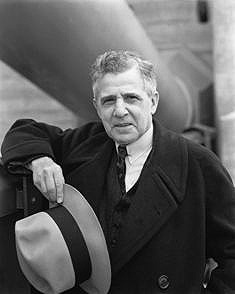
Joseph Baermann Strauss nació el 9 de enero de 1870 en Cincinnati, Ohio, apenas una década después del fin de la guerra de Secesión estadounidense. Creció en el seno de una familia de artistas de origen judío alemán: su madre era pianista, aunque un accidente frustró su carrera, y su padre, Raphael Strauss, fue pintor y escritor. En ese entorno, Joseph desarrolló desde joven una profunda sensibilidad artística y una pasión por la poesía, con el anhelo inicial de seguir una trayectoria en las artes. Sin embargo, su vida tomaría otro rumbo en el que la ciencia, la ingeniería y la expresión poética acabarían entrelazándose.
Ingresó en la Universidad de Cincinnati para estudiar ingeniería civil, donde destacó tanto por sus cualidades intelectuales como por su liderazgo. Fue elegido delegado de su clase y también poeta oficial. Durante su etapa universitaria, formó parte de la fraternidad Sigma Alpha Epsilon y escribió un extenso poema titulado Reveries, que leyó como discurso de graduación en 1892. En él presentó una tesis ambiciosa: un proyecto utópico para construir un ferrocarril que conectara Alaska con Rusia a través del estrecho de Bering. Aunque su propuesta sorprendió a la audiencia, su sinceridad, visión y entusiasmo le valieron el respeto del público.
Una experiencia marcó profundamente su orientación profesional. Durante una enfermedad, fue hospitalizado en la enfermería universitaria y, desde la cama, podía contemplar el puente colgante John A. Roebling, que cruzaba el río Ohio entre Cincinnati y Covington. Este puente, el más largo del mundo entre 1866 y 1883, le causó una impresión duradera y despertó en él una profunda fascinación por la ingeniería de puentes que definiría el resto de su vida.
Tras graduarse, Strauss comenzó su carrera profesional como delineante en la empresa New Jersey Steel and Iron Company y, posteriormente, en la compañía Lassig Bridge and Iron Works, en Chicago. En 1899, fue contratado como asistente principal del reconocido ingeniero Ralph Modjeski. Durante su etapa en la empresa, Strauss comenzó a especializarse en puentes basculantes, también conocidos como drawbridges. Se dio cuenta de que los contrapesos de hierro que se utilizaban en estas estructuras resultaban caros y pesados, por lo que propuso reemplazarlos por contrapesos de hormigón, que eran más económicos y eficientes. Su sugerencia fue rechazada, por lo que abandonó la empresa y, en 1904, fundó su propia compañía: la Strauss Bascule Bridge Company of Chicago, que posteriormente abrió también oficinas en San Francisco.
Durante las décadas siguientes, Strauss se convirtió en un innovador y referente nacional en el diseño de puentes móviles. Entre sus obras más representativas se encuentra el puente basculante del ferrocarril HB&T sobre el Buffalo Bayou de Houston, diseñado en 1912 y que aún se encuentra parcialmente operativo. También diseñó el puente basculante Cherry Street Strauss Trunnion en Toronto, el puente Skansen en Noruega, el puente Burnside en Portland (Oregón) y el puente Lewis y Clark sobre el río Columbia, que conecta Longview (Washington) con Rainier (Oregón). A lo largo de su carrera, participó en la construcción de más de cuatrocientos puentes basculantes en América del Norte y Europa, consolidándose como el máximo exponente de este tipo de estructuras.
 El mayor desafío de su vida llegó en 1916, cuando el ingeniero municipal de San Francisco publicó un artículo en el que afirmaba que no sería posible construir un puente sobre el Golden Gate —el estrecho que conecta la bahía de San Francisco con el océano Pacífico— por menos de 100 millones de dólares. Strauss respondió que él podía hacerlo por 17 millones. Así comenzó una larga cruzada para hacer realidad lo que entonces parecía imposible. Durante más de diez años, Strauss trabajó sin descanso para convencer a ciudadanos, políticos, al ejército, a la marina y a los inversores de que el puente era viable. Se enfrentó a una fuerte oposición por parte de compañías de ferris, ecologistas, administraciones locales e incluso otros ingenieros.
El mayor desafío de su vida llegó en 1916, cuando el ingeniero municipal de San Francisco publicó un artículo en el que afirmaba que no sería posible construir un puente sobre el Golden Gate —el estrecho que conecta la bahía de San Francisco con el océano Pacífico— por menos de 100 millones de dólares. Strauss respondió que él podía hacerlo por 17 millones. Así comenzó una larga cruzada para hacer realidad lo que entonces parecía imposible. Durante más de diez años, Strauss trabajó sin descanso para convencer a ciudadanos, políticos, al ejército, a la marina y a los inversores de que el puente era viable. Se enfrentó a una fuerte oposición por parte de compañías de ferris, ecologistas, administraciones locales e incluso otros ingenieros.
En noviembre de 1930, ya en plena Gran Depresión, los votantes aprobaron una emisión de bonos que dio luz verde al proyecto. La obra comenzó en enero de 1933, con un presupuesto final de 35 millones de dólares, 13 millones menos de lo estimado inicialmente, y se finalizó antes de lo previsto. Aunque Strauss había propuesto inicialmente un diseño híbrido de suspensión y voladizo, finalmente optó por un diseño colgante clásico, con un tramo principal de 1280 metros, lo que lo convirtió en el puente colgante más largo del mundo hasta la década de 1960.
Strauss supervisó personalmente gran parte de la construcción. En homenaje a su alma mater, colocó un ladrillo del edificio McMicken de la Universidad de Cincinnati en el anclaje sur del puente. También introdujo un elemento innovador en materia de seguridad: una red de protección bajo el tablero que salvó la vida de 19 trabajadores, una cifra significativa para la época, lo que supuso una medida pionera en obras civiles de gran escala.

Sin embargo, el proceso no estuvo exento de conflictos. Aunque Strauss fue la cara visible del proyecto, el diseño estructural detallado fue obra de los ingenieros Charles Alton Ellis y Leon Moissieff. Strauss, empeñado en recibir todo el reconocimiento, minimizó las contribuciones de Ellis, que fue excluido de los créditos en la ceremonia inaugural de 1937. Esta omisión se corrigió finalmente en 2012, cuando se colocó una placa conmemorativa en su honor junto al puente.
Durante los años de construcción, Strauss empezó a mostrar signos de deterioro físico y emocional. Estuvo ausente durante más de seis meses, lo que generó rumores sobre una crisis nerviosa. En ese periodo se divorció de su mujer y se casó con una joven cantante muchos años menor que él. Tras finalizar el puente, agotado, se retiró a Arizona para recuperarse.
El puente Golden Gate se inauguró oficialmente el 27 de mayo de 1937. Strauss celebró el acontecimiento escribiendo y leyendo su poema The Mighty Task is Done, un homenaje lírico a la culminación de su obra más ambiciosa. Este poema supuso su despedida de la ingeniería y también el cierre simbólico de su vida profesional. Menos de un año después, el 16 de mayo de 1938, Strauss falleció en Los Ángeles a causa de un derrame cerebral. Tenía 68 años.
En 1941, su viuda financió la construcción de una estatua en su honor ubicada en el extremo sur del puente, en el lado de San Francisco. La inscripción reza: «Joseph B. Strauss, 1870-1938. El hombre que construyó el puente». Aunque su figura ha sido objeto de controversia, su contribución a la ingeniería es indiscutible. Además de su legado técnico, dejó una notable obra poética, que incluye el poema «Las secuoyas», inspirado en los árboles monumentales de California, y que aún hoy se vende como recuerdo en los parques naturales.
Joseph B. Strauss fue un ingeniero y poeta, un soñador meticuloso que cruzó el puente entre el arte y la técnica. Su vida demuestra que la grandeza de la ingeniería no solo se mide en acero y cemento, sino también en visión, valor y sensibilidad humana. El Golden Gate, con su silueta roja suspendida sobre el océano, sigue siendo el mejor poema que pudo haber escrito.
Pero aquí os dejo la pequeña entrevista que me hicieron sobre el Golden Gate.
Os dejo algunos vídeos sobre el Golden Gate. Pero podéis ver más vídeos sobre la construcción de este puente aquí: https://victoryepes.blogs.upv.es/2013/06/24/golden-gate/