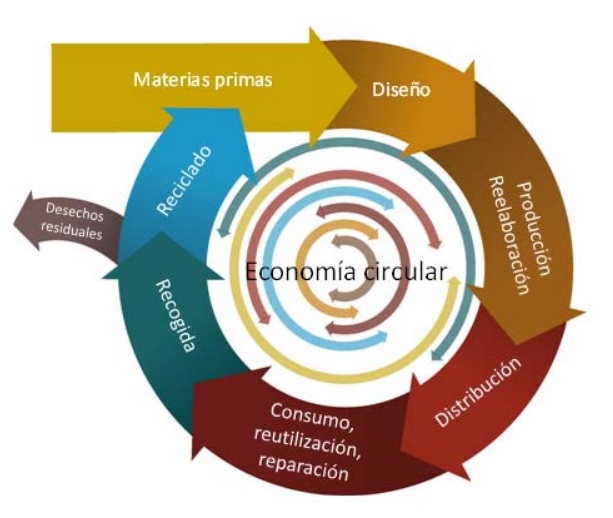
 El sector del cemento y el hormigón pretende alcanzar la neutralidad en emisiones de carbono para el año 2050 integrando principios de economía circular en todas sus etapas productivas. Este cambio de paradigma, impulsado por la Global Cement and Concrete Association, propone sustituir el modelo lineal tradicional por estrategias que priorizan la reducción, la reutilización y el reciclaje de materiales.
El sector del cemento y el hormigón pretende alcanzar la neutralidad en emisiones de carbono para el año 2050 integrando principios de economía circular en todas sus etapas productivas. Este cambio de paradigma, impulsado por la Global Cement and Concrete Association, propone sustituir el modelo lineal tradicional por estrategias que priorizan la reducción, la reutilización y el reciclaje de materiales.
Entre las acciones clave se encuentran el uso de combustibles alternativos en hornos de clínker, la incorporación de residuos industriales en las mezclas y el diseño de estructuras desmontables. Además, el sector apuesta por la innovación tecnológica para optimizar la capacidad natural del hormigón para absorber CO2 y prolongar la vida útil de las construcciones. El éxito de esta transición requiere una estrecha colaboración entre los sectores público y privado para establecer normativas que fomenten la sostenibilidad y la gestión eficiente de los recursos.
El desafío de los 100 mil millones de toneladas.
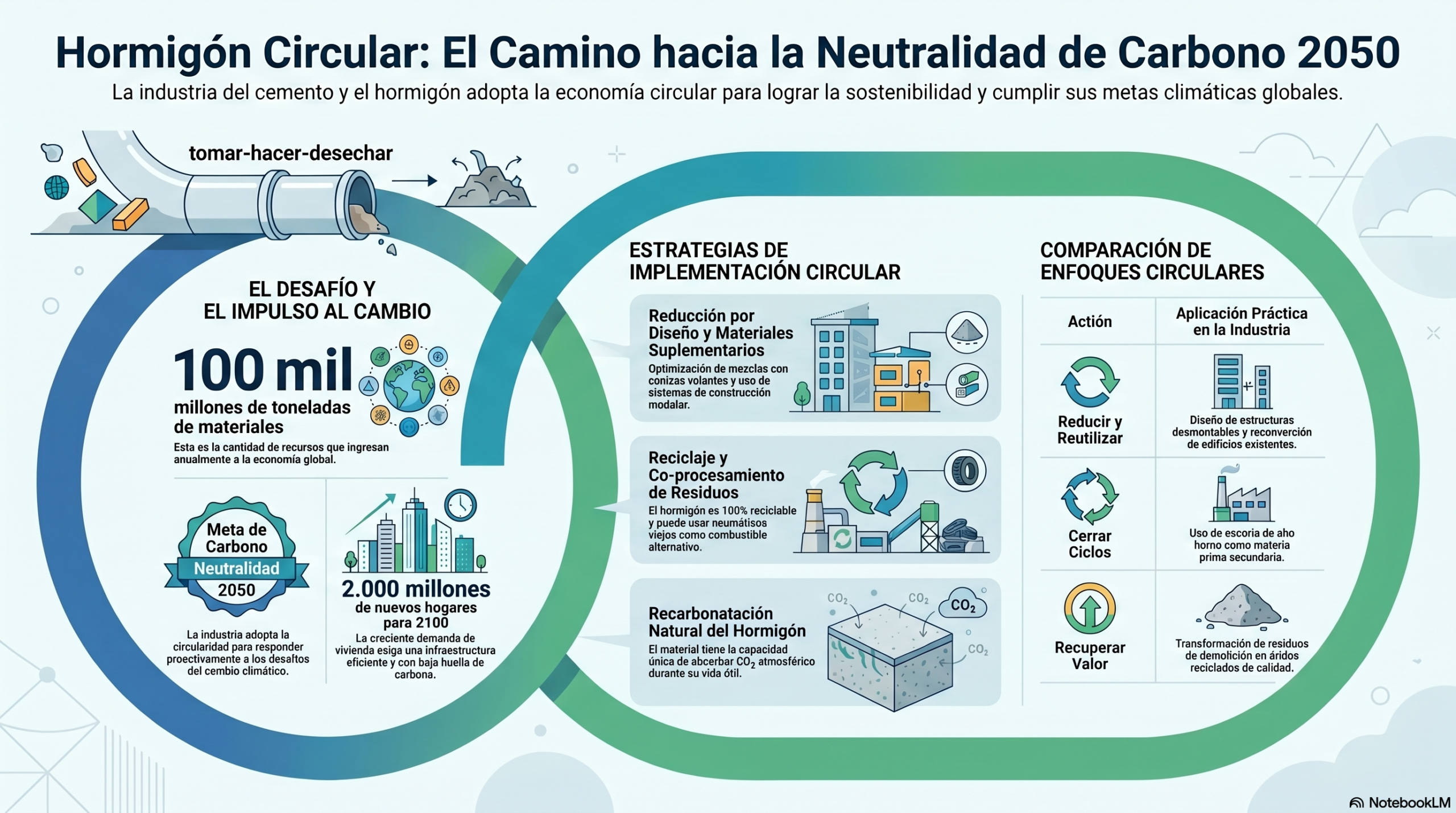
Según el Foro Económico Mundial, cada año la economía mundial consume la abrumadora cantidad de 100 mil millones de toneladas de materiales. Lo más alarmante es que cerca de la mitad de estos recursos se destinan exclusivamente a la ingeniería y la construcción.
Con una proyección de 2000 millones de nuevos hogares para el año 2100, el modelo lineal de «tomar-hacer-desechar» resulta físicamente inviable. La economía circular ya no es una opción romántica, sino el pilar técnico indispensable para alcanzar la neutralidad de emisiones de carbono en 2050.
Más allá del reciclaje: las «9R» en el mundo del cemento.
Para transformar este sector, debemos comprender tres estrategias fundamentales: cerrar ciclos (utilizar residuos como la escoria de alto horno), estrechar ciclos (optimizar el uso de áridos reciclados) y ralentizar ciclos (extender la vida útil).
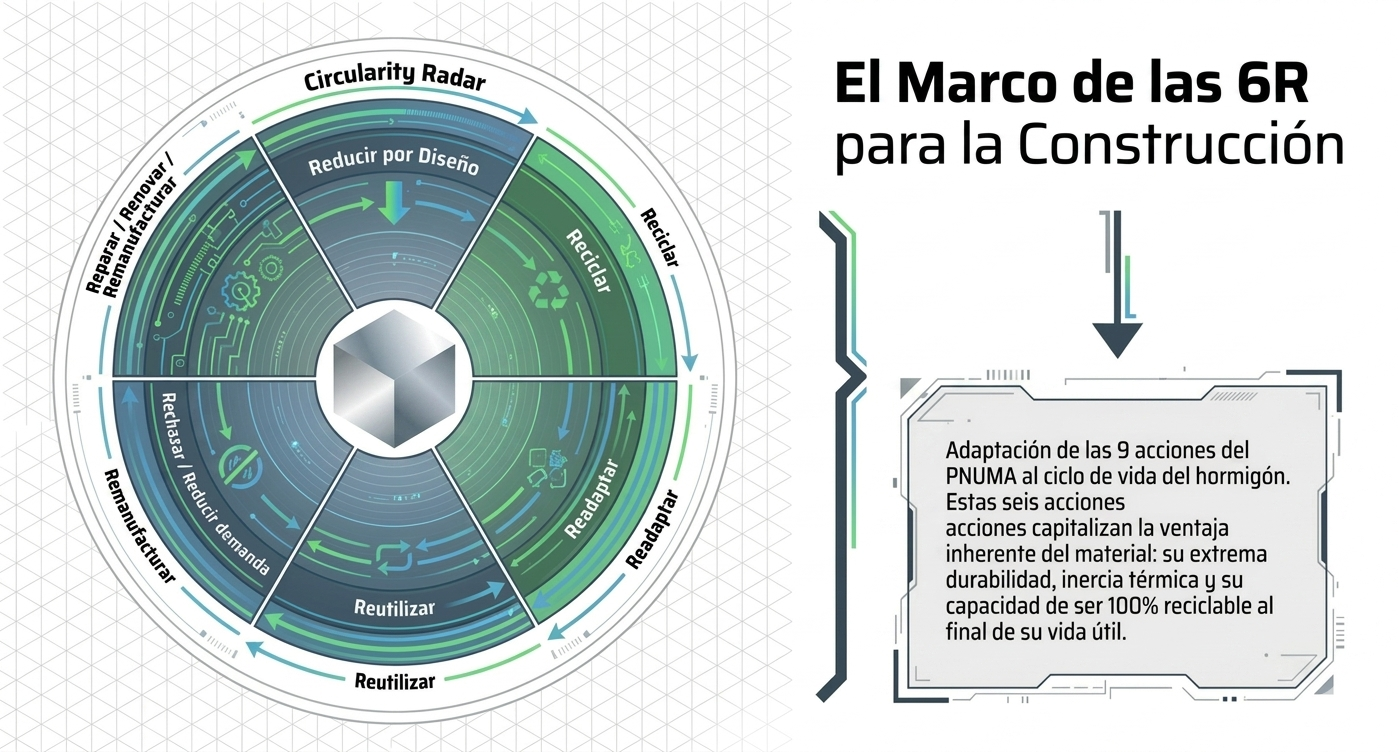
El Programa de Naciones Unidas para el Medio Ambiente (PNUMA) propone las «9R», que en la industria del hormigón se adaptan a estas seis categorías críticas:
- Reducir por diseño: disminuir el uso de material virgen en la ingeniería.
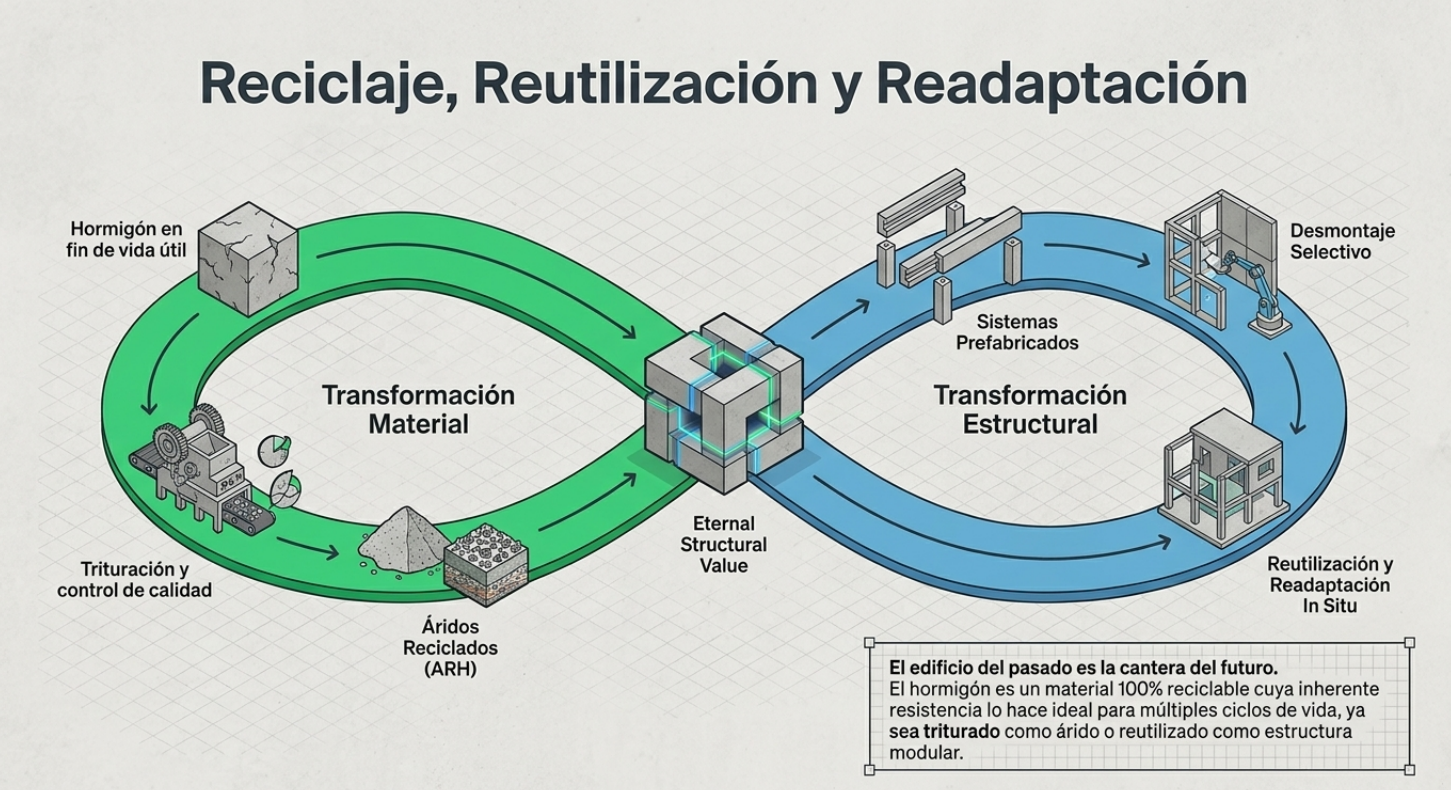
- Reciclar: procesar el hormigón al final de su vida útil para producir áridos reciclados de calidad controlada.
- Readaptar: colocar en el mercado elementos que cumplan una función igual o mejor que la de uno nuevo.
- Reutilizar: mantener los componentes en uso siempre que sea posible.
- Rechazar y reducir: usar menos artículos y prolongar su vida útil.
- Reparar, renovar y remanufacturar: mantener lo existente en lugar de demoler y reemplazar.
La durabilidad extrema del hormigón es su mayor activo circular. Su resistencia innata a incendios, inundaciones y condiciones meteorológicas adversas hace que las estructuras permanezcan útiles durante décadas con un mantenimiento mínimo.
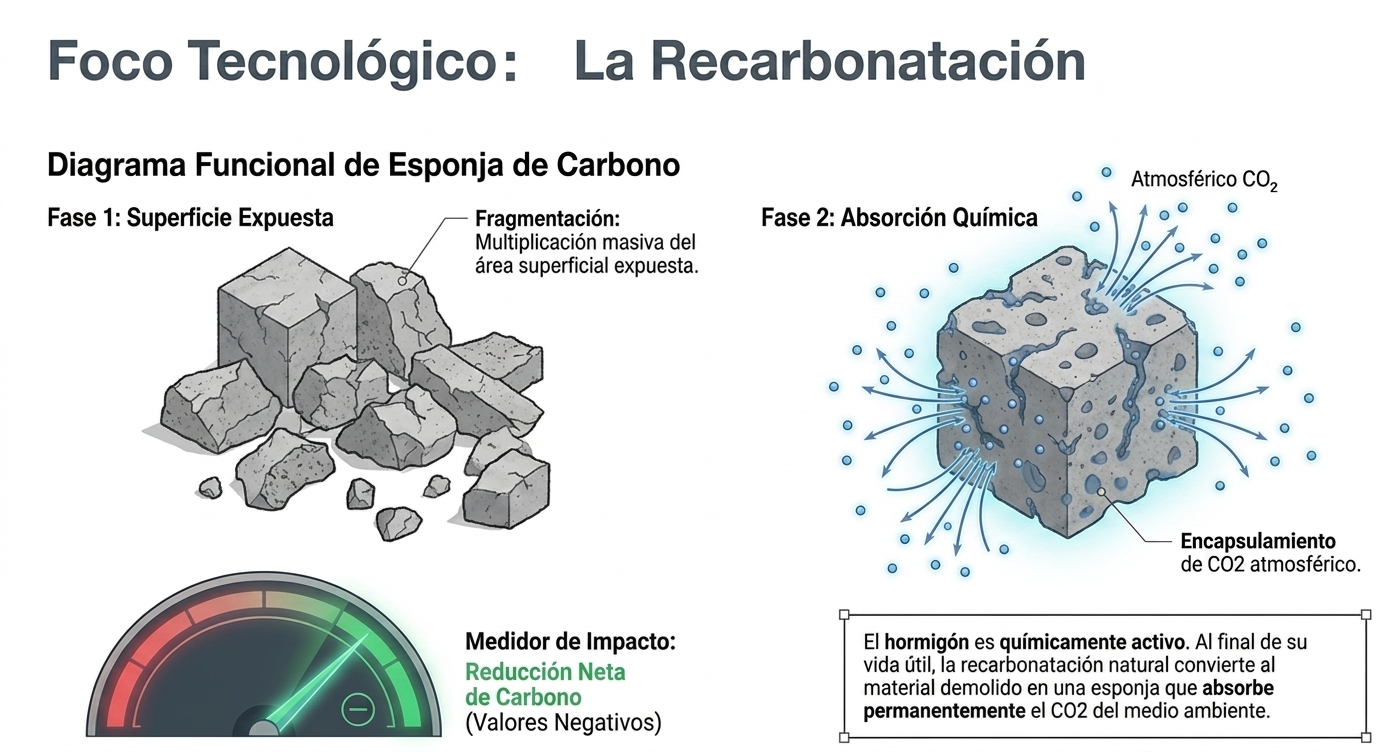
El hormigón como «esponja» de CO2: el fenómeno de la recarbonatación.
La recarbonatación es un proceso natural disruptivo en el que el hormigón absorbe CO₂ de la atmósfera. Este fenómeno convierte el material en un sumidero de carbono vivo. Un detalle técnico vital es que este proceso se maximiza tras la demolición, ya que aumenta la superficie expuesta del material.
Este cambio de paradigma permite reducir las emisiones de carbono en el entorno construido. Como señala la Global Cement and Concrete Association (GCCA) en su posicionamiento oficial:
«La adopción de la economía circular es uno de los elementos clave para alcanzar la neutralidad de emisiones de carbono en 2050, como se menciona en la hoja de ruta del organismo internacional».
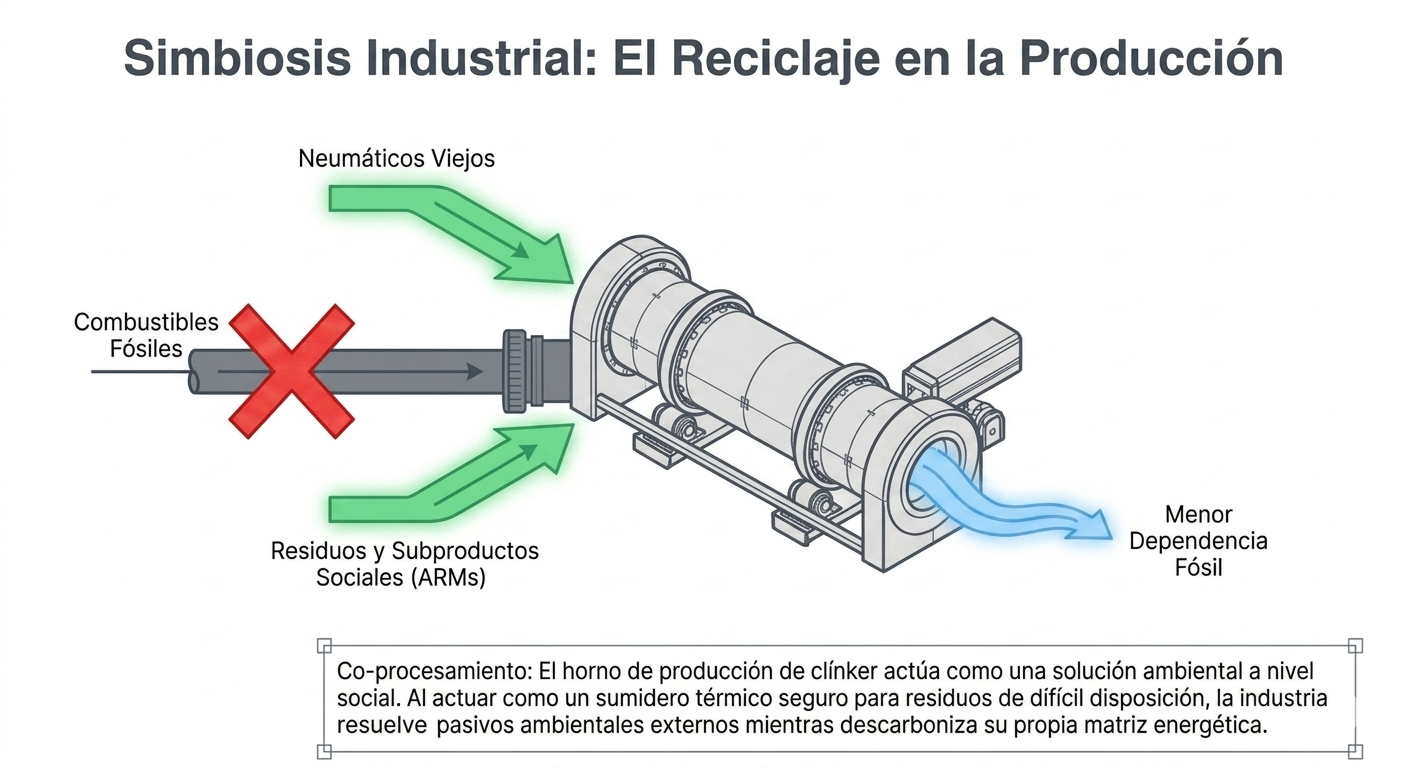
Coprocesamiento: transformando residuos en energía y materia.
La industria emplea el coprocesamiento, una forma de simbiosis industrial que utiliza residuos como combustibles y materias primas alternativas (ARMs). El uso de neumáticos viejos en hornos de clínker es un caso de éxito emblemático.
Esta práctica soluciona el problema crítico que supone la gestión de residuos de combustión lenta y perjudicial y reduce la dependencia de los combustibles fósiles. Es una eficiencia pura: transformar los desechos de la sociedad en un recurso industrial de alto valor.
Diseño modular y desmontable: construir para el futuro.
La circularidad se define en la fase de proyecto. Actualmente, la innovación se divide en dos frentes:
- Diseño de productos: Uso de materiales cementosos suplementarios, como las cenizas volantes, que optimizan la composición del hormigón y mejoran su resistencia.
- Diseño de proyectos: Implementación de sistemas prefabricados y modulares.
El concepto de «diseñar para el desensamblaje» permite tratar los edificios completos como bancos de materiales. Las losas y los paneles prefabricados pueden desmontarse y reutilizarse en nuevas estructuras, lo que elimina de raíz la generación de escombros.
Un pacto por la transparencia y la innovación.
La GCCA y sus miembros se han comprometido a acelerar las métricas circulares y a fomentar la colaboración público-privada. No obstante, para ampliar estos resultados se necesitan marcos regulatorios valientes.
Una de las propuestas más urgentes es la eliminación gradual de los vertederos destinados a los residuos de construcción. Al prohibir el envío de escombros de hormigón a vertederos, se garantiza su reincorporación al ciclo productivo, de modo que cada tonelada de material mantenga su valor máximo.

Conclusión: ¿Estamos preparados para dejar atrás la era del desperdicio?
La transición hacia la economía circular supone un cambio de paradigma que genera valor, resiliencia y eficiencia operativa. Al integrar la recarbonatación, el coprocesamiento con ARMs y el diseño desmontable, la industria está redefiniendo el concepto de construcción.
El fin de la era del desperdicio no es solo una meta medioambiental, sino también una realidad técnica en curso. Ante este avance, la pregunta es inevitable: ¿Seguiremos viendo al hormigón como un material inerte o lo reconoceremos finalmente como la infraestructura que nos protegerá en 2050?
En esta conversación puedes escuchar los aspectos más importantes de la revolución circular del hormigón.
En este vídeo se resumen bien las ideas más interesantes sobre este tema.
Curso:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.