 Construir un túnel es, en esencia, un desafío contra la gravedad y la incertidumbre geológica. ¿Cómo podemos determinar con precisión si las miles de toneladas de roca que descansan sobre nuestras cabezas permanecerán estables o colapsarán de forma inminente? Esa es la pregunta fundamental a la que la ingeniería geotécnica intenta responder cada vez que nos adentramos en las profundidades de la corteza terrestre.
Construir un túnel es, en esencia, un desafío contra la gravedad y la incertidumbre geológica. ¿Cómo podemos determinar con precisión si las miles de toneladas de roca que descansan sobre nuestras cabezas permanecerán estables o colapsarán de forma inminente? Esa es la pregunta fundamental a la que la ingeniería geotécnica intenta responder cada vez que nos adentramos en las profundidades de la corteza terrestre.
Desde 1974, el Sistema Q, desarrollado por el Instituto Geotécnico Noruego (NGI), se ha consolidado como el estándar mundial para clasificar las masas rocosas. No se trata solo de un conjunto de tablas, sino de una metodología empírica rigurosa que traduce la complejidad caótica de la naturaleza en un lenguaje numérico. A continuación, exploramos cinco verdades esenciales sobre este sistema que sostiene nuestro mundo subterráneo.
En otras entradas del blog, ya estudiamos este tema: https://victoryepes.blogs.upv.es/2023/01/12/sostenimiento-de-un-tunel-segun-el-indice-q-de-barton/
El sistema Q no es solo un número, sino un equilibrio entre tres fuerzas.
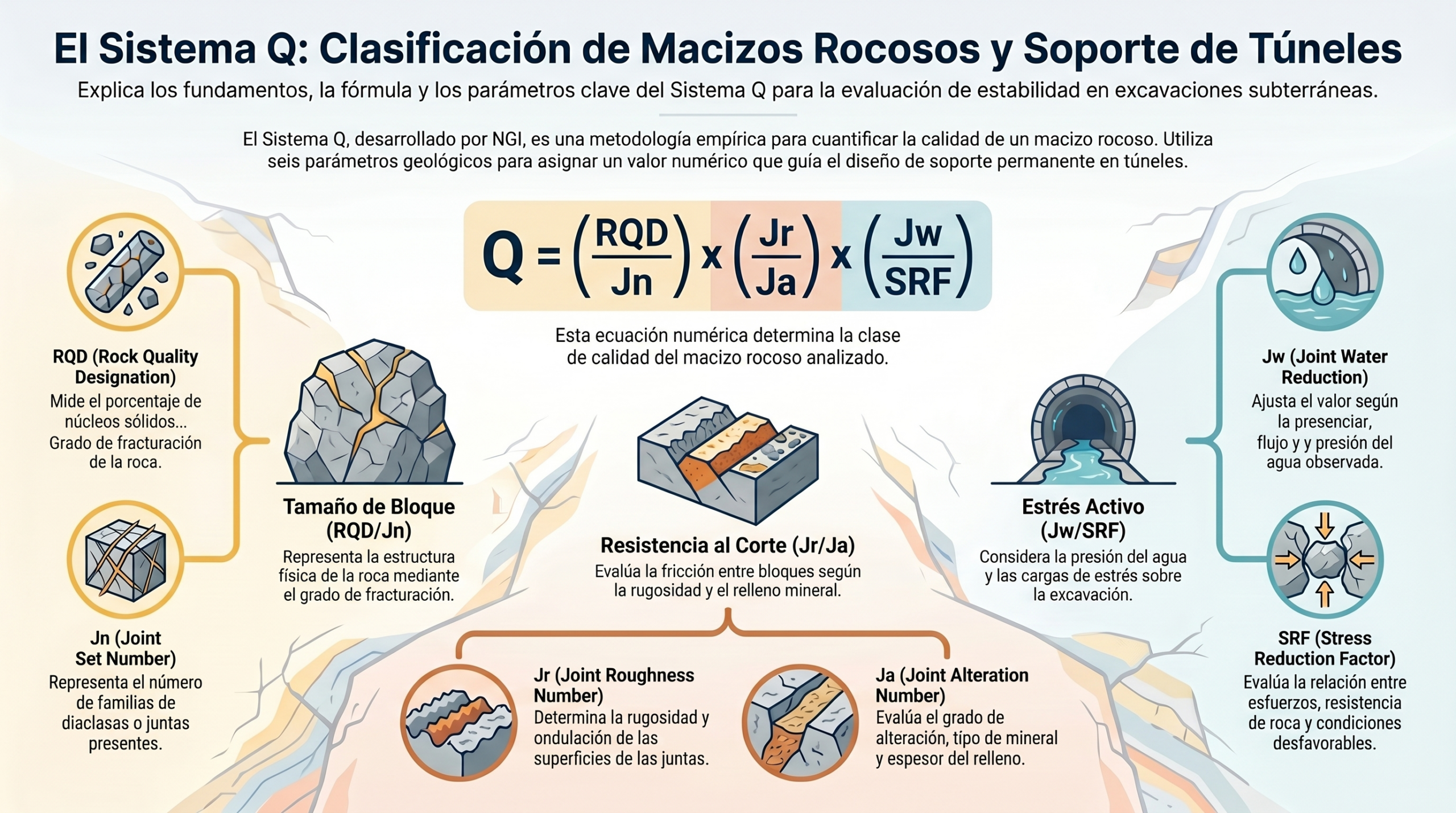
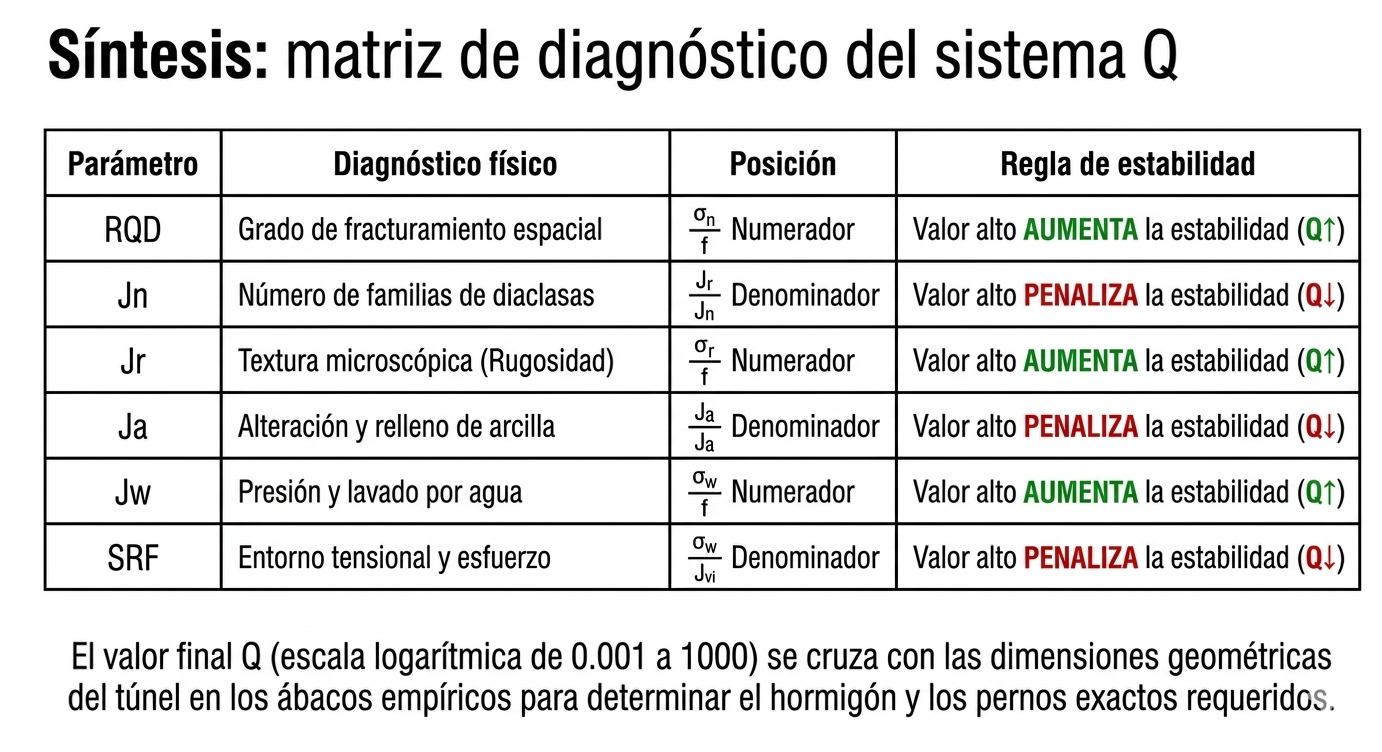
La verdadera potencia del sistema Q reside en la elegancia de su ecuación fundamental, que equilibra seis parámetros geológicos mediante tres cocientes críticos.
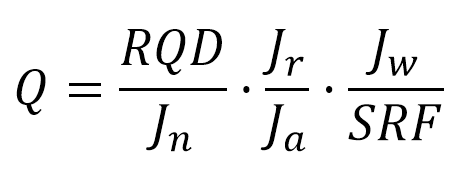
Esta fórmula permite capturar la integridad de la excavación mediante la interacción de los tres principales factores de estabilidad:
- Tamaño de los bloques (RQD/Jn): relaciona el índice de calidad de la roca con el número de familias de juntas (Jn). Define la estructura geométrica básica del macizo.
- Resistencia al corte interbloque (Jr/SRF): analiza las fuerzas externas, teniendo en cuenta la rugosidad de las juntas (Jr) y su alteración o relleno mineral (Ja).
- Esfuerzo activo (Jw/SRF): analiza las fuerzas externas. En este caso, el factor SRF (Stress Reduction Factor) es fundamental, ya que cuantifica la relación entre la resistencia de la roca y el esfuerzo actuante en rocas competentes, así como la influencia del agua (Jw).
Como bien señala el manual técnico de NGI:
«La estabilidad de la masa rocosa está influida por varios parámetros, pero principalmente por los tres factores siguientes: grado de fracturación (tamaño de los bloques), condiciones de fricción a lo largo de las fracturas y condiciones de estrés.»
El factor humano: por qué los expertos deben «calibrarse».
A pesar del rigor de las fórmulas, el sistema Q reconoce que la clasificación de los macizos rocosos se basa en evaluaciones subjetivas. Lo que un ingeniero identifica como una junta «ligeramente alterada», otro podría interpretarlo de manera distinta según su experiencia previa.
En la práctica senior, entendemos que el criterio profesional es el motor del sistema. Por ello, en proyectos de gran envergadura, es imperativo realizar sesiones conjuntas de mapeo al inicio de la obra. Este proceso de «calibración» entre geólogos e ingenieros no es un mero trámite, sino la garantía de una evaluación coherente y consensuada de cada parámetro de Q. La subjetividad humana se mitiga mediante el consenso técnico, lo que garantiza que los datos que alimentan el diseño del soporte sean fiables y coherentes.
Los límites de la «fórmula mágica».
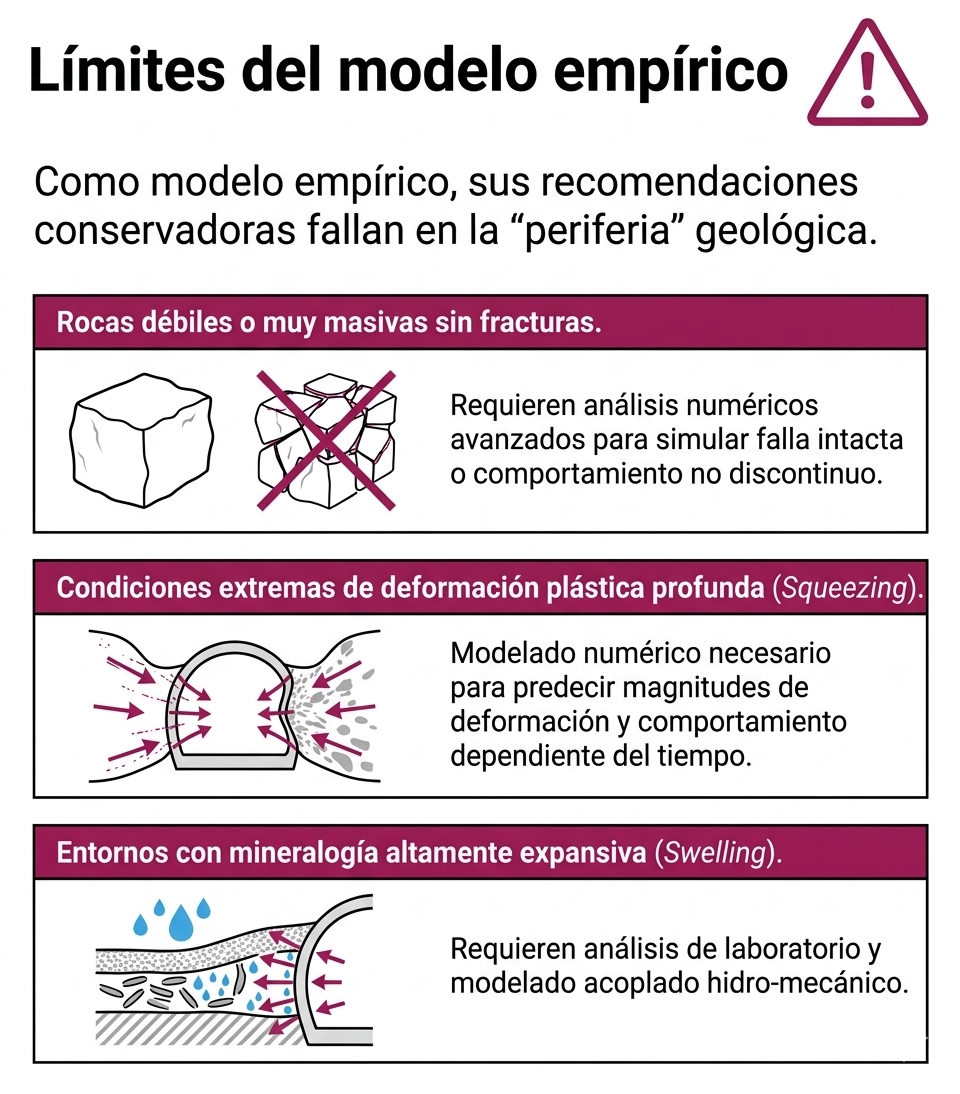 La ingeniería responsable sabe cuándo una herramienta empírica debe complementarse. El sistema Q es muy robusto para rocas duras y fracturadas, pero el manual de NGI establece límites claros en los que su aplicación requiere precaución extrema o el uso de métodos adicionales.
La ingeniería responsable sabe cuándo una herramienta empírica debe complementarse. El sistema Q es muy robusto para rocas duras y fracturadas, pero el manual de NGI establece límites claros en los que su aplicación requiere precaución extrema o el uso de métodos adicionales.
- Rocas blandas o débiles con pocas o ninguna fractura.
- Masas rocosas extremadamente fracturadas (calidad «extremadamente pobre»).
- Macizos fracturados con baja confinación.
- Condiciones geométricas muy desfavorables en macizos rocosos fracturados.
- Rocas con anisotropía severa (en foliación o en estado de esfuerzos).
- Deformaciones dependientes del tiempo y de la presencia de rocas expansivas.
En estos escenarios, un ingeniero sénior sabe que debe integrar mediciones de deformación en tiempo real con simulaciones numéricas para validar el comportamiento del terreno.
¿Por qué el diseño de túneles es inherentemente conservador?
Es habitual que el soporte instalado en los túneles modernos parezca exceder los requisitos mínimos. Esto responde a una filosofía de seguridad profundamente arraigada: las recomendaciones del sistema Q son intrínsecamente conservadoras porque se basan en una base de datos de casos en los que no se produjo un fallo.
Además, la tecnología ha evolucionado más rápido que las tablas originales. El hormigón proyectado (shotcrete) reforzado con fibras de hoy en día presenta una mayor resistencia a la compresión y una mejor capacidad de absorción de energía que los materiales de los años setenta. Esta evolución, sumada a la prioridad absoluta de la seguridad laboral y de la vida útil de la infraestructura, explica por qué a menudo se instala más soporte del que estrictamente exige el valor de Q.
El «test del martillo»: ciencia en su forma más pura.
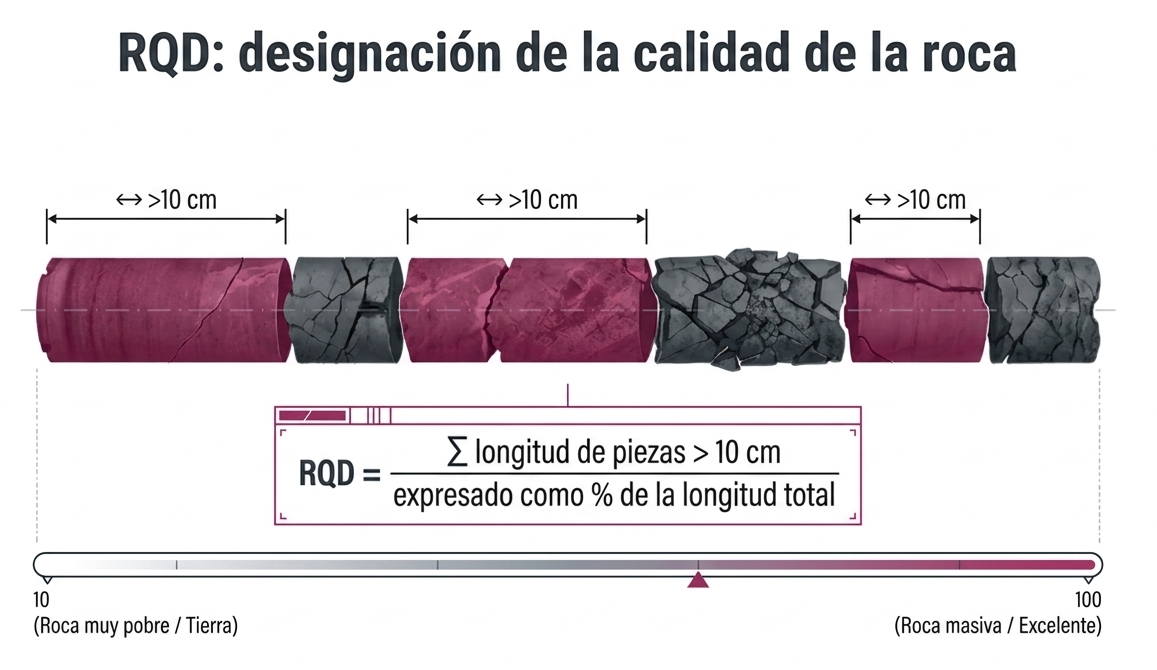
Aunque nos encontramos en la era de los escáneres láser, el método más fiable para determinar el RQD (Rock Quality Designation) suele ser el más manual. Según la definición de Deere, el RQD se basa en la suma de fragmentos del núcleo de más de 10 cm de longitud que presentan fracturas naturales.
Es aquí donde entra en juego el «test del martillo» para evaluar las juntas curadas. La decisión de si una fractura rellena de minerales como la epidota, el cuarzo o la calcita debe contarse como una «junta natural» (lo que reduciría el RQD) o como roca intacta depende de su resistencia. Si al golpear la roca con el martillo, esta se rompe a través de la masa intacta y no por la junta, consideramos que la junta está «soldada». En este caso, el valor del RQD aumenta, lo que refleja una mayor calidad del macizo rocoso. Se trata de la síntesis perfecta entre la alta ingeniería y el contacto físico directo con la geología.
Conclusión: un futuro sólido bajo tierra.
El sistema Q se ha adaptado a los tiempos integrando herramientas de mapeo digital en secciones de túneles y en registros de perforación sin perder su esencia empírica. No obstante, a medida que proyectamos túneles a mayores profundidades y en condiciones geológicas más adversas, surge una pregunta que todo ingeniero debe tener presente: ¿hasta dónde llega nuestra capacidad para predecir la naturaleza de lo que hay bajo cientos de metros de presión rocosa? Por ahora, la combinación de la fórmula de NGI, los nuevos materiales de soporte y la experiencia calibrada sigue siendo nuestra guía más segura en la oscuridad del subsuelo.
En esta conversación puedes escuchar las ideas más interesantes sobre este tema.
Este vídeo resume bien los conceptos básicos del sistema Q.
Referencias:
BARTON, N.; GRIMSTAD, E. (2000). (C.L. Jimeno et al.) El sistema Q en el método Noruega de excavación de túneles. Ingeo Tuneles, Madrid.
BARTON, N.; LIEN, R.; LUNDE, J. (1974). Engineering classification of rock masses for the design of tunnel support. Rock Mechanics, Springer Verlag, vol. 6, pp. 189-236.
BIENIAWSKI, Z. T. (1989). Engineering rock mass classifications: a complete manual for engineers and geologists in mining, civil, and petroleum engineering. Wiley-Interscience, pp. 40–47.
GALLO, J.; PÉREZ, H.; GARCÍA, D. (2016). Excavación, sostenimiento y técnicas de corrección de túneles, obras subterráneas y labores mineras. Universidad del País Vasco. Bilbao, España, 277 pp.
GRIMSTAD, E.; BARTON, N. (1993). Updating the Q-Sytem for NMT. Proceedings of the International Symposium on Sprayed Concrete – Modern Use of Wet Mix Sprayed Concrete for Underground Support. Fagemes, Norway. Ed. Kompen, Opsahi and Berg. Norwegian Concrete Association. Oslo.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Apuntes de la Universitat Politècnica de València. Ref. 530, 165 pp.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.