 Aún está fresca la tinta del último libro que acabo de publicar. Como he señalado en otras ocasiones, mi mayor aspiración es culminar una «Enciclopedia de la ingeniería de la construcción» antes de jubilarme. Es un proyecto de enorme envergadura que, en los tiempos que corren, puede parecer incluso una rareza, pues el actual sistema de evaluación del profesorado universitario concede escaso reconocimiento a este tipo de obras, privilegiando casi exclusivamente los artículos científicos. Aun así, inspirado por el legado de los grandes catedráticos que han marcado el rumbo de nuestra profesión, continúo dedicando, con la humildad de quien sabe que siempre queda mucho por aprender, una parte esencial de mi tiempo a este ilusionante desafío.
Aún está fresca la tinta del último libro que acabo de publicar. Como he señalado en otras ocasiones, mi mayor aspiración es culminar una «Enciclopedia de la ingeniería de la construcción» antes de jubilarme. Es un proyecto de enorme envergadura que, en los tiempos que corren, puede parecer incluso una rareza, pues el actual sistema de evaluación del profesorado universitario concede escaso reconocimiento a este tipo de obras, privilegiando casi exclusivamente los artículos científicos. Aun así, inspirado por el legado de los grandes catedráticos que han marcado el rumbo de nuestra profesión, continúo dedicando, con la humildad de quien sabe que siempre queda mucho por aprender, una parte esencial de mi tiempo a este ilusionante desafío.
En este caso, se trata de un Manual de Referencia (revisado por el sistema doble ciego) de la Universitat Politècnica de València. Se trata de un libro de 452 páginas, con 214 ilustraciones y 200 preguntas de autoevaluación, titulado «Fabricación y puesta en obra del hormigón». Su referencia es el número 441 y, si os interesa, lo podéis conseguir en este enlace: https://www.lalibreria.upv.es/portalEd/UpvGEStore/control/product?product_id=441-5-1
Sin embargo, no me he podido resistir a compartir el prólogo que he escrito para este libro y que, además de presentarlo, sirve como reflexión sobre la docencia de la asignatura «Procedimientos de Construcción», actualmente impartida en los grados de ingeniería civil y de ingeniería de obras públicas de la Escuela Técnica Superior de Ingeniería de Caminos, Canales y Puertos de Valencia.
Prólogo
La docencia de una asignatura como Procedimientos de Construcción conlleva una dificultad singular: no se trata solo de explicar conceptos, sino de enseñar cómo se ejecutan realmente las obras, lo que implica abordar no solo las fases constructivas, sino también aspectos esenciales como el conocimiento de la maquinaria y los medios auxiliares, la seguridad y salud, el impacto ambiental y, sobre todo, los fundamentos técnicos necesarios —geotecnia, resistencia de materiales, mecánica, cálculo de estructuras, gestión empresarial, planificación y economía— que permiten seleccionar el proceso constructivo más adecuado para cada caso.
Además, todo ello debe transmitirse a estudiantes cuya experiencia directa en obra es, en la mayoría de los casos, escasa o inexistente. Entonces surge una pregunta inevitable: ¿cómo llevar la obra al aula?
Es evidente que nada sustituye a la experiencia directa. Las visitas a obras y las prácticas en empresa resultan imprescindibles para la formación del futuro profesional. Sin embargo, aun siendo necesarias, no son suficientes para adquirir las competencias y la visión global que exige el ejercicio de la ingeniería.
La dificultad aumenta cuando estas asignaturas se imparten en los primeros cursos del grado. En planes de estudio anteriores, Procedimientos Generales de Construcción y Organización de Obras se cursaba en los últimos años, incluso en paralelo con la asignatura de Proyectos. Esto permitía al estudiante integrar los conocimientos adquiridos y comprender con mayor profundidad la lógica constructiva. Pero independientemente del momento en que se imparta, el reto de acercar la realidad de la obra al estudiante sigue siendo el mismo.
Recuerdo cuando cursé esta asignatura en el cuarto curso de Ingeniería de Caminos, Canales y Puertos, en 1986. El profesor D. Hermelando Corbí Abad utilizaba entonces todos los recursos disponibles: proyector de opacos, fotografías que circulaban de mano en mano, catálogos de maquinaria y de empresas y, sobre todo, mucha pizarra. Tomábamos apuntes con esmero y disponíamos de textos mecanografiados que nos servían de guía. Las clases se complementaban con numerosas visitas a obras y excursiones técnicas que no solo ampliaban nuestros conocimientos, sino que también fortalecían el compañerismo y alimentaban nuestra vocación por esta apasionante profesión.
Cuando en 1994 comencé a impartir la asignatura, ya como profesor asociado y tras varios años de experiencia en los sectores público y privado, recurrí a los medios que entonces estaban a nuestro alcance: vídeos en VHS, transparencias, fotografías y catálogos. Las visitas a obra seguían siendo un pilar fundamental. No obstante, el problema persistía. Las técnicas constructivas evolucionaban con rapidez y la maquinaria y los medios auxiliares cambiaban a un ritmo que resultaba difícil de seguir con los recursos disponibles.
La llegada de los ordenadores personales, las presentaciones digitales y, sobre todo, de internet y de la inteligencia artificial supusieron un punto de inflexión. Con el cambio de milenio, la información comenzó a multiplicarse exponencialmente. Las fotografías, los vídeos y los documentos se acumulaban en el disco duro sin un orden claro. Era necesario estructurar y sistematizar todo el material.
El 5 de marzo de 2012 inicié una bitácora digital con el propósito de organizar esa información dispersa. Así nació el «Blog de Víctor Yepes», concebido inicialmente como una herramienta personal de organización y que pronto se convirtió en un recurso abierto para estudiantes y profesionales. La posibilidad de estructurar contenidos en entradas, incorporar material gráfico, enlazar documentos y facilitar el acceso permanente a la información transformó por completo mi forma de enseñar. Los estudiantes podían no solo repasar lo explicado en clase, sino también profundizar y ampliar sus conocimientos de forma autónoma. Con el tiempo, el blog se ha ampliado hasta convertirse en un repositorio dinámico y extenso de contenidos sobre la construcción, con más de 2400 artículos dedicados a la ingeniería de la construcción.
El siguiente paso fue natural: depurar, revisar y sistematizar ese material para convertirlo en textos docentes estructurados. Así surgieron los Manuales de Referencia, editados por la Universitat Politècnica de València, entre los cuales se enmarca la presente obra.
Este libro es fruto de un esfuerzo de recopilación, ordenación y actualización del conocimiento, con el objetivo de ofrecer un recurso integral y actualizado tanto para estudiantes como para profesionales. Cada generación de docentes tiene la responsabilidad de renovar y mantener actualizados los contenidos de sus asignaturas, incorporando los avances técnicos y normativos. Las leyes y reglamentaciones que afectan a las estructuras y medios auxiliares evolucionan con el tiempo, por lo que en estas páginas se han destacado especialmente los principios fundamentales, aquellos que permanecen más allá de los cambios coyunturales.
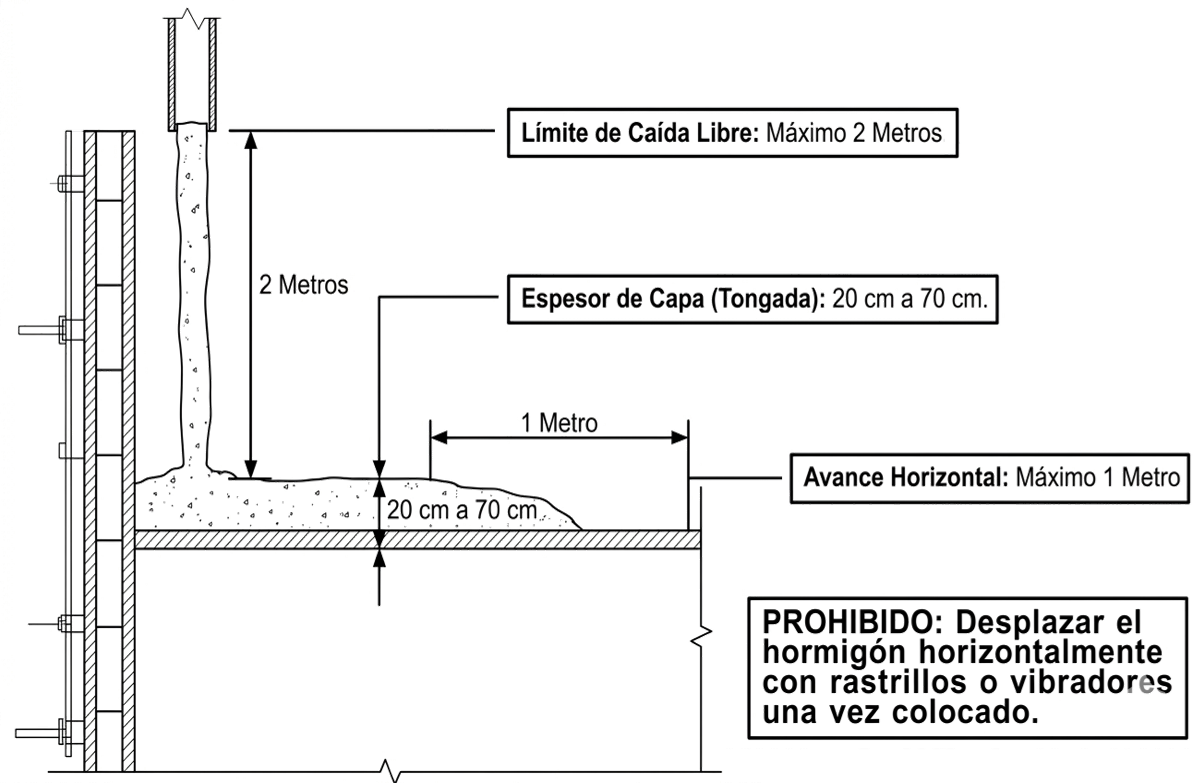
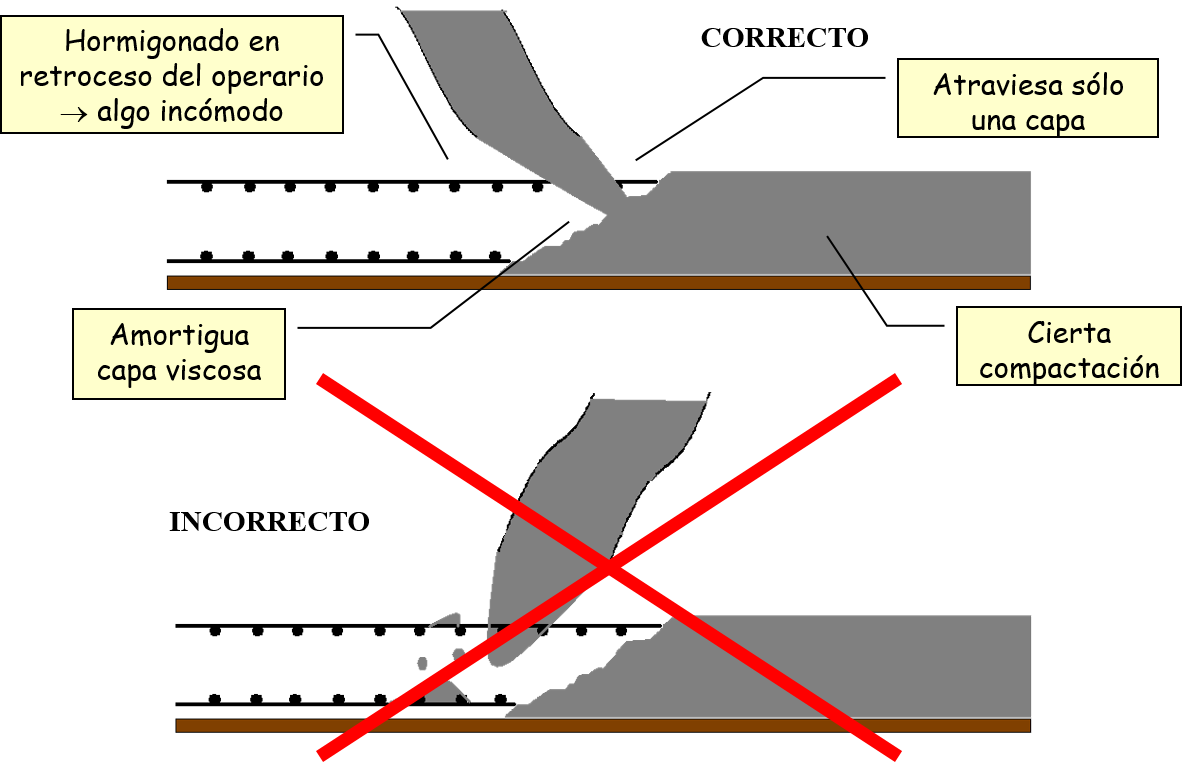
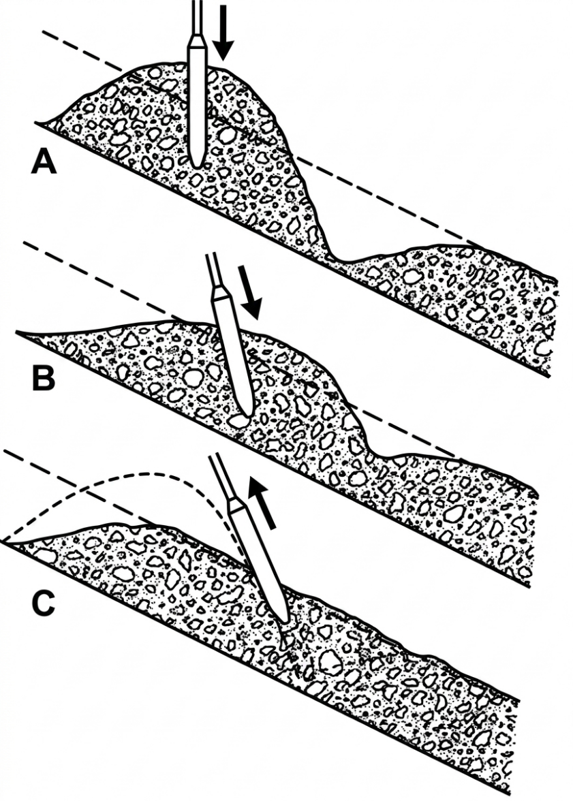
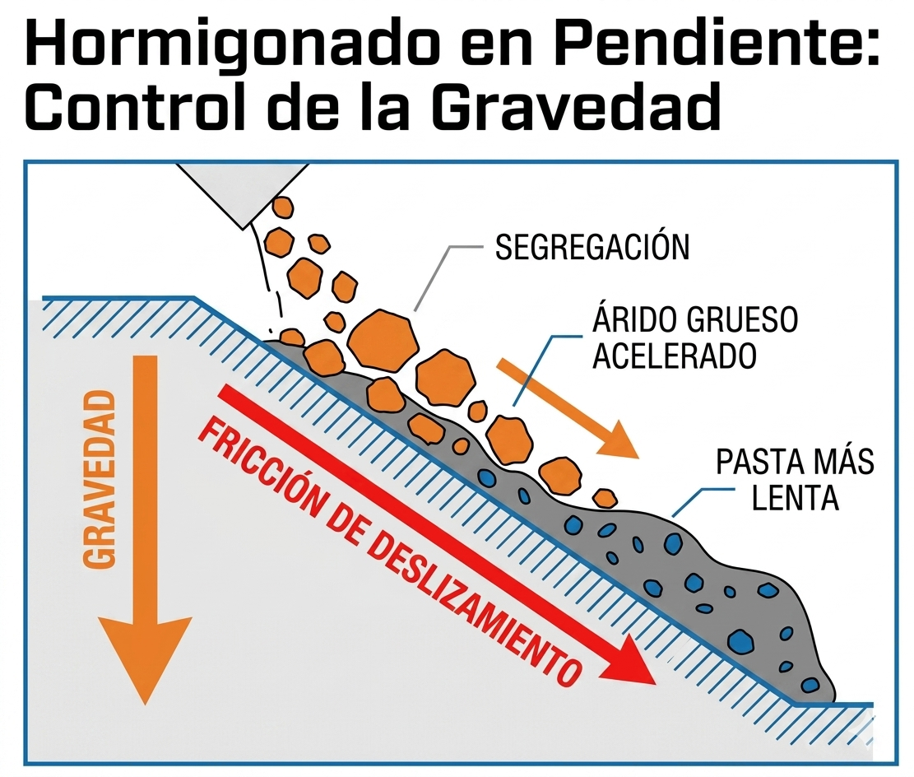
La fabricación y la puesta en obra del hormigón constituyen una fase decisiva en el proceso constructivo, pues de ellas depende que las prestaciones previstas en el proyecto se materialicen correctamente en la obra. A diferencia de las asignaturas de materiales, centradas en la caracterización y las propiedades del hormigón, o de las de cálculo de estructuras, orientadas a su dimensionamiento, este ámbito se ocupa de los procesos reales de dosificación, transporte, vertido, compactación, curado y control. En definitiva, es el puente entre la teoría y la realidad física que garantiza la durabilidad, la seguridad y la calidad final de la estructura.
La naturaleza práctica de esta obra responde a la necesidad de cubrir un vacío editorial. Aunque existen excelentes textos sobre geotecnia, resistencia de materiales, cálculo de estructuras o hidráulica, son escasas las publicaciones que abordan con suficiente profundidad y actualidad los procedimientos constructivos, la maquinaria y los medios auxiliares que hacen posible materializar los proyectos.
Una de las mayores dificultades a la hora de elaborar este libro ha sido la recopilación y selección del material gráfico, indispensable para comprender adecuadamente los elementos descritos. En el ámbito de la construcción, la imagen no es un simple complemento, sino una herramienta fundamental para el aprendizaje.
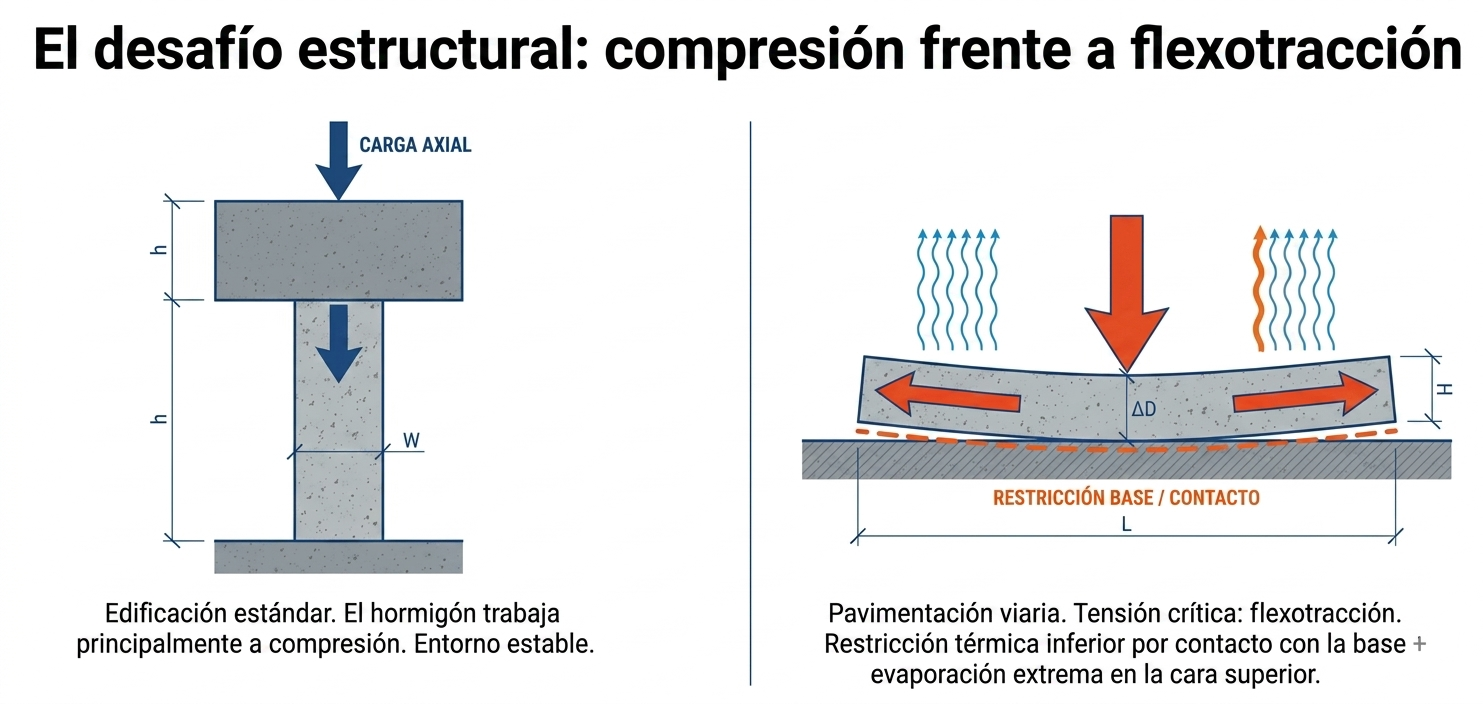
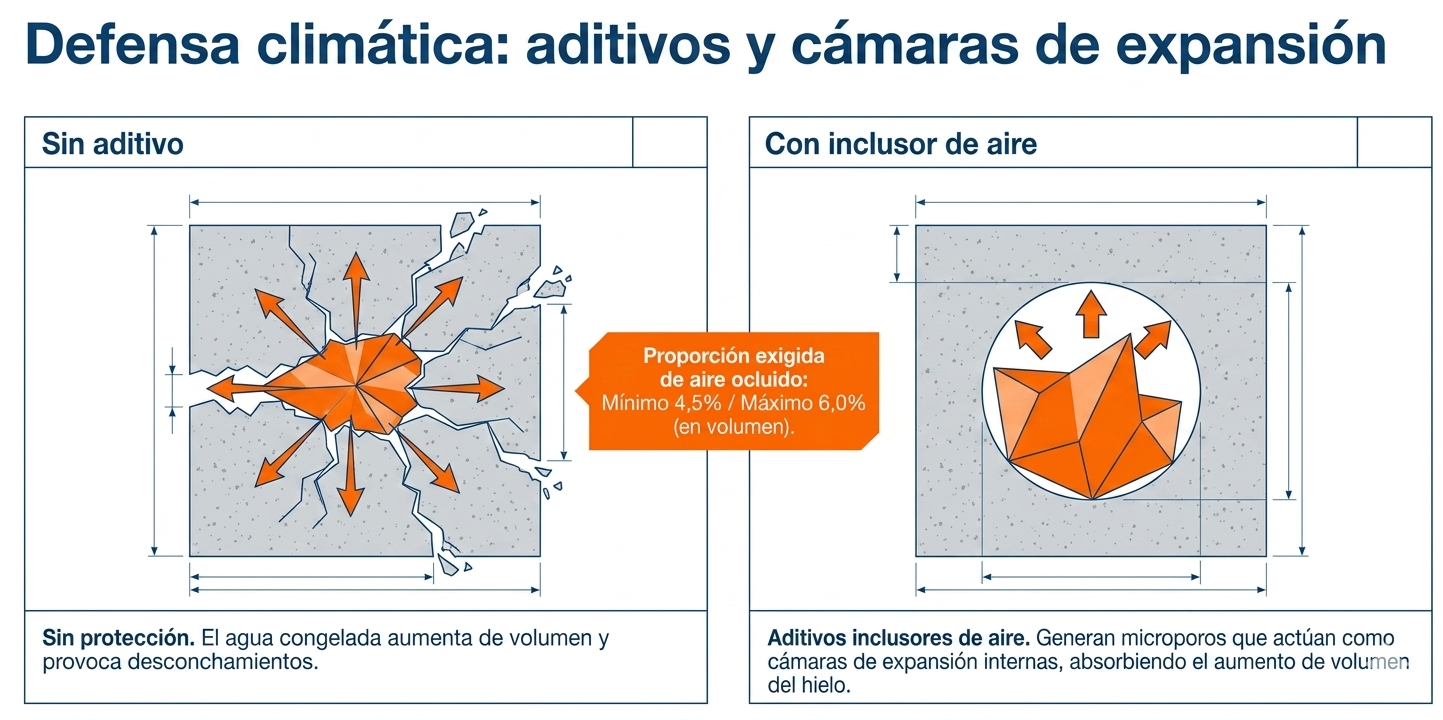
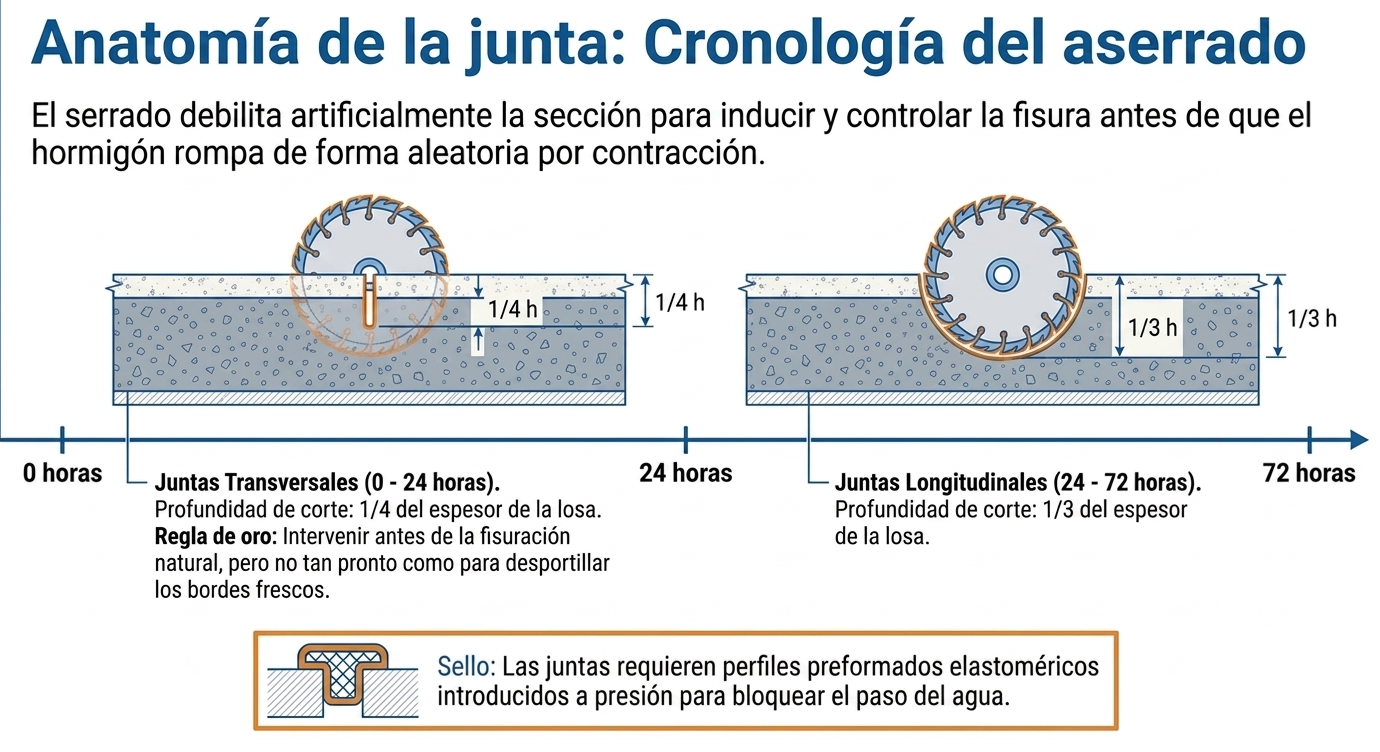
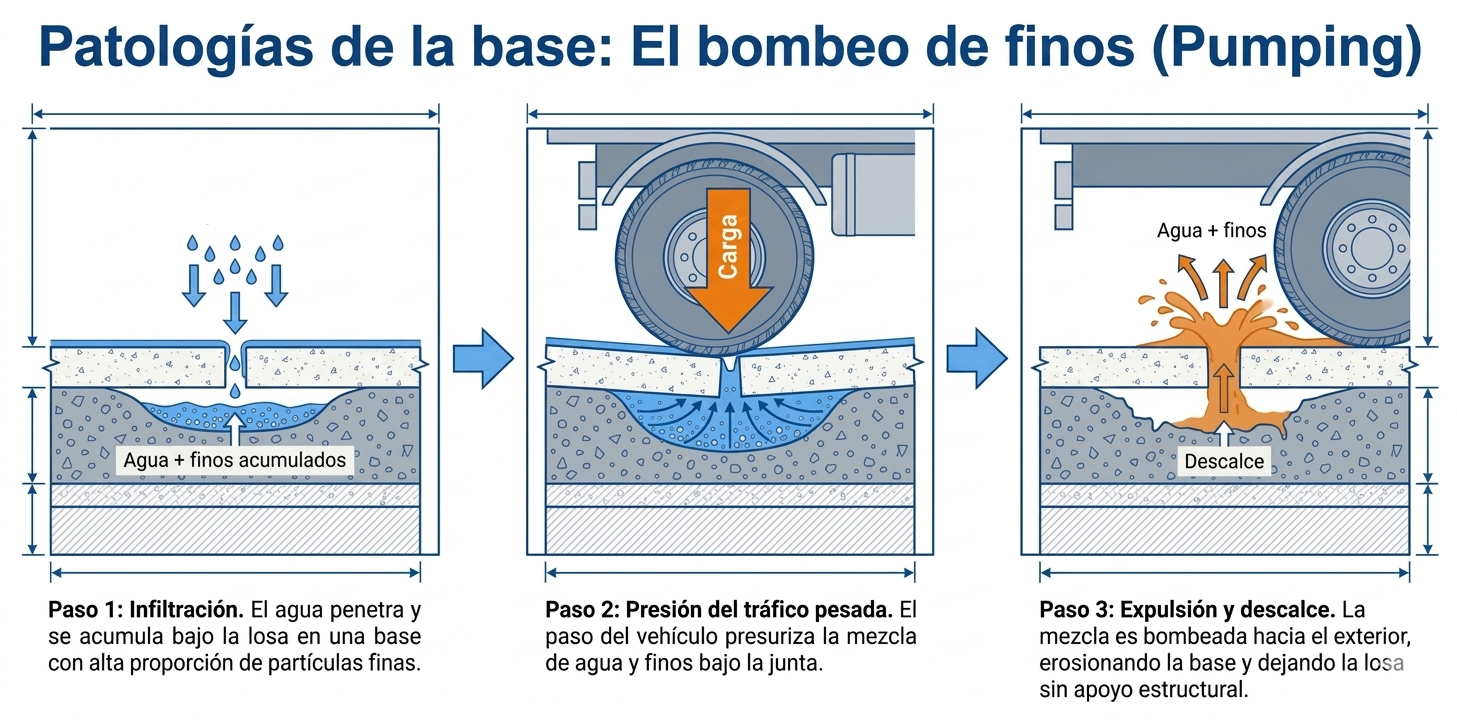
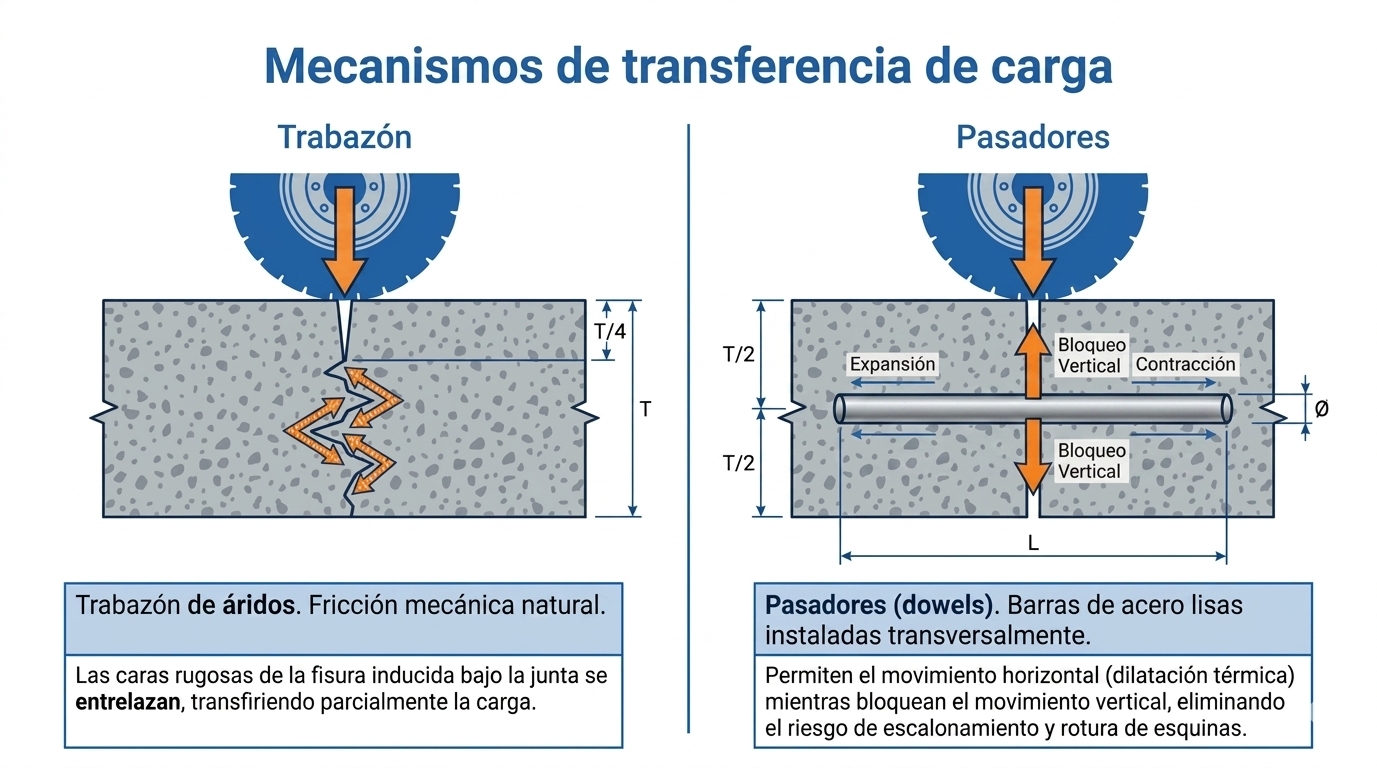
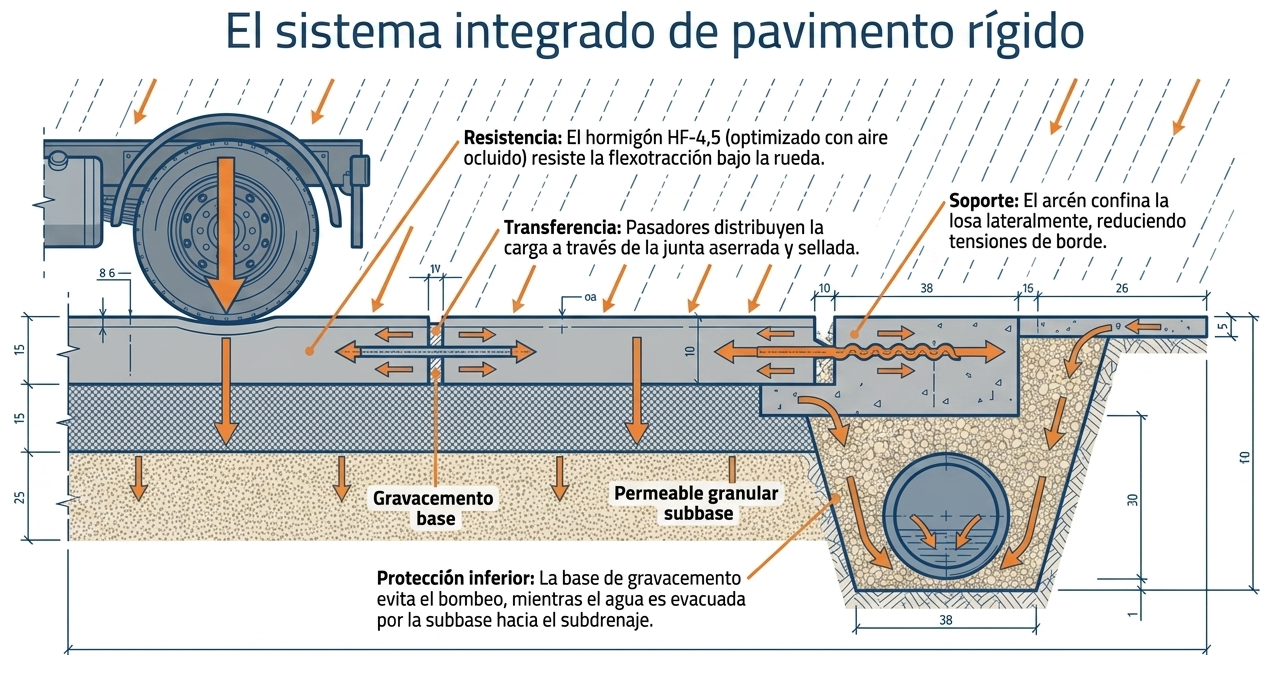
El libro está organizado en capítulos que abordan de forma sistemática la fabricación del hormigón, incluidos sus procesos y la maquinaria empleada, su transporte y vertido en obra, las operaciones de compactación y curado, así como las técnicas de reparación. También se dedica un apartado específico a los hormigones especiales y un capítulo final a los pavimentos de hormigón empleados en carreteras. La obra se completa con referencias bibliográficas y una serie de preguntas tipo test, con respuestas incluidas, para que el lector pueda evaluar su comprensión. Un índice temático final facilita la localización rápida de los contenidos.
El reto de esta obra ha consistido en integrar información dispersa, combinar técnicas tradicionales con otras plenamente actuales y describir maquinaria que, año tras año, deja obsoletos los modelos anteriores. Es posible, e incluso deseable, que dentro de algunos años parte de lo aquí expuesto se convierta en testimonio de una etapa superada por la robotización, la inteligencia artificial, los gemelos digitales y otras tecnologías emergentes que transformarán profundamente nuestra forma de concebir y ejecutar las obras.
Aunque se ha realizado una revisión minuciosa del manuscrito, es posible que persista alguna errata propia de una primera edición. Asumo la responsabilidad por cualquier error u omisión y agradezco de antemano las sugerencias que contribuyan a mejorar futuras ediciones.
A partir de este momento, el libro deja de pertenecer a su autor y pasa a ser del lector. Espero que estas páginas sirvan de ayuda a estudiantes y profesionales en su acercamiento al apasionante mundo de la construcción y, en particular, al desafío diario que supone la fabricación y la puesta en obra del hormigón para hacer realidad cada proyecto.
Valencia, mayo de 2026.
Referencia:
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.