Para comprender la magnitud del desafío al que se enfrenta la infraestructura moderna, basta con observar un dato: para encontrar el equilibrio perfecto entre eficiencia y ética, la ingeniería ha tenido que analizar hasta 50 configuraciones optimizadas de una estructura que la mayoría de nosotros apenas notamos. Nos referimos a los pasos inferiores y a los marcos de carretera: ese esqueleto invisible de hormigón que sostiene nuestras vías de comunicación.
Para comprender la magnitud del desafío al que se enfrenta la infraestructura moderna, basta con observar un dato: para encontrar el equilibrio perfecto entre eficiencia y ética, la ingeniería ha tenido que analizar hasta 50 configuraciones optimizadas de una estructura que la mayoría de nosotros apenas notamos. Nos referimos a los pasos inferiores y a los marcos de carretera: ese esqueleto invisible de hormigón que sostiene nuestras vías de comunicación.
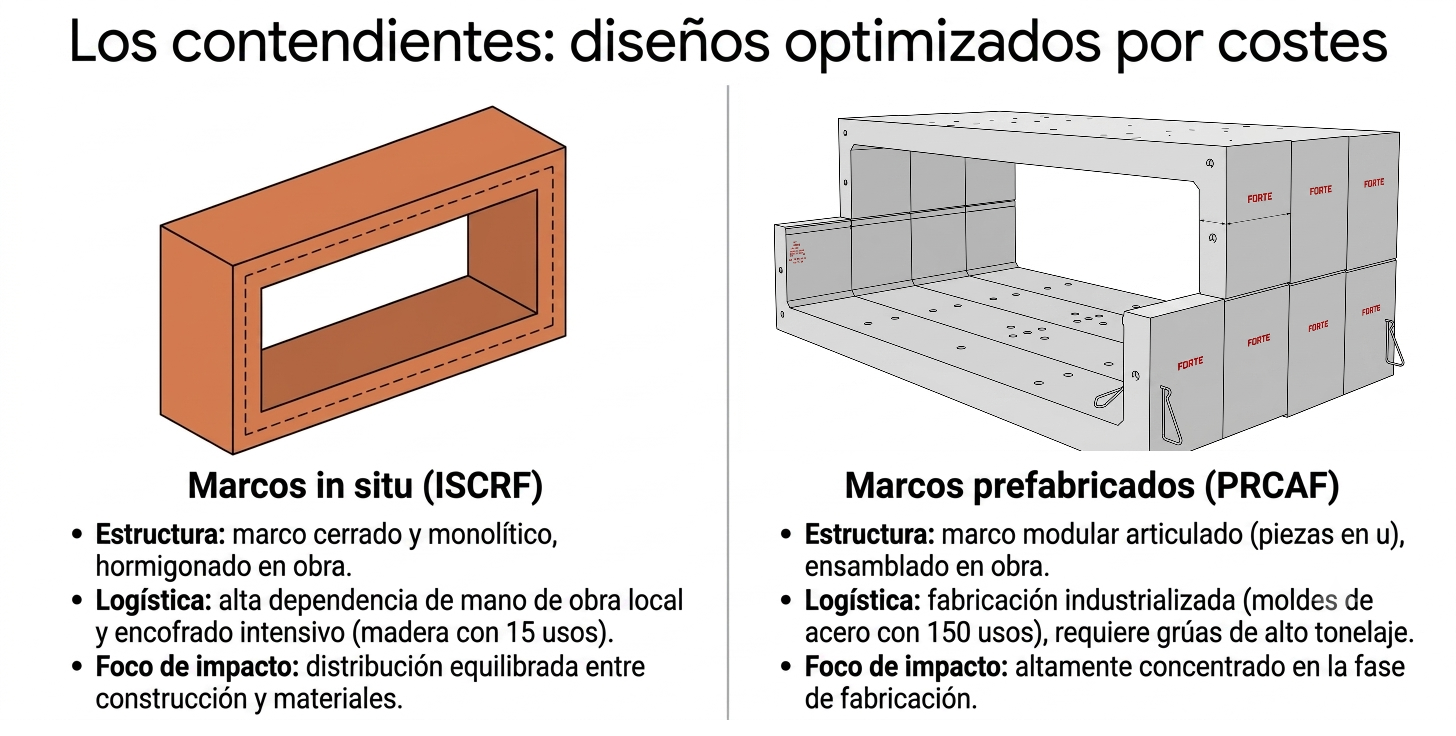
Como ingenieros, nos enfrentamos a una pregunta recurrente: ¿es mejor construir in situ (ISRCF), vertiendo el hormigón directamente en la obra, o apostar por sistemas prefabricados modulares (PRCAF)? La respuesta no es una verdad absoluta, sino un complejo mapa de compromisos en el que la geometría de la obra decide quién gana la batalla por la sostenibilidad.
Los resultados que presentamos son fruto de la siguiente publicación:
RUIZ-VÉLEZ, A.; SÁNCHEZ-GARRIDO, A.J.; ALCALÁ, J.; YEPES, V. (2026). Life-cycle environmental and social trade-offs in concrete road frame systems. Cleaner Environmental Systems, 22, 100462. DOI:10.1016/j.cesys.2026.100462
El trabajo se enmarca en el proyecto de investigación RESILIFE, que dirijo como investigador principal en la Universitat Politècnica de València.

La prefabricación: el campeón ambiental (con matices).
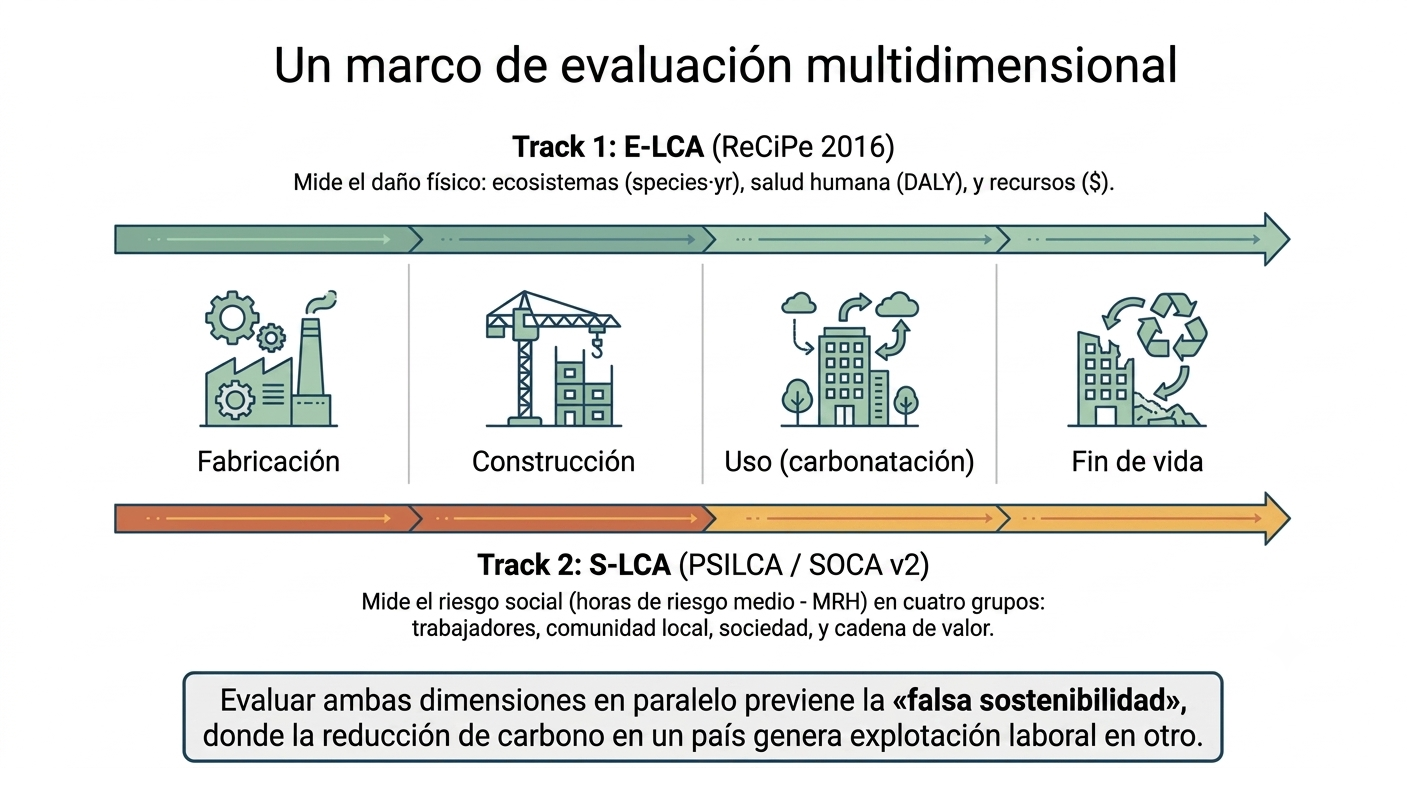
Si analizamos los datos con la metodología ReCiPe 2016, el sistema prefabricado (PRCAF) se presenta como el líder indiscutible en términos ambientales. Las cifras del estudio son claras: estas soluciones logran reducir el potencial de calentamiento global (GWP) entre un 9 % y un 17 % en comparación con los marcos construidos in situ.
Esta ventaja se debe principalmente a la optimización de las secciones transversales. Al producirse en entornos industriales controlados, el carbono embebido se reduce significativamente al emplear secciones más esbeltas y eficientes. Sin embargo, como expertos, debemos ser cautos al generalizar. Como bien señala la investigación original:
«No existe una tipología de construcción universalmente preferible; el rendimiento ambiental y social del ciclo de vida varía según la escala geométrica».
El factor de escala: por qué la longitud es el verdadero enemigo.
Al estudiar configuraciones de entre 8 y 16 metros de vano (longitud), hemos descubierto que la geometría dicta el impacto ambiental con una severidad implacable. El hallazgo técnico es contundente: aumentar el vano en solo dos metros incrementa el GWP entre un 23 % y un 25 %, mientras que cada metro adicional de profundidad del suelo solo lo incrementa en un 11 %.
¿Por qué ocurre esto? La respuesta se basa en la mecánica estructural básica del Eurocódigo 2. El aumento de la longitud del vano obliga a un incremento cuadrático de la demanda de material para contrarrestar los momentos flectores y garantizar la funcionalidad (control de grietas). En cambio, la profundidad del suelo genera principalmente cargas verticales, cuya relación con el consumo de material es mucho más lineal y moderada. En ingeniería, la longitud no solo es distancia, sino que también representa una carga exponencial para el planeta.
El sorprendente «giro» social: lo tradicional recupera terreno.
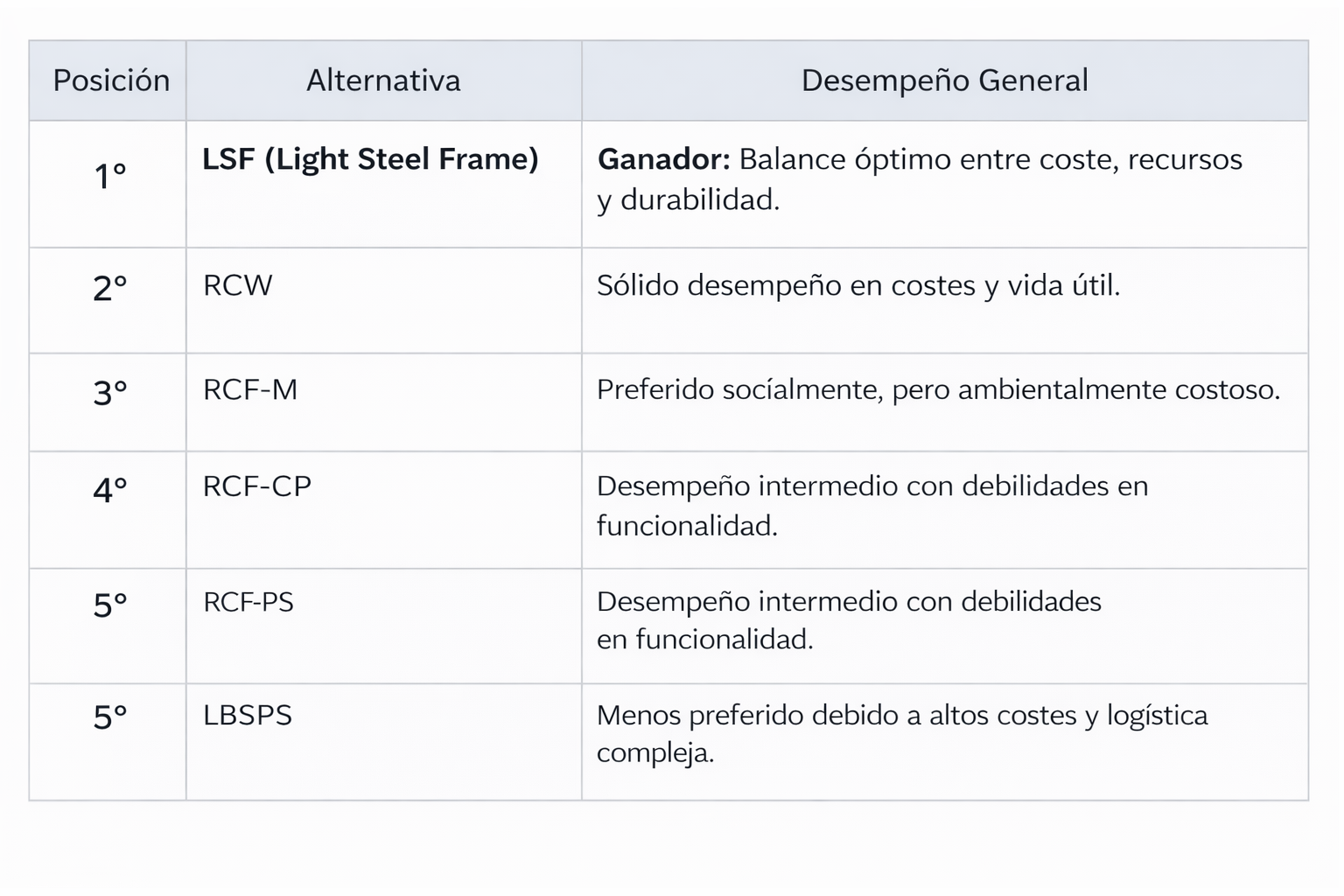
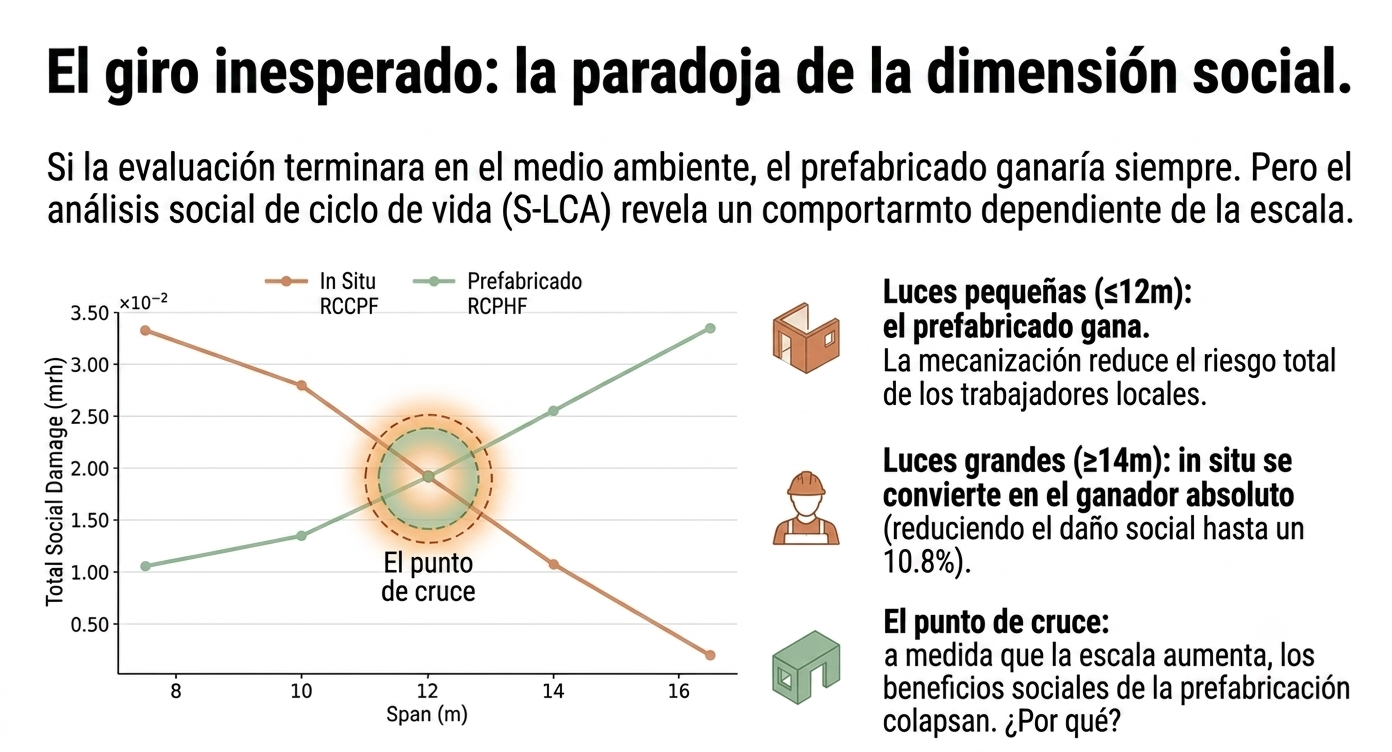
Aquí es donde el análisis técnico, realizado bajo los marcos PSILCA y la plataforma SOCA v2, revela una realidad contraintuitiva. Aunque el prefabricado es mejor desde el punto de vista ambiental, el sistema in situ (ISRCF) recupera una ventaja competitiva social en proyectos a gran escala.
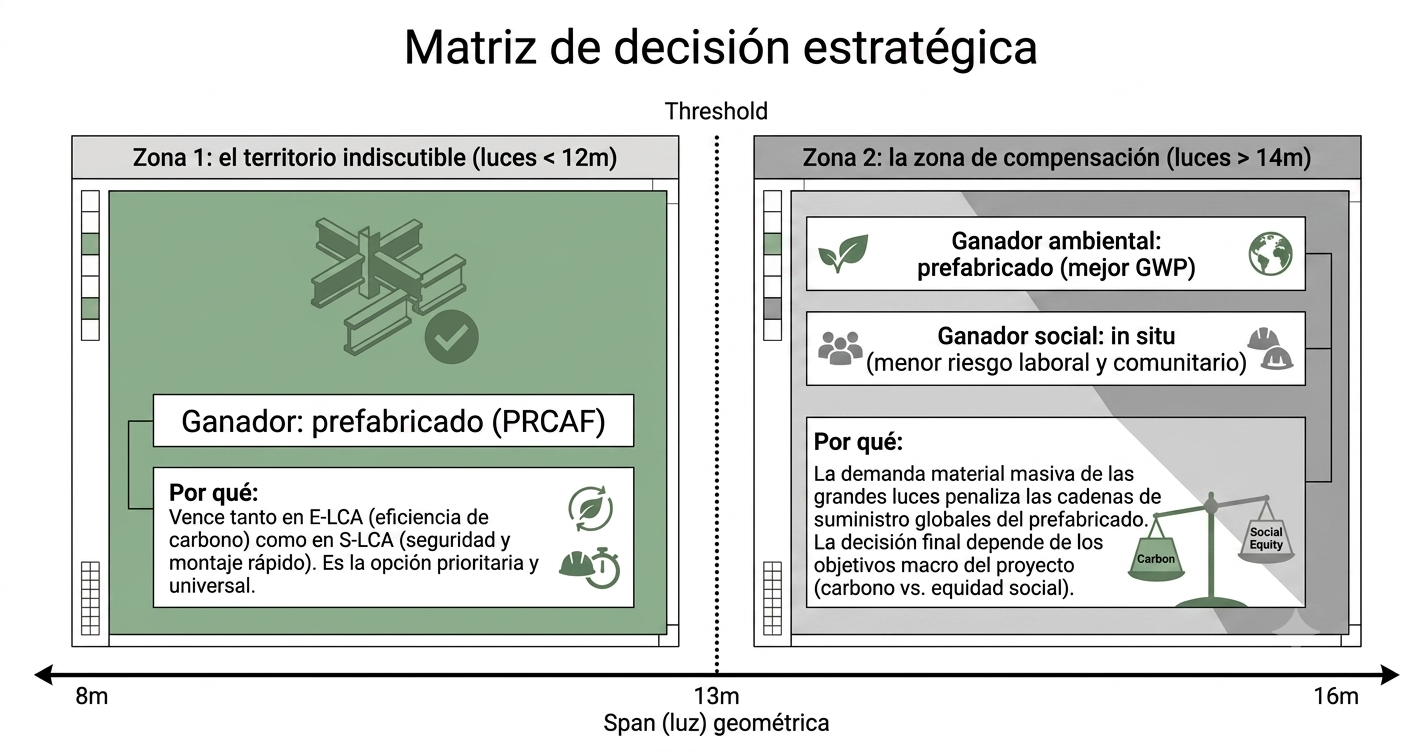
Al alcanzar vanos de entre 14 y 16 metros, se presentan los denominados «puntos de cruce» (crossover points). En estas dimensiones, el sistema tradicional tiene un impacto social hasta un 10,8 % menor. Esto sucede porque, a gran escala, los riesgos de la cadena de suministro y de la logística de transporte de piezas prefabricadas en masa empiezan a superar la eficiencia industrial. El sistema ISRCF, al ser más intensivo en mano de obra local, actúa como un motor de resiliencia para la comunidad.
Para entender este impacto, debemos considerar los cuatro grupos de partes interesadas definidos por el modelo PSILCA: trabajadores, comunidad local, actores de la cadena de valor y sociedad.
Beneficios sociales según la escala del proyecto:
- Vanos pequeños (8-10 metros): el sistema PRCAF es superior. La mecanización reduce los riesgos laborales para los trabajadores y minimiza las molestias (ruido, tráfico) para la comunidad local.
- Vanos grandes (14-16 metros): el sistema ISRCF es preferible. Fomenta el empleo directo en la zona y fortalece a los actores locales de la cadena de valor (canteras y plantas cercanas), reduce la dependencia de riesgos globales y optimiza el impacto en la sociedad local.
Estos resultados, evidentemente, dependen de las circunstancias locales. Por tanto, pueden variar según la región o las prioridades de cada caso concreto.
El ciclo de vida completo: del cemento a la carbonatación.
Para tomar una decisión ética, debemos aplicar un enfoque de «cuna a tumba» (cradle-to-grave). En los sistemas PRCAF, el impacto se concentra principalmente en la fase de fabricación, que representa entre el 89 % y casi el 100 % del total debido a la intensidad energética de las plantas industriales. En cambio, los sistemas ISRCF distribuyen su huella de forma más equilibrada entre la construcción y el fin de vida útil.
Un factor vital en este ciclo es la carbonatación. Durante los 100 años de vida útil definidos para estas estructuras, el hormigón actúa como una esponja química que secuestra CO₂. Este proceso se intensifica en la fase de desmantelamiento, cuando el hormigón triturado maximiza su superficie expuesta.
«El enfoque «de la cuna a la tumba» es esencial, ya que nos permite considerar no solo el impacto de fabricar hormigón, sino también su capacidad para absorber carbono y su facilidad de reciclaje al final de su vida útil».
Conclusión: hacia una ingeniería de precisión ética.
La elección entre el prefabricado y el in situ no debe tomarse a la ligera. Depende de la escala geométrica y de las prioridades del proyecto. Si buscamos la máxima eficiencia en GWP para un paso inferior pequeño, la opción es el PRCAF. Sin embargo, si nos enfrentamos a una estructura de gran vano en la que el tejido social es una prioridad, el ISRCF puede ser la opción más sostenible en términos integrales.
El futuro nos exige emplear la optimización paramétrica desde las primeras fases del diseño. Solo así podremos avanzar hacia una infraestructura que no solo soporte el tráfico, sino que también sostenga de manera equilibrada nuestro entorno y nuestras comunidades.
Como ciudadanos y profesionales, nos queda una reflexión pendiente: ¿deberíamos priorizar siempre la eficiencia industrial y la rapidez del prefabricado o es momento de dar más peso a la resiliencia social y al empleo local en las obras públicas que definen nuestro futuro?
En esta conversación puedes escuchar las ideas más interesantes de esta investigación.
Este vídeo resume bien el contenido del artículo científico al que hacemos referencia.
Infrastructure_Sustainability_Scaling
El artículo completo, al estar publicado en abierto, puede obtenerse haciendo clic en 1-s2.0-S2666789426000681-main.
Referencia:
RUIZ-VÉLEZ, A.; SÁNCHEZ-GARRIDO, A.J.; ALCALÁ, J.; YEPES, V. (2026). Life-cycle environmental and social trade-offs in concrete road frame systems. Cleaner Environmental Systems, 22, 100462. DOI:10.1016/j.cesys.2026.100462

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.