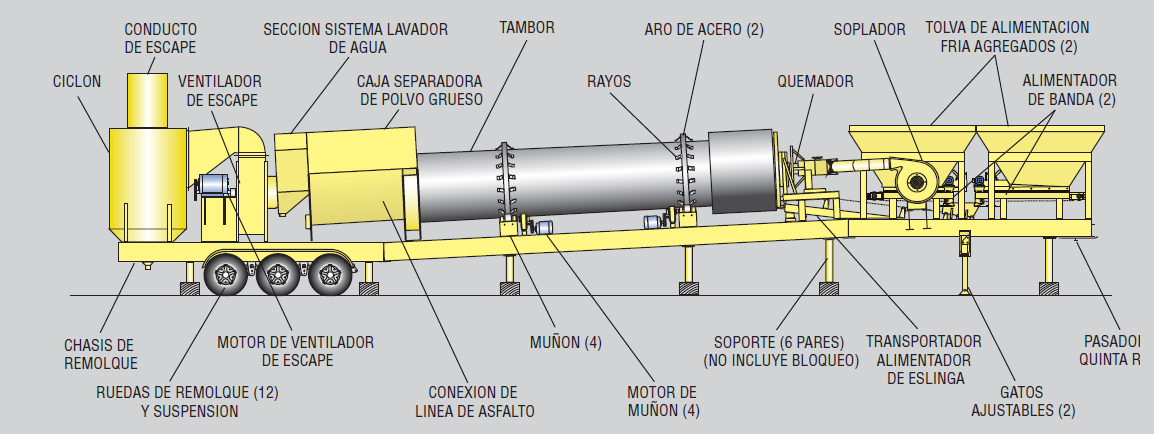
En España, las centrales discontinuas fueron el método predominante para la producción de áridos mezclados con betún hasta los años 80. En ese momento, se introdujo la tecnología de la central continua de tambor secador-mezclador (drum-mixer), capaz de producir hasta 600 toneladas por hora. Esta innovadora planta cuenta con un tambor cilíndrico que se encarga de secar los áridos y mezclarlos con el betún. El tambor gira sobre su propio eje gracias a un motor reductor alimentado por un motor eléctrico.
Las plantas continuas de tambor secador-mezclador se dividen en dos secciones: la primera calienta los áridos, mientras que en la segunda se agregan el ligante y el filler para mezclar. Aunque la corriente de gases durante el proceso arrastra partículas de polvo mineral, el betún presente en la mezcla limita la extracción del filler al 20-25%. Los álabes del tambor se cierran en la zona del quemador para proteger los materiales de la llama, y se abren gradualmente para aumentar el contacto con los gases de la combustión sin oxidar excesivamente el ligante.
El proceso de producción de mezclas asfálticas con áridos fríos comienza en el extremo del quemador, donde los áridos se introducen en el tambor y se calientan para eliminar la humedad. En la sección inicial del tambor, los potentes ventiladores extraen el fíller y lo almacenan para su uso posterior. En la sección media, se pulveriza el betún y el polvo mineral de recuperación y aportación, logrando la mezcla final en la sección final con la ayuda de los álabes. Una variante del proceso utiliza dos tambores consecutivos para calentar los áridos y agregar el ligante. La emulsificación del betún mejora la trabajabilidad de la mezcla, que luego se vierte en camiones o se almacena en silos calorífugos, como en las plantas discontinuas.
Figura 2. Planta móvil de tambor secador-mezclador
La central de tambor secador-mezclador tiene como desventaja que se realiza una única dosificación de áridos en frío, lo que dificulta la obtención de una granulometría precisa, especialmente con arenas con exceso de finos. No obstante, esta planta presenta varias ventajas en comparación con las centrales tradicionales. Es más simple y consume menos energía, debido a que solo hay una dosificación, mientras que en las plantas discontinuas se efectúan varias dosificaciones en diferentes etapas. Además, es más pequeña y fácil de transportar y montar, y también más económica tanto en su adquisición como en su mantenimiento, lo que la hace más rentable económicamente. A pesar de estas ventajas, hay desventajas en que solo hay un proceso de dosificación, lo que puede resultar en dificultades para lograr la granulometría establecida si se utiliza arena con un exceso de polvo mineral. Sin embargo, es muy adecuada para procesos de reciclado en central, para los cuales se dispone en el tambor un anillo con una tolva para la introducción de los productos de reciclado.
Referencias:
KRAEMER, C.; PARDILLO, J.M.; ROCCI, S.; ROMANA, M.G.; SÁNCHEZ, V.; DEL VAL, M.A. (2010). Ingeniería de carreteras II. McGraw-Hill, Madrid.
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
En entradas anteriores hemos descrito en este blog cómo se elaboran las mezclas asfálticas. Esta vez vamos a resolver un par de problemas sobre el ajuste de la proporción de ligante en las plantas asfálticas, tanto continuas como discontinuas. Una vez determinada la fórmula de trabajo, es sencillo ajustar la proporción de ligante. Pero para eso deberemos tener en cuenta el tipo de instalación disponible.
En el caso de plantas discontinuas, los áridos acumulados suelen pesarse según un orden preestablecido. La pesada del polvo mineral y la del ligante se realizan de forma independiente. Si el ligante se mide en volumen, entonces se debe proceder como en el caso de las instalaciones continuas, pues allí también se mide en volumen. En efecto, las instalaciones continuas dosifican generalmente el ligante por volumen, auxiliándose de una bomba rotativa o de engranajes.
Os dejo, por tanto, un par de problemas resueltos: uno para una planta asfáltica discontinua y otro para una planta asfáltica continua. Espero que os sean útiles.
Figura 1. Transporte calefactado del betún. Imagen: V. Yepes
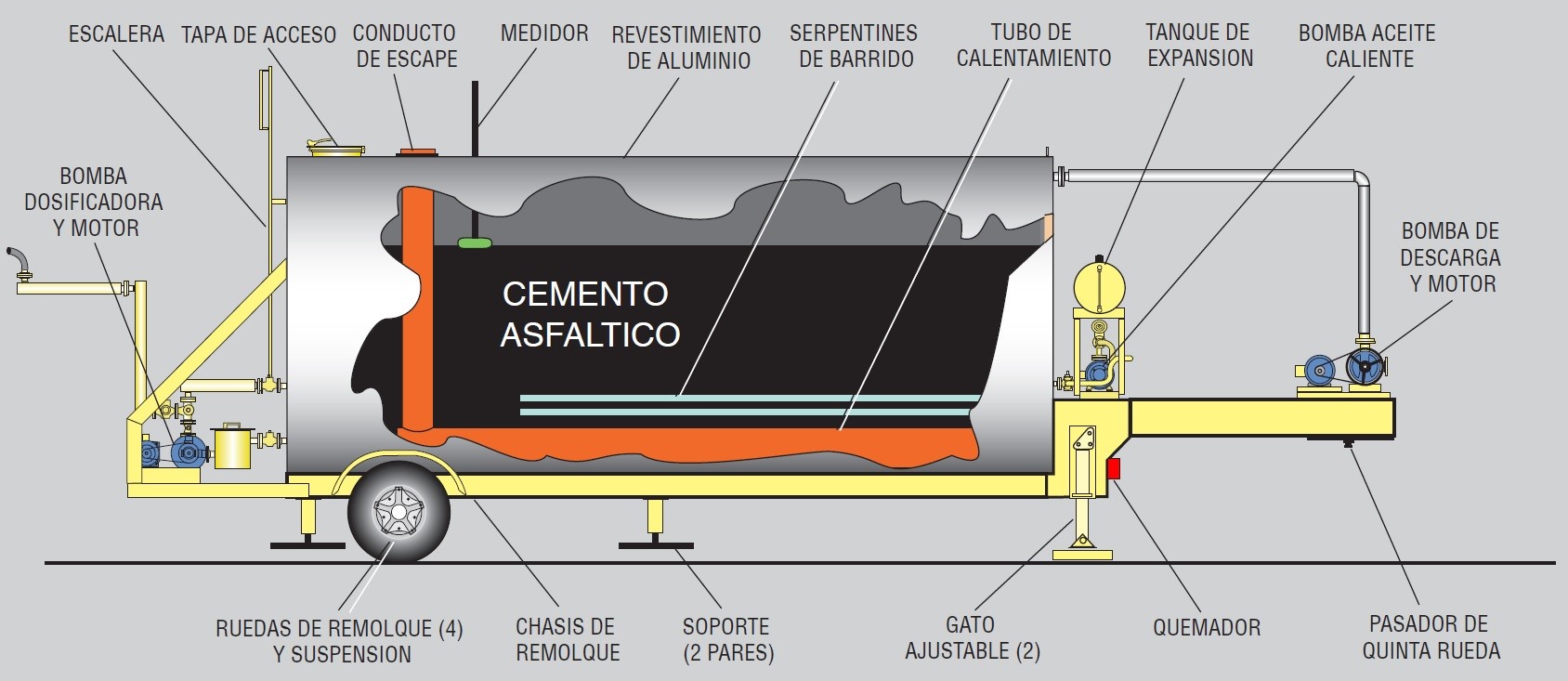
El ligante se almacena en tanques provistos de serpentines de aceite para su calefacción. Suelen ser depósitos cilíndricos metálicos con aislante térmico de fibra de vidrio, con una capacidad que depende de la producción de la planta. Es habitual el uso de dos calderas para mantener en ellas el ligante a la temperatura requerida, o bien utilizar una para la recepción del ligante y otra para su calefacción. En ausencia de tanques, se pueden construir fosas de hormigón impermeabilizadas para evitar fugas; equipadas con serpentines para mantener a la temperatura. Además, la planta debería prever el uso de betún envasado en bidones como reserva para evitar el desabastecimiento.
Figura 2.- Tanque portátil
El sistema de calentamiento está compuesto por una caldera, una bomba centrífuga que hace recircular el aceite caliente, tuberías encamisadas, serpentines sumergidos en los depósitos del ligante, así como termómetros para el control. Todos los elementos disponen de aislamientos que evitan pérdidas de calor y ahorran energía. En algunos sistemas también se utilizan los gases de combustión como fluido caliente. En caso de usar los sistemas de calefacción por gases calientes de quemadores de combustible líquidos, la cámara de combustión, debe estar fuera del tanque o protegida con material refractario; siendo necesario un mejor control de la temperatura.
Figura 3.- Almacenamiento en silos del betún. Imagen: V. Yepes
Referencias:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
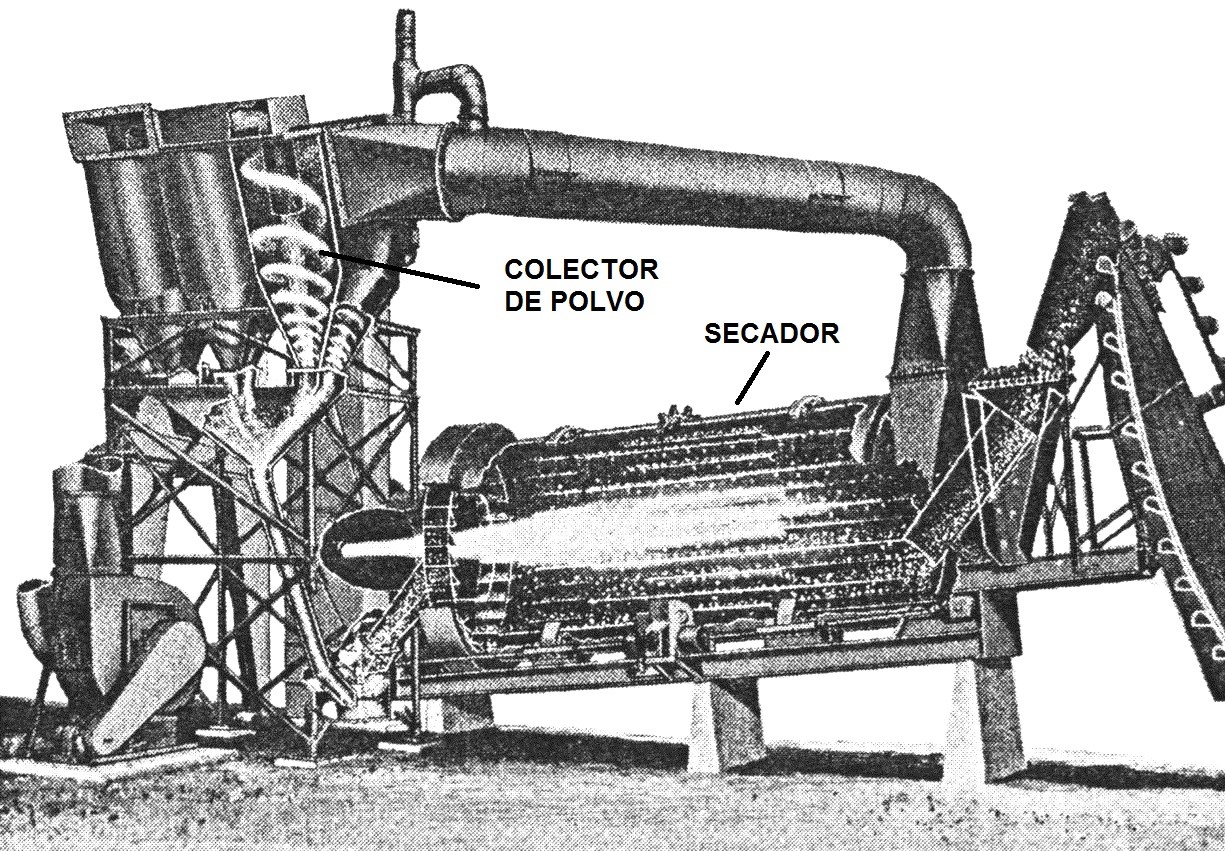
Las plantas asfálticas en caliente disponen de un tambor secador que seca los áridos y eleva su temperatura, hasta los 150 a 200ºC, para que en el mezclador queden perfectamente envueltos en el ligante. La elevación de la temperatura permite el secado (humedad < 1% en peso) y la eliminación del polvo de los áridos. El secador debe regularse para que la combustión sea completa y garantice la ausencia de humo negro en la chimenea. La eficacia de un secador depende del tipo de quemador, del sistema de alimentación, de la circulación y evacuación de áridos, del grado de humedad de los áridos, del diámetro y longitud del tambor, entre otros factores. Los rendimientos dependen en gran medida de la humedad de los áridos, donde el árido fino es el que más humedad retiene.
Figura 2. Secador y ciclón extractor de una instalación de fabricación de mezclas bituminosas
En las plantas discontinuas y en las continuas convencionales, el tambor secador consiste habitualmente en un cilindro metálico de gran diámetro y una longitud de 3 o 4 diámetros (hasta 2 m de diámetro y 15 m de longitud). Este tubo gira sobre su eje a una velocidad de 5 a 15 revoluciones por minuto. Los áridos entran a contracorriente: unas paletas arrastran los áridos hacia la llama y los gases calientes del quemador de fuel, que se encuentra en el extremo opuesto del cilindro (Figura 2). Un sistema de ciclones fuerza el aire para permitir la salida de vapor de agua. En las plantas de tambor secador-mezclador, el secado de los áridos se realiza junto con la mezcla. El diseño de tambores secadores mezcladores largos, con longitudes mayores a 5 diámetros, permite la extracción del calor de los gases de combustión hasta temperaturas de 12ºC por encima de la temperatura de la mezcla, evitando el deterioro del ligante.
Se aconseja que la temperatura de los áridos a la llegada del quemador no supere en más de 10ºC a la del ligante, y que el conjunto no sobrepase 15ºC de la máxima de envuelta del ligante, calculada de la viscosidad óptima de fabricación de la mezcla. Si no fuera así, existirá un deterioro en las características del betún debido a una brusca oxidación por choque térmico y una merma de las prestaciones de la mezcla.
Figura 3. Secador de áridos
Os dejo a continuación algún vídeo al respecto de este elemento.
Referencias:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
Los orígenes de las mezclas bituminosas empleadas en firmes asfálticos se remontan a 1830, cuando el alquitrán se utiliza en algunos riegos superficiales en la pavimentación de carreteras. Sin embargo, los primeros aglomerados realizados in situ con alquitrán se ejecutaron hacia 1850 en algunas carreteras y vías urbanas del Reino Unido. A partir de ese momento la técnica se desarrolla en paralelo con la iluminación con gas ciudad, en cuya fabricación se obtiene dicho ligante como subproducto. En España se pavimentan con alquitrán las zonas peatonales de la Puerta del Sol de Madrid entre 1847 y 1854. En torno a 1870, en Estados Unidos, se empiezan a utilizar mezclas fabricadas a partir de rocas asfálticas y de asfaltos naturales, si bien estos materiales ya habían sido empleados en algunas pavimentaciones en Burdeos y Lyon en 1810. Más tarde como consecuencia del desarrollo de la industria del petróleo se comienza a emplear betunes de destilación.
A finales del siglo XIX el norteamericano C. Richardson sentó las bases de la tecnología de las mezclas bituminosas para pavimentación. Después de la I Guerra Mundial surge la industria de la fabricación en central de las mezclas bituminosas, aunque es después de la II Guerra Mundial cuando se produce un gran desarrollo tecnológico de estos materiales, debido principalmente a las grandes necesidades de construcción acelerada de pistas de aterrizaje militares.
En España empiezan a ejecutarse de forma significativa pavimentos con mezclas bituminosas a partir de 1926, año en el que se programó la pavimentación con mezclas bituminosas de 223 km de carreteras dentro del Circuito Nacional de Firmes Especiales. Os recomiendo a este respecto un excelente artículo sobre los pavimentos de las carreteras españolas en el siglo XX, del profesor Miguel Ángel del Val.
Obras de rectificación de trazado, con la supresión de una curva peligrosa, en la Carretera Nacional IV. Años cincuenta. http://carreterashistoricas.blogspot.com.es/
El primer paso para mejorar las infraestructuras viarias se da en 1950 con la aprobación del Plan de Modernización de las Carreteras. Esta época se caracteriza por el crecimiento del parque de vehículos y por una discreta mejora de las carreteras. Las plantas que se empezaron a construir en estos años eran muy rudimentarias. Se alimentaban con carretillas con las que se hacía una predosificación de los áridos en frío, se clasificaba con trómeles, el asfalto se medía en una cubeta con un índice que marcaba el volumen, que se vertía a continuación por volteo a mano. En esta época el dominio absoluto es de las plantas discontinuas tanto para los contratistas como para las administraciones. Las plantas continuas, en las que la mayor parte de sus elementos son similares a las plantas discontinuas, (alimentación en frío, tambor secador, clasificación en caliente) sólo se diferencian en la alimentación en caliente continua y en el mezclador en continuo de los áridos, asfalto y filler, a pesar de esto, este tipo de plantas se emplearon con ciertas reservas, injustificadas ya que producían un aglomerado de excelente calidad.
Entre los años 1960 y 1970 se producen algunos hechos que suponen un avance tecnológico de gran calado de las plantas asfálticas:
Se produce la liberalización de la importanción de maquinaria de construcción, lo que permite el uso de máquinas modernas, de gran producción.
El arranque, en 1967, del Plan de Mejora de la Red de Itinerarios Asfáticos (plan REDIA) y la construcción de las primeras autopistas en España. Se empiezan a modernizar las carreteras -la mayoría en muy malas condiciones-, en su mayoría constituidas con firmes con tratamiento superficial, pocas con aglomerado y algunas de adoquín. Este hecho provoca la adquisición de maquinas modernas y eficientes por parte de las constructoras.
El inicio de la fabricación mixta en España de las plantas asfálticas. Se empieza por construir elementos sencillos (tolvas, silos, etc.), estructuras y alguna marca acaba construyendo las plantas con una fabricación total.
Fresadora de asfalto. https://pavimentosyasfaltos.es/fresado-de-asfalto/
Hacia los años 70 se alcanza en España la madurez en la técnica de las mezclas bituminosas en caliente en España. Atrás quedan los firmes de macadam, revestidos o no con riegos con gravilla. Entre 1970 y 1980 se completa el plan REDIA. Este período se ve marcado por la crisis del petróleo que provoca una conmoción mundial. La crisis alcanza a nuestro país con una subida sin precedentes hasta entonces de los precios del crudo que modifica todos los planes sobre infraestructuras para el transporte. Una de las formas de ahorrar energía es el reciclaje de parte de los materiales existentes, áridos y asfalto, en las capas asfálticas deterioradas. Las máquinas fresadoras arrancan el material calentándolo con rayos infrarrojos, aunque produciendo una oxidación adicional del asfalto. La técnica se perfecciona con fresadoras en frío. Al terminar la fresadora su labor, la superficie queda en muy buenas condiciones para recibir las capas siguientes y se obtiene un producto aprovechable, por su tamaño, directamente en las plantas asfálticas. Cuando se fresan pavimentos muy deteriorados, es frecuente utilizar una machacadora para reducir el tamaño del material e introducirlo en las plantas asfálticas.
Uno de los problemas que surgen al aprovechar el material reciclado frío es su incompatibilidad con las plantas discontinuas. Ello obliga a sobrecalentar los áridos vírgenes añadidos, aunque ello oxida el asfalto y le hace perder volátiles. Además el calentamiento del material reciclado produce otros problemas, lo que obliga al uso de otro tipo de instalaciones: las plantas tambor secador-mezclador. Estas plantas permiten, mediante la alimentación central, el aporte del material reciclado en una zona protegida del contacto directo de la llama por la cortina del material virgen. Este hecho favorece que el material recuperado pueda reciclarse en proporciones importantes. Este tipo de plantas ofrecen aún más ventajas, entre ellas la sencillez, ya que sólo hay una dosificación, mientras que en las plantas de tipo discontinuo hay una dosificación en frío, luego una clasificación y posteriormente otra dosificación en caliente. Otra ventaja es el menor tamaño, por lo tanto el transporte es más fácil y económico. Son más fáciles de montar, de conservar y tienen un menor consumo energético, que en estos momentos, no debemos olvidar, es una de las grandes preocupaciones. Y por último son más baratas a la hora de adquirirlas que las discontinuas, por lo tanto presentan una mayor rentabilidad económica.
Posteriormente en España se llega a un descenso de la construcción que empieza a remontar en 1984, donde aumenta la construcción en un 10 – 12 %. A principios de los 80 se venden en España, no sin cierta dificultad, las primeras plantas de tambor secador-mezclador. Los fabricantes de plantas discontinuas alertan sobre los problemas que pueden producirse en las plantas tambor secador-mezclador, uno de los cuales es que, debido al escaso tiempo de permanencia de los áridos en el tambor dedicado al secado, éstos quedan con cierta humedad. Esto es respondido por los defensores de las plantas tambor secador-mezclador con la emulsión inversa, diciendo que, al emulsionarse la humedad residual con el asfalto, se facilita la adherencia y se producen mezclas de gran calidad, lo que implica que este tipo de plantas sean aceptadas. Los inconvenientes que presentan es la deficiente clasificación de los áridos, el exceso de filler sobrante que hay que eliminar y la pérdida de volátiles del betún, entre otros. El primer inconveniente es debido a que las canteras no están preparadas, lo que provoca que las plantas de áridos sean incapaces de abastecer al ritmo necesario.
En estos años el medio ambiente empieza a ser un tema central. Para evitar la contaminación atmosférica se procede a la instalación de filtros de mangas; hasta este momento se utilizan los sistemas de depuración por vía húmeda, pero no son capaces de solucionar la contaminación por polvo sobrante y volátiles. Estos filtros cumplen la normativa y se empiezan a utilizar, pero los volátiles y las pequeñas partículas de asfalto arrastradas por el tiro, impregnan las mangas, lo que obliga a costosos lavados y sustituciones. En las plantas tambor secador-mezclador es necesario utilizar un silo de producto terminado, para enlazar el proceso continuo de producción con el proceso discontinuo de carga de camiones. Estos silos pueden ser de aislamiento simplemente o pueden tener calentamiento, lo cual permite el almacenamiento de hasta dos días o más. Para almacenamientos prolongados se proveen atmósferas inertes para evitar la oxidación del aglomerado. Si los silos tienen gran altura se disponen de sistemas para evitar la segregación.
Por otro lado, los fabricantes de plantas discontinuas siguen mejorando para adaptarse al mercado. Además de mejorar en muchos aspectos como ser más fáciles de montar, de transportar, etc., ofrecen sobre todo la posibilidad de añadir aditivos en la mezcladora, algo que no es posible en las plantas tambor secador-mezclador por las altas temperaturas en la zona de mezclado. Frente a esta mejora, las plantas tambor secador-mezclador incorporan una mezcladora continua adicional a la sólida del tambor, para permitir la incorporación de aditivos. Otras trabajan en independizar la zona de secado y la zona de mezclado.
Los años 90 suponen un aumento muy fuerte en la licitación de carreteras en España, con el objetivo de alcanzar un nivel similar al resto de los países de la Unión Europea. La competencia entre plantas discontinuas y plantas tambor secador-mezclador sirvieron para mejorar de forma notable las mezclas asfálticas, aumentando las exigencias de fabricación, tanto técnicas como económicas, ecológicas y de seguridad. Hay que resolver problemas de contaminación atmosférica por polvo, por óxido de nitrógeno, contaminación acústica en los tambores, quemadores y ventiladores, y el aprovechamiento de productos reciclados con alimentación de aditivos. En cuanto a la seguridad: protección en las instalaciones eléctricas, en las partes en movimiento y en las zonas calientes susceptibles de producir quemaduras; atención a los depósitos de ligante y de combustible, y a los quemadores.
Referencias:
Kraemer, C.; Del Val, M.A.; Pardillo, J.M.; Rocci, S.; Romana, M.G.; Sánchez, V. (2004). Ingeniería de Carreteras. Vol II. Mc Graw Hill, Madrid.








. Wikipedia")


