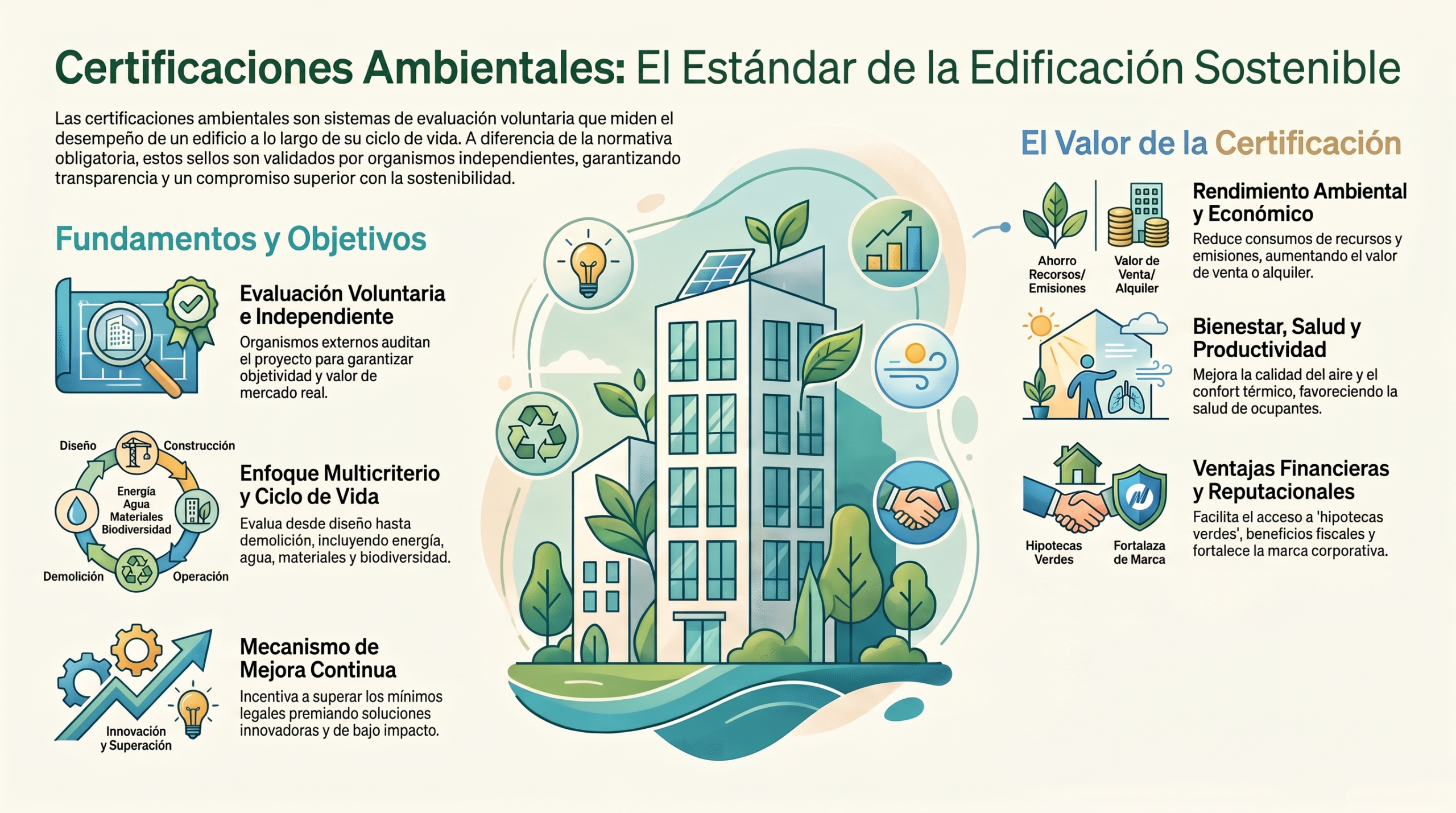
Las certificaciones ambientales para edificios e infraestructuras son sistemas de evaluación voluntarios que van más allá del cumplimiento normativo básico para medir de manera integral el rendimiento ambiental, social y económico de un proyecto. A diferencia de las regulaciones obligatorias, estas certificaciones se basan en una auditoría externa realizada por organismos independientes, lo que otorga credibilidad y valor de mercado al sello obtenido.
Las certificaciones ambientales para edificios e infraestructuras son sistemas de evaluación voluntarios que van más allá del cumplimiento normativo básico para medir de manera integral el rendimiento ambiental, social y económico de un proyecto. A diferencia de las regulaciones obligatorias, estas certificaciones se basan en una auditoría externa realizada por organismos independientes, lo que otorga credibilidad y valor de mercado al sello obtenido.
Los puntos clave identificados en el análisis del sector incluyen:
- Enfoque en el ciclo de vida: la evaluación abarca desde el diseño y la construcción hasta el mantenimiento y la posible deconstrucción.
- Evaluación multicriterio: no se limita a la eficiencia energética, sino que integra la gestión del agua, de los materiales, de los residuos, la salud de los ocupantes y la innovación.
- Generación de valor: proporciona beneficios tangibles que incluyen reducciones de costes operativos, un mayor valor inmobiliario, mejoras en la salud de los usuarios y un fortalecimiento de la reputación corporativa.
Definición y objetivos
Las certificaciones ambientales de edificios son sistemas de evaluación voluntaria que permiten medir de forma estandarizada y comparable el desempeño ambiental, social y económico de un edificio o infraestructura a lo largo de todo su ciclo de vida, es decir, desde la fase de diseño y construcción hasta su uso, mantenimiento y, en algunos casos, su deconstrucción o demolición final. A diferencia de la normativa obligatoria, como el Código Técnico de la Edificación (CTE) en España o las directivas europeas de eficiencia energética, que establece unos mínimos de obligado cumplimiento, las certificaciones ambientales son de adhesión voluntaria y responden a la decisión del promotor, la empresa o la administración de someter su proyecto a una evaluación externa que verifique, cuantifique y reconozca públicamente su grado de sostenibilidad.
El elemento distintivo de estos sistemas es que la valoración no la realiza el propio equipo de diseño ni el promotor, sino un organismo certificador independiente que audita la documentación técnica del proyecto y, en muchos casos, realiza visitas de comprobación a la obra. Esta verificación por terceros es lo que otorga credibilidad y valor de mercado al sello obtenido, ya que ofrece una garantía objetiva —no una simple declaración de intenciones del promotor— de que el edificio cumple determinados criterios de sostenibilidad.
Conviene entender que estos sistemas no evalúan un único aspecto (por ejemplo, solo la eficiencia energética), sino que adoptan un enfoque multicriterio que suele incluir, entre otros, el consumo de energía y agua, la selección de materiales y su impacto asociado, la gestión de residuos de construcción y demolición, la calidad del ambiente interior, la accesibilidad al transporte, la integración con el entorno y la biodiversidad, e incluso aspectos de gestión del proyecto y de innovación.
Entre los objetivos de las certificaciones ambientales destacan los siguientes:
En primer lugar, buscan establecer una medición estandarizada del rendimiento medioambiental de los edificios, de modo que sea posible comparar proyectos entre sí mediante indicadores cuantitativos y cualitativos homogéneos, algo que resulta muy difícil de lograr únicamente mediante el cumplimiento de la normativa, que varía de un país a otro. En segundo lugar, actúan como un mecanismo de mejora continua, ya que incentivan a promotores, arquitectos e ingenieros a ir más allá de los requisitos legales mínimos, premiando con puntuaciones más altas las soluciones más avanzadas en materia de eficiencia energética, uso de energías renovables o de materiales de bajo impacto.
Estos sistemas también cumplen una función de diferenciación en el mercado inmobiliario, ya que un edificio certificado se distingue de sus competidores no certificados y resulta más atractivo para inversores, empresas arrendatarias o compradores cada vez más sensibilizados con la sostenibilidad. Además, aportan transparencia, ya que ofrecen a usuarios, inversores y administraciones públicas información verificada —y no meras afirmaciones comerciales— sobre el comportamiento ambiental real del edificio.
Asimismo, las certificaciones fomentan la innovación al reconocer y premiar la incorporación de tecnologías, materiales y estrategias constructivas novedosas que aún no están recogidas explícitamente en la normativa vigente. Por último, en un número creciente de casos, cumplen una función de cumplimiento regulatorio indirecto, ya que algunas administraciones exigen determinados niveles de certificación para acceder a subvenciones de rehabilitación energética, obtener licencias urbanísticas más ágiles o participar en procesos de compra pública verde.

Beneficios de la certificación ambiental
Los beneficios que aporta la certificación ambiental de un edificio pueden agruparse en cuatro grandes categorías —ambientales, económicas, sociales, de salud y reputacionales—, que además suelen reforzarse entre sí.
Beneficios ambientales. Diversos estudios comparativos entre edificios certificados y convencionales con características similares muestran reducciones apreciables en el consumo de energía y de agua, así como en las emisiones de gases de efecto invernadero asociadas a su funcionamiento. No obstante, la magnitud exacta de estas mejoras varía considerablemente según el sistema de certificación, el nivel obtenido, la tipología del edificio y el clima local, por lo que las cifras publicadas deben interpretarse como órdenes de magnitud orientativos y no como valores fijos aplicables a cualquier proyecto. Más allá del ahorro de recursos, los sistemas de certificación suelen exigir una gestión adecuada de los residuos de construcción y demolición (RCD), promoviendo su valorización frente a su envío a vertedero. También valoran positivamente la selección de materiales de menor impacto sobre la biodiversidad, la correcta gestión de las aguas pluviales y la integración paisajística del edificio con su entorno. En los sistemas más avanzados también se incorporan criterios de economía circular, como el uso de materiales reciclados o reciclables, el diseño pensado para facilitar el desmontaje futuro del edificio o la elaboración de «pasaportes de materiales» que documentan el origen y la trazabilidad de los componentes empleados.
Beneficios económicos. Desde el punto de vista económico, la literatura especializada y diversos informes del sector (entre ellos, los elaborados por los distintos consejos nacionales de edificios ecológicos) apuntan a que los edificios certificados tienden a alcanzar un mayor valor de venta o de alquiler frente a edificios equivalentes no certificados, así como a tener menores costes operativos derivados del ahorro en las facturas de energía y agua a lo largo de su vida útil. En el ámbito financiero, algunas entidades bancarias ya ofrecen productos de financiación específicos, como las llamadas «hipotecas verdes» o líneas de préstamo sostenible, con condiciones más favorables para inmuebles certificados. Además, numerosos ayuntamientos españoles aplican bonificaciones en el Impuesto sobre Bienes Inmuebles (IBI) a edificios con un buen comportamiento energético o ambiental certificado. A esto se suma la posibilidad de acceder a subvenciones públicas para la rehabilitación energética y, en algunos casos, a procedimientos administrativos más ágiles para la concesión de licencias. Finalmente, los edificios sostenibles tienden a mantener mejor su valor a lo largo del tiempo, ya que están mejor preparados para adaptarse a normativas ambientales futuras que previsiblemente serán más exigentes, lo que reduce su riesgo de obsolescencia técnica y comercial.
Beneficios sociales y de salud. Uno de los aspectos que ha cobrado mayor relevancia en los sistemas de certificación más recientes, y de forma muy destacada en estándares específicos como WELL, es el impacto del edificio en la salud y el bienestar de sus ocupantes. La exigencia de materiales que emitan pocos compuestos orgánicos volátiles y de sistemas de ventilación adecuados contribuye a mejorar la calidad del aire interior, mientras que un mejor aislamiento térmico y acústico, junto con un control adecuado de la humedad, incrementa el confort y puede favorecer la productividad de los usuarios. El acceso a la luz natural, además de reducir la necesidad de iluminación artificial, se asocia en la literatura científica con mejoras en el bienestar y en la regulación de los ritmos circadianos, mientras que un diseño cuidadoso evita el deslumbramiento y permite ver el exterior. Los sistemas de certificación también valoran la accesibilidad universal para personas con movilidad reducida o discapacidad, así como la incorporación de espacios verdes, jardines o cubiertas vegetales, elementos que se relacionan con mejoras en el bienestar psicológico de los ocupantes.
Beneficios reputacionales. Por último, la certificación ambiental proporciona beneficios de carácter reputacional a promotores y empresas que ocupan edificios certificados. Contar con oficinas certificadas permite a las organizaciones demostrar de forma verificable su compromiso con la sostenibilidad, lo que puede ser un factor importante a la hora de atraer y retener talento, así como para mejorar la percepción de la marca entre clientes e inversores. Las certificaciones ambientales se integran, además, con facilidad en los sistemas de información de responsabilidad social corporativa y en marcos de referencia internacionales, como la Global Reporting Initiative (GRI) o el Carbon Disclosure Project (CDP). Por último, algunos edificios emblemáticos certificados —a menudo sedes corporativas o equipamientos públicos singulares— se convierten en referentes y casos de estudio en el sector, contribuyendo a difundir y normalizar las buenas prácticas de construcción sostenible.

En esta conversación puedes escuchar las ideas más interesantes sobre este tema.
Este vídeo resume bien los conceptos básicos de las certificaciones ambientales.
Sustainable_Building_Excellence

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.