En un artículo anterior se describió cómo determinar la producción de los equipos. A continuación, profundizaremos en los factores que determinan la producción de un equipo. En efecto, para el responsable de una obra es imprescindible conocer los factores que influyen en los rendimientos de sus máquinas. Este conocimiento puede corregir y elevar los valores de la productividad. Dichos factores son los siguientes:
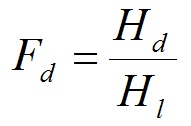
- Factor de disponibilidad Fd: relación entre el tiempo disponible y el tiempo laborable real. Si su valor es bajo, se deben investigar las causas: mala conservación, lentitud en las reparaciones, falta de repuestos, mal estado de la máquina o baja fiabilidad.
- Factor de utilización Fu: Relaciona el tiempo de utilización con el de disposición. Nos indica la calidad de la organización y de la planificación de la obra. Un valor bajo de este factor puede deberse a una mala programación, a la falta de comunicación entre los mandos, a la falta de previsión de tajos alternativos, etc.
- Eficiencia horaria, factor de eficacia o factor operacional Fe: es el cociente entre la producción media por hora de utilización y la producción tipo de una máquina. Considera las horas de trabajo no productivo dedicadas a diversas tareas, como traslados, preparación de tajo o tareas auxiliares. Depende fundamentalmente de la selección del personal y del método de trabajo. Normalmente su valor oscila entre 1,2 y 0,8.
Con estos tres factores se puede calcular la producción media por hora de utilización de una máquina Pl. En efecto:
![]()
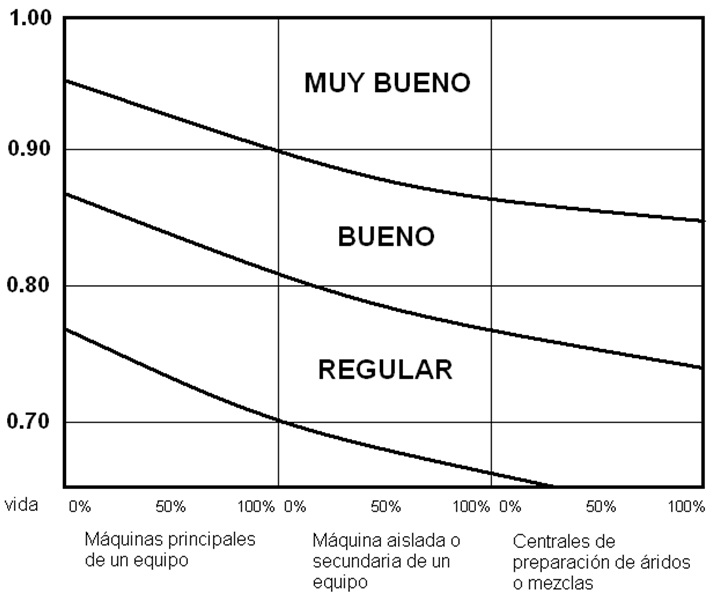
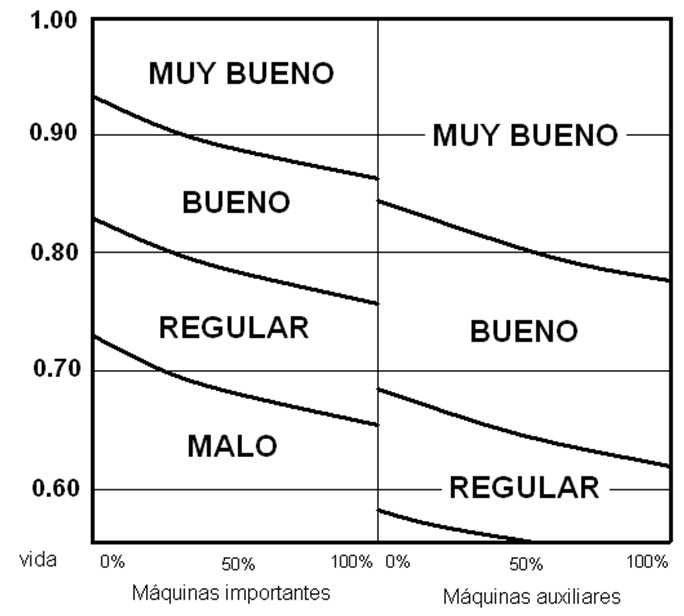
Conviene destacar que, de los tres factores que corrigen la producción tipo solo el factor de disponibilidad depende directamente de la máquina y equipo de mantenimiento; los otros dependen de la organización de la obra, de la selección del personal y del método de trabajo. En las Tablas 1 y 2 se consideran los factores de producción en función de las condiciones de trabajo, de la organización de la obra y de los incentivos. Tienen carácter estimativo, por lo que sería aconsejable ajustar los coeficientes en cada caso.
Es posible definir un par de índices complementarios a los anteriores. Se denomina índice de paralizaciones p a la relación entre las interrupciones debidas a la organización de la obra, al mal acoplamiento de máquinas, a las paradas por averías de otras máquinas, etc., y el laborable real.
Se llama factor de aprovechamiento Fa al cociente entre el tiempo de utilización de una máquina y el laborable real.
En las Tablas 1 y 2 se presentan algunas estimaciones groseras de los factores de producción, válidas por la falta de datos más precisos.


Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
ROJO, J. (2010). Manual de movimiento de tierras a cielo abierto. Fueyo Editores, S.L., Madrid, 926 pp.
YEPES, V. (2022). Gestión de costes y producción de maquinaria de construcción. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 243 pp. Ref. 442. ISBN: 978-84-1396-046-3
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
Curso:
Curso de gestión de costes y producción de la maquinaria empleada en la construcción

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.;