En la ingeniería civil, la espectacularidad de una excavadora desplazando toneladas de tierra o de una grúa de doble vano posicionando estructuras suele acaparar la atención de los directores de proyecto. Sin embargo, el verdadero éxito financiero no se decide en la acción, sino en la quietud de los talleres. Una máquina parada no solo es un equipo inactivo, sino también una pérdida de liquidez y un coste de oportunidad que puede reducir drásticamente el margen de beneficio de cualquier contrato.
En la ingeniería civil, la espectacularidad de una excavadora desplazando toneladas de tierra o de una grúa de doble vano posicionando estructuras suele acaparar la atención de los directores de proyecto. Sin embargo, el verdadero éxito financiero no se decide en la acción, sino en la quietud de los talleres. Una máquina parada no solo es un equipo inactivo, sino también una pérdida de liquidez y un coste de oportunidad que puede reducir drásticamente el margen de beneficio de cualquier contrato.
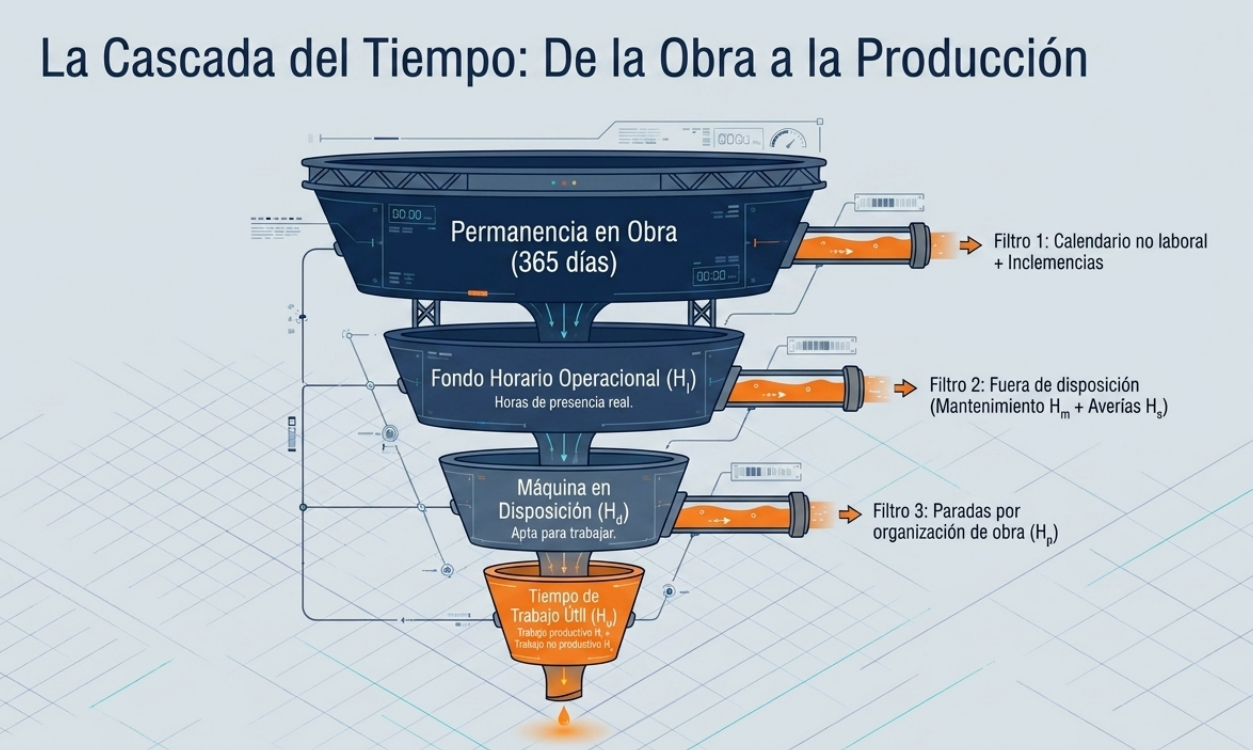
La disponibilidad de la flota no es una cuestión de azar, sino una ciencia de precisión basada en la gestión del fondo horario. El ingeniero sabe que el tiempo de permanencia en obra es un recurso finito que debe desglosarse con precisión matemática: desde el tiempo laborable real (Hl), que depende del clima, hasta el tiempo de máquina en disposición (Hd), que depende de la eficacia del equipo de mantenimiento.
La paradoja de la liquidez: el mantenimiento preventivo no es un gasto.
Para una gerencia con visión a corto plazo, el mantenimiento preventivo (sustituir piezas que aún funcionan) parece un lujo innecesario. Sin embargo, el mantenimiento correctivo (reparar después de la avería) es, en realidad, la política más costosa. Las averías inesperadas destruyen la capacidad de programación, provocan paradas en cadena en los equipos dependientes y elevan los costes de mano de obra de emergencia.
Desde la perspectiva de la gestión de activos, el mantenimiento preventivo planificado es una garantía de la operatividad. Permite transformar la incertidumbre en una variable controlada.
«Reparar antes de que se produzca la avería es estratégicamente superior, ya que se evitan daños colaterales, se puede programar la intervención fuera del horario laboral y se reduce el número de piezas que hay que sustituir».

Gestión de riesgos en la compra: el mito de la máquina nueva.
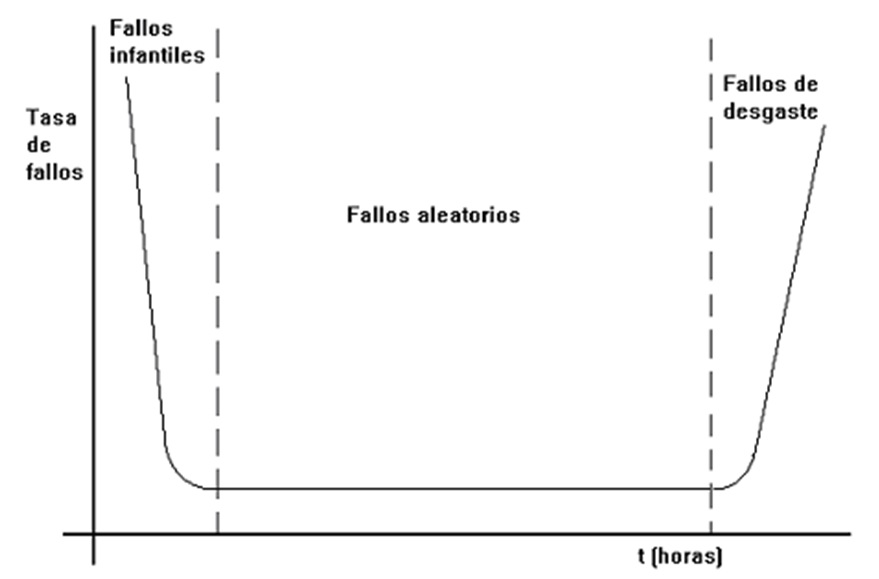
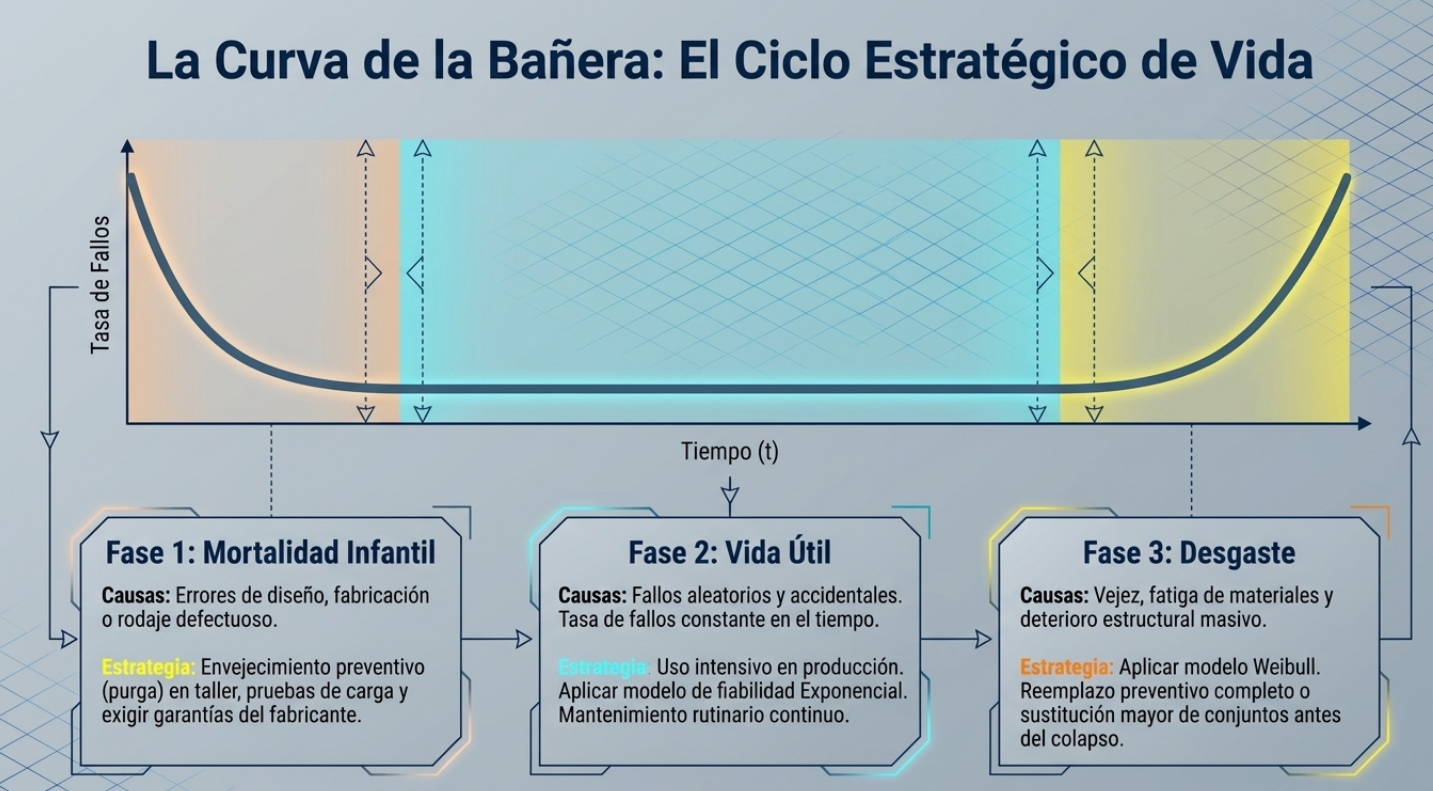
La ingeniería de fiabilidad nos enseña que una máquina recién salida de fábrica no es sinónimo de infalibilidad. La curva de la bañera describe tres fases críticas que todo gerente de flota debe conocer para proteger su inversión:
- Mortalidad infantil: una tasa elevada de fallos en el inicio de la vida útil, debida a errores de diseño, fabricación o montaje.
- Estrategia empresarial: el estratega debe exigir periodos de «purga» o de rodaje preliminar y negociar los SLA (acuerdos de nivel de servicio) de modo que esta fase de fallos precoces se produzca bajo la responsabilidad del proveedor y no en la ruta crítica del proyecto.
- Vida útil (tasa de fallos constante): periodo de estabilidad operativa durante el cual la fiabilidad depende de un mantenimiento rutinario y riguroso. Es aquí donde se maximiza el retorno de la inversión.
- Periodo de desgaste: el envejecimiento incrementa los costes. Un tractor que alcanza su vida económica (por ejemplo, 20 000 horas) requiere una decisión estratégica: una gran reparación o una renovación total para evitar el colapso de la productividad.
El factor humano: el sentido de propiedad frente a la optimización de turnos.
La fiabilidad de una máquina es inversamente proporcional a la dilución de la responsabilidad sobre ella. Cuando se añaden turnos adicionales o se comparten conductores para maximizar el uso del fondo horario, el «sentido de propiedad» del operario se desvanece. Sin un responsable único, el cuidado diario (limpieza, engrase e inspección visual) disminuye y aumentan las averías.
Sin embargo, el directivo sénior debe evaluar el dilema:
- En el caso de la maquinaria pesada, donde el coste del operario es mínimo en comparación con el valor del activo y sus costes fijos, la decisión estratégica suele ser operar en varios turnos. El riesgo de avería se asume como una variable controlada con el fin de acortar plazos y diluir los gastos fijos.
- En equipos más pequeños, la asignación de un único conductor-propietario sigue siendo la mejor garantía de longevidad.
El clima como jefe de obra: de Hl a Hd.
El éxito de una obra depende de la comprensión de la transición entre lo que el clima permite (Hl, tiempo laborable real) y lo que la gestión de flotas asegura (Hd, tiempo en disposición). La climatología no es una excusa, sino un coeficiente de reducción predecible. Estadísticamente, meses como diciembre o enero pueden ofrecer apenas el 60 % de las horas laborables disponibles que julio.
El impacto de la lluvia es un ejemplo de «geología aplicada al negocio». Una precipitación de 30 mm/día puede suponer la pérdida de un día de trabajo en suelos granulares (gravas), pero detendrá la producción por hasta cuatro días en suelos arcillosos debido a la saturación.
Directrices operacionales de operatividad límite:
| Condición | Límite técnico | Impacto operativo |
| Mezclas bituminosas | < 5 ºC | Parada total de pavimentación |
| Tratamientos superficiales | < 10 ºC | Riesgo crítico de ejecución |
| Materiales húmedos | < 0 ºC | Imposibilidad de manipulación |
| Precipitación Ligera | 1 mm/día | Limita unidades sensibles |
| Precipitación Intensa | 10 mm/día | Exige protección especial o parada |
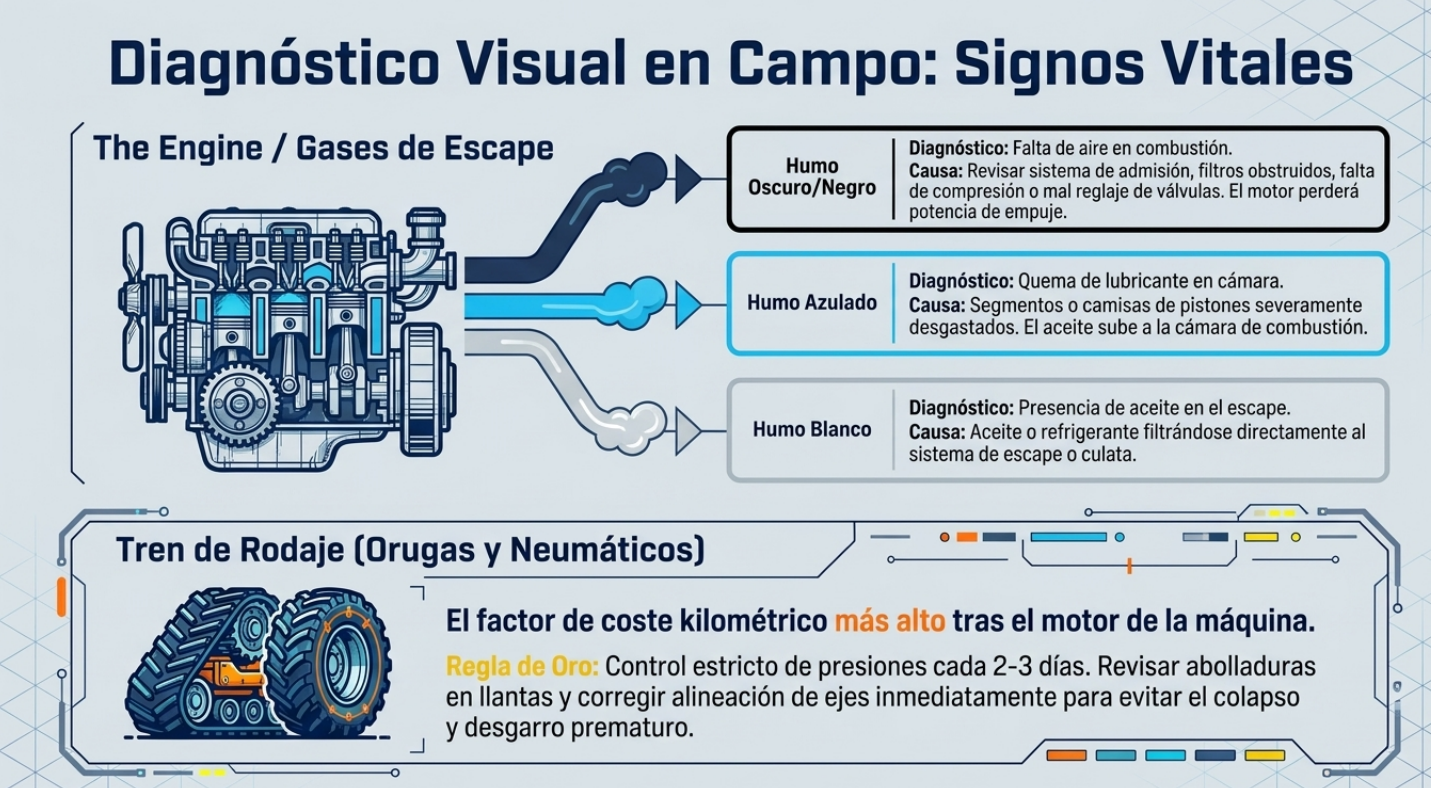
El lenguaje de la combustión: diagnóstico preventivo por colores.
Un motor diésel no falla en silencio, sino que emite señales visuales que el estratega debe interpretar para tomar decisiones inmediatas sobre el mantenimiento del motor. Ignorar el color del humo del escape equivale a quemar el margen de beneficio en la cámara de combustión.
- Humo oscuro: indica una combustión incompleta por falta de aire. Es una alerta para revisar los sistemas de admisión, los filtros obstruidos o el reglaje de las válvulas. Supone una pérdida directa de potencia y de eficiencia.
- Humo azulado: alerta de consumo de lubricante. Los segmentos o las camisas están desgastados, lo que permite que el aceite pase a los cilindros. Anticipa una reparación mayor inminente.
- Humo blanco: presencia de aceite directamente en el sistema de escape o fallos graves en la inyección. Se requiere una intervención técnica urgente para evitar un fallo catastrófico del bloque del motor.
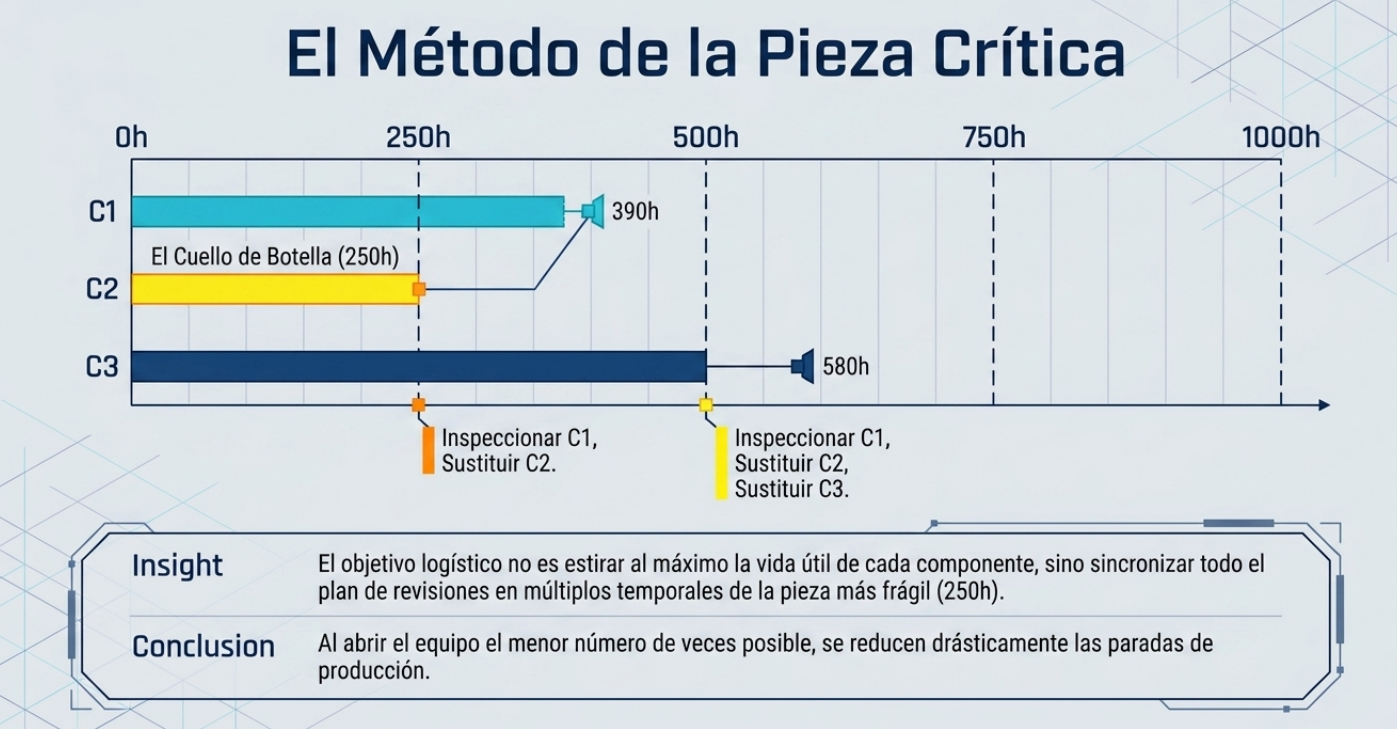
La dictadura de la «pieza crítica»: sincronización de la disponibilidad.
El objetivo del mantenimiento no es que cada componente alcance su vida útil máxima individual, sino minimizar el número de veces que la máquina deja de estar disponible (Hd). El método de la pieza crítica establece que el componente con la menor esperanza de vida determina el ritmo de todo el sistema.
Si el componente C2 requiere intervención cada 250 horas, el plan de mantenimiento debe sincronizarse en múltiplos de dicho intervalo (500, 750, 1000 horas). Desde el punto de vista financiero, es más inteligente sustituir un componente que aún tiene un 15 % de vida útil si eso permite realizar la intervención simultáneamente con la pieza crítica y así evitar una segunda parada innecesaria apenas unas semanas después. La eficiencia operativa reside en la sincronización, no en el aprovechamiento extremo de cada rodamiento.
Conclusión: hacia el mantenimiento productivo total (TPM).
La excelencia en la gestión de activos culmina en el mantenimiento productivo total (TPM). Esta filosofía exige que la fiabilidad deje de ser una responsabilidad exclusiva del departamento de taller y se convierta en una tarea compartida por todos los miembros de la organización. Desde la alta dirección, que debe basar sus planes de obra en bases de datos históricas de mantenimiento, hasta el operario, que actúa como primer sensor de anomalías.
Al fin y al cabo, la maquinaria de construcción es el motor que impulsa su capital. La pregunta para el líder es clara: ¿Prefiere gobernar sus activos con la ciencia de la fiabilidad o permitir que la incertidumbre de las averías gobierne el destino de sus beneficios?
En esta conversación puedes escuchar las ideas más interesantes sobre este tema.
En este vídeo se resume bien el tema.
Machinery_Reliability_Engineering
Referencias:
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
YEPES, V. (2022). Gestión de costes y producción de maquinaria de construcción. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 243 pp. Ref. 442. ISBN: 978-84-1396-046-3
Curso:
Curso de gestión de costes y producción de la maquinaria empleada en la construcción.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.