura), el prefabricado se utiliza masivamente para:
Viviendas (Habitat 67 es un ejemplo icónico).
Escuelas, pabellones, centros comerciales, aparcamientos.
Estadios y hospitales.
Elementos estructurales y de cerramiento, incluyendo paneles de fachada de grandes dimensiones con mejoras estéticas (colores, texturas, diseños de vanguardia como fachadas translúcidas).
Forjados (desde viguetas y bovedillas hasta losas alveolares).
En obra civil (ingeniería), el desarrollo de los prefabricados de hormigón ha sido fundamental para:
Puentes (tanto la estructura como las losas que unen las vigas).
Canalizaciones y tuberías.
Dovelas para túneles.
Traviesas para ferrocarril.
Mobiliario urbano y pavimentos.
En general, el prefabricado responde satisfactoriamente a todas las exigencias técnicas y funcionales y se adapta cada vez más a diseños arquitectónicos libres y a la integración de servicios e instalaciones en la estructura prefabricada.
7. ¿Qué mitos persisten sobre el hormigón prefabricado y cómo se están superando?
Aunque la acepción peyorativa del término «prefabricado» está disminuyendo, aún persisten ciertos mitos infundados que impiden un mayor avance de la industria. Estos mitos incluyen la percepción de que los elementos prefabricados son una solución «inferior» o carecen de versatilidad estética y funcional. Se asocia erróneamente con la necesidad de producir grandes cantidades de elementos muy repetitivos para optimizar costes, una idea que la industria ya ha corregido, pues es capaz de producir elementos a costes razonables para demandas más pequeñas y diferenciadas.
La realidad es que el diseño y la fabricación en un entorno técnico y controlado conducen a elementos y soluciones más precisos y de mayor calidad. Los avances tecnológicos en dosificación, curado, control de calidad, moldes, acabados, nuevos materiales y la introducción de hormigones autocompactantes han superado las limitaciones estéticas y funcionales previas. La industria ha sabido responder adecuadamente a las exigencias técnicas, funcionales y estéticas y ha logrado una mayor libertad arquitectónica sin sacrificar la eficiencia. La difusión de sus ventajas y el éxito en obras emblemáticas están ayudando a disipar estos mitos.
8. ¿Cuáles son los principales retos y las vías de innovación para la industria del hormigón prefabricado en los próximos años?
La industria del prefabricado de hormigón se enfrenta a varios retos prometedores para ganar mayor presencia en el mercado:
Sostenibilidad: Se trata de un eje fundamental, impulsado por políticas reglamentarias que bonifican las soluciones respetuosas con el medio ambiente. El prefabricado ofrece ventajas como una mayor inercia térmica (que reduce el consumo de energía), una menor generación de residuos y el uso de concretos de mejores prestaciones para aumentar su durabilidad. También se investiga la adición de materia prima para dotar a los elementos de capacidades descontaminantes.
Innovación tecnológica: En un entorno competitivo, la innovación es crucial. Se busca la mejora continua mediante la I+D+i, en colaboración con centros tecnológicos y universidades. Las innovaciones incluyen el aumento de la resistencia mecánica del hormigón, la ampliación de las formas, texturas, relieves y colores de los elementos vistos, y la mejora de las materias primas (cementos, aditivos, aceros pretensados y fibras) para lograr dimensiones, ligereza y acabados antes inimaginables.
Automatización y digitalización: El progreso tecnológico en la maquinaria permite a las plantas de prefabricados alcanzar altos niveles de automatización, incluyendo la impresión 3D, moldes más duraderos, sistemas de vaciado eficientes, cortes guiados por láser y sistemas de curado más eficaces. La integración de sensores en la fabricación para monitorizar parámetros (por ejemplo, la resistencia a la compresión) y el desarrollo de productos conforme a la metodología BIM también son áreas de profundización.
Adaptación a nuevas exigencias: El objetivo es mejorar el comportamiento sísmico, rediseñar las piezas estructurales para cubrir un mayor rango dimensional y optimizar las conexiones de los elementos estructurales, con el fin de seguir expandiendo las aplicaciones y la eficiencia del prefabricado.
Creo que estos vídeos pueden interesarte.
Os dejo un artículo que, espero, sea de vuestro interés.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
La construcción de estructuras de hormigón conlleva procesos técnicos complejos que requieren una planificación rigurosa y una ejecución meticulosa. Entre estos procesos, destacan la activación de la fuerza de pretensado y la inyección de armaduras, esenciales para mejorar el rendimiento estructural y la durabilidad. Este artículo aborda estos procedimientos y detalla principios teóricos, parámetros técnicos y normativas aplicables.
Tesado de armaduras activas
Armadura pasiva y vainas para el acero de postesado durante la construcción de un puente de sección cajón. De Störfix – Fotografía propia, CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=297005
El tesado de armaduras activas es el proceso mediante el cual se aplica una fuerza de pretensado al acero de refuerzo del hormigón. Esto aumenta la capacidad de carga, reduce las deformaciones y mejora la durabilidad de la estructura.
El proceso de tesado se basa en el principio de generar fuerzas internas en el acero que compensen las tensiones externas previstas durante la vida útil de la estructura. Al aplicar una fuerza controlada, el acero se somete a tracción y el hormigón a compresión, lo que mejora el comportamiento global del elemento estructural.
La operación de tesado deberá realizarse según un plan previamente establecido, teniendo en cuenta las recomendaciones del fabricante del sistema utilizado. Se deberá asegurar que el gato esté perpendicular y centrado sobre el anclaje y que la operación la lleve a cabo personal cualificado. El tesado debe realizarse de forma lenta y progresiva. Si se lleva a cabo en condiciones de bajas temperaturas, deberán tomarse precauciones especiales.
Si se rompe un elemento de la armadura, se podrá alcanzar la fuerza total de pretensado necesaria aumentando la tensión en los elementos restantes, sin exceder el 5 % del valor inicialmente previsto. En caso de que se pierda totalmente la fuerza de pretensado debido a la rotura de elementos irreemplazables de la armadura, la pérdida no podrá superar el 2 % de la fuerza de pretensado prevista en el proyecto.
La temperatura ambiente es un factor crítico. Debe evitarse el tesado a temperaturas inferiores a 5 °C, salvo que se implementen medidas específicas para compensar los efectos del frío, como el uso de equipos de calefacción en el área de trabajo. Además, el acero utilizado debe cumplir con normas internacionales como la EN 10080, que garantizan su calidad y resistencia.
La seguridad durante el tesado es un aspecto prioritario. Las medidas de seguridad incluyen protecciones detrás de los gatos y se prohibirá el paso entre dichas protecciones y el gato durante el izado. En las pretesas, es esencial colocar señales visibles que indiquen la carga máxima permitida para la que han sido proyectados los estribos de anclaje, así como delimitar las zonas de acceso restringido. Además, para evitar que las armaduras salten si se rompen durante el tesado, se deben utilizar placas horadadas, cubriéndolas o envolviéndolas. El tesado no se iniciará sin la autorización de la dirección de obra, que comprobará la idoneidad del programa de tesado y la resistencia del hormigón. Todo el proceso debe estar supervisado por personal técnico cualificado.
Armaduras pretesas
Hormigón pretensado en forma de viguetas. https://www.becosan.com/es/hormigon-pretensado/
Las armaduras pretesas se tensan antes del vertido del hormigón para garantizar que la fuerza se transfiera a la matriz del hormigón durante el fraguado. Este método se utiliza principalmente en la fabricación de elementos prefabricados, como vigas, losas y pilares.
El proceso de pretensado consiste en fijar los extremos de las armaduras en dispositivos de anclaje y aplicarles una fuerza controlada antes de verter el hormigón. Una vez que el hormigón alcanza la resistencia requerida, se libera la tensión de manera gradual, lo que permite que el hormigón absorba el esfuerzo de pretensado.
El programa de tesado deberá especificar el orden de tesado de las armaduras y, en su caso, las sucesivas etapas parciales de pretensado. También se deberá indicar la presión o fuerza que no debe sobrepasarse en los gatos, el valor de la carga de tesado en los anclajes y los alargamientos que deben obtenerse, teniendo en cuenta los movimientos originados por la penetración de la cuña. Además, se debe detallar el modo y la secuencia a seguir para liberar los tendones, así como la resistencia requerida del hormigón en el momento de la transferencia.
La adherencia de las armaduras activas al hormigón depende de la longitud de transmisión, necesaria para transferir al hormigón, por adherencia, la fuerza de pretensado introducida en las armaduras, y de la longitud de anclaje, que garantiza la resistencia del anclaje por adherencia hasta la rotura del acero. Estos factores dependen principalmente de tres elementos: el diámetro de la armadura, sus características superficiales y la resistencia del hormigón.
El destesado es la operación mediante la cual se transmite el esfuerzo de pretensado de las armaduras pretesas al hormigón, para lo cual se deben soltar de manera lenta, gradual y uniforme, sin sacudidas bruscas y de forma ordenada, con el fin de evitar asimetrías. Antes de iniciar esta operación, se verifica que el hormigón haya alcanzado la resistencia especificada, se eliminan obstáculos que impidan el movimiento de las piezas y se cortan las puntas de las armaduras que sobresalgan de las testas si van a quedar expuestas y no embebidas en el hormigón. El destesado prematuro representa un peligro debido a las pérdidas elevadas, mientras que el destesado brusco puede causar esfuerzos anormales, aumentar la longitud de transmisión y anclaje, y aumentar los riesgos de deslizamiento.
Armaduras postesas
Anclajes de hormigón postesado. https://www.becosan.com/es/hormigon-pretensado/
Las armaduras postesas se tensan una vez fraguado el hormigón, lo que permite una mayor flexibilidad en el diseño de estructuras complejas. Se utilizan comúnmente en grandes puentes, viaductos y edificios importantes.
Durante el proceso, los tendones se colocan dentro de vainas que atraviesan el hormigón. Una vez fraguado, se aplican fuerzas de pretensado mediante gatos hidráulicos y se fijan los extremos con cuñas especiales que aseguran la transferencia de cargas a largo plazo.
El programa de tesado deberá especificar expresamente la secuencia detallada de tesado de las armaduras, la presión o fuerza que debe desarrollarse en el gato, los alargamientos esperados y la máxima penetración de la cuña, así como el momento de retirada de las cimbras durante el tesado, si procede. También se deberá indicar la resistencia requerida del hormigón antes del tesado, el número, el tipo y la localización de los acopladores, así como la necesidad de protección temporal si el tesado se realiza en etapas sucesivas. El tesado no se iniciará sin la autorización de la dirección de obra, que comprobará la idoneidad del programa de tesado y la resistencia del hormigón. Cada etapa debe ejecutarse en condiciones de control estrictas, registrándose cada operación para su posterior verificación y trazabilidad.
La tensión máxima inicial admisible en las armaduras se limita con el fin de disminuir riesgos como la rotura o la corrosión. El valor máximo de la tensión en las armaduras antes de anclarlas no podrá exceder el menor de los siguientes valores: el 75 % de la carga unitaria máxima característica o el 90 % del límite elástico característico. De forma temporal, esta tensión podrá aumentarse hasta alcanzar uno de los siguientes valores: el 85 % de la carga unitaria máxima característica o el 95 % del límite elástico característico.
Proceso postesado. Fuente: Catálogo Stronghold
El proceso de tesado consta de varias fases secuenciales, cuidadosamente planificadas, para garantizar la correcta transferencia de la fuerza de pretensado. En primer lugar, se colocan y alinean los gatos hidráulicos frente a los anclajes, asegurándose de que queden perpendiculares y centrados para evitar desviaciones.
Una vez posicionados, se inicia el proceso de aplicación de fuerza de forma gradual y continua. La presión se incrementa en etapas controladas para evitar tensiones repentinas que puedan causar daños estructurales. Durante esta fase, se realiza un seguimiento constante de la presión y del alargamiento de las armaduras.
A medida que el acero se alarga, hay que verificar los anclajes y realizar ajustes si es necesario. El equipo técnico debe registrar cada paso, documentando las presiones aplicadas, los alargamientos medidos y los incidentes que puedan ocurrir durante el proceso.
Una vez alcanzada la fuerza especificada en el proyecto, se fijan definitivamente las armaduras mediante cuñas mecánicas o dispositivos de anclaje hidráulico. De este modo, se asegura que el acero mantenga la tensión aplicada incluso después de retirar los equipos de tesado.
Por último, se llevan a cabo inspecciones visuales y técnicas para confirmar que el proceso de tesado se ha realizado correctamente. Cualquier anomalía detectada debe corregirse antes de pasar a la siguiente fase de construcción.
El control del tesado implica medir simultáneamente el esfuerzo ejercido por el gato y el alargamiento de la armadura, con una precisión de ±2 % del recorrido total. Se debe garantizar que la fuerza de pretensado se mantenga dentro de ±5 % del valor de proyecto y que los alargamientos sean de ±15 % para un tendón particular y de ±5 % para la suma de todos los valores en la misma sección. Para facilitar el control, se utilizará una tabla de tesado que incluirá los datos del programa, la identificación de los tendones, los resultados del tesado y los incidentes. Los datos recopilados deben documentarse con todo detalle, incluyendo las desviaciones y las correcciones realizadas.
El retesado de armaduras postesas se define como cualquier operación de tesado efectuada sobre un tendón después de su tesado inicial. Este procedimiento solo está justificado si es necesario para uniformar las tensiones de los diferentes tendones de un mismo elemento o si está previsto en el programa el tesado en etapas sucesivas. No se debe realizar un retesado con el único objetivo de disminuir las pérdidas diferidas de tensión, salvo en circunstancias especiales.
Antes de proceder con el retesado, se realiza una evaluación exhaustiva de la estructura para determinar si es necesario realizarla. El procedimiento debe ajustarse al programa de tesado original y a las condiciones actuales del proyecto. Las presiones aplicadas durante el retesado deben controlarse con cuidado para evitar daños en los elementos estructurales.
Además, es fundamental recalibrar los equipos de tesado antes de iniciar esta operación para garantizar que los valores aplicados sean precisos. Una vez finalizado, deben realizarse nuevas inspecciones y pruebas de carga para verificar la efectividad del proceso.
Inyección de armaduras
La inyección de lechada es fundamental para proteger las armaduras de pretensado contra la corrosión y garantizar su adherencia al hormigón. Este proceso consiste en llenar los conductos que albergan los tendones con una mezcla diseñada para resistir agresiones químicas y ambientales. Debe realizarse lo antes posible tras el tesado.
La preparación de la mezcla de inyección es una etapa clave para garantizar el correcto funcionamiento del sistema de pretensado. La lechada es una mezcla cuidadosamente dosificada de cemento, agua y aditivos específicos. La proporción de estos componentes se calcula en función de factores como la temperatura ambiente, el tipo de estructura y las condiciones específicas del lugar de construcción.
El proceso de mezclado debe realizarse con equipos mecánicos especializados que aseguren una mezcla homogénea y libre de grumos. El tiempo de mezclado oscila entre 2 y 4 minutos, aunque puede prolongarse si se utilizan aditivos retardadores, en caso de prever un tiempo de más de 30 minutos antes de la inyección.
La relación agua-cemento debe mantenerse dentro de márgenes estrictos, generalmente entre 0,4 y 0,5, para garantizar una consistencia coloidal que facilite el flujo de la lechada a través de los conductos. Además, es indispensable realizar pruebas preliminares para verificar la fluidez, la resistencia inicial y la adherencia.
La temperatura de la mezcla no debe exceder los 30 °C para evitar fraguados prematuros. Si se anticipa una demora en el proceso de inyección, se pueden incorporar aditivos estabilizantes que prolonguen la trabajabilidad de la lechada sin afectar a sus propiedades mecánicas.
Finalmente, antes de proceder con la inyección, se debe inspeccionar visual y técnicamente el equipo de mezclado para garantizar su correcto funcionamiento y evitar contaminaciones o errores en la dosificación.
La ejecución de la inyección requiere una planificación detallada que tenga en cuenta las condiciones del proyecto y las especificaciones técnicas establecidas. El programa de inyección debe contener, al menos, las características de la lechada (tiempos), las del equipo de inyección, la limpieza de los conductos, la secuencia de operaciones y los ensayos a realizar, las probetas para los ensayos, el volumen de lechada a preparar y la previsión de incidentes, entre otros aspectos. Se deben utilizar equipos de inyección calibrados para garantizar la aplicación continua y uniforme de la lechada.
La ejecución de la inyección de armaduras postesas requiere comprobar previamente las siguientes condiciones: el equipo de inyección, la bomba de inyección auxiliar, el suministro permanente de agua a presión y aire comprimido, el exceso de materiales para el amasado del producto de inyección, las vainas libres de materiales perjudiciales, los conductos a inyectar preparados e identificados y los ensayos de control de la lechada preparados.
El proceso comienza con la conexión segura del equipo de inyección a los conductos. La inyección debe realizarse bajo las siguientes condiciones: la longitud máxima de inyección no debe superar los 120 m y, en tiempo frío, se debe asegurar de que no haya hielo en los conductos, inyectando agua caliente si es necesario. Queda prohibido efectuar la inyección con aire comprimido. La inyección debe ser continua e ininterrumpida, con una velocidad de avance constante entre 5 y 15 m/min, y debe realizarse desde puntos bajos para garantizar un llenado completo y evitar bolsas de aire. El proceso finaliza cuando la lechada comienza a rebosar por los puntos de purga con la misma consistencia que la mezcla inicial. Una vez finalizada la operación, se obstruyen herméticamente los orificios de purga para evitar la entrada de aire o humedad que pueda afectar a la durabilidad de la estructura. La presión de inyección se ajusta cuidadosamente para garantizar una distribución uniforme del material y minimizar el riesgo de rotura de los conductos.
La inspección de la inyección debe incluir la elaboración de un informe para cada inyección, en el que se anoten las características del producto, la temperatura ambiente en el momento de la inyección, el tipo de cemento utilizado, el aditivo incorporado a la mezcla (si corresponde) y su dosificación, la relación agua/cemento elegida, el tipo de mezclador, la duración del mezclado y las probetas fabricadas para controlar las condiciones relativas a los productos de inyección. Estos informes deben archivarse como parte de los registros permanentes de la obra.
La seguridad durante la inyección debe extremarse. El personal involucrado debe recibir capacitación específica en técnicas de inyección y en procedimientos de seguridad. Es obligatorio el uso de equipos de protección individual, como guantes, gafas y cascos, especialmente en áreas donde exista riesgo de contacto con productos químicos. Está prohibido que los operarios miren a través de los tubos o de los rebosaderos.
Durante la inyección, debe establecerse un perímetro de seguridad en torno a la zona de trabajo para prevenir accidentes. Además, es imprescindible realizar inspecciones visuales y técnicas en tiempo real para detectar posibles fugas, obstrucciones o anomalías en la aplicación.
Por último, una auditoría posterior a la inyección debe verificar que todos los conductos se han llenado correctamente y que las purgas se han realizado conforme a los estándares. Este control garantiza que el sistema de pretensado funcione de manera óptima y se mantenga con el paso del tiempo.
Consideraciones normativas
Las operaciones relacionadas con el pretensado y la inyección deben cumplir con estándares técnicos específicos que garanticen la seguridad, la durabilidad y la funcionalidad de las estructuras construidas. La normativa europea EN 13391 regula los dispositivos de anclaje utilizados en el pretensado y especifica los requisitos de diseño, de resistencia y los métodos de prueba.
El Código Estructural establece pautas detalladas para el diseño y la ejecución de elementos pretensados, incluidos los procedimientos de tesado, inyección y control de calidad. También exige que cada etapa del proceso esté documentada y supervisada por profesionales acreditados.
En proyectos internacionales, normas como la ACI 318 (American Concrete Institute) establecen criterios adicionales para el cálculo estructural y la verificación de los materiales. El cumplimiento de estas normativas garantiza la integridad estructural, la capacidad portante y la resistencia a condiciones adversas durante la vida útil de la estructura.
Además, los reglamentos de seguridad laboral exigen que los operarios estén certificados y se implementen medidas de protección para evitar accidentes. El seguimiento estricto de estas disposiciones permite minimizar riesgos y garantizar el éxito del proyecto desde la fase inicial hasta la finalización.
Conclusión
La activación de la fuerza de pretensado y la inyección en construcciones de hormigón son procesos técnicos esenciales. Si se siguen procedimientos detallados, normas específicas y controles de calidad rigurosos, su correcta aplicación garantiza estructuras seguras y duraderas.
Dejo a continuación unos vídeos que, espero, os resulten interesantes.
A continuación, os dejo una presentación de Luis Cosano, del departamento técnico de Freyssinet, S.A. Espero que os sea de interés.
Figura 1. Planta de prefabricados de hormigón. https://www.prilhofer.com/aumento-de-la-eficiencia-en-la-produccion-de-prefabricados-de-hormigon
La prefabricación de hormigón ha revolucionado el sector de la construcción al ofrecer soluciones eficientes, duraderas y altamente personalizadas. Al permitir la fabricación en serie de elementos estructurales y ornamentales fuera del lugar de la obra, este método optimiza tanto los tiempos de ejecución como los costes. A lo largo de este artículo, resumiremos las etapas, instalaciones y tecnologías utilizadas en la fabricación de elementos prefabricados de hormigón, así como en los aspectos de automatización y control de calidad que aseguran la precisión y la eficiencia en cada pieza.
1. ¿Qué es la prefabricación de hormigón y cuáles son sus ventajas?
La prefabricación de hormigón consiste en producir elementos en plantas especializadas, fuera de su ubicación final, lo que permite un control exhaustivo de las condiciones de fabricación y garantiza una calidad uniforme. Este enfoque implica la creación de piezas que, tras su transporte y montaje en la obra, conforman, total o parcialmente, la estructura de edificios, puentes, pavimentos, etc.
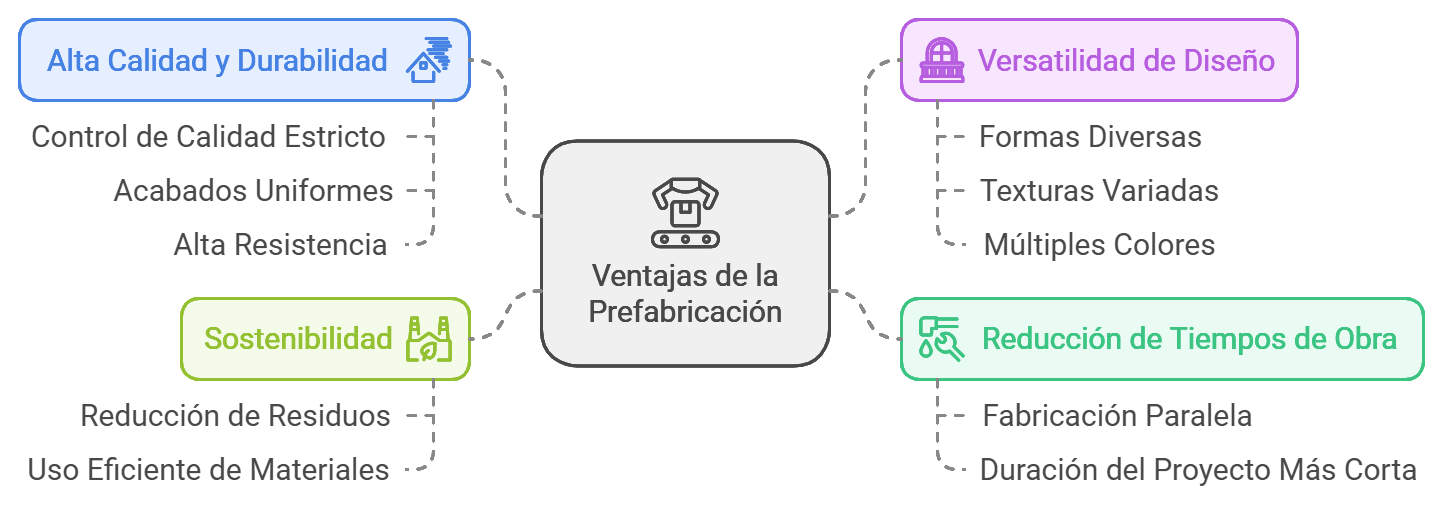
Las principales ventajas de la prefabricación son las siguientes:
Reducción de tiempos de obra: Los prefabricados se fabrican en paralelo a otros trabajos en obra, lo que reduce la duración total del proyecto.
Alta calidad y durabilidad: El control exhaustivo en planta permite obtener acabados uniformes y una resistencia elevada, incluso en condiciones ambientales desfavorables.
Sostenibilidad: Al reducir los residuos de obra y aprovechar eficientemente los materiales, la prefabricación se alinea con prácticas sostenibles.
Versatilidad de diseño: La fabricación en planta permite producir elementos con diferentes formas, texturas y colores, lo que amplía las posibilidades arquitectónicas.
Figura 2. Principales ventajas de la prefabricación
2. Las plantas de prefabricados de hormigón: configuración y logística
La planta es el corazón del proceso de prefabricación. Su ubicación y configuración son decisiones clave que influyen en la eficiencia y la viabilidad económica del proyecto. Una planta típica incluye zonas de almacenamiento de materias primas, áreas de dosificación y mezclado, espacios de moldeo y compactación, y cámaras de curado, además de áreas de logística y de almacenamiento final.
La ubicación de la planta depende de varios factores estratégicos:
Proximidad al mercado: La planta debe ubicarse cerca de la zona de influencia para minimizar los costos de transporte.
Distancia a los proveedores: El acceso a materiales básicos, como cemento, áridos y acero, afecta la competitividad.
Infraestructuras y vías de transporte: La cercanía a carreteras o ferrocarriles facilita el transporte de elementos a obra.
Condiciones climáticas: En zonas con clima extremo, la prefabricación reduce los riesgos y los retrasos en la obra, siendo especialmente útil en países con estaciones frías.
Figura 3. Fabricación de viguetas de hormigón pretensado. http://preforsa.es/
3. Materias primas y su almacenamiento
La calidad de los prefabricados de hormigón depende de la gestión cuidadosa de sus materias primas, que incluyen cemento, áridos, aditivos y agua.
Cemento: Se almacena en silos cerrados para protegerlo de la humedad y el polvo ambiental. Generalmente, se emplean varios tipos de cemento, cada uno almacenado por separado para evitar mezclas accidentales.
Áridos: Se clasifican y se almacenan por granulometría (arena, gravilla, grava) en depósitos separados y protegidos de la contaminación y del agua. Este cuidado es esencial, ya que la humedad afecta directamente a la durabilidad del hormigón.
Aditivos: Los aditivos pueden ser pulverulentos o líquidos y se almacenan en condiciones específicas. Los pulverulentos se guardan en recipientes impermeables, mientras que los líquidos se conservan en garrafas protegidas de las heladas para mantener sus propiedades.
Agua: En muchas plantas, el agua proviene de redes de suministro locales, aunque también se emplean sistemas de reutilización de agua de lluvia o de limpieza de moldes para reducir el consumo.
4. Procesos de fabricación: dosificación, mezclado y vertido
La dosificación y la mezcla de los componentes son fases críticas para obtener un hormigón homogéneo. Las plantas modernas utilizan amasadoras automáticas de alta precisión que ajustan las proporciones de los materiales según las especificaciones del proyecto. El agua y los aditivos se miden con cuidado y, en los áridos, se emplean medidores de humedad para asegurar la consistencia y evitar errores.
Control de humedad: Los medidores de humedad ayudan a ajustar la cantidad de agua en la mezcla, lo cual es fundamental para alcanzar la resistencia y la durabilidad requeridas.
Amasadoras: Existen amasadoras de doble eje horizontal y planetarias, que garantizan un mezclado homogéneo en un tiempo mínimo, optimizando el uso de materiales y evitando la segregación de los componentes.
Una vez obtenida la mezcla, el hormigón se vierte en moldes que definirán las dimensiones y los acabados del prefabricado. Los moldes, generalmente de acero, deben soportar la presión del hormigón y facilitar el desmolde.
Compactación: El hormigón se compacta mediante vibración para eliminar las bolsas de aire y lograr una densidad uniforme. En algunos casos, se utiliza hormigón autocompactante, lo que elimina la necesidad de vibración.
Tipos de moldes: Los moldes metálicos son ideales para prefabricados estructurales, mientras que los moldes de plástico o de materiales desechables se emplean para elementos ornamentales.
El hormigón se vierte en los moldes mediante dispositivos como cubilotes, cubas aéreas o incluso mangueras, en sistemas automatizados. Estas herramientas distribuyen el hormigón a lo largo de la planta, manteniendo un flujo constante y reduciendo los tiempos de ciclo. La correcta dosificación y el vertido garantizan que cada elemento cumpla con los estándares de calidad y de consistencia requeridos.
Figura 4. Mesa basculante. https://www.seea.com.br/imagens/downloads/moldtech-catalogo-espanhol.pdf
5. El curado: clave para la durabilidad del hormigón
El curado es esencial para lograr la resistencia y la durabilidad del hormigón. En las plantas de prefabricación, el curado se realiza en ambientes controlados que aceleran la hidratación del cemento.
Cámaras de curado: Elementos como baldosas y bloques suelen curarse en cámaras con condiciones de temperatura y humedad óptimas, lo que permite un curado uniforme y minimiza el riesgo de fisuración.
Moldes calefactados: En algunos casos, los moldes están equipados con sistemas de calefacción para mantener una temperatura constante durante el curado, optimizar la reacción del hormigón y reducir los tiempos de fabricación.
6. Control de calidad y automatización en la producción
Las plantas modernas han implementado sistemas de automatización que permiten un control exhaustivo de cada etapa de la producción. La automatización no solo aumenta la precisión y reduce los errores, sino que también facilita la trazabilidad de cada pieza prefabricada.
El sistema de carrusel es un método industrializado que permite fabricar elementos superficiales, como losas y paneles de fachada, en línea. Las bandejas de los carruseles pasan por estaciones de trabajo automatizadas, desde la limpieza y la aplicación de desencofrante hasta el vertido y el acabado del hormigón.
Un software de gestión supervisa cada paso del carrusel, optimiza los tiempos de producción y permite ajustar cada proceso en función de las especificaciones del cliente. De esta forma, se mantiene una trazabilidad completa y se gestiona eficientemente el inventario de piezas terminadas.
El control de calidad se realiza mediante ensayos de resistencia y de consistencia. En muchos casos, las plantas cuentan con laboratorios internos para realizar pruebas de resistencia a la compresión y verificar que el hormigón cumple con las normativas. Los parámetros, como la densidad, el contenido de aire y la resistencia a la compresión, se revisan para asegurar que las piezas cumplan con los estándares de calidad requeridos.
7. Logística y almacenamiento: La última fase del proceso
Una vez fabricados, los elementos pueden transportarse directamente a la obra o almacenarse temporalmente en la planta. La logística es clave para garantizar una entrega puntual y en condiciones óptimas.
Almacenamiento en planta: Las plantas disponen de áreas de acopio donde los elementos se almacenan de forma segura, evitando daños y manteniendo la organización.
Transporte a obra: Los prefabricados más grandes o pesados requieren el uso de puentes-grúa para su carga en camiones, mientras que las piezas más pequeñas pueden paletizarse y transportarse en volúmenes mayores. El almacenamiento y el transporte son esenciales para reducir los costes y cumplir los plazos de entrega.
Figura 5. Transporte de elementos prefabricados a acopio. https://imi.com.pa/planta-de-prefabricados-de-concreto/#!
Conclusión
La fabricación de prefabricados de hormigón es un proceso industrializado que combina el control de calidad, la automatización y la logística para ofrecer soluciones constructivas de alta eficiencia. Este método permite construir con precisión y rapidez, optimizar los recursos y permitir una personalización considerable en los proyectos. Con el avance de las tecnologías de automatización y la mejora en el control de calidad, la prefabricación de hormigón seguirá siendo una pieza fundamental en la construcción moderna, ya que permite realizar obras de forma más rápida, sostenible y con mejores acabados arquitectónicos.
Os dejo algunos vídeos de estas plantas de prefabricados.
Dejo a continuación un folleto sobre moldes para elementos prefabricados de hormigón.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Es una mezcladora de hormigón, también conocida como “mezcladora de tren bailarín”. Es una hormigonera típica de las industrias de prefabricados y de mezclas muy secas. Consta de una cuba fija, de mayor diámetro que altura, con su eje vertical. En el interior gira suspendido un reductor con un eje de salida de tipo planetario, al que está acoplado un conjunto de paletas. Su capacidad oscila entre 1 y 4 metros cúbicos. Una duración típica de un ciclo de amasado, llenado y vaciado es de 90 segundos, pudiendo ser reducida cuando se trata de alimentar camiones-hormigonera y ligeramente aumentada para mezclas especiales.
La velocidad de las paletas debe ser tal que la fuerza centrífuga resultante no provoque la separación de los elementos constituyentes del hormigón. Las paletas tienen un doble movimiento de rotación, de forma que la partícula ligada a las paletas describe un movimiento epicicloidal:
Alrededor de su eje.
Alrededor del eje de la máquina.
El motor es vertical y está montado sobre un cárter cilíndrico situado por encima de la cuba. La carga se realiza por la parte superior y la descarga se realiza por una compuerta abatible en el fondo, bien en uno de sus laterales, bien en el centro del mismo.
Os paso algunos vídeos en los que podéis ver el funcionamiento.
Referencias:
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
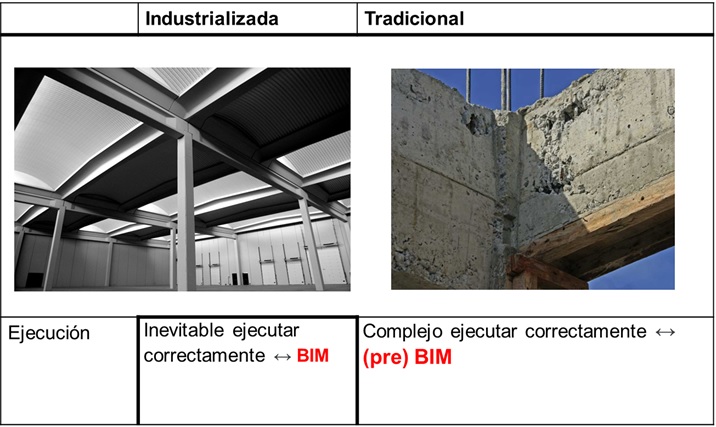
Resumen: En un contexto social y reglamentario cada vez más exigente, coexisten tres tendencias que se presentan como una inmejorable oportunidad para la consolidación definitiva de las soluciones prefabricadas de hormigón como la variante industrializada de la construcción de edificios e infraestructuras, con todas las ventajas que ello proporciona en términos de rapidez de ejecución, control más exhaustivo en proyecto y obra, calidad, precisión dimensional, eficiencia y rentabilidad económica. Tanto BIM, como las declaraciones ambientales de producto y la inercia térmica, son tres aspectos que guardan una correlación.
LÓPEZ-VIDAL, A.; YEPES, V. (2017). BIM, declaraciones ambientales de producto e inercia térmica: tres vías para la consolidación de las soluciones en prefabricado de hormigón. VII Congreso de ACHE, A Coruña, junio de 2017, 9 pp.
En un contexto social y reglamentario cada vez más exigente, coexisten tres tendencias que se presentan como una inmejorable oportunidad para la consolidación definitiva de las soluciones prefabricadas de hormigón como la variante industrializada de la construcción de edificios e infraestructuras, con todas las ventajas que ello proporciona en términos de rapidez de ejecución, control más exhaustivo en proyecto y obra, calidad, precisión dimensional, eficiencia y rentabilidad económica. Tanto BIM, como las declaraciones ambientales de producto y la inercia térmica, son tres aspectos que guardan una correlación.
Referencia:
López-Vidal, A.; Yepes, V. (2017). BIM, declaraciones ambientales de producto e inercia térmica: tres vías para la consolidación de las soluciones en prefabricado de hormigón. VII Congreso de ACHE, A Coruña, junio de 2017, 9 pp.
Vista del extremo de la bancada de tesado. Cortesía: ANDECE.
Los elementos de hormigón pretensado son productos habituales de las plantas de prefabricados. Para realizar el tesado de las armaduras activas, se utilizan bancadas de tesado. Estos elementos permiten anclar los cables en los extremos de la pista, donde se encuentra una solera de hormigón que servirá de base para el molde. Estas bancadas suelen ser largas, de 100 a 150 m, pues a mayor distancia entre los elementos de anclaje, mayor economía, siempre y cuando no se contrarreste el momento flector al que se le somete.
Las bancadas son estructuras metálicas fabricadas con chapas de resistencia suficiente para soportar la tracción de las armaduras. Además, presentan cimentaciones muy grandes, capaces de soportar las fuerzas de pretensado que se apliquen. En otras ocasiones, el propio molde presenta los elementos de anclaje en sus extremos, y la bancada sirve como fondo de molde. En este caso, el molde es autorresistente y puede trasladarse a otro lugar de la planta.
Extremo de la bancada de tesado. Cortesía: ANDECE.
Se pueden fabricar distintos tipos de piezas en una misma bancada, siempre que no se exceda el límite de la fuerza de pretensado que la bancada puede soportar. La cantidad de cables colocados determinará la magnitud de la fuerza de pretensado aplicada.
Para comprobar que la relación fuerza de pretensado/altura de actuación de los cables se mantiene dentro de los márgenes de seguridad exigibles, las bancadas disponen de una placa visible con un gráfico donde se establecerán los valores máximos. A mayor altura de la resultante de la acción de los cables, menor será la fuerza total admisible.
Extendedora del cable de pretensado en la bancada. Fuente: www.resimart.com
Los moldes se comercializan y las bancadas se dimensionan para una fuerza máxima nominal determinada. Esto se corresponde con la fuerza y la excentricidad de los cables del canto máximo que se pueda fabricar. Si la excentricidad es menor, podría aplicarse una fuerza de pretensado superior a la nominal.
A continuación, os dejo algunos vídeos en los que podemos ver cómo son algunas instalaciones de prefabricados. En este primer vídeo podemos ver cómo se fabrican las viguetas pretensadas Tensyland (Prensoland).
Aquí vemos el mismo proceso de fabricación de viguetas, en este caso, de la empresa VELOSA.
En este otro vídeo también vemos el proceso de fabricación de viguetas de hormigón pretensado.
Pilas prefabricadas. Fuente: Grupo Pacadar, www.pacadar.es
La prefabricación en la construcción de pilas de puente constituye una alternativa a la construcción mediante sistemas tradicionales de encofrado, los encofrados trepantes o los deslizantes. Las ventajas de la prefabricación se relacionan con la industrialización del proceso constructivo, mejoras de acabados, reducción de plazos, etc. Este tipo de construcción prefabricada ha evolucionado fuertemente, pudiéndose adecuar hoy día a la construcción de un buen número de tipologías de pilas, al contar con sistemas auxiliares de transporte y montaje cada vez de mayor potencia, desde las correspondientes a pequeños pasos superiores a las de grandes puentes con pilas de incluso más de 40 m de altura. Los medios auxiliares de transporte y montaje permiten manejar pesos de 100 a 200 t, aunque es posible superar ampliamente estos valores.
Las tipologías habituales de pilas prefabricadas son las siguientes:
Fustes independientes con o sin capitel de apoyo
Pilas pórtico formadas por fustes verticales y cabecero superior de unión
Pilas construidas por dovelas horizontales
Montaje de dinteles prefabricados. Fuente: Grupo Pacadar, www.pacadar.es
Quizá uno de los inconvenientes de la prefabricación, en este momento superados, es la unión entre elementos o entre elementos y partes “in situ”, especialmente en aquellas estructuras hiperestáticas. Las secciones de pilas pequeñas, de 60 x 60 cm², suelen empotrarse en cálices dejados en las zapatas de cimentación, rellenándose el hueco libre con hormigón. Sin embargo, para mayores secciones, suele dejarse en la zapata vainas corrugadas de 100 mm de diámetro, con longitud suficiente para el anclaje de las armaduras del fuste. Posteriormente, se rellenan estas vainas con un mortero sin retracción.
El montaje de estos elementos prefabricados se empieza con unos apoyos blandos de madera que sirven para calzar las piezas y evitar las concentraciones de tensiones en la superficie de la junta. Estas juntas posteriormente se rellenan y ajustan con un mortero líquido sin retracción que garantice la transmisión de tensiones.
En pilas altas, las pilas son de sección hueca para optimizar el uso del material, reducir el peso y facilitar el transporte y montaje. Suelen ser habituales las pilas octogonales o a secciones I enlazadas dos a dos para formar una sección en cajón.
También son prefabricados los dinteles colocados sobre las pilas individuales o formando pórtico con varias pilas. Pueden ser también macizos o aligerados con sección en pi.
A continuación podemos ver el montaje de un dintel prefabricado.
[politube2]65095:450:225[/politube2]
También podemos ver el montaje de un viaducto en Sot Gran, en Eix Transversal C-25. En el vídeo se ve una secuencia de fotos del montaje por parte de Alvisa de la estructura prefabricada de hormigón del Viaducto Sot Gran para el tramo Espinelves – Santa Coloma de Farners, correspondiente al desdoblamiento del Eje Transversal de la carretera C-25 (Girona – Lleida). Se trata de tres vanos de 28, 39 y 32 m de longitud, con monoviga hiperestática y pilas palmera prefabricadas de 21 m de alto y peso 170 t.
Figura 1. Moldes para hormigón prefabricado. Cortesía: ANDECE
El molde es el elemento que contiene al hormigón fresco, respondiendo su diseño a las exigencias de las piezas que se van a prefabricar. Se exige que los moldes presenten la máxima calidad posible para garantizar la precisión dimensional, la estabilidad, la versatilidad para adaptarse a otras formas, que sean fáciles de usar y durables. Por tanto, los moldes deben mantener su integridad durante el vertido del hormigón y en la aplicación del pretensado, si lo hubiese.
Para elementos lineales como vigas y pilares se emplean moldes estáticos, ligeramente elevados del suelo, con gran flexibilidad en cuanto a cantos, ménsulas, longitud, etc. En el caso de paneles de hormigón arquitectónico, lo usual son moldes horizontales, con un sistema de vibración adaptado al molde. En el caso de paneles no vistos, lo más económico son moldes verticales de caras paralelas, pues ocupan menos espacio en la fábrica, apuran el curado y permiten mayor precisión. Para placas alveolares, se fabrican grandes longitudes de placa, bien por extrusión o por moldeadoras continuas.
Los moldes deben reutilizarse el máximo número de veces posible, sin que ello suponga una merma en la calidad, por la repercusión económica que presenta en el producto final. La reutilización se puede realizar con piezas diferentes, aunque es deseable que se mantenga la tipología, cambiando en este caso solo la longitud o la altura con pequeñas modificaciones. Suelen disponerse en horizontal y de forma continua, aunque también es posible disponerlos en algunos casos en vertical (en batería).
Los moldes suelen ser de acero, pues permite alargar el número de usos y adaptarse a la geometría necesaria. Estos moldes son fáciles de transportar y reubicar dentro de la planta. De hecho, los moldes suelen llenar las plantas de fabricación y a veces es un verdadero problema ubicarlos para facilitar las maniobras y el resto de actividades sin que molesten. El problema que pueden presentar es la corrosión del acero, que puede atenuarse con aditivos inhibidores de la corrosión y con un buen agente desencofrante.
Con todo, también existen moldes de otros materiales como el polietileno expandido, que son desechables. Este material es ligero, barato y permite ahorros de tiempo, aunque su uso está muy centrado en piezas ornamentales. También es cierto que este tipo de materiales, junto con otros como el poliéster o la fibra de vidrio, permite reducir la disipación del calor interno durante el fraguado, lo que permite acelerar el proceso de curado.
Por tanto, una forma de acelerar el curado es usar moldes de acero calefactados. En ellos se permite un aporte de energía que garantice una temperatura fija o una curva de temperatura de curado adecuada a la reacción química interna del hormigón. Los moldes de acero también pueden ser «autorresistentes» en el caso de piezas pretensadas, donde el propio molde puede contener los elementos de anclaje de las armaduras activas, sirviendo de bancada de pretensado. Otra forma de disminuir el tiempo de desencofrado es utilizar aceleradores como aditivos en el hormigón que adelanten el fraguado, el endurecimiento o ambos.
También los moldes pueden disponer de un sistema de vibradores laterales o internos, de forma que se permita eliminar las burbujas de aire y mejorara la distribución de los áridos. Sin embargo, estos vibradores no se utilizan en el caso de emplear hormigón autocompactante. Además, como puede verse en la figura inferior, los moldes suelen presentar unas plataformas y accesos laterales para facilitar el acceso seguro de los operarios.
Apertura de caras laterales antes de retirar la viga prefabricada. Escaleras de acceso a la plataforma lateral para el control del proceso. Cortesía: ANDECE.
Con el uso repetido de los moldes, estos se deforman, pierden sección y cogen holguras en sus fijaciones. Todo ello perjudica la calidad de las piezas, por lo que resulta de gran importancia disponer de un buen plan de control y mantenimiento de estos moldes. De todas las operaciones, hay que cuidar la limpieza tras el uso. En el caso de elementos de gran longitud, hay que cuidar la alineación del conjunto del molde y su inmovilización para mantener la pieza dentro de las tolerancias exigidas.
En el siguiente vídeo, de Vifesa Fabricados Industriales, podemos ver moldes modulares para el prefabricado de marcos de hormigón de distintos tamaños.
Referencias:
AFECI (2021). Guía sobre encofrados y cimbras. 3ª edición, Asociación de fabricantes de encofrados y cimbras, 76 pp.
PEURIFOY, R.L. (1967). Encofrados para estructuras de hormigón. McGraw-Hill y Ediciones Castillo, Madrid, 344 pp.
RICOUARD, M.J. (1980). Encofrados. Cálculo y aplicaciones en edificación y obras civiles. Editores Técnicos Asociados, S.A. Barcelona, 312 pp.
 Para comprender la magnitud del desafío al que se enfrenta la infraestructura moderna, basta con observar un dato: para encontrar el equilibrio perfecto entre eficiencia y ética, la ingeniería ha tenido que analizar hasta 50 configuraciones optimizadas de una estructura que la mayoría de nosotros apenas notamos. Nos referimos a los pasos inferiores y a los marcos de carretera: ese esqueleto invisible de hormigón que sostiene nuestras vías de comunicación.
Para comprender la magnitud del desafío al que se enfrenta la infraestructura moderna, basta con observar un dato: para encontrar el equilibrio perfecto entre eficiencia y ética, la ingeniería ha tenido que analizar hasta 50 configuraciones optimizadas de una estructura que la mayoría de nosotros apenas notamos. Nos referimos a los pasos inferiores y a los marcos de carretera: ese esqueleto invisible de hormigón que sostiene nuestras vías de comunicación.