 Introducción: El vértigo no es el único peligro.
Introducción: El vértigo no es el único peligro.
Cuando pensamos en los peligros de trabajar en altura, la primera imagen que nos viene a la mente es la caída en sí misma, el vértigo y el miedo instintivo al vacío. Sin embargo, la seguridad laboral ha demostrado que esta percepción, aunque natural, es incompleta. La prevención de caídas es una ciencia con principios técnicos, físicos y fisiológicos que a menudo resultan sorprendentes y van mucho más allá de simplemente «no caerse».
Para comprender el contexto, es fundamental definir qué la normativa considera trabajo en altura. Técnicamente, se define como cualquier trabajo con riesgo de caída desde una altura superior a dos metros. Este umbral establece la seriedad del asunto y activa una serie de protocolos y conocimientos que no son de dominio público, pero resultan vitales para la supervivencia en el entorno profesional.
1. La red antes que el arnés: por qué la protección colectiva siempre es la primera opción.
Cuando se habla de seguridad en altura, el arnés es el equipo icónico que todos reconocen. Sin embargo, uno de los principios fundamentales y menos conocidos de la seguridad laboral es la primacía de la protección colectiva sobre la individual.
La protección colectiva se refiere a sistemas que protegen a todos los trabajadores de una zona de riesgo sin que estos deban realizar ninguna acción, como barandillas, redes de seguridad o protección de los huecos. En cambio, la protección individual, como el arnés, depende de que el trabajador la utilice correctamente y solo actúa una vez que el accidente ya ha ocurrido.
La lógica es sencilla, pero crucial: la protección colectiva está diseñada para evitar que se produzca el accidente, mientras que la protección individual solo sirve para minimizar las lesiones una vez que la caída es inevitable. Esta jerarquía no es una mera recomendación, sino una obligación legal. La Ley 31/1995 de Prevención de Riesgos Laborales es explícita al respecto:
«El empresario adoptará las medidas que antepongan la protección colectiva a la individual».
Este principio no resulta evidente, ya que nuestra atención se centra en el drama de la caída y en la imagen del trabajador suspendido en el aire. Sin embargo, la seguridad más efectiva es la que pasa desapercibida, como una barandilla sólida o una red bien instalada que impide que la caída llegue a producirse.

2. El peligro oculto después de la caída: el síndrome de compresión.
Sobrevivir a una caída gracias a un arnés parece el final de la historia, pero puede ser el comienzo de una emergencia médica silenciosa y mortal: el síndrome de compresión, también conocido como síndrome ortoestático.
Este síndrome se produce cuando un trabajador permanece suspendido e inmóvil en su arnés durante un tiempo prolongado. Las cintas del arnés, especialmente las que rodean los muslos, actúan como un torniquete, comprimiendo las venas y restringiendo el flujo sanguíneo desde las piernas hacia el resto del cuerpo.
El mecanismo fisiológico es devastador: la sangre estancada en las extremidades se queda sin oxígeno y acumula toxinas. Si el trabajador es rescatado y puesto en posición horizontal bruscamente, esta sangre tóxica regresa masivamente al torrente sanguíneo, lo que puede provocar un fallo renal agudo e incluso un paro cardíaco.
En resumen, un trabajador puede sobrevivir a la caída sin un solo rasguño, pero estar en peligro mortal si no es rescatado de forma rápida y adecuada. Por esta razón, el plan de rescate no es un apéndice opcional en la planificación de trabajos en altura, sino una parte tan crítica y vital como el propio arnés.
3. No es la altura, es la física: entendiendo el «factor de caída».
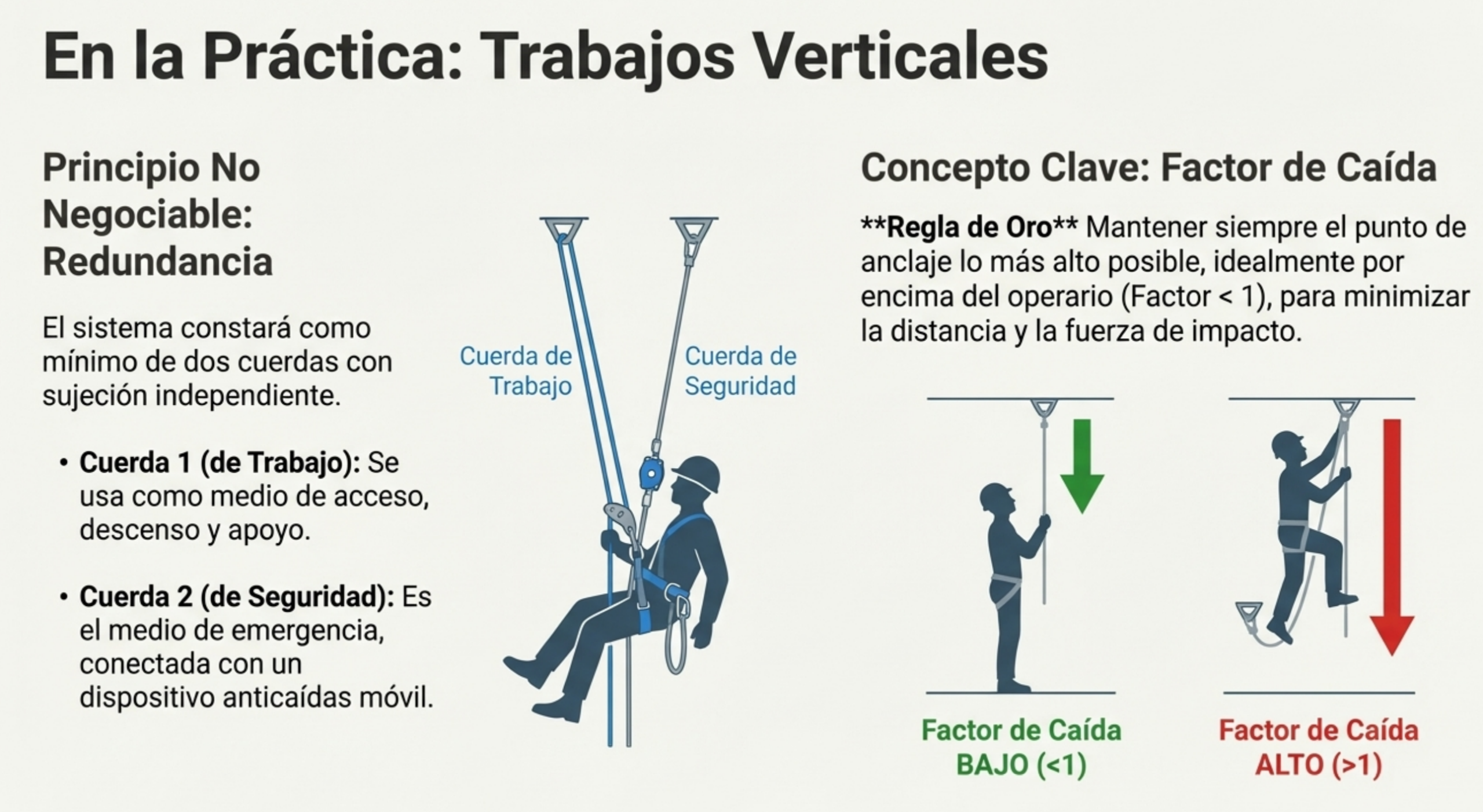
No todas las caídas son iguales, incluso si la distancia es la misma. La gravedad de una caída y la fuerza de impacto que recibe el cuerpo del trabajador se miden mediante un concepto técnico fundamental: el factor de caída (F).
Este factor expresa la relación entre la altura de la caída y la longitud del sistema de conexión (la cuerda o eslinga) que la detiene. La fórmula es sencilla:
F = Altura de la caída (H) / Longitud de la cuerda (L)
Para entenderlo de forma visual y sencilla:
- Anclaje por encima de la cabeza (Factor < 1): Si te anclas a un punto por encima de tu cabeza, la distancia de caída será muy corta, siempre menor que la longitud de tu cuerda. El impacto será mínimo. Esta es la situación más segura.
- Anclaje a la altura de los pies (Factor 2): Si te anclas a un punto a la altura de tus pies y caes, recorrerás una distancia igual al doble de la longitud de tu cuerda antes de que esta se tense. Este es el escenario más peligroso, que genera una fuerza de choque altísima sobre el cuerpo y el equipo.
El factor de caída demuestra que la seguridad en altura no solo consiste en «estar atado», sino también en comprender la física que hay detrás. La posición del punto de anclaje es tan importante como el propio equipo y un anclaje mal ubicado puede convertir un sistema de seguridad en una fuente de lesiones graves.
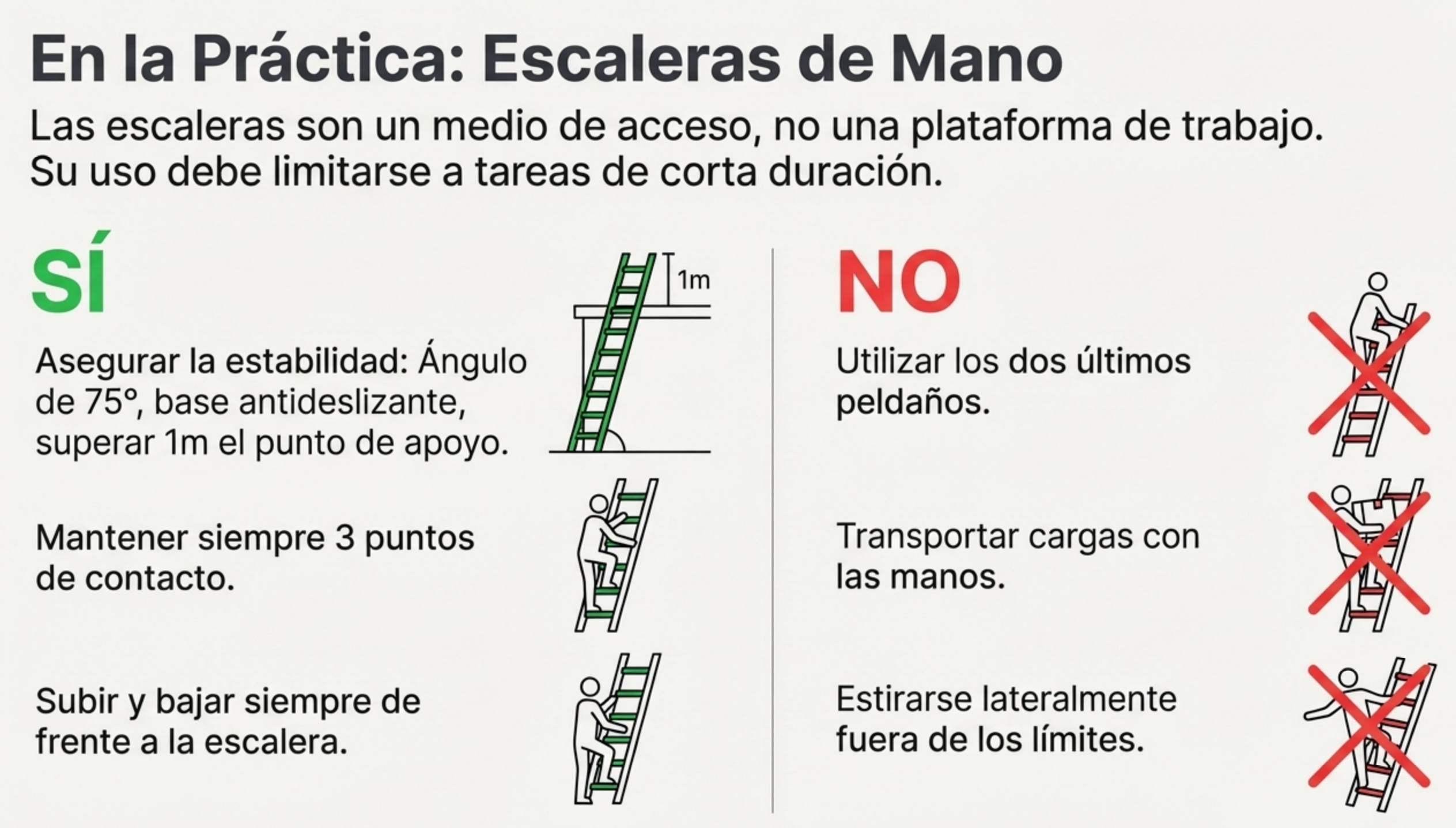
4. La escalera de mano: tu último recurso, no el primero.
La escalera de mano es una herramienta muy común en nuestros hogares, por lo que tendemos a subestimar su peligrosidad en el ámbito profesional. La normativa es sorprendentemente estricta y establece su uso como último recurso, no como primera opción. Debe utilizarse solo en situaciones de bajo riesgo o de corta duración, en las que no esté justificado el uso de equipos más seguros, como andamios o plataformas elevadoras.
Muchas de las prácticas habituales son, en realidad, graves infracciones de seguridad. A continuación, se muestran algunas de las reglas más importantes y comúnmente ignoradas:
- Prohibido trabajar en los últimos peldaños: Esta es una regla general para cualquier tipo de escalera de mano. Es una de las causas más frecuentes de pérdida de equilibrio, ya que el trabajador no puede mantener una postura estable y segura.
- Prohibido el trabajo “a caballo” en escaleras de tijera: Específicamente, en escaleras de tijera, está prohibido pasar de un lado a otro por su parte superior o sentarse a horcajadas sobre ellas para trabajar.
- La regla del ángulo de 75°: Para una estabilidad óptima, la base de una escalera de apoyo debe separarse de la pared una distancia equivalente a una cuarta parte de su longitud. Esto crea un ángulo de aproximadamente 75 grados.
- Subir y bajar siempre de frente y con las manos libres: El ascenso y el descenso deben hacerse de cara a la escalera, usando ambas manos para agarrarse a los peldaños. Las herramientas deben transportarse en cinturones o bolsas portaherramientas, nunca en las manos.
Estas normas demuestran que un equipo aparentemente simple se rige por principios de estabilidad y seguridad muy estrictos en un entorno profesional.
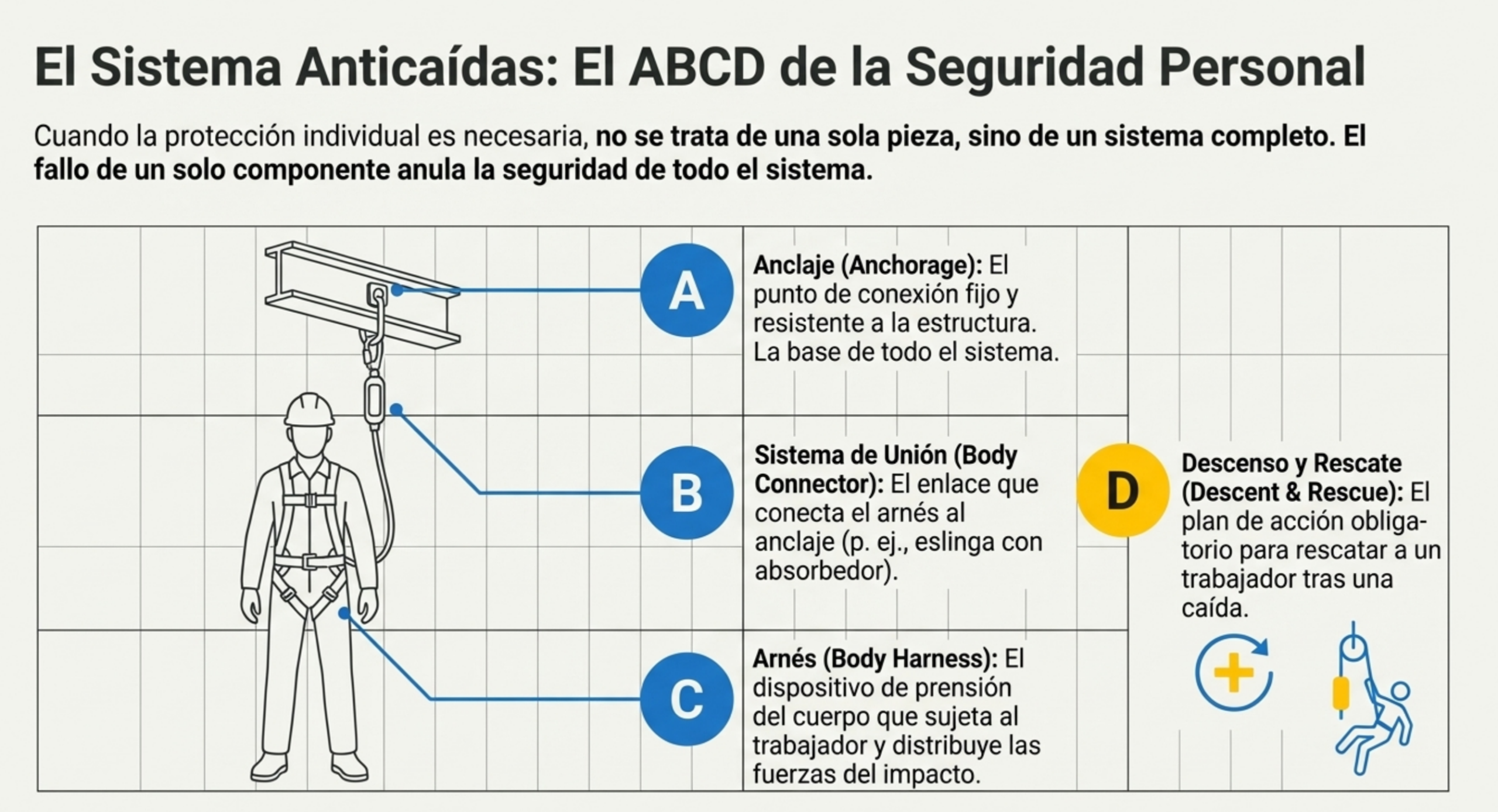
5. El ABCD de la seguridad personal: un sistema, no un simple equipo.
Un sistema de protección individual contra caídas no se reduce a un arnés. Se trata de un conjunto de cuatro componentes críticos que deben funcionar en perfecta armonía. La falla de uno solo de ellos invalida por completo la seguridad del sistema. A este concepto se le conoce como «ABCD del trabajo en altura».
- A: Dispositivo de anclaje: Es el punto de conexión seguro con la estructura (una viga, una línea de vida, etc.). Debe ser capaz de resistir las fuerzas generadas durante una caída. Sin un anclaje fiable, el resto del equipo resulta inútil.
- B: Sistema de unión: Es el elemento que conecta el arnés al anclaje. Puede ser una cuerda, una eslinga con absorbedor de energía o un dispositivo retráctil. Su diseño y su longitud son clave para gestionar el Factor de Caída.
- C: Arnés de cuerpo entero: Es el dispositivo que sujeta el cuerpo. Su función es distribuir las fuerzas de impacto de la caída sobre las partes del cuerpo capaces de soportarlas (pelvis, hombros, pecho) y mantener al trabajador en posición vertical tras la caída.
- D: Plan de Rescate: Es el procedimiento planificado para rescatar a un trabajador que ha quedado suspendido tras una caída. Como vimos con el síndrome de compresión, un rescate rápido y seguro es tan vital como detener la caída.
Pensar en términos de “ABCD” nos obliga a ver la seguridad personal no como la compra de un equipo, sino como la implementación de un sistema integral en el que cada componente es interdependiente y absolutamente esencial.
Conclusión: mirar hacia abajo con más sabiduría.
La seguridad en altura es un campo mucho más profundo y técnico de lo que parece a simple vista. No se basa en la ausencia de miedo, sino en el conocimiento de los principios de la física, la fisiología y la normativa. Desde la jerarquía que antepone una barandilla a un arnés hasta la física de una caída o la fisiología de un rescate, comprender estos principios transforma nuestra percepción del riesgo.
La próxima vez que veas a alguien trabajando en altura, sabrás que su seguridad depende de un sistema complejo y bien ejecutado. Esto nos lleva a una pregunta inevitable: ¿qué otras suposiciones sobre la seguridad en nuestro día a día deberíamos empezar a cuestionar?
En esta conversación, aprenderás sobre conceptos que seguramente te resultarán interesantes.
Este vídeo resume muy bien las ideas más importantes sobre este tema.
Aquí tenéis un breve manual de formación sobre trabajos en altura y verticales.
Curso:

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.