En los pasillos de la educación superior, un debate resuena con fuerza: ¿qué hacemos con la inteligencia artificial generativa (IAG)? Para muchos, herramientas como ChatGPT suponen una amenaza directa para el pensamiento crítico, ya que facilitan el plagio y fomentan la superficialidad académica. El temor es comprensible y está muy extendido.
Sin embargo, ¿y si el problema no fuera la herramienta, sino nuestra forma de reaccionar ante ella? El proyecto PROFUNDIA (acrónimo de PROFUNDo y autonomÍA) surge de esta cuestión, pero con un enfoque inesperado. Esta iniciativa de innovación educativa en ingeniería estructural no surgió de una prohibición teórica, sino de un problema práctico y urgente: el uso no regulado de la IA por parte de los estudiantes estaba deteriorando la calidad de su aprendizaje.
En lugar de intensificar la prohibición, este proyecto propone una solución radicalmente diferente. Este artículo explora los cuatro descubrimientos clave de un enfoque que busca transformar la IA de una amenaza en una de las herramientas pedagógicas más potentes.
Los 4 descubrimientos clave del proyecto PROFUNDIA
1. La cruda realidad es que el uso no supervisado de la IA estaba deteriorando el aprendizaje.
El proyecto PROFUNDIA no se basó en una hipótesis abstracta, sino que surgió de una necesidad urgente detectada en las aulas a partir del curso 2023-2024. El profesorado comenzó a observar un patrón preocupante en los trabajos de los estudiantes.
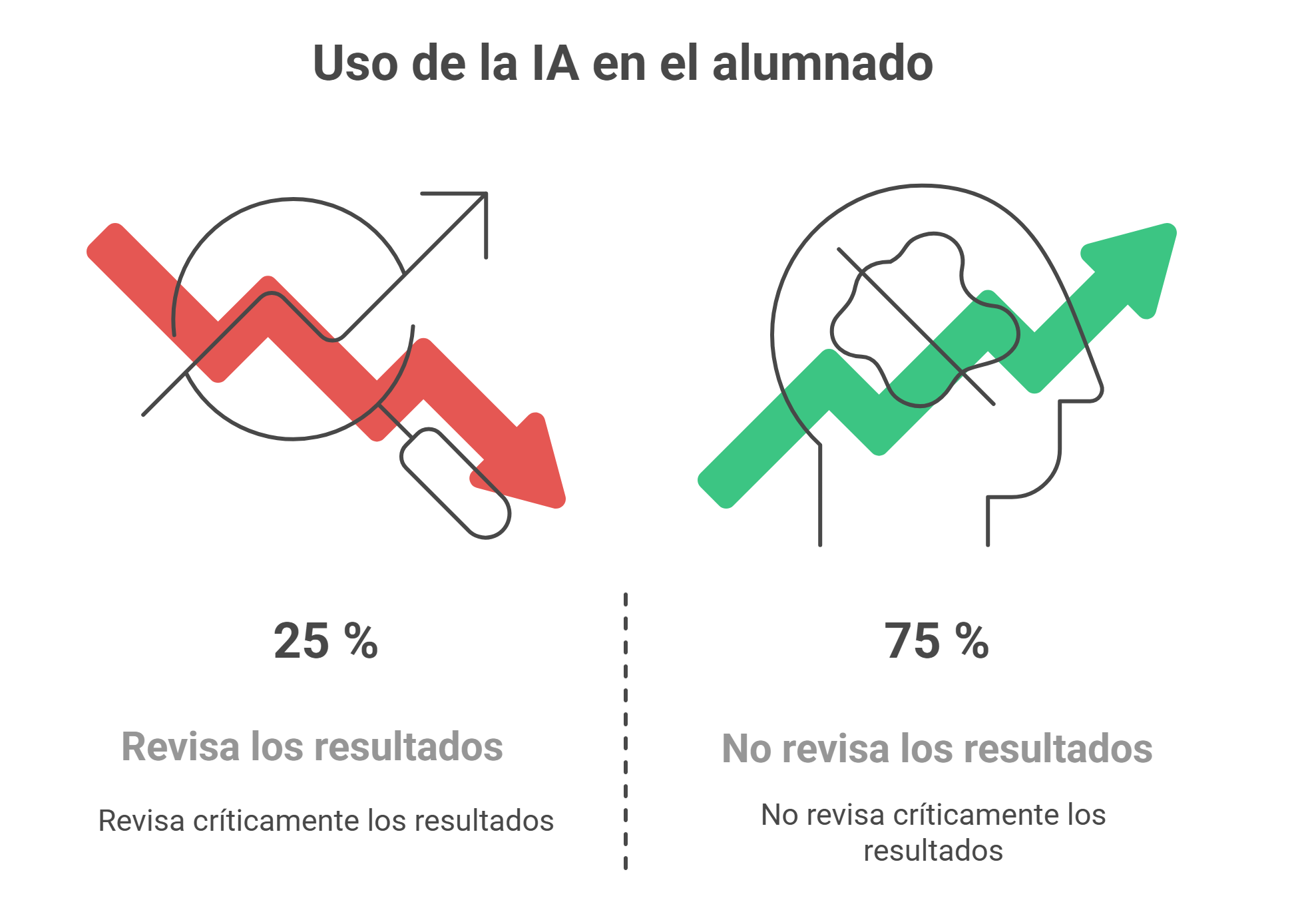
Las estadísticas internas confirmaron la sospecha: las encuestas revelaron que más del 60 % del alumnado ya utilizaba la IA para hacer sus trabajos. Sin embargo, el dato más alarmante era otro: solo el 25 % de ellos revisaba críticamente los resultados que la herramienta generaba.
La consecuencia fue una «notable disminución de la calidad técnica y argumentativa» de los proyectos. El problema era específico y grave: aunque la herramienta ofrecía soluciones funcionales, no podía verificar las hipótesis iniciales ni razonar la adecuación del modelo al contexto técnico. Los estudiantes dependían de la IA de forma acrítica, entregando trabajos con «errores conceptuales importantes» y debilitando su capacidad de razonamiento. Esto demostró que mirar hacia otro lado no era una opción, sino que era necesaria una intervención educativa guiada.
2. El cambio de paradigma: de la prohibición a la integración crítica.
Hasta entonces, la política en las asignaturas implicadas era clara: el uso de la IA «estaba explícitamente prohibido». Sin embargo, la realidad demostró que esta medida era ineficaz y contraproducente.
En lugar de librar una batalla perdida contra una tecnología omnipresente, el proyecto PROFUNDIA optó por un cambio de 180 grados: integrarla de forma «explícita, guiada y crítica». La nueva filosofía consistía en enseñar a los estudiantes a utilizar la herramienta de manera inteligente en lugar de ignorarla.
La esencia de este nuevo paradigma se resume en su declaración de intenciones:
Frente a enfoques que restringen o penalizan el uso de la IA, PROFUNDIA propone su integración crítica y formativa como herramienta cognitiva para potenciar el aprendizaje profundo, la interpretación técnica, la argumentación fundamentada y el desarrollo de la autonomía del estudiante.
3. El método: aprender a pensar «enseñando» a la IA.
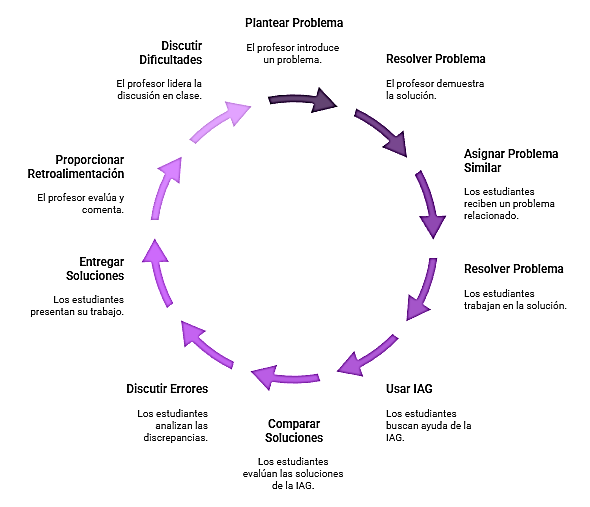
La propuesta metodológica supone un cambio estructural en el aprendizaje, ya que se pasa de un proceso lineal (profesor-estudiante) a otro triangular (profesor-estudiante-IA). En primer lugar, los estudiantes resuelven un problema por sus propios medios. Después, piden a la IA que resuelva el mismo problema. La fase clave llega a continuación: deben comparar críticamente su solución con la de la IA.
En este punto radica la innovación más profunda del método. La IA se incorpora «como un agente más en el proceso, con un papel activo y con un sesgo deliberado hacia el error». El papel del estudiante cambia radicalmente: deja de ser un usuario pasivo para convertirse en entrenador activo de la IA. Su tarea ya no consiste en obtener una respuesta, sino en identificar, cuestionar y corregir los errores de la herramienta, lo que les lleva a «enseñar» a la IA a resolver problemas complejos y, en el proceso, a dominar el tema a un nivel mucho más profundo.
El objetivo final de este proceso es la «reflexión metacognitiva». Se pretende que el estudiante «reflexione sobre cómo piensa y aprende» al contrastar su razonamiento con el de la IA, sus compañeros y el profesor.
4. La meta final: la IA como una «mindtool» para crear mejores ingenieros.
Este enfoque no es solo una técnica ingeniosa, sino que se fundamenta en un concepto pedagógico sólido: el de las mindtools o «herramientas para la mente». Esta idea defiende el uso de la tecnología no como un sustituto del esfuerzo intelectual, sino como un andamio para potenciar el pensamiento crítico y la construcción activa del conocimiento, es decir, tratar la tecnología no como una muleta, sino como un gimnasio para la mente.
Este planteamiento conecta directamente con las demandas del mercado laboral actual. Como señalan estudios previos (Pellicer et al., 2017), las empresas no solo buscan egresados con conocimientos técnicos, sino también con habilidades transversales como la resolución de problemas, la autonomía y el juicio crítico.
Por tanto, los resultados de aprendizaje que se persiguen son extremadamente precisos y potentes. El objetivo es formar ingenieros que puedan:
Formular problemas técnicos complejos con la precisión necesaria para que la IAG pueda analizarlos.
Evaluar y validar críticamente las soluciones generadas por la IAG, justificando sus decisiones.
Gestionar de forma autónoma el uso de la IAG dentro de estrategias complejas de resolución de problemas.
En definitiva, se les prepara para un entorno profesional «complejo, colaborativo y en constante evolución».
Conclusión: ¿Y si dejamos de temer a la tecnología y empezamos a usarla para pensar mejor?
El proyecto PROFUNDIA demuestra que es posible cambiar la perspectiva sobre la IA en la educación. Transforma lo que muchos consideran una amenaza para el aprendizaje en una oportunidad única para fomentar un pensamiento más profundo, crítico y autónomo.
Su reflexión trasciende las aulas de ingeniería. ¿Qué otras tecnologías emergentes podríamos empezar a integrar en nuestras profesiones, no como un atajo, sino como un catalizador para desarrollar un pensamiento más crítico y sofisticado?
Os dejo un audio en el que dos personas hablan y discuten sobre este tema.
También os dejo un vídeo que resume muy bien el contenido del proyecto.
Referencias:
Blight, T., Martínez-Pagán, P., Roschier, L., Boulet, D., Yepes-Bellver, L., & Yepes, V. (2025). Innovative approach of nomography application into an engineering educational context. PloS one, 20(2), e0315426.
Castro-Aristizabal, G., Acosta-Ortega, F., & Moreno-Charris, A. V. (2024). Los entornos de aprendizaje y el éxito escolar en Latinoamérica. Lecturas de Economía, (101), 7-46.
Hadgraft, R. G., & Kolmos, A. (2020). Emerging learning environments in engineering education. Australasian Journal of Engineering Education, 25(1), 3-16.
Jiang, N., Zhou, W., Hasanzadeh, S., & Duffy Ph D, V. G. (2025). Application of Generative AI in Civil Engineering Education: A Systematic Review of Current Research and Future Directions. In CIB Conferences (Vol. 1, No. 1, p. 306).
Jonassen, D. H., Peck, K. L., & Wilson, B. G. (1999). Learning with technology: A constructivist perspective. Columbus, OH: Merrill/Prentice-Hall.
Liao, W., Lu, X., Fei, Y., Gu, Y., & Huang, Y. (2024). Generative AI design for building structures. Automation in Construction, 157, 105187.
Navarro, I. J., Marti, J. V., & Yepes, V. (2023). Evaluation of Higher Education Students’ Critical Thinking Skills on Sustainability. International Journal of Engineering Education, 39(3), 592-603.
Onatayo, D., Onososen, A., Oyediran, A. O., Oyediran, H., Arowoiya, V., & Onatayo, E. (2024). Generative AI applications in architecture, engineering, and construction: Trends, implications for practice, education & imperatives for upskilling—a review. Architecture, 4(4), 877-902.
Pellicer, E., Yepes, V., Ortega, A. J., & Carrión, A. (2017). Market demands on construction management: View from graduate students. Journal of Professional Issues in Engineering Education and Practice, 143(4), 04017005.
Perkins, D., & Unger, C. (1999). La enseñanza para la comprensión. Argentina: Paidós.
Torres-Machí, C., Carrión, A., Yepes, V., & Pellicer, E. (2013). Employability of graduate students in construction management. Journal of Professional Issues in Engineering Education and Practice, 139(2), 163-170.
Xu, G., & Guo, T. (2025). Advances in AI-powered civil engineering throughout the entire lifecycle. Advances in Structural Engineering, 13694332241307721.
Zhou, Z., Tian, Q., Alcalá, J., & Yepes, V. (2025). Research on the coupling of talent cultivation and reform practice of higher education in architecture. Computers and Education Open, 100268.
Figura 1. Esquema de Perforación Horizontal Dirigida
Todos conocemos la estampa: una calle principal cortada, el ensordecedor ruido de la maquinaria, el tráfico desviado durante semanas y zanjas abiertas que suponen un obstáculo constante. Estas son las molestias habituales de las obras urbanas tradicionales, una realidad que asumimos como necesaria para mantener y ampliar las infraestructuras que nos prestan servicio. Sin embargo, bajo nuestros pies se está produciendo una revolución silenciosa. Existe una forma de instalar tuberías esenciales para el agua, el gas, la electricidad o las telecomunicaciones sin que apenas nos demos cuenta: las «tecnologías sin zanja».
Una de las más revolucionarias es la Perforación Horizontal Dirigida (PHD). Aunque su trabajo es invisible, su impacto es monumental. Este artículo revela seis aspectos sorprendentes sobre el funcionamiento de esta tecnología que está transformando el subsuelo de nuestras ciudades de manera más inteligente, rápida y respetuosa con el medio ambiente.
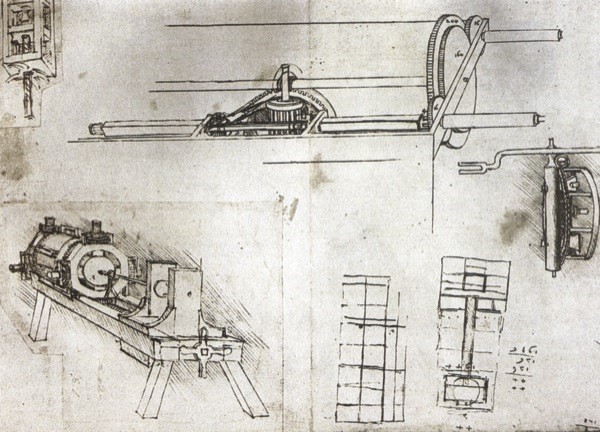
Figura 2. Máquina de perforación horizontal ideada por Leonardo da Vinci, antes de 1495. Fuente: http://trenchless-australasia.com/
1. Una idea renacentista: sus orígenes se remontan a Leonardo da Vinci.
Cuando pensamos en una tecnología tan sofisticada, capaz de perforar kilómetros bajo tierra con precisión centimétrica, la asociamos instintivamente al siglo XXI. La realidad es mucho más sorprendente. La idea conceptual de una máquina de perforación horizontal fue concebida nada menos que por Leonardo da Vinci antes de 1495. Aunque tuvieron que pasar casi cinco siglos para que la tecnología madurara, la primera instalación moderna de PHD con una tubería de acero se llevó a cabo en 1971 para cruzar el río Pájaro, en California.
Es fascinante reflexionar sobre cómo una visión renacentista sentó las bases de una de las técnicas de construcción más avanzadas de nuestro tiempo. Este largo camino de innovación demuestra que a menudo las grandes ideas necesitan siglos para encontrar las herramientas adecuadas para hacerse realidad, conectando el genio de un artista del pasado con las necesidades de la ingeniería del futuro.
2. No se trata solo de evitar zanjas, sino de salvar la vida útil de nuestras ciudades.
El principal beneficio que se asocia a la PHD es la comodidad: evitar el caos de las zanjas abiertas. Sin embargo, su verdadero impacto es mucho más profundo y estratégico. El método tradicional de abrir y cerrar zanjas tiene un coste oculto devastador para nuestras infraestructuras. Según los expertos, la simple apertura de una zanja puede reducir la vida útil de un pavimento en un 30 %. Esto significa que las calles que deberían durar décadas se deterioran prematuramente, lo que obliga a realizar reparaciones costosas y constantes.
Por tanto, el beneficio de la PHD va mucho más allá de la simple conveniencia. Se trata de una decisión económica y ecológica fundamental. Al eliminar la necesidad de excavar, no solo se reducen los plazos de ejecución, el impacto ambiental y las restricciones de tráfico, sino que también se preserva la integridad de la infraestructura urbana existente. En última instancia, esto reduce los costes finales de la obra y protege una de las inversiones públicas más importantes: nuestras calles y carreteras.
3. No se perfora a ciegas, sino que se «navega» bajo tierra con precisión centimétrica.
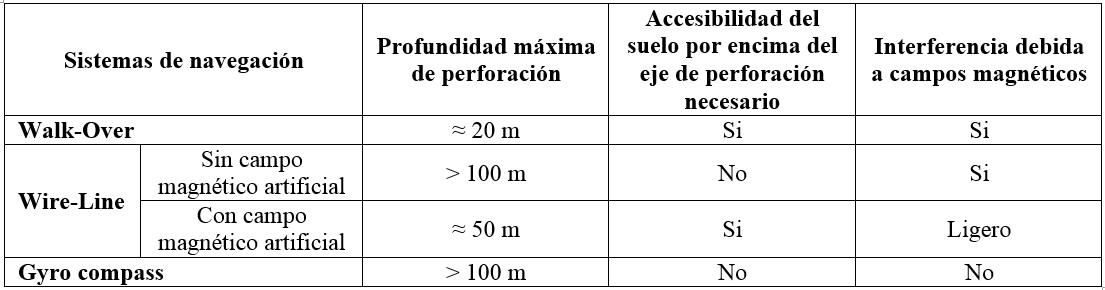
Una de las ideas erróneas más comunes sobre la perforación horizontal dirigida (PHD) es imaginarla como un proceso de perforación «a ciegas». Nada más lejos de la realidad. La cabeza de perforación es, básicamente, un vehículo teledirigido que se «navega» bajo tierra con una precisión asombrosa. La trayectoria se controla en todo momento mediante sistemas de navegación avanzados, lo que permite alcanzar grandes longitudes con una precisión centimétrica.
«Walk-Over»: similar a un detector de metales muy avanzado, un operario camina por la superficie siguiendo la trayectoria de la cabeza perforadora en tiempo real.
«Wire-Line»: un cable en el interior de la sarta de perforación transmite la información de posición.
«Gyro Compass»: un sistema giroscópico, similar al utilizado en aeronáutica, permite una navegación autónoma sin necesidad de acceder a la superficie.
Tabla. Diferentes procedimientos de navegación de PHD (IbSTT, 2013).
Esta precisión no es un lujo, sino una necesidad crítica. No solo garantiza que la perforación llegue al punto de salida exacto, sino que también es fundamental para evitar dañar la maraña de servicios soterrados existente (cables de fibra óptica, tuberías de gas y conducciones de agua). Un error podría acarrear «desorbitados costes legales por daños a terceros», convirtiendo una obra eficiente en un desastre económico y de seguridad.
4. El héroe anónimo: El fluido de perforación es mucho más que «lodo».
En cualquier operación de PHD se puede observar un fluido espeso, que a menudo se denomina «mud» o lodo, que circula constantemente. Podría parecer un simple subproducto, pero en realidad es uno de los componentes con mayor ingeniería de todo el proceso y el verdadero héroe anónimo de la operación, ya que cumple cinco funciones cruciales e irremplazables. Su composición se diseña específicamente para la geología del terreno que se va a atravesar y cumple cinco funciones cruciales e irremplazables:
Refrigerar las herramientas de corte, que giran a gran velocidad y generan una intensa fricción.
Ayudar en el corte del terreno gracias a la alta presión con la que se inyecta (efecto hidrojet).
Transportar los detritos (el material excavado) fuera del túnel y mantenerlo limpio.
Lubricar tanto la sarta de perforación como la tubería final durante su instalación.
Contener y mantener estables las paredes de la perforación, creando una especie de «revestimiento» temporal que evita derrumbes.
Sin este fluido multifuncional, la técnica sería inviable. Garantiza la estabilidad del túnel, la eficiencia del corte y el éxito de la instalación de la tubería.
Figura 3. Escariador. Imágen de Catalana de Perforacions
5. La paradoja de la rapidez: el éxito depende de una planificación meticulosa.
Una de las grandes ventajas de la PHD es su rapidez de ejecución en comparación con los métodos tradicionales. Sin embargo, esta rapidez en la fase de obra es el resultado de una fase de preparación extraordinariamente exhaustiva. En el sector se utiliza una proporción muy reveladora: «1 día de trabajo, 2 de planificación». El éxito no se improvisa, se diseña.
Antes de que entre en funcionamiento la primera máquina, es imprescindible valorar la viabilidad del proyecto mediante estudios previos. Estos incluyen análisis topográficos detallados y, fundamentalmente, estudios geológicos exhaustivos para conocer a la perfección el subsuelo. Estos estudios, realizados por geólogos expertos en la técnica PHD, pueden incluir perforaciones de investigación, prospecciones geofísicas (como el georradar para detectar servicios enterrados) y pruebas de laboratorio de los materiales del terreno. El objetivo es claro: reducir los riesgos de construcción al mínimo y anticiparse a cualquier obstáculo o cambio en el terreno antes de empezar a perforar. Esta fase de preparación es la que garantiza que la «navegación» subterránea sea un éxito y no un desastre, y evita precisamente los «desorbitados costes legales» que se producirían al dañar servicios existentes.
6. Mucho más que tuberías: creando tomas de agua que protegen los ecosistemas marinos.
Si bien la PHD es una aliada clave en entornos urbanos, algunas de sus aplicaciones más innovadoras y con mayor impacto se encuentran en la protección de ecosistemas sensibles. Dos ejemplos de ello son las tecnologías «APPROACH» y «NEODREN®», que utilizan la PHD como herramienta de ingeniería medioambiental.
APPROACH permite realizar conexiones tierra-mar, como emisarios o tomas de agua, sin dañar la zona intermareal y submarina vulnerable. La perforación se realiza desde tierra firme y sale directamente en el punto deseado del fondo marino, evitando así cualquier tipo de excavación en la costa o en el lecho marino.
NEODREN® es un sistema revolucionario de captación de agua marina. Su genialidad consiste en que, en lugar de una simple toma de agua marina, convierte el propio subsuelo marino en una planta de filtración natural. Se instalan múltiples drenes horizontales desde la costa hasta una capa permeable bajo el lecho marino. Estos drenes funcionan como un pozo de alto volumen que extrae agua de mar después de que esta se haya filtrado lentamente a través de la arena y las rocas, «consiguiéndose un agua de alta calidad, sin turbidez y de caudal constante», ideal para plantas desalinizadoras. Este método elimina por completo la necesidad de realizar excavaciones en el fondo marino.
Figura 4. Neodren®. https://www.catalanadeperforacions.com/es/soluciones/sistema-neodren/neodren-captacion-de-agua-marina/
El impacto ecológico de estas aplicaciones es enorme, tal y como lo resumen los expertos, al ser una técnica subterránea, se evita trabajar en la zona marítima, que es de difícil maniobra y siempre está expuesta a daños causados por temporales, al mismo tiempo que se protegen zonas de especial valor ecológico, como las praderas de posidonia. Así, la PHD trasciende su papel como técnica de construcción para convertirse en una herramienta que permite desarrollar infraestructuras críticas en perfecta armonía con el entorno y proteger los ecosistemas que antes se sacrificaban en nombre del progreso.
Conclusión: la próxima frontera de la construcción ya está aquí.
La perforación horizontal dirigida es mucho más que un método ingenioso para evitar zanjas. Se trata de una disciplina de alta tecnología con una historia sorprendente, una precisión casi quirúrgica y aplicaciones innovadoras que están redefiniendo la construcción moderna. Nos muestra que el futuro de la infraestructura no radica en dominar la superficie, sino en trabajar de manera inteligente y respetuosa con el entorno que se encuentra debajo, lo que hace que nuestras ciudades y costas sean más eficientes, resilientes y sostenibles.
La próxima vez que camines por una calle sin obras ni atascos o disfrutes de una playa virgen, ¿te preguntarás qué maravillas de la ingeniería se están construyendo silenciosamente bajo tus pies?
A continuación, dejo un audio donde se habla del PHD.
También os dejo este vídeo, donde se resumen conceptos importantes. No obstante, en este blog encontrarás muchos más vídeos y artículos sobre este tema de tanto interés.
Referencias:
Allouche, E., Ariaratnam, S., and Lueke, J. (2000). Horizontal Directional Drilling: Profile of an Emerging Industry. Journal of Construction Engineering and Management, Volume 126, No. 1, pp. 68–76.
Ariaratnam, S. T., and Allouche, E. N. (2000). Suggested practices for installations using horizontal directional drilling. Practice Periodical on Structural Design and Construction, Volume 5, No. 4, pp. 142-149.
Ariaratnam, S. T., and Proszek, J. (2006). Legal consequences of damages to underground facilities by horizontal directional drilling. Journal of Professional Issues in Engineering Education and Practice, Volume 132, No. 4, pp. 342-354.
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Jaganathan, A. P., Shah, J. N., Allouche, E. N., Kieba, M., and Ziolkowski, C. J. (2011). Modeling of an obstacle detection sensor for horizontal directional drilling (HDD) operations. Automation in Construction, Volume 20, No. 8, pp. 1079-1086.
Lubrecht, M. D. (2012). Horizontal directional drilling: A green and sustainable technology for site remediation. Environmental Science & Technology, Volume 46, No. 5, pp. 2484-2489.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
En un mundo cada vez más consciente de la emergencia climática, la construcción sostenible ha dejado de ser una opción para convertirse en una necesidad. Arquitectos, ingenieros y promotores buscan constantemente el método constructivo «perfecto»: aquel que sea económico, ecológico y socialmente responsable. Sin embargo, ¿qué pasaría si nuestras ideas más arraigadas sobre lo que es «mejor» estuvieran equivocadas?
Un detallado estudio científico realizado por nuestro grupo de investigación, dentro del proyecto RESILIFE, ha puesto a prueba nuestras creencias. En él, los investigadores compararon de forma exhaustiva cuatro métodos de construcción para una vivienda unifamiliar: uno tradicional y tres alternativas industrializadas que prometen mayor eficiencia y sostenibilidad. Sus conclusiones no solo son sorprendentes, sino que también revelan por qué nuestra intuición sobre la construcción sostenible a menudo falla. Este artículo desvela los hallazgos que nos obligan a replantearnos qué significa realmente construir de forma sostenible.
Vivienda unifamiliar adosada analizada.
Intuición fallida n.º 1: la búsqueda de un «campeón» absoluto.
La primera gran revelación del estudio es que no existe una solución mágica que destaque en todas las categorías. Nuestra intuición busca un único «campeón» de la sostenibilidad, pero la realidad es un complejo juego de equilibrios. Cada método constructivo destacó en una dimensión diferente, lo que demuestra que la opción ideal depende de las prioridades del proyecto.
El estudio identificó un ganador claro para cada una de las tres dimensiones:
Dimensión económica: la alternativa «PRE» (losa de hormigón aligerada con discos huecos) fue la más económica. Su ventaja radica en su alta eficiencia estructural, ya que requiere «la mitad de material para las mismas solicitaciones estructurales» en comparación con la losa convencional.
Dimensión medioambiental: la alternativa «YTN» (prefabricada con hormigón celular autoclavado) obtuvo el mejor rendimiento ecológico. Esto se debe a que es un «material 100 % mineral» que necesita poca materia prima (1 m³ de materia prima produce 5 m³ de producto) y tiene un «bajo consumo de energía en su fabricación».
Dimensión social: la alternativa «ELE» (elementos de doble pared) fue la óptima desde una perspectiva social, impulsada en gran medida por un mayor confort de usuario, gracias a su excepcional rendimiento térmico, derivado de la gruesa capa de EPS utilizada como encofrado perdido.
Este hallazgo es fundamental. La sostenibilidad real no consiste en maximizar una única métrica, como la reducción de CO₂, sino en encontrar un equilibrio inteligente entre factores que, a menudo, están en conflicto.
Intuición fallida n.º 2: asumir que lo más «verde» es siempre lo mejor.
Podríamos pensar que la opción con menor impacto medioambiental (YTN) sería automáticamente la más sostenible, pero no es así. Sin embargo, el estudio demuestra que no es tan simple. Al combinar todos los factores en un «Índice Global de Sostenibilidad Estructural» (GSSI), la alternativa ganadora fue la «PRE» (losa aligerada).
¿Por qué ganó? La razón es el equilibrio. Aunque no fue la mejor en los ámbitos medioambiental y social, la alternativa PRE ofreció un excelente rendimiento económico y resultados muy sólidos en las otras dos áreas. El estudio la selecciona como la opción más sostenible porque, en sus palabras, presenta las respuestas más equilibradas a los criterios. Esta conclusión subraya una idea crucial: la solución más sostenible no es un extremo, sino un compromiso inteligente y equilibrado.
Los métodos «modernos» no son infalibles: sorpresas en los costes.
El estudio desveló dos realidades incómodas sobre los costes, tanto económicos como medioambientales, de algunas de las alternativas más innovadoras y puso en tela de juicio la idea de que «moderno» siempre significa «mejor».
En primer lugar, el método prefabricado (YTN), que a menudo se asocia con la eficiencia y el ahorro, resultó ser el más caro de todos. Su coste de construcción fue un 30,4 % superior al del método convencional de referencia.
Pero el sobrecoste económico no es el único precio oculto que reveló el estudio. La alternativa más tecnológica, ELE, conlleva una elevada factura medioambiental. Aunque fue la mejor valorada socialmente, su rendimiento ecológico fue pobre debido al enorme consumo de energía necesario para producir el poliestireno expandido (EPS) que utiliza como encofrado perdido. El estudio es contundente al respecto:
«Esto significa que, solo en los forjados, la alternativa ELE provoca un consumo de energía tres veces superior al necesario para obtener el EPS que requiere la solución de referencia».
Este hallazgo nos recuerda la importancia de analizar el ciclo de vida completo de los materiales y no dejarnos seducir únicamente por etiquetas como «moderno» o «tecnológico».
El mayor riesgo es el «business as usual»: el método tradicional fue el peor.
Quizás el hallazgo más importante y aleccionador del estudio es el pobre desempeño del método de construcción convencional (denominado «REF»). Al compararlo con las tres alternativas industrializadas, el sistema tradicional resultó ser la opción menos sostenible en todos los aspectos.
La conclusión de los investigadores es clara e inequívoca: «La alternativa REF es la peor opción en todos los criterios individuales y, en consecuencia, obtiene la menor prioridad en la caracterización de la sostenibilidad». Este resultado debe hacer reflexionar al sector: seguir construyendo como siempre se ha hecho, sin evaluar ni adoptar nuevas alternativas, es la decisión menos sostenible que podemos tomar.
Conclusión: repensando la construcción sostenible.
Este estudio demuestra que la sostenibilidad es un problema complejo que desafía las soluciones simplistas y las ideas preconcebidas. No se trata de encontrar una solución universal, sino de evaluar de manera integral y equilibrada las dimensiones económica, medioambiental y social de cada proyecto.
Como resumen, los propios autores: «Solo la consideración simultánea de los tres campos de la sostenibilidad […] conducirá a diseños adecuados». Esto nos obliga a cambiar nuestra pregunta fundamental: en lugar de buscar el material más ecológico o la técnica más barata, debemos preguntarnos cuál es la solución más equilibrada para un contexto específico.
Teniendo en cuenta estos resultados, ¿cómo deberíamos redefinir «la mejor forma de construir» para conseguir un futuro verdaderamente sostenible?
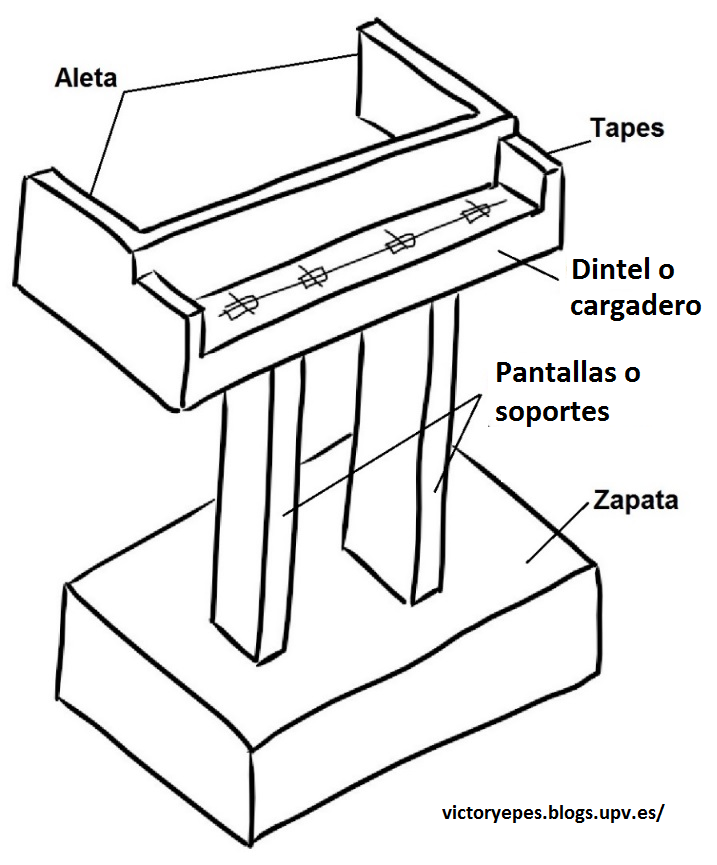
Figura 1. Desencofrado en paso superior. Pista de Silla (Valencia). Imagen: V. Yepes
1. Introducción a los pasos superiores pretensados.
Los pasos superiores pretensados construidos in situ constituyen una de las soluciones estructurales más extendidas y fiables para el desarrollo de obras lineales, como carreteras y ferrocarriles, en España. Su prevalencia se debe a una combinación de eficiencia estructural, robustez y notable capacidad de adaptación a las geometrías de cruce requeridas por la infraestructura moderna.
Estas estructuras se definen por una serie de características geométricas fundamentales que optimizan su comportamiento y coste.
Relación canto/luz: La esbeltez del tablero es un indicador clave de su eficiencia. Esta relación se obtiene dividiendo el canto entre la distancia entre apoyos (luz). Por lo general, esta proporción es de aproximadamente 1/25, aunque puede llegar a un límite práctico de 1/30 cuando existen restricciones severas de gálibo vertical. Superar este umbral conduce a diseños que requieren un pretensado excesivo, lo que invalida la eficiencia del concepto estructural y obliga a replantear el diseño por completo.
Configuraciones de vanos: La disposición de los vanos se adapta al obstáculo que hay que salvar, lo que da lugar a configuraciones estandarizadas por la práctica. En autovías, las configuraciones más comunes responden a una lógica funcional:
Dos vanos (por ejemplo, 30-30 m): configuración ideal para autovías de doble calzada, ya que se aprovecha la mediana central para ubicar una pila de apoyo.
Tres vanos (por ejemplo, 20-36-20 m): trazado común para salvar obstáculos más anchos cuando no es factible o deseable una pila central.
Cuatro vanos (por ejemplo, 12-18-18-12 m): solución para cruces amplios que requieren una distribución de apoyos más regular.
Cuando el cruce es esviado (no es perpendicular), las luces aumentan para mantener los gálibos, lo que puede llevar a configuraciones como 14-20-20-14 m. En las líneas de alta velocidad (AVE), son habituales los puentes de tres vanos con luces de 12-17-12 m.
Tipos de estribos: Los estribos, apoyos extremos del puente, pueden ser abiertos o cerrados. Se desaconseja rigurosamente el uso de estribos flotantes en tableros hiperestáticos (continuos sobre múltiples apoyos) debido al elevado riesgo de asientos diferenciales en el terraplén, fenómeno para el que estas estructuras no están preparadas y que comprometería gravemente su integridad.
La preferencia por las soluciones construidas in situ frente a las prefabricadas se debe principalmente a su mejor comportamiento frente a impactos accidentales de vehículos que exceden el gálibo permitido. Su capacidad para redistribuir cargas imprevistas les confiere una resiliencia intrínseca, fundamental para garantizar la seguridad a largo plazo de la infraestructura.
El éxito de estas estructuras depende de una ejecución meticulosa en cada fase. A continuación, se detallará el proceso constructivo, comenzando por los cimientos de la obra: la ejecución de los alzados.
2. Construcción de cimentaciones y alzados (pilas y estribos).
Los alzados del puente (pilas y estribos) representan entre el 30 % y el 50 % del coste total de la estructura y constituyen un componente crítico. Su correcta ejecución, desde la cimentación hasta la coronación, es la garantía fundamental de la estabilidad global y de la transmisión adecuada de las cargas al terreno.
El proceso comienza con la construcción de las cimentaciones, siguiendo una secuencia rigurosa:
Excavación y verificación geotécnica: Se excava el terreno hasta la cota de cimentación definida en el proyecto. En este punto, es fundamental comprobar que el terreno de apoyo real posee las características de resistencia contempladas en el cálculo. Si el estrato esperado no se encuentra a la cota prevista, se debe profundizar la excavación hasta dar con él y rellenar el excedente de profundidad con hormigón pobre. Si el terreno adecuado no aparece, hay que detenerse y reconsiderar el diseño de la cimentación. Una práctica constructiva recomendable consiste en realizar una sobreexcavación de unos 5 cm para que el hormigón, que podría contaminarse con material de las paredes, quede fuera del recubrimiento estructural.
Hormigón de limpieza y armaduras de zapata: Sobre el terreno verificado, se vierte una capa de hormigón de limpieza de entre 10 y 15 cm de espesor. Su función es crear una superficie de trabajo nivelada y limpia, esencial para el montaje correcto de las armaduras pasivas de la zapata. A continuación, se colocan las mallas inferior y superior de armadura, separadas entre sí por barras denominadas «pates», que garantizan la geometría y permiten el tránsito de los operarios sin deformar la armadura.
Figura 2. Cimbra porticada. Imagen: V. Yepes
Una vez completada la cimentación, se procede a la ejecución de los soportes, como en el caso de un estribo abierto:
Montaje de armaduras y encofrados: Se coloca la armadura pasiva del soporte, que suele llegar premontada desde el taller. A continuación, se instalan los encofrados, que suelen ser metálicos en el caso de los paramentos no vistos. Estos se aploman y se arriostran con puntales inclinados para garantizar su estabilidad frente a la presión hidrostática del hormigón fresco.
Hormigonado de soportes: El hormigonado se realiza con un cubilote y una manguera que desciende hasta el fondo del encofrado para evitar la segregación del hormigón al caer desde gran altura. Se utiliza hormigón tipo HA-25 y se vibra en capas de unos 30 cm para asegurar una compactación homogénea.
Desencofrado: El encofrado se retira normalmente a las 24 horas. El acabado superficial de estos paramentos no vistos suele ser de calidad básica, ya que quedarán cubiertos por el relleno de tierras.
Una vez ejecutados los soportes, se procede al relleno de tierras en la parte trasera del estribo. Esta operación requiere una compactación rigurosa para evitar desprendimientos futuros bajo las cargas de tráfico. Es fundamental coordinar esta tarea con la construcción del cargadero, es decir, la viga de coronación que une los soportes. En la práctica, la coordinación entre los equipos de movimiento de tierras y los de estructuras suele ser un punto conflictivo, pero es imprescindible compactar el relleno antes de hormigonar el cargadero para poder acceder con la maquinaria de compactación.
En paralelo, se construyen las pilas intermedias. Un ejemplo común son las pilas circulares, que se ejecutan con encofrados metálicos semicirculares que se ensamblan para formar los diámetros más frecuentes: 1,00 m o 1,20 m.
Una vez finalizados los alzados, la obra está preparada para la siguiente fase crucial: el montaje de la estructura auxiliar que soportará el tablero.
3. Sistemas de cimbrado y encofrado del tablero.
La ejecución del tablero in situ requiere un sistema de soporte temporal robusto y preciso. Este sistema está compuesto por dos elementos funcionalmente distintos: la cimbra, que es la estructura de apoyo global que transmite las cargas al terreno, y el encofrado, que es el molde en contacto directo con el hormigón y que le confiere su geometría final. A continuación, se analizan las dos metodologías principales empleadas.
3.1 Método 1: cimbra tubular con encofrado de madera.
Este es el sistema más tradicional y versátil. La cimbra tubular (tipo PAL) está formada por torres de perfiles huecos de planta cuadrada o triangular que cubren toda la superficie inferior del tablero. Su montaje, realizado por una cuadrilla de cinco personas, suele durar una semana.
La seguridad y estabilidad de este sistema dependen de varios factores críticos:
Estabilidad y arriostramiento: Para evitar el colapso «en castillo de naipes», es imprescindible escalonar los terraplenes laterales de los vanos extremos y conectar las torres entre sí mediante barras de arriostramiento longitudinales y transversales.
Cimentación y apoyo: La cimbra requiere un terreno con una tensión admisible mínima de 0,10 MPa. Para cumplir este requisito, suele mejorarse el terreno con una capa de grava-cemento y se reparten las cargas de las torres mediante tableros de madera longitudinales o zapatas individuales bajo cada pie.
Drenaje: Una gestión deficiente de las aguas torrenciales puede erosionar el terreno de apoyo y provocar el desplome de la cimbra, por lo que el control de estas aguas es un aspecto fundamental de la seguridad.
Figura 3. Cimbra con torres modulares. Imagen: V. Yepes
Sobre la cimbra tubular se monta el encofrado de madera, cuyo montaje puede llevar de una a tres semanas:
Nivelación y ajuste fino: En la parte superior de cada torre hay husillos de nivelación que permiten ajustar la cota del encofrado con precisión milimétrica. Un aspecto notable de estos diseños es la omisión deliberada de la contraflecha (curvatura ascendente). Esto es posible porque la flecha descendente debida al peso propio y la contraflecha ascendente generada por el pretensado tienen magnitudes similares y se anulan mutuamente, lo que caracteriza un diseño de pretensado eficiente.
Componentes del encofrado: El sistema está compuesto por largueros (vigas longitudinales apoyadas en los husillos), costillas (elementos transversales que dan forma a la sección) y el forro de tabla, que es la superficie en contacto directo con el hormigón.
Elementos específicos: Se deben ejecutar encofrados particulares para elementos como los dados de apoyo sobre los neoprenos y los cajetines de los anclajes del sistema de pretensado.
3.2. Método 2: cimbra industrial con encofrado metálico.
Este sistema es una alternativa más moderna y rápida. Consiste en torres de carga metálicas de alta capacidad, separadas aproximadamente cada 12 metros, sobre las cuales se apoyan vigas en celosía que sostienen los paneles de encofrado metálicos.
Figura 4. Cimbra porticada. Imagen: V. Yepes
Las particularidades de este sistema frente al método tradicional son:
Cimentación: Cada pareja de torres puede soportar cargas de hasta 250 toneladas, por lo que es necesario construir zapatas de hormigón armado de unos 40 cm de espesor. Si el terreno no es adecuado, puede ser necesario realizar pilotajes en estas cimentaciones temporales.
Ventajas: Su principal ventaja es la rapidez de montaje, ya que permite alcanzar ciclos de hormigonado de un tablero al mes. Además, su diseño diáfano permite mantener el paso de los vehículos por debajo de la estructura durante la construcción.
Calidad de acabado: El acabado superficial que deja el encofrado metálico suele ser de peor calidad estética que el de la madera. Para mejorarlo, se pueden aplicar tratamientos al hormigón para dejar el árido visto.
Descimbrado: A diferencia del sistema tubular, el descimbrado se realiza mediante gatos de tornillo situados en la base de las torres, que permiten descender toda la estructura de forma controlada.
Una vez completado el montaje de la cimbra y el encofrado, la estructura está lista para recibir el esqueleto de acero que le conferirá su resistencia.
4. Colocación de armaduras pasivas y activas.
Esta fase consiste en montar el entramado de acero que reforzará el hormigón. Existen dos tipos de armaduras con funciones diferentes: las pasivas, que absorben esfuerzos locales y controlan la fisuración, y las activas, que conforman el sistema de pretensado que proporciona la capacidad portante principal del puente.
Las armaduras pasivas presentan una cuantía que oscila entre 50 y 70 kg/m² de tablero, mientras que las armaduras activas tienen una cuantía menor, que varía entre 12 y 25 kg/m.
Figura 5. Aligeramientos de poliestireno entre armaduras pasivas.
El proceso de montaje se desarrolla de la siguiente manera:
Montaje de armaduras pasivas: Las barras de acero llegan a la obra cortadas y dobladas desde el taller. El montaje comienza con las armaduras transversales («barcas») y las barras maestras longitudinales, con las que se construye un armazón base estable. Una zona que requiere especial atención es el diafragma de estribos (riostra de estribos), una viga transversal integrada diseñada para distribuir las inmensas fuerzas concentradas de los anclajes del pretensado (de hasta 4548 toneladas) en el cuerpo del tablero. El armado en esta zona debe ser extremadamente denso; un armado deficiente podría provocar la rotura del hormigón durante el pretensado. No se trata de una preocupación teórica. En España se han producido accidentes mortales debido a un armado inadecuado en las zonas de anclaje. Por este motivo, considero que la revisión de este detalle específico del armado es uno de los puntos de control más críticos de todo el proceso constructivo.
Colocación de aligeramientos de poliestireno (porexpan): Para optimizar la sección, se emplean bloques de poliestireno como aligeramientos internos. Su función estructural consiste en mejorar la relación inercia/área, al reducir el peso propio y aumentar la eficiencia del pretensado. Estos bloques tienden a flotar en el hormigón fresco. Para evitarlo, se sujetan con barras de acero superiores y transversales. Aun así, la fuerza ascensional es tan elevada que obliga a hormigonar el tablero en tongadas.
Instalación de armaduras activas (pretensado):
Trazado de las vainas: Se colocan las vainas (tubos metálicos corrugados) que alojarán los cables. Su trazado se realiza siguiendo la ley de momentos flectores: se colocan en la parte superior del tablero, sobre los apoyos, y en la parte inferior, en el centro de los vanos, con una tolerancia de colocación de solo 1 cm. Es crucial garantizar un espacio horizontal mínimo de 5 a 6 cm entre las vainas, especialmente en vanos y sobre pilas. Si las vainas quedan alineadas verticalmente, las fuerzas radiales del pretensado pueden generar tracciones que rompan el hormigón entre ellas.
Tubos de purga: En los puntos más altos del trazado (generalmente, sobre las pilas) se instalan tubos de purga. Estos tubos son fundamentales para permitir la salida del aire durante la inyección posterior de mortero, lo que garantiza la protección completa del acero y la durabilidad del puente.
Enfilado de torones: El día antes del hormigonado, los torones de acero se enfilan en las vainas mediante una enfiladora mecánica, dejando un metro de cable sobrante en cada extremo para el anclaje del gato de tesado.
Figura 6. Enfilando cables de pretensado. Youtube.
Tras el meticuloso ensamblaje e inspección de las armaduras, se alcanza el punto de no retorno: el vertido monolítico que dará al puente su forma definitiva.
5. Hormigonado del tablero.
El hormigonado del tablero es una de las fases más críticas y logísticamente complejas. Debe ejecutarse de forma continua, de principio a fin y sin juntas de construcción, para garantizar la integridad monolítica de la estructura.
Una planificación logística adecuada es fundamental para garantizar un hormigonado ininterrumpido:
Volumen y suministro: Se manejan volúmenes de entre 300 y 700 m³, normalmente de hormigón HP-35. Para evitar paradas, la estrategia habitual consiste en contratar el suministro de dos plantas diferentes, de modo que una pueda cubrir a la otra en caso de avería.
Equipos: Es indispensable contar con una bomba de hormigón de repuesto en la obra para sustituir de inmediato la principal en caso de fallo.
Condiciones ambientales: La operación se pospone ante riesgo de heladas o si las temperaturas superan los 40 °C. No obstante, una vez iniciado, el hormigonado debe continuar incluso si comienza a llover.
Figura 7. Hormigonado del tablero. https://economis.com.ar/puente-san-francisco-en-andresito-se-avanzo-con-el-hormigonado-del-tablero/
El proceso de ejecución en obra se realiza con un estricto control de calidad:
Técnica de vertido en tongadas: Para evitar la flotación de los aligeramientos de poliestireno, el hormigonado se realiza en tres capas o tongadas sucesivas: primero la losa inferior, luego las almas y, por último, la losa superior. Es fundamental que el vibrador penetre en la capa anterior para asegurar un vínculo monolítico y evitar juntas frías entre vertidos.
Control de calidad del hormigón: Se comprueba la consistencia del hormigón con el cono de Abrams y se toman muestras cilíndricas (aproximadamente seis por cada tercio de las cubas) para realizar ensayos de rotura en el laboratorio y confirmar que la resistencia alcanza los valores requeridos a los 7 y 28 días.
La cuadrilla de trabajo se guía por «tochos», barras con marcas de cota establecidas según la topografía, para garantizar que la superficie final del tablero tenga la geometría exacta definida en los planos.
Cuando el hormigón alcanza la resistencia necesaria, se somete la estructura a su primera prueba de carga real: el pretensado.
6. Operaciones de pretensado del tablero.
Figura 8. Tesado de los cables.
El tesado de los cables es la operación estructuralmente más crítica, ya que somete al puente a una de sus situaciones de carga más exigentes: la combinación del pretensado máximo con únicamente el peso propio de la estructura.
Para llevar a cabo el tesado, deben cumplirse unos requisitos previos:
Resistencia del hormigón: El hormigón debe alcanzar una resistencia mínima especificada de 27,5 MPa para el hormigón HP-35. Este valor, que suele alcanzarse a los siete días, es necesario para que el hormigón soporte las altas cargas concentradas en los anclajes y para limitar las pérdidas de pretensado a largo plazo.
Equipo de tesado: El equipo consta de un gato de pretensado, una centralita hidráulica y un grupo electrógeno.
El procedimiento de tesado de cada tendón, que dura aproximadamente 45 minutos, sigue una secuencia metódica:
Secuencia: El tesado sigue un orden definido en los planos, generalmente desde los tendones centrales hacia los extremos para mantener la simetría de las cargas.
Preparación: Se enfilan los bloques de anclaje («quesos») y se colocan las cuñas cónicas que los bloquearán.
Aplicación de carga y control dual: Se aplica la presión hidráulica al gato de forma gradual. La correcta aplicación de la fuerza se verifica mediante un doble control: se mide la presión en el manómetro y, simultáneamente, el alargamiento real del cable.
Criterio de aceptación: El tesado se considera correcto si la desviación media entre el alargamiento real y el teórico es inferior al 5 %. Si la discrepancia es mayor, el primer paso es reevaluar el alargamiento teórico utilizando el módulo de elasticidad real del acero, obtenido de los ensayos de control de calidad, ya que esta es una causa frecuente de disparidad.
Tras tesar desde un extremo, se repite la operación desde el otro; el alargamiento total es la suma de ambos. Una vez aprobado el tesado, se cortan los sobrantes de los torones y se puede proceder al descimbrado.
Para garantizar la durabilidad a largo plazo de la armadura activa, es imprescindible realizar la siguiente operación: la inyección de las vainas.
7. Inyección de vainas.
La inyección consiste en rellenar los conductos (vainas) que alojan los cables de pretensado con un mortero específico. Cumple dos funciones fundamentales:
Protección contra la corrosión: El mortero aísla las armaduras activas del ambiente exterior, lo que previene su oxidación.
Adherencia: La inyección crea un vínculo mecánico sólido entre la armadura activa y el hormigón circundante.
El procedimiento se realiza de la siguiente manera:
Equipo y mezcla: Se utiliza una amasadora y una bomba de inyección. Está prohibido amasar a mano.
Proceso de relleno: El mortero se inyecta a presión (aproximadamente 0,50 N/mm²) desde un extremo de la vaina.
Purga de aire: A medida que el mortero avanza, se abren los tubos de purga en los puntos más altos para expulsar el aire atrapado. No se cierran hasta que por el tubo emane un «chorro sólido de inyección». Este paso es absolutamente crítico. Una inyección deficiente con aire ocluido «puede dar lugar, en un plazo de 10 a 20 años, a la corrosión de las armaduras activas y al desplome del puente».
Una vez asegurada la integridad estructural interna, se procede a las fases de acabado exterior y de superestructura.
8. Acabados y superestructura.
Esta fase incluye todos los trabajos destinados a la finalización estética y funcional del puente, desde el tratamiento de las superficies de hormigón hasta la instalación de los elementos de circulación.
La calidad de los acabados del hormigón visto depende directamente del tipo de encofrado utilizado:
Encofrado de madera: Proporciona un acabado de alta calidad que deja marcada la veta de la tabla y es ideal para entornos urbanos. Para mantener esta calidad, suele limitarse el número de usos. Si se busca la máxima calidad, suele exigirse madera de primera puesta.
Encofrado metálico: Puede dejar acabados de menor calidad, con marcas visibles en las juntas y manchas si no se toman precauciones.
Desde el punto de vista estético, la esbeltez del puente (con una relación luz/canto de 27,5, por ejemplo) es uno de sus principales atributos. Para preservar la elegancia visual que aporta la esbeltez del tablero, debe evitarse el uso de parapetos de hormigón macizo. Estos añaden un volumen visual que contradice la eficiencia estructural del diseño. Las barandillas metálicas abiertas son la opción más apropiada para mantener la estética deseada.
Finalmente, se ejecutan los elementos de la superestructura.
Aceras: Se forman mediante un bordillo, una solera de hormigón in situ y una imposta lateral. Es fundamental que dispongan de armaduras de conexión con el tablero que resistan los impactos de los vehículos sin desprenderse.
Otros elementos: La construcción se completa con la colocación del firme (pavimento asfáltico) y de las juntas de calzada en los estribos.
Una vez terminada la superestructura, el puente está listo para su validación final mediante la prueba de carga.
9. Prueba de carga.
La prueba de carga es la fase final y obligatoria para todos los puentes con una luz superior a 12 metros en España. Su objetivo es verificar experimentalmente el comportamiento real de la estructura y comprobar que este se corresponde con las previsiones del cálculo antes de su puesta en servicio.
Figura 9. Prueba de carga. https://www.laensa.com/prueba-carga-se40/
La prueba se diseña y ejecuta siguiendo estas pautas:
Objetivo y configuración: El propósito es someter al puente a un tren de cargas que genere esfuerzos cercanos al 70 % de los del tren de cargas del proyecto. Por ejemplo, para un puente cuyo tren de cargas de proyecto suma 348 toneladas, una prueba típica podría emplear ocho camiones de 30 toneladas cada uno, que sumarían 240 toneladas..
Estados de carga: Los camiones se disponen en distintas configuraciones diseñadas para provocar el máximo efecto en las secciones críticas: por ejemplo, en el centro de un vano para generar el máximo momento flector positivo o sobre las pilas para generar el máximo momento flector negativo.
Durante la prueba, se aplica un estricto criterio de aceptación:
Medición de deformaciones: Los desplazamientos verticales (flechas) del tablero se miden con gran precisión mediante pértigas y relojes comparadores.
Resultados típicos: La experiencia demuestra que las flechas medidas suelen representar aproximadamente el 85 % de las teóricas calculadas.
Ciclo de carga y descarga: Se mide la posición en vacío, con carga instantánea, con carga estabilizada y tras la descarga. Para que la prueba se considere satisfactoria, la recuperación de la flecha tras la descarga debe superar el 90 % de la deformación total medida.
La superación de la prueba de carga no es un mero trámite final, sino la validación final de un proceso riguroso. Representa la confirmación de que la intención del diseño se ha traducido meticulosamente en la realidad física mediante una ejecución disciplinada en cada etapa previa. El resultado se documenta en un acta oficial y el paso superior queda listo para entrar en servicio.
1. ¿Qué es la compactación y por qué es importante?
La compactación de suelos es el proceso de aumentar la densidad de un terreno aplicando energía mecánica. En términos sencillos, consiste en hacer circular cargas elevadas sobre capas de suelo el número de veces necesario para alcanzar la densidad especificada. Al reducir los vacíos de aire en el suelo, se aumenta su resistencia, se reduce su capacidad de deformación y se disminuye su permeabilidad.
El objetivo principal de la compactación es mejorar las propiedades geotécnicas del suelo para garantizar la seguridad y durabilidad de las estructuras construidas sobre él, como carreteras, edificios o presas. La elección del equipo y del método de compactación no es universal, sino que depende de factores clave como la naturaleza del terreno, su contenido de humedad y la función que desempeñará el relleno compactado.
Para seleccionar y utilizar correctamente estos equipos, es esencial comprender los principios fundamentales que rigen su funcionamiento.
Figura 1. Distintos tipos de compactadores. https://www.noticiasmaquinaria.com/nuevos-modelos-de-la-serie-de-rodillos-tandem-de-hamm-en-conexpo/
2. Los cuatro esfuerzos elementales de la compactación.
Toda la maquinaria de compactación, desde un pequeño pisón manual hasta un rodillo de varias toneladas, aplica una combinación de cuatro esfuerzos básicos para densificar el suelo. Comprender estos mecanismos es el primer paso para dominar el proceso.
Tipo de esfuerzo
Mecanismo y efecto principal
Estático vertical
Aplica el peso de la máquina para comprimir el suelo. Produce tensiones fundamentalmente verticales que aprietan las partículas entre sí.
Amasado
Genera tensiones en múltiples direcciones, «amasando» el suelo para reordenar partículas. Es especialmente útil para romper terrones en suelos cohesivos.
Impacto
Aplica una fuerza súbita que propaga una onda de presión, alcanzando mayor profundidad que el esfuerzo estático.
Vibratorio
Aplica una sucesión rápida de impactos que reduce la fricción interna entre partículas, facilitando su reacomodo en una configuración más densa.
Es importante destacar que el tipo de esfuerzo aplicado influye directamente en la estructura final de las partículas del suelo. Un terreno más compactado presenta partículas más orientadas y ordenadas (menos «floculadas»). El efecto de ordenamiento es progresivamente mayor al aplicar esfuerzos en el siguiente orden: estático, vibratorio, de impacto y, por último, de amasado.
Ahora que conocemos la teoría que hay detrás de la compactación, podemos explorar los equipos que aplican estos esfuerzos en la práctica.
3. Tipos principales de equipos de compactación.
Los equipos de compactación se pueden clasificar según el principio de trabajo predominante que utilizan: la fuerza estática de su propio peso o la energía dinámica de la vibración.
3.1. Compactadores estáticos: la fuerza del peso.
Estos equipos dependen principalmente de su peso para compactar el suelo.
Principio de funcionamiento: utilizan cilindros metálicos lisos para aplicar presión estática. Su mecanismo de compactación es «de arriba hacia abajo», por lo que la capa superior recibe la mayor energía.
Suelos adecuados: arenas y gravas bien graduadas, limos y arcillas de baja plasticidad. No se recomiendan para arenas uniformes o arcillas blandas.
Limitación principal: existe el riesgo de compactar en exceso la superficie y crear una costra rígida conocida como «encarpetamiento», mientras que las capas inferiores quedan menos densas.
Figura 2. Apisonadora estática de rodillo liso tipo triciclo. Imagen: V. Yepes
3.1.2. Compactadores de patas apisonadoras («pata de cabra»)
Principio de funcionamiento: en lugar de un rodillo liso, utilizan cilindros con múltiples «patas» o salientes que penetran en el suelo. Esto concentra la presión y compacta el terreno «de abajo hacia arriba».
Suelos adecuados: son especialmente efectivos en arenas y gravas con más del 20% de finos, así como en la mayoría de los suelos de grano fino (suelos limo-arcillosos, arenas limosas y arcillosas).
Ventaja principal: la acción de las patas rompe los terrones y grumos del suelo, a la vez que mejora la trabazón (unión) entre las sucesivas capas de material compactado.
Figura 3. Rodillo remolcado pata de cabra. Imagen: V. Yepes (2021)
Principio de funcionamiento: combinan el esfuerzo estático de su peso con el efecto de amasado que se produce por la deformación de sus neumáticos de goma, un proceso que reordena las partículas sin romperlas ni aplastarlas.
Suelos adecuados: son eficaces en suelos algo cohesivos y rellenos de limos poco plásticos.
Ventaja clave: son muy versátiles. Se puede ajustar su efecto modificando dos variables principales:
Aumentar la presión de inflado: incrementa la compactación en la superficie.
Aumentar la carga por rueda: aumenta el efecto de compactación en profundidad.
Figura 4. Compactador con neumáticos con dibujo. http://www.corinsa.es/tecnologia/compactacion/compactacion-de-tierras/
Estos equipos añaden una fuerza dinámica a su peso estático, lo que los hace extremadamente eficientes.
3.2.1. Principio de funcionamiento
Mecanismo: la vibración de un cilindro o una placa, lo que elimina en gran medida la fricción interna entre las partículas del suelo. Así, las partículas se reordenan y alcanzan una mayor densidad con menos esfuerzo y en capas de mayor espesor. Es especialmente eficaz en terrenos granulares (arenas y gravas). Para hacerse una idea de su eficacia, la acción de un rodillo vibrante puede equivaler a la de un rodillo estático mucho más pesado: hasta ocho veces en suelos cohesivos y hasta doce veces en gravas y escolleras.
Regla de oro para su uso:
Materiales granulares (arenas, gravas): se compactan mejor con frecuencia alta y amplitud reducida.
Materiales cohesivos (arcillas, limos): prefieren más amplitud y menor frecuencia.
3.2.2. Tipos más comunes
Existen diversos modelos: los monocilíndricos (con rodillo liso o de patas), los de dos rodillos (tándem) y los mixtos (un rodillo y ruedas neumáticas). De todos ellos, los monocilíndricos autopropulsados son los más versátiles en la mayoría de las obras de movimiento de tierras.
Figura 5. Rodillo compactador vibratorio hidráulico de un solo tambor LSD216H. http://changlin.es/3-2-6-hydraulic-road-roller.html
3.3. Equipos para trabajos específicos
Para tareas específicas o en áreas de difícil acceso, se utilizan equipos más especializados.
Son máquinas de pequeño tamaño que son guiadas por un operario. Su principal ventaja es que pueden trabajar en espacios reducidos a los que no pueden acceder máquinas más grandes, por ejemplo, en la compactación de rellenos en zanjas o trasdoses de muros.
Este sistema es una alternativa más intensa que los rodillos vibratorios convencionales. Utiliza rodillos de perfil irregular (no cilíndricos) que, al girar a gran velocidad, generan impactos de alta energía. Su principal ventaja es la profundidad de su efecto, que puede alcanzar hasta cuatro o cinco metros.
Figura 6. Compactador de impacto de gran energía.
Una vez conocidos los tipos de equipos disponibles, el siguiente paso lógico es aprender a decidir cuál es el más adecuado para cada situación.
4. ¿Cómo elegir el equipo de compactación adecuado?
La elección del compactador no tiene una solución única, ya que depende de múltiples factores y, en última instancia, es una decisión económica. No obstante, para poder tomar una decisión técnica fundamentada, hay que tener en cuenta tres factores determinantes:
La naturaleza del material: es el factor más importante. Los suelos se pueden clasificar en tres grandes grupos:
Suelos finos: limos y arcillas.
Suelos de grano grueso: arenas y gravas.
Pedraplenes: materiales rocosos.
El estado del material: principalmente, su contenido de humedad. La humedad actúa como un lubricante entre partículas, pero un exceso o defecto puede dificultar enormemente la compactación.
El volumen, la forma de la zona a compactar y el ritmo de la obra: Un área grande y abierta permite el uso de máquinas de alto rendimiento. De hecho, suelen elegirse compactadores con una capacidad de producción superior a la de los equipos de excavación y transporte, para evitar que la compactación se convierta en un «cuello de botella» que retrase todo el proyecto.
La siguiente tabla ofrece una guía simplificada para la selección inicial del equipo en función del tipo de suelo.
Guía rápida para la selección de equipos por tipo de suelo.
Tipo de suelo
Equipos recomendados
Consideración clave
Suelos finos (limos y arcillas)
• Compactadores de patas apisonadoras
• Compactadores de neumáticos
El control preciso de la humedad es fundamental. Estos suelos son sensibles a un exceso o defecto de agua.
Suelos de grano grueso (arenas y gravas)
• Rodillos vibratorios
• Compactadores de neumáticos pesados
La vibración es extremadamente efectiva para reordenar las partículas en este tipo de material.
Pedraplenes (roca)
• Equipos vibratorios pesados (más de 10 toneladas)
Se necesita una gran energía de compactación debido al gran tamaño de los elementos rocosos.
Elegir el equipo adecuado no solo garantiza que se alcancen las especificaciones de densidad, sino que también optimiza el rendimiento y los costes del proyecto.
5. Conclusión: principios clave para el éxito de una compactación.
La compactación es una de las operaciones más importantes en la construcción, ya que de ella dependen la estabilidad y durabilidad de casi cualquier estructura. Aunque se trata de un tema amplio, un principiante puede sentar unas bases sólidas de conocimiento si se centra en dos principios fundamentales.
Para lograr una compactación eficaz, es esencial comprender y dominar los cuatro tipos de esfuerzos básicos (estático, de amasado, de impacto y vibratorio), así como la forma en que cada máquina los aplica.
Además, es importante entender que la elección del equipo depende principalmente del tipo de suelo. No hay una máquina universal: la clave del éxito es adaptar la herramienta al material con el que se trabaja.
Aquí tienes un vídeo introductorio a los compactadores.
A continuación, os dejo un resumen de las ideas más relevantes que un principiante debería conocer sobre la compactación de suelos. Espero que os resulte interesante.
Los pasos superiores de hormigón pretensado ejecutados in situ son elementos estructurales fundamentales en la construcción de obras lineales, como carreteras y ferrocarriles. Su correcta ejecución es fundamental para garantizar la durabilidad de la infraestructura y, lo que es más importante, la seguridad de los usuarios. Este Plan de Calidad se ha desarrollado como un instrumento de control riguroso, centrado en la identificación sistemática de los puntos críticos de control (PCC), los riesgos inherentes a cada fase y los procedimientos de verificación necesarios para mitigarlos. Basado en las mejores prácticas del sector, su objetivo es servir de guía técnica y procedimental para la dirección de obra y el contratista, garantizando el cumplimiento estricto de las especificaciones del proyecto y la consecución de los más altos estándares de calidad.
Figura 1. Paso superior en la autovía A-7, en Cocentaina (Alicante). Imagen: Lorena Yepes-Bellver
Este documento abarca las fases clave en la construcción de este tipo de estructuras y cubre el proceso constructivo de manera integral. En concreto, el plan abarca:
La ejecución de las cimentaciones y alzados (pilas y estribos).
El montaje, nivelación y aseguramiento de cimbras y encofrados.
La correcta colocación de armaduras pasivas, activas y elementos aligerantes.
La planificación y ejecución del hormigonado del tablero.
La operación de tesado del pretensado.
La inyección de vainas para la protección de la armadura activa.
Los controles de acabados y la ejecución de la prueba de carga final.
El proceso constructivo comienza con la ejecución de los alzados, una fase fundamental que sienta las bases para la estabilidad y el correcto comportamiento de toda la estructura.
2. Control de calidad en la construcción de alzados (pilas y estribos).
La construcción de los alzados, que incluye las pilas y los estribos, es una fase de gran importancia. Al representar entre el 30 % y el 50 % del coste total del puente, su correcta ejecución, y en particular la de sus cimentaciones, es la base sobre la que se sustenta la estabilidad de toda la estructura. Las estadísticas del sector son claras: aproximadamente un tercio de los fallos estructurales se deben a cimentaciones deficientes, por lo que esta etapa es un punto de control de máxima prioridad.
Figura 2. Cimentación provisional para las torres de una cimbra porticada. Imagen: V. Yepes
2.1 Verificación geotécnica y cota de cimentación.
El principal riesgo de una verificación incorrecta del terreno de cimentación es la aparición de asientos diferenciales. Un terreno con características resistentes inferiores a las previstas en el proyecto puede provocar movimientos incompatibles con la naturaleza hiperestática de la estructura, lo que conlleva una redistribución de esfuerzos no prevista y, en casos graves, fallos estructurales.
Los procedimientos de verificación y control para este punto crítico son los siguientes:
Revisión documental: antes de iniciar la excavación, es obligatoria la revisión exhaustiva del anexo geotécnico y del anexo de cálculo del proyecto. El equipo de obra debe familiarizarse con los sondeos y las recomendaciones de cimentación.
Inspección visual y verificación in situ: una vez alcanzada la cota final de excavación, se debe realizar una comprobación visual para confirmar que el estrato de apoyo se corresponde con el terreno esperado según los sondeos.
Protocolo de actuación ante discrepancias: si el terreno esperado no se encuentra en la cota prevista, el procedimiento estándar consiste en profundizar la excavación hasta localizarlo y, posteriormente, rellenar el sobreexceso con hormigón pobre. Si tras una profundización razonable no se localiza el estrato, se deberá detener el proceso, plantear un nuevo sondeo y revisar el diseño de la cimentación.
Control de cimentaciones profundas: en el caso de cimentaciones por pilotes, se debe verificar el estadillo de excavación y comprobar que el empotramiento de la punta en el estrato resistente cumple con lo especificado en el proyecto.
2.2 Colocación de armaduras y encofrados de soportes
Una ejecución deficiente en esta fase introduce múltiples riesgos: recubrimientos de hormigón insuficientes que exponen las armaduras a la corrosión, longitudes de empalme de las esperas inadecuadas que impiden la transmisión correcta de esfuerzos y comprometen la capacidad estructural, y una estabilidad deficiente del encofrado que puede provocar su deformación o colapso bajo la presión del hormigón fresco.
Procedimiento de verificación
Criterio de aceptación/rechazo
Medición de recubrimientos: Verificar la correcta colocación de separadores para garantizar la distancia entre la armadura y el encofrado.
El recubrimiento debe cumplir estrictamente con las especificaciones del plano. Se debe colocar un número de separadores suficiente para evitar el hundimiento de la malla superior al ser pisada, utilizando pates o soportes equivalentes de hormigón a razón de, al menos, 1 ud/m².
Comprobación de empalmes: Medir la longitud de solape de las esperas de los soportes.
La longitud debe ser igual o superior a la especificada en el proyecto para garantizar la correcta transmisión de esfuerzos.
Apeo y estabilidad del encofrado: Inspeccionar el sistema de apuntalamiento del encofrado de los soportes, incluyendo los puntales inclinados.
El encofrado debe estar perfectamente aplomado y arriostrado para asegurar su estabilidad y planeidad durante el hormigonado.
2.3 Hormigonado de soportes y curado
El principal riesgo durante el hormigonado de elementos esbeltos y verticales, como los soportes, es la segregación del hormigón. Verter el hormigón desde una altura excesiva hace que los áridos gruesos se separen de la pasta de cemento, por lo que el elemento resultante no es homogéneo y tiene una resistencia local inferior a la prevista.
Para controlar este riesgo, es obligatorio utilizar un embudo metálico y una manguera que descienda hasta el fondo del encofrado. El vertido debe realizarse en capas de aproximadamente 30 cm de espesor, vibrando cada una de ellas para garantizar una compactación adecuada y una distribución homogénea de los componentes del hormigón.
Figura 3. Estribo abierto. Imagen: V. Yepes
2.4. Ejecución y compactación del relleno del trasdós (estribos abiertos).
La coordinación y ejecución del relleno en estribos abiertos es un aspecto crítico que a menudo se subestima. Una compactación deficiente del terreno, especialmente en la zona acotada entre los soportes y bajo el futuro cargadero, puede provocar el desmoronamiento del terraplén cuando la estructura entre en servicio y se vea sometida a las cargas dinámicas del tráfico.
El procedimiento de control clave es secuencial: el relleno y la compactación de las tierras del cono de derrame deben realizarse antes de ejecutar el cargadero superior del estribo. Esta secuencia es la única que garantiza el acceso de la maquinaria de compactación a toda la superficie del trasdós, lo que asegura un grado de compactación uniforme y adecuado en la zona más crítica. Es fundamental señalar que, dado que los equipos de movimiento de tierras y los de estructuras suelen gestionar tajos distintos, coordinar esta tarea no siempre es sencillo, pero es imprescindible para garantizar la calidad final del estribo.
Una vez completados y verificados los alzados, la construcción avanza hacia el montaje de la estructura auxiliar que dará forma al tablero: la cimbra y el encofrado.
3. Control de calidad de cimbras y encofrados del tablero.
La cimbra es una estructura temporal, pero su función durante la construcción es absolutamente crítica. Debe soportar el peso total del hormigón fresco del tablero, las armaduras y las sobrecargas de ejecución, y transmitir estas cargas de forma segura al terreno. Si falla durante el hormigonado, las consecuencias son catastróficas. Los dos sistemas más habituales son la cimbra tubular con encofrado de madera, que ofrece un acabado superficial de mayor calidad, y la cimbra industrial con encofrado metálico, que permite un montaje más rápido a costa de un acabado estético inferior.
3.1. Estabilidad y cimentación de la cimbra.
La estabilidad de la cimbra está amenazada por varios riesgos fundamentales que deben ser controlados rigurosamente:
Fallo del terreno de apoyo: Cimentar sobre un terreno con una tensión admisible inferior a la requerida (el mínimo habitual para cimbra tubular es de 1.00 kp/cm²).
Desplome en «castillo de naipes»: Ausencia de arriostramientos longitudinales y transversales que conecten las torres entre sí, impidiendo una respuesta conjunta de la estructura.
Erosión y lavado: Una escorrentía no controlada de aguas torrenciales puede socavar los apoyos de la cimbra y provocar su colapso.
Deslizamiento en taludes: La falta de un escalonamiento adecuado en los terraplenes laterales donde apoyan los vanos de compensación compromete la estabilidad de las torres.
Figura 4. Escalonamiento con pequeños muros de hormigón junto al estribo. Imagen: V. Yepes
Riesgo identificado
Procedimiento de verificación y control
Criterio de aceptación
Fallo del terreno de apoyo
Inspeccionar el terreno y verificar que se ha ejecutado la capa de mejora de 30 cm de grava-cemento. Comprobar la disposición de tableros o zapatas de madera para el reparto de cargas.
El terreno debe cumplir la tensión admisible especificada en el proyecto de cimbra. Las medidas de mejora y reparto deben estar correctamente ejecutadas.
Desplome en «castillo de naipes»
Inspeccionar visualmente la existencia y correcta instalación de las barras de arriostramiento en ambas direcciones, uniendo todas las torres.
Todas las torres deben estar arriostradas conforme al proyecto de cimbra. No se admitirá la ausencia de estos elementos.
Erosión por lluvia
Verificar la ejecución de una zanja de drenaje aguas arriba y una zanja lateral que evacúe el agua de forma controlada.
El sistema de drenaje debe ser funcional y capaz de gestionar la escorrentía previsible.
Deslizamiento en taludes
Comprobar que los terraplenes laterales han sido escalonados y, si es necesario, reforzados con muretes de hormigón.
La ejecución del escalonamiento debe coincidir con los planos del proyecto de cimbra para garantizar un apoyo seguro.
3.2 Nivelación y geometría del encofrado del tablero.
La precisión en la nivelación del encofrado debe ser milimétrica y crítica. Un principio clave del diseño de estas estructuras es el equilibrio de deformaciones, por lo que no se aplica una contraflecha, ya que las flechas producidas por el peso propio y por la acción del pretensado están diseñadas para compensarse entre sí. Por este motivo, la precisión topográfica inicial del encofrado es un factor absolutamente imprescindible, ya que define directamente la rasante final del tablero.
El procedimiento de control topográfico es esencial. Un topógrafo debe nivelar de manera individual cada uno de los husillos de la cimbra, siguiendo las cotas definidas en los planos del proyecto. Este ajuste preciso garantiza que la geometría del tablero, incluidos los peraltes y los acuerdos, se construya con la máxima fidelidad al diseño.
Una vez verificada la geometría y la estabilidad del «molde» (encofrado), el siguiente punto crítico de control es la correcta colocación de su contenido: las armaduras pasivas y activas.
Figura 5. Encofrado del tablero. Imagen: V. Yepes
4. Control de calidad en la colocación de armaduras y aligeramientos.
Las armaduras de una estructura de hormigón pretensado cumplen una función dual: la armadura pasiva gestiona los esfuerzos secundarios de cortante y torsión, mientras que la armadura activa (los cables de pretensado) confiere al puente su capacidad principal para salvar grandes luces de manera eficiente. Cualquier error en la disposición o la cantidad de acero en esta fase compromete de forma directa e irreversible la capacidad portante de la estructura.
4.1 Trazado y sujeción de vainas de pretensado.
El trazado de las vainas de pretensado es un riesgo de primer orden. La armadura activa no es más que una armadura de tracción que debe colocarse donde se producen dichas tracciones: en la parte superior, sobre las pilas, y en la inferior, en el centro del vano. Si su posición vertical (excentricidad) es incorrecta, la fuerza de pretensado no generará el momento flector interno deseado, lo que invalidaría los cálculos del proyecto y comprometería la seguridad y el comportamiento de la estructura.
El protocolo de verificación del trazado de vainas es el siguiente:
Verificación por puntos: Se debe comprobar la cota vertical de todas las vainas en intervalos de 2.00 a 3.00 metros, contrastando las mediciones con los planos de pretensado.
Tolerancia: El trazado en vertical debe ajustarse con una tolerancia máxima de un centímetro, siendo especialmente rigurosos en las secciones críticas sobre pilas y en los centros de vano.
Sujeción: Es imperativo asegurar que las vainas estén firmemente sujetas a los estribos de las almas para evitar su movimiento o desplazamiento durante las operaciones de hormigonado.
Espaciamiento: Se debe verificar que existe un hueco horizontal mínimo de 5-6 cm entre vainas contiguas. Este espacio es crucial para permitir que el hormigón fluya correctamente y envuelva por completo las vainas, evitando la formación de coqueras.
4.2 Sujeción de aligeramientos contra la flotación.
Los aligeramientos de poliestireno expandido, al tener una densidad muy baja, están sometidos a una gran fuerza de flotación cuando se vierte el hormigón fresco. Este riesgo es crítico, por ejemplo, en un tablero con cuatro aligeramientos de 80 cm de diámetro, ya que el empuje de flotación puede alcanzar las 4,83 t/m, una fuerza muy superior al peso de la armadura pasiva que los recubre (aproximadamente 0,72 t/m). Si los aligeramientos no están adecuadamente anclados, flotarán y se desplazarán de su posición teórica, lo que alterará la sección transversal del tablero y constituirá un defecto estructural de difícil y costosa solución.
Figura 6. Aligeramiento puente losa.
Para mitigar este riesgo, deben aplicarse obligatoriamente dos medidas de control combinadas:
Anclaje mecánico: verificar la colocación de un sistema de sujeción robusto. Este sistema puede consistir en barras de acero (por ejemplo, de 12 o 16 mm de diámetro) dispuestas por encima de los aligeramientos y atadas a los cercos de las almas, o bien en flejes metálicos que rodean los aligeramientos y se anclan al fondo del encofrado.
Hormigonado por fases: se debe exigir que el hormigonado del tablero se realice en tres tongadas o capas sucesivas (losa inferior, almas y losa superior). Esta estrategia de vertido es fundamental, ya que el peso del hormigón de cada capa contrarresta de forma progresiva la fuerza ascensional, impidiendo la flotación.
4.3. Control de armado en zonas de alta concentración de esfuerzos.
La riostra sobre los estribos es una de las zonas más críticas de la estructura. Su función es difundir las cargas altamente concentradas de todos los anclajes del pretensado (que pueden sumar miles de toneladas, como las 4548 t del caso de referencia) hacia el resto del tablero. Un armado insuficiente en esta zona puede provocar la rotura de la riostra durante la operación de tesado, lo que supondría un fallo frágil y catastrófico. La gravedad de este riesgo no es teórica: recientemente se ha producido algún caso en España con víctimas mortales y heridos graves.
Como procedimiento de control, se establece una inspección final obligatoria y la emisión de un visto bueno formal por parte de la dirección de obra para la totalidad del armado del tablero antes de autorizar el inicio del hormigonado. Por experiencia, se sabe que las prisas en esta revisión final son la causa principal de la omisión de armaduras de refuerzo críticas. Este control debe ser un «punto de espera» formal y sin prisas en la planificación de la obra.
Una vez que el acero está correctamente posicionado y asegurado, el siguiente paso es hormigonar el tablero, una operación logística de gran envergadura y alta criticidad.
5. Control de calidad en el hormigonado del tablero.
El hormigonado del tablero de un paso superior es una operación logística de alta criticidad. Debe ejecutarse de forma continua, sin juntas de construcción, y conlleva el uso de grandes volúmenes de hormigón (normalmente entre 300 y 700 m³). Este proceso exige una planificación exhaustiva y la implementación de planes de contingencia para evitar cualquier interrupción que pueda afectar a la monoliticidad y a la integridad estructural del elemento.
5.1 Aseguramiento del suministro continuo de hormigón.
El principal riesgo durante esta fase es la interrupción del hormigonado. Cualquier detención prolongada crearía una junta fría que actuaría como un plano de debilidad estructural, algo inaceptable en el tablero de un puente. Los puntos de fallo más probables son una avería en la planta de hormigón o una avería mecánica en la bomba de hormigonado.
Para mitigar este riesgo, es obligatorio disponer de un plan de contingencia robusto:
Doble suministro: Se debe contratar el hormigón con dos plantas de producción independientes o, como alternativa, contratar una planta principal y mantener una segunda planta en servicio de guardia, lista para asumir la producción en caso de fallo de la primera.
Bomba de repuesto: Es imprescindible disponer de una segunda bomba de hormigón en la obra, totalmente operativa y lista para sustituir a la principal de forma inmediata en caso de avería.
Logística de personal: La jornada de hormigonado, que puede extenderse por más de 10 horas, debe ser planificada con personal suficiente para permitir turnos de descanso. Asimismo, el avituallamiento (comida y bebida) debe ser provisto en la propia obra para no interrumpir el ritmo de trabajo.
5.2. Control de calidad del hormigón en fresco y endurecido.
El control de calidad del material es tan importante como la logística de su colocación. Dichos controles deben ser sistemáticos y rigurosos.
Fase de control
Parámetro a controlar
Procedimiento de verificación
Criterio de aceptación/rechazo
Recepción en obra
Trabajabilidad (cono)
Realizar el ensayo del cono de Abrams a todas las cubas antes de su vertido en la bomba.
El cono medido debe estar dentro de la tolerancia especificada (p. ej., para un cono de 12 cm, se acepta ±2 cm). Las cubas fuera de rango deben ser rechazadas y vertidas en un lugar previsto para ello.
Muestreo para ensayo
Resistencia a compresión
Realizar un muestreo estadístico (p. ej., de un tercio de las cubas). De cada amasada controlada, se deben fabricar 6 probetas para su ensayo en laboratorio.
El resultado del ensayo a 28 días debe cumplir o superar la resistencia característica de proyecto (p. ej., HP-35).
Control para tesado
Resistencia temprana
Ensayo a compresión de una serie de probetas a 7 días (o 3 días si se prevé un tesado temprano). Se recomienda curar una serie de estas probetas a pie de puente, en las mismas condiciones ambientales que el tablero, para obtener una medida más representativa de la resistencia real.
La resistencia media obtenida debe alcanzar el valor mínimo especificado en el proyecto para autorizar el tesado (p. ej., 27.5 MPa).
Una vez colocado el hormigón y alcanzada la resistencia necesaria, se pasa a la siguiente fase crítica: el pretensado, que constituye la auténtica prueba de carga de la estructura.
6. Control de calidad en el pretensado del tablero.
La operación de tesado del tablero es extremadamente crítica. En esta fase, la estructura se somete a una de sus situaciones de carga más desfavorables, ya que se aplica la fuerza máxima de pretensado con únicamente el peso propio del tablero actuando. Esta situación pone a prueba los límites de resistencia tanto del hormigón en las zonas de anclaje como del acero de alta resistencia de los tendones.
Figura 7. Anclajes de hormigón postesado. https://www.becosan.com/es/hormigon-pretensado/
6.1 Verificación dual de la fuerza de tesado.
El principal riesgo de esta operación es aplicar una fuerza de pretensado incorrecta, ya sea por exceso o por defecto. Un tesado insuficiente no conferirá a la estructura la capacidad portante para la que fue diseñada, por lo que quedará vulnerable ante las cargas de servicio. Por el contrario, un tesado excesivo puede provocar daños por compresión en el hormigón o incluso la rotura de los propios tendones.
Para garantizar la correcta aplicación de la fuerza, es obligatorio realizar un procedimiento de control dual.
Control de presión: Monitorizar y registrar la presión aplicada al gato hidráulico a través del manómetro de la centralita.
Control de alargamiento: Medir físicamente con una cinta métrica el alargamiento real que experimentan los tendones en cada extremo.
El criterio principal de aceptación es que la media de la desviación entre los alargamientos reales medidos y los alargamientos teóricos calculados en el proyecto debe ser inferior al 5 %. Si se supera este umbral, se debe detener la operación. Hay que informar inmediatamente al proyectista, analizar las posibles causas (por ejemplo, una discrepancia en el módulo de deformación real del acero de las bobinas suministradas) y no proceder hasta haberlas determinado.
6.2 Secuencia de tesado y seguridad operacional.
Una secuencia de tesado incorrecta, por ejemplo, asimétrica, puede inducir esfuerzos parásitos en la estructura que no se tuvieron en cuenta en el cálculo. Además, la operación conlleva un riesgo intrínseco muy elevado debido a las grandes energías almacenadas; la rotura de un anclaje o de un tendón puede tener consecuencias mortales.
Los procedimientos de control que se deben aplicar son:
Secuencia de tesado: Verificar que la operación sigue estrictamente el orden de tesado de los tendones especificado en los planos del proyecto. Generalmente, la secuencia procede desde los tendones centrales hacia los extremos, manteniendo siempre la simetría para no inducir momentos torsores no deseados.
Seguridad: Se prohíbe de forma taxativa la permanencia de personal no esencial en la zona posterior a los anclajes durante la aplicación de la carga.
Tras el tesado y su aprobación, es crucial proteger el acero activo contra la corrosión mediante la inyección de las vainas.
7. Control de calidad en la inyección de vainas.
La inyección de las vainas con mortero cumple dos funciones vitales: en primer lugar, proteger las armaduras activas de alta resistencia contra la corrosión y, en segundo lugar, garantizar la adherencia entre el cable y el hormigón circundante. No se debe subestimar la importancia de esta fase; los fallos por corrosión debidos a una inyección deficiente en el Reino Unido provocaron una moratoria en la construcción de este tipo de puentes, lo que subraya la gravedad de ejecutar incorrectamente este proceso.
7.1. Vaciado completo del aire ocluido.
El principal riesgo durante la inyección es la presencia de aire atrapado en los puntos más altos del recorrido de la vaina. Estas bolsas de aire impiden que el mortero de protección llegue a todas las partes del cable, por lo que quedan secciones del acero expuestas a la humedad y, por tanto, a un alto riesgo de corrosión a largo plazo.
El procedimiento de inyección y purga debe seguirse meticulosamente:
Se inyecta la lechada de mortero por uno de los extremos de la vaina a una presión controlada (alrededor de 5 kp/cm²).
Se espera hasta que la lechada fluya de manera continua por el extremo opuesto, momento en el que dicho extremo se tapa para presurizar la vaina.
A continuación, se abre el primer tubo de purga, que se encuentra en el punto más alto cercano al punto de inyección (normalmente sobre una pila).
Se mantiene el tubo de purga abierto hasta que por él salga un chorro sólido y continuo de inyección, sin burbujas de aire. En ese momento, se cierra herméticamente.
El proceso de purga se repite de forma secuencial para todos los tubos situados en los puntos altos a lo largo del trazado del cable.
Esta operación debe realizarse lo antes posible una vez recibido el visto bueno del tesado, sin posponerla, para minimizar el tiempo que el acero activo permanece desprotegido.
Una vez finalizadas las fases estructurales principales, se procede a ejecutar los elementos de acabado y a verificar el comportamiento final de la estructura mediante la prueba de carga.
8. Control de calidad de los acabados y prueba de carga.
Aunque la integridad estructural del puente ya está asegurada en esta fase, la ejecución de los acabados define su durabilidad y su aspecto final, mientras que la prueba de carga supone la aceptación formal de la obra y demuestra empíricamente que su comportamiento bajo carga es el esperado.
Figura 8. Prueba de carga. https://indaico.es/servicios/pruebas-de-carga
8.1 Ejecución de la prueba de carga.
La prueba de carga, que es obligatoria para puentes con luces superiores a 12 metros, tiene como objetivo someter la estructura a un estado de cargas que genere esfuerzos equivalentes a aproximadamente el 70 % de los producidos por el tren de cargas del proyecto. Supone la verificación final y tangible del trabajo realizado.
Los procedimientos de control para la prueba son los siguientes:
Proyecto de prueba: Se debe exigir un proyecto específico de prueba de carga, preparado por el calculista de la estructura. Este documento debe definir el número de camiones, sus pesos exactos y sus posiciones sobre el tablero para los distintos estados de carga que se van a probar (por ejemplo, el máximo momento flector positivo en el vano central y el máximo momento negativo sobre las pilas).
Medición de deformaciones: Utilizando equipos de precisión, se deben medir los desplazamientos verticales (flechas) en puntos clave del tablero. Las mediciones se toman antes de la carga (lectura de cero), durante la aplicación de la carga (respuesta instantánea) y tras un periodo de estabilización.
Medición de recuperación: Tras la retirada completa de la carga, se mide la flecha remanente para evaluar el comportamiento elástico de la estructura.
Criterios de aceptación: Se deben cumplir dos criterios principales:
La flecha máxima medida debe ser coherente con la calculada teóricamente (la experiencia indica que suele ser en torno al 85 % de la teórica).
La recuperación elástica debe ser superior al 90 % de la flecha máxima medida.
Acta de prueba: Los resultados de la prueba deben formalizarse en un acta oficial que se incorporará al expediente final de la obra como constancia de la correcta ejecución y comportamiento de la estructura.
8.2 Ejecución correcta de la superestructura.
Por último, hay que comprobar los elementos de la superestructura que completan el puente:
Aceras: Es crucial verificar la existencia de las armaduras de conexión (normalmente redondas de 12 a 25) que anclan la acera al tablero. Esta armadura evita que la acera pueda ser arrancada por impactos accidentales de vehículos contra el bordillo.
Estética: Se debe comprobar que los elementos de borde, como barandillas metálicas o parapetos, respetan la estética de la esbeltez del tablero. Se debe evitar el uso de parapetos de hormigón macizo, ya que aumentan visualmente el canto y restan elegancia al diseño. Esto es especialmente relevante si se han utilizado sistemas de cimbra industrial que, como se mencionó, priorizan la velocidad sobre la calidad del acabado superficial y dejan marcas y manchas que deben gestionarse para obtener un resultado final aceptable.
El cumplimiento riguroso y sistemático de todos los puntos de control detallados en este plan es esencial para garantizar la entrega de una estructura segura, duradera y conforme a los más altos estándares de calidad en ingeniería civil.
1. Introducción: La próxima frontera industrial no es lo que esperas.
Hemos oído hablar mucho de la Industria 4.0 y sus fábricas inteligentes, conectadas a través del Internet de las cosas (IoT). Más recientemente, la Industria 5.0 nos ha familiarizado con la idea de una colaboración precisa entre humanos y robots (cobots), en la que la inteligencia humana y la eficiencia de las máquinas trabajan conjuntamente.
Sin embargo, la Industria 6.0 no es simplemente el siguiente paso lógico en esta progresión. Se trata de un salto revolucionario que está a punto de redefinir la esencia de la creación, la inteligencia y la realidad en el mundo de la fabricación. Prepárese para ir más allá de la simple automatización y descubrir un ecosistema industrial que piensa, crea y se regenera por sí mismo.
2. Las cuatro revelaciones más impactantes de la Industria 6.0.
2.1. No es una evolución, es una revolución.
La Industria 6.0 no es una simple actualización de la 5.0. Supone un cambio de paradigma fundamental, que se manifiesta en múltiples dimensiones. Mientras que la Industria 5.0 se centra en la «IA con humanos en el ciclo» para prescribir optimizaciones, la Industria 6.0 introduce la «autonomía de IA generativa que co-crea flujos de trabajo».
Esta distinción es fundamental y se complementa con otros cambios clave:
Alcance de la automatización: pasamos de la colaboración a nivel de tareas individuales con cobots a «redes de cobots con IA generativa (GAI-cobots) que autoorquestan cadenas de suministro enteras». Esto significa que la automatización ya no se limita a un paso en un flujo de trabajo fijo, sino que gestiona de manera dinámica ecosistemas de producción completos.
Paradigma de decisión: la Industria 5.0 se basa en «respuestas reactivas, impulsadas por eventos». En contraste, la Industria 6.0 opera con una «autoadaptación continua y proactiva», anticipándose a los problemas y ajustándose en tiempo real para evitar interrupciones.
Límites del ecosistema: pasamos de las «fábricas inteligentes individuales y aisladas» a los «ecosistemas de metaverso físico-virtuales sin fisuras», que conectan la producción con mundos digitales persistentes.
No se trata solo de proporcionar a los trabajadores herramientas más eficientes, sino de cuestionar los supuestos básicos sobre el funcionamiento de las fábricas y la creación de valor.
«La Industria 6.0 no se limita a añadir nuevas herramientas al marco de la Industria 5.0, sino que cuestiona los supuestos fundamentales sobre cómo se diseñan las fábricas, se toman las decisiones y se genera valor».
2.2. Las fábricas pensarán (y se curarán) por sí mismas.
El concepto de Industria 6.0 va mucho más allá de la automatización tradicional y da paso a fábricas autónomas, adaptativas y autorreparadoras. Se trata de una plataforma industrial diseñada para «crear, sanar e intercambiar recursos en tiempo real».
Esa es la profunda repercusión de la Industria 6.0: un cambio desde el mantenimiento predictivo (una característica de las Industrias 4.0 y 5.0) hacia una autorregulación y regeneración proactivas y autónomas. En lugar de predecir cuándo podría fallar una pieza, el sistema se anticipa, se reconfigura y se cura a sí mismo para evitar el fallo por completo. El resultado es un ecosistema industrial verdaderamente resiliente y adaptable, capaz de anticiparse y ajustarse continuamente en lugar de simplemente responder a los eventos.
2.3. Tu próximo diseñador de productos podría ser una IA generativa.
En la Industria 6.0, la IA generativa (GAI) no es solo una herramienta de optimización, sino un socio creativo. El proceso de diseño se transforma por completo. Por ejemplo, un ingeniero puede describir los objetivos de rendimiento como «una carcasa más ligera, con menor resistencia aerodinámica y menos pasos de ensamblaje». La GAI responde casi de inmediato, produciendo «múltiples geometrías físicamente válidas» para su evaluación.
Así, se invierte el proceso de diseño tradicional, ya que en lugar de que el ser humano cree una geometría específica para que la computadora la pruebe, el ser humano establece metas abstractas y la IA genera múltiples realidades físicas válidas. Este cambio redefine por completo el papel del ser humano. Como describe la investigación, el papel del ser humano pasa de ser un «conserje de datos» a ser un «director creativo». En lugar de sumergirse en el tedioso trabajo de dibujo y borrador, las personas pueden centrarse en la estrategia de alto nivel, ajustando las restricciones y guiando el proceso creativo, mientras la IA se encarga de la iteración y la validación complejas.
2.4. La fabricación se fusionará con mundos virtuales y biológicos.
Quizás el aspecto más sorprendente de la Industria 6.0 sea la sinergia entre las esferas física, digital y biológica. Este nuevo paradigma contempla «metaversos industriales», en los que las fábricas físicas son sustituidas o complementadas por fábricas virtuales. Los clientes pueden explorar diseños y productos funcionales a través de avatares desde la comodidad de sus propios espacios virtuales.
Pero la fusión va aún más lejos al integrarse con «esferas biológicas» a través de la «web emocional» (web 5.0). No se trata de ciencia ficción abstracta, sino de fomentar «conexiones neuronales y emocionales» entre humanos y máquinas. Implica sistemas industriales que no solo se conectan a mundos digitales, sino que también pueden interactuar con los estados biológicos y emocionales de las personas, creando una relación verdaderamente simbiótica. Esta convergencia difumina las líneas entre la realidad, la simulación e incluso la biología en el contexto de la fabricación y representa el aspecto más transformador y visionario de esta nueva era industrial.
3. La Industria 6.0 y el sector de la construcción
La Industria 6.0 está preparada para transformar significativamente el sector de la construcción, conocido como arquitectura, ingeniería y construcción (AEC). Esta nueva fase industrial tiene como objetivo modernizar las operaciones y redefinir los procesos para sincronizarlos con maquinaria, productos y procesos sostenibles y escalables de alta gama.
A continuación, se explica cómo podría afectar la Industria 6.0 a la industria de la construcción.
3.1 Impactos positivos y oportunidades
Diseño y desarrollo de estructuras inteligentes y ecológicas: La Industria 6.0 supone una evolución de los enfoques tradicionales de la Industria 5.0 en el sector de la arquitectura, la ingeniería y la construcción (AEC) para satisfacer la creciente necesidad de infraestructuras creativas y respetuosas con el medio ambiente. Los principios de la Industria 6.0 son un paso importante hacia la sostenibilidad de los edificios inteligentes y están en consonancia con los objetivos medioambientales mundiales.
Mayor eficiencia y longevidad: La Industria 6.0 en la AEC ha mejorado la eficiencia y la longevidad de los procedimientos de construcción modernos mediante el uso de equipos de vanguardia, digitalización avanzada y enfoques respetuosos con el medio ambiente.
Edificios inteligentes y sostenibles: La integración de las tecnologías de la Industria 6.0 hace posible la construcción de edificios inteligentes y ecológicos. Estos edificios utilizan datos de sensores e inteligencia artificial (IA) para ajustar dinámicamente los sistemas de conservación de energía, mejorar la seguridad del edificio y optimizar las operaciones de CVC (calefacción, ventilación y aire acondicionado), lo que conduce a un mejor rendimiento medioambiental y confort del ocupante.
Gestión de la construcción basada en datos: La combinación de IA e Internet de las Cosas (IoT) da lugar a técnicas de gestión de la construcción basadas en datos, lo que aumenta considerablemente la previsibilidad de la construcción y reduce los riesgos.
Reducción de residuos y mejora ambiental: El uso de robótica, impresión 3D e inteligencia artificial en las operaciones de construcción puede reducir los residuos y sus efectos ambientales negativos. La sostenibilidad y la responsabilidad medioambiental son claramente importantes para la industria 6.0, como se observa en programas como las transiciones verdes de la Unión Europea, que se centran en el uso de la inteligencia artificial, la energía renovable y los materiales energéticamente eficientes.
Visualización y colaboración del diseño: La tecnología de Realidad Virtual (RV) y Realidad Aumentada (RA) ha mejorado la visualización del diseño, la colaboración y la inmersión, mejorando los procedimientos de planificación y reduciendo los errores. Esta sinergia permite que arquitectos, algoritmos de IA y robótica trabajen juntos de manera más efectiva.
Enfoque en las cualidades humanas: La Industria 6.0 asistida por AEC se centra en utilizar las cualidades y habilidades humanas que van más allá de lo que los robots pueden hacer; por el contrario, la Industria 5.0 se preocupa más por los sistemas ciberfísicos en las cadenas de suministro. El objetivo principal es potenciar las capacidades humanas para que las personas puedan participar activamente en la toma de decisiones complejas, la creatividad y la resolución de problemas.
3.2 Desafíos a considerar
Dificultades de implantación: A pesar de las ventajas de la Industria 5.0 de la AEC, como el aumento de la participación de las partes interesadas, la automatización, la optimización mediante robótica, las estructuras de decisión basadas en datos y la gestión meticulosa de los recursos, la implementación de los principios de la Industria 6.0 de la AEC presenta dificultades.
Seguridad de los datos: La adopción de estas nuevas tecnologías requerirá una cuidadosa consideración de los desafíos relacionados con la seguridad de los datos.
Mejora de las habilidades laborales: Otra preocupación es la necesidad de mejorar las habilidades de la fuerza de trabajo para poder colaborar con estas nuevas tecnologías.
Dilemas éticos y consecuencias laborales: La Industria 6.0 aún debe superar una serie de obstáculos, como los dilemas morales y las posibles consecuencias laborales derivadas de la automatización.
4. Conclusión: ¿cuál es nuestro lugar en este nuevo universo creativo?
La Industria 6.0 no consiste solo en fábricas más rápidas o robots más inteligentes. Se trata de crear un ecosistema industrial profundamente integrado, autónomo e inteligente que cambia nuestra relación con la tecnología y la creación misma. Desde la IA que actúa como socio de diseño hasta las fábricas que se curan a sí mismas, pasando por la integración de la sostenibilidad como objetivo central a través de «bucles de economía circular en tiempo real», esta revolución reescribe las reglas.
Esto nos lleva a una pregunta poderosa y fundamental sobre nuestro futuro:
Si las fábricas del futuro pueden crear, pensar e incluso sentir, ¿cuál será nuestro nuevo papel en el universo de la creación?
Os dejo un audio que creo os puede resultar de interés para aclarar algunas ideas.
Lo mismo pasa con este vídeo resumen de todos los conceptos anteriores.
La impresión 3D de hormigón (3D Concrete Printing o 3DCP) se ha consolidado como una de las tecnologías emergentes más prometedoras en ingeniería civil. Consiste en fabricar elementos constructivos depositando, capa a capa, una mezcla cementicia diseñada para ser bombeada y extruida, lo que elimina la necesidad de encofrados tradicionales y reduce el consumo de materiales. Este enfoque permite una construcción más eficiente, flexible en sus formas y potencialmente más sostenible.
Propiedades del hormigón fresco: extrusibilidad, constructividad y tiempo abierto
El rendimiento de un hormigón por impresión 3D se evalúa en gran medida por sus propiedades en estado fresco. La extrusibilidad implica que la mezcla pueda fluir de manera continua por el sistema de bombeo y la boquilla sin obstruirse, lo cual se logra mediante un diseño adecuado de la granulometría y la incorporación de aditivos superplastificantes o modificadores de la viscosidad. La constructividad (buildability), por otro lado, se refiere a la capacidad de cada capa depositada para soportar las cargas de las capas sucesivas sin deformarse y está directamente relacionada con la tixotropía y la recuperación estructural de la mezcla. El tiempo abierto (open time) define el tiempo útil de aplicación o periodo de trabajabilidad durante el cual la mezcla mantiene condiciones reológicas adecuadas para la impresión. Este parámetro es crítico en proyectos de mayor escala o en entornos variables.
Adherencia intercapas, anisotropía y parámetros del proceso
Una de las limitaciones clave del hormigón impreso es la baja resistencia en los planos de unión entre capas. La adhesión entre capas depende de factores como el tiempo transcurrido desde su aplicación, la humedad superficial y las condiciones de curado. Los intervalos prolongados o las superficies secas tienden a generar juntas frías que actúan como planos de debilidad. Estudios recientes han propuesto estrategias para mitigar este efecto, como inducir condiciones termo-higrotérmicas durante la deposición, lo que puede aumentar la resistencia de la interfaz hasta en un 78 %. También se está investigando el uso de materiales compuestos especiales, como los cementicios de endurecimiento por deformación (SHCC), como materiales de unión, con los que se logran mejoras significativas en la adherencia y la resistencia a la flexión.
Propiedades mecánicas, durabilidad y microestructura
En estado endurecido, los hormigones impresos presentan resistencias a la compresión y a la flexión comparables a las de los hormigones convencionales, pero con un marcado carácter anisótropo debido a la orientación de las capas y a la presencia de vacíos entre los filamentos. La microestructura interfacial suele presentar una mayor porosidad, lo que influye en las propiedades de durabilidad, como la penetración de cloruros, la carbonatación o la resistencia a los ciclos de hielo y deshielo. Investigaciones recientes han demostrado que tanto el tiempo entre capas como las condiciones de curado influyen notablemente en la durabilidad y pueden afectar a la sorptividad y a la conductividad del ión cloruro.
Estrategias de refuerzo y mejoras funcionales
El hormigón impreso no puede resistir esfuerzos de tracción si no se integra algún tipo de refuerzo. Las estrategias actuales incluyen la incorporación de fibras (plásticas, metálicas o de vidrio) en la propia mezcla, la inserción de mallas de acero o textiles durante el proceso de impresión o el uso de composites reforzados, como el SHCC, entre capas. Los métodos en proceso, como la colocación automatizada de refuerzos textiles durante la impresión, han demostrado mejorar significativamente la ductilidad y la resistencia final de los elementos curvos. Estas soluciones avanzadas buscan superar la principal barrera de la impresión 3D para uso estructural: garantizar la capacidad portante frente a esfuerzos de tracción y flexión.
Sostenibilidad y materiales alternativos
Una de las mayores promesas de la impresión 3D de hormigón es su potencial de sostenibilidad. La eliminación de encofrados reduce los residuos y la energía necesaria y el diseño libre permite optimizar las formas para minimizar el uso de material. No obstante, la reducción real de la huella de carbono depende del uso de adiciones minerales (SCM, supplementary cementitious materials) y de áridos reciclados. Según diversos estudios, es posible incorporar cenizas volantes, escorias y residuos industriales para mejorar la sostenibilidad y reducir el coste. Investigaciones específicas demuestran que el uso de escoria de acero como árido fino es viable y que se pueden alcanzar resistencias comparables a las de las mezclas tradicionales. Asimismo, los diseños de mezclas con altos volúmenes de ceniza volante han demostrado un buen equilibrio entre la imprimibilidad y el rendimiento estructural.
Modelización, normativa y aplicación a escala real
La investigación también avanza en la modelización de los fenómenos que afectan a la impresión. Se han propuesto modelos informáticos que predicen la formación de juntas frías en función de la humedad superficial y del tiempo de deposición. Al mismo tiempo, en conferencias internacionales como Digital Concrete, impulsadas por RILEM, se han establecido procedimientos experimentales para caracterizar las propiedades de las mezclas imprimibles y evaluar la adhesión entre capas. A pesar de ello, todavía no existen normativas consolidadas que permitan el diseño estructural con garantías, por lo que la aplicación en obras reales se limita a proyectos piloto y prototipos. Revisiones recientes señalan que la falta de normas y metodologías de control de calidad es uno de los principales obstáculos para su industrialización.
Retos principales y recomendaciones prácticas
Los principales desafíos de esta tecnología son evidentes. La adherencia entre capas sigue siendo un punto débil que debe mejorarse mediante el control del tiempo de impresión, de la humedad y de los materiales de unión. La variabilidad debida a las condiciones ambientales exige una instrumentación avanzada y el control en tiempo real de los parámetros reológicos. El refuerzo requiere soluciones automatizadas y compatibles con la impresión continua, mientras que la sostenibilidad exige el uso intensivo de subproductos y una evaluación rigurosa del ciclo de vida. Por último, la escalabilidad industrial dependerá de la normalización de las pruebas y de la estandarización de los procesos.
Conclusión
El hormigón por impresión 3D se encuentra en una fase avanzada de desarrollo, con avances significativos en reología, adherencia, refuerzo y sostenibilidad. No obstante, aún es necesario superar retos relacionados con el control de calidad, la normativa y la durabilidad para garantizar su aplicación masiva en obras civiles. Su éxito dependerá de la integración de avances materiales, mecánicos y normativos, así como de la estrecha colaboración entre la universidad, la industria y los organismos de normalización. A corto plazo, la impresión 3D no sustituirá al hormigón convencional, pero sí abrirá un nuevo campo de aplicaciones en prefabricados, prototipos y proyectos singulares de alta eficiencia en materiales.
Os dejo algunos vídeos sobre este tipo de hormigón.
Referencias
Arrêteau, M., Fabien, A., El Haddaji, B., Chateigner, D., Sonebi, M., & Sebaibi, N. (2023). Review of Advances in 3D Printing Technology of Cementitious Materials: Key Printing Parameters and Properties Characterization. Buildings, 13(7), 1828. https://doi.org/10.3390/buildings13071828
Bentz, D. P., Jones, S. Z., Bentz, I. R., & Peltz, M. A. (2019). Towards the Formulation of Robust and Sustainable Cementitious Binders for 3D Additive Construction by Extrusion. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 307–330). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00015-2
Bos, F. P., Wolfs, R. J. M., Ahmed, Z., & Salet, T. A. M. (2016). Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual and Physical Prototyping, 11(3), 209–225. https://doi.org/10.1080/17452759.2016.1209867
Dey, D., Srinivas, D., Panda, B., Suraneni, P., & Sitharam, T. G. (2022). Use of industrial waste materials for 3D printing of sustainable concrete: A review. Journal of Cleaner Production, 340, 130749. https://doi.org/10.1016/j.jclepro.2022.130749
Du, G., Sun, Y., & Qian, Y. (2024). 3D printed strain-hardening cementitious composites (3DP-SHCC) reticulated shell roof inspired by the water spider. Automation in Construction, 167, 105717. https://doi.org/10.1016/j.autcon.2024.105717
Feng, P., Meng, X., Chen, J. F., & Ye, L. (2019). Mechanical Properties of Structures 3D-Printed With Cementitious Powders. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 179–208). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00009-9
Gaudillière, N., Duballet, R., Bouyssou, C., Mallet, A., Roux, P., Zakeri, M., & Dirrenberger, J. (2019). Building Applications Using Lost Formworks Obtained Through Large-Scale Additive Manufacturing of Ultra-High-Performance Concrete. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 37–58). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00003-8
Hambach, M., & Volkmer, D. (2017). Properties of 3D-printed fiber-reinforced Portland cement paste. Cement and Concrete Composites, 79, 62–70. https://doi.org/10.1016/j.cemconcomp.2017.02.001
Irshidat, M., Cabibihan, J.-J., Fadli, F., Al-Ramahi, S., & Saadeh, M. (2025). Waste materials utilization in 3D printable concrete for sustainable construction applications: A review. Emergent Materials, 8(3), 1357–1379. https://doi.org/10.1007/s42247-024-00942-4
Kazemian, A., Yuan, X., Meier, R., & Khoshnevis, B. (2019). Performance-Based Testing of Portland Cement Concrete for Construction-Scale 3D Printing. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 13–36). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00002-6
Khoshnevis, B., Hwang, D., Yao, K.-T., & Yeh, Z. (2006). Mega-scale fabrication by contour crafting. International Journal of Industrial and Systems Engineering, 1(3), 301–320. https://doi.org/10.1504/IJISE.2006.009791
Li, Z., Wang, L., & Ma, G. (2019). Method for the Enhancement of Buildability and Bending Resistance of Three-Dimensional-Printable Tailing Mortar. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 161–178). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00008-7
Li, Z., Wang, L., Ma, G., Sanjayan, J., & Feng, D. (2020). Strength and ductility enhancement of 3D printing structure reinforced by embedding continuous micro-cables. Construction and Building Materials, 264, 120196. https://doi.org/10.1016/j.conbuildmat.2020.120196
Liu, D., Zhang, Z., Zhang, X., & Chen, Z. (2023). A review on 3D printing concrete structures: Mechanical properties, structural forms, optimal design and connection methods. Construction and Building Materials, 405, 133364. https://doi.org/10.1016/j.conbuildmat.2023.133364
Marchment, T., & Sanjayan, J. (2020). Mesh reinforcing method for 3D Concrete Printing. Automation in Construction, 109, 102992. https://doi.org/10.1016/j.autcon.2019.102992
Mechtcherine, V., Buswell, R., Kloft, H., Bos, F. P., Hack, N., Wolfs, R., Sanjayan, J., Nematollahi, B., Ivaniuk, E., & Neef, T. (2021). Integrating reinforcement in digital fabrication with concrete: A review and classification framework. Cement and Concrete Composites, 119, 103964. https://doi.org/10.1016/j.cemconcomp.2021.103964
Nam, Y. J., Hwang, Y. K., Park, J. W., & Lim, Y. M. (2018). Fiber-Reinforced Cementitious Composite Design with Controlled Distribution and Orientation of Fibers Using Three-Dimensional Printing Technology. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 59–76). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00004-X
Nematollahi, B., Xia, M., Vijay, P., & Sanjayan, J. (2019). Properties of Extrusion-Based 3D Printable Geopolymers for Digital Construction Applications. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 369–380). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00018-X
Nerella, V. N., & Mechtcherine, V. (2019). Studying the Printability of Fresh Concrete for Formwork-Free Concrete Onsite 3D Printing Technology (CONPrint3D). In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 333–348). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00016-6
Rehman, A. U., & Kim, J.-H. (2021). 3D concrete printing: A systematic review of rheology, mix designs, mechanical, microstructural, and durability characteristics. Materials, 14(14), 3800. https://doi.org/10.3390/ma14143800
Salet, T. A. M., Ahmed, Z. Y., Bos, F. P., & Laagland, H. L. M. (2018). Design of a 3D printed concrete bridge by testing. Virtual and Physical Prototyping, 13(3), 222–236. https://doi.org/10.1080/17452759.2018.1479528
Sanjayan, J. G., & Nematollahi, B. (2019). 3D Concrete Printing for Construction Applications. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 1–11). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00001-4
Tran, N., Tran, M. V., Tran, P., Nguyen, A. K., & Nguyen, C. Q. (2024). Eco-Friendly 3D-Printed Concrete Using Steel Slag Aggregate: Buildability, Printability and Mechanical Properties. International Journal of Concrete Structures and Materials, 18(66). https://doi.org/10.1186/s40069-024-00705-9
Weng, Y., Li, M., Tan, M. J., & Qian, S. (2019). Design 3D Printing Cementitious Materials Via Fuller Thompson Theory and Marson-Percy Model. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 285–302). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00014-0
Wolfs, R. J. M., Bos, F. P., & Salet, T. A. M. (2019). Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cement and Concrete Research, 119, 132–140. https://doi.org/10.1016/j.cemconres.2019.02.017
Xia, M., Nematollahi, B., & Sanjayan, J. G. (2019). Development of Powder-Based 3D Concrete Printing Using Geopolymers. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 235–244). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00011-7
Zareiyan, B., & Khoshnevis, B. (2017). Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Automation in Construction, 83, 212–221. https://doi.org/10.1016/j.autcon.2017.08.019
Introducción: Más allá de los ladrillos y el cemento.
Cuando pensamos en el sector de la construcción, a menudo lo imaginamos como un sector lento, tradicional y reacio al cambio. Se trata de una imagen de ladrillos, cemento y procesos que parecen haber cambiado poco en las últimas décadas. Sin embargo, bajo la superficie, una revolución silenciosa está cobrando impulso y transformando radicalmente esta percepción.
Esta revolución se conoce como Métodos Modernos de Construcción (MMC). Impulsados por las tecnologías de la Industria 4.0, como la inteligencia artificial y el diseño digital, los MMC están redefiniendo lo que es posible construir, cómo se construye y a qué velocidad. Se trata de un cambio de paradigma que promete edificios más rápidos, económicos y eficientes. Aunque esta revolución pueda parecer novedosa, algunos países ya viven este futuro: en los Países Bajos, el 50 % de las nuevas viviendas se construyen con estos métodos, seguidos de cerca por Suecia y Japón.
Componentes de la Construcción 4.0
Aunque conceptos como «automatización robótica» o «gemelos digitales» suenen a ciencia ficción, las raíces de esta transformación son sorprendentemente antiguas. Sus implicaciones van mucho más allá de la simple eficiencia, ya que apuntan a un futuro en el que los edificios no solo minimizan su impacto ambiental, sino que también lo revierten de forma positiva. A continuación, revelamos los cuatro secretos más impactantes sobre este nuevo paradigma que está transformando nuestro mundo.
Primer secreto: no es una idea nueva, sino una idea antigua que por fin funciona.
Su origen no es del siglo XXI, sino del siglo XVII.
Contrariamente a la creencia popular, la idea de prefabricar edificios no es un concepto moderno. De hecho, sus orígenes se remontan a mucho antes de la era digital. El primer caso registrado de casas prefabricadas data de 1624, cuando se fabricaron en Inglaterra para ser enviadas y ensambladas en Massachusetts.
No se trató de un hecho aislado, sino que la idea reapareció a lo largo de la historia, esperando a que la tecnología se pusiera a su altura. El siglo XX fue testigo de varios intentos clave para descifrar el código.
Las populares «Kit Houses» que la empresa Sears vendía por catálogo en 1908 reducían el tiempo de construcción hasta en un 40%.
El visionario sistema «Maison Dom-ino» de Le Corbusier, de 1914, es un armazón estructural de losas y pilares que sentó las bases de la arquitectura moderna.
Las «American System-Built Houses», diseñadas por Frank Lloyd Wright entre 1911 y 1917, utilizaban un sistema de producción industrializada para los componentes del edificio.
Entonces, ¿por qué esta idea centenaria está despegando ahora con tanta fuerza? La respuesta está en la convergencia tecnológica. El concepto, aunque antiguo, ha encontrado por fin sus catalizadores definitivos. Los avances en inteligencia artificial (IA), la adopción de metodologías colaborativas, como el modelado de información para la construcción (BIM), y un enfoque renovado en la sostenibilidad han creado el ecosistema perfecto para que la prefabricación alcance la precisión, la eficiencia y la sofisticación necesarias para superar a la construcción tradicional.
Segundo secreto: la velocidad es casi increíble (y se demostró en una crisis).
Puede reducir los tiempos de construcción a la mitad.
Uno de los datos más contundentes sobre la eficacia de los MMC es su impacto directo en los plazos y costes de construcción. Las investigaciones han demostrado que los sistemas industrializados y la prefabricación pueden generar ahorros de hasta el 50 % en el tiempo de construcción y del 30 % en los costes.
Esta estadística cobró vida de manera espectacular durante una de las mayores crisis globales recientes. Durante la pandemia de la enfermedad por coronavirus (Covid-19), el mundo fue testigo de la construcción de dos hospitales de emergencia en Wuhan (China) en solo 12 días. Este hito, imposible de alcanzar con métodos tradicionales, demostró el poder de los MMC para responder a las emergencias con una velocidad sin precedentes.
Esta capacidad no solo es crucial en situaciones de crisis. Permite satisfacer la creciente demanda de vivienda de manera más rápida, acelerar el desarrollo de infraestructuras críticas y aumentar drásticamente la eficiencia de un sector que históricamente ha luchado contra los retrasos y los sobrecostes.
Tercer secreto: los edificios más inteligentes no solo son sostenibles, sino «regenerativos».
La sostenibilidad está quedándose obsoleta; el futuro es el diseño regenerativo.
Durante años, la «sostenibilidad» ha sido el objetivo final en la construcción, el santo grial del diseño responsable. Pero ¿y si ya no es suficiente? La vanguardia de la innovación arquitectónica sostiene que la estrategia de «hacer menos daño» está abocada al fracaso. El futuro no solo es sostenible, sino también regenerativo.
Este nuevo paradigma, denominado «diseño regenerativo», no se conforma con minimizar el impacto negativo, un concepto que se resume en el lema «reciclar, reducir y reutilizar». El diseño regenerativo busca generar activamente impactos positivos y adopta un nuevo lema: «restaurar, renovar y reemplazar». Se trata de diseñar edificios que no solo consuman menos, sino que contribuyan a la regeneración de los ecosistemas naturales y humanos que los rodean.
El paradigma actual ya no es suficiente, como señala la investigación:
«Sin embargo, el actual paradigma de la sostenibilidad ya no es suficiente para reducir el impacto medioambiental de la actividad humana».
Los MMC son la herramienta perfecta para hacer realidad este futuro ambicioso. El control preciso de los materiales, la optimización de los procesos desde la fase de diseño y la capacidad de integrar tecnologías innovadoras convierten la construcción industrializada en la plataforma ideal para crear edificios que devuelvan a la naturaleza más de lo que consumen.
Cuarto secreto: su mayor desafío no es construir cosas nuevas, sino arreglar las antiguas.
Su gran potencial oculto radica en la rehabilitación de nuestros edificios existentes.
A pesar de que el enfoque se centra en la nueva construcción, uno de los mayores potenciales de los MMC se encuentra en un área sorprendentemente desatendida: la rehabilitación y modernización (retrofitting) de los edificios existentes. Esta es la diferencia más significativa entre el enfoque científico y la necesidad social identificada por la investigación: la mayoría de los estudios se centran en la obra nueva, pero el mayor impacto climático se consigue mejorando los edificios que ya tenemos.
La importancia de esta tarea es enorme. La industria de la construcción es responsable de aproximadamente el 40 % del consumo final de energía en la Unión Europea. La renovación energética del extenso parque de edificios existentes no es solo una opción, sino una necesidad urgente para cumplir con los objetivos climáticos.
Aquí es donde los MMC pueden cambiar las reglas del juego. Imaginemos la combinación de tecnologías como BIM para crear un mapa digital de un edificio existente, drones para inspeccionar su estado y elementos prefabricados, como paneles de fachada de alto rendimiento, fabricados a medida en una fábrica y ensamblados rápidamente in situ. Este enfoque podría acelerar masivamente la modernización energética de nuestras ciudades, un desafío que hoy parece casi insuperable con los métodos tradicionales.
Conclusión: Rediseñando nuestro mundo.
Los métodos modernos de construcción son mucho más que una simple técnica, ya que suponen un profundo cambio de paradigma. Fusionan una idea con siglos de antigüedad con tecnología de vanguardia para ofrecer soluciones a algunos de los mayores retos de nuestro tiempo: la necesidad de vivienda, la urgencia de la crisis climática y la ineficiencia de las industrias tradicionales.
Hemos visto que sus raíces son más antiguas de lo que imaginamos, que su velocidad puede ser asombrosa, que su objetivo ya no es solo ser sostenible, sino regenerativo y que su próximo gran desafío podría ser la renovación de lo ya construido.
Ahora que sabemos que podemos construir hospitales en 12 días y diseñar edificios que regeneran su entorno, la verdadera pregunta no es qué podemos construir, sino qué queremos construir.
Os dejo a continuación un audio en el que se puede escuchar una conversación sobre este tema, que espero que os resulte interesante y os aporte información valiosa.
Asimismo, en este vídeo podéis ver un resumen de las ideas principales que se tratan en el artículo, el cual os será de utilidad para comprender mejor el contenido.
De vez en cuando, los resultados de los trabajos de investigación de nuestro grupo tienen una gran repercusión. En algunos artículos anteriores podéis ver un ejemplo de la repercusión del proyecto RESILIFE. En este caso, se trata de una entrevista que me realizó Eduard Muñoz para el programa Un día perfecte. Se trata de un espacio donde se abre una puerta a todas aquellas personas con inquietudes culturales y científicas. Mi agradecimiento.
A continuación, os dejo un resumen de la entrevista. Al final del artículo, podréis escucharla completa. Espero que os resulte interesante.
El acceso a una vivienda digna, asequible y sostenible es uno de los grandes desafíos de nuestra era. Ante la escasez, el aumento de los costes y la necesidad de reducir el impacto medioambiental, buscar soluciones se ha convertido en una urgencia global. A menudo, las respuestas más innovadoras no provienen de las oficinas de las grandes constructoras, sino de la investigación académica. En este caso, un equipo de la Universitat Politècnica de València (UPV), dirigido por el investigador Víctor Yepes y la doctoranda Ximena Luque, ha desarrollado una nueva metodología que cambia nuestra forma de entender la construcción. Sus conclusiones, fruto de un riguroso análisis, desafían muchas de nuestras ideas preconcebidas sobre cómo debe ser la casa del futuro.
Olvida la idea del «barracón»: la prefabricación de alta calidad ya está aquí.
En España, la palabra «prefabricado» suele evocar una imagen de baja calidad, de construcciones temporales o «barracones» poco estéticos. Sin embargo, como explica Yepes, esta percepción está completamente desactualizada. Para desmontar este mito, propone una analogía contundente: las autocaravanas de gran lujo o los yates son elementos industrializados y prefabricados que alcanzan un altísimo nivel de acabado y calidad. El principio es el mismo: fabricar componentes en un entorno de fábrica controlado permite un nivel de precisión y de control de calidad difícil de lograr en una obra a la intemperie. Este nuevo enfoque de construcción industrializada no es una solución de segunda categoría, sino una tendencia en auge en los países nórdicos y en ciudades como Londres, que demuestra que la eficiencia de la fabricación en serie puede ir de la mano de la excelencia y el diseño.
La vivienda más eficiente está hecha de acero ligero.
El proyecto de investigación RESILIFE se centró en un caso de estudio en Perú, un país que se enfrenta a dos grandes desafíos en materia de vivienda: la prevalencia de la autoconstrucción de baja calidad y el alto riesgo sísmico. Tras analizar múltiples alternativas, desde los tradicionales muros de ladrillo y hormigón armado hasta paneles prefabricados, el estudio halló la solución óptima para este contexto específico: un sistema industrializado de acero ligero conocido como light steel frame.
Esta solución resultó ser superior por varias razones clave:
Seguridad sísmica: cumple con la estricta normativa de zonas de alto riesgo sísmico.
Eficiencia energética: proporciona un alto rendimiento energético, lo que reduce los costes de mantenimiento a largo plazo.
Estructura liviana: se basa en paneles prefabricados que conforman una estructura muy ligera.
Velocidad de construcción: permite una edificación extraordinariamente rápida, una ventaja crucial en situaciones de emergencia, como demostró China al construir un hospital en 15 días durante la pandemia.
Este caso demuestra que los materiales tradicionales no siempre son la respuesta más inteligente.
«El hormigón y el ladrillo son formas tradicionales de construcción en España, pero no hay que descartar otras posibilidades que, gracias a las nuevas tecnologías de inteligencia artificial, diseño asistido por ordenador, etc., harán que en el futuro sean posiblemente las más rápidas y eficientes».
— Víctor Yepes, investigador del Instituto de Ciencia y Tecnología del Hormigón (ICITECH).
Reducir el coste de construcción no basta para solucionar la crisis de la vivienda.
Los sistemas industrializados, como el de acero ligero, pueden reducir los costes directos de construcción entre un 15 % y un 20 %, lo cual no es una cifra desdeñable. Sin embargo, este ahorro no es la solución mágica a la crisis de asequibilidad, al menos en España. El investigador señala una realidad estructural del mercado inmobiliario español: el suelo SUELE representa más del 50 % del precio final de una vivienda. Por lo tanto, aunque abaratar la construcción es un paso positivo, la solución fundamental para que los precios bajen pasa por otra vía: es necesario poner más suelo público en el mercado para equilibrar la oferta y la demanda.
La clave no es un tipo de casa, sino una «receta» inteligente para construirla.
Aunque la casa de acero ligero en Perú es un resultado interesante, el verdadero avance de esta investigación no es un producto, sino un proceso. El resultado más importante es la creación de una metodología universal y adaptable, un motor capaz de generar la mejor solución para cualquier lugar del mundo. El equipo ha desarrollado una herramienta objetiva e imparcial que, mediante el uso de inteligencia artificial, puede analizar las condiciones locales y determinar la solución constructiva más adecuada.
Esta metodología tiene en cuenta una gran variedad de factores para tomar la decisión más acertada.
Costes locales de energía, electricidad y transporte.
La normativa vigente en la zona.
Disponibilidad de materiales y mano de obra.
Nivel de especialización de los trabajadores locales.
Esto significa que la mejor solución para Perú no tiene por qué serlo para España o el Reino Unido. La verdadera innovación consiste en ofrecer una solución personalizada y optimizada para las circunstancias específicas de cada lugar.
El futuro de la construcción debe ser inteligente, pero también humano.
Este trabajo demuestra que el futuro de la vivienda no depende de aferrarse a un único material, sino de aplicar inteligencia y una visión holística. No obstante, los investigadores advierten contra una solución puramente tecnocrática. Un proceso industrial muy eficiente puede reducir costes, pero si deja de lado a la mano de obra local, simplemente cambia un problema por otro. Por ello, ahora estudian cómo integrar el «factor humano» en su metodología. La casa verdaderamente «inteligente» del futuro también debe tener un impacto social inteligente, equilibrando la eficiencia con el empleo.
El conocimiento para construir mejor ya existe. Como subraya Víctor Yepes, la ciencia y la universidad generan soluciones aplicables a problemas reales. Su llamamiento final es un recordatorio crucial para los responsables políticos y económicos: es hora de escuchar a la investigación y aplicar estos criterios para construir un futuro más sostenible y justo para todos.
Si la ciencia ya nos ofrece las herramientas para construir de forma más inteligente y sostenible, ¿estamos preparados como sociedad para adoptar el cambio?
Os dejo la entrevista completa. Espero que os resulte interesante.
 Introducción: El dilema de la IA en las aulas.
Introducción: El dilema de la IA en las aulas.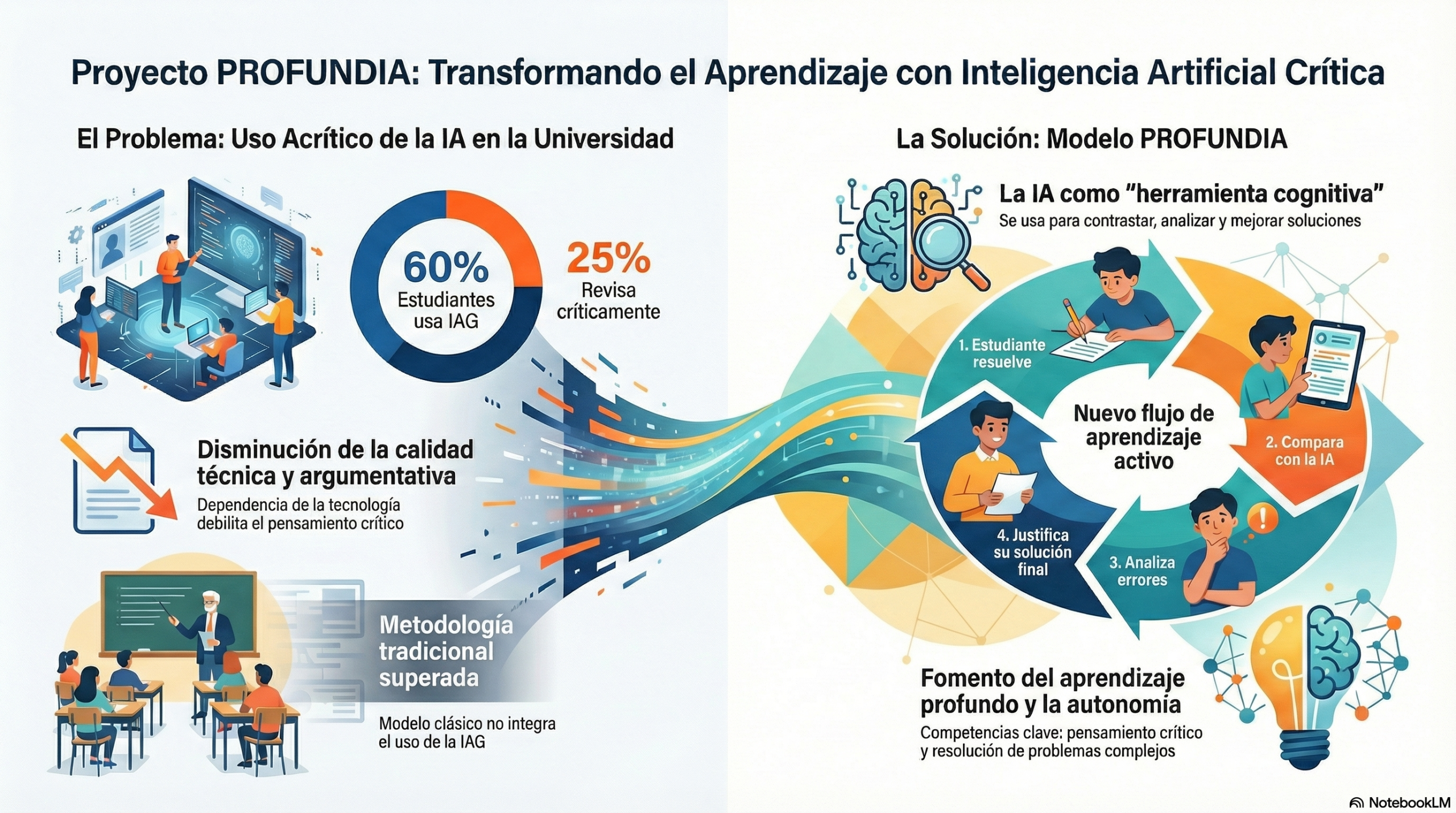
 1. La cruda realidad es que el uso no supervisado de la IA estaba deteriorando el aprendizaje.
1. La cruda realidad es que el uso no supervisado de la IA estaba deteriorando el aprendizaje.