¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.
Aunque ya he escrito varios artículos sobre este tema en el blog, a continuación, se presentan las cinco claves técnicas que convierten el hormigón en una herramienta de ingeniería de alta precisión.
No se trata solo de soporte, sino de resistencia activa.
El cambio de paradigma fundamental es que el hormigón pretensado no «espera» a recibir la carga para trabajar. Mediante esta técnica, sometemos al material a un esfuerzo de compresión previo que contrarresta las tracciones que sufrirá durante su vida útil. Esto lo convierte en un sistema dinámico.
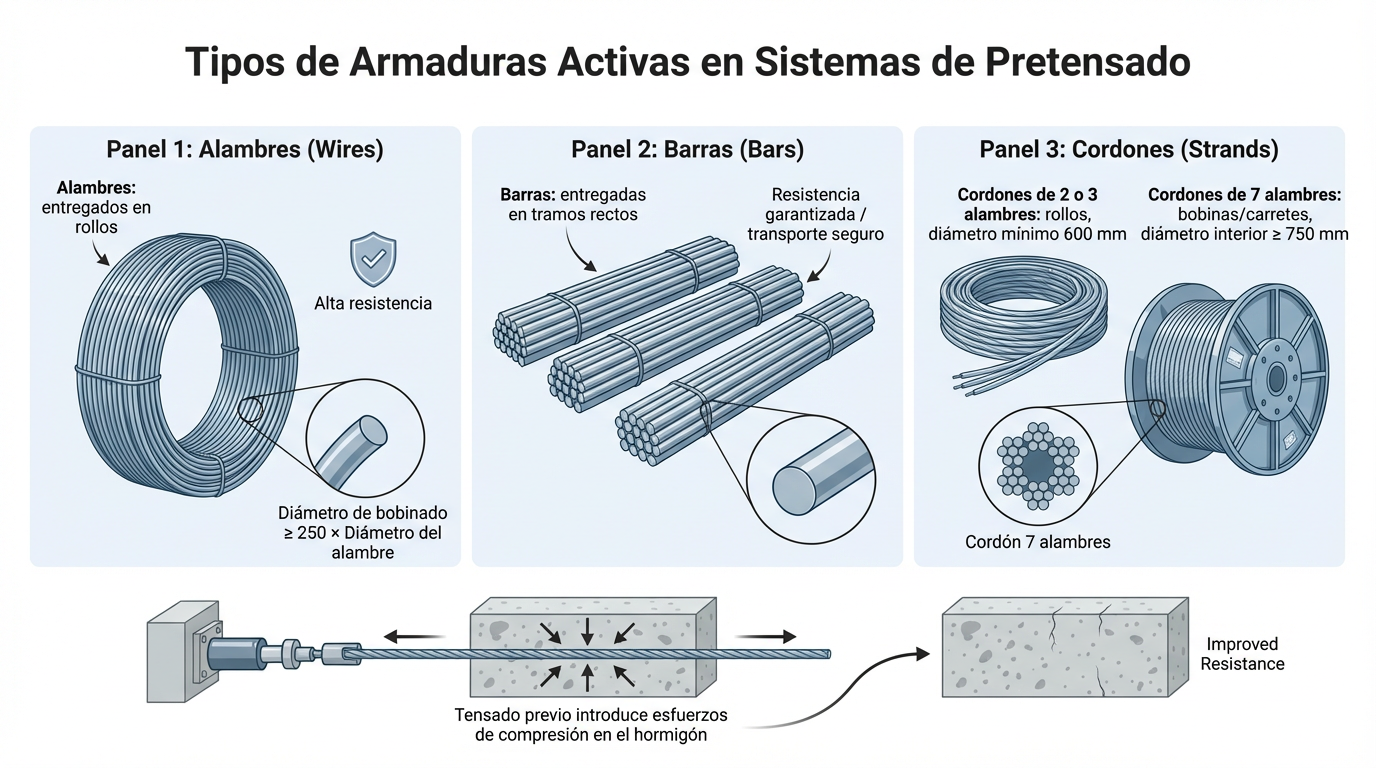
Para que esta «fuerza interna» sea efectiva, incluso el almacenamiento de los materiales se rige por estrictas normas de ingeniería. Por ejemplo, los alambres de alta resistencia no pueden enrollarse de cualquier manera: su diámetro de bobinado nunca debe ser inferior a 250 veces el diámetro del propio alambre, a fin de evitar deformaciones permanentes que puedan afectar su capacidad elástica. Como bien define la normativa técnica:
«El pretensado es una técnica que aumenta la capacidad de resistencia del hormigón a las cargas al someterlo previamente a esfuerzos de compresión».
El acero como un «músculo» en tensión.
Las denominadas armaduras activas son el alma de la estructura. No nos referimos al acero corrugado convencional, sino a elementos de alta resistencia que actúan como músculos sometidos a una tensión constante. En función del diseño, el ingeniero selecciona diferentes configuraciones:
Alambres: suministrados en rollos, son fundamentales para el control de la deformación.
Barras: se suministran en tramos rectos para garantizar su integridad y evitar daños durante el transporte.
Cordones: trenzados de dos, tres o siete alambres. Para garantizar su «fuerza vital», los cordones de dos o tres alambres requieren rollos de al menos 600 mm de diámetro, mientras que los de siete alambres exigen bobinas de 750 mm de diámetro.
Para evitar la corrosión y mantener la adherencia, estas armaduras deben guardarse en lugares ventilados, lejos de la humedad y libres de grasas o polvo, que podrían alterar la longitud de transmisión necesaria para transferir el esfuerzo al hormigón.
La coreografía de la precisión: gatos y anclajes.
El proceso de tensado es una coreografía lenta y progresiva en la que la fuerza bruta se gestiona con precisión milimétrica. Utilizamos gatos hidráulicos y centrales de presión para aplicar la carga sobre los anclajes, que se clasifican según su función: el anclaje activo (tipo L) se encuentra en el extremo de tensado, mientras que el anclaje pasivo (tipo S) en el extremo fijo.
En obra, la precisión no es negociable. La fuerza aplicada debe mantenerse dentro de un margen de ±5 % respecto al valor del proyecto. Controlamos los alargamientos con tolerancias muy estrictas: un máximo de ±15 % para un tendón individual, pero solo de ±5 % para el conjunto de tendones de la misma sección. Además, como ingenieros sénior, sabemos que el termómetro manda: está prohibido iniciar el tesado por debajo de 5 °C sin medidas especiales. Es una máxima del sector que
«Cualquier fallo en el tensado o en los materiales puede afectar a la integridad estructural del proyecto».
Vainas de inyección: mucho más que un relleno.
Las vainas no son simples tubos, sino conductos que garantizan la durabilidad. En los sistemas postensados, tras el tensado, inyectamos una lechada técnica que debe cumplir con estrictos parámetros químicos. Utilizamos cemento Portland CEM-I con una relación agua/cemento (a/c) entre 0,4 y 0,5 para garantizar una porosidad mínima y una protección óptima.
La inyección es un proceso crítico:
Velocidad y longitud: La lechada debe avanzar de forma constante entre 5 y 15 m/min, sin superar nunca una longitud de inyección de 120 m.
Control térmico: La temperatura de la mezcla jamás debe exceder los 30 °C para evitar fraguados prematuros dentro de la vaina.
Puntos de purga: El éxito se confirma en los respiraderos o tubos de purga. La operación solo termina cuando la lechada rebosa por ellos con la misma consistencia y densidad que la mezcla original.
La seguridad en entornos de altas energías.
Un tendón de pretensado que acumula tensión es, en esencia, un resorte gigante con una energía potencial letal. La seguridad no se reduce al sentido común, sino que implica un protocolo de «altas energías». Es obligatorio establecer un perímetro de seguridad estricto y utilizar placas perforadas o envoltorios que actúen como escudo en caso de que una armadura llegara a partirse.
Existen prohibiciones críticas por motivos de seguridad y técnicos: está terminantemente prohibido utilizar aire comprimido para la inyección y, bajo ningún concepto, los operarios deben mirar a través de los tubos o rebosaderos durante el proceso. La ingeniería moderna debe equilibrar una fuerza física inmensa con un control humano absoluto, documentando cada presión y cada alargamiento para garantizar la trazabilidad total de la estructura.
Conclusión: mirando al futuro de la ingeniería.
El hormigón pretensado es la victoria de la inteligencia sobre la debilidad intrínseca de los materiales. Al dominar la presión interna controlada, hemos pasado de construir estructuras pesadas y pasivas a diseñar obras de arte de la ingeniería que, en realidad, son organismos activos en equilibrio.
Al observar la esbeltez de un puente moderno, cabe preguntarse: ¿seremos capaces de diseñar estructuras aún más ligeras y atrevidas ahora que sabemos que la verdadera fuerza reside en la presión interna invisible que las sostiene?
En esta conversación puedes escuchar algunas de las claves del hormigón pretensado.
En este vídeo se resumen las ideas más interesantes de este material.
En este documento se describen las ideas fundamentales:
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 450 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Desencofrado en paso superior. Pista de Silla (Valencia). Imagen: V. Yepes
1. Introducción a los pasos superiores pretensados.
Los pasos superiores pretensados construidos in situ constituyen una de las soluciones estructurales más extendidas y fiables para el desarrollo de obras lineales, como carreteras y ferrocarriles, en España. Su prevalencia se debe a una combinación de eficiencia estructural, robustez y notable capacidad de adaptación a las geometrías de cruce requeridas por la infraestructura moderna.
Estas estructuras se definen por una serie de características geométricas fundamentales que optimizan su comportamiento y coste.
Relación canto/luz: La esbeltez del tablero es un indicador clave de su eficiencia. Esta relación se obtiene dividiendo el canto entre la distancia entre apoyos (luz). Por lo general, esta proporción es de aproximadamente 1/25, aunque puede llegar a un límite práctico de 1/30 cuando existen restricciones severas de gálibo vertical. Superar este umbral conduce a diseños que requieren un pretensado excesivo, lo que invalida la eficiencia del concepto estructural y obliga a replantear el diseño por completo.
Configuraciones de vanos: La disposición de los vanos se adapta al obstáculo que hay que salvar, lo que da lugar a configuraciones estandarizadas por la práctica. En autovías, las configuraciones más comunes responden a una lógica funcional:
Dos vanos (por ejemplo, 30-30 m): configuración ideal para autovías de doble calzada, ya que se aprovecha la mediana central para ubicar una pila de apoyo.
Tres vanos (por ejemplo, 20-36-20 m): trazado común para salvar obstáculos más anchos cuando no es factible o deseable una pila central.
Cuatro vanos (por ejemplo, 12-18-18-12 m): solución para cruces amplios que requieren una distribución de apoyos más regular.
Cuando el cruce es esviado (no es perpendicular), las luces aumentan para mantener los gálibos, lo que puede llevar a configuraciones como 14-20-20-14 m. En las líneas de alta velocidad (AVE), son habituales los puentes de tres vanos con luces de 12-17-12 m.
Tipos de estribos: Los estribos, apoyos extremos del puente, pueden ser abiertos o cerrados. Se desaconseja rigurosamente el uso de estribos flotantes en tableros hiperestáticos (continuos sobre múltiples apoyos) debido al elevado riesgo de asientos diferenciales en el terraplén, fenómeno para el que estas estructuras no están preparadas y que comprometería gravemente su integridad.
La preferencia por las soluciones construidas in situ frente a las prefabricadas se debe principalmente a su mejor comportamiento frente a impactos accidentales de vehículos que exceden el gálibo permitido. Su capacidad para redistribuir cargas imprevistas les confiere una resiliencia intrínseca, fundamental para garantizar la seguridad a largo plazo de la infraestructura.
El éxito de estas estructuras depende de una ejecución meticulosa en cada fase. A continuación, se detallará el proceso constructivo, comenzando por los cimientos de la obra: la ejecución de los alzados.
2. Construcción de cimentaciones y alzados (pilas y estribos).
Los alzados del puente (pilas y estribos) representan entre el 30 % y el 50 % del coste total de la estructura y constituyen un componente crítico. Su correcta ejecución, desde la cimentación hasta la coronación, es la garantía fundamental de la estabilidad global y de la transmisión adecuada de las cargas al terreno.
El proceso comienza con la construcción de las cimentaciones, siguiendo una secuencia rigurosa:
Excavación y verificación geotécnica: Se excava el terreno hasta la cota de cimentación definida en el proyecto. En este punto, es fundamental comprobar que el terreno de apoyo real posee las características de resistencia contempladas en el cálculo. Si el estrato esperado no se encuentra a la cota prevista, se debe profundizar la excavación hasta dar con él y rellenar el excedente de profundidad con hormigón pobre. Si el terreno adecuado no aparece, hay que detenerse y reconsiderar el diseño de la cimentación. Una práctica constructiva recomendable consiste en realizar una sobreexcavación de unos 5 cm para que el hormigón, que podría contaminarse con material de las paredes, quede fuera del recubrimiento estructural.
Hormigón de limpieza y armaduras de zapata: Sobre el terreno verificado, se vierte una capa de hormigón de limpieza de entre 10 y 15 cm de espesor. Su función es crear una superficie de trabajo nivelada y limpia, esencial para el montaje correcto de las armaduras pasivas de la zapata. A continuación, se colocan las mallas inferior y superior de armadura, separadas entre sí por barras denominadas «pates», que garantizan la geometría y permiten el tránsito de los operarios sin deformar la armadura.
Figura 2. Cimbra porticada. Imagen: V. Yepes
Una vez completada la cimentación, se procede a la ejecución de los soportes, como en el caso de un estribo abierto:
Montaje de armaduras y encofrados: Se coloca la armadura pasiva del soporte, que suele llegar premontada desde el taller. A continuación, se instalan los encofrados, que suelen ser metálicos en el caso de los paramentos no vistos. Estos se aploman y se arriostran con puntales inclinados para garantizar su estabilidad frente a la presión hidrostática del hormigón fresco.
Hormigonado de soportes: El hormigonado se realiza con un cubilote y una manguera que desciende hasta el fondo del encofrado para evitar la segregación del hormigón al caer desde gran altura. Se utiliza hormigón tipo HA-25 y se vibra en capas de unos 30 cm para asegurar una compactación homogénea.
Desencofrado: El encofrado se retira normalmente a las 24 horas. El acabado superficial de estos paramentos no vistos suele ser de calidad básica, ya que quedarán cubiertos por el relleno de tierras.
Una vez ejecutados los soportes, se procede al relleno de tierras en la parte trasera del estribo. Esta operación requiere una compactación rigurosa para evitar desprendimientos futuros bajo las cargas de tráfico. Es fundamental coordinar esta tarea con la construcción del cargadero, es decir, la viga de coronación que une los soportes. En la práctica, la coordinación entre los equipos de movimiento de tierras y los de estructuras suele ser un punto conflictivo, pero es imprescindible compactar el relleno antes de hormigonar el cargadero para poder acceder con la maquinaria de compactación.
En paralelo, se construyen las pilas intermedias. Un ejemplo común son las pilas circulares, que se ejecutan con encofrados metálicos semicirculares que se ensamblan para formar los diámetros más frecuentes: 1,00 m o 1,20 m.
Una vez finalizados los alzados, la obra está preparada para la siguiente fase crucial: el montaje de la estructura auxiliar que soportará el tablero.
3. Sistemas de cimbrado y encofrado del tablero.
La ejecución del tablero in situ requiere un sistema de soporte temporal robusto y preciso. Este sistema está compuesto por dos elementos funcionalmente distintos: la cimbra, que es la estructura de apoyo global que transmite las cargas al terreno, y el encofrado, que es el molde en contacto directo con el hormigón y que le confiere su geometría final. A continuación, se analizan las dos metodologías principales empleadas.
3.1 Método 1: cimbra tubular con encofrado de madera.
Este es el sistema más tradicional y versátil. La cimbra tubular (tipo PAL) está formada por torres de perfiles huecos de planta cuadrada o triangular que cubren toda la superficie inferior del tablero. Su montaje, realizado por una cuadrilla de cinco personas, suele durar una semana.
La seguridad y estabilidad de este sistema dependen de varios factores críticos:
Estabilidad y arriostramiento: Para evitar el colapso «en castillo de naipes», es imprescindible escalonar los terraplenes laterales de los vanos extremos y conectar las torres entre sí mediante barras de arriostramiento longitudinales y transversales.
Cimentación y apoyo: La cimbra requiere un terreno con una tensión admisible mínima de 0,10 MPa. Para cumplir este requisito, suele mejorarse el terreno con una capa de grava-cemento y se reparten las cargas de las torres mediante tableros de madera longitudinales o zapatas individuales bajo cada pie.
Drenaje: Una gestión deficiente de las aguas torrenciales puede erosionar el terreno de apoyo y provocar el desplome de la cimbra, por lo que el control de estas aguas es un aspecto fundamental de la seguridad.
Figura 3. Cimbra con torres modulares. Imagen: V. Yepes
Sobre la cimbra tubular se monta el encofrado de madera, cuyo montaje puede llevar de una a tres semanas:
Nivelación y ajuste fino: En la parte superior de cada torre hay husillos de nivelación que permiten ajustar la cota del encofrado con precisión milimétrica. Un aspecto notable de estos diseños es la omisión deliberada de la contraflecha (curvatura ascendente). Esto es posible porque la flecha descendente debida al peso propio y la contraflecha ascendente generada por el pretensado tienen magnitudes similares y se anulan mutuamente, lo que caracteriza un diseño de pretensado eficiente.
Componentes del encofrado: El sistema está compuesto por largueros (vigas longitudinales apoyadas en los husillos), costillas (elementos transversales que dan forma a la sección) y el forro de tabla, que es la superficie en contacto directo con el hormigón.
Elementos específicos: Se deben ejecutar encofrados particulares para elementos como los dados de apoyo sobre los neoprenos y los cajetines de los anclajes del sistema de pretensado.
3.2. Método 2: cimbra industrial con encofrado metálico.
Este sistema es una alternativa más moderna y rápida. Consiste en torres de carga metálicas de alta capacidad, separadas aproximadamente cada 12 metros, sobre las cuales se apoyan vigas en celosía que sostienen los paneles de encofrado metálicos.
Figura 4. Cimbra porticada. Imagen: V. Yepes
Las particularidades de este sistema frente al método tradicional son:
Cimentación: Cada pareja de torres puede soportar cargas de hasta 250 toneladas, por lo que es necesario construir zapatas de hormigón armado de unos 40 cm de espesor. Si el terreno no es adecuado, puede ser necesario realizar pilotajes en estas cimentaciones temporales.
Ventajas: Su principal ventaja es la rapidez de montaje, ya que permite alcanzar ciclos de hormigonado de un tablero al mes. Además, su diseño diáfano permite mantener el paso de los vehículos por debajo de la estructura durante la construcción.
Calidad de acabado: El acabado superficial que deja el encofrado metálico suele ser de peor calidad estética que el de la madera. Para mejorarlo, se pueden aplicar tratamientos al hormigón para dejar el árido visto.
Descimbrado: A diferencia del sistema tubular, el descimbrado se realiza mediante gatos de tornillo situados en la base de las torres, que permiten descender toda la estructura de forma controlada.
Una vez completado el montaje de la cimbra y el encofrado, la estructura está lista para recibir el esqueleto de acero que le conferirá su resistencia.
4. Colocación de armaduras pasivas y activas.
Esta fase consiste en montar el entramado de acero que reforzará el hormigón. Existen dos tipos de armaduras con funciones diferentes: las pasivas, que absorben esfuerzos locales y controlan la fisuración, y las activas, que conforman el sistema de pretensado que proporciona la capacidad portante principal del puente.
Las armaduras pasivas presentan una cuantía que oscila entre 50 y 70 kg/m² de tablero, mientras que las armaduras activas tienen una cuantía menor, que varía entre 12 y 25 kg/m.
Figura 5. Aligeramientos de poliestireno entre armaduras pasivas.
El proceso de montaje se desarrolla de la siguiente manera:
Montaje de armaduras pasivas: Las barras de acero llegan a la obra cortadas y dobladas desde el taller. El montaje comienza con las armaduras transversales («barcas») y las barras maestras longitudinales, con las que se construye un armazón base estable. Una zona que requiere especial atención es el diafragma de estribos (riostra de estribos), una viga transversal integrada diseñada para distribuir las inmensas fuerzas concentradas de los anclajes del pretensado (de hasta 4548 toneladas) en el cuerpo del tablero. El armado en esta zona debe ser extremadamente denso; un armado deficiente podría provocar la rotura del hormigón durante el pretensado. No se trata de una preocupación teórica. En España se han producido accidentes mortales debido a un armado inadecuado en las zonas de anclaje. Por este motivo, considero que la revisión de este detalle específico del armado es uno de los puntos de control más críticos de todo el proceso constructivo.
Colocación de aligeramientos de poliestireno (porexpan): Para optimizar la sección, se emplean bloques de poliestireno como aligeramientos internos. Su función estructural consiste en mejorar la relación inercia/área, al reducir el peso propio y aumentar la eficiencia del pretensado. Estos bloques tienden a flotar en el hormigón fresco. Para evitarlo, se sujetan con barras de acero superiores y transversales. Aun así, la fuerza ascensional es tan elevada que obliga a hormigonar el tablero en tongadas.
Instalación de armaduras activas (pretensado):
Trazado de las vainas: Se colocan las vainas (tubos metálicos corrugados) que alojarán los cables. Su trazado se realiza siguiendo la ley de momentos flectores: se colocan en la parte superior del tablero, sobre los apoyos, y en la parte inferior, en el centro de los vanos, con una tolerancia de colocación de solo 1 cm. Es crucial garantizar un espacio horizontal mínimo de 5 a 6 cm entre las vainas, especialmente en vanos y sobre pilas. Si las vainas quedan alineadas verticalmente, las fuerzas radiales del pretensado pueden generar tracciones que rompan el hormigón entre ellas.
Tubos de purga: En los puntos más altos del trazado (generalmente, sobre las pilas) se instalan tubos de purga. Estos tubos son fundamentales para permitir la salida del aire durante la inyección posterior de mortero, lo que garantiza la protección completa del acero y la durabilidad del puente.
Enfilado de torones: El día antes del hormigonado, los torones de acero se enfilan en las vainas mediante una enfiladora mecánica, dejando un metro de cable sobrante en cada extremo para el anclaje del gato de tesado.
Figura 6. Enfilando cables de pretensado. Youtube.
Tras el meticuloso ensamblaje e inspección de las armaduras, se alcanza el punto de no retorno: el vertido monolítico que dará al puente su forma definitiva.
5. Hormigonado del tablero.
El hormigonado del tablero es una de las fases más críticas y logísticamente complejas. Debe ejecutarse de forma continua, de principio a fin y sin juntas de construcción, para garantizar la integridad monolítica de la estructura.
Una planificación logística adecuada es fundamental para garantizar un hormigonado ininterrumpido:
Volumen y suministro: Se manejan volúmenes de entre 300 y 700 m³, normalmente de hormigón HP-35. Para evitar paradas, la estrategia habitual consiste en contratar el suministro de dos plantas diferentes, de modo que una pueda cubrir a la otra en caso de avería.
Equipos: Es indispensable contar con una bomba de hormigón de repuesto en la obra para sustituir de inmediato la principal en caso de fallo.
Condiciones ambientales: La operación se pospone ante riesgo de heladas o si las temperaturas superan los 40 °C. No obstante, una vez iniciado, el hormigonado debe continuar incluso si comienza a llover.
Figura 7. Hormigonado del tablero. https://economis.com.ar/puente-san-francisco-en-andresito-se-avanzo-con-el-hormigonado-del-tablero/
El proceso de ejecución en obra se realiza con un estricto control de calidad:
Técnica de vertido en tongadas: Para evitar la flotación de los aligeramientos de poliestireno, el hormigonado se realiza en tres capas o tongadas sucesivas: primero la losa inferior, luego las almas y, por último, la losa superior. Es fundamental que el vibrador penetre en la capa anterior para asegurar un vínculo monolítico y evitar juntas frías entre vertidos.
Control de calidad del hormigón: Se comprueba la consistencia del hormigón con el cono de Abrams y se toman muestras cilíndricas (aproximadamente seis por cada tercio de las cubas) para realizar ensayos de rotura en el laboratorio y confirmar que la resistencia alcanza los valores requeridos a los 7 y 28 días.
La cuadrilla de trabajo se guía por «tochos», barras con marcas de cota establecidas según la topografía, para garantizar que la superficie final del tablero tenga la geometría exacta definida en los planos.
Cuando el hormigón alcanza la resistencia necesaria, se somete la estructura a su primera prueba de carga real: el pretensado.
6. Operaciones de pretensado del tablero.
Figura 8. Tesado de los cables.
El tesado de los cables es la operación estructuralmente más crítica, ya que somete al puente a una de sus situaciones de carga más exigentes: la combinación del pretensado máximo con únicamente el peso propio de la estructura.
Para llevar a cabo el tesado, deben cumplirse unos requisitos previos:
Resistencia del hormigón: El hormigón debe alcanzar una resistencia mínima especificada de 27,5 MPa para el hormigón HP-35. Este valor, que suele alcanzarse a los siete días, es necesario para que el hormigón soporte las altas cargas concentradas en los anclajes y para limitar las pérdidas de pretensado a largo plazo.
Equipo de tesado: El equipo consta de un gato de pretensado, una centralita hidráulica y un grupo electrógeno.
El procedimiento de tesado de cada tendón, que dura aproximadamente 45 minutos, sigue una secuencia metódica:
Secuencia: El tesado sigue un orden definido en los planos, generalmente desde los tendones centrales hacia los extremos para mantener la simetría de las cargas.
Preparación: Se enfilan los bloques de anclaje («quesos») y se colocan las cuñas cónicas que los bloquearán.
Aplicación de carga y control dual: Se aplica la presión hidráulica al gato de forma gradual. La correcta aplicación de la fuerza se verifica mediante un doble control: se mide la presión en el manómetro y, simultáneamente, el alargamiento real del cable.
Criterio de aceptación: El tesado se considera correcto si la desviación media entre el alargamiento real y el teórico es inferior al 5 %. Si la discrepancia es mayor, el primer paso es reevaluar el alargamiento teórico utilizando el módulo de elasticidad real del acero, obtenido de los ensayos de control de calidad, ya que esta es una causa frecuente de disparidad.
Tras tesar desde un extremo, se repite la operación desde el otro; el alargamiento total es la suma de ambos. Una vez aprobado el tesado, se cortan los sobrantes de los torones y se puede proceder al descimbrado.
Para garantizar la durabilidad a largo plazo de la armadura activa, es imprescindible realizar la siguiente operación: la inyección de las vainas.
7. Inyección de vainas.
La inyección consiste en rellenar los conductos (vainas) que alojan los cables de pretensado con un mortero específico. Cumple dos funciones fundamentales:
Protección contra la corrosión: El mortero aísla las armaduras activas del ambiente exterior, lo que previene su oxidación.
Adherencia: La inyección crea un vínculo mecánico sólido entre la armadura activa y el hormigón circundante.
El procedimiento se realiza de la siguiente manera:
Equipo y mezcla: Se utiliza una amasadora y una bomba de inyección. Está prohibido amasar a mano.
Proceso de relleno: El mortero se inyecta a presión (aproximadamente 0,50 N/mm²) desde un extremo de la vaina.
Purga de aire: A medida que el mortero avanza, se abren los tubos de purga en los puntos más altos para expulsar el aire atrapado. No se cierran hasta que por el tubo emane un «chorro sólido de inyección». Este paso es absolutamente crítico. Una inyección deficiente con aire ocluido «puede dar lugar, en un plazo de 10 a 20 años, a la corrosión de las armaduras activas y al desplome del puente».
Una vez asegurada la integridad estructural interna, se procede a las fases de acabado exterior y de superestructura.
8. Acabados y superestructura.
Esta fase incluye todos los trabajos destinados a la finalización estética y funcional del puente, desde el tratamiento de las superficies de hormigón hasta la instalación de los elementos de circulación.
La calidad de los acabados del hormigón visto depende directamente del tipo de encofrado utilizado:
Encofrado de madera: Proporciona un acabado de alta calidad que deja marcada la veta de la tabla y es ideal para entornos urbanos. Para mantener esta calidad, suele limitarse el número de usos. Si se busca la máxima calidad, suele exigirse madera de primera puesta.
Encofrado metálico: Puede dejar acabados de menor calidad, con marcas visibles en las juntas y manchas si no se toman precauciones.
Desde el punto de vista estético, la esbeltez del puente (con una relación luz/canto de 27,5, por ejemplo) es uno de sus principales atributos. Para preservar la elegancia visual que aporta la esbeltez del tablero, debe evitarse el uso de parapetos de hormigón macizo. Estos añaden un volumen visual que contradice la eficiencia estructural del diseño. Las barandillas metálicas abiertas son la opción más apropiada para mantener la estética deseada.
Finalmente, se ejecutan los elementos de la superestructura.
Aceras: Se forman mediante un bordillo, una solera de hormigón in situ y una imposta lateral. Es fundamental que dispongan de armaduras de conexión con el tablero que resistan los impactos de los vehículos sin desprenderse.
Otros elementos: La construcción se completa con la colocación del firme (pavimento asfáltico) y de las juntas de calzada en los estribos.
Una vez terminada la superestructura, el puente está listo para su validación final mediante la prueba de carga.
9. Prueba de carga.
La prueba de carga es la fase final y obligatoria para todos los puentes con una luz superior a 12 metros en España. Su objetivo es verificar experimentalmente el comportamiento real de la estructura y comprobar que este se corresponde con las previsiones del cálculo antes de su puesta en servicio.
Figura 9. Prueba de carga. https://www.laensa.com/prueba-carga-se40/
La prueba se diseña y ejecuta siguiendo estas pautas:
Objetivo y configuración: El propósito es someter al puente a un tren de cargas que genere esfuerzos cercanos al 70 % de los del tren de cargas del proyecto. Por ejemplo, para un puente cuyo tren de cargas de proyecto suma 348 toneladas, una prueba típica podría emplear ocho camiones de 30 toneladas cada uno, que sumarían 240 toneladas..
Estados de carga: Los camiones se disponen en distintas configuraciones diseñadas para provocar el máximo efecto en las secciones críticas: por ejemplo, en el centro de un vano para generar el máximo momento flector positivo o sobre las pilas para generar el máximo momento flector negativo.
Durante la prueba, se aplica un estricto criterio de aceptación:
Medición de deformaciones: Los desplazamientos verticales (flechas) del tablero se miden con gran precisión mediante pértigas y relojes comparadores.
Resultados típicos: La experiencia demuestra que las flechas medidas suelen representar aproximadamente el 85 % de las teóricas calculadas.
Ciclo de carga y descarga: Se mide la posición en vacío, con carga instantánea, con carga estabilizada y tras la descarga. Para que la prueba se considere satisfactoria, la recuperación de la flecha tras la descarga debe superar el 90 % de la deformación total medida.
La superación de la prueba de carga no es un mero trámite final, sino la validación final de un proceso riguroso. Representa la confirmación de que la intención del diseño se ha traducido meticulosamente en la realidad física mediante una ejecución disciplinada en cada etapa previa. El resultado se documenta en un acta oficial y el paso superior queda listo para entrar en servicio.
Los pasos superiores de hormigón pretensado ejecutados in situ son elementos estructurales fundamentales en la construcción de obras lineales, como carreteras y ferrocarriles. Su correcta ejecución es fundamental para garantizar la durabilidad de la infraestructura y, lo que es más importante, la seguridad de los usuarios. Este Plan de Calidad se ha desarrollado como un instrumento de control riguroso, centrado en la identificación sistemática de los puntos críticos de control (PCC), los riesgos inherentes a cada fase y los procedimientos de verificación necesarios para mitigarlos. Basado en las mejores prácticas del sector, su objetivo es servir de guía técnica y procedimental para la dirección de obra y el contratista, garantizando el cumplimiento estricto de las especificaciones del proyecto y la consecución de los más altos estándares de calidad.
Figura 1. Paso superior en la autovía A-7, en Cocentaina (Alicante). Imagen: Lorena Yepes-Bellver
Este documento abarca las fases clave en la construcción de este tipo de estructuras y cubre el proceso constructivo de manera integral. En concreto, el plan abarca:
La ejecución de las cimentaciones y alzados (pilas y estribos).
El montaje, nivelación y aseguramiento de cimbras y encofrados.
La correcta colocación de armaduras pasivas, activas y elementos aligerantes.
La planificación y ejecución del hormigonado del tablero.
La operación de tesado del pretensado.
La inyección de vainas para la protección de la armadura activa.
Los controles de acabados y la ejecución de la prueba de carga final.
El proceso constructivo comienza con la ejecución de los alzados, una fase fundamental que sienta las bases para la estabilidad y el correcto comportamiento de toda la estructura.
2. Control de calidad en la construcción de alzados (pilas y estribos).
La construcción de los alzados, que incluye las pilas y los estribos, es una fase de gran importancia. Al representar entre el 30 % y el 50 % del coste total del puente, su correcta ejecución, y en particular la de sus cimentaciones, es la base sobre la que se sustenta la estabilidad de toda la estructura. Las estadísticas del sector son claras: aproximadamente un tercio de los fallos estructurales se deben a cimentaciones deficientes, por lo que esta etapa es un punto de control de máxima prioridad.
Figura 2. Cimentación provisional para las torres de una cimbra porticada. Imagen: V. Yepes
2.1 Verificación geotécnica y cota de cimentación.
El principal riesgo de una verificación incorrecta del terreno de cimentación es la aparición de asientos diferenciales. Un terreno con características resistentes inferiores a las previstas en el proyecto puede provocar movimientos incompatibles con la naturaleza hiperestática de la estructura, lo que conlleva una redistribución de esfuerzos no prevista y, en casos graves, fallos estructurales.
Los procedimientos de verificación y control para este punto crítico son los siguientes:
Revisión documental: antes de iniciar la excavación, es obligatoria la revisión exhaustiva del anexo geotécnico y del anexo de cálculo del proyecto. El equipo de obra debe familiarizarse con los sondeos y las recomendaciones de cimentación.
Inspección visual y verificación in situ: una vez alcanzada la cota final de excavación, se debe realizar una comprobación visual para confirmar que el estrato de apoyo se corresponde con el terreno esperado según los sondeos.
Protocolo de actuación ante discrepancias: si el terreno esperado no se encuentra en la cota prevista, el procedimiento estándar consiste en profundizar la excavación hasta localizarlo y, posteriormente, rellenar el sobreexceso con hormigón pobre. Si tras una profundización razonable no se localiza el estrato, se deberá detener el proceso, plantear un nuevo sondeo y revisar el diseño de la cimentación.
Control de cimentaciones profundas: en el caso de cimentaciones por pilotes, se debe verificar el estadillo de excavación y comprobar que el empotramiento de la punta en el estrato resistente cumple con lo especificado en el proyecto.
2.2 Colocación de armaduras y encofrados de soportes
Una ejecución deficiente en esta fase introduce múltiples riesgos: recubrimientos de hormigón insuficientes que exponen las armaduras a la corrosión, longitudes de empalme de las esperas inadecuadas que impiden la transmisión correcta de esfuerzos y comprometen la capacidad estructural, y una estabilidad deficiente del encofrado que puede provocar su deformación o colapso bajo la presión del hormigón fresco.
Procedimiento de verificación
Criterio de aceptación/rechazo
Medición de recubrimientos: Verificar la correcta colocación de separadores para garantizar la distancia entre la armadura y el encofrado.
El recubrimiento debe cumplir estrictamente con las especificaciones del plano. Se debe colocar un número de separadores suficiente para evitar el hundimiento de la malla superior al ser pisada, utilizando pates o soportes equivalentes de hormigón a razón de, al menos, 1 ud/m².
Comprobación de empalmes: Medir la longitud de solape de las esperas de los soportes.
La longitud debe ser igual o superior a la especificada en el proyecto para garantizar la correcta transmisión de esfuerzos.
Apeo y estabilidad del encofrado: Inspeccionar el sistema de apuntalamiento del encofrado de los soportes, incluyendo los puntales inclinados.
El encofrado debe estar perfectamente aplomado y arriostrado para asegurar su estabilidad y planeidad durante el hormigonado.
2.3 Hormigonado de soportes y curado
El principal riesgo durante el hormigonado de elementos esbeltos y verticales, como los soportes, es la segregación del hormigón. Verter el hormigón desde una altura excesiva hace que los áridos gruesos se separen de la pasta de cemento, por lo que el elemento resultante no es homogéneo y tiene una resistencia local inferior a la prevista.
Para controlar este riesgo, es obligatorio utilizar un embudo metálico y una manguera que descienda hasta el fondo del encofrado. El vertido debe realizarse en capas de aproximadamente 30 cm de espesor, vibrando cada una de ellas para garantizar una compactación adecuada y una distribución homogénea de los componentes del hormigón.
Figura 3. Estribo abierto. Imagen: V. Yepes
2.4. Ejecución y compactación del relleno del trasdós (estribos abiertos).
La coordinación y ejecución del relleno en estribos abiertos es un aspecto crítico que a menudo se subestima. Una compactación deficiente del terreno, especialmente en la zona acotada entre los soportes y bajo el futuro cargadero, puede provocar el desmoronamiento del terraplén cuando la estructura entre en servicio y se vea sometida a las cargas dinámicas del tráfico.
El procedimiento de control clave es secuencial: el relleno y la compactación de las tierras del cono de derrame deben realizarse antes de ejecutar el cargadero superior del estribo. Esta secuencia es la única que garantiza el acceso de la maquinaria de compactación a toda la superficie del trasdós, lo que asegura un grado de compactación uniforme y adecuado en la zona más crítica. Es fundamental señalar que, dado que los equipos de movimiento de tierras y los de estructuras suelen gestionar tajos distintos, coordinar esta tarea no siempre es sencillo, pero es imprescindible para garantizar la calidad final del estribo.
Una vez completados y verificados los alzados, la construcción avanza hacia el montaje de la estructura auxiliar que dará forma al tablero: la cimbra y el encofrado.
3. Control de calidad de cimbras y encofrados del tablero.
La cimbra es una estructura temporal, pero su función durante la construcción es absolutamente crítica. Debe soportar el peso total del hormigón fresco del tablero, las armaduras y las sobrecargas de ejecución, y transmitir estas cargas de forma segura al terreno. Si falla durante el hormigonado, las consecuencias son catastróficas. Los dos sistemas más habituales son la cimbra tubular con encofrado de madera, que ofrece un acabado superficial de mayor calidad, y la cimbra industrial con encofrado metálico, que permite un montaje más rápido a costa de un acabado estético inferior.
3.1. Estabilidad y cimentación de la cimbra.
La estabilidad de la cimbra está amenazada por varios riesgos fundamentales que deben ser controlados rigurosamente:
Fallo del terreno de apoyo: Cimentar sobre un terreno con una tensión admisible inferior a la requerida (el mínimo habitual para cimbra tubular es de 1.00 kp/cm²).
Desplome en «castillo de naipes»: Ausencia de arriostramientos longitudinales y transversales que conecten las torres entre sí, impidiendo una respuesta conjunta de la estructura.
Erosión y lavado: Una escorrentía no controlada de aguas torrenciales puede socavar los apoyos de la cimbra y provocar su colapso.
Deslizamiento en taludes: La falta de un escalonamiento adecuado en los terraplenes laterales donde apoyan los vanos de compensación compromete la estabilidad de las torres.
Figura 4. Escalonamiento con pequeños muros de hormigón junto al estribo. Imagen: V. Yepes
Riesgo identificado
Procedimiento de verificación y control
Criterio de aceptación
Fallo del terreno de apoyo
Inspeccionar el terreno y verificar que se ha ejecutado la capa de mejora de 30 cm de grava-cemento. Comprobar la disposición de tableros o zapatas de madera para el reparto de cargas.
El terreno debe cumplir la tensión admisible especificada en el proyecto de cimbra. Las medidas de mejora y reparto deben estar correctamente ejecutadas.
Desplome en «castillo de naipes»
Inspeccionar visualmente la existencia y correcta instalación de las barras de arriostramiento en ambas direcciones, uniendo todas las torres.
Todas las torres deben estar arriostradas conforme al proyecto de cimbra. No se admitirá la ausencia de estos elementos.
Erosión por lluvia
Verificar la ejecución de una zanja de drenaje aguas arriba y una zanja lateral que evacúe el agua de forma controlada.
El sistema de drenaje debe ser funcional y capaz de gestionar la escorrentía previsible.
Deslizamiento en taludes
Comprobar que los terraplenes laterales han sido escalonados y, si es necesario, reforzados con muretes de hormigón.
La ejecución del escalonamiento debe coincidir con los planos del proyecto de cimbra para garantizar un apoyo seguro.
3.2 Nivelación y geometría del encofrado del tablero.
La precisión en la nivelación del encofrado debe ser milimétrica y crítica. Un principio clave del diseño de estas estructuras es el equilibrio de deformaciones, por lo que no se aplica una contraflecha, ya que las flechas producidas por el peso propio y por la acción del pretensado están diseñadas para compensarse entre sí. Por este motivo, la precisión topográfica inicial del encofrado es un factor absolutamente imprescindible, ya que define directamente la rasante final del tablero.
El procedimiento de control topográfico es esencial. Un topógrafo debe nivelar de manera individual cada uno de los husillos de la cimbra, siguiendo las cotas definidas en los planos del proyecto. Este ajuste preciso garantiza que la geometría del tablero, incluidos los peraltes y los acuerdos, se construya con la máxima fidelidad al diseño.
Una vez verificada la geometría y la estabilidad del «molde» (encofrado), el siguiente punto crítico de control es la correcta colocación de su contenido: las armaduras pasivas y activas.
Figura 5. Encofrado del tablero. Imagen: V. Yepes
4. Control de calidad en la colocación de armaduras y aligeramientos.
Las armaduras de una estructura de hormigón pretensado cumplen una función dual: la armadura pasiva gestiona los esfuerzos secundarios de cortante y torsión, mientras que la armadura activa (los cables de pretensado) confiere al puente su capacidad principal para salvar grandes luces de manera eficiente. Cualquier error en la disposición o la cantidad de acero en esta fase compromete de forma directa e irreversible la capacidad portante de la estructura.
4.1 Trazado y sujeción de vainas de pretensado.
El trazado de las vainas de pretensado es un riesgo de primer orden. La armadura activa no es más que una armadura de tracción que debe colocarse donde se producen dichas tracciones: en la parte superior, sobre las pilas, y en la inferior, en el centro del vano. Si su posición vertical (excentricidad) es incorrecta, la fuerza de pretensado no generará el momento flector interno deseado, lo que invalidaría los cálculos del proyecto y comprometería la seguridad y el comportamiento de la estructura.
El protocolo de verificación del trazado de vainas es el siguiente:
Verificación por puntos: Se debe comprobar la cota vertical de todas las vainas en intervalos de 2.00 a 3.00 metros, contrastando las mediciones con los planos de pretensado.
Tolerancia: El trazado en vertical debe ajustarse con una tolerancia máxima de un centímetro, siendo especialmente rigurosos en las secciones críticas sobre pilas y en los centros de vano.
Sujeción: Es imperativo asegurar que las vainas estén firmemente sujetas a los estribos de las almas para evitar su movimiento o desplazamiento durante las operaciones de hormigonado.
Espaciamiento: Se debe verificar que existe un hueco horizontal mínimo de 5-6 cm entre vainas contiguas. Este espacio es crucial para permitir que el hormigón fluya correctamente y envuelva por completo las vainas, evitando la formación de coqueras.
4.2 Sujeción de aligeramientos contra la flotación.
Los aligeramientos de poliestireno expandido, al tener una densidad muy baja, están sometidos a una gran fuerza de flotación cuando se vierte el hormigón fresco. Este riesgo es crítico, por ejemplo, en un tablero con cuatro aligeramientos de 80 cm de diámetro, ya que el empuje de flotación puede alcanzar las 4,83 t/m, una fuerza muy superior al peso de la armadura pasiva que los recubre (aproximadamente 0,72 t/m). Si los aligeramientos no están adecuadamente anclados, flotarán y se desplazarán de su posición teórica, lo que alterará la sección transversal del tablero y constituirá un defecto estructural de difícil y costosa solución.
Figura 6. Aligeramiento puente losa.
Para mitigar este riesgo, deben aplicarse obligatoriamente dos medidas de control combinadas:
Anclaje mecánico: verificar la colocación de un sistema de sujeción robusto. Este sistema puede consistir en barras de acero (por ejemplo, de 12 o 16 mm de diámetro) dispuestas por encima de los aligeramientos y atadas a los cercos de las almas, o bien en flejes metálicos que rodean los aligeramientos y se anclan al fondo del encofrado.
Hormigonado por fases: se debe exigir que el hormigonado del tablero se realice en tres tongadas o capas sucesivas (losa inferior, almas y losa superior). Esta estrategia de vertido es fundamental, ya que el peso del hormigón de cada capa contrarresta de forma progresiva la fuerza ascensional, impidiendo la flotación.
4.3. Control de armado en zonas de alta concentración de esfuerzos.
La riostra sobre los estribos es una de las zonas más críticas de la estructura. Su función es difundir las cargas altamente concentradas de todos los anclajes del pretensado (que pueden sumar miles de toneladas, como las 4548 t del caso de referencia) hacia el resto del tablero. Un armado insuficiente en esta zona puede provocar la rotura de la riostra durante la operación de tesado, lo que supondría un fallo frágil y catastrófico. La gravedad de este riesgo no es teórica: recientemente se ha producido algún caso en España con víctimas mortales y heridos graves.
Como procedimiento de control, se establece una inspección final obligatoria y la emisión de un visto bueno formal por parte de la dirección de obra para la totalidad del armado del tablero antes de autorizar el inicio del hormigonado. Por experiencia, se sabe que las prisas en esta revisión final son la causa principal de la omisión de armaduras de refuerzo críticas. Este control debe ser un «punto de espera» formal y sin prisas en la planificación de la obra.
Una vez que el acero está correctamente posicionado y asegurado, el siguiente paso es hormigonar el tablero, una operación logística de gran envergadura y alta criticidad.
5. Control de calidad en el hormigonado del tablero.
El hormigonado del tablero de un paso superior es una operación logística de alta criticidad. Debe ejecutarse de forma continua, sin juntas de construcción, y conlleva el uso de grandes volúmenes de hormigón (normalmente entre 300 y 700 m³). Este proceso exige una planificación exhaustiva y la implementación de planes de contingencia para evitar cualquier interrupción que pueda afectar a la monoliticidad y a la integridad estructural del elemento.
5.1 Aseguramiento del suministro continuo de hormigón.
El principal riesgo durante esta fase es la interrupción del hormigonado. Cualquier detención prolongada crearía una junta fría que actuaría como un plano de debilidad estructural, algo inaceptable en el tablero de un puente. Los puntos de fallo más probables son una avería en la planta de hormigón o una avería mecánica en la bomba de hormigonado.
Para mitigar este riesgo, es obligatorio disponer de un plan de contingencia robusto:
Doble suministro: Se debe contratar el hormigón con dos plantas de producción independientes o, como alternativa, contratar una planta principal y mantener una segunda planta en servicio de guardia, lista para asumir la producción en caso de fallo de la primera.
Bomba de repuesto: Es imprescindible disponer de una segunda bomba de hormigón en la obra, totalmente operativa y lista para sustituir a la principal de forma inmediata en caso de avería.
Logística de personal: La jornada de hormigonado, que puede extenderse por más de 10 horas, debe ser planificada con personal suficiente para permitir turnos de descanso. Asimismo, el avituallamiento (comida y bebida) debe ser provisto en la propia obra para no interrumpir el ritmo de trabajo.
5.2. Control de calidad del hormigón en fresco y endurecido.
El control de calidad del material es tan importante como la logística de su colocación. Dichos controles deben ser sistemáticos y rigurosos.
Fase de control
Parámetro a controlar
Procedimiento de verificación
Criterio de aceptación/rechazo
Recepción en obra
Trabajabilidad (cono)
Realizar el ensayo del cono de Abrams a todas las cubas antes de su vertido en la bomba.
El cono medido debe estar dentro de la tolerancia especificada (p. ej., para un cono de 12 cm, se acepta ±2 cm). Las cubas fuera de rango deben ser rechazadas y vertidas en un lugar previsto para ello.
Muestreo para ensayo
Resistencia a compresión
Realizar un muestreo estadístico (p. ej., de un tercio de las cubas). De cada amasada controlada, se deben fabricar 6 probetas para su ensayo en laboratorio.
El resultado del ensayo a 28 días debe cumplir o superar la resistencia característica de proyecto (p. ej., HP-35).
Control para tesado
Resistencia temprana
Ensayo a compresión de una serie de probetas a 7 días (o 3 días si se prevé un tesado temprano). Se recomienda curar una serie de estas probetas a pie de puente, en las mismas condiciones ambientales que el tablero, para obtener una medida más representativa de la resistencia real.
La resistencia media obtenida debe alcanzar el valor mínimo especificado en el proyecto para autorizar el tesado (p. ej., 27.5 MPa).
Una vez colocado el hormigón y alcanzada la resistencia necesaria, se pasa a la siguiente fase crítica: el pretensado, que constituye la auténtica prueba de carga de la estructura.
6. Control de calidad en el pretensado del tablero.
La operación de tesado del tablero es extremadamente crítica. En esta fase, la estructura se somete a una de sus situaciones de carga más desfavorables, ya que se aplica la fuerza máxima de pretensado con únicamente el peso propio del tablero actuando. Esta situación pone a prueba los límites de resistencia tanto del hormigón en las zonas de anclaje como del acero de alta resistencia de los tendones.
Figura 7. Anclajes de hormigón postesado. https://www.becosan.com/es/hormigon-pretensado/
6.1 Verificación dual de la fuerza de tesado.
El principal riesgo de esta operación es aplicar una fuerza de pretensado incorrecta, ya sea por exceso o por defecto. Un tesado insuficiente no conferirá a la estructura la capacidad portante para la que fue diseñada, por lo que quedará vulnerable ante las cargas de servicio. Por el contrario, un tesado excesivo puede provocar daños por compresión en el hormigón o incluso la rotura de los propios tendones.
Para garantizar la correcta aplicación de la fuerza, es obligatorio realizar un procedimiento de control dual.
Control de presión: Monitorizar y registrar la presión aplicada al gato hidráulico a través del manómetro de la centralita.
Control de alargamiento: Medir físicamente con una cinta métrica el alargamiento real que experimentan los tendones en cada extremo.
El criterio principal de aceptación es que la media de la desviación entre los alargamientos reales medidos y los alargamientos teóricos calculados en el proyecto debe ser inferior al 5 %. Si se supera este umbral, se debe detener la operación. Hay que informar inmediatamente al proyectista, analizar las posibles causas (por ejemplo, una discrepancia en el módulo de deformación real del acero de las bobinas suministradas) y no proceder hasta haberlas determinado.
6.2 Secuencia de tesado y seguridad operacional.
Una secuencia de tesado incorrecta, por ejemplo, asimétrica, puede inducir esfuerzos parásitos en la estructura que no se tuvieron en cuenta en el cálculo. Además, la operación conlleva un riesgo intrínseco muy elevado debido a las grandes energías almacenadas; la rotura de un anclaje o de un tendón puede tener consecuencias mortales.
Los procedimientos de control que se deben aplicar son:
Secuencia de tesado: Verificar que la operación sigue estrictamente el orden de tesado de los tendones especificado en los planos del proyecto. Generalmente, la secuencia procede desde los tendones centrales hacia los extremos, manteniendo siempre la simetría para no inducir momentos torsores no deseados.
Seguridad: Se prohíbe de forma taxativa la permanencia de personal no esencial en la zona posterior a los anclajes durante la aplicación de la carga.
Tras el tesado y su aprobación, es crucial proteger el acero activo contra la corrosión mediante la inyección de las vainas.
7. Control de calidad en la inyección de vainas.
La inyección de las vainas con mortero cumple dos funciones vitales: en primer lugar, proteger las armaduras activas de alta resistencia contra la corrosión y, en segundo lugar, garantizar la adherencia entre el cable y el hormigón circundante. No se debe subestimar la importancia de esta fase; los fallos por corrosión debidos a una inyección deficiente en el Reino Unido provocaron una moratoria en la construcción de este tipo de puentes, lo que subraya la gravedad de ejecutar incorrectamente este proceso.
7.1. Vaciado completo del aire ocluido.
El principal riesgo durante la inyección es la presencia de aire atrapado en los puntos más altos del recorrido de la vaina. Estas bolsas de aire impiden que el mortero de protección llegue a todas las partes del cable, por lo que quedan secciones del acero expuestas a la humedad y, por tanto, a un alto riesgo de corrosión a largo plazo.
El procedimiento de inyección y purga debe seguirse meticulosamente:
Se inyecta la lechada de mortero por uno de los extremos de la vaina a una presión controlada (alrededor de 5 kp/cm²).
Se espera hasta que la lechada fluya de manera continua por el extremo opuesto, momento en el que dicho extremo se tapa para presurizar la vaina.
A continuación, se abre el primer tubo de purga, que se encuentra en el punto más alto cercano al punto de inyección (normalmente sobre una pila).
Se mantiene el tubo de purga abierto hasta que por él salga un chorro sólido y continuo de inyección, sin burbujas de aire. En ese momento, se cierra herméticamente.
El proceso de purga se repite de forma secuencial para todos los tubos situados en los puntos altos a lo largo del trazado del cable.
Esta operación debe realizarse lo antes posible una vez recibido el visto bueno del tesado, sin posponerla, para minimizar el tiempo que el acero activo permanece desprotegido.
Una vez finalizadas las fases estructurales principales, se procede a ejecutar los elementos de acabado y a verificar el comportamiento final de la estructura mediante la prueba de carga.
8. Control de calidad de los acabados y prueba de carga.
Aunque la integridad estructural del puente ya está asegurada en esta fase, la ejecución de los acabados define su durabilidad y su aspecto final, mientras que la prueba de carga supone la aceptación formal de la obra y demuestra empíricamente que su comportamiento bajo carga es el esperado.
Figura 8. Prueba de carga. https://indaico.es/servicios/pruebas-de-carga
8.1 Ejecución de la prueba de carga.
La prueba de carga, que es obligatoria para puentes con luces superiores a 12 metros, tiene como objetivo someter la estructura a un estado de cargas que genere esfuerzos equivalentes a aproximadamente el 70 % de los producidos por el tren de cargas del proyecto. Supone la verificación final y tangible del trabajo realizado.
Los procedimientos de control para la prueba son los siguientes:
Proyecto de prueba: Se debe exigir un proyecto específico de prueba de carga, preparado por el calculista de la estructura. Este documento debe definir el número de camiones, sus pesos exactos y sus posiciones sobre el tablero para los distintos estados de carga que se van a probar (por ejemplo, el máximo momento flector positivo en el vano central y el máximo momento negativo sobre las pilas).
Medición de deformaciones: Utilizando equipos de precisión, se deben medir los desplazamientos verticales (flechas) en puntos clave del tablero. Las mediciones se toman antes de la carga (lectura de cero), durante la aplicación de la carga (respuesta instantánea) y tras un periodo de estabilización.
Medición de recuperación: Tras la retirada completa de la carga, se mide la flecha remanente para evaluar el comportamiento elástico de la estructura.
Criterios de aceptación: Se deben cumplir dos criterios principales:
La flecha máxima medida debe ser coherente con la calculada teóricamente (la experiencia indica que suele ser en torno al 85 % de la teórica).
La recuperación elástica debe ser superior al 90 % de la flecha máxima medida.
Acta de prueba: Los resultados de la prueba deben formalizarse en un acta oficial que se incorporará al expediente final de la obra como constancia de la correcta ejecución y comportamiento de la estructura.
8.2 Ejecución correcta de la superestructura.
Por último, hay que comprobar los elementos de la superestructura que completan el puente:
Aceras: Es crucial verificar la existencia de las armaduras de conexión (normalmente redondas de 12 a 25) que anclan la acera al tablero. Esta armadura evita que la acera pueda ser arrancada por impactos accidentales de vehículos contra el bordillo.
Estética: Se debe comprobar que los elementos de borde, como barandillas metálicas o parapetos, respetan la estética de la esbeltez del tablero. Se debe evitar el uso de parapetos de hormigón macizo, ya que aumentan visualmente el canto y restan elegancia al diseño. Esto es especialmente relevante si se han utilizado sistemas de cimbra industrial que, como se mencionó, priorizan la velocidad sobre la calidad del acabado superficial y dejan marcas y manchas que deben gestionarse para obtener un resultado final aceptable.
El cumplimiento riguroso y sistemático de todos los puntos de control detallados en este plan es esencial para garantizar la entrega de una estructura segura, duradera y conforme a los más altos estándares de calidad en ingeniería civil.
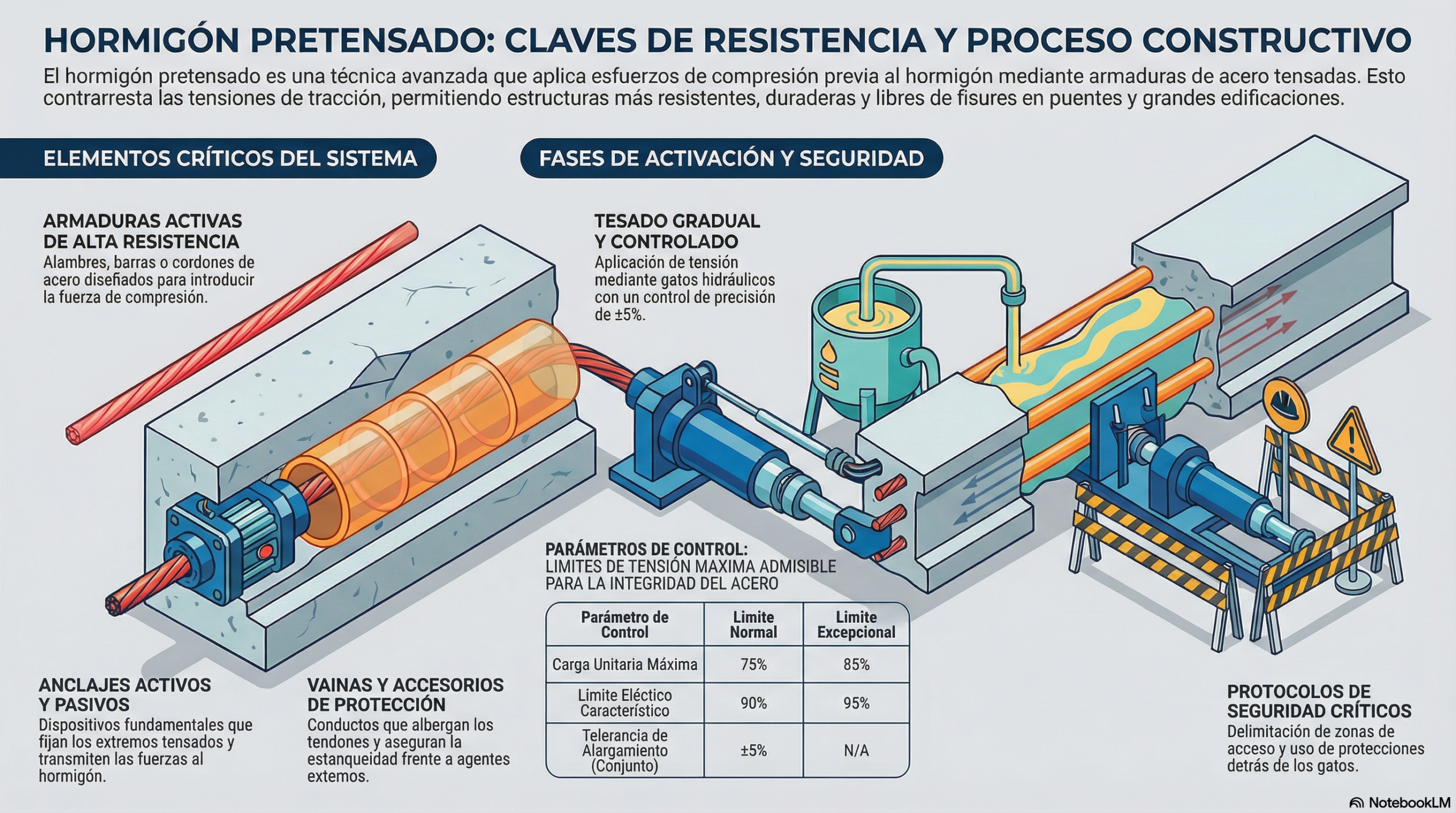
La construcción de estructuras de hormigón conlleva procesos técnicos complejos que requieren una planificación rigurosa y una ejecución meticulosa. Entre estos procesos, destacan la activación de la fuerza de pretensado y la inyección de armaduras, esenciales para mejorar el rendimiento estructural y la durabilidad. Este artículo aborda estos procedimientos y detalla principios teóricos, parámetros técnicos y normativas aplicables.
Tesado de armaduras activas
Armadura pasiva y vainas para el acero de postesado durante la construcción de un puente de sección cajón. De Störfix – Fotografía propia, CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=297005
El tesado de armaduras activas es el proceso mediante el cual se aplica una fuerza de pretensado al acero de refuerzo del hormigón. Esto aumenta la capacidad de carga, reduce las deformaciones y mejora la durabilidad de la estructura.
El proceso de tesado se basa en el principio de generar fuerzas internas en el acero que compensen las tensiones externas previstas durante la vida útil de la estructura. Al aplicar una fuerza controlada, el acero se somete a tracción y el hormigón a compresión, lo que mejora el comportamiento global del elemento estructural.
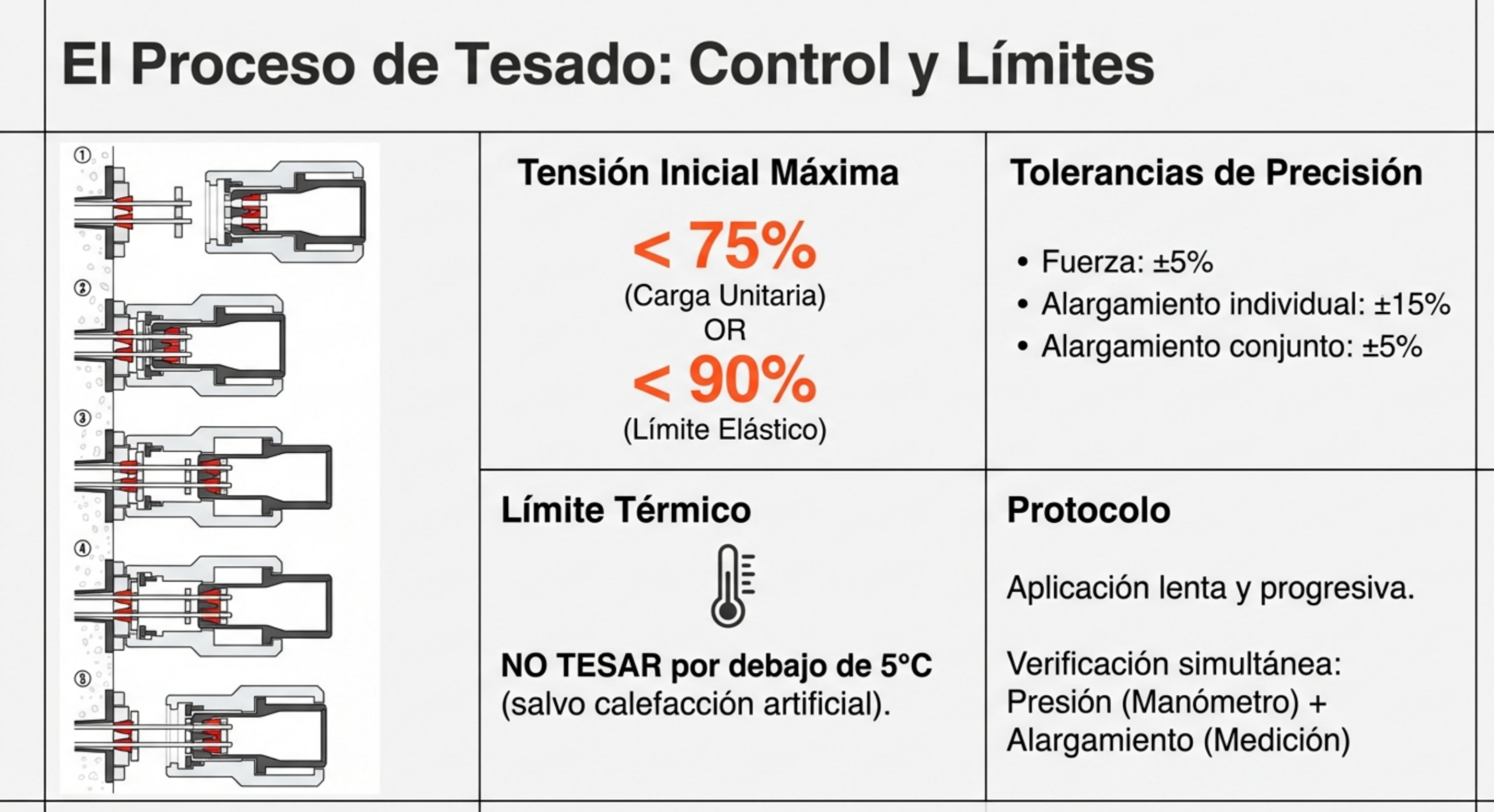
La operación de tesado deberá realizarse según un plan previamente establecido, teniendo en cuenta las recomendaciones del fabricante del sistema utilizado. Se deberá asegurar que el gato esté perpendicular y centrado sobre el anclaje y que la operación la lleve a cabo personal cualificado. El tesado debe realizarse de forma lenta y progresiva. Si se lleva a cabo en condiciones de bajas temperaturas, deberán tomarse precauciones especiales.
Si se rompe un elemento de la armadura, se podrá alcanzar la fuerza total de pretensado necesaria aumentando la tensión en los elementos restantes, sin exceder el 5 % del valor inicialmente previsto. En caso de que se pierda totalmente la fuerza de pretensado debido a la rotura de elementos irreemplazables de la armadura, la pérdida no podrá superar el 2 % de la fuerza de pretensado prevista en el proyecto.
La temperatura ambiente es un factor crítico. Debe evitarse el tesado a temperaturas inferiores a 5 °C, salvo que se implementen medidas específicas para compensar los efectos del frío, como el uso de equipos de calefacción en el área de trabajo. Además, el acero utilizado debe cumplir con normas internacionales como la EN 10080, que garantizan su calidad y resistencia.
La seguridad durante el tesado es un aspecto prioritario. Las medidas de seguridad incluyen protecciones detrás de los gatos y se prohibirá el paso entre dichas protecciones y el gato durante el izado. En las pretesas, es esencial colocar señales visibles que indiquen la carga máxima permitida para la que han sido proyectados los estribos de anclaje, así como delimitar las zonas de acceso restringido. Además, para evitar que las armaduras salten si se rompen durante el tesado, se deben utilizar placas horadadas, cubriéndolas o envolviéndolas. El tesado no se iniciará sin la autorización de la dirección de obra, que comprobará la idoneidad del programa de tesado y la resistencia del hormigón. Todo el proceso debe estar supervisado por personal técnico cualificado.
Armaduras pretesas
Hormigón pretensado en forma de viguetas. https://www.becosan.com/es/hormigon-pretensado/
Las armaduras pretesas se tensan antes del vertido del hormigón para garantizar que la fuerza se transfiera a la matriz del hormigón durante el fraguado. Este método se utiliza principalmente en la fabricación de elementos prefabricados, como vigas, losas y pilares.
El proceso de pretensado consiste en fijar los extremos de las armaduras en dispositivos de anclaje y aplicarles una fuerza controlada antes de verter el hormigón. Una vez que el hormigón alcanza la resistencia requerida, se libera la tensión de manera gradual, lo que permite que el hormigón absorba el esfuerzo de pretensado.
El programa de tesado deberá especificar el orden de tesado de las armaduras y, en su caso, las sucesivas etapas parciales de pretensado. También se deberá indicar la presión o fuerza que no debe sobrepasarse en los gatos, el valor de la carga de tesado en los anclajes y los alargamientos que deben obtenerse, teniendo en cuenta los movimientos originados por la penetración de la cuña. Además, se debe detallar el modo y la secuencia a seguir para liberar los tendones, así como la resistencia requerida del hormigón en el momento de la transferencia.
La adherencia de las armaduras activas al hormigón depende de la longitud de transmisión, necesaria para transferir al hormigón, por adherencia, la fuerza de pretensado introducida en las armaduras, y de la longitud de anclaje, que garantiza la resistencia del anclaje por adherencia hasta la rotura del acero. Estos factores dependen principalmente de tres elementos: el diámetro de la armadura, sus características superficiales y la resistencia del hormigón.
El destesado es la operación mediante la cual se transmite el esfuerzo de pretensado de las armaduras pretesas al hormigón, para lo cual se deben soltar de manera lenta, gradual y uniforme, sin sacudidas bruscas y de forma ordenada, con el fin de evitar asimetrías. Antes de iniciar esta operación, se verifica que el hormigón haya alcanzado la resistencia especificada, se eliminan obstáculos que impidan el movimiento de las piezas y se cortan las puntas de las armaduras que sobresalgan de las testas si van a quedar expuestas y no embebidas en el hormigón. El destesado prematuro representa un peligro debido a las pérdidas elevadas, mientras que el destesado brusco puede causar esfuerzos anormales, aumentar la longitud de transmisión y anclaje, y aumentar los riesgos de deslizamiento.
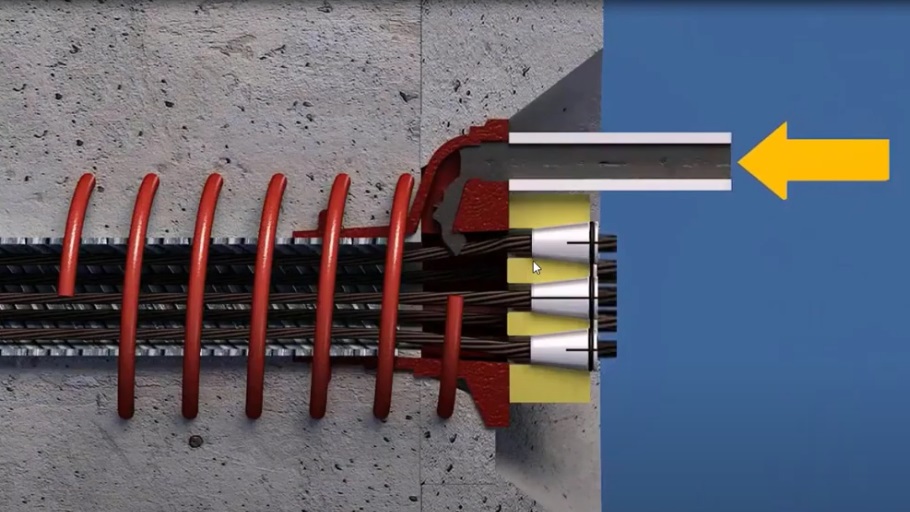
Armaduras postesas
Anclajes de hormigón postesado. https://www.becosan.com/es/hormigon-pretensado/
Las armaduras postesas se tensan una vez fraguado el hormigón, lo que permite una mayor flexibilidad en el diseño de estructuras complejas. Se utilizan comúnmente en grandes puentes, viaductos y edificios importantes.
Durante el proceso, los tendones se colocan dentro de vainas que atraviesan el hormigón. Una vez fraguado, se aplican fuerzas de pretensado mediante gatos hidráulicos y se fijan los extremos con cuñas especiales que aseguran la transferencia de cargas a largo plazo.
El programa de tesado deberá especificar expresamente la secuencia detallada de tesado de las armaduras, la presión o fuerza que debe desarrollarse en el gato, los alargamientos esperados y la máxima penetración de la cuña, así como el momento de retirada de las cimbras durante el tesado, si procede. También se deberá indicar la resistencia requerida del hormigón antes del tesado, el número, el tipo y la localización de los acopladores, así como la necesidad de protección temporal si el tesado se realiza en etapas sucesivas. El tesado no se iniciará sin la autorización de la dirección de obra, que comprobará la idoneidad del programa de tesado y la resistencia del hormigón. Cada etapa debe ejecutarse en condiciones de control estrictas, registrándose cada operación para su posterior verificación y trazabilidad.
La tensión máxima inicial admisible en las armaduras se limita con el fin de disminuir riesgos como la rotura o la corrosión. El valor máximo de la tensión en las armaduras antes de anclarlas no podrá exceder el menor de los siguientes valores: el 75 % de la carga unitaria máxima característica o el 90 % del límite elástico característico. De forma temporal, esta tensión podrá aumentarse hasta alcanzar uno de los siguientes valores: el 85 % de la carga unitaria máxima característica o el 95 % del límite elástico característico.
Proceso postesado. Fuente: Catálogo Stronghold
El proceso de tesado consta de varias fases secuenciales, cuidadosamente planificadas, para garantizar la correcta transferencia de la fuerza de pretensado. En primer lugar, se colocan y alinean los gatos hidráulicos frente a los anclajes, asegurándose de que queden perpendiculares y centrados para evitar desviaciones.
Una vez posicionados, se inicia el proceso de aplicación de fuerza de forma gradual y continua. La presión se incrementa en etapas controladas para evitar tensiones repentinas que puedan causar daños estructurales. Durante esta fase, se realiza un seguimiento constante de la presión y del alargamiento de las armaduras.
A medida que el acero se alarga, hay que verificar los anclajes y realizar ajustes si es necesario. El equipo técnico debe registrar cada paso, documentando las presiones aplicadas, los alargamientos medidos y los incidentes que puedan ocurrir durante el proceso.
Una vez alcanzada la fuerza especificada en el proyecto, se fijan definitivamente las armaduras mediante cuñas mecánicas o dispositivos de anclaje hidráulico. De este modo, se asegura que el acero mantenga la tensión aplicada incluso después de retirar los equipos de tesado.
Por último, se llevan a cabo inspecciones visuales y técnicas para confirmar que el proceso de tesado se ha realizado correctamente. Cualquier anomalía detectada debe corregirse antes de pasar a la siguiente fase de construcción.
El control del tesado implica medir simultáneamente el esfuerzo ejercido por el gato y el alargamiento de la armadura, con una precisión de ±2 % del recorrido total. Se debe garantizar que la fuerza de pretensado se mantenga dentro de ±5 % del valor de proyecto y que los alargamientos sean de ±15 % para un tendón particular y de ±5 % para la suma de todos los valores en la misma sección. Para facilitar el control, se utilizará una tabla de tesado que incluirá los datos del programa, la identificación de los tendones, los resultados del tesado y los incidentes. Los datos recopilados deben documentarse con todo detalle, incluyendo las desviaciones y las correcciones realizadas.
El retesado de armaduras postesas se define como cualquier operación de tesado efectuada sobre un tendón después de su tesado inicial. Este procedimiento solo está justificado si es necesario para uniformar las tensiones de los diferentes tendones de un mismo elemento o si está previsto en el programa el tesado en etapas sucesivas. No se debe realizar un retesado con el único objetivo de disminuir las pérdidas diferidas de tensión, salvo en circunstancias especiales.
Antes de proceder con el retesado, se realiza una evaluación exhaustiva de la estructura para determinar si es necesario realizarla. El procedimiento debe ajustarse al programa de tesado original y a las condiciones actuales del proyecto. Las presiones aplicadas durante el retesado deben controlarse con cuidado para evitar daños en los elementos estructurales.
Además, es fundamental recalibrar los equipos de tesado antes de iniciar esta operación para garantizar que los valores aplicados sean precisos. Una vez finalizado, deben realizarse nuevas inspecciones y pruebas de carga para verificar la efectividad del proceso.
Inyección de armaduras
La inyección de lechada es fundamental para proteger las armaduras de pretensado contra la corrosión y garantizar su adherencia al hormigón. Este proceso consiste en llenar los conductos que albergan los tendones con una mezcla diseñada para resistir agresiones químicas y ambientales. Debe realizarse lo antes posible tras el tesado.
La preparación de la mezcla de inyección es una etapa clave para garantizar el correcto funcionamiento del sistema de pretensado. La lechada es una mezcla cuidadosamente dosificada de cemento, agua y aditivos específicos. La proporción de estos componentes se calcula en función de factores como la temperatura ambiente, el tipo de estructura y las condiciones específicas del lugar de construcción.
El proceso de mezclado debe realizarse con equipos mecánicos especializados que aseguren una mezcla homogénea y libre de grumos. El tiempo de mezclado oscila entre 2 y 4 minutos, aunque puede prolongarse si se utilizan aditivos retardadores, en caso de prever un tiempo de más de 30 minutos antes de la inyección.
La relación agua-cemento debe mantenerse dentro de márgenes estrictos, generalmente entre 0,4 y 0,5, para garantizar una consistencia coloidal que facilite el flujo de la lechada a través de los conductos. Además, es indispensable realizar pruebas preliminares para verificar la fluidez, la resistencia inicial y la adherencia.
La temperatura de la mezcla no debe exceder los 30 °C para evitar fraguados prematuros. Si se anticipa una demora en el proceso de inyección, se pueden incorporar aditivos estabilizantes que prolonguen la trabajabilidad de la lechada sin afectar a sus propiedades mecánicas.
Finalmente, antes de proceder con la inyección, se debe inspeccionar visual y técnicamente el equipo de mezclado para garantizar su correcto funcionamiento y evitar contaminaciones o errores en la dosificación.
La ejecución de la inyección requiere una planificación detallada que tenga en cuenta las condiciones del proyecto y las especificaciones técnicas establecidas. El programa de inyección debe contener, al menos, las características de la lechada (tiempos), las del equipo de inyección, la limpieza de los conductos, la secuencia de operaciones y los ensayos a realizar, las probetas para los ensayos, el volumen de lechada a preparar y la previsión de incidentes, entre otros aspectos. Se deben utilizar equipos de inyección calibrados para garantizar la aplicación continua y uniforme de la lechada.
La ejecución de la inyección de armaduras postesas requiere comprobar previamente las siguientes condiciones: el equipo de inyección, la bomba de inyección auxiliar, el suministro permanente de agua a presión y aire comprimido, el exceso de materiales para el amasado del producto de inyección, las vainas libres de materiales perjudiciales, los conductos a inyectar preparados e identificados y los ensayos de control de la lechada preparados.
El proceso comienza con la conexión segura del equipo de inyección a los conductos. La inyección debe realizarse bajo las siguientes condiciones: la longitud máxima de inyección no debe superar los 120 m y, en tiempo frío, se debe asegurar de que no haya hielo en los conductos, inyectando agua caliente si es necesario. Queda prohibido efectuar la inyección con aire comprimido. La inyección debe ser continua e ininterrumpida, con una velocidad de avance constante entre 5 y 15 m/min, y debe realizarse desde puntos bajos para garantizar un llenado completo y evitar bolsas de aire. El proceso finaliza cuando la lechada comienza a rebosar por los puntos de purga con la misma consistencia que la mezcla inicial. Una vez finalizada la operación, se obstruyen herméticamente los orificios de purga para evitar la entrada de aire o humedad que pueda afectar a la durabilidad de la estructura. La presión de inyección se ajusta cuidadosamente para garantizar una distribución uniforme del material y minimizar el riesgo de rotura de los conductos.
La inspección de la inyección debe incluir la elaboración de un informe para cada inyección, en el que se anoten las características del producto, la temperatura ambiente en el momento de la inyección, el tipo de cemento utilizado, el aditivo incorporado a la mezcla (si corresponde) y su dosificación, la relación agua/cemento elegida, el tipo de mezclador, la duración del mezclado y las probetas fabricadas para controlar las condiciones relativas a los productos de inyección. Estos informes deben archivarse como parte de los registros permanentes de la obra.
La seguridad durante la inyección debe extremarse. El personal involucrado debe recibir capacitación específica en técnicas de inyección y en procedimientos de seguridad. Es obligatorio el uso de equipos de protección individual, como guantes, gafas y cascos, especialmente en áreas donde exista riesgo de contacto con productos químicos. Está prohibido que los operarios miren a través de los tubos o de los rebosaderos.
Durante la inyección, debe establecerse un perímetro de seguridad en torno a la zona de trabajo para prevenir accidentes. Además, es imprescindible realizar inspecciones visuales y técnicas en tiempo real para detectar posibles fugas, obstrucciones o anomalías en la aplicación.
Por último, una auditoría posterior a la inyección debe verificar que todos los conductos se han llenado correctamente y que las purgas se han realizado conforme a los estándares. Este control garantiza que el sistema de pretensado funcione de manera óptima y se mantenga con el paso del tiempo.
Consideraciones normativas
Las operaciones relacionadas con el pretensado y la inyección deben cumplir con estándares técnicos específicos que garanticen la seguridad, la durabilidad y la funcionalidad de las estructuras construidas. La normativa europea EN 13391 regula los dispositivos de anclaje utilizados en el pretensado y especifica los requisitos de diseño, de resistencia y los métodos de prueba.
El Código Estructural establece pautas detalladas para el diseño y la ejecución de elementos pretensados, incluidos los procedimientos de tesado, inyección y control de calidad. También exige que cada etapa del proceso esté documentada y supervisada por profesionales acreditados.
En proyectos internacionales, normas como la ACI 318 (American Concrete Institute) establecen criterios adicionales para el cálculo estructural y la verificación de los materiales. El cumplimiento de estas normativas garantiza la integridad estructural, la capacidad portante y la resistencia a condiciones adversas durante la vida útil de la estructura.
Además, los reglamentos de seguridad laboral exigen que los operarios estén certificados y se implementen medidas de protección para evitar accidentes. El seguimiento estricto de estas disposiciones permite minimizar riesgos y garantizar el éxito del proyecto desde la fase inicial hasta la finalización.
Conclusión
La activación de la fuerza de pretensado y la inyección en construcciones de hormigón son procesos técnicos esenciales. Si se siguen procedimientos detallados, normas específicas y controles de calidad rigurosos, su correcta aplicación garantiza estructuras seguras y duraderas.
Dejo a continuación unos vídeos que, espero, os resulten interesantes.
A continuación, os dejo una presentación de Luis Cosano, del departamento técnico de Freyssinet, S.A. Espero que os sea de interés.
Figura 1. Viga postesada. https://prodac.pe/edificaciones/soluciones-para-la-industria-de-prefabricados/alambre-pretensado/
El pretensado es una técnica que aumenta la capacidad de resistencia del hormigón a cargas al someterlo previamente a esfuerzos de compresión. Esta técnica crea una resistencia adicional a los esfuerzos de tracción, lo que permite construir estructuras más resistentes y duraderas. Se utiliza ampliamente en la construcción de puentes, vigas, losas y otros elementos sometidos a cargas significativas, tanto en estructuras prefabricadas como en construcciones in situ.
En esencia, el sistema de pretensado consiste en instalar y tensar armaduras activas, como cables, alambres o cordones de acero de alta resistencia, dentro del hormigón antes de que este se someta a las cargas de servicio. Al tensar estas armaduras, se generan fuerzas internas que comprimen el hormigón y contrarrestan las fuerzas externas a las que estará sometido. De esta manera, el hormigón precomprimido es más eficaz para soportar tensiones, lo que previene problemas como las fisuras y mejora la estabilidad de la estructura.
El proceso comienza con la elección de las armaduras activas y el almacenamiento adecuado del acero para protegerlo de la corrosión y la contaminación. A continuación, se colocan y tesan las armaduras, para lo cual se utilizan equipos especializados, como enfiladoras, gatos hidráulicos y centrales de presión. Estos equipos permiten tensar las armaduras de forma controlada y precisa, asegurando que se alcancen los niveles de tensión adecuados según el diseño estructural.
Los anclajes cumplen una función fundamental, ya que fijan los extremos de las armaduras tensadas al hormigón y aseguran la transmisión de las fuerzas de compresión. Existen dos tipos de anclajes: activos o móviles, que se colocan en el extremo de tensado, y pasivos o fijos, situados en el extremo opuesto. Los empalmes permiten extender los tendones cuando la estructura lo requiere y garantizan la continuidad y la alineación. Por su parte, los conectadores permiten aplicar tensión en puntos intermedios de tendones cerrados o de acceso limitado.
Las vainas son otros componentes esenciales del sistema, ya que alojan los tendones en el hormigón y permiten inyectar adecuadamente materiales adherentes o protectores. Los productos de inyección, como lechadas de cemento para sistemas adherentes, betunes y grasas para sistemas no adherentes, protegen los tendones contra la corrosión y aumentan la adherencia en los sistemas adherentes. Esto es esencial para garantizar la durabilidad y la eficacia del pretensado.
El sistema de pretensado es muy eficiente, pero requiere precisión en su ejecución y un control estricto de la calidad, ya que cualquier fallo en el tensado o en los materiales puede afectar a la integridad estructural del proyecto. Si se implementa adecuadamente, el pretensado permite construir estructuras seguras y resistentes que maximizan las ventajas del hormigón y lo convierten en un material adecuado para una amplia gama de aplicaciones de ingeniería.
Introducción a los sistemas de pretensado
El pretensado es una técnica avanzada de construcción que consiste en aplicar esfuerzos de compresión al hormigón antes de que el elemento estructural soporte su carga de servicio, con el fin de mejorar su resistencia. En este método, se induce una compresión interna en el hormigón, lo que permite que la estructura soporte mejor los esfuerzos de tracción y aumente su capacidad de resistir cargas elevadas y deformaciones excesivas. Este sistema, ampliamente utilizado en proyectos de construcción como puentes, edificios de gran altura, cubiertas y elementos prefabricados, se basa en armaduras activas, normalmente de acero, que se tensan y se anclan en el interior de la estructura para transmitir la fuerza de compresión al hormigón.
En este artículo se describen en detalle los distintos elementos y equipos que intervienen en los sistemas de pretensado. Cada componente, desde los tendones y los anclajes hasta las vainas y los equipos de tesado, cumple una función específica en el éxito del sistema de pretensado y en la calidad final de la estructura de hormigón.
1. Armaduras activas: suministro y almacenamiento
Las armaduras activas son el componente principal del sistema de pretensado y están fabricadas principalmente en acero de alta resistencia. Estas armaduras se tensan previamente para introducir esfuerzos de compresión en el hormigón, lo que aumenta su capacidad para soportar tracciones sin agrietarse ni presentar otras deformaciones no deseadas.
1.1 Tipos de armaduras activas
Alambres: suelen entregarse en rollos y su diámetro de bobinado no debe ser inferior a 250 veces el diámetro del alambre para evitar deformaciones.
Barras: se entregan en tramos rectos, lo que garantiza su resistencia y evita daños durante el transporte.
Cordones: existen cordones de 2, 3 o 7 alambres que se utilizan según el diseño estructural y los requisitos de carga. Los cordones de 2 o 3 alambres se entregan en rollos con un diámetro mínimo de 600 mm, mientras que los de 7 alambres se suministran en bobinas o carretes con un diámetro interior de 750 mm o mayor.
Figura 2. Tipos de armaduras activas en los sistemas de pretensado
Figura 3. Unidades de anclaje de 3 y 5 cordones en forjado postesado. http://www.freyssinet.es/freyssinet/wfreyssinetsa_sp.nsf/sb/soluciones.construccion..pretensado-(cordones)
1.2 Requerimientos de suministro
Para que las armaduras activas conserven sus propiedades mecánicas y se mantengan protegidas frente a factores externos, deben almacenarse y transportarse siguiendo medidas específicas. El acero debe protegerse de la humedad y de la contaminación por polvo, grasas y otros agentes que puedan alterar su comportamiento estructural.
1.3 Almacenamiento de armaduras activas
El almacenamiento de las armaduras es esencial para garantizar su durabilidad y su correcto funcionamiento en la obra. Las principales recomendaciones son las siguientes:
Ventilación adecuada: las armaduras deben almacenarse en locales bien ventilados, lejos de la humedad del suelo y de las paredes.
Clasificación y limpieza: es importante que las armaduras estén libres de grasa, aceite, polvo u otras materias que puedan afectar a su adherencia. También deben clasificarse por tipo y por lote.
Inspección de la superficie: antes de ser utilizadas, las armaduras deben inspeccionarse para detectar cualquier deterioro superficial y garantizar que cumplen las condiciones de uso.
2. Sistemas de pretensado: componentes y función de los elementos
Un sistema de pretensado es un conjunto de elementos estructurales y dispositivos especializados diseñados para aplicar y mantener la tensión en las armaduras activas y transmitirla de forma segura y eficiente al hormigón.
2.1 Componentes principales del sistema de pretensado
Los principales elementos del sistema de pretensado son los anclajes, los empalmes, los conectores y las vainas. Estos componentes cumplen funciones específicas, como asegurar los tendones, extender su longitud o permitir la transmisión uniforme de fuerzas.
Los anclajes son dispositivos esenciales en los sistemas de pretensado, ya que aseguran los tendones y transmiten las fuerzas de tensión al hormigón. Existen dos tipos principales de anclajes: el anclaje activo o móvil, situado en el extremo del tendón por donde se aplica la tensión, y el anclaje pasivo o fijo, situado en el extremo opuesto del tendón, donde no se aplica tensión. Este tipo de anclaje permite que los cables de acero se tensen según el diseño estructural y soporten las fuerzas aplicadas. El otro tipo de anclaje es el pasivo o fijo, situado en el extremo opuesto del tendón, donde no se aplica tensión. Este anclaje asegura la estabilidad del tendón y permite que el esfuerzo de compresión se transmita eficazmente al hormigón. Dentro de estos tipos, destacan varios modelos de anclaje adaptados a diferentes necesidades y geometrías, como los anclajes activos tipo L y los anclajes pasivos tipo S, que se emplean en vigas y elementos lineales. Cada anclaje está diseñado para resistir esfuerzos específicos y garantizar una adecuada transmisión de fuerzas al hormigón.
Los empalmes son elementos que dan continuidad a los tendones cuando estos requieren extensiones adicionales debido al tamaño del proyecto o al método de construcción. Los empalmes se clasifican en: empalme fijo, que mantiene los tendones en posición fija y asegura su continuidad sin movimientos adicionales, y empalme móvil, que permite cierta movilidad a los tendones, facilita el alineado de las armaduras y reduce los esfuerzos durante el tensado. Ambos tipos de empalme son esenciales para estructuras de grandes dimensiones y en casos en que el tendón debe dividirse en varias secciones.
Los conectadores permiten aplicar tensión en puntos intermedios o en elementos cerrados (como tuberías o silos) a los que resulta difícil acceder por sus extremos. Estos conectadores proporcionan puntos adicionales de anclaje en estructuras grandes o con geometrías complejas y aseguran la transferencia uniforme de las fuerzas.
Figura 4. Selección del tipo de anclaje o conector a utilizar en el hormigón pretensado
2.2 Elementos de aseguramiento y distribución
También existen elementos auxiliares que colaboran en la distribución uniforme de las fuerzas y la fijación de las armaduras activas en el sistema de pretensado:
Cuñas: estas piezas metálicas fijan los extremos de las armaduras activas a las placas de anclaje.
Placas de anclaje: placas perforadas de forma cónica en las que se alojan las cuñas, lo que permite sujetar el tendón de manera efectiva.
Placas de reparto: dispositivos situados entre la placa de anclaje y el hormigón que distribuyen las fuerzas en la zona de contacto y evitan sobrecargas.
Trompetas de empalme: estas piezas, troncocónicas o cónicas, enlazan las placas de anclaje con las vainas y facilitan la transferencia de tensiones en las armaduras activas.
Figura 5. Placa de anclaje. https://commons.wikimedia.org/w/index.php?curid=296999
3. Vainas y accesorios
Las vainas son conductos de pretensado que albergan los tendones. Estos conductos pueden fabricarse en metal, plástico u otros materiales y son esenciales para proteger y guiar las armaduras postesas en el interior del hormigón, evitando así el contacto directo con el hormigón y facilitando el proceso de inyección.
3.1 Vainas metálicas
Las vainas metálicas son las más comunes, especialmente por su resistencia al aplastamiento y su capacidad para soportar el peso del hormigón fresco. Además, la superficie corrugada de las vainas mejora la adherencia al hormigón y la rigidez estructural de las vainas. Las características principales de las vainas metálicas son las siguientes:
Resistencia mecánica: deben ser lo suficientemente robustas como para soportar el peso y la presión del hormigón fresco sin deformarse.
Estanqueidad: las vainas deben ser herméticas para evitar la infiltración de agua o la lechada de cemento en su interior y mantener las armaduras activas protegidas.
Diámetro adecuado: el diámetro interno de la vaina debe ser el apropiado para permitir una inyección eficaz del producto y asegurar una cobertura uniforme alrededor de los tendones.
3.2 Otros accesorios en vainas
Separadores: piezas que ayudan a distribuir las armaduras activas dentro de las vainas y aseguran una distancia y una alineación uniformes.
Tubo matriz: tubo flexible, generalmente de polietileno, que se coloca dentro de la vaina para suavizar el trazado y evitar tensiones no deseadas en las armaduras.
3.3 Tubos de purga
Los tubos de purga o respiraderos son pequeñas piezas que se colocan en los puntos altos y bajos del trazado de las vainas. Estos tubos permiten la evacuación del aire y del agua durante el proceso de inyección, lo que asegura que no queden huecos y que el producto inyectado cubra toda el área interna.
4. Equipos para enfilado, tesado e inyección
La tecnología de pretensado requiere equipos especializados para facilitar el enfilado de los tendones, la aplicación de tensión y la inyección de materiales protectores en los conductos. Los equipos esenciales son las enfiladoras, los gatos hidráulicos, las centrales de presión y los equipos auxiliares de manipulación.
Enfiladoras: son máquinas diseñadas para colocar los tendones dentro de las vainas de pretensado mediante un sistema de empuje o de estirado, según el diseño de la estructura. Estas máquinas garantizan que los tendones estén correctamente alineados antes de aplicar la tensión.
Gatos hidráulicos: son dispositivos hidráulicos que permiten el tesado de los tendones con una fuerza precisa y controlada. Se utilizan en combinación con cuñas para mantener la tensión en los extremos anclados y asegurar que la fuerza de pretensado se transmita de forma uniforme al hormigón.
Centrales de presión: las centrales de presión controlan los gatos hidráulicos mediante válvulas reguladoras y circuitos eléctricos que permiten ajustar la presión aplicada con precisión. Estos sistemas incluyen manómetros o dinamómetros para garantizar que la presión de tesado cumpla con los requisitos especificados en el proyecto.
Equipos auxiliares: incluyen grúas y otros medios de manipulación que facilitan el posicionamiento de los gatos, las vainas y las armaduras activas. Son especialmente útiles en obras de gran envergadura, donde el peso y el tamaño de los elementos dificultan su instalación manual.
5. Productos de inyección
La inyección de materiales en las vainas es fundamental para proteger las armaduras activas y mejorar la adherencia entre el tendón y el hormigón. Existen dos tipos principales de productos de inyección:
Inyecciones adherentes: consisten en lechadas o morteros de cemento que llenan los conductos de las vainas y mejoran la unión entre el tendón y el hormigón. Algunas características esenciales de estos productos son:
— Uso de cemento Portland CEM-I, que asegura una buena adherencia y resistencia mecánica.
— Aditivos que permiten modificar las propiedades de la lechada para mejorar la protección de las armaduras.
— Relación agua/cemento baja (entre 0,38 y 0,43) para lograr una mayor resistencia a la compresión y una porosidad baja.
Inyecciones no adherentes: los productos de inyección no adherentes, como los betunes, mástiques bituminosos y grasas solubles, protegen las armaduras contra la corrosión sin generar adherencia al hormigón. Son adecuados para estructuras que requieren flexibilidad en los tendones y una menor adherencia al hormigón.
Para aplicar los productos de inyección se utilizan equipos de mezcla e inyección que aseguran la preparación y la distribución uniforme del material dentro de las vainas. Estos equipos deben contar con sistemas de control de calidad que permitan ajustar la mezcla y supervisar su aplicación durante el proceso de inyección.
Conclusión
Los sistemas de pretensado en hormigón son una solución técnica que aumenta la resistencia y la durabilidad de las estructuras. Desde el suministro y almacenamiento de las armaduras activas hasta el tesado y la inyección, cada componente del sistema es crucial para el éxito de la estructura. Estos sistemas no solo aumentan la capacidad del hormigón para resistir esfuerzos de tracción, sino que también contribuyen a reducir el riesgo de deformaciones y a mejorar la calidad estructural general de las obras de ingeniería.
Os dejo algunos vídeos que espero sean de vuestro interés.
Inyección lechada en vaina. https://www.youtube.com/watch?v=nR56Qlnr2xw
Continuamos analizando las novedades del Código Estructural respecto de la Instrucción de Hormigón Estructural EHE-08, ya derogada. En este caso, se trata del control de la ejecución de la inyección en las operaciones de pretensado, recogido en el artículo 67.2. En la EHE-08 este mismo apartado se trataba en el artículo 96.2. Existen pocas modificaciones en la nueva redacción de este artículo, pero algunas son de gran trascendencia. Vamos a comentarlas a continuación.
Se ha sustituido «frecuencia diaria» por «cada jornada«. La Real Academia Española indica que la jornada es «el tiempo de duración del trabajo diario«, por lo que no parece haber un motivo de fondo para este cambio.
Se aclara en la nueva redacción que es el constructor, y no otro, quien, cada diez jornadas en que se efectúen operaciones de inyección y no menos de una vez, deberá realizar los ensayos de resistencia de la lechada o mortero y los de exudación y reducción de volumen.
Se verificará si el constructor ha realizado los ensayos mediante el «control de contraste«. La verdad es que el Código es poco claro al respecto. La primera vez que aparece este término, sin definir, es en el artículo 67.1. Hay que esperar al Artículo 101.1 para entender que el control de contraste lo efectúa, en su caso, la dirección facultativa. Por tanto, sin una definición explícita al respecto, supondremos que el control de contraste es un control que, si así lo fuera, realiza la dirección facultativa sobre los controles que realiza el constructor. Nada hubiese costado ser más claro en la redacción de esta norma.
La novedad más relevante es la que obliga, de forma independiente, a la dirección facultativa y al constructor a realizar sendas inspecciones visuales de las vainas inyectadas transcurridos 7 días desde el final del curado. Se trata de comprobar que todos los anclajes se encuentran adecuadamente protegidos y que no existe fisuración no controlada en el mortero empleado. Resulta evidente la importancia de este punto, pues el Código impone un control redundante al respecto.
A continuación, les dejo el artículo 67.2 del Código Estructural para su consulta.
67.2 Control de la ejecución de la inyección.
Las condiciones que habrá de cumplir la ejecución de la operación de inyección serán las indicadas en el apartado 50.4.
Se controlará el plazo de tiempo transcurrido entre la terminación de la primera etapa de tesado y la realización de la inyección.
El constructor hará, cada jornada, los siguientes controles:
– del tiempo de amasado, – de la relación agua/cemento, – de la cantidad de aditivo utilizada, – de la viscosidad, con el cono, en el momento de iniciar la inyección, – de la viscosidad a la salida de la lechada por el último tubo de purga, – de que ha salido todo el aire del interior de la vaina antes de cerrar sucesivamente los distintos tubos de purga, – de la presión de inyección, – de fugas, – del registro de temperatura ambiente máxima y mínima las jornadas que se realicen inyecciones y en las dos jornadas sucesivas, especialmente en tiempo frío.
Cada diez jornadas en que se efectúen operaciones de inyección y no menos de una vez, el constructor realizarán los siguientes ensayos:
– de la resistencia de la lechada o mortero mediante la toma de 3 probetas para romper a 28 días, – de la exudación y reducción de volumen, de acuerdo con el apartado 37.4.2.2.
El control de contraste verificará que el constructor realiza estos controles.
En el caso de sistemas de pretensado en posesión de un distintivo de calidad oficialmente reconocido, la dirección facultativa podrá eximir de cualquier comprobación experimental del control de la inyección.
Una vez inyectadas las vainas, tanto el constructor como la dirección facultativa llevarán a cabo sendas inspecciones visuales, que deben ser independientes, de las protecciones ejecutadas en los anclajes del pretensado. Se efectuarán transcurridos 7 días desde el final del curado para comprobar que todos los anclajes se encuentran adecuadamente protegidos y que no existe fisuración no controlada en el mortero empleado.
También os dejo el comentario que sobre este artículo deja el Código Estructural:
«En los cables verticales se tendrá especial cuidado en evitar los peligros de la exudación siguiendo lo indicado en el apartado 50.4.1.4″.
Figura 1. Puente de Morandi (Génova). https://commons.wikimedia.org/wiki/File:Genova_ponte_Morandi.jpg#/media/File:Genova_ponte_Morandi.jpg
La tragedia del colapso de un tramo del puente de Morandi en Génova (Italia), el 14 de agosto de 2018, me sugiere escribir esta entrada. Se trata de explicar cómo se construyen los puentes atirantados cuando los tirantes se fabrican «in situ». Como se puede ver, la técnica usada en los puentes atirantados de Morandi, si bien fue novedosa en su tiempo, en este momento es una técnica que no se utiliza en la construcción de este tipo de estructuras.
Un puente atirantado consiste en un tablero soportado por cables rectos e inclinados, llamados tirantes, que se fijan en los mástiles. Existen multitud de tipos de tirantes, unos formados por barras, otros por hilos paralelos, otros por torones y por último el cable cerrado. Sin embargo, el sistema de tirante de torones es el que se está imponiendo debido a sus ventajas en cuanto a anclaje y protección contra la corrosión. Solo el tirante de cable cerrado, el más antiguo de los sistemas, aún convive con el sistema de torones, si bien están en desuso debido a su menor capacidad de carga y mayor precio.
Los tirantes pueden dividirse en dos grandes grupos atendiendo a su montaje, los fabricados “in situ” y los prefabricados.
Aunque ya no se recurre al sistema de montaje de tirantes «in situ», vamos a describir aquí las distintas formas de fabricar en obra tirantes compuestos. Así, en el puente japonés de Toyosato-Ohashi los tirantes se montan hilo a hilo, de forma parecida a los cables de los puentes colgantes. También se pueden hacer los tirantes con hormigón pretensado, como los utilizados por Morandi en sus puentes. Otro procedimiento sería enfilar los tirantes torón a torón dentro de una vaina de polietileno para inyectar posteriormente lechada de cemento. El principal problema de este procedimiento es el hormigón, puesto que los cables se montan fácilmente.
Figura 2.Puente de Toyosato-Ohashi (Japón). By Nkns (Nkns took a photograph.) [GFDL (http://www.gnu.org/copyleft/fdl.html), CC-BY-SA-3.0 (http://creativecommons.org/licenses/by-sa/3.0/) or CC BY-SA 2.1 jp (https://creativecommons.org/licenses/by-sa/2.1/jp/deed.en)], via Wikimedia Commons
Sin embargo, la forma actual de construir tirantes en obra es con vaina inyectada, pues no sólo es más fácil de montar, sino que puede utilizarse cualquier tipo y tamaño de tirante, siendo un procedimiento económico. Las vainas más usadas hoy en día son de polietileno, por su facilidad de montaje, si bien las metálicas permiten la inyección de una sola vez al admitir mayores presiones.
Figura 3. Puente General Urdaneta, sobre el lago Maracaibo (Venezuela). By The Photographer – Own work, CC0, https://commons.wikimedia.org/w/index.php?curid=29236260
Se pueden utilizar dos procedimientos diferentes en el caso de la construcción de tirantes “in situ” con vaina inyectada. Se pueden anclar los cables a la torre y al tablero, o bien se pueden hacer pasar los cables por una silla en la torre. En el primer caso, es fácil enfilar los cables, pero se complica el diseño de la torre por el cruce de vainas y el alojamiento de los anclajes.
Tras situar la vaina, se enfilan los cables en su interior subiendo la bobina del cable por encima del anclaje superior. Mediante una enfiladora se lleva el cable hasta el anclaje inferior. Después se corta el cable a la salida de la bobina y se fija al anclaje superior. Se le da una tensión mínima para garantizar que todos los cables lleven la misma tensión. Tras el enfilado, se tensa el tirante del conjunto de cables o tirando hilo a hilo, siendo más cómodo tesar desde lo alto de la torre. Por último, se inyectan los anclajes mediante resina y a continuación se inyecta la vaina mediante lechada de cemento. En el puente de Sama de Langreo se retesaron los tirantes desde la torre, mientras que en el de Barrios de Luna, se hizo desde el tablero.
Si se pasan los cables por una silla en la torre, formada por un tubo curvo, los cables se empujan desde un anclaje hasta llegar al otro, o bien mediante un cable piloto que tire de uno o varios cables.
Como resumen de lo anterior, se puede comprobar cómo el sistema utilizado por Morandi en la construcción del puente de Génova no se utiliza en la actualidad. Con todo, la tragedia de este puente nos debe hacer reflexionar sobre la necesidad de destinar recursos suficientes al mantenimiento y monitorización de las infraestructuras críticas (puentes, carreteras, presas, edificios, etc.).
Uno de los ingenieros que más contribuyó al desarrollo del hormigón armado, y que tuvo una actuación más destacada en el origen y desarrollo del hormigón pretensado, fue el francés Freyssinet. Sin embargo, no fue hasta después de la Segunda Guerra Mundial cuando los puentes viga de hormigón pretensado adquirieron toda su potencia y desarrollo. El hormigón pretensado ha demostrado sus ventajas económicas y técnicas tanto para puentes de luces medias (vigas prefabricadas, por ejemplo), como en grandes luces (puentes empujados y atirantados, entre otros). El récord de luz mundial para un puente cajón de hormigón pretensado es de 330 m en Shibanpo (China), terminado en 2005.
Tal es la importancia de que el proceso constructivo de un puente sea sencillo y económico, que los puentes viga se clasifican en función de dichos procedimientos. En general se pueden construir los puentes “in situ”, con piezas prefabricadas, o de una forma mixta. Además, salvo que el puente sea muy pequeño, los puentes viga se construyen por partes, o bien en subdivisiones longitudinales (vigas independientes que se unen mediante una losa, por ejemplo) o en subdivisiones transversales (dovelas de sección completa, que dan lugar a una gran variedad de métodos constructivos).
Los procedimientos constructivos de los puentes viga de hormigón pretensado pueden clasificarse en: (a) construcción sobre cimbra, (b) construcción por voladizos sucesivos, y (c) construcción por traslación horizontal o vertical.
Os dejo a continuación un pequeño vídeo explicativo al respecto.
Los forjados de losa postesa o forjados postensados son forjados que han sido elaborados mediante la técnica de tesar cables de acero (armadura activa), después del fraguado del hormigón y cuando este ha alcanzado una resistencia suficiente para soportar las tensiones provocadas por dicho tesado. Se requieren hormigones y aceros de alta resistencia. Como consecuencia del trazado curvo de los tendones también aparecen fuerzas de desviación que pueden llegar a equilibrar el peso propio de la estructura, las cargas muertas e incluso parte de las sobrecargas. Existen dos variantes de la técnica: armadura postesa adherente y armadura postesa no adherente. Para forjados de edificación se suelen emplear armadura no adherente, por lo estricto de los cantos y por la facilidad de montaje. Este tipo de losas se utilizan en estructuras de edificios en altura, estructuras por debajo de la cota de rasante, cimentaciones por losa, parkings, puentes, depósitos, estructuras de edificaciones industriales, etc.
http://www.edingaps.com
Algunas de las ventajas del uso de estos sistemas son las siguientes:
Reducción de los materiales de construcción (hasta un 40% de hormigón y un 75% de acero).
La reducción de peso de la estructura permite reducir el espesor y el armado de la losa de cimentación.
Aumento de altura libre entre plantas al reducir a la mitad el canto de la losa comparado con un forjado tradicional.
Continuidad estructural que permite un menor número de juntas de hormigonado y dilatación, así como una mayor integridad estructural.
Reducción considerable del número de pilares y aumento de los vanos.
Evita la aparición de fisuras y es impermeable al estar el hormigón comprimido.
A continuación os dejo algunos vídeos explicativos.
 ¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.
¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.