Es una estampa habitual en nuestras ciudades: un camión con un enorme tambor giratorio que avanza con parsimonia hacia una obra. Para la mayoría, no es más que un vehículo pesado de transporte. Sin embargo, bajo esa apariencia ruda se esconde un laboratorio rodante. Desde el punto de vista de la ingeniería civil, estos vehículos no son solo camiones, sino fábricas químicas en movimiento diseñadas para que el material más utilizado del mundo, el hormigón, llegue con las propiedades exactas necesarias para sostener nuestros puentes y edificios.
A continuación, te revelo los secretos técnicos que convierten a estos gigantes en piezas maestras de la logística constructiva.
El secreto de la capacidad variable: ¿agitador o mezclador?
Muchos ignoran que la capacidad de carga de un camión hormigonera no es fija, sino que depende de su función. El camión puede funcionar como agitador o como mezclador, y en cada caso la carga útil permitida varía.
- Como mezcladora, recibe los componentes secos y el agua de amasado directamente en la central de dosificación. Durante el trayecto, el camión debe realizar el amasado completo. En este caso, su capacidad es menor (por ejemplo, 6,6 m³), ya que se requiere espacio libre en la cuba para que los materiales choquen, caigan y se integren perfectamente.
- Como agitador, recibe el hormigón ya amasado en planta. Su única función es mantenerlo fluido y evitar la segregación. En este caso, puede aprovechar mucho mejor su volumen y alcanzar capacidades de hasta 8 m³.
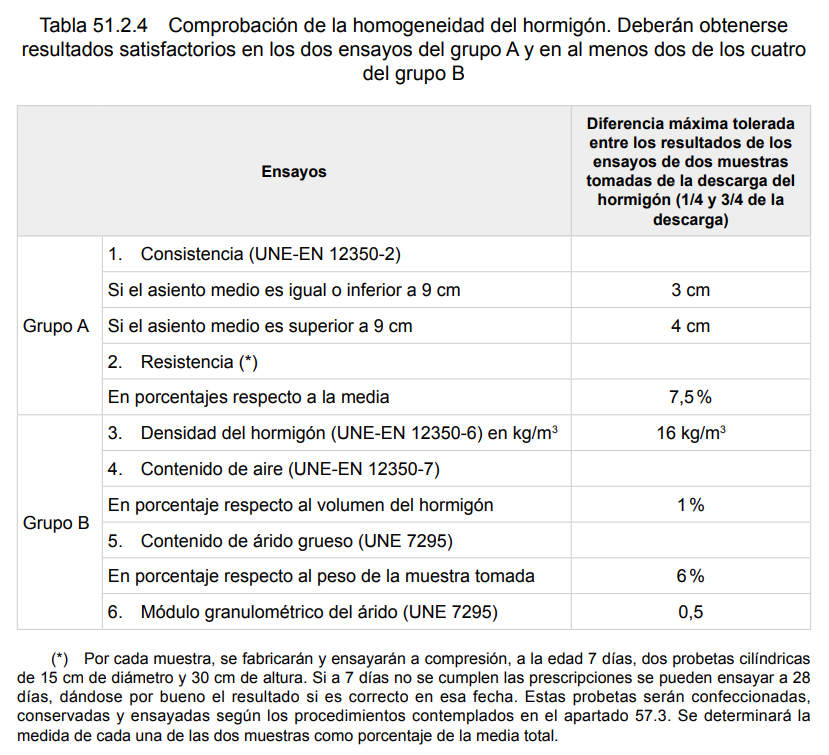
No obstante, cuando hablamos de hormigón estructural, hay que tener en cuenta algo fundamental: el Código Estructural prohíbe expresamente la adición de agua (o cualquier otra sustancia) a la masa de hormigón una vez que sale de la planta, con las cantidades exactas de cada componente, que quedan registradas en el albarán de suministro (contenido de cemento, relación agua/cemento, etc.).

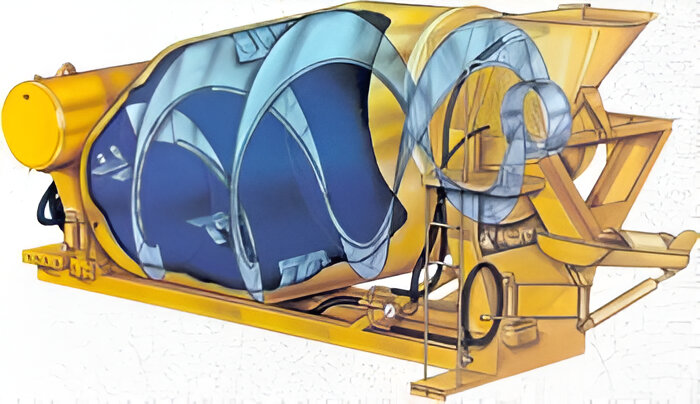
El ingenio de Arquímedes y la anatomía del tambor.
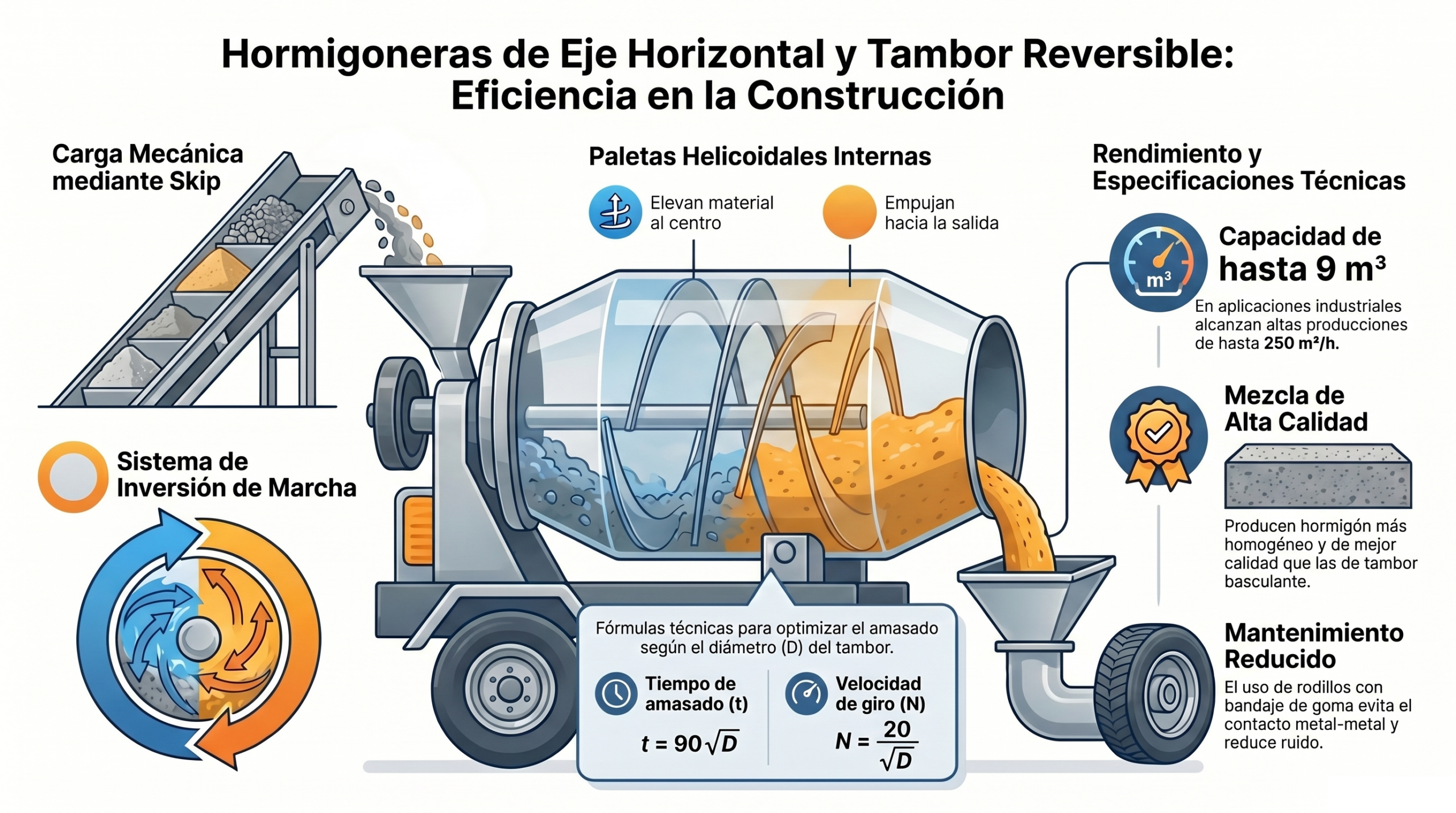
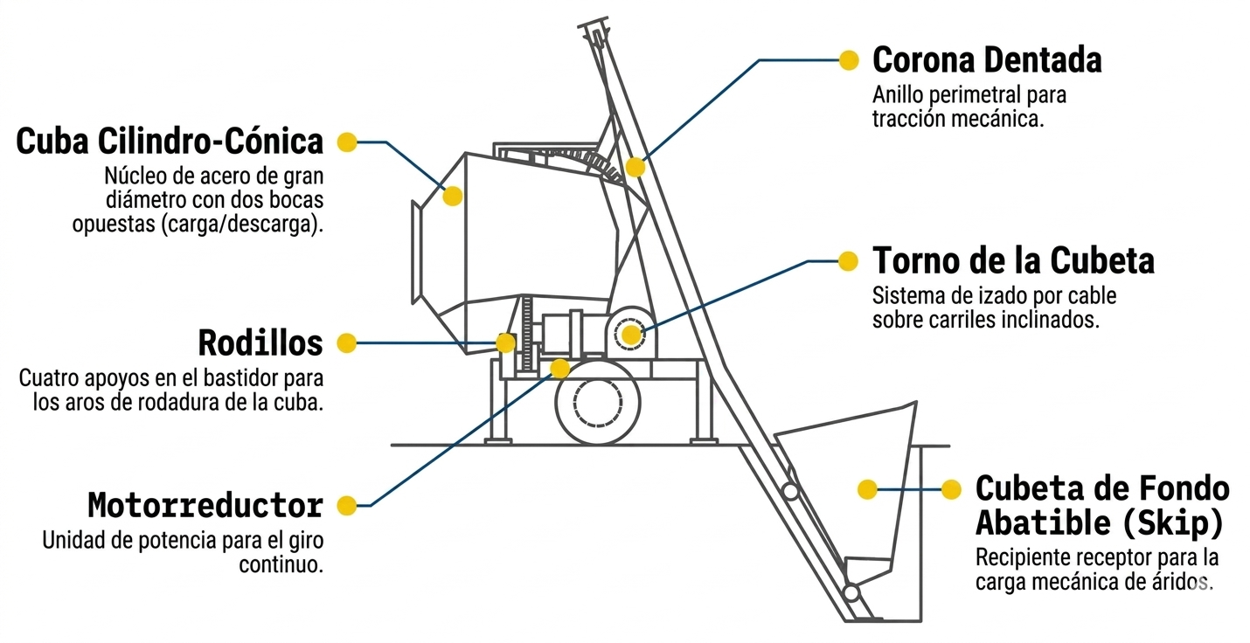
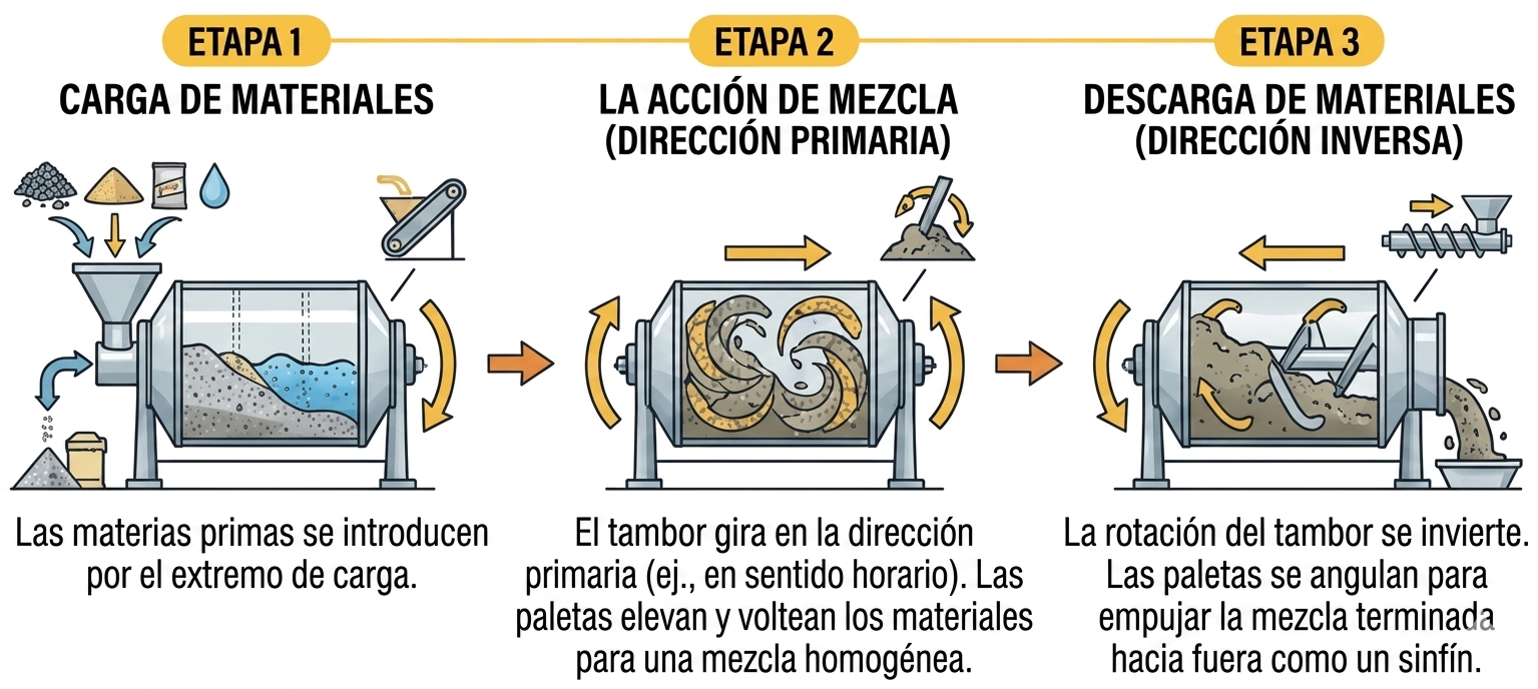
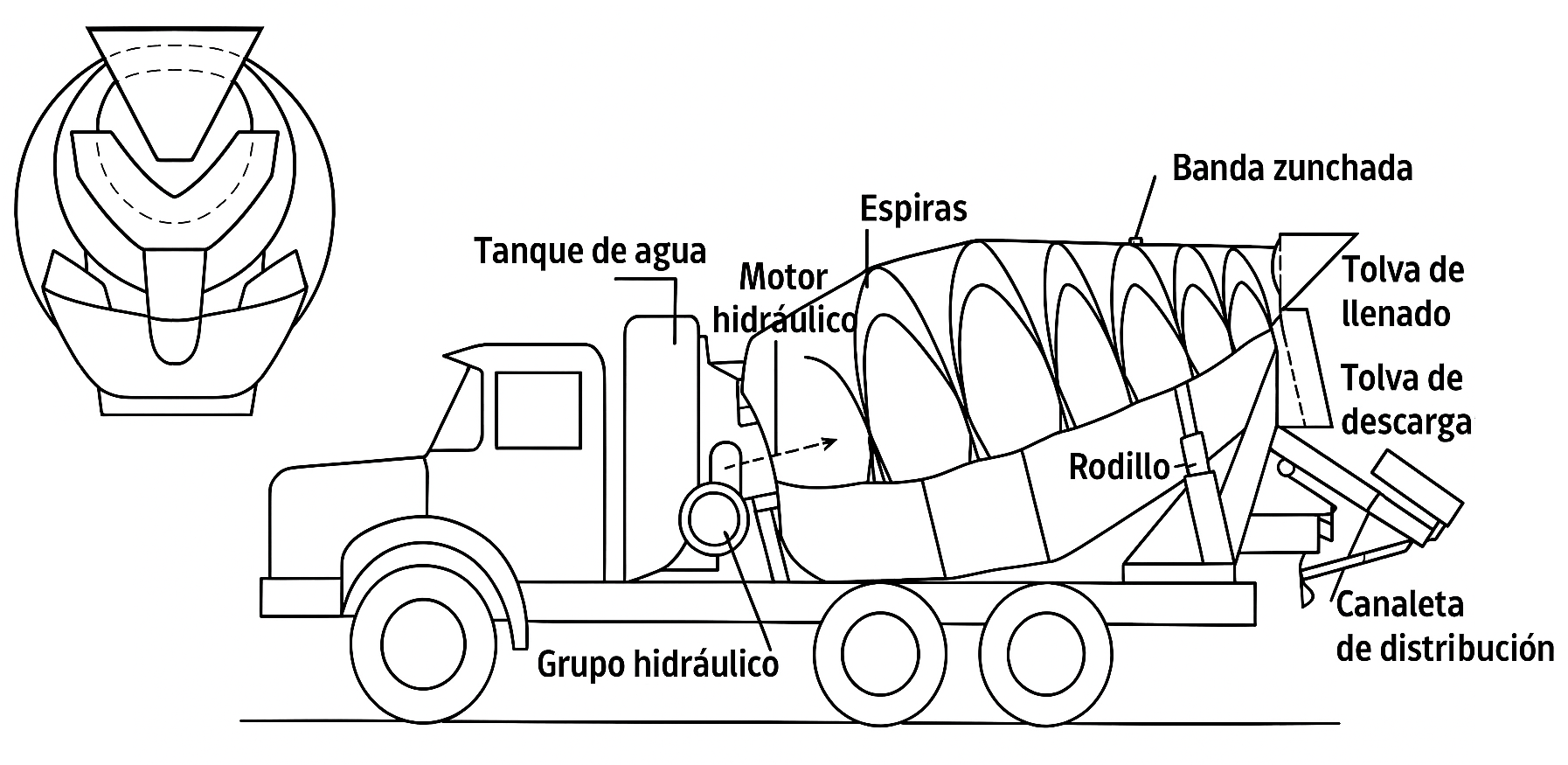
El movimiento del hormigón en la cuba no es aleatorio. La «magia» ocurre gracias a dos hileras de espirales helicoidales soldadas entre sí, que operan según el principio del tornillo de Arquímedes.
Físicamente, la cuba es una estructura cilíndrica cónica fabricada en chapa de alta resistencia al desgaste y montada con una inclinación de 15°. Para soportar las enormes fuerzas de torsión y el peso del material, el tambor descansa sobre un preciso sistema de ingeniería: una banda zunchada en la parte superior que se apoya en dos robustos rodillos y un eje inferior que gira sobre cojinetes de alta capacidad de carga. Gracias a este diseño, basta con cambiar el sentido de rotación para que el camión pase de amasar el material en el fondo a elevarlo mecánicamente hacia la tolva de descarga.
La danza de las revoluciones: el ritmo exacto del hormigón.
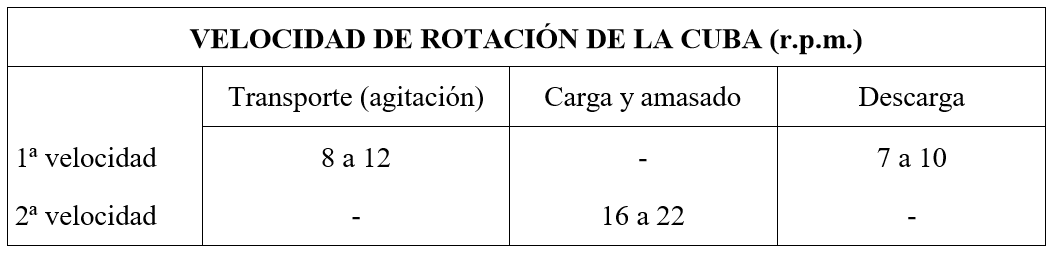
El control de la mezcla se realiza mediante el embrague de la cabina. El conductor debe gestionar tres ritmos críticos de rotación, cada uno con un propósito específico para garantizar la integridad del material:
- Carga y amasado (aproximadamente de 16 a 22 rpm): se utiliza la velocidad más alta (segunda velocidad) para integrar los componentes con rapidez tras la carga o para realizar el amasado final en la obra.
- Transporte y agitación (aproximadamente de 1 a 6 rpm): según el modelo y el manual de operación, se utiliza una velocidad lenta para mantener el hormigón en movimiento constante y evitar que se segregue o que comience el fraguado prematuramente.
- Descarga (7-10 rpm): velocidad intermedia que, al invertir el sentido de giro, garantiza un flujo constante y controlado del material hacia la canaleta de distribución.
Conviene recordar que estos valores son orientativos y pueden variar según el fabricante y el modelo del camión.
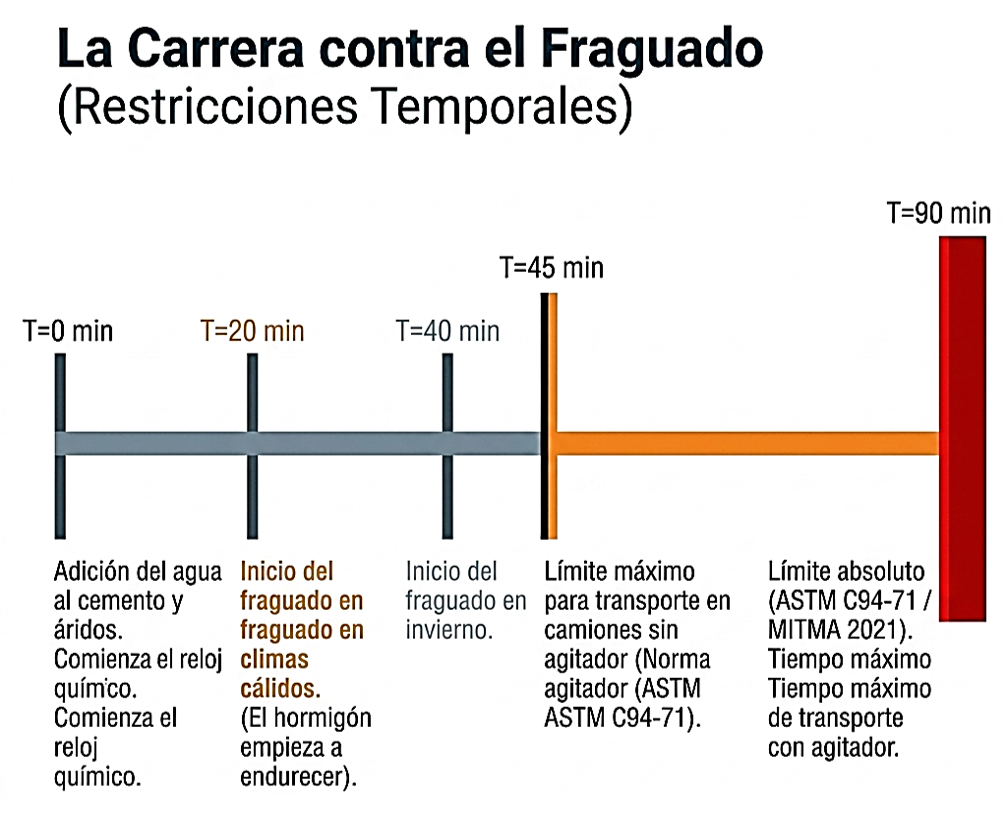
La carrera contrarreloj: la regla de los 90 minutos.
El transporte de hormigón es una lucha térmica y química.
El fraguado, entendido como el inicio del endurecimiento, no espera a nadie: en climas cálidos puede comenzar antes que en invierno, por lo que el tiempo de transporte y colocación debe controlarse con rigor.
No debe afirmarse que, cuando las distancias son largas, se añade agua al final del trayecto. El Código Estructural prohíbe expresamente añadir agua al hormigón una vez que ha salido de la planta. El depósito de agua del camión se destina principalmente a la limpieza y al lavado de los restos de hormigón al finalizar la descarga.
. La normativa es tajante al respecto:
«El Código Estructural recomienda que, en condiciones normales, el intervalo de tiempo entre la adición de agua de amasado al cemento y a los áridos y la colocación del hormigón no exceda de una hora y media (90 minutos).»
El corazón independiente: un seguro de vida contra el fraguado.
El mayor temor de un operario es que el hormigón se fragüe en la cuba por una avería del vehículo. En ese caso, la cuba se convertiría en una roca inservible de varias toneladas. Para evitar este desastre económico, la ingeniería ofrece dos sistemas de motorización con ventajas diferentes:
- Motor auxiliar independiente: un motor diésel dedicado exclusivamente a hacer girar la cuba.
- Ventaja: permite que la hormigonera siga operando aunque el camión sufra una avería, lo que ayuda a evitar que el hormigón pierda su trabajabilidad.
- Ventaja: aumenta la vida útil del motor principal del vehículo.
- Toma de fuerza: utiliza el motor del camión para accionar el tambor.
- Ventaja: reduce el consumo de combustible al emplear un único motor.
- Desventaja: requiere camiones con mayor potencia y una transmisión adecuada para el funcionamiento de la cuba.
Conclusión: la ingeniería que sostiene nuestras ciudades.
La próxima vez que veas un camión hormigonera, ya no lo verás como un simple vehículo pesado. Estarás ante una fábrica de alta precisión que combina la geometría milenaria de Arquímedes con las normativas vigentes en materia de seguridad química. Desde la chapa resistente al desgaste de su cuba hasta el control preciso de sus revoluciones, cada detalle está diseñado para garantizar que el hormigón de nuestros cimientos sea perfecto.
¿Volverás a mirar estos gigantes de acero de la misma forma ahora que conoces la física y la química que tienen lugar en su interior?
Os he grabado un vídeo del camión hormigonera. Espero que os guste.
En este audio podrás escuchar una conversación sobre el funcionamiento de esta máquina.
En este vídeo se recogen las ideas básicas sobre los camiones hormigonera.
Referencias:
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 450 pp. Ref. 441. ISBN: 978-84-1396-418-8
Cursos:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.