En el actual ecosistema corporativo, la gestión de la seguridad y salud en el trabajo (SST) suele quedar relegada al cumplimiento legal o percibirse como un centro de costes inevitable. Sin embargo, esta visión reduccionista ignora el potencial de la norma ISO 45001 como catalizador de la resiliencia operativa y de la ventaja competitiva.
Lejos de ser un manual estático de reglas técnicas, la norma ISO 45001 es un marco de gobernanza diseñado para transformar la incertidumbre en una variable gestionable. Al adoptar este enfoque sistemático, las organizaciones no solo mitigan riesgos, sino que también optimizan su rendimiento global. Ante este panorama, cabe preguntarse: ¿gestiona su organización la seguridad como una carga burocrática o como un motor de excelencia estratégica?
La seguridad no es un gasto; es el motor de la retención del talento.
Desde la consultoría estratégica, sabemos que el capital humano es el activo más difícil de replicar. La norma ISO 45001 tiene un impacto directo en la rentabilidad al reducir el absentismo y la rotación, factores que históricamente aumentan el «coste de calidad» (COQ) y erosionan la eficiencia. Un entorno seguro no solo garantiza la integridad física, sino que también fortalece la marca empleadora y la lealtad corporativa.
«Contar con una plantilla estable y comprometida que conozca los procesos y procedimientos internos supone una gran ventaja y facilita el correcto funcionamiento de cualquier negocio o empresa».
Una plantilla que se siente protegida desarrolla un profundo conocimiento técnico que se mantiene en la organización, lo que permite que el sistema de gestión funcione con la fluidez necesaria para competir en los mercados globales.
El mito del procedimiento: ¿qué estamos haciendo mal?
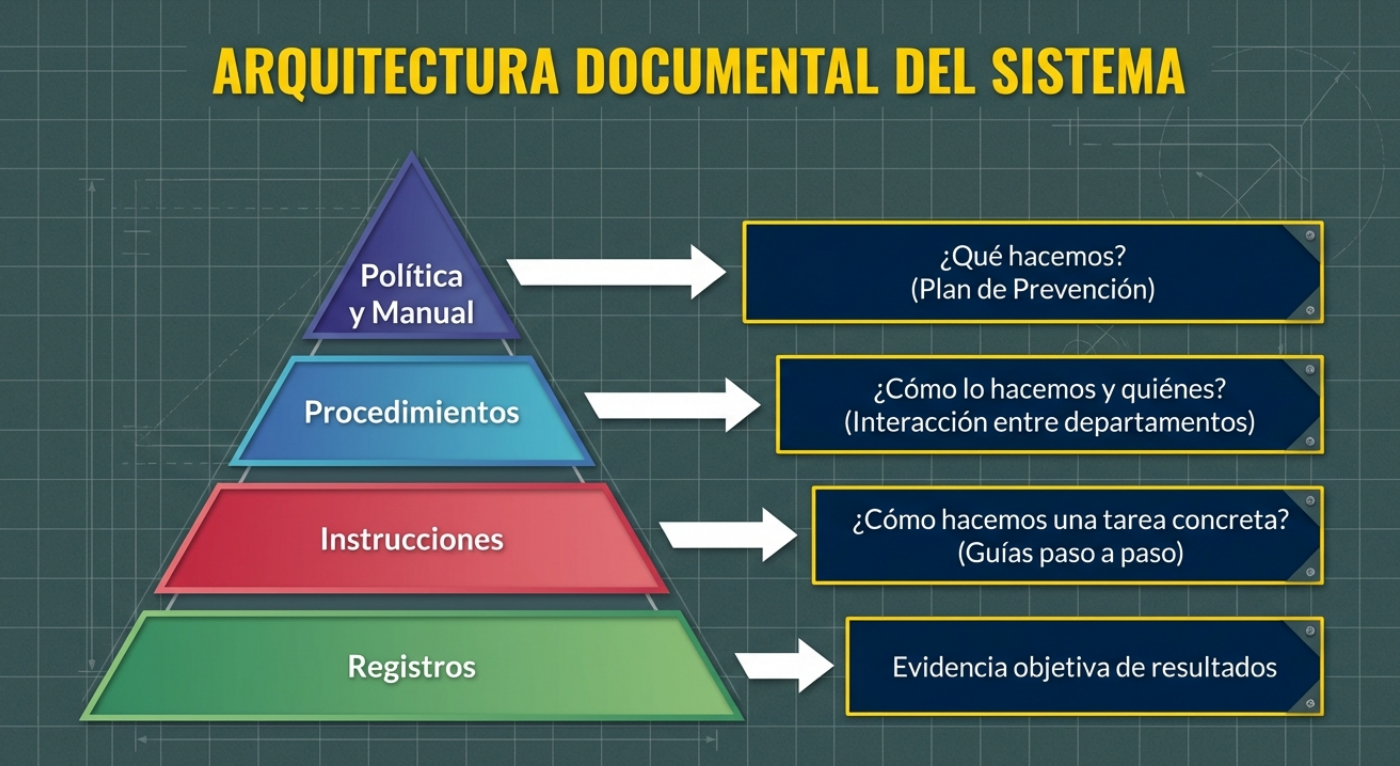
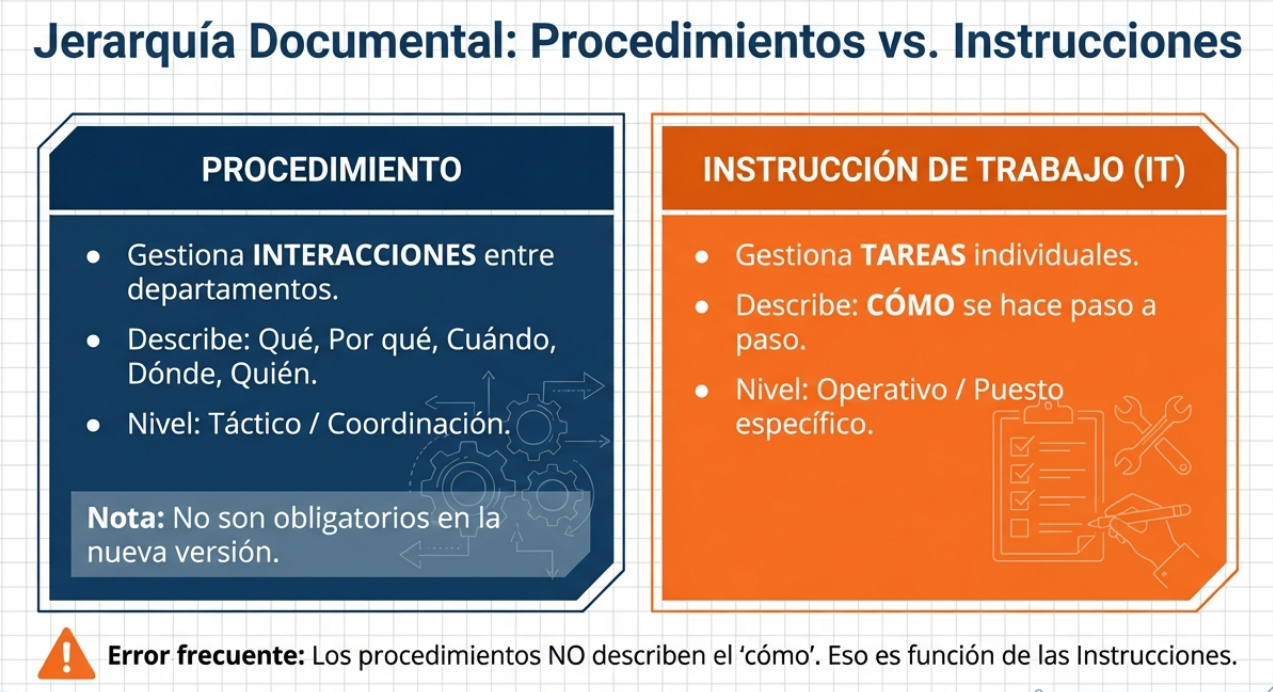
Un error frecuente que detectamos en las auditorías es la confusión entre procedimientos e instrucciones de trabajo. Para un líder empresarial, esta distinción es fundamental para reducir la fricción operativa. Los procedimientos describen la arquitectura de la gestión (el qué, el porqué, el cuándo, el quién y, fundamentalmente, el dónde), mientras que las instrucciones se reservan para el «cómo» técnico. Según la ISO 45001, los procedimientos no son obligatorios, aunque sí se recomiendan encarecidamente para dar estructura al sistema.
Para ilustrarlo, consideremos el ejemplo de la calibración de equipos de trabajo:
El procedimiento: establece que se deben identificar los equipos, enviarlos al departamento de comprobación, anotar los resultados, registrar la calibración y reintegrarlos a su uso. Establece el flujo, los plazos y quién es el responsable (fabricación vs. comprobación).
La instrucción: es el documento técnico independiente que explica paso a paso cómo manipular el sensor o ajustar el dial del equipo específico.
Un procedimiento sólido debe desglosar:
Objeto y alcance: el fin y los límites de aplicación.
Definiciones: claridad terminológica para evitar ambigüedades.
Responsabilidades: asignación de funciones y responsabilidades.
Desarrollo: descripción secuencial de las acciones.
Referencias y anexos: formatos que, una vez cumplimentados, se convierten en registros y en evidencia objetiva.
Integración total: la norma que «habla» con el resto de tu empresa.
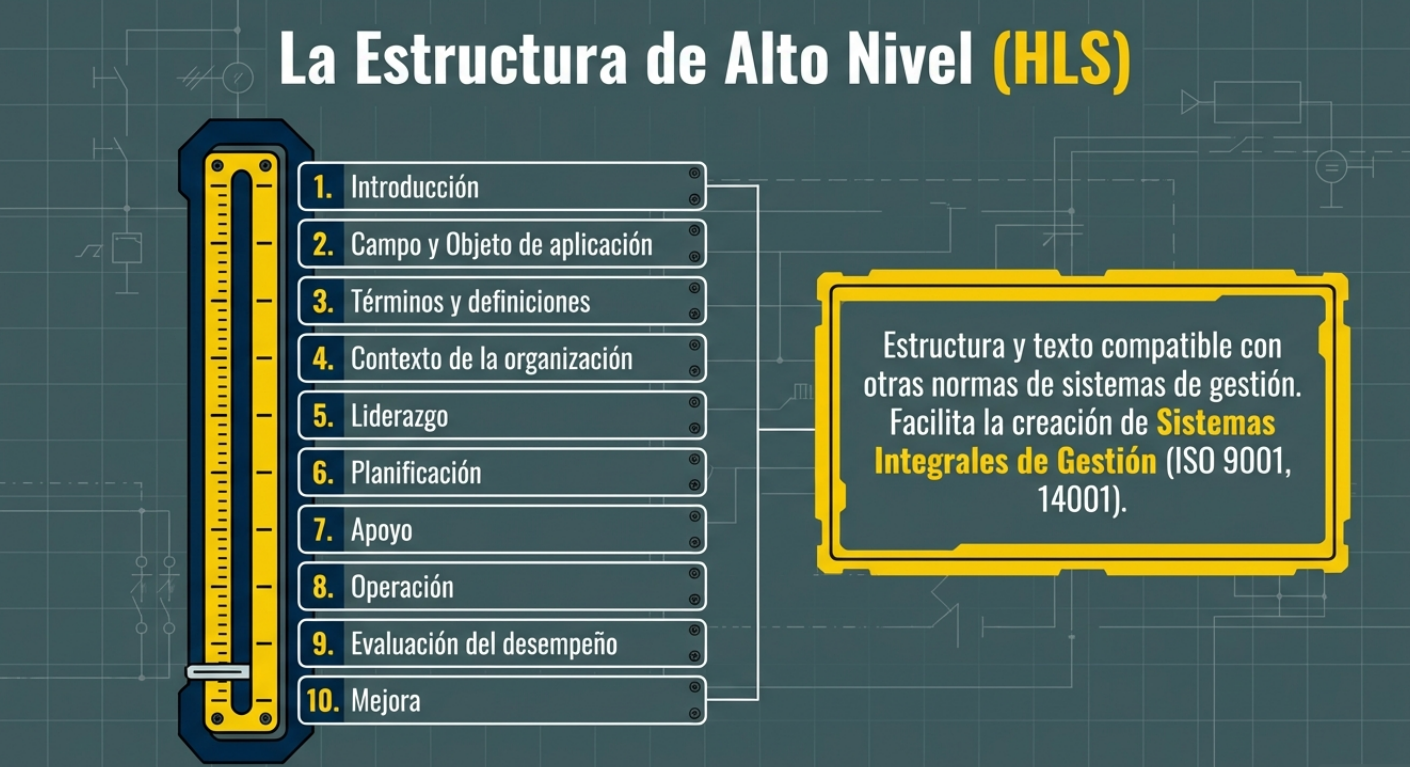
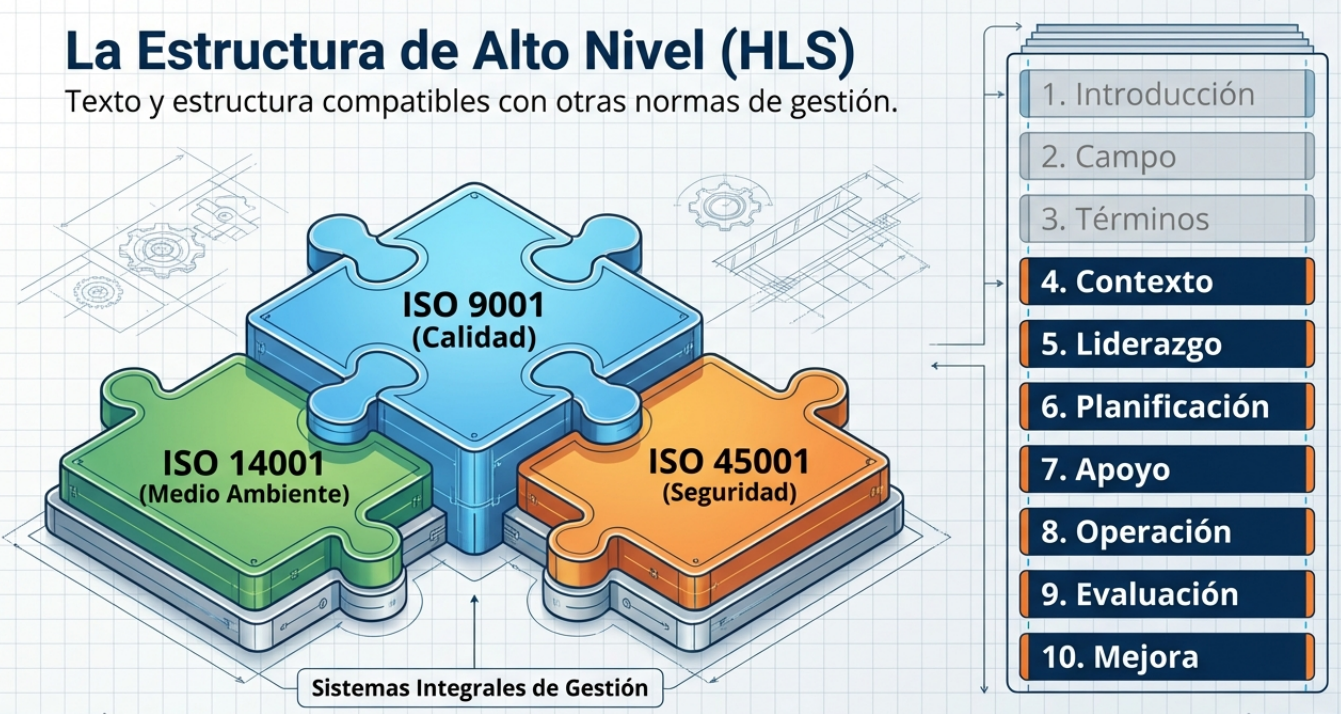
La ISO 45001 utiliza una Estructura de Alto Nivel (HLS), lo que permite una compatibilidad absoluta con las normas ISO 9001 (calidad) e ISO 14001 (medio ambiente). Esta convergencia es una herramienta poderosa para eliminar los «silos» organizativos y reducir la burocracia duplicada mediante sistemas integrales de gestión.
Desde una perspectiva estratégica, esta norma no solo mejora la eficiencia interna, sino que también puede ser certificada por una tercera parte. La obtención de un certificado con reconocimiento internacional proyecta una imagen de solidez y compromiso ante inversores y clientes internacionales, convirtiendo la prevención en un activo reputacional que facilita la apertura de nuevos mercados.
Peligro frente a riesgo: una distinción que salva vidas (y presupuestos).
La precisión técnica en la gestión del riesgo es lo que separa a una empresa reactiva de una excelente. Entender la incertidumbre es clave para la planificación.
Peligro: es la fuente, situación o circunstancia con un potencial intrínseco para causar lesiones o deterioro de la salud (por ejemplo, una máquina sin protección).
Riesgo: en términos generales, es el efecto de la incertidumbre. A menudo se expresa como la combinación de las consecuencias de un evento y su probabilidad.
Riesgo para la SST: definición técnica operativa; combinación de la probabilidad de que ocurran eventos peligrosos y la gravedad de las lesiones o daños que puedan causar.
Al segmentar estos conceptos, la dirección puede priorizar inversiones basadas en datos medibles y transformar la prevención en un ejercicio de optimización financiera.
Liderazgo real: la seguridad ya no es solo asunto del técnico de prevención.
El cambio de paradigma más profundo de esta norma radica en el énfasis en el liderazgo y la participación. La alta dirección debe abandonar la delegación pasiva y asumir la responsabilidad total y rendir cuentas.
El compromiso de la gerencia debe manifestarse en:
Integración estratégica: asegurar que la política de SST forme parte del ADN del negocio.
Infraestructura de participación: no basta con «dejar hablar» al trabajador; la dirección debe establecer y mantener procesos reales de consulta y participación.
Cultura de confianza: hay que proteger activamente a los trabajadores de posibles represalias por informar sobre peligros o incidentes y eliminar el miedo como barrera para la mejora continua.
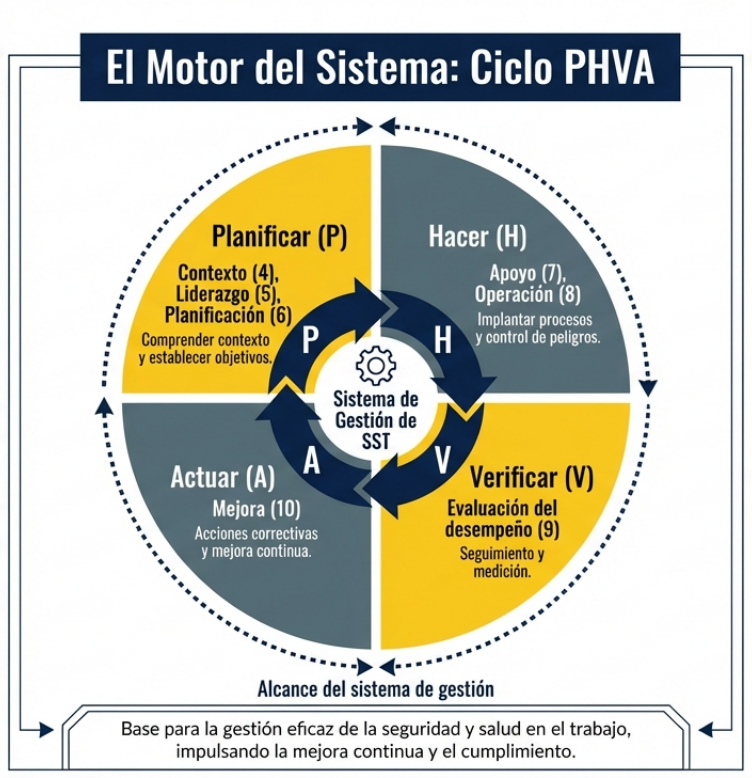
Este liderazgo constituye el núcleo del ciclo PHVA (Planificar-Hacer-Verificar-Actuar), que garantiza que el sistema no se quede en un documento en una estantería, sino que sea un organismo vivo.
Conclusión: hacia una cultura de prevención proactiva.
La norma ISO 45001 supone un cambio definitivo de una cultura basada en los accidentes y las sanciones a otra de anticipación y valor. Al integrar la seguridad en el núcleo de su estrategia, las empresas no solo protegen vidas, sino que también garantizan la continuidad y la sostenibilidad de sus operaciones a largo plazo.
Como líder, la decisión está en sus manos: ¿desea que la seguridad sea un mero trámite administrativo o está dispuesto a crear una infraestructura de bienestar que eleve el rendimiento global y el legado de su organización?
La excelencia operativa no es un hecho aislado, sino el resultado de una gestión sistémica que entiende que cuidar de las personas es el negocio más rentable.
En esta conversación puedes escuchar las ideas más interesantes sobre este tema.
El vídeo resume bien los conceptos más importantes de la ISO 45001.
Celebrar la ausencia de quejas es uno de los errores más peligrosos en la gestión de la calidad moderna. Muchos directivos interpretan erróneamente un buzón de sugerencias vacío como una señal de éxito, cuando en realidad suele ser un síntoma de desconexión total con el mercado. El silencio no es sinónimo de lealtad, sino que a menudo es una barrera que oculta fallos sistémicos.
Para mejorar la experiencia del cliente, debemos comprender la psicología y la ingeniería que subyacen a la insatisfacción. Exploramos por qué una reclamación es, en realidad, un activo estratégico para optimizar procesos. Deje de temer al descontento y preocúpese por lo que sus clientes no se atreven a decirle.
La trampa del bajo índice de reclamaciones.
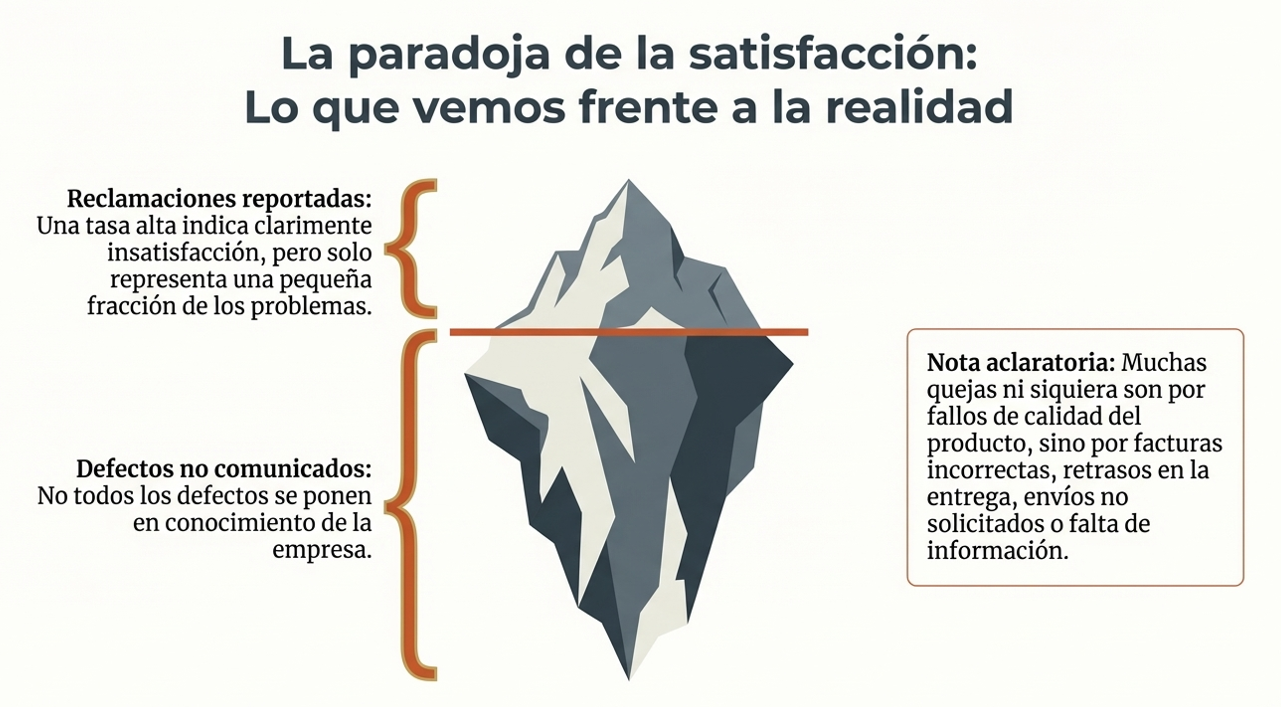
Confiar en una baja tasa de quejas genera una falsa sensación de seguridad que puede resultar letal para la empresa. Debemos entender que este dato no es un indicador de éxito, sino de abandono anticipado. La mayoría de los clientes insatisfechos no pierden el tiempo en informar; simplemente llevan su dinero a la competencia.
Solo una pequeña fracción de los defectos detectados por el usuario llega formalmente a la organización. Una infraestructura de calidad que ignore esta realidad operará a ciegas y omitirá fallos críticos que erosionan la marca desde dentro. El silencio del cliente dificulta la detección precoz de anomalías en el sistema.
«Una tasa alta de reclamaciones indica la insatisfacción del cliente, pero una tasa baja no es en absoluto prueba de su satisfacción».
No es el producto, sino el proceso (la logística del descontento).
La ingeniería de procesos nos revela que la insatisfacción rara vez nace únicamente del núcleo técnico del producto. La mayoría de los puntos de fricción operativos se dan en las interfaces administrativas y logísticas. Los errores en la facturación, los retrasos en la entrega o el envío de artículos no solicitados minan la confianza de forma más drástica que un fallo funcional.
Estos cuellos de botella invisibles en la cadena de suministro y de administración son los verdaderos detonantes del descontento. El cliente percibe la incapacidad operativa como una falta de respeto hacia su tiempo y sus recursos. Si no optimizamos estos mundanos puntos de contacto, el mejor producto del mundo no podrá salvar la percepción de la marca.
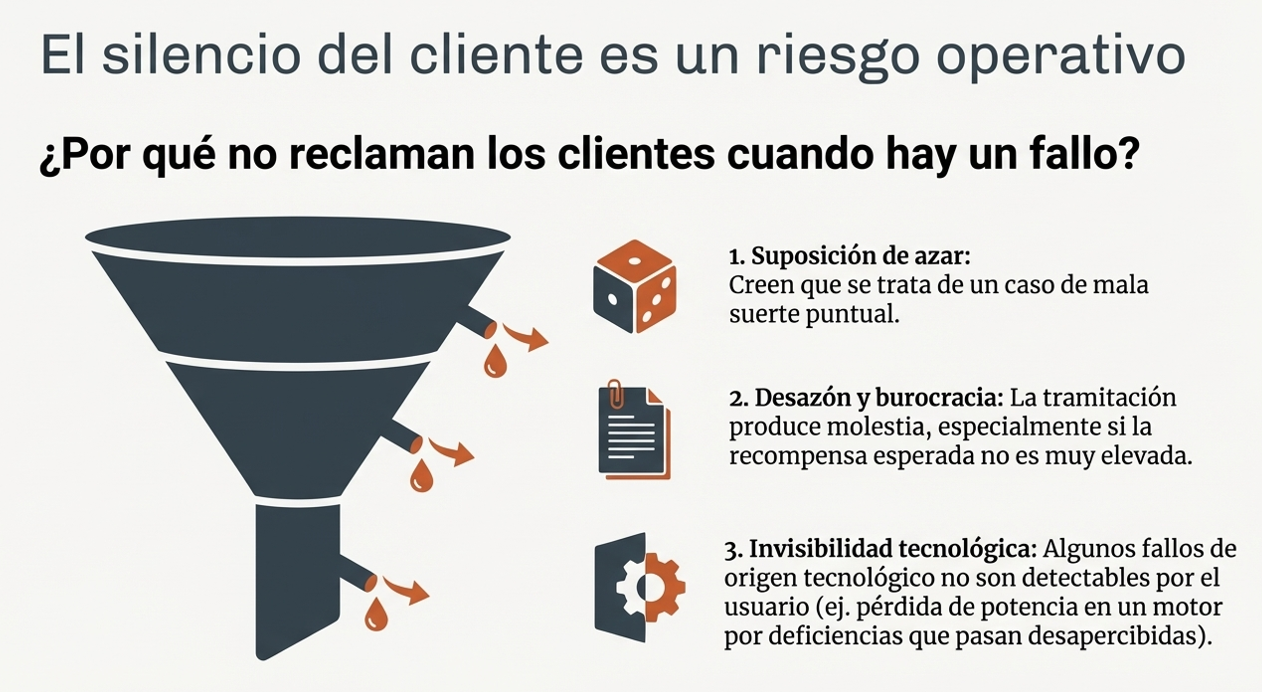
El coste de quejarse: por qué tus clientes prefieren el silencio.
El cliente realiza un análisis inconsciente de la rentabilidad del esfuerzo antes de presentar una queja. Si el esfuerzo que conlleva el trámite supera la recompensa esperada, el usuario optará por la indiferencia. Factores como el precio unitario y la gravedad del defecto determinan esta conducta; así, en productos de alto valor, el cliente siempre exigirá una respuesta.
A menudo, la tecnología enmascara fallos que el ojo humano no detecta, como la pérdida de caballos de potencia de un motor debido a deficiencias técnicas. En estos casos, la empresa no puede esperar a que el usuario «sienta» el problema, sino que requiere sensores internos y KPIs que detecten la degradación antes de que el cliente la perciba. Ignorar estos fallos ocultos es permitir que la ineficiencia tecnológica canibalice el valor de la oferta.
La reclamación como regalo para la «mejora continua».
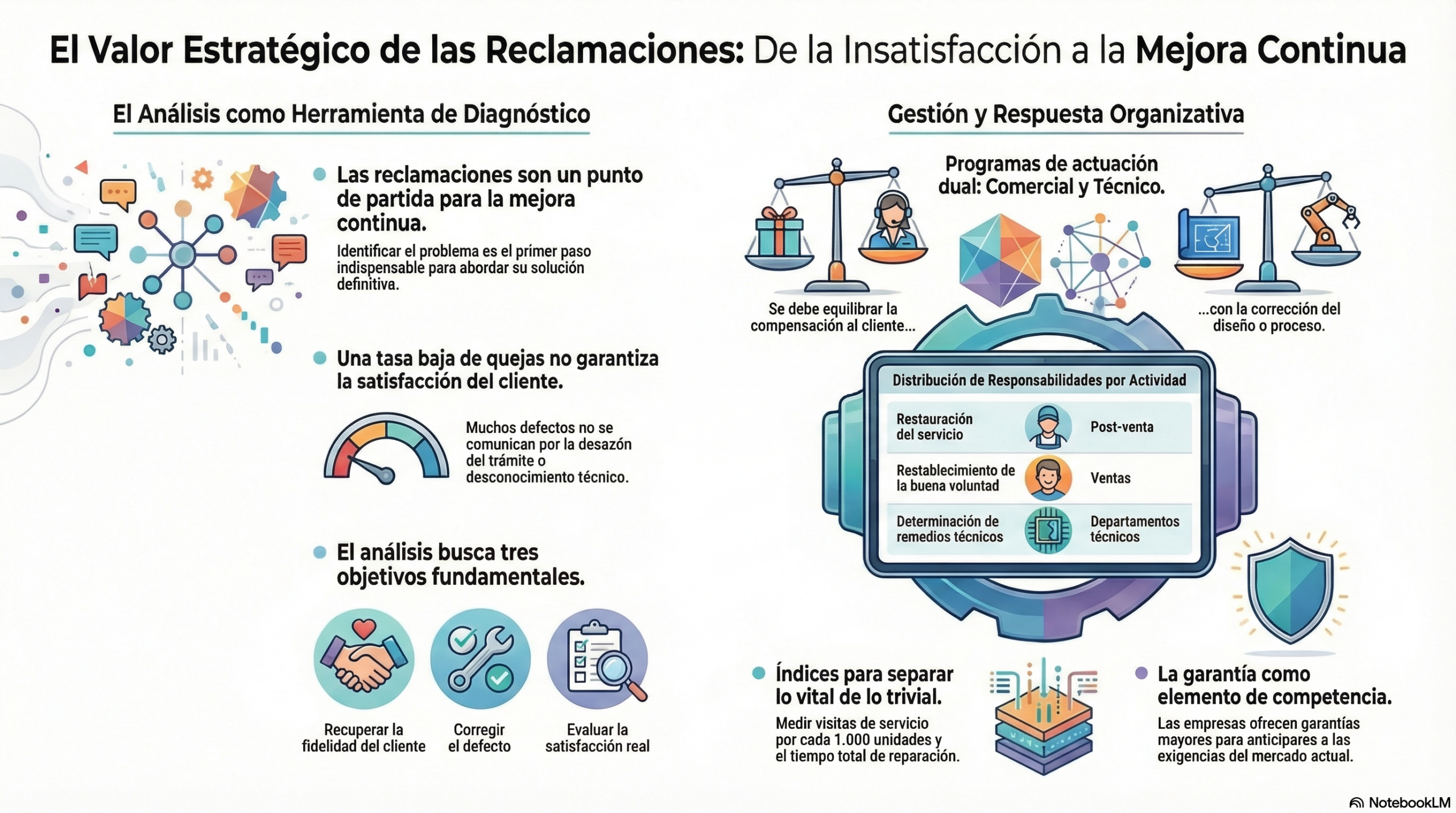
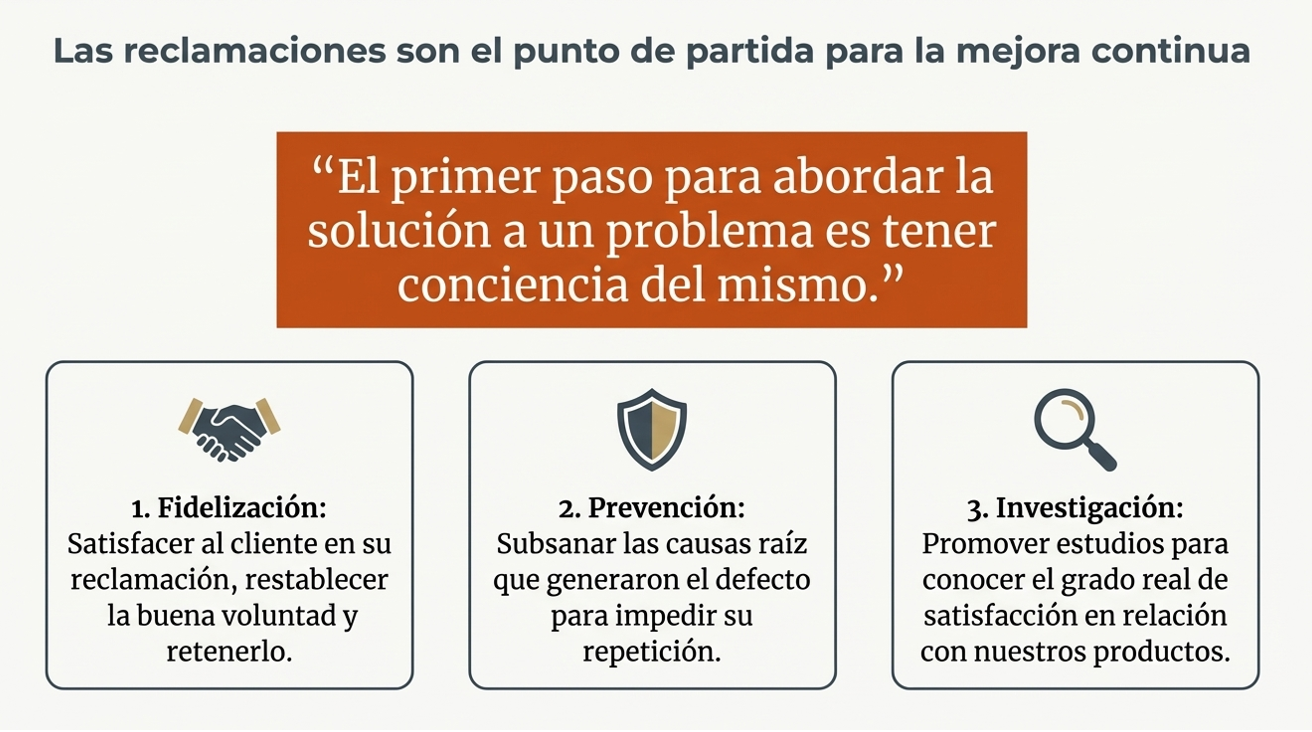
Es imperativo cambiar la narrativa: una queja no es una molestia, sino una investigación de mercado gratuita. Cada reclamación aporta información que permite a los responsables de calidad identificar las causas raíz y eliminarlas de forma permanente. El análisis sistemático es el único camino para restablecer la buena voluntad y fidelizar al detractor.
Ser consciente del fallo es un requisito indispensable para evolucionar de manera competitiva. Las organizaciones que adoptan la mejora continua utilizan el descontento para rediseñar sus procesos y prevenir la repetición de errores. Quien hoy no escucha las quejas está condenado a perder el mercado mañana frente a quienes sí optimizan su respuesta.
«El primer paso para abordar la solución de un problema es ser consciente de su existencia. Las reclamaciones son el punto de partida para la mejora continua».
La utopía de la garantía: restaurar la realidad.
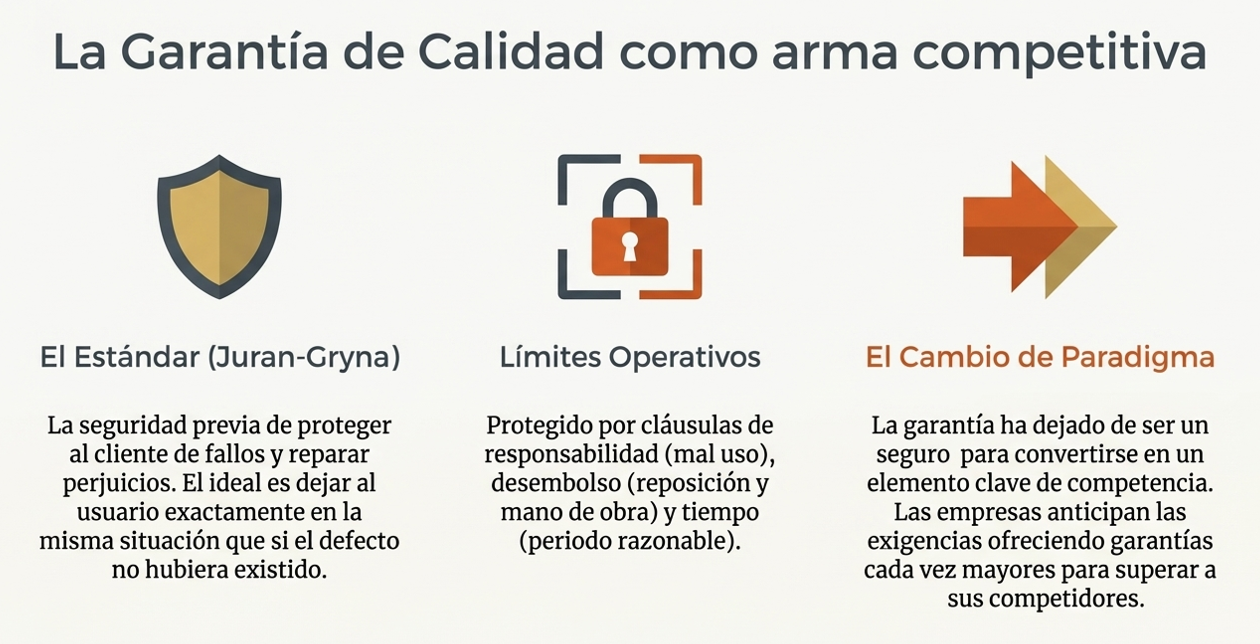
Según Juran-Gryna, la garantía es el compromiso técnico de proteger al cliente frente a la variabilidad del proceso. Su objetivo ideal no se limita a reparar un objeto, sino que también busca restaurar la confianza emocional del usuario. El objetivo es que el cliente quede exactamente en la misma situación que si el fallo nunca hubiera ocurrido, un estándar de excelencia que pocos alcanzan.
En el mercado actual, la garantía ha pasado de ser un mero requisito legal a convertirse en una auténtica herramienta estratégica de diferenciación competitiva. En España, el cumplimiento del Real Decreto Legislativo 1/2007 —que aprueba el Texto Refundido de la Ley General para la Defensa de los Consumidores y Usuarios— constituye el mínimo exigible por ley; sin embargo, las empresas líderes van más allá y ofrecen garantías ampliadas para reforzar la confianza y proteger su reputación. En definitiva, la garantía representa la última oportunidad del sistema para demostrar de forma tangible el compromiso ético de la organización con la persona consumidora.
«Lo ideal sería que la garantía aportara lo necesario para que el usuario quedara en la misma situación que si el producto o servicio no hubiera sido defectuoso».
Conclusión: hacia una cultura de la escucha activa.
La gestión de la calidad no puede ser reactiva, sino que debe consistir en una búsqueda proactiva de la verdad operativa. Es vital implementar informes de posventa, muestreos recurrentes y ensayos comparativos con la competencia para obtener datos reales. La responsabilidad civil y la ética empresarial exigen que la organización sea su propio crítico más severo.
La salud de su negocio no se mide por el silencio de su centralita, sino por su capacidad para detectar lo que no se dice. ¿Dispone su empresa de los sensores necesarios para escuchar los silencios de sus clientes o está celebrando una satisfacción que simplemente no existe?
En esta conversación puedes escuchar las ideas más interesantes sobre este tema.
El vídeo resume bien los conceptos más importantes sobre las reclamaciones.
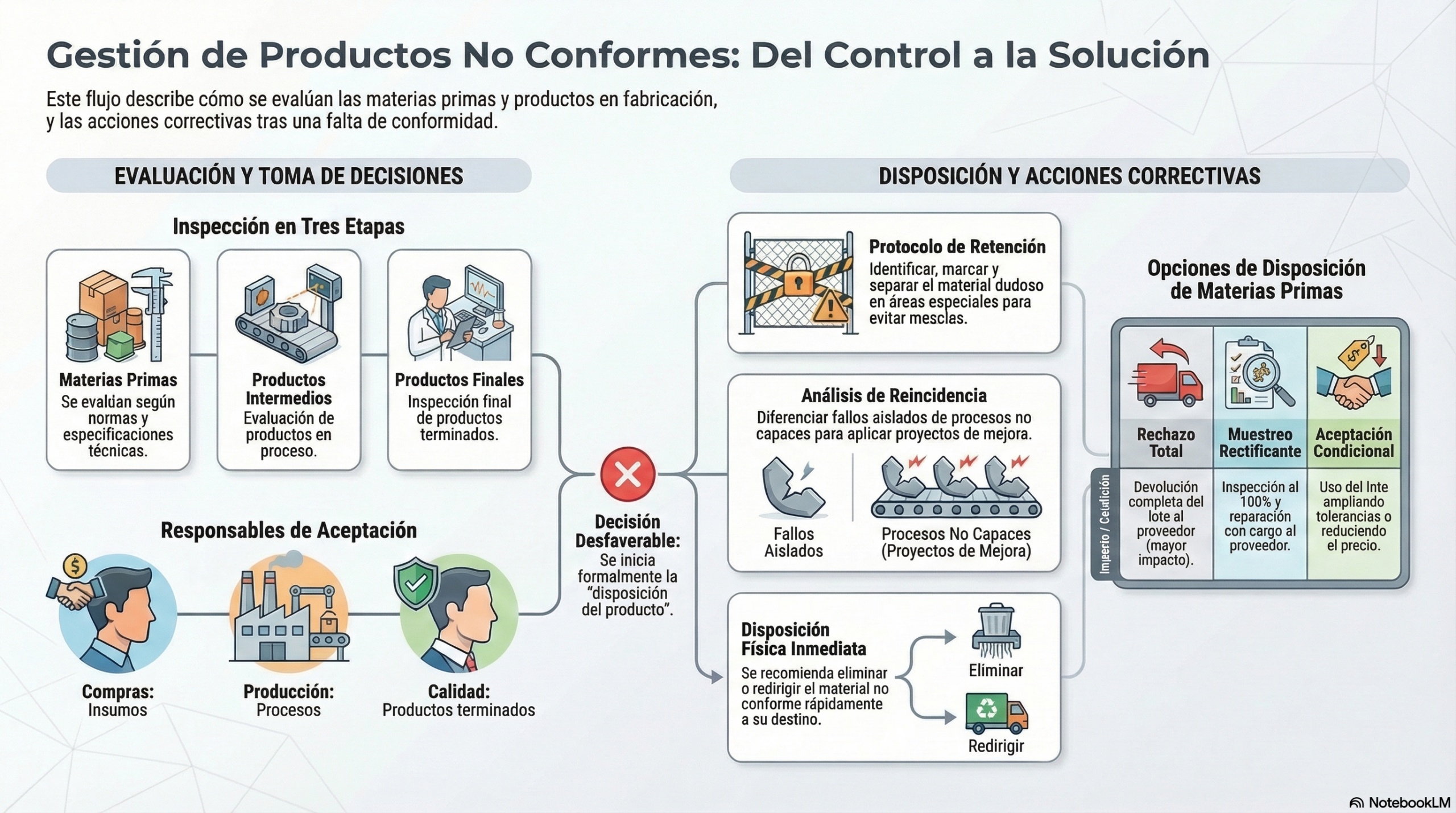
En la alta dirección y en la gestión de operaciones, es un error común considerar la aparición de un producto o de una materia prima no conforme como un simple desperdicio o un fallo administrativo.
La realidad es mucho más estratégica: la detección de una «no conformidad» no supone el fin del camino, sino el punto de partida de un protocolo crítico de toma de decisiones.
Lo que define a una organización de clase mundial no es la ausencia total de errores, sino su capacidad para ejecutar una «disposición» inteligente que proteja la rentabilidad, garantice la seguridad del cliente y transforme un incidente aislado en un activo de aprendizaje operativo.
La responsabilidad varía según el origen (no todo es culpa del departamento de calidad).
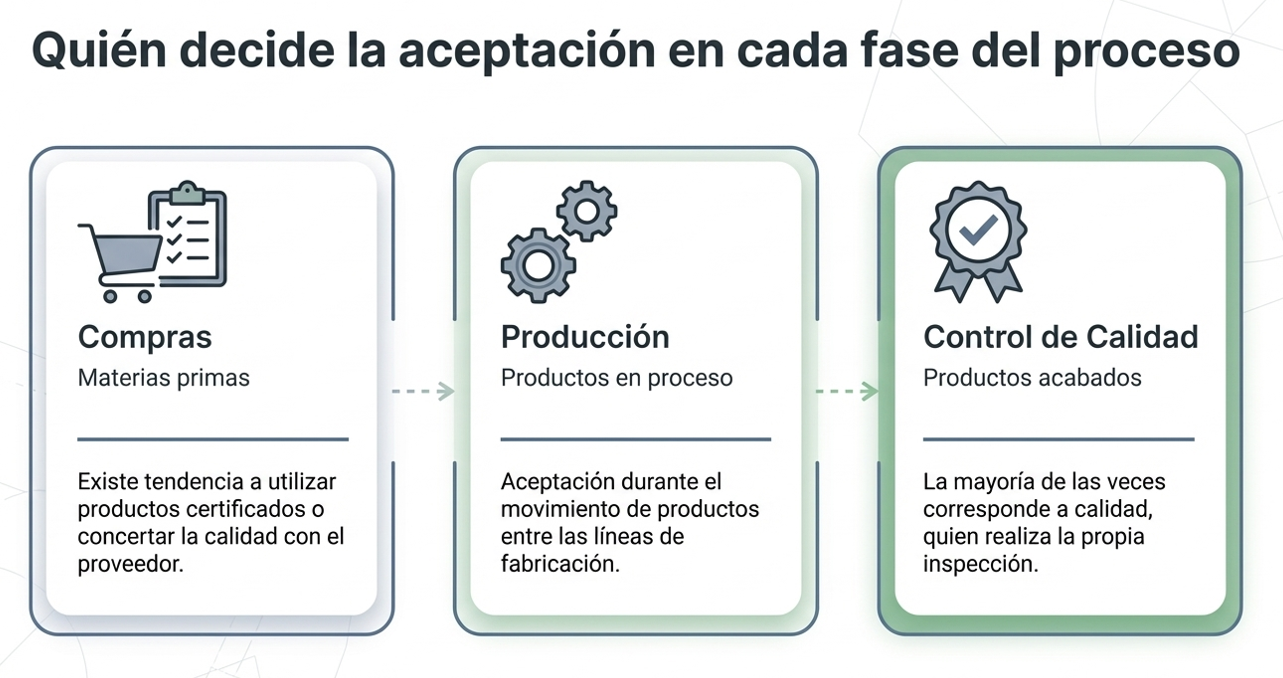
Para mantener la agilidad operativa, la autoridad de decisión no debe estar centralizada en un único departamento. Un error estratégico frecuente es crear un «cuello de botella» en el departamento de calidad, que detiene toda la cadena de suministro. La gestión moderna delega la responsabilidad según la etapa del ciclo de vida:
Materias primas: la decisión primaria recae en compras, a menudo en colaboración con la junta de revisión de materiales (MRB), que evalúa el impacto del proveedor en la cadena de suministro.
Productos en proceso: la validación del flujo entre las líneas de fabricación es responsabilidad del departamento de Producción, a fin de asegurar que el ritmo de la planta no se vea comprometido innecesariamente.
Productos acabados: aquí, el departamento de calidad ejerce la autoridad final para garantizar que el estándar prometido llegue al mercado.
Esta delegación es vital para la agilidad, ya que permite que quienes poseen el contexto técnico y económico de cada fase tomen decisiones rápidas sin paralizar el sistema. Además, el paradigma actual se desplaza hacia la prevención compartida.
«Existe una tendencia creciente a utilizar productos certificados o a acordar la calidad con el proveedor».
El rechazo total es solo la punta del iceberg.
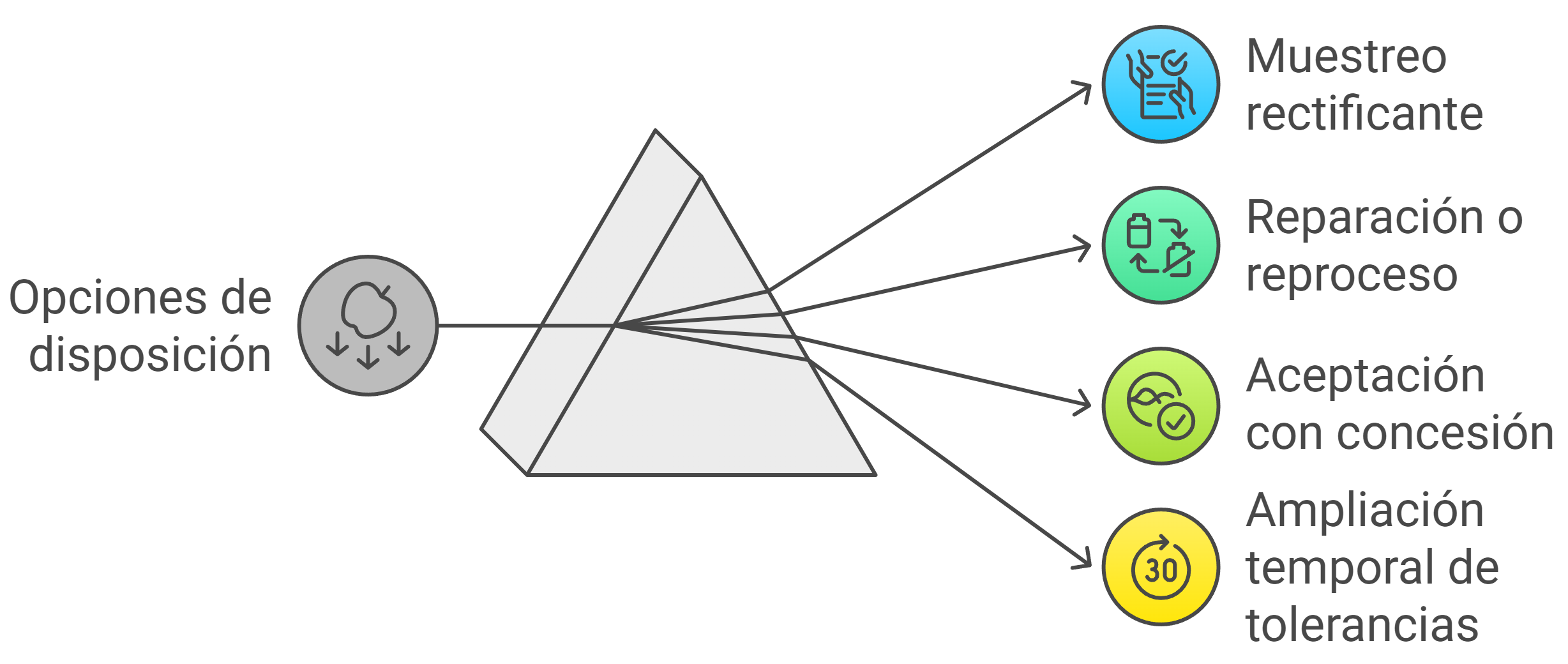
Es un mito industrial que todo lo que no se ajuste a los requisitos termine siempre en el vertedero o sea devuelto en su totalidad. La disposición es un ejercicio de pragmatismo económico y contractual que ofrece un abanico de opciones:
Muestreo rectificante: inspección del 100 % para separar las unidades aptas de las defectuosas.
Reparación o reproceso: el proveedor asume la responsabilidad técnica y el coste de la corrección de las unidades.
Aceptación con concesión: reducción del precio o aceptación del lote si la desviación no afecta a la función crítica.
Ampliación temporal de tolerancias: anulación de requisitos específicos durante un periodo limitado para salvaguardar la continuidad de la producción.
Estas vías de resolución no son arbitrarias. Se rigen por un análisis riguroso que incluye el coste para ambas partes, la urgencia de la producción, los antecedentes del proveedor y, fundamentalmente, lo estipulado en el contrato y en los convenios previos.
La «cuarentena» no es un concepto opcional.
La gestión de productos no conformes exige una disciplina férrea en la disposición física. No basta con una anotación en un sistema ERP; es necesaria una barrera física que impida su uso accidental en las líneas de montaje.
El protocolo establece el uso obligatorio de impresos de retención y de una identificación inequívoca. El material dudoso debe trasladarse a lugares habilitados específicamente para este fin. El riesgo de una señalización deficiente es un escenario de pesadilla: que un componente crítico defectuoso sea integrado por error humano en el producto final. Esto no solo genera costes de garantía, sino también riesgos legales y un daño reputacional que puede ser irreversible. El aislamiento físico es la última línea de defensa de la marca para garantizar la integridad.
El error como síntoma: ¿fallo esporádico o crisis de diseño?
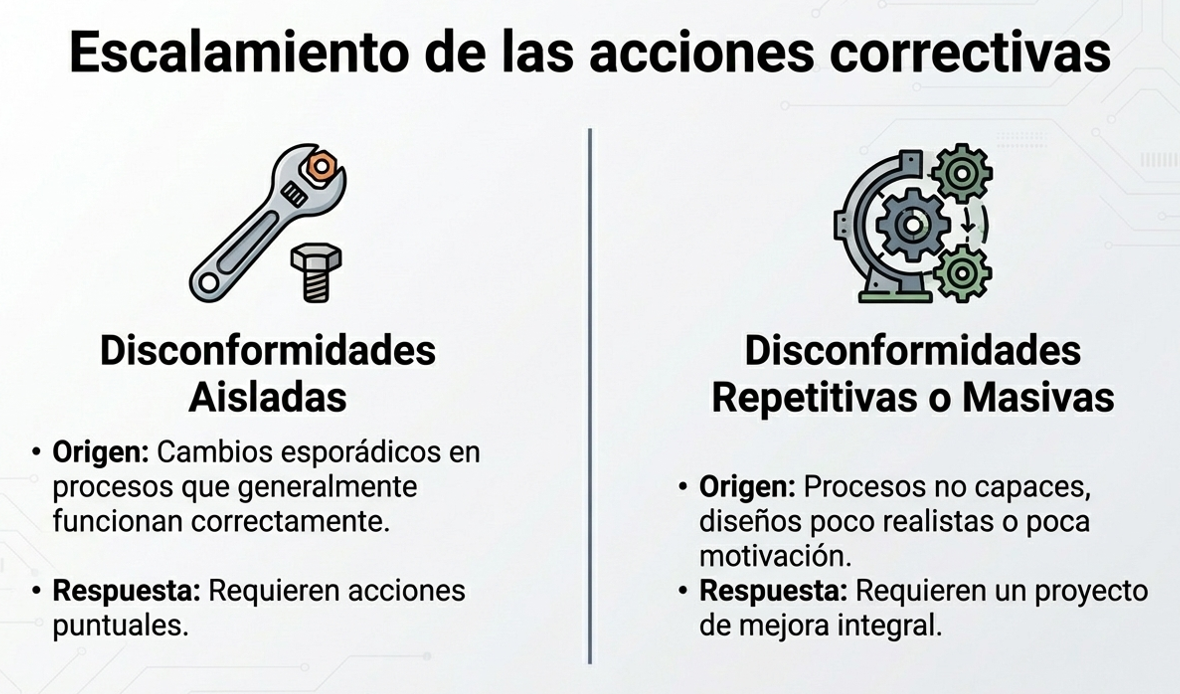
Desde una perspectiva de estrategia de calidad, debemos categorizar el error para aplicar la solución adecuada. No todas las averías requieren el mismo nivel de intervención:
Fallos aislados: son variaciones esporádicas en procesos que, en condiciones normales, son estables. Requieren acciones correctivas puntuales y rápidas.
Fallos repetitivos o masivos: son indicadores de un problema sistémico. Suele deberse a procesos ineficaces, diseños poco realistas o una alarmante falta de motivación del personal.
Cuando nos enfrentamos a fallos masivos, la mera disposición del material es insuficiente. En estos casos, la dirección debe exigir un proyecto de mejora integral que rediseñe el proceso raíz para evitar que el sistema siga produciendo pérdidas de forma sistemática.
Conclusión: hacia una cultura de la mejora continua.
Una operación eficiente se mide por la rapidez con la que se disipa la incertidumbre. La excelencia en la gestión no solo consiste en identificar el error, sino también en eliminar rápidamente el material no conforme y trasladarlo a su destino final (ya sea desecho, devolución o reparación), con el fin de mantener la planta limpia y el inventario ágil.
Finalmente, la organización debe capitalizar estos incidentes mediante el análisis de los informes de retención. Solo así la gestión de la no conformidad deja de ser una labor reactiva para convertirse en un motor de optimización. ¿Considera su organización los errores como un gasto inevitable que debe ocultarse o como una fuente de datos estratégica para diseñar el futuro de su rentabilidad?
En esta conversación puedes escuchar las ideas más interesantes sobre el tema.
Este vídeo resume los conceptos más importantes sobre la disposición de los productos no conformes.
Para que una organización alcance los niveles de calidad esperados en sus productos o servicios, es imprescindible establecer formalmente los objetivos y las políticas de calidad. Los objetivos representan las metas tangibles y los resultados concretos que se deben alcanzar en plazos determinados, mientras que las políticas actúan como estrategias o líneas de acción para lograrlos.
La implementación de estos elementos, debidamente documentados y aprobados por la alta dirección, permite a la empresa pasar de una gestión basada en crisis constantes a una operación planificada. Este documento sintetiza las definiciones, clasificaciones, fuentes de establecimiento y pautas críticas para la gestión efectiva de la calidad según los principios de la gestión por objetivos y las normativas de referencia.
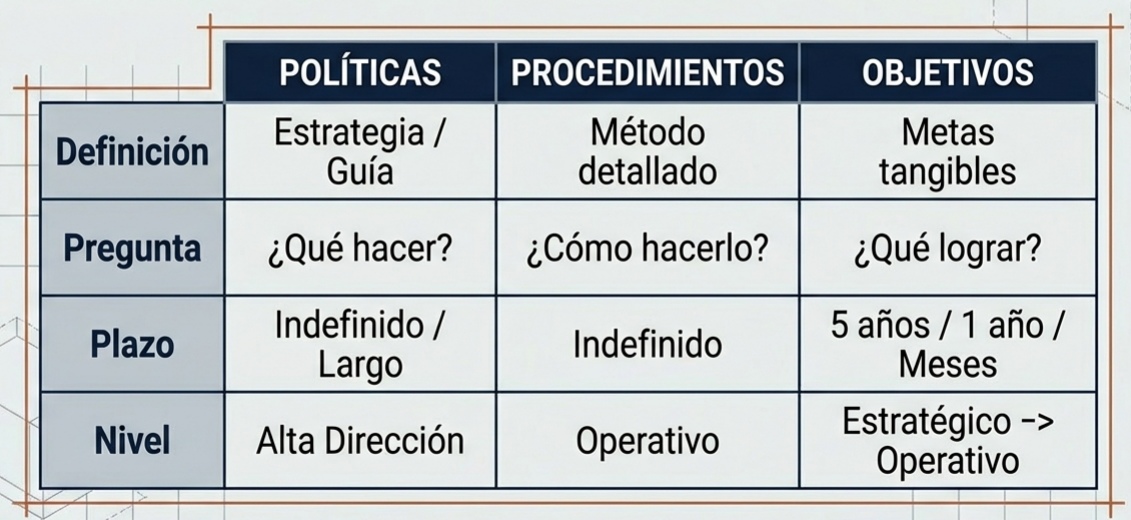
Distinción conceptual: objetivos, políticas y procedimientos.
Es fundamental diferenciar estos tres conceptos, ya que, aunque están relacionados, cumplen funciones distintas dentro del sistema de gestión.
Objetivos de calidad: son propósitos, metas o resultados específicos que sirven de base para un plan de acción. Deben ser cuantitativos (o tangibles), estar por escrito y contar con un plazo de consecución definido.
Políticas de calidad: representan el «qué hacer». Son las estrategias o líneas de acción generales. A diferencia de los objetivos (que son el resultado), la política es la guía para la actividad de gestión.
Procedimientos: representan el «cómo hacerlo». Son las instrucciones detalladas para ejecutar las políticas.
«La política expresa «lo que hay que hacer» y el procedimiento «cómo hay que hacerlo«».
Características esenciales de los objetivos de calidad.
Para que un objetivo sea efectivo, debe cumplir los siguientes atributos:
Medibilidad: deben ser cuantitativos para permitir la comparación posterior entre el resultado real y la meta.
Viabilidad: deben ser alcanzables, económicos y merecer la pena el esfuerzo.
Claridad: deben ser comprensibles, legítimos y debidamente redactados.
Integralidad: deben cubrir todas las actividades y buscar la excelencia en los resultados globales.
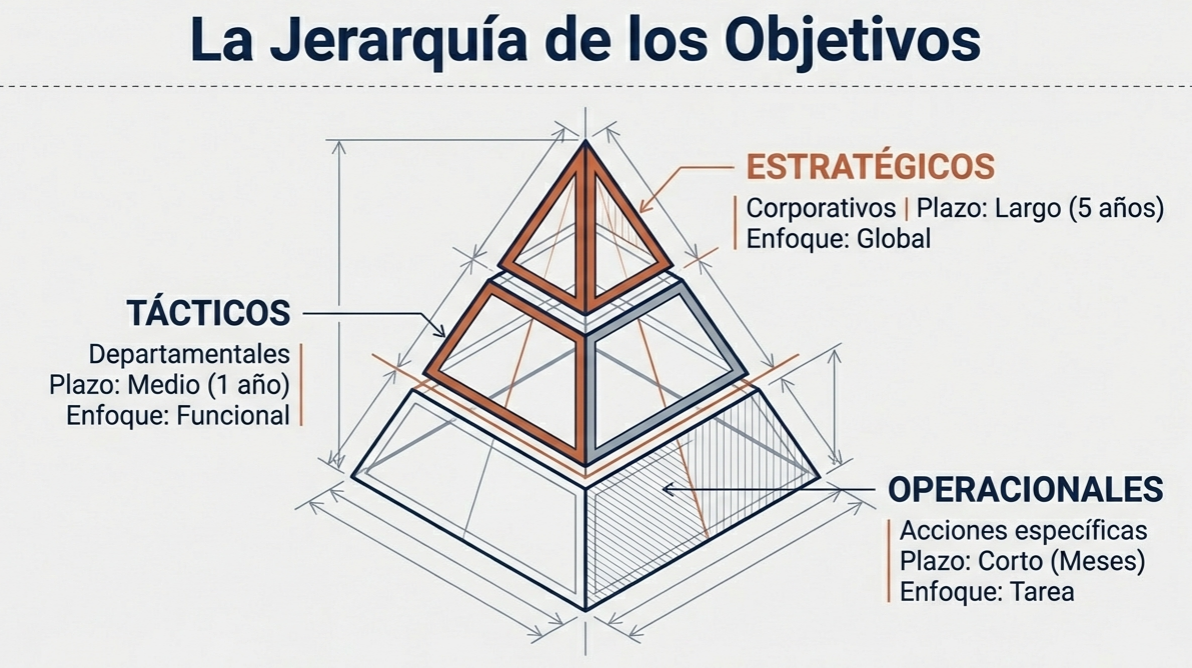
Clasificación de los objetivos.
Según su propósito y su horizonte temporal, los objetivos se dividen en:
Tipo de objetivo
Horizonte temporal
Función principal
Estratégicos
Largo plazo (~5 años)
Metas corporativas globales de la organización.
Tácticos
Corto plazo (~1 año)
Definidos para áreas, departamentos o funciones concretas.
Operacionales
Meses
Metas inmediatas de ejecución.
Además, se distinguen por su impacto en el estado actual.
Objetivos de innovación: buscan cambiar el statu quo para mejorar los niveles actuales de actuación.
Objetivos de control: buscan mantener el statu quo para impedir cambios no deseados en los niveles de actuación.
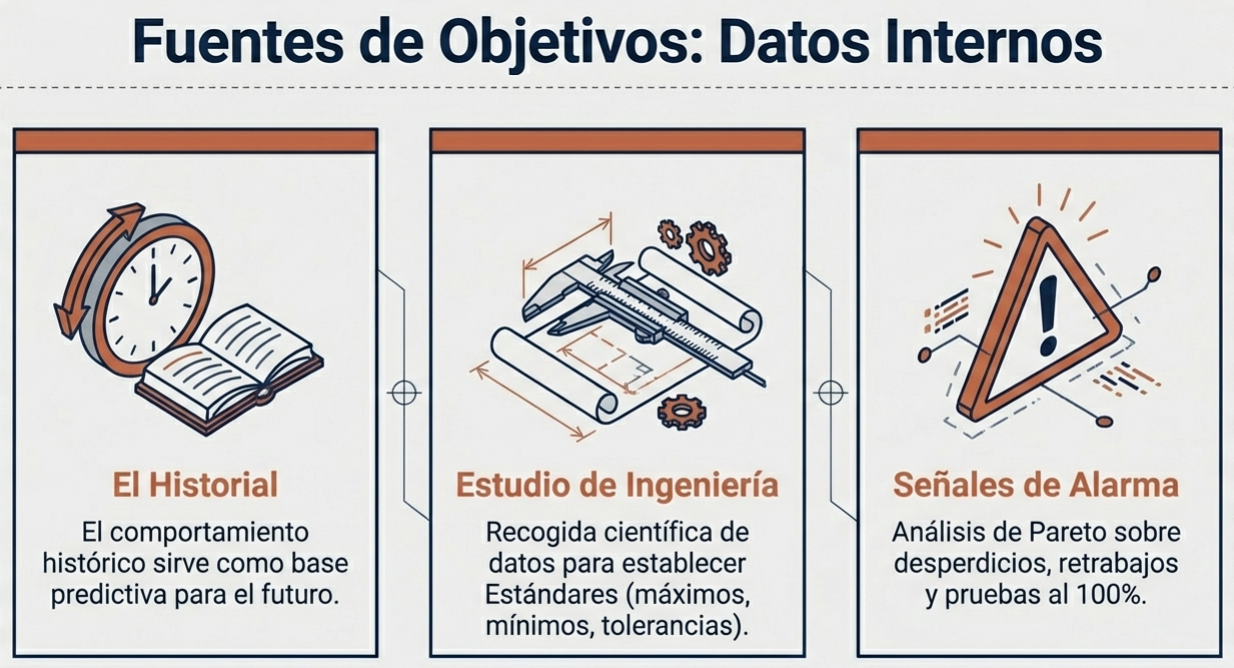
Establecimiento de objetivos: fuentes de información.
La definición de metas no debe ser arbitraria, sino basarse en datos científicos y de mercado.
Historial y análisis técnico: utilizar el comportamiento histórico de la empresa y estudios de ingeniería (recolección y análisis científico de datos) para establecer estándares técnicos y tolerancias.
Análisis de Pareto: identificación de señales de alarma repetitivas, tanto externas (reclamaciones, devoluciones) como internas (desperdicio, retrabajo).
Referenciación externa: comportamiento del mercado competitivo, rendimiento de los productos de la competencia y opiniones de clientes, proveedores, prensa y laboratorios independientes.
Aportaciones internas: propuestas del personal clave (gerentes, supervisores) y sugerencias de los trabajadores.
Estándares decretados: requisitos impuestos por monopolios internos o por normativas gubernamentales, fuera del control de la empresa.
Políticas de calidad
Tipología de políticas:
Corporativas: líneas de acción generales de la compañía (por ejemplo, no lanzar productos si su calidad no supera la de la competencia).
Departamentales: directrices específicas para la calidad en un área determinada (por ejemplo, criterios de inspección de materiales recibidos).
Ventajas de la formalización por escrito:
Legitimidad y claridad: minimiza las malas interpretaciones y comunica las intenciones de forma consistente.
Toma de decisiones: obliga a los interesados a decidir sobre el rumbo estratégico y proporciona una base para dirigir según los objetivos convenidos.
Prevención: facilita que las actividades se enfoquen en prevenir problemas en lugar de limitarse a detectarlos y corregirlos.
Control: permite comparar objetivamente lo realizado con la política establecida.
Directrices para el establecimiento y la gestión.
Para establecer políticas de calidad sólidas, la organización debe tener en cuenta su posición en el mercado, la ética en sus relaciones con los clientes (veracidad en las garantías) y su capacidad para adaptarse a las necesidades de los usuarios.
El papel de la alta dirección: La aprobación final de los objetivos y las políticas corresponde exclusivamente a ella. Su impulso legitima estas directrices para que se apliquen de manera efectiva en toda la organización.
Documentación y accesibilidad: Tanto las políticas como los objetivos deben estar documentados y ser accesibles para todo el personal pertinente. El instrumento estándar para esta comunicación es el Manual de Calidad.
Proceso de elaboración de políticas:
Identificar los objetivos y las decisiones estratégicas (de productos y procesos).
Analizar los problemas actuales o potenciales relacionados con el uso o la fabricación de productos.
Redactar el documento incluyendo: título, justificación de la necesidad, declaración de la política, medidas de acción, responsabilidades y definiciones.
Conclusión: hacia una gestión planificada
La transición de una gestión reactiva a otra basada en políticas y objetivos por escrito es el paso definitivo hacia la madurez empresarial. Al definir nuestros objetivos y las reglas bajo las cuales operaremos, convertimos la incertidumbre en un plan de acción ejecutable.
Le planteo un reto: revise sus metas actuales. ¿Son objetivos tangibles, con el desglose de cinco años, un año y meses, que su empresa necesita, o son simples aspiraciones que no resistirían un análisis de Pareto? Si no es capaz de documentar sus errores como señales de alarma, difícilmente podrá convertirlos en victorias de calidad. La excelencia comienza en el papel, pero se consolida con el rigor de la dirección.
En esta conversación puedes escuchar algunas de las ideas más importantes del tema.
El vídeo resume bien los conceptos más interesantes.
Desde el estallido de la Revolución Industrial a finales del siglo XIX, el mundo empresarial ha estado obsesionado con una creencia persistente: que la productividad depende de la presión y la vigilancia.
Según el modelo de Taylor, el trabajador no era más que un engranaje reemplazable en una maquinaria sedienta de precios bajos y de alta competitividad. Sin embargo, en el complejo ecosistema actual, nos enfrentamos a un dilema que el capital, por sí solo, no puede resolver: ¿qué lleva realmente a una persona a buscar la excelencia?
La respuesta es la motivación, un concepto que a menudo se malinterpreta en el liderazgo moderno. Etimológicamente derivada del latín motus, la motivación es un «ensayo mental preparatorio» de la acción. No se trata de un impulso externo, sino de un catalizador interno que surge del deseo de satisfacer una necesidad. Para el estratega organizacional, la lección es clara: la verdadera productividad surge cuando el individuo se siente atraído por los objetivos, no empujado hacia ellos.
Lección 1: La motivación es un «ensayo mental», no una orden externa.
En psicología de la calidad, la motivación no es un accesorio decorativo, sino el prerrequisito de la competencia técnica. Muchos líderes cometen el error de intentar «imponer» la calidad mediante decretos, ignorando que el control externo tiene un límite insalvable.
La verdadera motivación en la gestión de la calidad se manifiesta cuando el trabajador interioriza el concepto de «adecuación del producto al uso». Este compromiso va más allá del mero cumplimiento de horarios. Un operario motivado es aquel que:
Sigue con rigor el plan de control establecido.
Acepta con apertura los métodos de entrenamiento y de reentrenamiento.
Adopta con agilidad las nuevas tecnologías.
Cuando el deseo es interno, la vigilancia constante resulta innecesaria. El líder no debe imponer la calidad, sino diseñar el entorno en el que el trabajador decida ejecutarla.
Lección 2: El efecto Hawthorne y el poder de ser escuchado.
En la década de 1920, el psicólogo Elton Mayo desmontó el mito del «hombre-máquina» mediante sus estudios en la Western Electric Company y en la fábrica textil de Filadelfia. Entre 1923 y 1924, Mayo demostró que pequeñas intervenciones en el trato humano aumentaban considerablemente la producción. Al permitir que los trabajadores programaran sus propios periodos de descanso, el absentismo se desplomó y la actitud cambió.
«El salario no es la única motivación del trabajador y un cierto nivel de libertad y autocontrol mejora los índices de productividad».
Este descubrimiento demostró que el rendimiento no es una respuesta mecánica a la iluminación o al entorno físico, sino una respuesta emocional a la atención de la gerencia. El hecho de ser escuchado es, en sí mismo, un factor de productividad.
Lección 3: Supervisores centrados en las personas frente a supervisores centrados en la producción.
Los estudios de Michigan aportaron una distinción fundamental para cualquier estratega: el estilo del supervisor es el principal predictor de la eficiencia del grupo. La investigación comparó dos estilos de liderazgo: el obsesionado con la producción y el centrado en los empleados.
El veredicto fue contundente: el supervisor centrado en los empleados, que prioriza el respeto, la dignidad y las necesidades humanas, obtuvo resultados consistentemente superiores. Mientras que el enfoque en la producción se limita a la vigilancia, el enfoque humano genera una lealtad que se traduce en un rendimiento que ninguna cámara de seguridad puede captar.
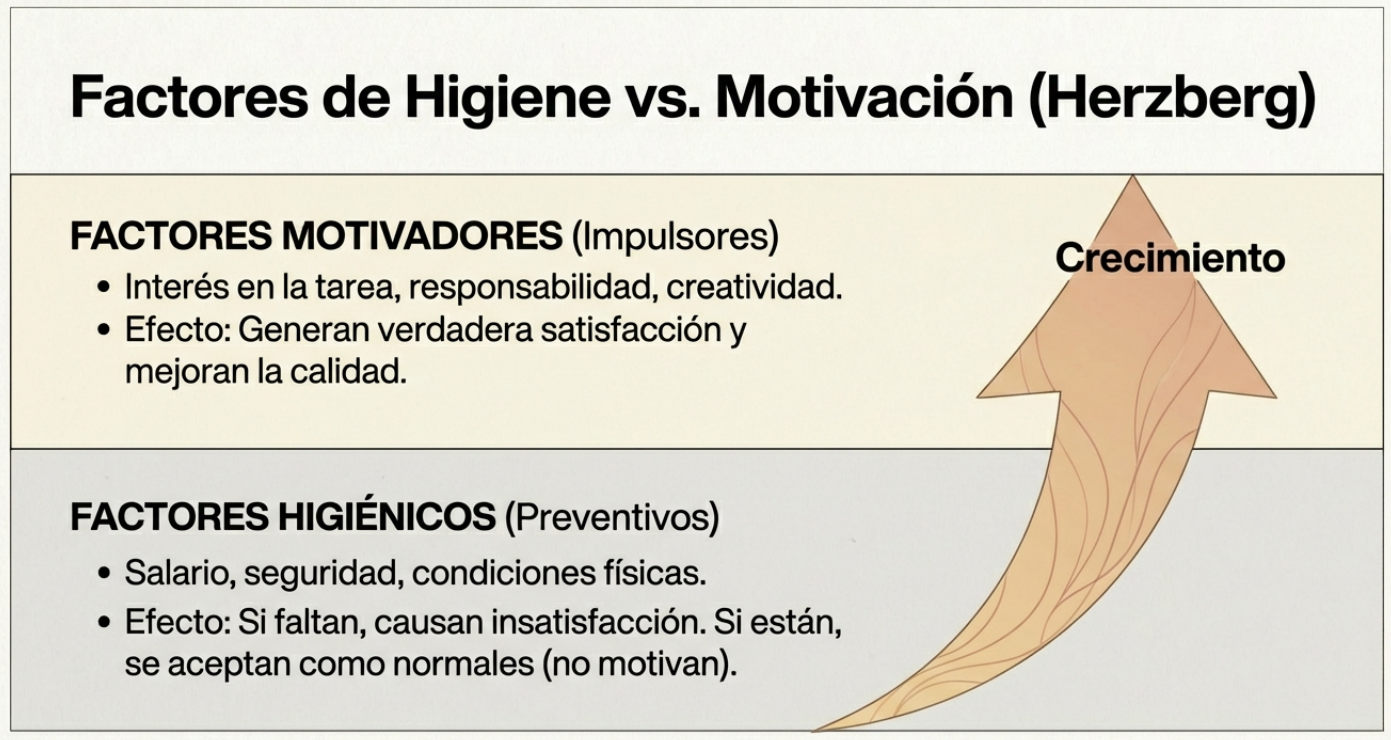
Lección 4: La paradoja de Herzberg (factores higiénicos frente a motivadores).
Frederick Herzberg nos legó una de las distinciones más potentes de la gestión moderna: la diferencia entre lo que evita el dolor y lo que genera placer.
Factores higiénicos: incluyen el salario mínimo, la seguridad laboral y las condiciones físicas. Herzberg advirtió que estos factores no estimulan el rendimiento, sino que simplemente evitan la insatisfacción. Si el sueldo es justo, el trabajador lo acepta como algo normal y no se esforzará más por él.
Factores motivadores: la satisfacción real nace de la tarea misma. La implicación en el trabajo, la responsabilidad en la planificación y la oportunidad de creatividad inciden en la calidad.
Aquí reside la paradoja: un salario alto puede comprar la presencia de un cuerpo, pero solo un trabajo estimulante puede comprar la entrega de una mente.
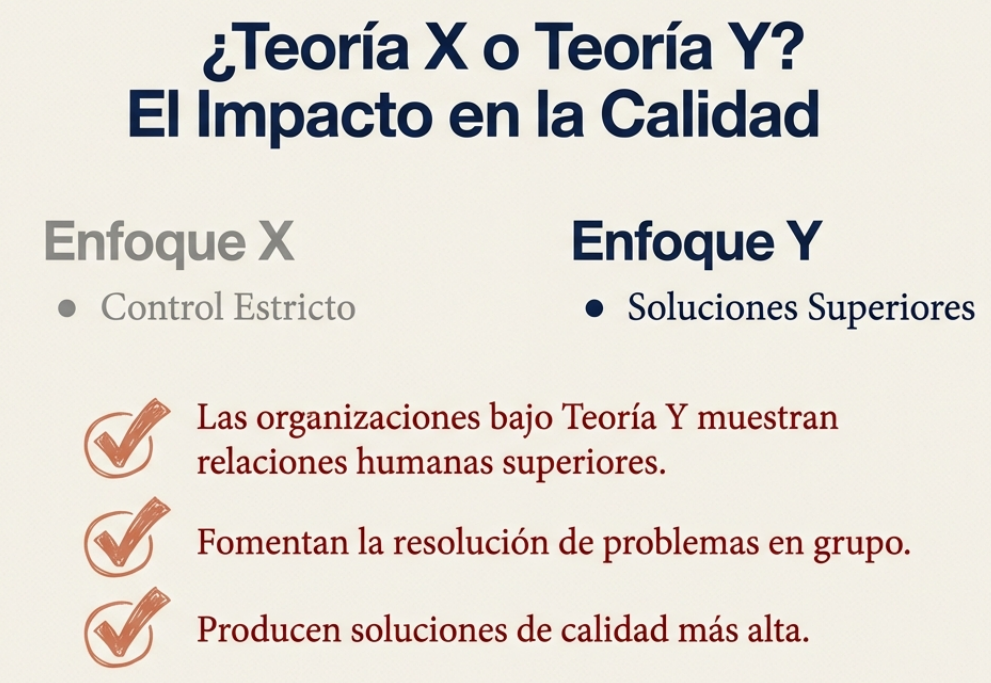
Lección 5: La teoría Y y el potencial humano infrautilizado.
A mediados de los años cincuenta, Douglas McGregor desafió la visión tayloriana con su teoría Y. Mientras que la teoría X parte de la premisa de que el ser humano es perezoso y carece de integridad, la teoría Y plantea que el trabajo es tan natural como el juego si las condiciones son adecuadas.
Los pilares de la Teoría Y para la organización superior son los siguientes:
El trabajo como fuente de satisfacción personal.
El fomento del autodireccionamiento y el autocontrol.
La distribución democrática de la imaginación y la creatividad para resolver problemas.
McGregor lanzó una advertencia que aún resuena:
«En las condiciones actuales, solo se utiliza una pequeña parte del potencial humano disponible».
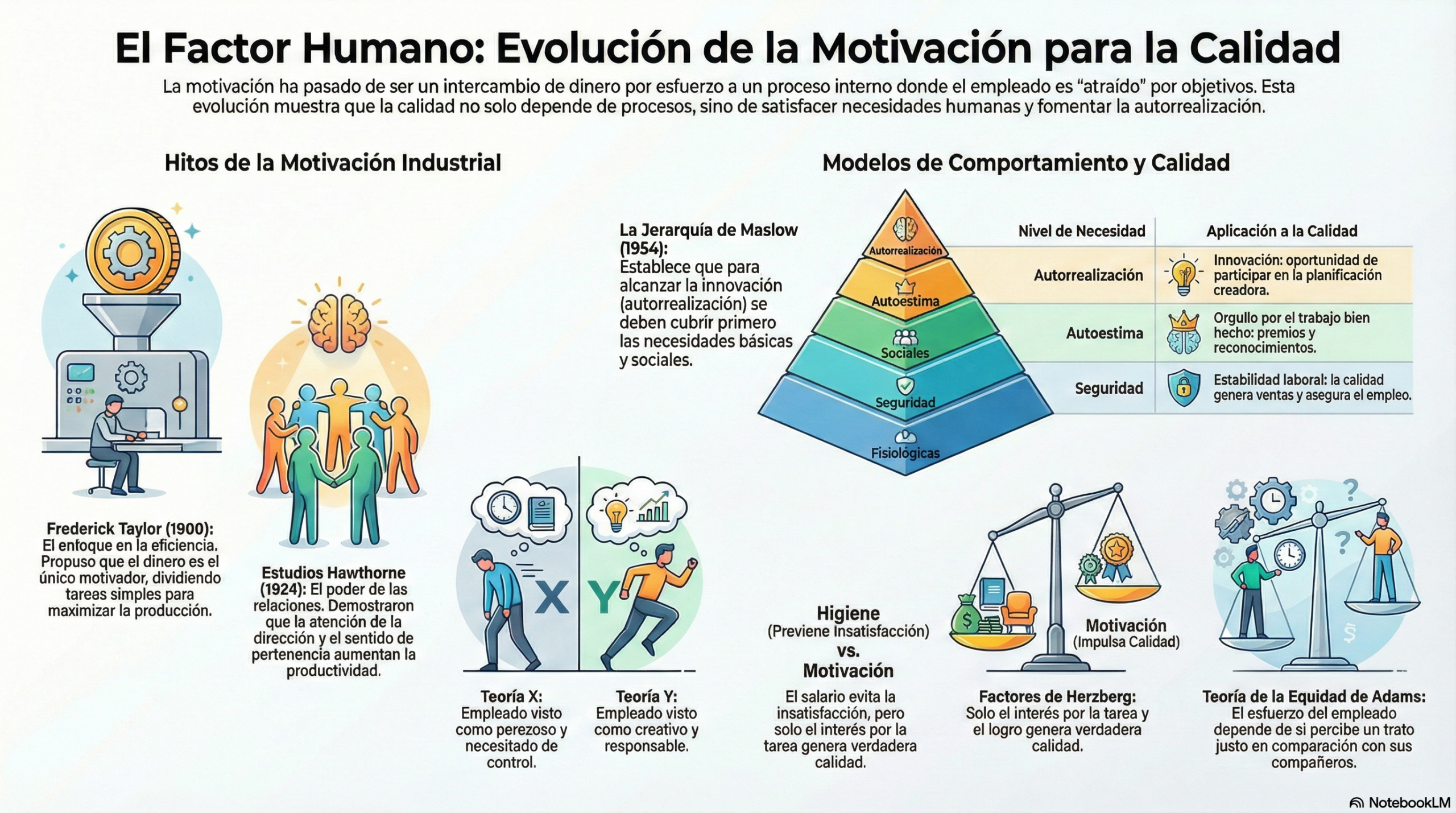
Conclusión: hacia una organización humana superior.
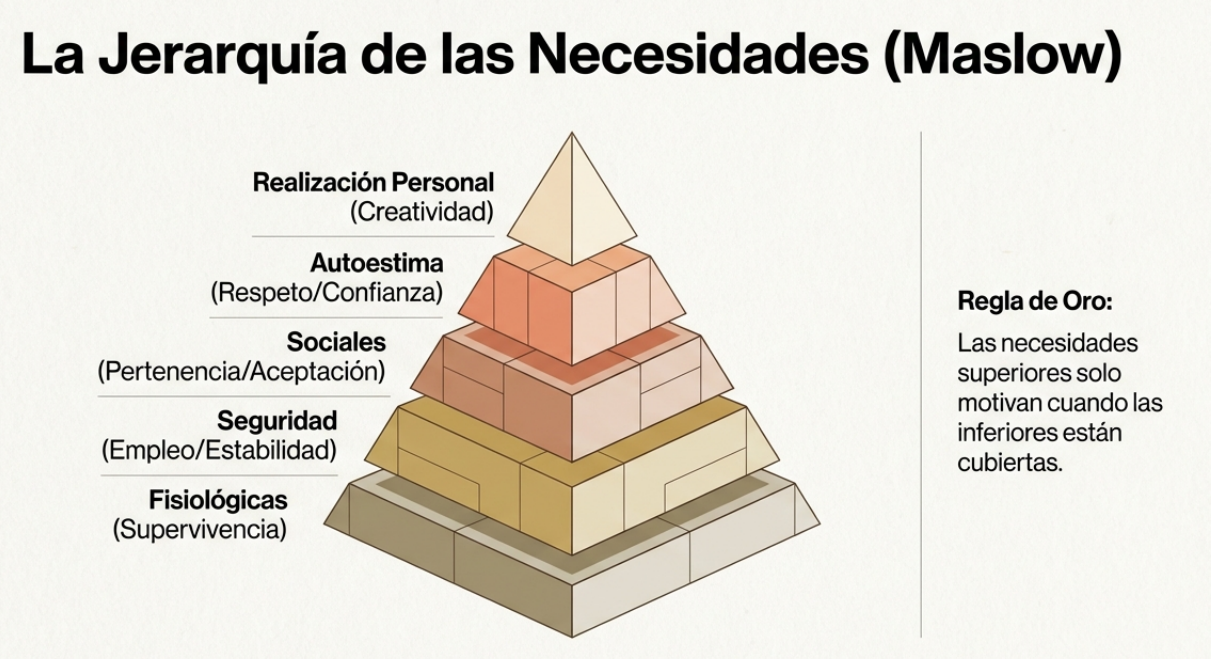
La excelencia no es un accidente, sino la convergencia entre una estructura técnica y una psicología profunda. Si aplicamos la jerarquía de Maslow a la calidad, descubrimos que cada nivel de necesidad representa una oportunidad estratégica.
Fisiológica: gratificaciones por un trabajo bien hecho.
De seguridad: calidad que genera ventas y, por ende, estabilidad laboral.
Social: Sensibilidad del empleado como miembro vital de un equipo.
Autoestima: apelar al orgullo por la calidad del trabajo mediante el reconocimiento.
Autorrealización: participación activa en la planificación, la creación y la innovación.
Como líder, su misión no es controlar a las personas, sino liberar su potencial. La pregunta final no es técnica, sino ética: ¿está diseñando su empresa para personas de la «teoría X» o está listo para liderar a los creadores de la «teoría Y»?
El jaque mate estratégico: más allá de la nómina, ¿ha considerado cómo juzgan sus empleados que son tratados con justicia? Según la teoría de la equidad de Adams, si un empleado percibe una brecha entre su esfuerzo y su recompensa frente a los demás, entrará en un estado de disonancia cognitiva. Esa falta de acuerdo entre lo que piensan que debería hacerse y lo que realmente ocurre es el veneno más silencioso para la calidad de su organización.
En esta conversación puedes escuchar las ideas más interesantes sobre el tema.
Este vídeo resume bien cómo gestionar el factor humano atendiendo a criterios de calidad.
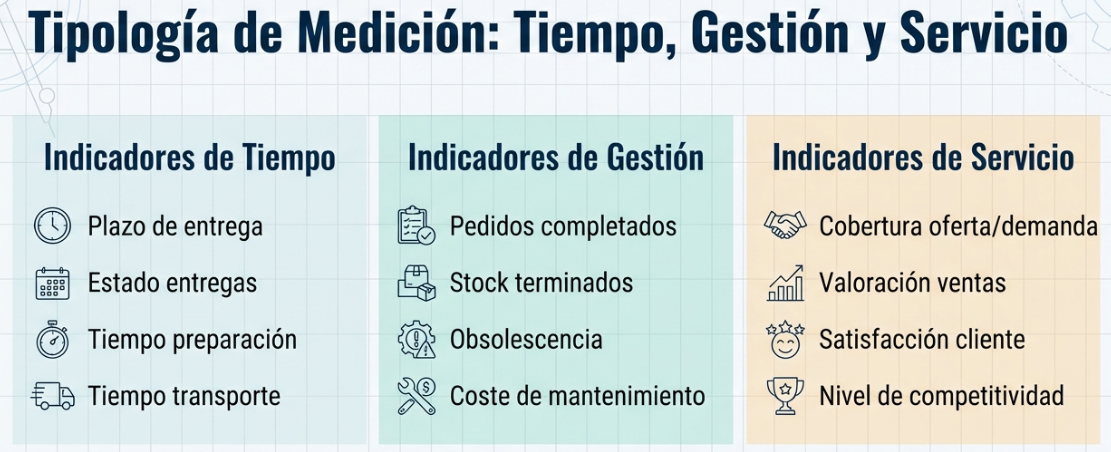
Los indicadores de gestión logística, conocidos como KPI (del inglés, Key Performance Indicators), son herramientas de medición cuantitativa esenciales para evaluar el rendimiento de las operaciones dentro de una organización. Su función principal es transformar datos brutos en información estratégica para supervisar la eficiencia, detectar cuellos de botella y apoyar la toma de decisiones basada en datos. La implementación de un sistema robusto de indicadores no solo optimiza el uso de los recursos y la calidad del servicio, sino que también garantiza la adaptabilidad de la cadena de suministro ante condiciones cambiantes, lo que asegura la competitividad y la reputación de la marca.
Los datos no son el fin, sino el medio para tomar decisiones.
La excelencia logística exige abandonar la «intuición» y adoptar una gestión basada en datos. Los indicadores actúan como el combustible que alimenta la dirección estratégica y la mitigación de riesgos.
Al controlar la eficiencia, el directivo puede llevar a cabo acciones correctivas con precisión quirúrgica. Como establece el marco de excelencia en las operaciones:
«El objetivo fundamental es tomar decisiones basadas en los datos obtenidos».
El índice de rotación (IRO) como termómetro de vitalidad.
El índice de rotación de inventarios mide la frecuencia de venta y de reposición de las existencias. Un IRO alto indica una gestión ágil de los recursos.
Desde una perspectiva financiera, el inventario estancado es capital congelado que erosiona la liquidez. Mantener el flujo constante es vital para garantizar la disponibilidad de activos y la salud económica de la empresa.
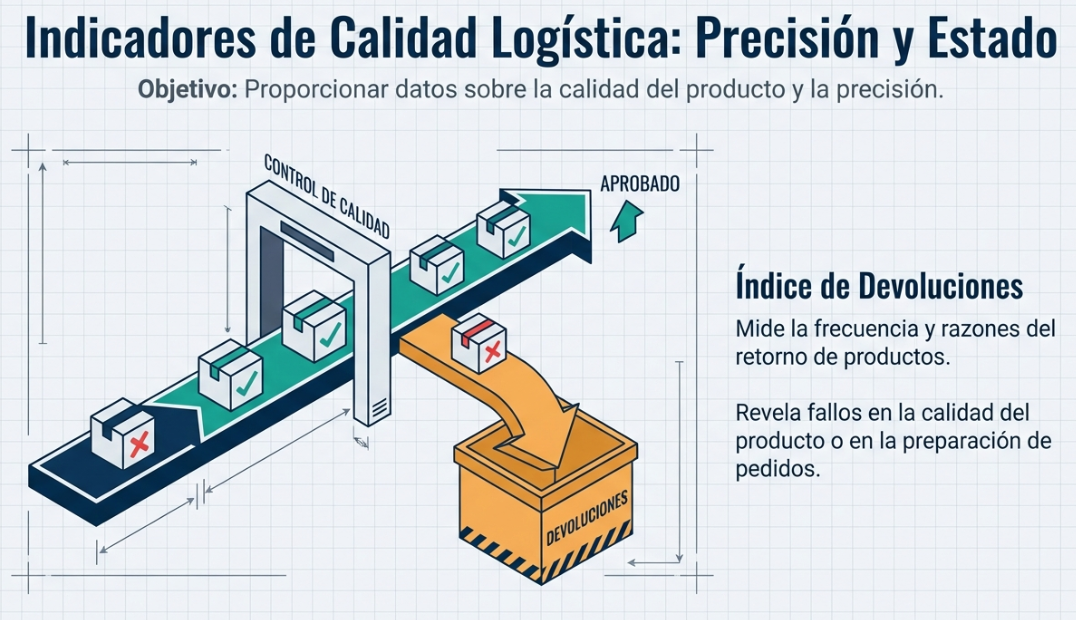
La calidad logística se mide por lo que «no» sucede: las devoluciones.
La calidad operativa se refleja en el índice de devoluciones. Este KPI evidencia fallos críticos en la calidad del producto y en la precisión de los pedidos, lo que afecta directamente la rentabilidad.
Un alto volumen de devoluciones degrada el nivel de servicio al cliente y la reputación de la marca. Una medición objetiva permite identificar las causas raíz antes de que se pierda la confianza del mercado.
El tiempo de ciclo de pedido: la métrica de la promesa cumplida.
El tiempo de ciclo de pedido es el tiempo total transcurrido desde la recepción hasta la entrega final. Es el indicador más sensible de la experiencia y la satisfacción del cliente.
Su optimización depende de la eficiencia del transporte, que exige una utilización efectiva de los vehículos y rutas optimizadas. Sin una coordinación eficaz del transporte, la promesa de entrega se convierte en una responsabilidad financiera.
La paradoja del almacenamiento: espacio frente a coste.
Un almacén extenso no es un activo, sino una carga si no se utiliza de manera inteligente. El almacenamiento conlleva costes críticos de alquiler, seguros y depreciación que pueden reducir los márgenes de beneficio.
La clave del éxito es alcanzar un nivel óptimo de organización mediante la metodología 5S y cumplir estrictamente con el sistema FEFO (First Expired, First Out). Estas métricas garantizan la precisión operativa y evitan el riesgo de obsolescencia.
El marco del rendimiento: los cinco pilares de la evaluación.
Para optimizar los recursos, es fundamental comprender que el rendimiento no es un concepto monolítico. La evaluación integral de la cadena de suministro se basa en cinco dimensiones:
Cumplimiento: mide el grado de consecución de los objetivos y la finalización de las tareas programadas.
Evaluación: analiza el rendimiento para identificar fortalezas, debilidades y oportunidades de mejora.
Eficiencia: capacidad de ejecutar los procesos con el mínimo de recursos.
Eficacia: se centra en la capacidad de alcanzar los propósitos o metas establecidos por la organización.
Gestión: relacionada con la administración y las acciones concretas necesarias para ejecutar lo planeado.
Conclusión: hacia una logística consciente.
La integración de estos KPI permite establecer una cultura de mejora continua y adaptar la empresa a las condiciones cambiantes. Solo midiendo el rendimiento se logra una verdadera identificación de las mejoras y del éxito estratégico.
Como líder, la pregunta final es ineludible: ¿su organización mide lo que realmente importa para tener éxito o simplemente acumula datos sin propósito?
En esta conversación puedes escuchar las ideas más interesantes sobre los indicadores de gestión logística.
Este vídeo resume bien los conceptos más importantes abordados en este artículo.
Durante años, la norma ISO 9001 ha sido víctima de una mala interpretación sistémica. En muchas salas de juntas, la palabra «calidad» no evoca excelencia, sino una imagen lúgubre de estanterías llenas de manuales que nadie lee y de una burocracia asfixiante que ralentiza cada decisión. A esto es a lo que yo llamo «la muerte por papel»: un estado en el que la organización trabaja para el sistema en lugar de ser el sistema quien trabaje para la organización.
Sin embargo, si eliminamos el cumplimiento superficial, lo que queda no es un obstáculo reglamentario, sino un sistema de inteligencia estratégica de alto nivel. La ISO 9001, entendida desde la perspectiva de la madurez organizacional, es, en realidad, el «sistema operativo» de los negocios modernos. Si tu certificación se siente como un lastre y no como una palanca para aumentar el retorno de la inversión (ROI), es probable que estés cometiendo los errores que separan a las empresas que solo «tienen el sello» de las que dominan su mercado.
A continuación, expongo cinco verdades disruptivas extraídas de la esencia técnica de la norma que obligarán a cualquier líder a replantearse su modelo de gestión.
1. El gran pecado de la burocracia autoimpuesta.
La principal fuente de fricción operativa es la confusión entre procedimientos e instrucciones de trabajo. Muchas empresas documentan cada paso de cada tarea en «procedimientos» densos, creando una red de la que es imposible escapar. El consultor sénior sabe que el procedimiento describe el qué, el porqué y quién es el responsable, mientras que el cómo detallado pertenece exclusivamente a las instrucciones de trabajo.
Sin embargo, la verdad más sorprendente, que la mayoría de los gestores ignora, es la siguiente:
Los procedimientos del sistema de gestión de la calidad, según la norma ISO 9001, describen la implementación de dicho sistema. No son obligatorios.
Así es. La norma no te obliga a tener esa montaña de procedimientos. Si tu sistema es burocrático, es por decisión interna, no por exigencia del estándar. La agilidad se recupera cuando se entiende que la ISO busca resultados, no literatura.
2. La estructura de alto nivel.
La ISO 9001 ya no es una isla. Gracias a su Estructura de Alto Nivel, ahora utiliza un lenguaje universal compatible con otros estándares. Esto no es solo un detalle técnico, sino la base para crear sistemas integrales de gestión.
En lugar de tener departamentos estancos que gestionan por separado los riesgos ambientales, de seguridad o de calidad, esta estructura permite integrarlos.
ISO 14001: Gestión Ambiental.
ISO 45001: Seguridad y salud en el trabajo.
Esta compatibilidad transforma el sistema de gestión en un tronco común que optimiza los recursos de auditoría y, lo que es más importante, elimina la redundancia de datos, de modo que la dirección tenga una visión única de la resiliencia corporativa.
3. El riesgo invisible: de la expectativa voluntaria al requisito legal.
Muchos gestores limitan su visión al cliente final. La norma, sin embargo, exige un enfoque de 360 grados respecto de las partes interesadas. Pero cuidado: el análisis de sus necesidades no es un ejercicio de relaciones públicas, sino una trampa de cumplimiento si no se gestiona con inteligencia estratégica.
Tomemos como ejemplo una empresa de transporte de mercancías. Para un inversor, la «calidad» no solo consiste en que el camión llegue a tiempo, sino que también abarca la imagen de la reputación y el control de riesgos económicos. Para un trabajador, son el reconocimiento y la participación. Lo verdaderamente crítico es que la organización puede decidir aceptar voluntariamente estas expectativas (por ejemplo, mediante un contrato o una promesa de marca).
Muchos se sorprenden al descubrir que una vez que la organización adopta voluntariamente un requisito de una parte interesada, este se convierte automáticamente en un requisito obligatorio del sistema de gestión. Un compromiso contractual con un proveedor sobre plazos de pago o una promesa de sostenibilidad para la sociedad se vuelve tan auditable y legalmente vinculante para tu sistema de calidad como la entrega del producto mismo.
4. Verificación frente a validación: la diferencia entre cumplir y satisfacer.
En la alta dirección, confundir estos términos es una receta para el desastre financiero. La diferencia es sutil, pero vital para garantizar el valor real:
Verificación: Confirmación, mediante inspección, de que se han cumplido los requisitos especificados. Se trata de una comprobación frente al plano o al diseño.
Validación: Comprobación, mediante ensayo, de que el producto cumple su aplicación específica prevista en el mundo real.
Un producto puede estar perfectamente verificado (cumplir todas las especificaciones técnicas) y ser un fracaso total si no ha sido validado (no sirve para lo que el usuario necesitaba). Un gestor estratégico no se detiene en la inspección, sino que busca el ensayo que demuestre su utilidad real.
5. El liderazgo como eje del PDCA.
El ciclo PDCA (Planificar, Hacer, Verificar, Actuar) suele representarse como un círculo estático. Es un error. En el modelo real de la ISO 9001, el liderazgo no es un paso más del ciclo, sino el eje central que mantiene todos los procesos en órbita y en armonía. Sin liderazgo, el ciclo se fragmenta.
Para que este motor genere mejora continua y no solo «mantenimiento», debe nutrirse de la toma de decisiones basada en la evidencia. La norma es el antídoto contra la gestión por intuición. En la fase de «Actuar», el sistema no solo busca corregir el fallo, sino también eliminar su causa raíz para que no vuelva a ocurrir. Esto solo es posible si los líderes utilizan los datos del sistema para abordar riesgos y oportunidades, en lugar de reaccionar visceralmente ante las crisis diarias.
Conclusión: ¿activo estratégico o certificado decorativo?
La calidad no es un destino, sino una cultura de mejora continua que debe reflejar la salud de tu dirección estratégica. Si analizamos el contexto de una empresa de transporte mediante un análisis DAFO, veremos que factores externos como la fluctuación del precio del combustible o las nuevas regulaciones medioambientales no son «problemas de logística», sino variables de calidad.
En última instancia, tu sistema de gestión de la calidad debería poder responder a las preguntas más difíciles de tu análisis estratégico: ¿por qué un cliente potencial compra a tu competencia y no a ti? ¿Qué le falta a tu servicio para ser verdaderamente superior?
Si tu sistema no te ayuda a responder estas preguntas, no tienes un sistema de gestión, sino un certificado en la pared. La verdadera ISO 9001 es una plataforma para potenciar tus fortalezas y mitigar amenazas antes de que se conviertan en crisis. La pregunta es: ¿estás listo para dejar de «cumplir» y empezar a competir?
En esta conversación puedes escuchar algunas de las ideas más interesantes del tema.
En el vídeo se sintetizan algunos de los aspectos más relevantes de la norma ISO 9001.
1. Introducción: El espejismo del resultado idéntico.
Para cualquier líder de operaciones, existe una frustración que roza lo existencial: el espejismo de un resultado idéntico. A pesar de contar con manuales de procedimientos exhaustivos y formación constante, la realidad se impone con una tozudez estadística.
Como veremos, la variabilidad es la fuerza invisible que define el éxito o el fracaso de una organización. Comprender que la perfección no es una meta, sino una asíntota, es el primer paso para pasar de una gestión basada en la intuición a otra basada en la excelencia estratégica.
2. La inevitabilidad de la diferencia: «Nunca dos salidas de un proceso son iguales».
La variabilidad no es un error del sistema, sino su huella dactilar. Un proceso es un conjunto de actividades interrelacionadas en las que interactúan los métodos, la mano de obra, las máquinas, la materia prima y el entorno. En esta danza de variables, la uniformidad absoluta es físicamente imposible.
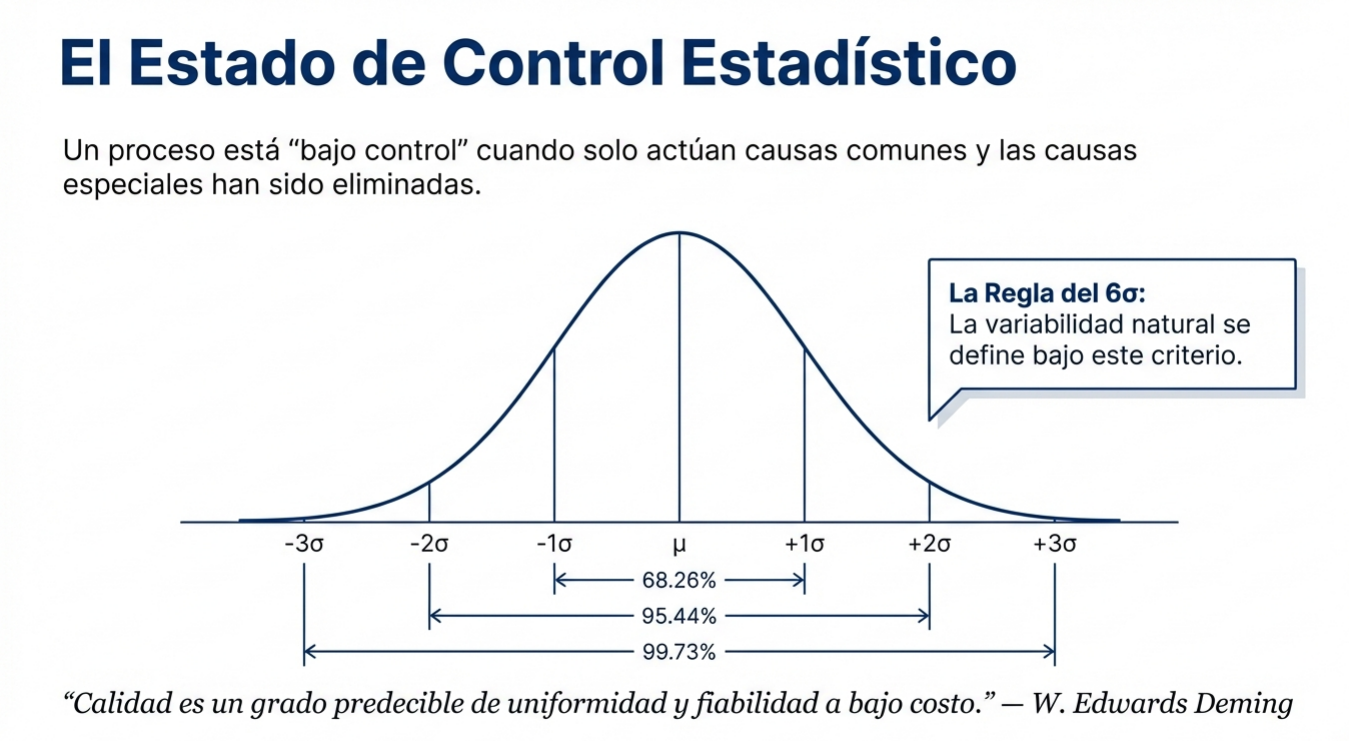
Desde la perspectiva de W. Edwards Deming, la calidad no es una aspiración abstracta, sino «un grado predecible de uniformidad y fiabilidad, a bajo coste y adecuado a las necesidades del mercado». Desde esta óptica, el objetivo no es eliminar la variabilidad de forma ingenua, sino reducirla para aumentar la predictibilidad.
Es crucial distinguir aquí los llamados «procesos especiales», es decir, aquellos en los que no es posible verificar fácilmente y a un precio asequible la conformidad del resultado. En estos casos, la excelencia no se mide en el producto final, sino en un control férreo y anticipado de las entradas (especialmente de los métodos y la mano de obra), ya que cualquier desviación conlleva un riesgo financiero latente.
«Nunca dos resultados son exactamente iguales».
3. La regla del 90/10: ¿de quién es realmente la culpa?
Uno de los errores más costosos y moralmente desgastantes en la gestión es malinterpretar el origen de las desviaciones. Para liderar con integridad, es imperativo distinguir entre:
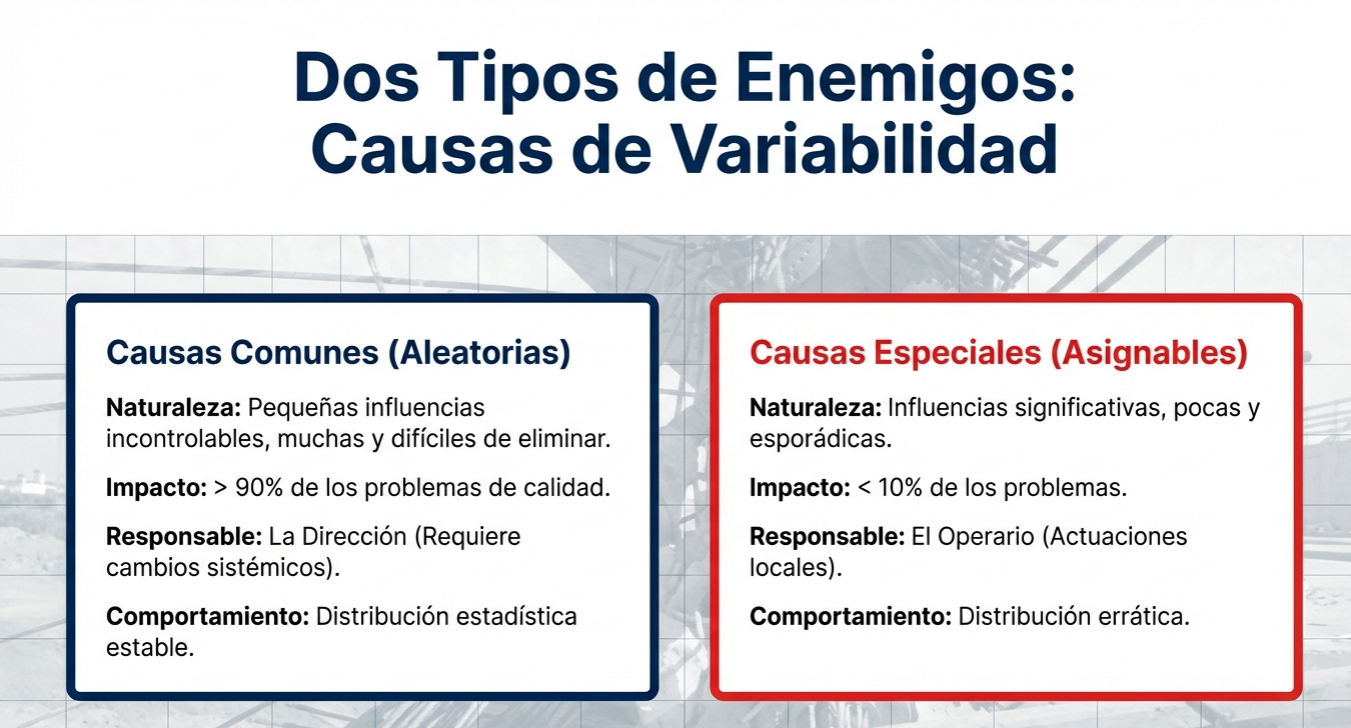
Causas comunes (o aleatorias): representan más del 90 % de los problemas de calidad. Se manifiestan de forma estable y son inherentes al diseño del sistema. Su corrección es responsabilidad exclusiva de la dirección, ya que requiere cambios estructurales. Intentar corregirlas mediante acciones locales es, matemáticamente, un ejercicio de futilidad.
Causas especiales (o asignables): representan menos del 10 % de los fallos. Tienen una distribución errática y esporádica. Estas causas sí corresponden al operario, quien debe actuar para devolver el proceso a su estado normal.
Culpar a un trabajador por un fallo derivado de una causa común es una injusticia estadística. Si el diseño del proceso es deficiente, ningún esfuerzo individual podrá rescatarlo.
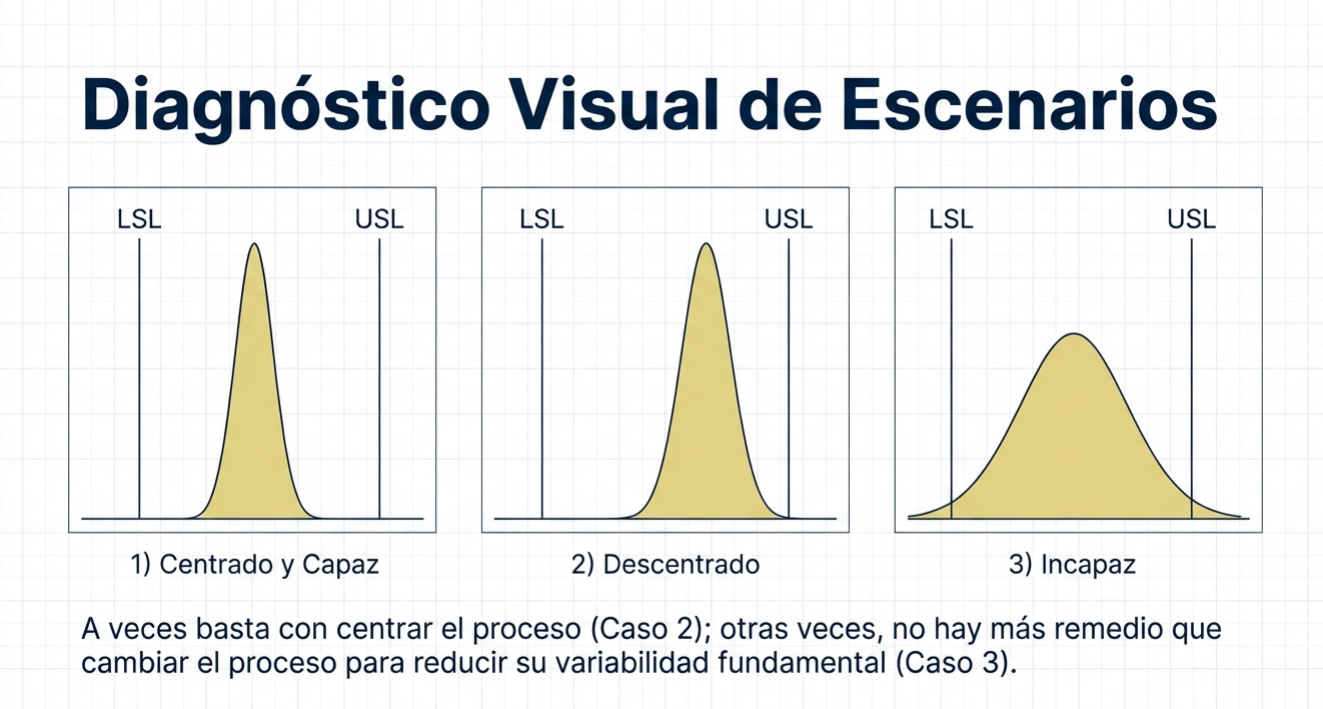
4. Control frente a la capacidad: no basta con ser estable.
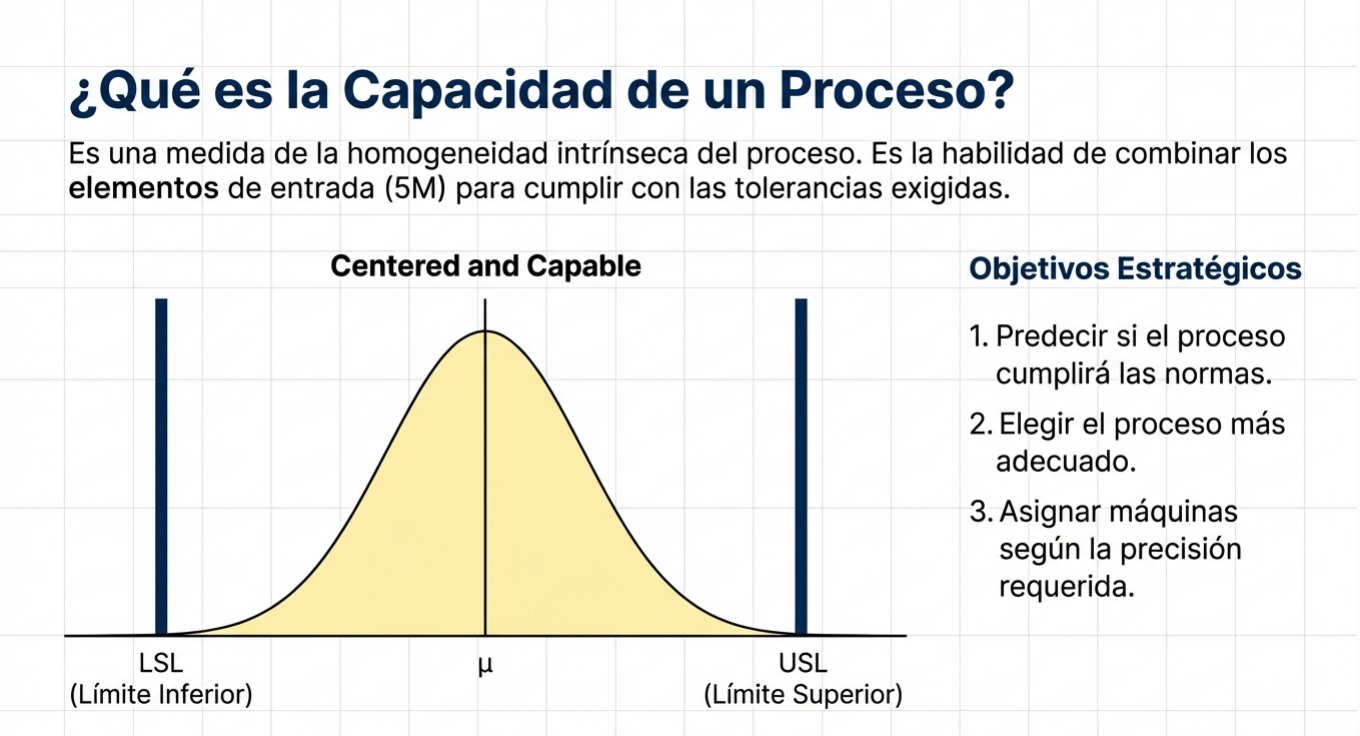
Un proceso puede ser perfectamente predecible y, al mismo tiempo, completamente inútil para el mercado. La estabilidad es una métrica interna, mientras que la capacidad es una métrica externa de supervivencia.
La realidad del proceso (6 sigma): representa lo que el sistema «sabe hacer». Se trata de su variabilidad natural bajo control estadístico, operando dentro de un modelo probabilístico predecible.
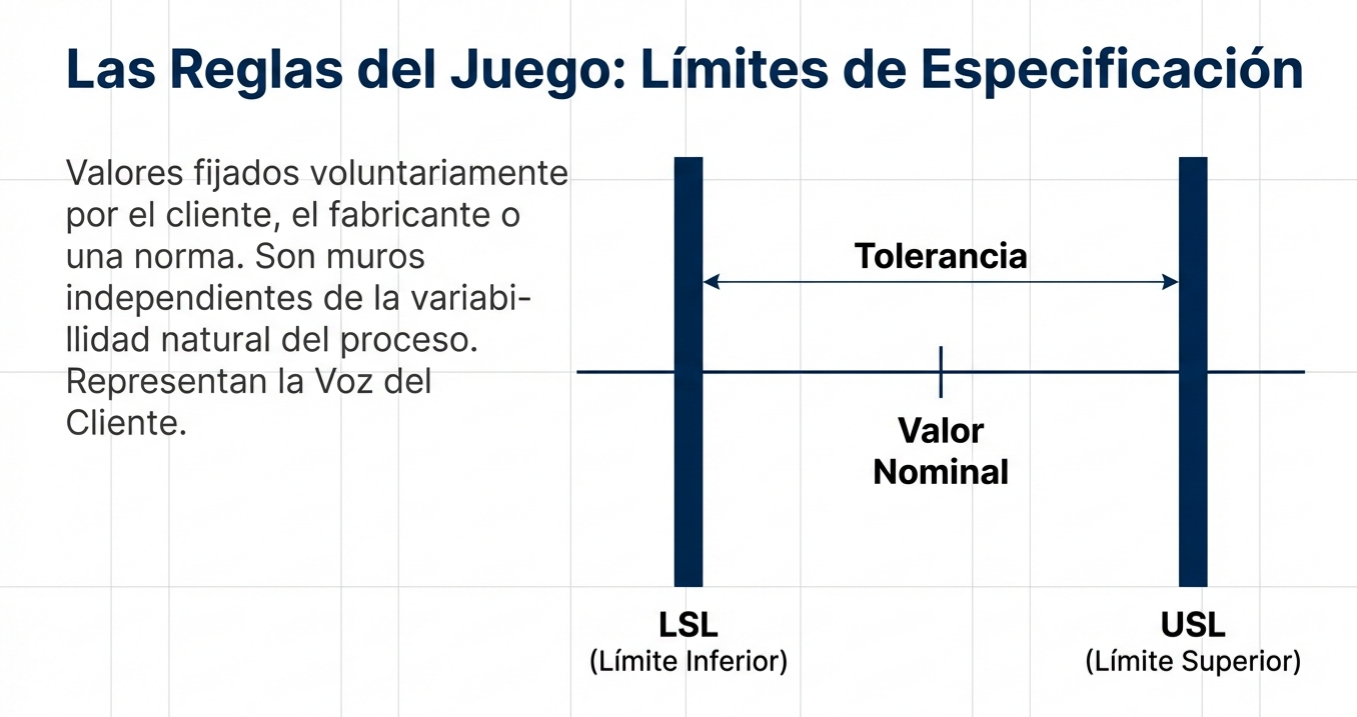
Las especificaciones son los límites (USL y LSL) que el mercado o la norma establece de forma voluntaria. Representa lo que el cliente está dispuesto a pagar.
La estabilidad es solo la mitad del camino. Un proceso estable, pero descentrado, o con una dispersión mayor que la especificada, es, en términos empresariales, una fábrica de desperdicios.
5. El arte de centrar: la solución más económica.
Ante un proceso «incapaz», la reacción visceral de muchos comités de dirección es aprobar inversiones masivas en nueva maquinaria. Sin embargo, el análisis de capacidad nos ofrece una alternativa estratégica: el centrado.
A menudo, un proceso no es eficaz porque sea errático, sino porque su valor medio no se alinea con el valor nominal del cliente. Identificar un proceso con baja variabilidad, pero descentrado, es como encontrar una mina de oro, ya que permite cumplir los requisitos con ajustes técnicos mínimos en lugar de recurrir a costosas adquisiciones de capital. La diferencia radica en gestionar con base en suposiciones o en datos.
6. Los números hablan: el veredicto del Cp y el Cpk.
Los índices de capacidad no son simples números, sino el veredicto financiero sobre la viabilidad de su operación. Convierten la estadística en decisiones de inversión:
Cp (capacidad potencial): revela lo que el proceso podría ser si estuviera perfectamente centrado. Mide si el «ancho» de su proceso se ajusta al del cliente.
Cpk (capacidad real): es el indicador honesto y pesimista. Tiene en cuenta el centrado actual y nos indica qué ocurre en este momento.
El análisis de estos índices dicta el camino a seguir.
Si el índice es < 1, el proceso es incapaz. Es un drenaje financiero; genera defectos sistemáticos y requiere un cambio estructural inmediato o la compra de nuevos equipos.
Si el índice es = 1, el proceso es justamente capaz. Es un equilibrio precario en el que cualquier mínima perturbación generará pérdidas.
Si el índice es > 1, el proceso es capaz. Existe un margen de seguridad que garantiza la fiabilidad y el cumplimiento a bajo coste.
7. Conclusión: hacia una cultura de la variabilidad controlada.
La mejora de la calidad consiste, en esencia, en reducir de manera metódica la variabilidad. La estadística nos otorga el poder de la profecía, ya que nos permite garantizar el cumplimiento de las promesas hechas al cliente antes incluso de que la primera unidad salga de la línea de producción.
Como líderes, debemos aceptar que la variabilidad es inevitable, pero su descontrol es opcional. La próxima vez que su operación falle, antes de buscar un culpable en la planta, analice las cifras.
¿Está fallando su proceso por un error puntual o está simplemente diseñado para no poder ganar nunca?
En esta conversación puedes escuchar los conceptos más interesantes sobre este tema.
Este vídeo resume bien los aspectos relacionados con la capacidad de los procesos.
Los pasos superiores de hormigón pretensado ejecutados in situ son elementos estructurales fundamentales en la construcción de obras lineales, como carreteras y ferrocarriles. Su correcta ejecución es fundamental para garantizar la durabilidad de la infraestructura y, lo que es más importante, la seguridad de los usuarios. Este Plan de Calidad se ha desarrollado como un instrumento de control riguroso, centrado en la identificación sistemática de los puntos críticos de control (PCC), los riesgos inherentes a cada fase y los procedimientos de verificación necesarios para mitigarlos. Basado en las mejores prácticas del sector, su objetivo es servir de guía técnica y procedimental para la dirección de obra y el contratista, garantizando el cumplimiento estricto de las especificaciones del proyecto y la consecución de los más altos estándares de calidad.
Figura 1. Paso superior en la autovía A-7, en Cocentaina (Alicante). Imagen: Lorena Yepes-Bellver
Este documento abarca las fases clave en la construcción de este tipo de estructuras y cubre el proceso constructivo de manera integral. En concreto, el plan abarca:
La ejecución de las cimentaciones y alzados (pilas y estribos).
El montaje, nivelación y aseguramiento de cimbras y encofrados.
La correcta colocación de armaduras pasivas, activas y elementos aligerantes.
La planificación y ejecución del hormigonado del tablero.
La operación de tesado del pretensado.
La inyección de vainas para la protección de la armadura activa.
Los controles de acabados y la ejecución de la prueba de carga final.
El proceso constructivo comienza con la ejecución de los alzados, una fase fundamental que sienta las bases para la estabilidad y el correcto comportamiento de toda la estructura.
2. Control de calidad en la construcción de alzados (pilas y estribos).
La construcción de los alzados, que incluye las pilas y los estribos, es una fase de gran importancia. Al representar entre el 30 % y el 50 % del coste total del puente, su correcta ejecución, y en particular la de sus cimentaciones, es la base sobre la que se sustenta la estabilidad de toda la estructura. Las estadísticas del sector son claras: aproximadamente un tercio de los fallos estructurales se deben a cimentaciones deficientes, por lo que esta etapa es un punto de control de máxima prioridad.
Figura 2. Cimentación provisional para las torres de una cimbra porticada. Imagen: V. Yepes
2.1 Verificación geotécnica y cota de cimentación.
El principal riesgo de una verificación incorrecta del terreno de cimentación es la aparición de asientos diferenciales. Un terreno con características resistentes inferiores a las previstas en el proyecto puede provocar movimientos incompatibles con la naturaleza hiperestática de la estructura, lo que conlleva una redistribución de esfuerzos no prevista y, en casos graves, fallos estructurales.
Los procedimientos de verificación y control para este punto crítico son los siguientes:
Revisión documental: antes de iniciar la excavación, es obligatoria la revisión exhaustiva del anexo geotécnico y del anexo de cálculo del proyecto. El equipo de obra debe familiarizarse con los sondeos y las recomendaciones de cimentación.
Inspección visual y verificación in situ: una vez alcanzada la cota final de excavación, se debe realizar una comprobación visual para confirmar que el estrato de apoyo se corresponde con el terreno esperado según los sondeos.
Protocolo de actuación ante discrepancias: si el terreno esperado no se encuentra en la cota prevista, el procedimiento estándar consiste en profundizar la excavación hasta localizarlo y, posteriormente, rellenar el sobreexceso con hormigón pobre. Si tras una profundización razonable no se localiza el estrato, se deberá detener el proceso, plantear un nuevo sondeo y revisar el diseño de la cimentación.
Control de cimentaciones profundas: en el caso de cimentaciones por pilotes, se debe verificar el estadillo de excavación y comprobar que el empotramiento de la punta en el estrato resistente cumple con lo especificado en el proyecto.
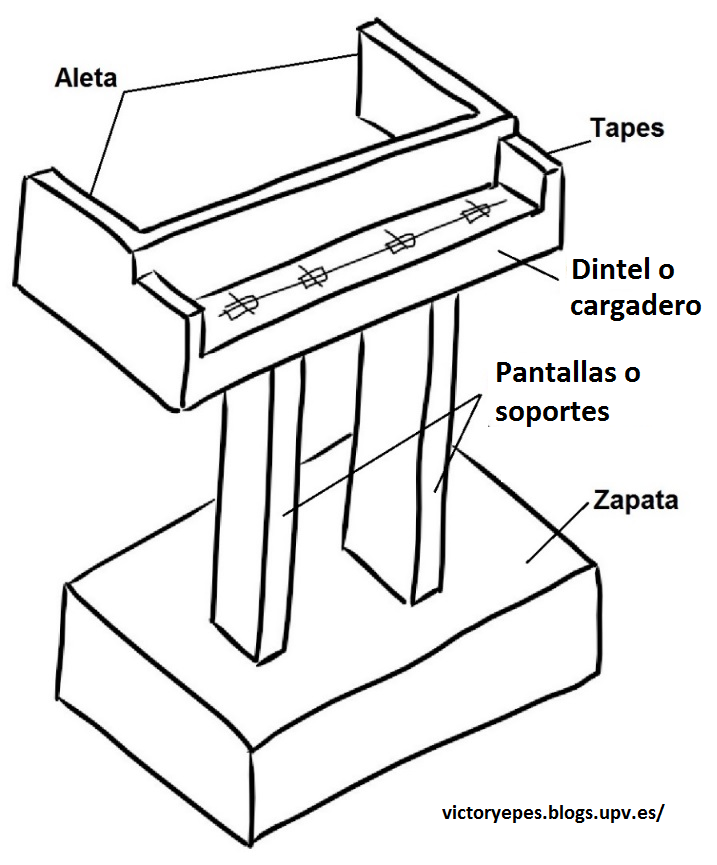
2.2 Colocación de armaduras y encofrados de soportes
Una ejecución deficiente en esta fase introduce múltiples riesgos: recubrimientos de hormigón insuficientes que exponen las armaduras a la corrosión, longitudes de empalme de las esperas inadecuadas que impiden la transmisión correcta de esfuerzos y comprometen la capacidad estructural, y una estabilidad deficiente del encofrado que puede provocar su deformación o colapso bajo la presión del hormigón fresco.
Procedimiento de verificación
Criterio de aceptación/rechazo
Medición de recubrimientos: Verificar la correcta colocación de separadores para garantizar la distancia entre la armadura y el encofrado.
El recubrimiento debe cumplir estrictamente con las especificaciones del plano. Se debe colocar un número de separadores suficiente para evitar el hundimiento de la malla superior al ser pisada, utilizando pates o soportes equivalentes de hormigón a razón de, al menos, 1 ud/m².
Comprobación de empalmes: Medir la longitud de solape de las esperas de los soportes.
La longitud debe ser igual o superior a la especificada en el proyecto para garantizar la correcta transmisión de esfuerzos.
Apeo y estabilidad del encofrado: Inspeccionar el sistema de apuntalamiento del encofrado de los soportes, incluyendo los puntales inclinados.
El encofrado debe estar perfectamente aplomado y arriostrado para asegurar su estabilidad y planeidad durante el hormigonado.
2.3 Hormigonado de soportes y curado
El principal riesgo durante el hormigonado de elementos esbeltos y verticales, como los soportes, es la segregación del hormigón. Verter el hormigón desde una altura excesiva hace que los áridos gruesos se separen de la pasta de cemento, por lo que el elemento resultante no es homogéneo y tiene una resistencia local inferior a la prevista.
Para controlar este riesgo, es obligatorio utilizar un embudo metálico y una manguera que descienda hasta el fondo del encofrado. El vertido debe realizarse en capas de aproximadamente 30 cm de espesor, vibrando cada una de ellas para garantizar una compactación adecuada y una distribución homogénea de los componentes del hormigón.
Figura 3. Estribo abierto. Imagen: V. Yepes
2.4. Ejecución y compactación del relleno del trasdós (estribos abiertos).
La coordinación y ejecución del relleno en estribos abiertos es un aspecto crítico que a menudo se subestima. Una compactación deficiente del terreno, especialmente en la zona acotada entre los soportes y bajo el futuro cargadero, puede provocar el desmoronamiento del terraplén cuando la estructura entre en servicio y se vea sometida a las cargas dinámicas del tráfico.
El procedimiento de control clave es secuencial: el relleno y la compactación de las tierras del cono de derrame deben realizarse antes de ejecutar el cargadero superior del estribo. Esta secuencia es la única que garantiza el acceso de la maquinaria de compactación a toda la superficie del trasdós, lo que asegura un grado de compactación uniforme y adecuado en la zona más crítica. Es fundamental señalar que, dado que los equipos de movimiento de tierras y los de estructuras suelen gestionar tajos distintos, coordinar esta tarea no siempre es sencillo, pero es imprescindible para garantizar la calidad final del estribo.
Una vez completados y verificados los alzados, la construcción avanza hacia el montaje de la estructura auxiliar que dará forma al tablero: la cimbra y el encofrado.
3. Control de calidad de cimbras y encofrados del tablero.
La cimbra es una estructura temporal, pero su función durante la construcción es absolutamente crítica. Debe soportar el peso total del hormigón fresco del tablero, las armaduras y las sobrecargas de ejecución, y transmitir estas cargas de forma segura al terreno. Si falla durante el hormigonado, las consecuencias son catastróficas. Los dos sistemas más habituales son la cimbra tubular con encofrado de madera, que ofrece un acabado superficial de mayor calidad, y la cimbra industrial con encofrado metálico, que permite un montaje más rápido a costa de un acabado estético inferior.
3.1. Estabilidad y cimentación de la cimbra.
La estabilidad de la cimbra está amenazada por varios riesgos fundamentales que deben ser controlados rigurosamente:
Fallo del terreno de apoyo: Cimentar sobre un terreno con una tensión admisible inferior a la requerida (el mínimo habitual para cimbra tubular es de 1.00 kp/cm²).
Desplome en «castillo de naipes»: Ausencia de arriostramientos longitudinales y transversales que conecten las torres entre sí, impidiendo una respuesta conjunta de la estructura.
Erosión y lavado: Una escorrentía no controlada de aguas torrenciales puede socavar los apoyos de la cimbra y provocar su colapso.
Deslizamiento en taludes: La falta de un escalonamiento adecuado en los terraplenes laterales donde apoyan los vanos de compensación compromete la estabilidad de las torres.
Figura 4. Escalonamiento con pequeños muros de hormigón junto al estribo. Imagen: V. Yepes
Riesgo identificado
Procedimiento de verificación y control
Criterio de aceptación
Fallo del terreno de apoyo
Inspeccionar el terreno y verificar que se ha ejecutado la capa de mejora de 30 cm de grava-cemento. Comprobar la disposición de tableros o zapatas de madera para el reparto de cargas.
El terreno debe cumplir la tensión admisible especificada en el proyecto de cimbra. Las medidas de mejora y reparto deben estar correctamente ejecutadas.
Desplome en «castillo de naipes»
Inspeccionar visualmente la existencia y correcta instalación de las barras de arriostramiento en ambas direcciones, uniendo todas las torres.
Todas las torres deben estar arriostradas conforme al proyecto de cimbra. No se admitirá la ausencia de estos elementos.
Erosión por lluvia
Verificar la ejecución de una zanja de drenaje aguas arriba y una zanja lateral que evacúe el agua de forma controlada.
El sistema de drenaje debe ser funcional y capaz de gestionar la escorrentía previsible.
Deslizamiento en taludes
Comprobar que los terraplenes laterales han sido escalonados y, si es necesario, reforzados con muretes de hormigón.
La ejecución del escalonamiento debe coincidir con los planos del proyecto de cimbra para garantizar un apoyo seguro.
3.2 Nivelación y geometría del encofrado del tablero.
La precisión en la nivelación del encofrado debe ser milimétrica y crítica. Un principio clave del diseño de estas estructuras es el equilibrio de deformaciones, por lo que no se aplica una contraflecha, ya que las flechas producidas por el peso propio y por la acción del pretensado están diseñadas para compensarse entre sí. Por este motivo, la precisión topográfica inicial del encofrado es un factor absolutamente imprescindible, ya que define directamente la rasante final del tablero.
El procedimiento de control topográfico es esencial. Un topógrafo debe nivelar de manera individual cada uno de los husillos de la cimbra, siguiendo las cotas definidas en los planos del proyecto. Este ajuste preciso garantiza que la geometría del tablero, incluidos los peraltes y los acuerdos, se construya con la máxima fidelidad al diseño.
Una vez verificada la geometría y la estabilidad del «molde» (encofrado), el siguiente punto crítico de control es la correcta colocación de su contenido: las armaduras pasivas y activas.
Figura 5. Encofrado del tablero. Imagen: V. Yepes
4. Control de calidad en la colocación de armaduras y aligeramientos.
Las armaduras de una estructura de hormigón pretensado cumplen una función dual: la armadura pasiva gestiona los esfuerzos secundarios de cortante y torsión, mientras que la armadura activa (los cables de pretensado) confiere al puente su capacidad principal para salvar grandes luces de manera eficiente. Cualquier error en la disposición o la cantidad de acero en esta fase compromete de forma directa e irreversible la capacidad portante de la estructura.
4.1 Trazado y sujeción de vainas de pretensado.
El trazado de las vainas de pretensado es un riesgo de primer orden. La armadura activa no es más que una armadura de tracción que debe colocarse donde se producen dichas tracciones: en la parte superior, sobre las pilas, y en la inferior, en el centro del vano. Si su posición vertical (excentricidad) es incorrecta, la fuerza de pretensado no generará el momento flector interno deseado, lo que invalidaría los cálculos del proyecto y comprometería la seguridad y el comportamiento de la estructura.
El protocolo de verificación del trazado de vainas es el siguiente:
Verificación por puntos: Se debe comprobar la cota vertical de todas las vainas en intervalos de 2.00 a 3.00 metros, contrastando las mediciones con los planos de pretensado.
Tolerancia: El trazado en vertical debe ajustarse con una tolerancia máxima de un centímetro, siendo especialmente rigurosos en las secciones críticas sobre pilas y en los centros de vano.
Sujeción: Es imperativo asegurar que las vainas estén firmemente sujetas a los estribos de las almas para evitar su movimiento o desplazamiento durante las operaciones de hormigonado.
Espaciamiento: Se debe verificar que existe un hueco horizontal mínimo de 5-6 cm entre vainas contiguas. Este espacio es crucial para permitir que el hormigón fluya correctamente y envuelva por completo las vainas, evitando la formación de coqueras.
4.2 Sujeción de aligeramientos contra la flotación.
Los aligeramientos de poliestireno expandido, al tener una densidad muy baja, están sometidos a una gran fuerza de flotación cuando se vierte el hormigón fresco. Este riesgo es crítico, por ejemplo, en un tablero con cuatro aligeramientos de 80 cm de diámetro, ya que el empuje de flotación puede alcanzar las 4,83 t/m, una fuerza muy superior al peso de la armadura pasiva que los recubre (aproximadamente 0,72 t/m). Si los aligeramientos no están adecuadamente anclados, flotarán y se desplazarán de su posición teórica, lo que alterará la sección transversal del tablero y constituirá un defecto estructural de difícil y costosa solución.
Figura 6. Aligeramiento puente losa.
Para mitigar este riesgo, deben aplicarse obligatoriamente dos medidas de control combinadas:
Anclaje mecánico: verificar la colocación de un sistema de sujeción robusto. Este sistema puede consistir en barras de acero (por ejemplo, de 12 o 16 mm de diámetro) dispuestas por encima de los aligeramientos y atadas a los cercos de las almas, o bien en flejes metálicos que rodean los aligeramientos y se anclan al fondo del encofrado.
Hormigonado por fases: se debe exigir que el hormigonado del tablero se realice en tres tongadas o capas sucesivas (losa inferior, almas y losa superior). Esta estrategia de vertido es fundamental, ya que el peso del hormigón de cada capa contrarresta de forma progresiva la fuerza ascensional, impidiendo la flotación.
4.3. Control de armado en zonas de alta concentración de esfuerzos.
La riostra sobre los estribos es una de las zonas más críticas de la estructura. Su función es difundir las cargas altamente concentradas de todos los anclajes del pretensado (que pueden sumar miles de toneladas, como las 4548 t del caso de referencia) hacia el resto del tablero. Un armado insuficiente en esta zona puede provocar la rotura de la riostra durante la operación de tesado, lo que supondría un fallo frágil y catastrófico. La gravedad de este riesgo no es teórica: recientemente se ha producido algún caso en España con víctimas mortales y heridos graves.
Como procedimiento de control, se establece una inspección final obligatoria y la emisión de un visto bueno formal por parte de la dirección de obra para la totalidad del armado del tablero antes de autorizar el inicio del hormigonado. Por experiencia, se sabe que las prisas en esta revisión final son la causa principal de la omisión de armaduras de refuerzo críticas. Este control debe ser un «punto de espera» formal y sin prisas en la planificación de la obra.
Una vez que el acero está correctamente posicionado y asegurado, el siguiente paso es hormigonar el tablero, una operación logística de gran envergadura y alta criticidad.
5. Control de calidad en el hormigonado del tablero.
El hormigonado del tablero de un paso superior es una operación logística de alta criticidad. Debe ejecutarse de forma continua, sin juntas de construcción, y conlleva el uso de grandes volúmenes de hormigón (normalmente entre 300 y 700 m³). Este proceso exige una planificación exhaustiva y la implementación de planes de contingencia para evitar cualquier interrupción que pueda afectar a la monoliticidad y a la integridad estructural del elemento.
5.1 Aseguramiento del suministro continuo de hormigón.
El principal riesgo durante esta fase es la interrupción del hormigonado. Cualquier detención prolongada crearía una junta fría que actuaría como un plano de debilidad estructural, algo inaceptable en el tablero de un puente. Los puntos de fallo más probables son una avería en la planta de hormigón o una avería mecánica en la bomba de hormigonado.
Para mitigar este riesgo, es obligatorio disponer de un plan de contingencia robusto:
Doble suministro: Se debe contratar el hormigón con dos plantas de producción independientes o, como alternativa, contratar una planta principal y mantener una segunda planta en servicio de guardia, lista para asumir la producción en caso de fallo de la primera.
Bomba de repuesto: Es imprescindible disponer de una segunda bomba de hormigón en la obra, totalmente operativa y lista para sustituir a la principal de forma inmediata en caso de avería.
Logística de personal: La jornada de hormigonado, que puede extenderse por más de 10 horas, debe ser planificada con personal suficiente para permitir turnos de descanso. Asimismo, el avituallamiento (comida y bebida) debe ser provisto en la propia obra para no interrumpir el ritmo de trabajo.
5.2. Control de calidad del hormigón en fresco y endurecido.
El control de calidad del material es tan importante como la logística de su colocación. Dichos controles deben ser sistemáticos y rigurosos.
Fase de control
Parámetro a controlar
Procedimiento de verificación
Criterio de aceptación/rechazo
Recepción en obra
Trabajabilidad (cono)
Realizar el ensayo del cono de Abrams a todas las cubas antes de su vertido en la bomba.
El cono medido debe estar dentro de la tolerancia especificada (p. ej., para un cono de 12 cm, se acepta ±2 cm). Las cubas fuera de rango deben ser rechazadas y vertidas en un lugar previsto para ello.
Muestreo para ensayo
Resistencia a compresión
Realizar un muestreo estadístico (p. ej., de un tercio de las cubas). De cada amasada controlada, se deben fabricar 6 probetas para su ensayo en laboratorio.
El resultado del ensayo a 28 días debe cumplir o superar la resistencia característica de proyecto (p. ej., HP-35).
Control para tesado
Resistencia temprana
Ensayo a compresión de una serie de probetas a 7 días (o 3 días si se prevé un tesado temprano). Se recomienda curar una serie de estas probetas a pie de puente, en las mismas condiciones ambientales que el tablero, para obtener una medida más representativa de la resistencia real.
La resistencia media obtenida debe alcanzar el valor mínimo especificado en el proyecto para autorizar el tesado (p. ej., 27.5 MPa).
Una vez colocado el hormigón y alcanzada la resistencia necesaria, se pasa a la siguiente fase crítica: el pretensado, que constituye la auténtica prueba de carga de la estructura.
6. Control de calidad en el pretensado del tablero.
La operación de tesado del tablero es extremadamente crítica. En esta fase, la estructura se somete a una de sus situaciones de carga más desfavorables, ya que se aplica la fuerza máxima de pretensado con únicamente el peso propio del tablero actuando. Esta situación pone a prueba los límites de resistencia tanto del hormigón en las zonas de anclaje como del acero de alta resistencia de los tendones.
Figura 7. Anclajes de hormigón postesado. https://www.becosan.com/es/hormigon-pretensado/
6.1 Verificación dual de la fuerza de tesado.
El principal riesgo de esta operación es aplicar una fuerza de pretensado incorrecta, ya sea por exceso o por defecto. Un tesado insuficiente no conferirá a la estructura la capacidad portante para la que fue diseñada, por lo que quedará vulnerable ante las cargas de servicio. Por el contrario, un tesado excesivo puede provocar daños por compresión en el hormigón o incluso la rotura de los propios tendones.
Para garantizar la correcta aplicación de la fuerza, es obligatorio realizar un procedimiento de control dual.
Control de presión: Monitorizar y registrar la presión aplicada al gato hidráulico a través del manómetro de la centralita.
Control de alargamiento: Medir físicamente con una cinta métrica el alargamiento real que experimentan los tendones en cada extremo.
El criterio principal de aceptación es que la media de la desviación entre los alargamientos reales medidos y los alargamientos teóricos calculados en el proyecto debe ser inferior al 5 %. Si se supera este umbral, se debe detener la operación. Hay que informar inmediatamente al proyectista, analizar las posibles causas (por ejemplo, una discrepancia en el módulo de deformación real del acero de las bobinas suministradas) y no proceder hasta haberlas determinado.
6.2 Secuencia de tesado y seguridad operacional.
Una secuencia de tesado incorrecta, por ejemplo, asimétrica, puede inducir esfuerzos parásitos en la estructura que no se tuvieron en cuenta en el cálculo. Además, la operación conlleva un riesgo intrínseco muy elevado debido a las grandes energías almacenadas; la rotura de un anclaje o de un tendón puede tener consecuencias mortales.
Los procedimientos de control que se deben aplicar son:
Secuencia de tesado: Verificar que la operación sigue estrictamente el orden de tesado de los tendones especificado en los planos del proyecto. Generalmente, la secuencia procede desde los tendones centrales hacia los extremos, manteniendo siempre la simetría para no inducir momentos torsores no deseados.
Seguridad: Se prohíbe de forma taxativa la permanencia de personal no esencial en la zona posterior a los anclajes durante la aplicación de la carga.
Tras el tesado y su aprobación, es crucial proteger el acero activo contra la corrosión mediante la inyección de las vainas.
7. Control de calidad en la inyección de vainas.
La inyección de las vainas con mortero cumple dos funciones vitales: en primer lugar, proteger las armaduras activas de alta resistencia contra la corrosión y, en segundo lugar, garantizar la adherencia entre el cable y el hormigón circundante. No se debe subestimar la importancia de esta fase; los fallos por corrosión debidos a una inyección deficiente en el Reino Unido provocaron una moratoria en la construcción de este tipo de puentes, lo que subraya la gravedad de ejecutar incorrectamente este proceso.
7.1. Vaciado completo del aire ocluido.
El principal riesgo durante la inyección es la presencia de aire atrapado en los puntos más altos del recorrido de la vaina. Estas bolsas de aire impiden que el mortero de protección llegue a todas las partes del cable, por lo que quedan secciones del acero expuestas a la humedad y, por tanto, a un alto riesgo de corrosión a largo plazo.
El procedimiento de inyección y purga debe seguirse meticulosamente:
Se inyecta la lechada de mortero por uno de los extremos de la vaina a una presión controlada (alrededor de 5 kp/cm²).
Se espera hasta que la lechada fluya de manera continua por el extremo opuesto, momento en el que dicho extremo se tapa para presurizar la vaina.
A continuación, se abre el primer tubo de purga, que se encuentra en el punto más alto cercano al punto de inyección (normalmente sobre una pila).
Se mantiene el tubo de purga abierto hasta que por él salga un chorro sólido y continuo de inyección, sin burbujas de aire. En ese momento, se cierra herméticamente.
El proceso de purga se repite de forma secuencial para todos los tubos situados en los puntos altos a lo largo del trazado del cable.
Esta operación debe realizarse lo antes posible una vez recibido el visto bueno del tesado, sin posponerla, para minimizar el tiempo que el acero activo permanece desprotegido.
Una vez finalizadas las fases estructurales principales, se procede a ejecutar los elementos de acabado y a verificar el comportamiento final de la estructura mediante la prueba de carga.
8. Control de calidad de los acabados y prueba de carga.
Aunque la integridad estructural del puente ya está asegurada en esta fase, la ejecución de los acabados define su durabilidad y su aspecto final, mientras que la prueba de carga supone la aceptación formal de la obra y demuestra empíricamente que su comportamiento bajo carga es el esperado.
Figura 8. Prueba de carga. https://indaico.es/servicios/pruebas-de-carga
8.1 Ejecución de la prueba de carga.
La prueba de carga, que es obligatoria para puentes con luces superiores a 12 metros, tiene como objetivo someter la estructura a un estado de cargas que genere esfuerzos equivalentes a aproximadamente el 70 % de los producidos por el tren de cargas del proyecto. Supone la verificación final y tangible del trabajo realizado.
Los procedimientos de control para la prueba son los siguientes:
Proyecto de prueba: Se debe exigir un proyecto específico de prueba de carga, preparado por el calculista de la estructura. Este documento debe definir el número de camiones, sus pesos exactos y sus posiciones sobre el tablero para los distintos estados de carga que se van a probar (por ejemplo, el máximo momento flector positivo en el vano central y el máximo momento negativo sobre las pilas).
Medición de deformaciones: Utilizando equipos de precisión, se deben medir los desplazamientos verticales (flechas) en puntos clave del tablero. Las mediciones se toman antes de la carga (lectura de cero), durante la aplicación de la carga (respuesta instantánea) y tras un periodo de estabilización.
Medición de recuperación: Tras la retirada completa de la carga, se mide la flecha remanente para evaluar el comportamiento elástico de la estructura.
Criterios de aceptación: Se deben cumplir dos criterios principales:
La flecha máxima medida debe ser coherente con la calculada teóricamente (la experiencia indica que suele ser en torno al 85 % de la teórica).
La recuperación elástica debe ser superior al 90 % de la flecha máxima medida.
Acta de prueba: Los resultados de la prueba deben formalizarse en un acta oficial que se incorporará al expediente final de la obra como constancia de la correcta ejecución y comportamiento de la estructura.
8.2 Ejecución correcta de la superestructura.
Por último, hay que comprobar los elementos de la superestructura que completan el puente:
Aceras: Es crucial verificar la existencia de las armaduras de conexión (normalmente redondas de 12 a 25) que anclan la acera al tablero. Esta armadura evita que la acera pueda ser arrancada por impactos accidentales de vehículos contra el bordillo.
Estética: Se debe comprobar que los elementos de borde, como barandillas metálicas o parapetos, respetan la estética de la esbeltez del tablero. Se debe evitar el uso de parapetos de hormigón macizo, ya que aumentan visualmente el canto y restan elegancia al diseño. Esto es especialmente relevante si se han utilizado sistemas de cimbra industrial que, como se mencionó, priorizan la velocidad sobre la calidad del acabado superficial y dejan marcas y manchas que deben gestionarse para obtener un resultado final aceptable.
El cumplimiento riguroso y sistemático de todos los puntos de control detallados en este plan es esencial para garantizar la entrega de una estructura segura, duradera y conforme a los más altos estándares de calidad en ingeniería civil.
Un diagrama de causa y efecto es una representación visual compuesta por líneas y símbolos que muestra claramente la relación entre un efecto (o problema) y sus posibles causas. A este tipo de representación también se le conoce como diagrama de Ishikawa o diagrama de espina de pescado, debido a su semejanza con el esqueleto lateral de un pez. El efecto se coloca a la derecha (como la «cabeza» del pez), mientras que las causas principales se disponen a la izquierda, ramificándose desde un eje central y subdividiéndose en causas menores.
Origen y fundamento
El primer diagrama fue desarrollado en 1943 por Kaoru Ishikawa, un químico industrial japonés y profesor de la Universidad de Tokio, pionero del control de calidad en Japón. Aunque el concepto básico existía desde los años veinte, Ishikawa lo perfeccionó, sistematizó y popularizó como una de las siete herramientas básicas de control de calidad.
Propósito y funcionamiento
La utilidad principal del diagrama es investigar efectos —ya sean «malos», para corregirlos, o «buenos», para entender qué causas los propician—, reconociendo que un efecto puede provenir de múltiples causas a distintos niveles de profundidad. Generalmente, se organiza en categorías como métodos de trabajo, materiales, medición, personal, ambiente y, a veces, administración o mantenimiento, de donde surgen causas secundarias (por ejemplo, subcategorías bajo «métodos» como capacitación o características físicas del personal).
Paso a paso para elaborarlo
Definir el efecto o problema de calidad y colocarlo a la derecha del pliego o en la «cabeza» del diagrama.
Dibujar el eje principal (espina) y, de sus costados, los huesos principales que representan categorías de causas (p. ej., 6 M: método, máquina, mano de obra, materiales, medición, medio ambiente).
Identificar causas secundarias mediante una sesión de lluvia de ideas (brainstorming) en equipo, aprovechando el pensamiento creativo y evitando juicios prematuros.
Subdividir cada causa principal en causas menores (a partir de preguntas como «¿por qué?», «¿qué?», o «¿quién?»).
Cuando se agotan las ideas, se inicia una sesión de evaluación, donde cada miembro vota por las causas menores más probables; las más votadas se destacan y se priorizan (normalmente cuatro o cinco).
Se proponen soluciones, evaluadas según criterios como costo, factibilidad o resistencia al cambio; una vez acordadas, se implementan, se prueban y el diagrama se actualiza y coloca en lugares visibles para consulta continua.
Claves para hacer más eficaz la lluvia de ideas
Asegurar una participación equitativa: cada miembro recomienda ideas por turno; si alguien no tiene, pasa, pero puede retomarlas después.
Promover cantidad sobre calidad: las ideas «tontas» pueden desencadenar las mejores soluciones.
Evitar las críticas durante la generación de ideas y hacer una evaluación posterior.
Utilizar un papel grande (por ejemplo, de 60 x 90 cm), visible y pegado en la pared para fomentar la participación.
Fomentar una atmósfera enfocada en soluciones, no en quejas; el líder guía con preguntas clave.
Dejar incubar las ideas (por ejemplo, una noche) y luego retomarlas con más estímulos creativos.
Aplicación y beneficios estratégicos
El diagrama tiene aplicaciones casi ilimitadas, desde la fabricación, la investigación y las ventas hasta las oficinas, la educación, la sanidad, etc. Entre sus principales usos destacan:
Mejorar la calidad del producto o servicio, optimizar recursos y reducir costos.
Detectar y eliminar causas de no conformidades o quejas del cliente.
Estandarizar procesos actuales y propuestos.
Formar y entrenar al personal en toma de decisiones y acciones correctivas.
Tipos de diagramas relacionados
Además del tipo más común (enumeración de causas), existen variantes como:
Diagrama de dispersión: se trabaja completamente una rama antes de pasar a otra, para investigar la variabilidad.
Diagrama de proceso: cada paso del proceso (como carga, corte, ensamblado) se usa como causa principal, útil para procesos operativos o continuos.
Conclusión
El diagrama causa-efecto o diagrama de Ishikawa es una herramienta visual muy potente para representar y comprender cómo múltiples causas contribuyen a un efecto determinado. Su valor reside en su estructura clara, su enfoque sistemático, su aplicación colaborativa y su versatilidad. Su eficacia depende de una elaboración rigurosa, que incluye desde la definición precisa del problema hasta la evaluación participativa y la implementación de soluciones, pasando por el uso estratégico de la lluvia de ideas. Todo ello, junto con su capacidad de adaptación a diferentes contextos, lo convierte en una metodología viva y útil para la enseñanza, la industria y la gestión.
 Introducción: El gancho estratégico.
Introducción: El gancho estratégico.