Mira a tu alrededor: puentes colgantes, grúas que desafían la gravedad y ascensores que nos desplazan sin cesar. Los cables de acero son los gigantes invisibles que sustentan nuestra modernidad.
Mira a tu alrededor: puentes colgantes, grúas que desafían la gravedad y ascensores que nos desplazan sin cesar. Los cables de acero son los gigantes invisibles que sustentan nuestra modernidad.
Aunque parezcan simples «cuerdas metálicas», en realidad son mecanismos complejos con piezas móviles. Cada alambre interno es un componente que se desliza y roza contra sus vecinos en una coreografía mecánica constante.
Te invito a descubrir la «magia» técnica que permite que estos dispositivos trabajen en armonía absoluta y transformen el metal rígido en una máquina flexible y poderosa.
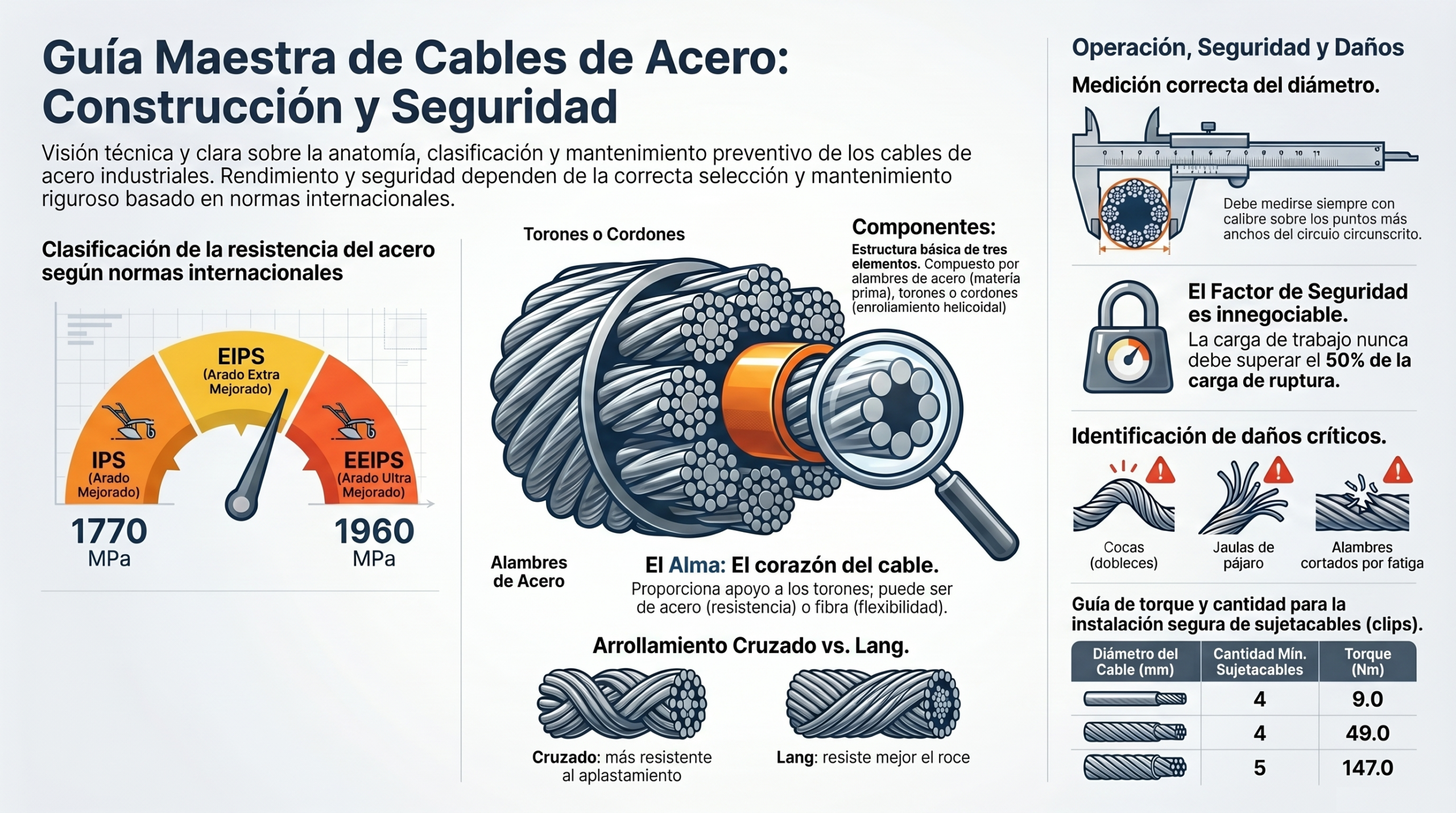
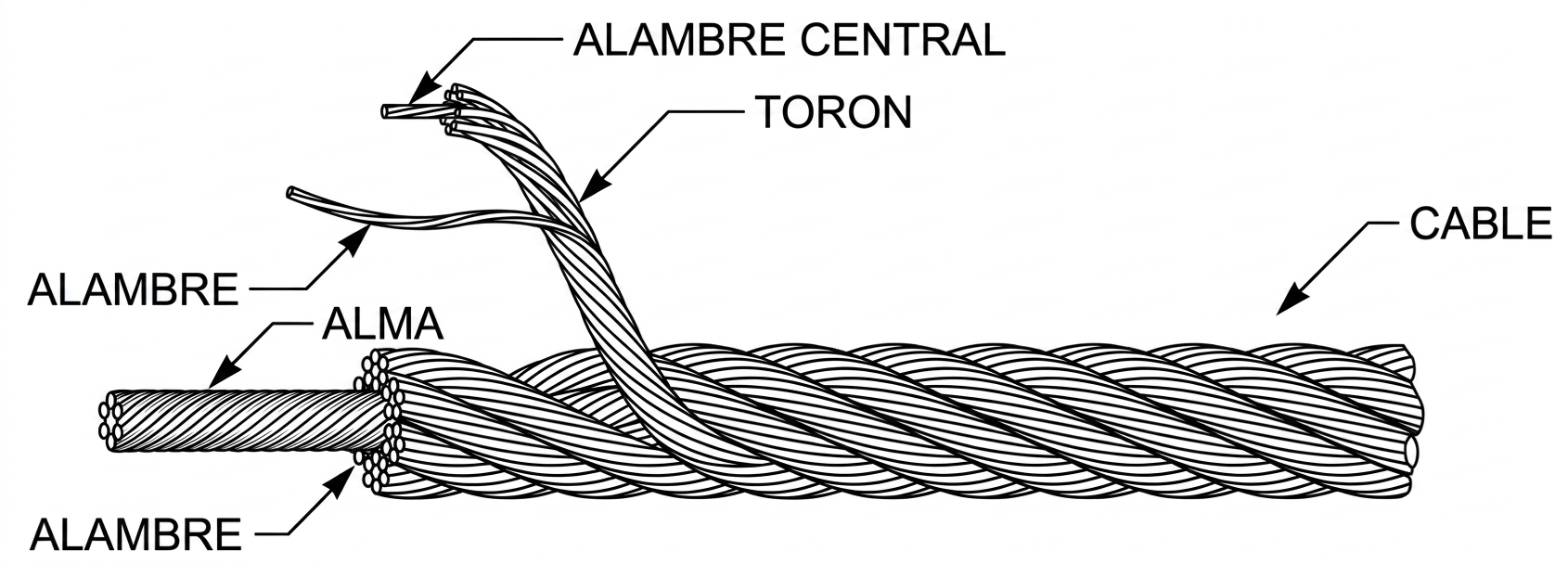
El «alma» del cable: no todo es acero en su interior.
En el corazón de cada cable se encuentra el alma, el eje central sobre el que se asientan los cordones. Su función es actuar como un soporte firme que mantiene la geometría del sistema bajo cargas extremas.
Las almas de fibras naturales (sisal) son fundamentales en los ascensores, ya que absorben los esfuerzos residuales durante los arranques y las paradas. Sin embargo, el sisal es higroscópico, por lo que absorbe humedad y puede provocar oxidación interna.
Por otro lado, el alma de acero (IWRC) es una opción robusta que aumenta la carga de rotura entre un 10 % y un 15 % respecto a la de fibra y evita el aplastamiento de los cordones.
El alma del cable es un soporte de tamaño y consistencia adecuados para ofrecer un apoyo firme a los cordones, de modo que, incluso con la carga máxima, los alambres de los cordones no se entallen entre sí.
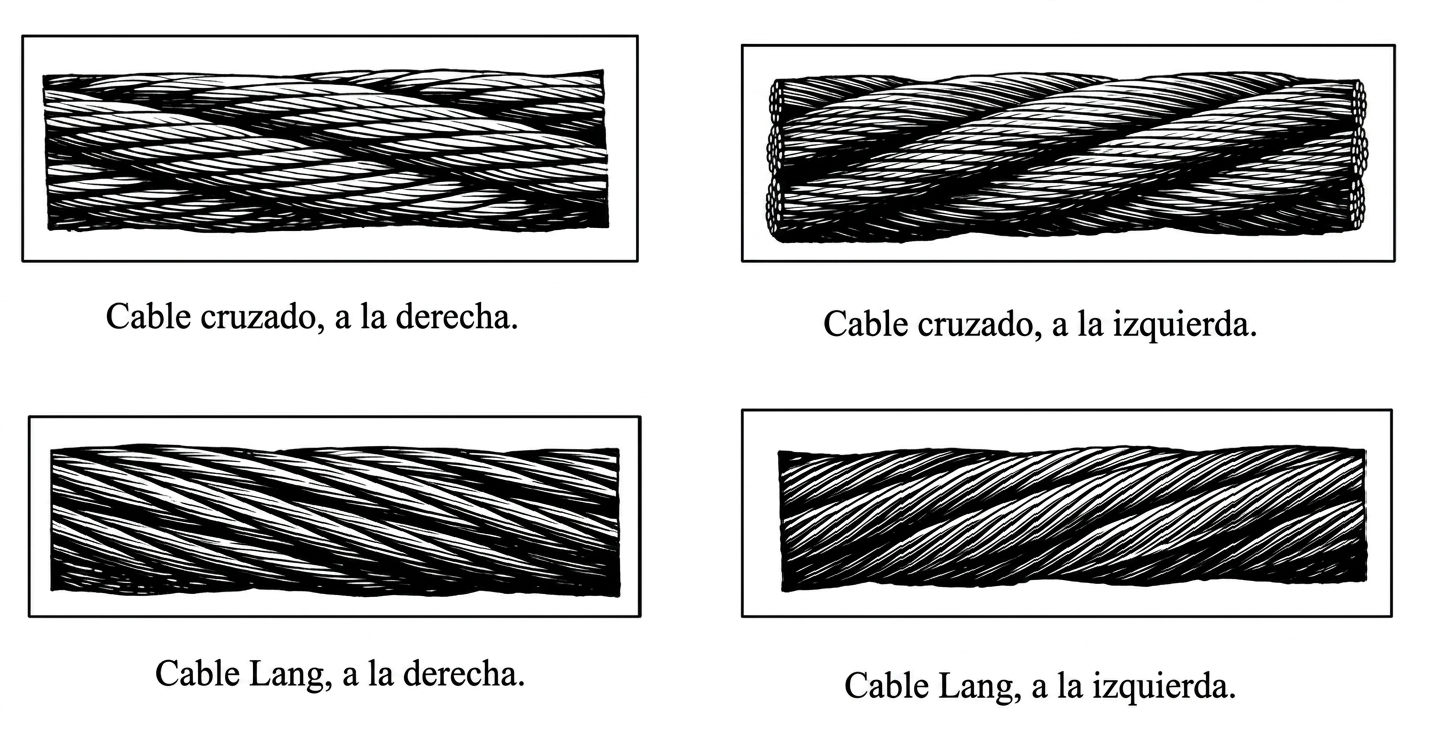
El dilema de la torsión: ¿cruzado o Lang?
El carácter de un cable se define por su hélice. En el arrollamiento cruzado, los cordones se enrollan en sentido opuesto al de los alambres. Es el estándar de oro por su estabilidad y resistencia al aplastamiento.
En el arrollamiento Lang, los alambres y los cordones van en el mismo sentido. Es más flexible y resistente al roce, pero «peligroso»: tiende a descablearse o destrenzarse si no se fijan sus extremos.
Lo fascinante es que esta «fiera» mecánica del tipo Lang solo pudo ser domesticada gracias a un avance que mencionaremos a continuación: el proceso de preformado, que estabiliza su estructura interna.
Preformado: La «memoria» que salva vidas
Un cable suele estar sometido a un esfuerzo permanente. Si cortas uno sin ligaduras, los alambres intentarán recuperar su forma original, recta, y el cable «explotará» visualmente debido a la tensión elástica.
El preformado elimina este problema mediante una deformación permanente durante la fabricación. Los alambres y cordones adoptan su forma de hélice definitiva antes de ser trenzados, lo que elimina las tensiones internas.
Esta «memoria» geométrica es la que combate la fatiga por flexión, el enemigo silencioso que provoca la rotura de los hilos tras ciclos repetidos. Un cable preformado es más seguro, duradero y fácil de manipular.
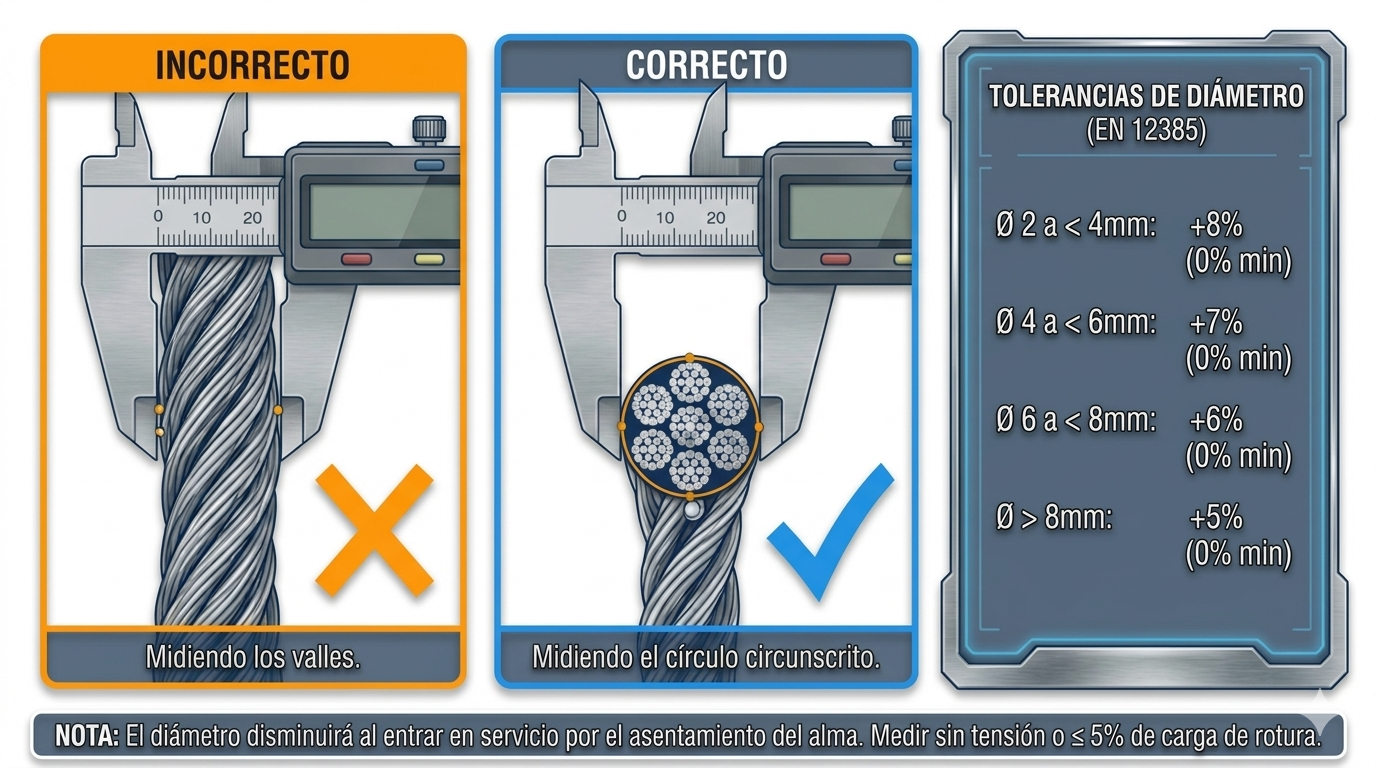
El arte de medir: por qué algunos lo hacen mal.
Medir un cable requiere la precisión de un laboratorio. El diámetro no se toma entre los valles de los cordones, sino que corresponde al círculo circunscrito que abarca toda la sección, y siempre se mide con un calibre.
Para garantizar una precisión de ingeniero, la medición debe realizarse en una sección recta y con una carga que no supere el 5 % de la carga mínima de rotura. Si no se realiza con tensión ni en curvas, el dato no será real.
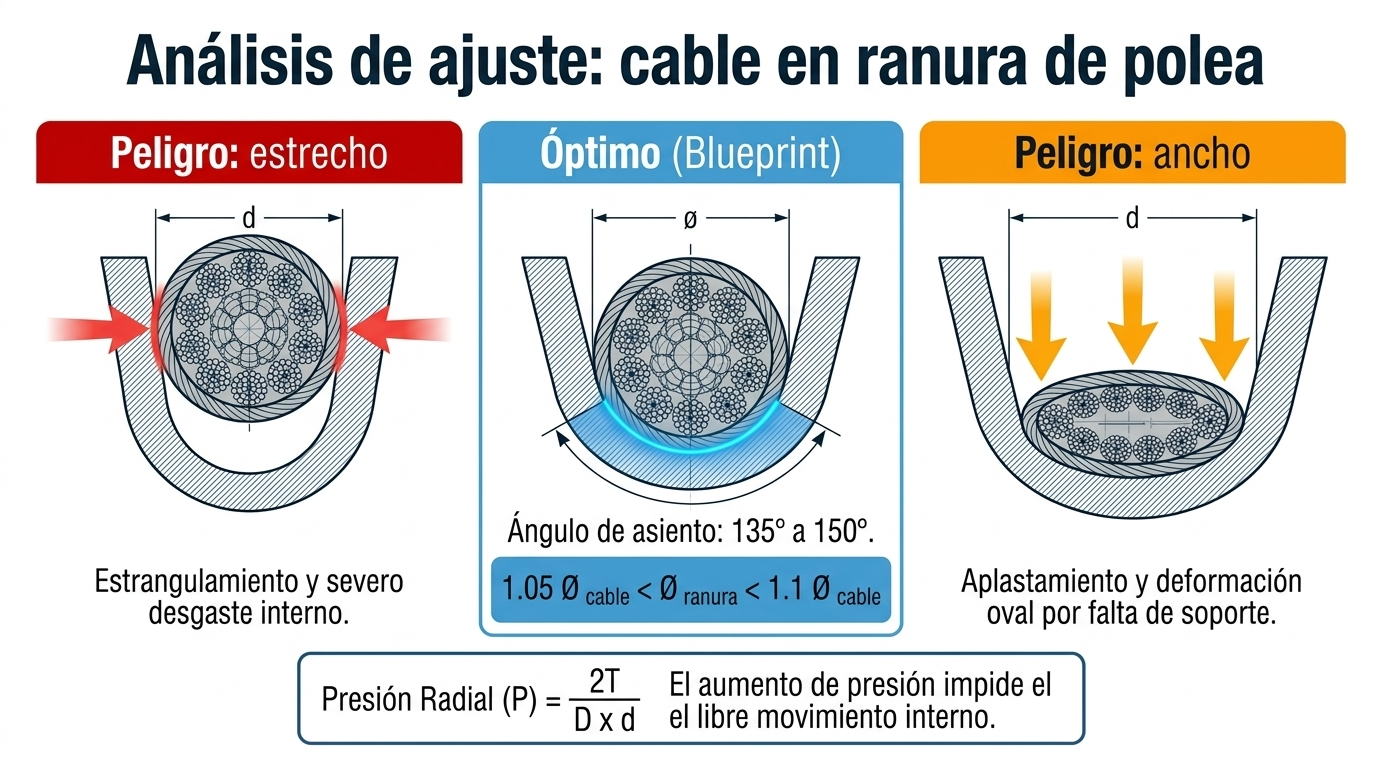
Un error milimétrico puede destruir poleas. La norma ISO 4308 exige que el canal de la polea mida entre 1,05 y 1,1 veces el diámetro del cable. Si el canal es más estrecho (zona A), el cable se degüella; si es muy ancho (zona C), se aplasta.
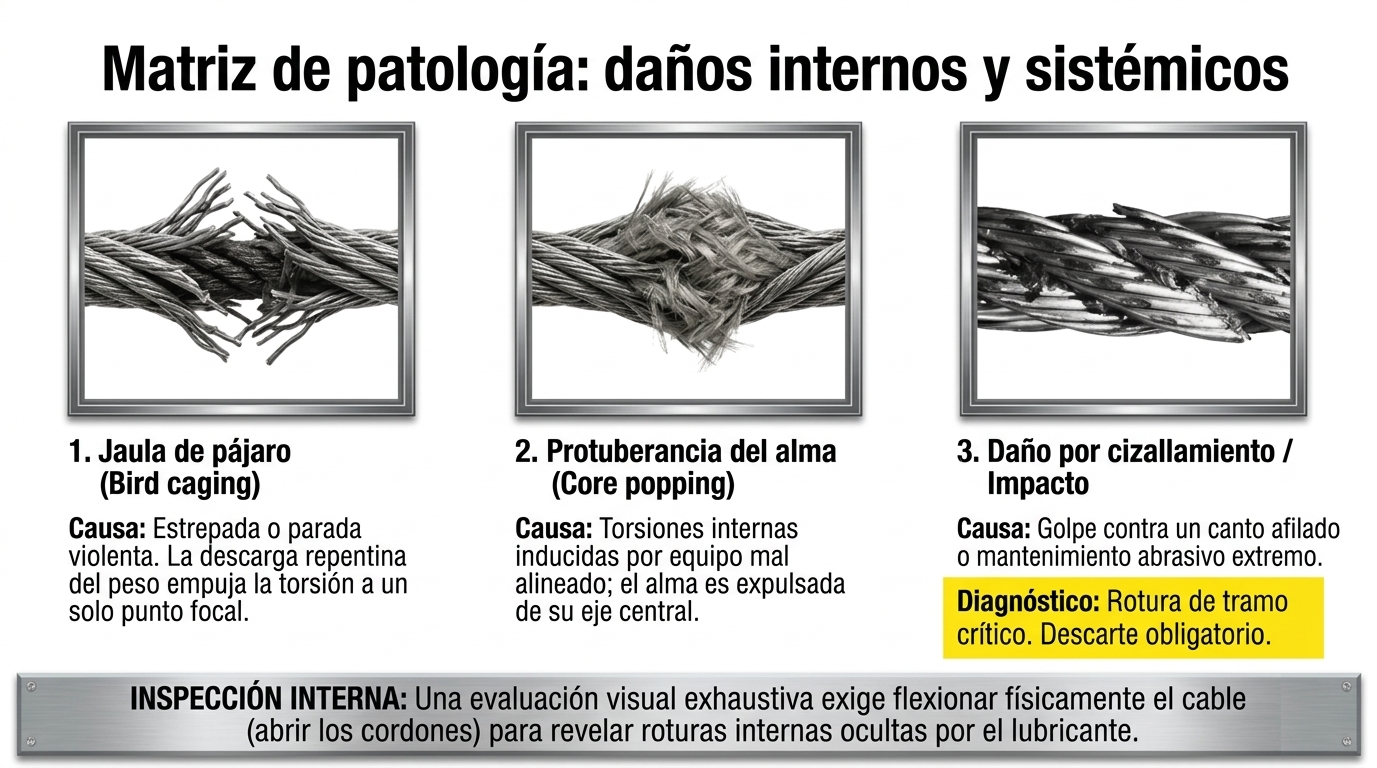
La «Jaula de Pájaro»: cuando la física se rebela.
La «jaula de pájaro» (bird cage) es una de las fallas más dramáticas. No se trata solo de un defecto visual, sino de una ruina estructural en la que los cordones externos se separan violentamente del núcleo.
Este fenómeno se produce por estrepadas, es decir, descargas repentinas de peso o paradas violentas que liberan la energía acumulada. La inercia es tan implacable que obliga a los componentes internos a desplazarse de su lugar.
Cualquier cable que presente esta deformación debe desecharse de inmediato. Es la prueba física de que la estructura interna ha perdido su capacidad para trabajar en equipo, lo que supone un riesgo inminente.
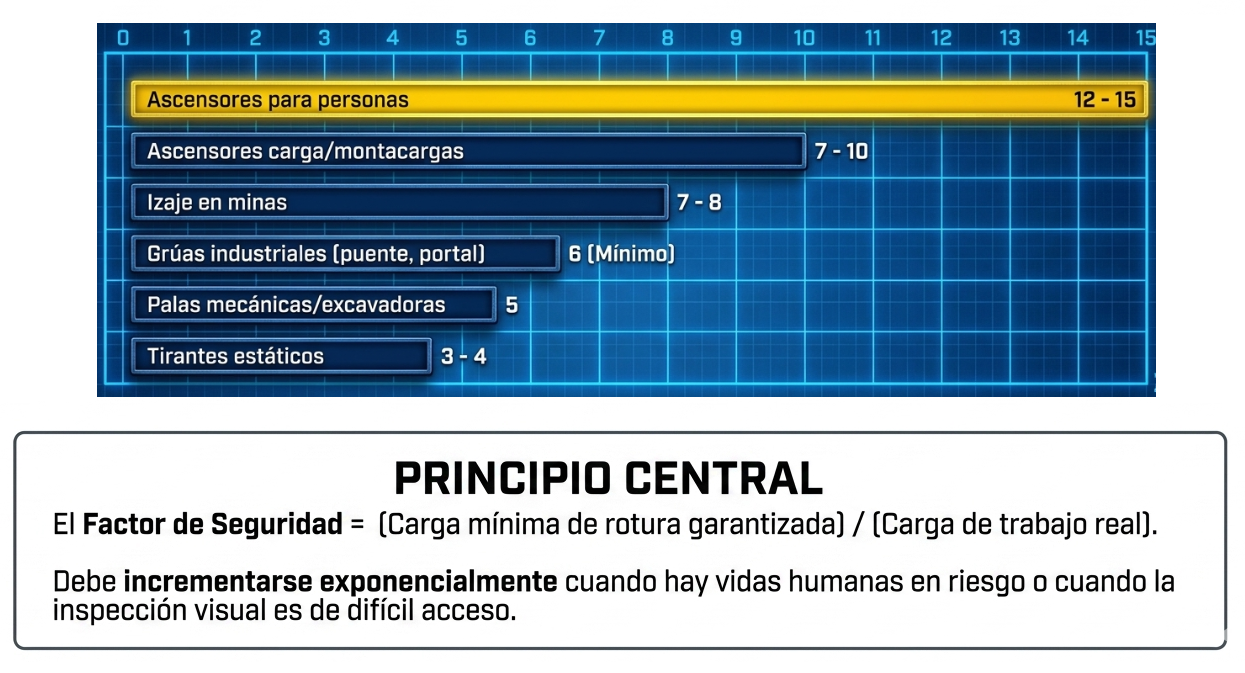
El factor de seguridad: el margen entre el éxito y el desastre.
En ingeniería, el factor de seguridad es la barrera que nos separa del abismo. Mientras que un tirante estático puede operar con un factor de seguridad de 3, las grúas industriales requieren un mínimo de 6 para operar de manera segura.
En los ascensores de personas, este margen se eleva drásticamente hasta 12 o 15, no solo por el peso, sino también por la frecuencia de uso y los innumerables ciclos de fatiga acumulados a lo largo del día.
Esta sobredimensión garantiza que, incluso ante un desgaste imprevisto o una carga inusual, la vida humana nunca dependa de un solo hilo de acero trabajando al límite de su resistencia.
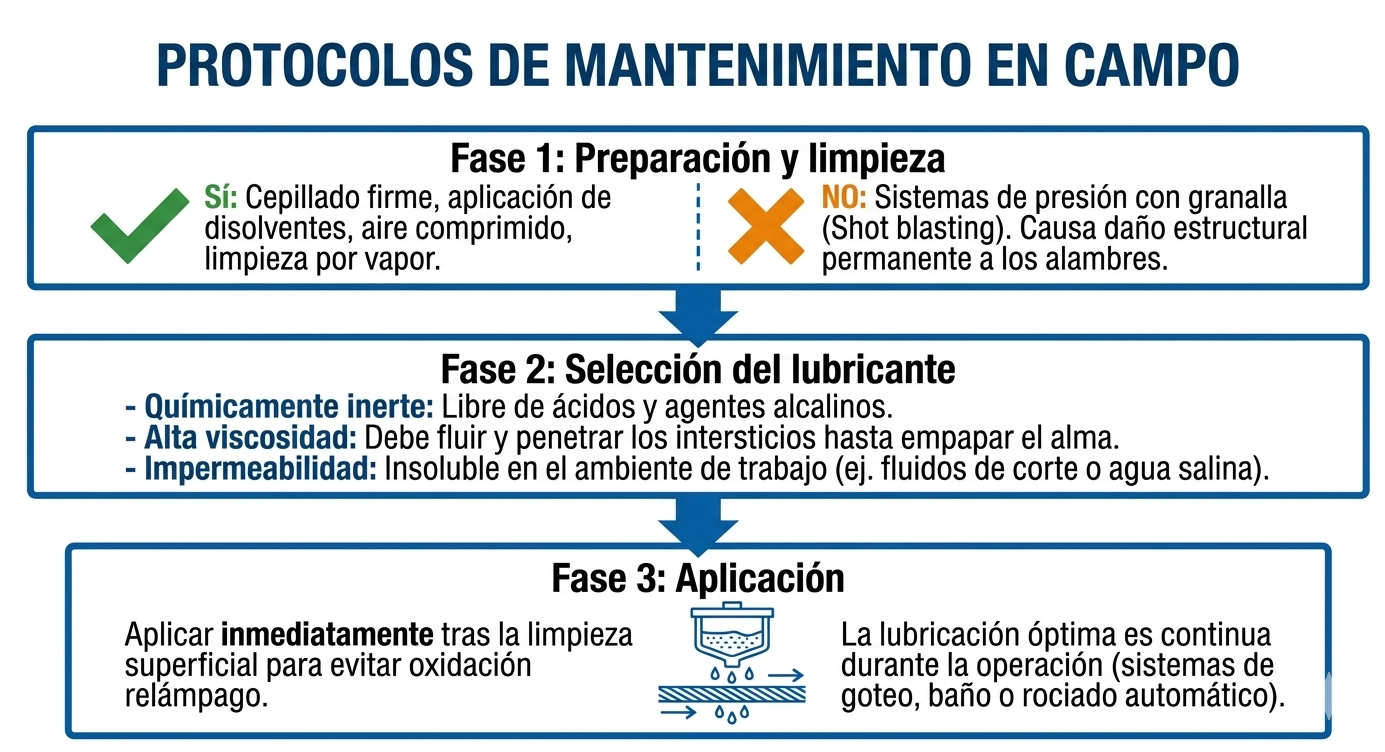
Mantenimiento: la lubricación no es opcional.
Al tratarse de una máquina con alambres que rozan entre sí, es fundamental lubricarla para evitar el desgaste y la corrosión química. Un buen lubricante debe ser insoluble en el entorno de trabajo y no contener ácidos.
La presencia de ácidos o de agentes alcalinos iniciaría un proceso de corrosión interna invisible. Además, el lubricante debe tener la viscosidad adecuada para penetrar en los intersticios más profundos entre los torones.
Antes de aplicar grasa nueva, es obligatorio limpiar la zona. Limpiar el cable con un cepillo firme o con aire comprimido es esencial, ya que aplicar lubricante sobre la suciedad abrasiva sería como frotar papel de lija en el interior del mecanismo.
Conclusión: la ingeniería de lo que nos sostiene.
Entender estas máquinas de acero marca la diferencia entre la eficiencia operativa y el desastre industrial. Desde la elección del alma de sisal hasta la precisión del diámetro de la polea, cada detalle es un pilar de seguridad.
La próxima vez que sientas el suave tirón de un ascensor, ¿te detendrás a pensar en la compleja danza de cables preformados y en la lubricación precisa que te mantienen en el aire?
En esta conversación puedes escuchar las ideas más interesantes sobre los cables.
Este vídeo resume bien los conceptos básicos sobre los cables.
Referencias:
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.