 En el entorno corporativo actual, la presión por ser «sostenible» es omnipresente. Sin embargo, existe una brecha crítica entre el marketing ecológico y la capacidad real de ejecución. Para un líder estratégico, la sostenibilidad no es una mera declaración de intenciones, sino una cuestión de arquitectura organizativa.
En el entorno corporativo actual, la presión por ser «sostenible» es omnipresente. Sin embargo, existe una brecha crítica entre el marketing ecológico y la capacidad real de ejecución. Para un líder estratégico, la sostenibilidad no es una mera declaración de intenciones, sino una cuestión de arquitectura organizativa.
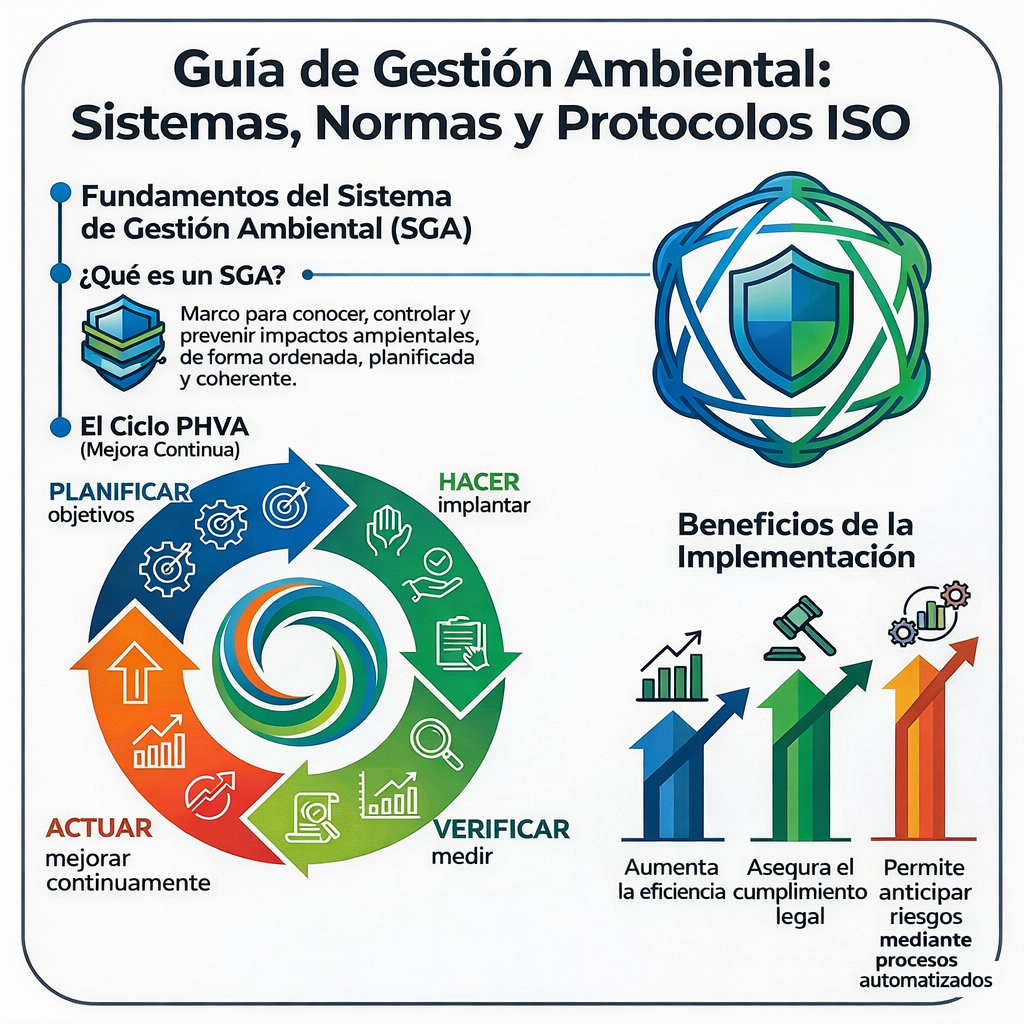
Un Sistema de Gestión Ambiental (SGA) es, en esencia, la forma en que las empresas se organizan, mediante estructuras y procesos definidos, para actuar de manera sistemática, garantizar la fluidez de las operaciones y alcanzar los resultados previstos.
A continuación, se desglosan cinco ideas que te permitirán pasar de la intuición a la estructura y optimizar la competitividad de tu organización conforme a estándares internacionales.
Flexibilidad estratégica: el mito de las metas cuantitativas en la ISO 14001.
Existe la creencia errónea de que la certificación ISO 14001 impone límites uniformes de emisiones a todas las empresas. En realidad, esta norma no dicta resultados, sino que facilita procesos. Como estratega, debes entender que la serie ISO 14000 proporciona un marco lógico que se adapta a tu realidad operativa, ya sea que dirijas una multinacional como Toyota o una empresa de servicios.
Como aclara el estándar técnico:
«No establece un conjunto de objetivos cuantitativos en cuanto a niveles de emisiones ni métodos específicos para medirlos».
Esta característica es la que otorga flexibilidad estratégica. La norma te obliga a identificar tus propios riesgos y externalidades, lo que te permite fijar objetivos acordes con tu modelo de negocio y tus recursos disponibles, garantizando siempre una mejora en el desempeño ambiental.
Resiliencia operativa: el ciclo PHVA como motor de eficiencia.
Un sistema de gestión ambiental (SGA) eficaz no es una foto estática, sino un sistema dinámico diseñado para combatir el estancamiento corporativo. El motor de esta resiliencia es el ciclo PHVA (Planificar-Hacer-Verificar-Actuar), que convierte la gestión ambiental en un flujo operativo constante.
- Planificar: Definición de objetivos y procesos alineados con la política ambiental de la empresa.
- Hacer: Ejecución e implementación de los procesos según lo previsto.
- Verificar: Fase crítica de seguimiento y medición de los compromisos, en la que se evalúan no solo los objetivos, sino también los criterios de operación establecidos.
- Actuar: Tomar decisiones basadas en datos para optimizar el sistema de forma continua.
Este ciclo garantiza que la gestión ambiental sea un proceso de optimización continua y no un evento aislado para cumplir con una auditoría.

Integración de sistemas: el valor estratégico de la Estructura de Alto Nivel (HLS)
Para los directivos que temen la parálisis burocrática, la Estructura de Alto Nivel (HLS) es la solución definitiva. Las versiones modernas de las normas ISO comparten un texto básico y definiciones comunes. Esto no solo simplifica los trámites administrativos, sino que también ofrece la oportunidad de lograr una integración estratégica.
La implementación de la HLS permite que normas como la ISO 14001 (medio ambiente), la ISO 9001 (calidad) y la ISO 45001 (seguridad y salud) hablen el mismo idioma. Al tratarse de requisitos comunes, el esfuerzo documental se reduce drásticamente, ya que lo único que varía es el enfoque aplicado. Puede gestionar sus responsabilidades legales y operativas desde una única plataforma documental, lo que elimina los silos organizativos y el caos de múltiples sistemas aislados.
El rigor en la medición: la ISO 14064 frente a la ISO 14067
Anunciar una «huella de carbono» sin definir sus límites supone un riesgo para la reputación. Según la norma ISO 14064, la credibilidad de sus cifras depende de dos decisiones técnicas cruciales que todo director ejecutivo debe validar:
- Límites organizativos: ¿Informará desde un enfoque de control (emisiones sobre las que tiene potestad operativa o financiera) o desde un enfoque de cuota de participación (emisiones proporcionales a su capital accionario)?
- Límites operativos: identificación precisa de los tipos de emisiones (directas e indirectas) que se integran en el inventario anual.
Además, como consultor sénior, es fundamental que su equipo no confunda los términos: la ISO 14064 se centra en la huella de la organización, mientras que si su objetivo es certificar el impacto de un producto o servicio específico, debe recurrir a la ISO 14067. Sin esta distinción, su informe de sostenibilidad carecerá de la transparencia y la veracidad necesarias ante los grupos de interés externos.

El desafío del rediseño: por qué la sostenibilidad no se «compra»
Implementar un SGA no es una transacción, sino una transformación. Un sistema mal gestionado puede convertirse en una «fábrica de papel» si no se aborda con una mentalidad eficiente. El «lado B» de la gestión ambiental exige reconocer tres factores ineludibles:
- Reestructuración de procesos: la implantación suele requerir cambios profundos en la forma en que opera la empresa, lo que demanda inversión técnica y financiera.
- Compromiso de la alta dirección: sin la implicación directa de los líderes, el sistema se convierte en un ejercicio burocrático estéril.
- Gestión documental estratégica: un SGA genera abundantes registros, instrucciones técnicas y procedimientos. La clave para evitar el colapso administrativo es automatizar los procesos rutinarios e integrar estratégicamente la documentación.

Conclusión: la gestión ambiental es gestión de la eficiencia
Los casos de éxito de empresas líderes como Toyota, 3M y Ford demuestran que un sistema de gestión ambiental (SGA) robusto es sinónimo de competitividad. Toyota ha reducido drásticamente su consumo de agua y energía, 3M ha logrado minimizar la contaminación y el desperdicio de recursos y Ford ha transformado sus plantas mediante la eficiencia energética y prácticas de reciclaje de vanguardia.
Un sistema de gestión ambiental aporta el orden y la coherencia necesarios para transformar preocupaciones dispersas en una estructura sistemática de responsabilidades.
La pregunta ya no es si su empresa tiene la intención de ser sostenible, sino si su estructura organizativa actual es lo suficientemente sólida como para sobrevivir y prosperar sin un sistema de gestión formal.
En esta conversación puedes escuchar las ideas más interesantes sobre los sistemas de gestión ambiental.
Este vídeo resume bien los conceptos más importantes del tema.
Aquí dejo un documento que sirve como resumen.
Environmental_Management_and_ISO_Standards

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.