 El cálculo de los rendimientos de los equipos no es un tema sencillo, pues son muchos los factores de producción de los que depende. No obstante, a veces necesitamos conocer, aunque sea de forma aproximada, la producción de la maquinaria, por ejemplo, para la justificación de los precios en un proyecto. Para resolver este problema, os propongo un método simplificado, pero que tiene en cuenta muchos de los factores que intervienen en la merma de la producción. Lo que es un error es considerar los rendimientos de los equipos que vienen dados en la justificación de precios de las bases de datos, pues son valores medios que, en numerosas ocasiones, se alejan peligrosamente de la realidad. Tampoco se deben usar los datos directamente proporcionados por los fabricantes, folletos, libros, internet, etc., pues son producciones que se alcanzan en casos ideales con maquinistas muy experimentados y en condiciones de trabajo que difícilmente se acercan a lo que realmente pasa en una obra.
El cálculo de los rendimientos de los equipos no es un tema sencillo, pues son muchos los factores de producción de los que depende. No obstante, a veces necesitamos conocer, aunque sea de forma aproximada, la producción de la maquinaria, por ejemplo, para la justificación de los precios en un proyecto. Para resolver este problema, os propongo un método simplificado, pero que tiene en cuenta muchos de los factores que intervienen en la merma de la producción. Lo que es un error es considerar los rendimientos de los equipos que vienen dados en la justificación de precios de las bases de datos, pues son valores medios que, en numerosas ocasiones, se alejan peligrosamente de la realidad. Tampoco se deben usar los datos directamente proporcionados por los fabricantes, folletos, libros, internet, etc., pues son producciones que se alcanzan en casos ideales con maquinistas muy experimentados y en condiciones de trabajo que difícilmente se acercan a lo que realmente pasa en una obra.
Os dejo, por tanto, la propuesta de un método simplificado para el cálculo de la producción de una máquina y un pequeño problema resuelto. Este tipo de problemas forma parte del Curso de gestión de costes y producción de la maquinaria empleada en la construcción. Para los interesados, os dejo este enlace: https://ingeoexpert.com/cursos/curso-de-gestion-de-costes-y-produccion-de-la-maquinaria-empleada-en-la-construccion/
MÉTODO SIMPLIFICADO PARA EL CÁLCULO DE LA PRODUCCIÓN DE LA MAQUINARIA
Se propone el siguiente procedimiento simplificado para atender a la reducción de producción de un equipo debido a las condiciones de trabajo, la influencia del tráfico, la congestión de la obra, otras contingencias y de las condiciones atmosféricas en la producción de un equipo.
La producción real estará afectada por factores de reducción de la siguiente forma:

Se entiende por producción máxima, o producción tipo de un equipo, Pmáx, aquella capaz de realizar en 54 minutos por cada hora de trabajo de forma ininterrumpida siguiendo un determinado método de trabajo y en unas condiciones determinadas. A falta de datos específicos, esta producción es la que habitualmente proporcionan los fabricantes de los equipos. Seguidamente, se detalla el cálculo simplificado de los factores de producción.
El factor de las condiciones de trabajo de la obra para una máquina fc en un tajo determinado se puede obtener de la siguiente tabla:
| Condiciones de trabajo |
fc |
| Óptima |
1,00 |
| Buena |
0,95 |
| Normal |
0,85 |
| Regular |
0,75 |
| Mala |
0,65 |
El factor de retraso, fd, está relacionado con el mal tiempo o las interrupciones debidas al tráfico, congestión en la obra u otras contingencias, siendo su expresión la siguiente:
siendo
Donde
ft factor de reducción como consecuencia del tráfico, congestión en la obra u otras contingencias
TTD tiempo total de trabajo disponible
TPT tiempo perdido debido al tráfico, congestión en la obra y otras contingencias durante las horas de trabajo
fw factor de reducción por meteorología adversa
NTDA número total de días (horas) en los que las condiciones atmosféricas permiten trabajar
NTD número total de días (horas)
El factor de operación, fo, considera que el personal no trabaja al máximo rendimiento todas las horas, ni se pueden anticipar a imprevistos. En la tabla siguiente se muestra el factor sugerido en función de la calificación de los operadores y la organización de la obra.
|
Experiencia y motivación de los operadores |
| Muy buena |
Buena |
Mediana |
Mediocre |
Pobre |
| Organización de la obra |
Muy buena |
0,90 |
0,84 |
0,78 |
0,73 |
0,67 |
| Buena |
0,88 |
0,82 |
0,77 |
0,71 |
0,65 |
| Mediana |
0,86 |
0,80 |
0,75 |
0,69 |
0,64 |
| Mediocre |
0,84 |
0,79 |
0,73 |
0,67 |
0,62 |
| Pobre |
0,82 |
0,77 |
0,71 |
0,65 |
0,60 |
El factor de fallo mecánico, fb, depende de la antigüedad de la máquina. Durante el primer año no se considera reducción alguna, por lo que fb = 1,00. Pero por cada año transcurrido a partir de ese momento, se reduce de forma lineal el factor, hasta llegar a fb = 0,85 al finalizar la vida económica de la máquina.
Para el cálculo del tiempo aprovechable en el trabajo, se utilizará el método de la D.G.C., que se puede ver aquí: https://victoryepes.blogs.upv.es/2022/05/07/metodo-de-la-direccion-general-de-carreteras-para-la-determinacion-del-tiempo-disponible-para-el-trabajo/
Pincha aquí para descargar
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V.; MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F.; ALCALÁ, J. (2012). Técnicas de planificación y control de obras. Editorial de la Universitat Politècnica de València. Ref. 189. Valencia, 94 pp.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente n.º 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
YEPES, V. (2022). Gestión de costes y producción de maquinaria de construcción. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 243 pp. Ref. 442. ISBN: 978-84-1396-046-3
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
Curso:
Curso de gestión de costes y producción de la maquinaria empleada en la construcción

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.
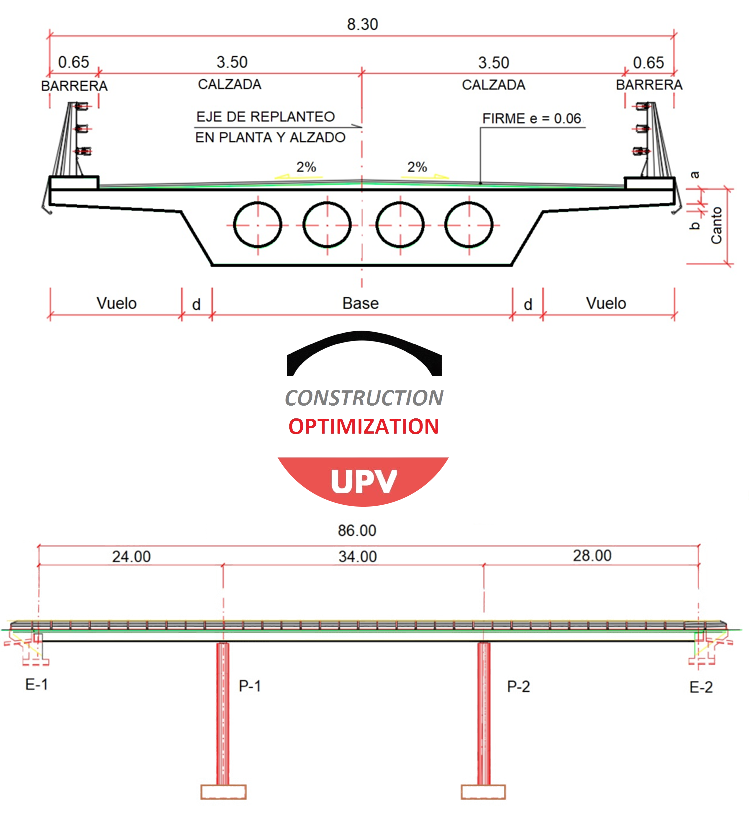 Durante los días 10-13 de julio de 2023 tuvo lugar en Donostia-San Sebastián (Spain) el 27th International Congress on Project Management and Engineering AEIPRO 2023. Fue una buena oportunidad para debatir y conocer propuestas sobre dirección e ingeniería de proyectos. Nuestro grupo de investigación, dentro del proyecto de investigación HYDELIFE, presentó varias comunicaciones. A continuación os paso el resumen de una de ellas.
Durante los días 10-13 de julio de 2023 tuvo lugar en Donostia-San Sebastián (Spain) el 27th International Congress on Project Management and Engineering AEIPRO 2023. Fue una buena oportunidad para debatir y conocer propuestas sobre dirección e ingeniería de proyectos. Nuestro grupo de investigación, dentro del proyecto de investigación HYDELIFE, presentó varias comunicaciones. A continuación os paso el resumen de una de ellas.