Si a un jefe de grupo experimentado le preguntamos cuántas obras puede llevar simultáneamente, obtendremos respuestas de todo tipo. Dirá que es función del tipo de obra, de la experiencia de los equipos que trabajan en cada una de ellas, de los costes y de los plazos. Incluso te contestaría que depende de su capacidad de aguante y de las horas que dedique a esta tarea. La misma pregunta se podría plantear en el caso de un encargado de obra y el número de tajos que puede supervisar sin que la obra llegue a ser un caos.
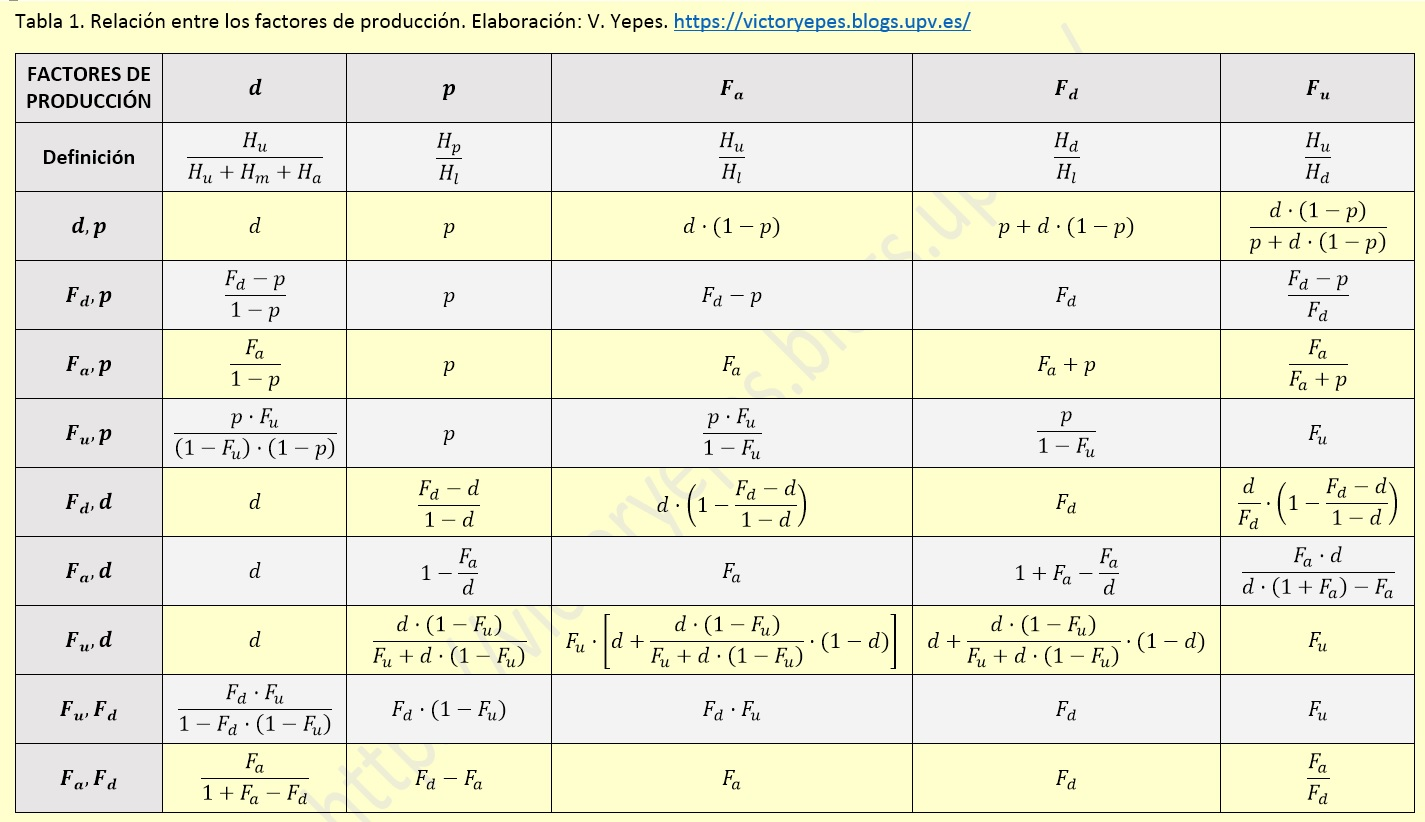
Se trata de un problema complejo que algunos incluso considerarían subjetivo. No obstante, me gustaría presentar un esquema conceptual que permita abordar el problema teniendo en cuenta la necesidad de supervisión de cada obra, las horas de trabajo diarias, la producción de cada sección y los costes económicos de la dirección de equipos. Veamos entonces cómo plantearlo.
A veces es necesario dar servicio a un equipo que se ha quedado fuera de servicio de forma imprevista y aleatoria. En estos casos, no se sabe cuándo se debe proporcionar el servicio ni cuánto tiempo debe durar. Debemos utilizar las leyes de probabilidad para determinar el número de unidades de servicio de apoyo necesarias para evitar esperas innecesarias.
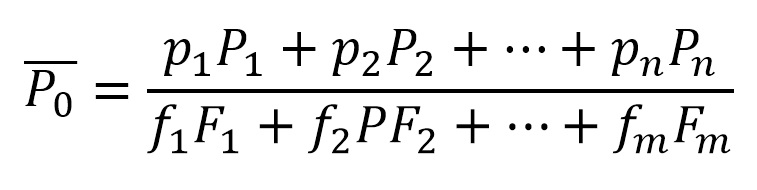
La probabilidad de que 0, 1, 2, …, n equipos se queden fuera de servicio puede estimarse con la distribución binomial. De esta forma, la probabilidad de que se queden m equipos fuera de servicio de un conjunto de n, siendo p la probabilidad de estar fuera de servicio y q = 1 – p, la de que estén en operación, sería la siguiente:

De esta forma, se puede determinar el porcentaje del tiempo durante el cual algunos equipos permanecerán fuera de servicio y el tiempo perdido resultante.
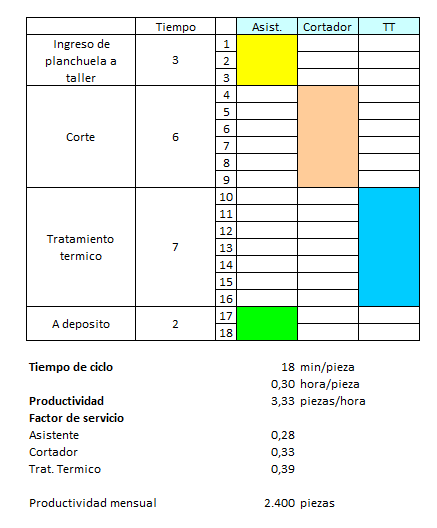
Para aclarar estos conceptos, os resuelvo un problema en el que se trata de averiguar si es rentable, para un caso determinado, contratar a más encargados de obra para que un conjunto de equipos de encofradores se encuentre trabajando lo máximo posible. Este es uno de los casos estudiados en el “Curso de gestión de costes y producción de la maquinaria empleada en la construcción”. Espero que os sea de interés.
Referencias:
YEPES, V. (2022). Gestión de costes y producción de maquinaria de construcción. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 243 pp. Ref. 442.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.