En un artículo anterior definimos la distancia crítica de transporte en un movimiento de tierras como aquella distancia en la que el equipo de cargadoras y camiones está equilibrado. Es decir, ni sobran ni faltan camiones o cargadoras. O dicho de otra forma, es la distancia de transporte en la que no existen esperas en las máquinas. Esta es una distancia teórica, puesto que para calcularla debemos conocer todos los datos de antemano, y estos no son deterministas. Por otra parte, en obra ocurre lo contrario: tenemos una distancia de transporte como dato, pero en este caso se trataría de saber cuántos camiones y cargadoras serían necesarios para que no existiesen demoras. Afortunadamente en obra se puede corregir rápidamente cualquier desfase. En dicho artículo proporcionamos, incluso, una calculadora en línea para que se pudiesen visualizar los cambios.
Aquí lo que presento es un problema resuelto que, espero, os sea de interés. Este problema lo puse en su momento en un examen de Procedimientos de Construcción, en la ETS de Ingeniería de Caminos, Canales y Puertos de Valencia.
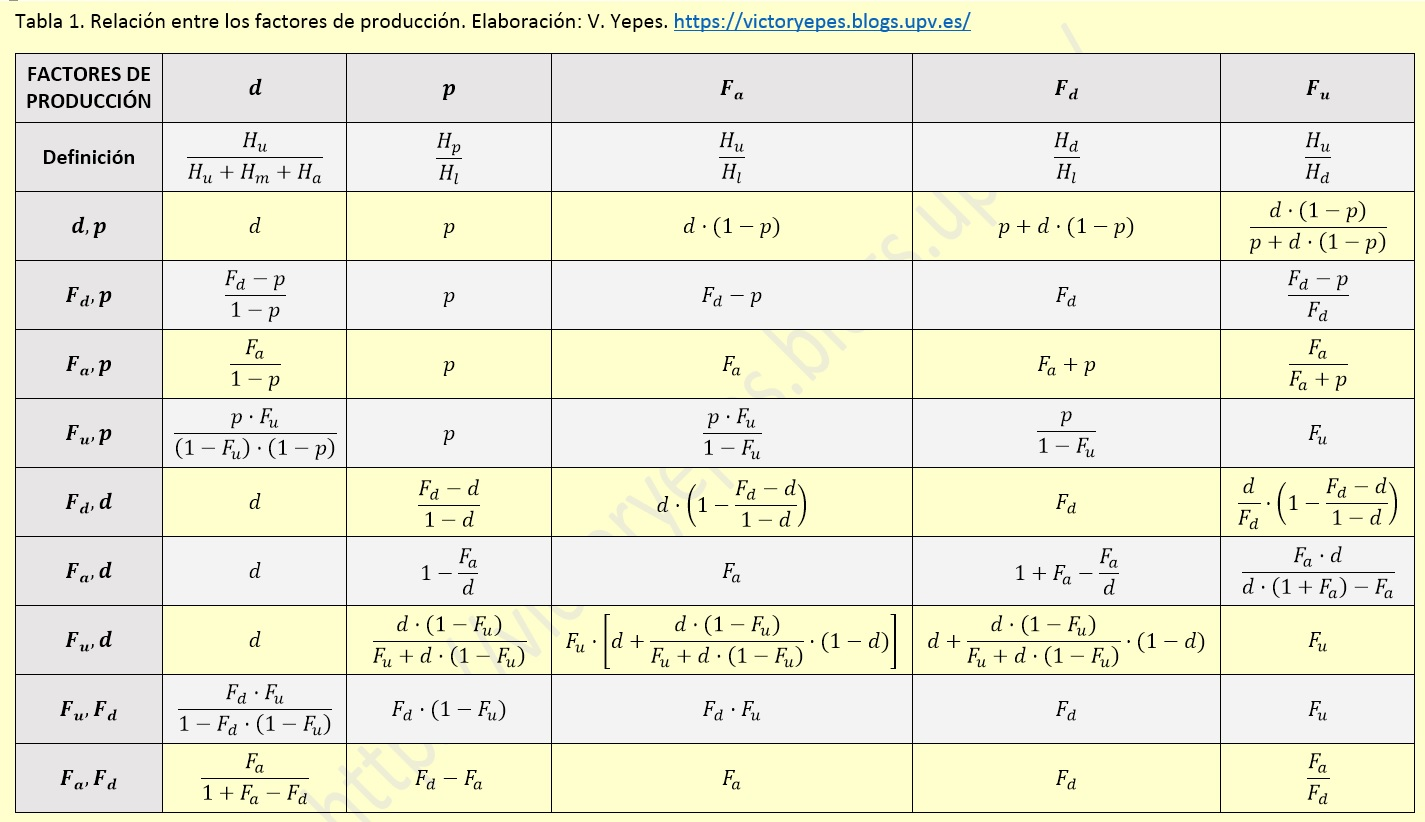
En un artículo anterior se describió cómo se puede determinar la producción de los equipos y cuáles eran los factores de producción. Estos factores eran cinco: factor de disponibilidad, disponibilidad intrínseca, factor de utilización, factor de aprovechamiento e índice de paralizaciones. Estos factores se encuentran relacionados entre sí, de forma que conociendo dos de ellos es posible deducir los otros tres. De esta forma, el número de combinaciones posibles es de 10.
El problema que he detectado en algunos de mis estudiantes es que les cuesta deducir, a partir de las definiciones, las relaciones entre los distintos factores de producción. Es por este motivo por el que he desarrollado la Tabla 1 que indica las definiciones de los factores y cómo a conociendo dos de ellos se pueden deducir los otros tres. Se trata de un ejercicio sencillo que dejo al lector curioso para que lo deduzca.
De esta forma ya sois capaces de resolver algún problema como el siguiente:
De 100 minutos de laborables, una máquina tiene 85 minutos de disponibilidad y 80 minutos de utilización. Determinar: a) los minutos correspondientes a mantenimiento y averías, b) los minutos correspondientes a paradas en el tajo, c) factor de disponibilidad, d) factor de utilización, e) factor de aprovechamiento, f) disponibilidad intrínseca y g) índice de paralizaciones.
Respuestas: a) 15 min; b) 5 min; c) 0,850; d) 0,941; e) 0,800; f) 0,842; g) 0,050
Os dejo también un par de vídeos sobre producción para recordar los conceptos básicos.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
ROJO, J. (2010). Manual de movimiento de tierras a cielo abierto. Fueyo Editores, S.L., Madrid, 926 pp.
En un artículo anterior ya vimos los errores que suelen cometerse en el cálculo de las holguras, especialmente cuando se está trabajando con un diagrama de precedencias. El concepto de holgura se emplea en la planificación para describir la libertad de desplazamiento que, dentro de un cierto intervalo de tiempo, puede tener un suceso o una actividad. También suelen llamarse juegos o tiempos flotantes. En esta entrada vamos a interpretar qué significa cada una de las holguras que existen en una actividad. Esta interpretación es fundamental para el responsable de la tarea, pues debe comprender qué implica el retraso de su actividad en el contexto del proyecto o de la obra que está realizando.
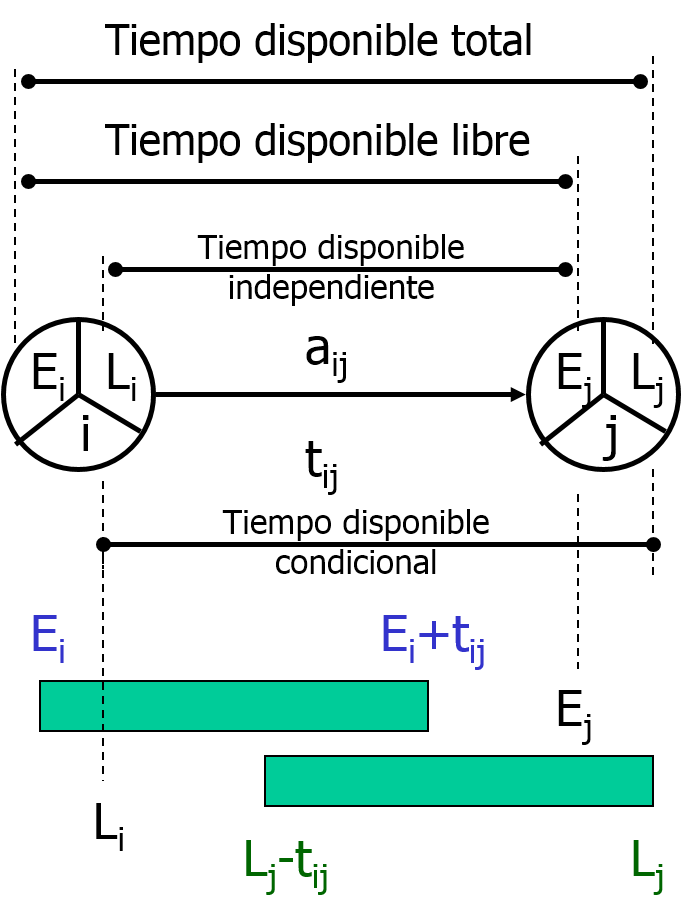
En la Figura 1 se muestra cómo una actividad aij se representa como una flecha orientada desde parte del nodo i y llega al nodo j. A los nodos se les denomina «sucesos» o «acontecimientos«.
Figura 1. Definición de los tiempos disponibles de una actividad
Estos nodos presentan una holgura de suceso o margen de etapa que, en el caso del nodo i, se calcula de la siguiente forma:
En esta expresión, Ei representa la fecha más temprana del acontecimiento i, mientras que Li representa la fecha más tardía.
Con los conceptos anteriores, es fácil demostrar que el margen de etapa en un determinado nudo es igual a la diferencia entre los tiempos «disponible total» y «disponible libre» de cualquier actividad que termine en dicho nudo. En efecto, para una actividad aij, se tiene:
Pues bien, cualquier actividad, como la aij, debe transcurrir entre sus nodos de inicio y de final. Como cada nodo presenta dos fechas, una más temprana y otra más tardía, los nodos de entrada y salida de una actividad dan lugar a cuatro fechas que definen cuatro posibles tiempos disponibles para la actividad (ver Figura 1).
Se define como holgura o margen de una actividad como el tiempo disponible que queda después de descontar la duración de dicha tarea. Como existen cuatro posibles tiempos disponibles, se podrán definir cuatro tipos de holguras para las actividades. Es evidente que si una actividad pertenece a un camino crítico, no tiene holguras.
Recordemos que la fecha más tardía para que la actividad aij pueda empezar, se calcula como Lj – tij. Esta fecha no tiene por qué coincidir con Li, tal y como ya discutimos en un artículo anterior.
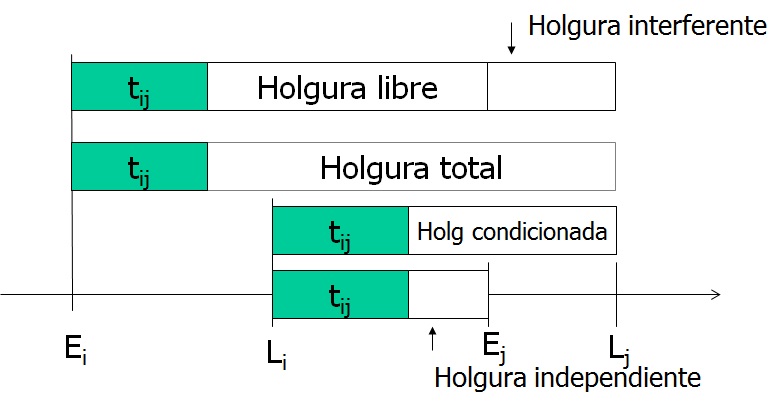
Si dibujamos la actividad aij en un diagrama de barras, podríamos representar la actividad empezando lo antes posible, es decir, en el instante Ei. Otra opción sería dibujar la actividad empezando en el instante más tardío del acontecimiento i (volvemos a recordar que no es la fecha más tardía en que puede empezar la actividad aij). De esta forma, podemos visualizar las holguras que presenta la actividad en la Figura 2. Se puede ver una quinta holgura, que es la holgura interferente, como diferencia entre la holgura total y la holgura libre.
Figura 2. Representación de las holguras de una actividad
Vamos a analizar cada una de estas holguras para poder interpretar lo que significan. Ya os adelanto que las holguras más empleadas son la total y la libre. Pero hay más.
Holgura total
La holgura total se define como la diferencia entre el tiempo disponible total y la duración de la actividad. Es una holgura que es mayor o igual a cero y se calcula de la siguiente forma:
Es el margen en que una actividad puede atrasar su inicio más temprano, su término más temprano o su duración, sin atrasar el término programado del proyecto. Si se consume esta holgura, la actividad y el suceso siguiente se hacen críticos. Este es el valor menos probable de todas las holguras, pues está condicionado al hecho de que la actividad comience en el tiempo más optimista y que la actividad no sufra desviación alguna.
La holgura total pertenece al camino del que forma parte la actividad. Es decir, que dicha holgura se puede consumir completamente en una de las tareas del camino o distribuir el margen entre distintas actividades de dicho camino. Es por ello que a la holgura total también suele llamarse «margen de camino«.
Holgura libre
La holgura libre se define como la diferencia entre el tiempo disponible libre y la duración de la actividad, siendo un valor mayor o igual a cero. Se calcula de la siguiente forma:
Se trata de la cantidad de tiempo en que una actividad puede atrasar su inicio más temprano, su término más temprano o aumentar su duración, sin atrasar el inicio más temprano de sus actividades subsecuentes. Esta holgura es muy importante para el gestor de la actividad, pues si mantengo el retraso dentro de este límite, no afectaré a las actividades que vengan después. Si se consume esta holgura, la red permanece inalterada. Por eso se llama a esta holgura «margen de actividad«.
La holgura total se puede obtener sumando a la holgura libre el margen de la etapa de llegada. En efecto,
Como se puede comprobar, la holgura libre no puede ser mayor a la holgura total. Además, la condición necesaria (pero no suficiente) para que exista es que llegue más de una actividad al nodo de terminación de la actividad que estamos analizando.
Holgura interferente
La holgura interferente se define como la diferencia entre la holgura total y la holgura libre. Se interpreta como la cantidad de tiempo que se puede demorar la terminación de una actividad, sin demorar la terminación del proyecto, pero cuyo uso retrasará el inicio de alguna de las actividades siguientes. La holgura interferente es exactamente el margen de etapa del nodo de llegada de la actividad. Se puede calcular de la siguiente forma:
Cuando se representa en un diagrama de barras una actividad, empezando lo antes posible, si existe holgura total, debe diferenciarse con un trazo vertical qué parte es holgura libre y qué parte es interferente. En la Figura 3 se muestra cómo debe hacerse.
Figura 3. Representación de la holgura total, libre e interferente en un diagrama de barras
Holgura independiente
La holgura independiente es la diferencia entre el tiempo disponible independiente y la duración de la actividad. También se llama «holgura mínima«. Suele ser un valor muy pequeño, incluso negativo. Además, siempre es menor o igual a la holgura libre (Figura 2). Se calcula de la siguiente forma:
Esta holgura es el retraso que puede sufrir una actividad con su inicio demorado al máximo por las actividades precedentes, sin que ese retraso ocasione aplazamientos en el comienzo de cualquier actividad posterior. Al igual que la holgura libre, la independiente no se comparte con ninguna otra actividad.
En la práctica no se suele emplear esta holgura, aunque puede ser útil como parámetro representativo de las condiciones más desfavorables en que puede desarrollarse una actividad.
La holgura independiente se puede calcular como la holgura total menos la suma de los márgenes de las etapas inicial y final de la actividad. También como la diferencia entre la holgura libre y el margen de la etapa inicial de la actividad. Por dicho motivo, la holgura independiente no puede superar a la holgura libre, al igual que la holgura libre no podía ser mayor a la holgura total.
Holgura condicionada
La holgura condicionada, también llamada «holgura intermedia«, es el margen en que una actividad puede atrasar su inicio demorado al máximo por las actividades precedentes, su término más temprano o su duración, sin atrasar el término programado del proyecto. Se puede calcular de la siguiente forma:
Como se puede observar, su interpretación es similar a la holgura total, pero suponiendo que el inicio se ha retrasado al máximo posible por las actividades precedentes.
Si observamos la Figura 2, es fácil deducir que la holgura condicionada es la suma de la holgura independiente y la interferente. O lo que es lo mismo, la holgura condicionada es la holgura independiente, menos la diferencia de la holgura total y la libre.
A modo de ejemplo, vamos a analizar las holguras de la actividad E perteneciente al siguiente proyecto:
Como se puede observar, la actividad E podría empezar, como muy pronto, en la etapa 10, y como muy tarde, en la etapa 15. Asimismo, podría terminar, como muy pronto, en la etapa 15, y como muy tarde, en la etapa 20.
YEPES, V.; MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F.; ALCALÁ, J. (2012). Técnicas de planificación y control de obras. Editorial de la Universitat Politècnica de València. Ref. 189. Valencia, 94 pp. Depósito Legal: V-423-2012.
Las técnicas de programación de proyectos basadas en el cálculo de redes se explican normalmente en los grados de ingeniería civil. Los estudiantes automatizan el cálculo de estas redes de forma sencilla, tanto en el caso de las redes de flechas como en el de las redes de precedencias. Sin embargo, muchas veces no comprenden o les resulta confuso la idea de holgura de un suceso o de una actividad. Incluso en algunos libros de texto confunden los conceptos. Quiero en este artículo aclarar mediante un ejemplo dónde están los problemas asociados al cálculo de las holguras.
Por cierto, podéis repasar en cálculo de una red de flechas o una red de precedencias en alguno de los artículos y vídeos que grabé en su momento. Basta que pulséis el enlace correspondiente.
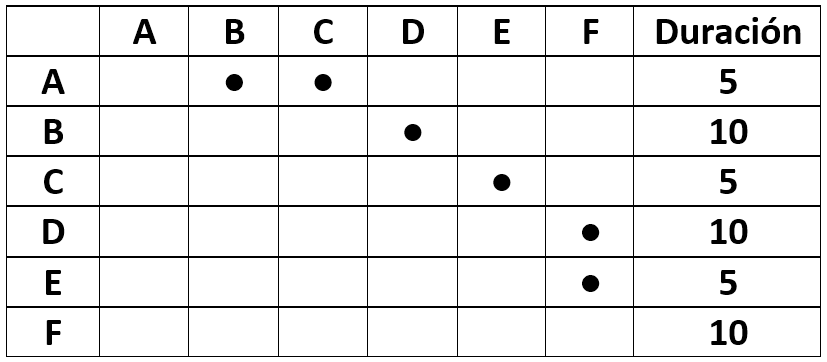
Sea un proyecto compuesto por seis actividades cuyas relaciones de precedencia y duración se muestran en la Tabla 1. En dicha tabla, una actividad situada en una línea precede a la actividad de una columna si la casilla se encuentra marcada. Así, por ejemplo, la actividad A precede tanto a la actividad B como a la C. Para simplificar, las relaciones son final-principio, es decir, la actividad subsecuente no puede iniciarse hasta que se hayan terminado las actividades que le preceden.
Tabla 1. Relación de precedencias entre las actividades.
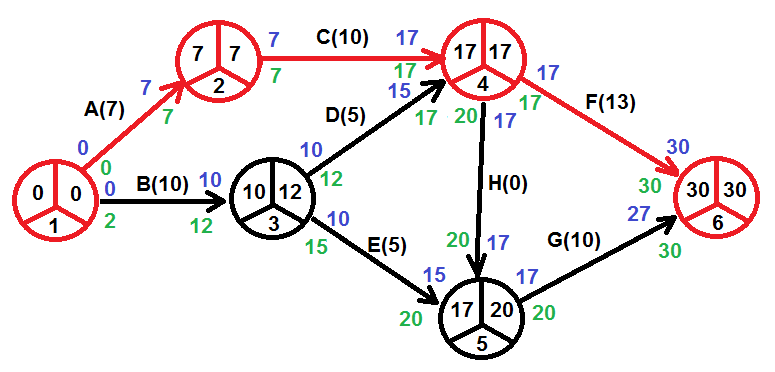
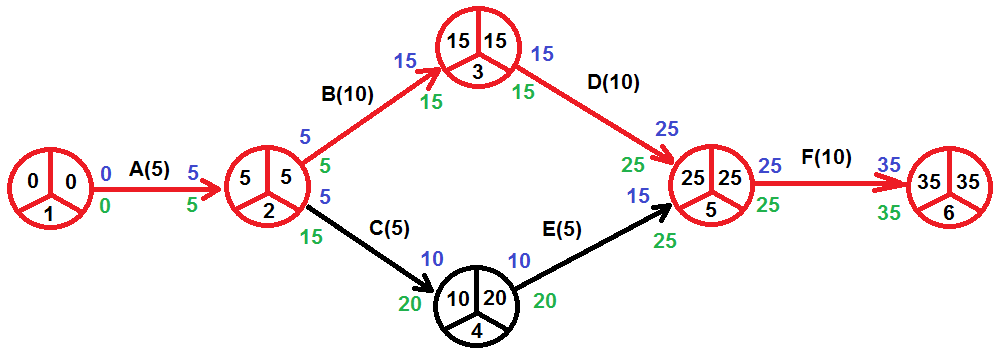
Es fácil representar y calcular el diagrama de flechas correspondiente. Este proyecto tiene un plazo de 35 etapas, siendo el camino crítico el representado por las actividades A, B, D y F (ver Figura 2).
Figura 2. Representación y cálculo del diagrama de flechas
Este mismo proyecto se podría haber calculado usando un diagrama de precedencias, cuya resolución puede verse en la Figura 3. Observe que las fechas más tempranas de inicio de cada actividad tienen un color azul, mientras que las más tardías están en verde. Estas fechas se pueden ver también en la Figura 2.
Figura 3. Representación y cálculo del diagrama de precedencias
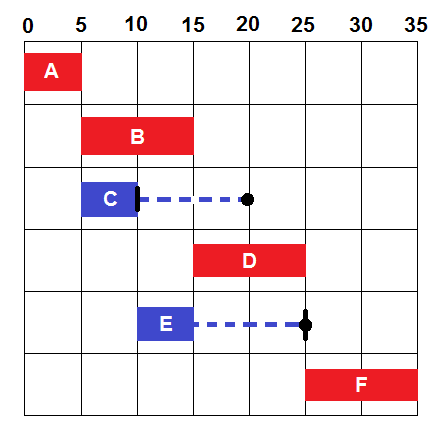
Si representamos el proyecto en un diagrama de barras, se obtiene la Figura 4. Se observa que en este diagrama se ha representado el inicio de cada actividad lo antes posible. Además, se han dibujado la holgura total y libre, separadas ambas por una línea vertical. La actividad C no tiene holgura libre, mientras que en la actividad E, la holgura total y libre coinciden.
Figura 4. Diagrama de barras o de Gantt, con las actividades empezando lo antes posible
Pues veamos ahora dónde están los problemas con las holguras. Previamente, vamos a definir la holgura de una actividad como la diferencia entre el tiempo disponible para realizarla y su duración.
Las holguras se definen en función de los nodos de entrada y salida de la actividad, según se representa en la Figura 5. Existen cinco tipos de holgura: total, libre, independiente, condicional e interferente. Esta última es la diferencia entre la holgura total y la holgura libre.
Figura 5. Definición de los tiempos disponibles de una actividad
El primer error conceptual que se comete es definir las fechas de los nodos de entrada y salida de una actividad como las fechas más tempranas y tardías de inicio o terminación de dicha actividad. Solo Ei y Lj son la fecha más temprana de inicio y la más tardía de finalización de la actividad. Las fechas Li y Ej corresponden a los nodos correspondientes. En efecto, la fecha más tardía de inicio sería Lj -tij; mientras que la fecha más temprana de terminación sería Ei+tij. Se pueden ver ambas fechas en las barras verdes de la Figura 5. Únicamente en el caso de las fechas representadas dentro de la caja de la actividad de un diagrama de precedencias, tenemos las fechas más tempranas y tardías de inicio y terminación de la actividad correspondiente (Figura 6).
Figura 6. Notación y forma de representación de una actividad en un diagrama de precedencias
El segundo error conceptual está en algunos libros cuando dicen lo siguiente «El concepto y cálculo de las holguras usando el diagrama de precedencias en nada difiere del introducido para el diagrama de flechas«. En sí misma, esta frase es correcta. El error viene cuando se confunde el comienzo más tardío de la actividad con Li y el final más temprano de la actividad con Ej.
Es por todo lo anterior que, en el caso del cálculo de la holgura total, no hay ningún problema en su cálculo con el diagrama de flechas o de precedencias. Pero el resto de holguras puede ser erróneo si utilizamos un diagrama de precedencias. Veamos qué ocurre con la actividad C de este proyecto.
Fíjese que el comienzo más tardío de la actividad C sería 15, que es un valor diferente a L2 = 5. En este caso, la terminación más temprana de la actividad C sería 10, que coincide en este caso con E4 = 10.
Conclusión: Si se usa el diagrama de precedencias, hay que tener mucho cuidado en calcular holguras de una actividad, excepto para el caso de la holgura total. En el diagrama de flechas no existe ningún problema. No confundir las fechas de comienzo más tardío y final más temprano de una actividad con los correspondientes a los nodos de entrada y salida de dicha actividad.
Referencias:
YEPES, V.; MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F.; ALCALÁ, J. (2012). Técnicas de planificación y control de obras. Editorial de la Universitat Politècnica de València. Ref. 189. Valencia, 94 pp. Depósito Legal: V-423-2012.
El pasado 9 de mayo de 2022, con motivo de la XXVIII Semana de la Ingeniería Civil y el Medio Ambiente de la Universitat Politècnica de València, tuvimos la ocasión de escuchar la conferencia inaugural impartida por Isaac Moreno Gallo sobre las principales técnicas y logros de la Ingeniería Civil practicada desde la más remota antigüedad.
Para mí fue muy agradable conocer personalmente a Isaac, pues como nos conocemos por redes sociales, tuve la osadía de invitarlo a esta conferencia y le puse en contacto con la Dirección de nuestra Escuela para que pudiese impartirla. Como siempre, la persona es infinitamente más interesante que el perfil en redes sociales o su imagen en documentales. Es lo que tiene la desvirtualización, tan necesaria para la verdadera comunicación entre las personas.
Isaac es de esos personajes especiales, ingeniero técnico de obras públicas e historiador, que es uno de los grandes especialistas en ingeniería romana de nuestro país. Burgalés, pero afincado en Zaragoza, sin duda, es una voz autorizada que pone el grito en el cielo cuando habla del grave deterioro que sufre nuestro patrimonio. Sobre todo por la gran ignorancia que tenemos en este país. Como siempre, la necesidad de las humanidades en nuestras carreras técnicas.
Aunque ya he hecho personalmente, doy de nuevo las gracias a Isaac, ahora de forma pública, por habernos deleitado con su saber. Os recomiendo que lo sigáis en redes sociales o a través de los fabulosos documentales sobre la ingeniería romana de La 2 de RTVE. Por cierto, su blog lo podéis encontrar en la siguiente dirección: https://terraeantiqvae.com/profile/IsaacMorenoGallo
Para los que aún no hayáis visto la serie documental, podéis verla en https://www.rtve.es/play/videos/ingenieria-romana/. En la primera temporada, el acueducto de Nimes, el teatro de Cartagena o los magníficos monumentos de Roma fueron algunos de los monumentos que permitieron comprender los desafíos a los que se enfrentaron los ingenieros romanos. En la segunda temporada, nuevos ocho capítulos: ‘Ciudades I’, ‘Acueductos I’, ‘Ciudades II’, ‘Acueductos II’, ‘Carreteras’, ‘Minería’, ‘Estructuras’ y ‘Levantando un imperio’.
Pero creo que será mejor que escuchemos la charla directamente. En esta conferencia se abordó la ingeniería, que abarca desde el Calcolítico hasta justo antes de la ingeniería romana. Espero que os guste.
Es un honor que la revista Publishers Weekly, en su número de abril del 2022, haya destacado uno de mis libros: Procedimientos de construcción de cimentaciones y estructuras de contención, como uno de los cinco ejemplares imprescindibles dentro de la producción editorial de la Universitat Politècnica de València. El libro tiene 480 páginas, 439 figuras y fotografías, así como 430 cuestiones de autoevaluación resueltas.
Tal y como apunta esta revista, «la revolución incruenta es la marca de agua de quien vislumbra un nuevo mundo y lo hace posible sin efectos colaterales«. En esta revolución se encuentra la editorial de la Universitat Politècnica de València, que en 2010 dio un giro a su producción, dirigida hasta entonces a la formación interna del alumnado, para adentrarse con éxito en la proyección internacional.
Es por este motivo la importancia de destacar uno de mis libros, dentro del gran volumen de libros y revistas editados por esta editorial, que asciende a 1.119, tal y como se recoge en esta publicación.
Os paso la entrevista realizada a la directora de la editorial, Reme Pérez García.
La Universitat Politècnica de València, en colaboración con la empresa Ingeoexpert, ha elaborado un curso online titulado “Gestión de costes y producción de la maquinaria empleada en la construcción”.
El curso, totalmente en línea, se desarrollará en 6 semanas, con un contenido de 75 horas de dedicación del estudiante. Hay plazas limitadas.
Os paso un vídeo explicativo y os doy algo de información tras él.
Este es un curso básico sobre la gestión de los costes y la producción de los equipos y la maquinaria empleados en la construcción, tanto en obras civiles como en obras de edificación. Se trata de un curso que no requiere conocimientos previos especiales y está diseñado para ser útil a un amplio abanico de profesionales, con o sin experiencia, y a estudiantes de cualquier rama de la construcción, ya sea universitaria o de formación profesional. Además, el aprendizaje se ha escalonado para que el estudiante pueda profundizar en aquellos aspectos que le interesen mediante documentación complementaria y enlaces de internet a vídeos, catálogos, etc.
En este curso aprenderás los conceptos básicos sobre la gestión de la producción, la selección económica de los bienes de equipo, los costes de propiedad y operación de la maquinaria, su amortización, la disponibilidad y fiabilidad de los equipos, el mantenimiento y reparación, los parques de maquinaria y la gestión de instalaciones, almacenes e inventarios, el estudio del trabajo y la productividad, las políticas de incentivos, métodos de medición del trabajo y la producción de equipos de máquinas. El curso se centra especialmente en la comprensión de los fundamentos básicos que gobiernan la gestión de los costes y la producción de los equipos, mostrando especial atención a la maquinaria pesada de movimientos de tierras y compactación. Es un curso de espectro amplio que aborda los fundamentos de la ingeniería de la producción. Resulta de especial interés desarrollar el pensamiento crítico del estudiante en relación con la selección de los métodos y técnicas empleados en la gestión de los costes y el rendimiento de la maquinaria en casos concretos. El curso busca llenar el vacío que deja la bibliografía habitual, en la que no se profundiza en el coste y la producción de conjuntos de equipos. Además, el curso está diseñado para que el estudiante pueda ampliar por sí mismo la profundidad de los conocimientos adquiridos en función de su experiencia previa o de sus objetivos personales o de la empresa.
El contenido del curso se organiza en 30 lecciones, cada una de las cuales constituye una secuencia de aprendizaje completa. Además, se entregan 75 problemas resueltos que complementan la teoría estudiada en cada lección. La dedicación aproximada para cada lección se estima en 2-3 horas, en función del interés del estudiante en profundizar en los temas con el material adicional. Al finalizar cada unidad didáctica, el estudiante afronta una batería de preguntas cuyo objetivo fundamental es afianzar los conceptos básicos y provocar la duda o el interés por aspectos del tema abordado. Al final, se han diseñado tres unidades adicionales para afianzar los conocimientos adquiridos mediante el desarrollo de casos prácticos, donde lo importante es cultivar el espíritu crítico y la capacidad para resolver problemas reales. Por último, al finalizar el curso, se realiza una batería de preguntas tipo test cuyo objetivo es conocer el aprovechamiento del estudiante y servir como herramienta de aprendizaje.
El curso está programado para 75 horas de dedicación del estudiante. Se pretende un ritmo moderado, con una dedicación semanal de 10-15 horas, según la profundidad requerida por el estudiante, y una duración total de 6 semanas de aprendizaje.
Objetivos
Al finalizar el curso, los objetivos de aprendizaje básicos son los siguientes:
Comprender la utilidad y las limitaciones de las técnicas actuales para la gestión de costes y producción de los equipos de máquinas empleados para la construcción
Evaluar y seleccionar la maquinaria atendiendo a criterios económicos y técnicos
Conocer la gestión de los sistemas de almacenamiento de materiales en obra y los parques de maquinaria
Aplicar las técnicas de estudios de métodos y medición del trabajo para mejorar la eficiencia de los equipos
Aplicar técnicas de aprendizaje e incentivos a la producción para mejorar la productividad
Programa
– Lección 1. Mecanización de las obras
– Lección 2. Adquisición y renovación de la maquinaria
– Lección 3. La depreciación de los equipos y su vida económica
– Lección 4. Selección de máquinas y equipos
– Lección 5. La estructura del coste
– Lección 6. Costes de propiedad de las máquinas
– Lección 7. Costes de operación de las máquinas
– Lección 8. Fondo horario y disponibilidad de los equipos
– Lección 9. Fiabilidad de los equipos
– Lección 10. Mantenimiento y reparación de los equipos
– Lección 11. Instalación y organización interna de la obra
– Lección 12. Parques de maquinaria y gestión de inventarios
– Lección 13. Constructividad y constructibilidad
– Lección 14. Estudio del trabajo y productividad
– Lección 15. Los incentivos a la productividad en la construcción
– Lección 16. Estudio de métodos
– Lección 17. Medición del trabajo
– Lección 18. La curva de aprendizaje en la construcción
– Lección 19. Ciclo de trabajo y factor de acoplamiento
– Lección 20. Producción de los equipos
– Lección 21. Composición y clasificación de suelos
– Lección 22. Movimiento de tierras y factor de esponjamiento
– Lección 23. Producción de los buldóceres
– Lección 24. Producción de las cargadoras
– Lección 25. Producción de las motoniveladoras
– Lección 26. Producción de las mototraíllas
– Lección 27. Producción de las retroexcavadoras
– Lección 28. Producción de las dragalinas
– Lección 29. Producción de los equipos de acarreo
– Lección 30. Producción de los compactadores
– Supuesto práctico 1.
– Supuesto práctico 2.
– Supuesto práctico 3.
– Batería de preguntas final
Profesorado
Víctor Yepes Piqueras
Doctor Ingeniero de Caminos, Canales y Puertos. Universitat Politècnica de València
Ingeniero de Caminos, Canales y Puertos (1982-1988). Número 1 de la promoción (Sobresaliente Matrícula de Honor). Especialista Universitario en Gestión y Control de la Calidad (2000). Doctor Ingeniero de Caminos, Canales y Puertos, Sobresaliente «cum laude». Catedrático de universidad en el área de ingeniería de la construcción en la Universitat Politècnica de València y profesor, entre otras, de la asignatura Procedimientos de Construcción en los grados de ingeniería civil y de obras públicas. Su experiencia profesional se ha desarrollado como jefe de obra en Dragados y Construcciones S.A. (1989-1992) y en la Generalitat Valenciana, como Director del Área de Infraestructuras e I+D+i (1992-2008). Ha sido director académico del Máster Universitario en Ingeniería del Hormigón (2008-2017), obteniendo, durante su dirección, la acreditación EUR-ACE del título. Profesor visitante en la Pontificia Universidad Católica de Chile. Investigador principal en 5 proyectos de investigación competitivos. Ha publicado más de 160 artículos en revistas indexadas en el JCR. Autor de 10 libros, 22 apuntes docentes y más de 350 comunicaciones en congresos. Ha dirigido 16 tesis doctorales, de las cuales 10 están en marcha. Sus líneas de investigación actuales son las siguientes: (1) optimización sostenible multiobjetivo y análisis del ciclo de vida de estructuras de hormigón, (2) toma de decisiones y evaluación multicriterio de la sostenibilidad social de las infraestructuras y (3) innovación y competitividad de empresas constructoras en sus procesos. Ha recibido el Premio a la Excelencia Docente del Consejo Social, así como el Premio a la Trayectoria Excelente en Investigación y el Premio al Impacto Excelente en Investigación, ambos otorgados por la Universitat Politècnica de València.
Lorena Yepes Bellver
Ingeniera civil, máster en ingeniería de caminos, canales y puertos y máster en ingeniería del hormigón. Universitat Politècnica de València.
Profesora Asociada en el Departamento de Mecánica de los Medios Continuos y Teoría de las Estructuras de la Universitat Politècnica de València. Es ingeniera civil, máster en ingeniería de caminos, canales y puertos y máster en ingeniería del hormigón. Ha trabajado en los últimos años en empresas constructoras y consultoras de ámbito internacional. Aparte de su dedicación docente e investigadora, actualmente se dedica a la consultoría en ingeniería y formación.
En todo proyecto constructivo suele aparecer un anejo que trata del Plan de Obra donde se planifica la duración de cada una de las actividades que se van a desarrollar en una obra. Para ello, además de conocer las mediciones y los rendimientos de los equipos, es necesario establecer el número de días útiles para el trabajo, considerando tanto los datos climáticos como el calendario laboral del lugar.
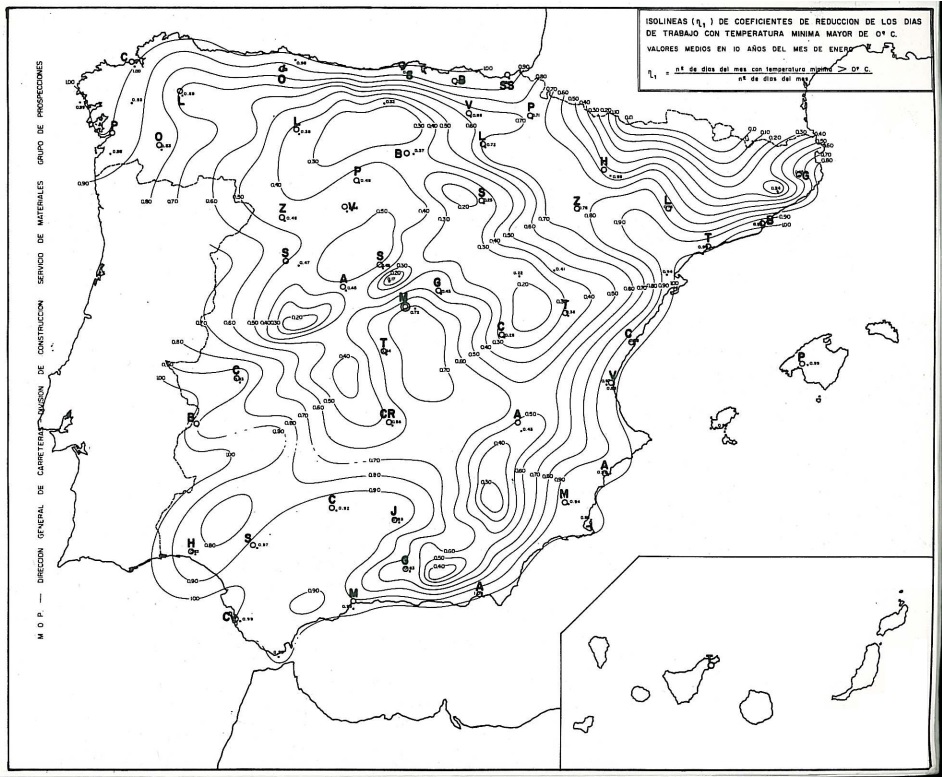
La previsión de los días trabajables en función de la climatología puede estimarse de acuerdo con las recomendaciones de la publicación “Isolíneas de coeficientes de reducción de los días de trabajo”, editada por la División de Construcción de la Dirección General de Carreteras del M.O.P.T., actual Ministerio de Fomento. Los datos climáticos necesarios para su redacción pueden obtenerse de la publicación “Datos climáticos para Carreteras”, editada asimismo por la División de Construcción de la Dirección General de M.O.P.T. (1964). Según este método, para calcular el tiempo disponible en las distintas clases de obra, se establecen coeficientes de reducción aplicables al número de días laborables de cada mes.
No obstante, si se dispone de datos recientes de los regímenes de precipitación y temperatura de estaciones meteorológicas lo suficientemente próximas a las obras, deben utilizarse dichos datos. Se trata de dar un orden de magnitud, pues en la práctica, durante la ejecución de las obras, la evolución del tiempo atmosférico en cada momento resulta impredecible. Sin embargo, con los resultados de este cálculo se podrá elaborar un plan de obra lo más ajustado posible, de modo que se reduzcan las desviaciones de plazo.
En la Figura 3 se muestra cómo los condicionantes climatológicos y los imprevistos influyen en el plazo de la obra. También es necesario conocer el desglose de las actividades, sus mediciones y el rendimiento de los equipos seleccionados.
Figura 3. Condicionantes para determinar el plazo de una obra.
Días aprovechables en la ejecución de las obras
Para estimar el número de días hábiles en la jornada laboral, se analizan los datos climáticos históricos de estaciones meteorológicas cercanas al área de trabajo.
Condiciones límite
Para cada clase de obra, se entiende por día útil de trabajo, en cuanto a la climatología se refiere, el día en que la precipitación y la temperatura del ambiente sean inferior y superior, respectivamente, a los límites que se definen a continuación.
No se consideran las altas del ambiente que impidan la puesta en obra del hormigón, tanto por el número inapreciable de días que se registran como por su caída dentro del microclima de una zona reducida.
Los límites que se presentan a continuación corresponden al método del MOP (1964). No obstante, se deberían adaptar a los condicionantes de las distintas disposiciones técnicas vigentes, así como a lo que el propio proyecto pudiese considerar.
Temperatura límite para la ejecución de unidades bituminosas: Es la temperatura por debajo de la cual no se pueden ejecutar riegos, tratamientos superficiales, por penetración ni mezclas bituminosas. Normalmente, se consideran 10 °C para tratamientos superficiales o de penetración y 5 °C para mezclas bituminosas.
Temperatura límite para la manipulación de materiales húmedos: Se determina en 0 °C la temperatura límite del ambiente para la manipulación de materiales naturales húmedos.
Precipitación límite diaria: Se definen dos valores: 1 mm/día, que limita el trabajo en ciertas unidades sensibles a la lluvia ligera; y 10 mm/día para el resto de los trabajos. Se considera que, con 10 mm de precipitación al día, es necesaria una protección especial para realizar cualquier trabajo.
Coeficientes de reducción por condiciones climáticas durante los trabajos
El número total de días hábiles disponibles para cada tipo de trabajo se calcula multiplicando el número de días laborables del mes por sus respectivos coeficientes reductores. A continuación, se enumeran dichos coeficientes:
Cálculo de los días utilizables para cada clase de obra en la fase constructiva
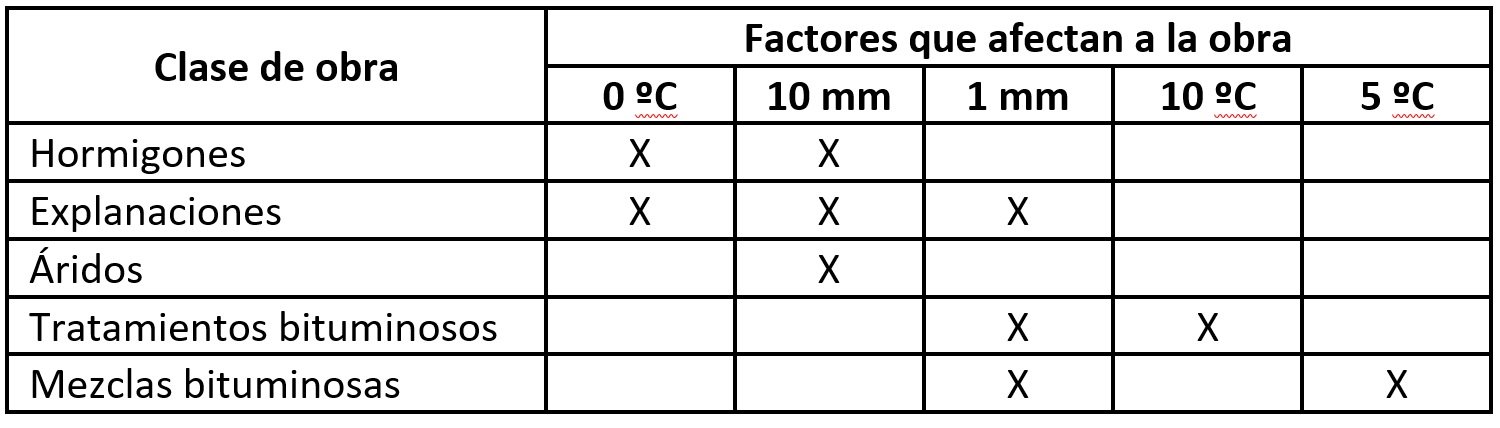
Para obtener los coeficientes de reducción promedio para cada tipo de trabajo y su ubicación, se asocia un factor meteorológico que afecta a la obra, tal y como se representa en la Tabla 1.
Tabla 1. Factores climáticos
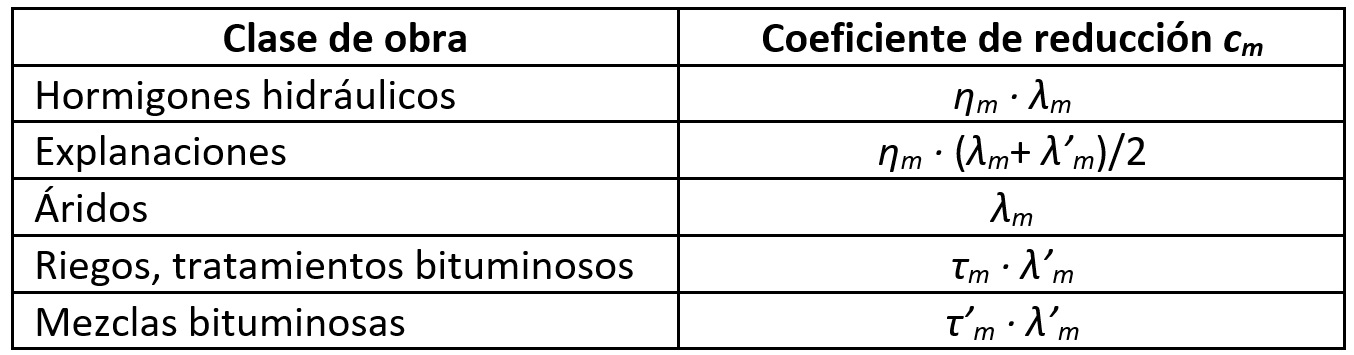
Suponiendo que estos sucesos son independientes entre sí, como el trabajo debe cancelarse cuando se presente una de las condiciones adversas, los coeficientes de reducción se aplican de forma reiterada. La Tabla 2 muestra el coeficiente de reducción de los días laborables por clase de obra.
Tabla 2. Coeficientes reductores
Tras aplicar las fórmulas anteriores, se obtienen los valores correspondientes a cada mes y a cada coeficiente para un determinado lugar y año.
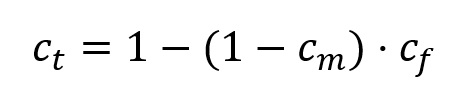
Para determinar los días utilizables netos de cada mes se contemplan dos factores de reducción; uno, el de los días de climatología adversa, cuyo coeficiente de reducción coincide con cm, para cada clase de obra y, otro, el de los días no laborables cf y que dependen de los días festivos que varían según el año, la localidad y los convenios laborales. El coeficiente cf es el cociente entre los días laborables y los días totales del mes correspondiente.
Dado que los días festivos también pueden presentar condiciones meteorológicas adversas, se puede adoptar el criterio propuesto en la publicación de la Dirección General de Carreteras. En ese caso (1-cm) representa la probabilidad de que un día cualquiera del mes presente climatología adversa para dicha clase de obra; y (1-cm)·cf, la probabilidad de que un día laborable presente una climatología adversa.
El coeficiente de reducción total será, por tanto:Para obtener una mayor precisión que la obtenida en el coeficiente de reducción arriba indicado, se podría emplear la fórmula siguiente:que representa la probabilidad de que un día del mes presente climatología favorable (cm) y que sea laborable (cf).
YEPES, V. (2008). Productivity and Performance, in Pellicer, E. et al.: Construction Management. Construction Managers’ Library Leonardo da Vinci: PL/06/B/F/PP/174014. Ed. Warsaw University of Technology, pp. 87-101. ISBN: 83-89780-48-8.
Figura 1. Entendiendo lo que es el plan de calidad de una obra
En el ámbito de la gestión de la calidad siempre se ha llamado «Plan de Calidad» a la aplicación del sistema de calidad de una empresa a un producto determinado. En efecto, según la norma ISO 9000:2015 “Fundamentos y vocabulario”, un plan de calidad es una especificación de los procedimientos y recursos asociados a aplicar, cuándo deben aplicarse y quién tiene que aplicarlos a un objeto específico. Por tanto, una empresa constructora que disponga de un sistema de calidad, desarrollará un plan de calidad que se adapte a cada obra. Si subcontratara una parte, debería el subcontratista tener su propio plan de calidad o bien asumir el de la empresa principal.
Lo habitual es que la empresa certifique su sistema de gestión de la calidad según la norma UNE-EN ISO 9001, pero podría hacerlo bajo cualquier otro modelo. Sin embargo, esta certificación es voluntaria, salvo que el cliente la exija para un contrato determinado. En efecto, la gestión del sistema de calidad se materializa y documenta en un Manual de Calidad, en un Manual de Procedimientos (obligatorios y específicos de la actividad) y en el Plan de Calidad. Es la llamada pirámide documental del sistema de calidad.
De hecho, el Código Estructural exige al constructor en determinados casos la posesión de un sistema certificado conforme a la UNE-EN ISO 9001. Por ejemplo, en el Artículo 22.4 esta exigencia se aplica al caso de un control de ejecución a nivel intenso. También aparece en el Anejo 2 referido al índice de contribución de la estructura a la sostenibilidad. Sin embargo, se deslizan erratas en la redacción como en el Anejo 18 de bases de cálculo, donde se refiere a la norma en la versión del año 2000, cuando la versión vigente es la del 2015.
Pues bien, el Código Estructural, en vez de simplificar los términos y acogerse al vocabulario internacionalmente aceptado, utiliza conceptos similares que resultan confusos. Estamos hablando del plan de obra (cronograma) y el programa (procedimiento) de autocontrol del constructor. He tenido que utilizar los paréntesis para señalar que el plan de obra también se puede llamar cronograma, y que el programa de autocontrol también se llama procedimiento de autocontrol (véase el Artículo 19 Plan y programa de control). De estos términos confusos ya hemos hablado anteriormente en otros artículos. De hecho, no es posible diferenciar si el plan de obra y el programa de autocontrol son dos documentos diferentes o es uno solo. Parece que cada administración pública o gremio en la construcción ha querido redefinir los conceptos sobre la calidad de forma particular. Curioso es el nombre de Plan de Aseguramiento de la Calidad (P.A.C.) de la Dirección General de Carreteras (1995).
El Artículo 17 sobre criterios generales de la calidad de las estructuras indica que el «sistema de aseguramiento de la calidad aplicado al proyecto en sí, se describirá en el denominado procedimiento de autocontrol del constructor«. El Artículo 22.1 sobre control de la ejecución mediante comprobación del control de producción del constructor determina que «el programa de autocontrol contemplará las particularidades concretas de la obra, relativas a medios, procesos y actividades y se desarrollará el seguimiento de la ejecución de manera que permita a la dirección facultativa comprobar la conformidad con las especificaciones del proyecto y lo establecido en el Código. Para ello, los resultados de todas las comprobaciones realizadas serán documentados por el constructor, en los registros de autocontrol«. También añade lo siguiente: «en función del nivel de control de la ejecución, el constructor definirá un sistema de gestión de los acopios suficiente para conseguir la trazabilidad requerida de los productos y elementos que se colocan en la obra«. Además, dicho programa de autocontrol del constructor deberá ser aprobado por la dirección facultativa antes del inicio de las obras. Es decir, que lo que internacionalmente se conoce como «Plan de Calidad» se llama en el Código Estructural «Procedimiento de autocontrol«.
Por tanto, ya que no es posible diferenciar el plan de obra (cronograma) y el programa (procedimiento) de autocontrol del constructor como dos documentos separados, nos referiremos a ellos como plan de calidad de obra, elaborado por el constructor y aprobado por la dirección facultativa.
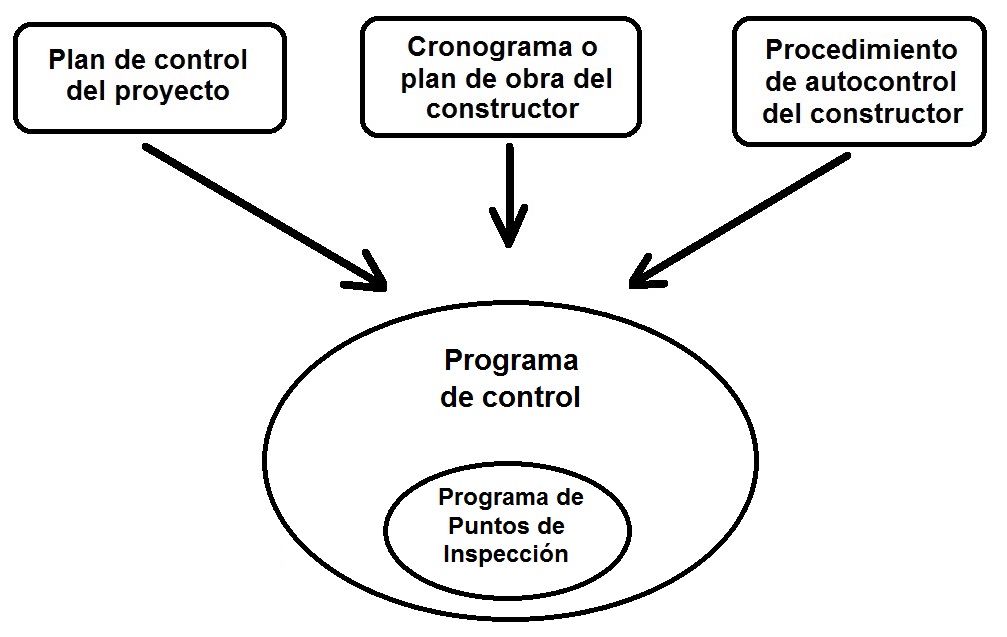
Figura 2. El control de la calidad de la obra según el Código Estructural. Elaboración propia.
Para la redacción del plan de calidad de obra se debe tener en cuenta el Plan de Control, que es un documento del proyecto. Aunque resulta implícito, es evidente que este plan de control del proyecto debe ser coherente con el resto de documentos de dicho proyecto, y en particular, con el Pliego de Prescripciones Técnicas Particulares. Es en el proyecto donde se deben recoger las condiciones del control de recepción de los materiales, las de ejecución de las unidades de obra y las condiciones de aceptación y rechazo. De esta forma, el constructor puede desarrollar dentro de su plan de calidad un Programa de Puntos Críticos de Inspección (PPI) donde se determinan los puntos de parada donde la dirección facultativa realiza el control exterior en la fecha prevista para que no se produzcan retrasos. Es por eso que también se llama cronograma al plan de obra del constructor. El Artículo 22.1 deja al constructor de documentar todas las comprobaciones realizadas en los llamados «registros de autocontrol«, que, evidentemente, se asocian de forma implícita a los PPI.
Sin embargo, el Código Estructural, para liar un poco más este tema, asocia el PPI al llamado «Programa de Control«. El objetivo es que el PPI englobe no solo el autocontrol del constructor sino que aparezcan todos los agentes implicados. Y si fuera poca la confusión, en el Artículo 19 nos dice que en el caso de obras de puentes de carretera, el programa de control puede estar incluido en el llamado «esquema director de la calidad«.
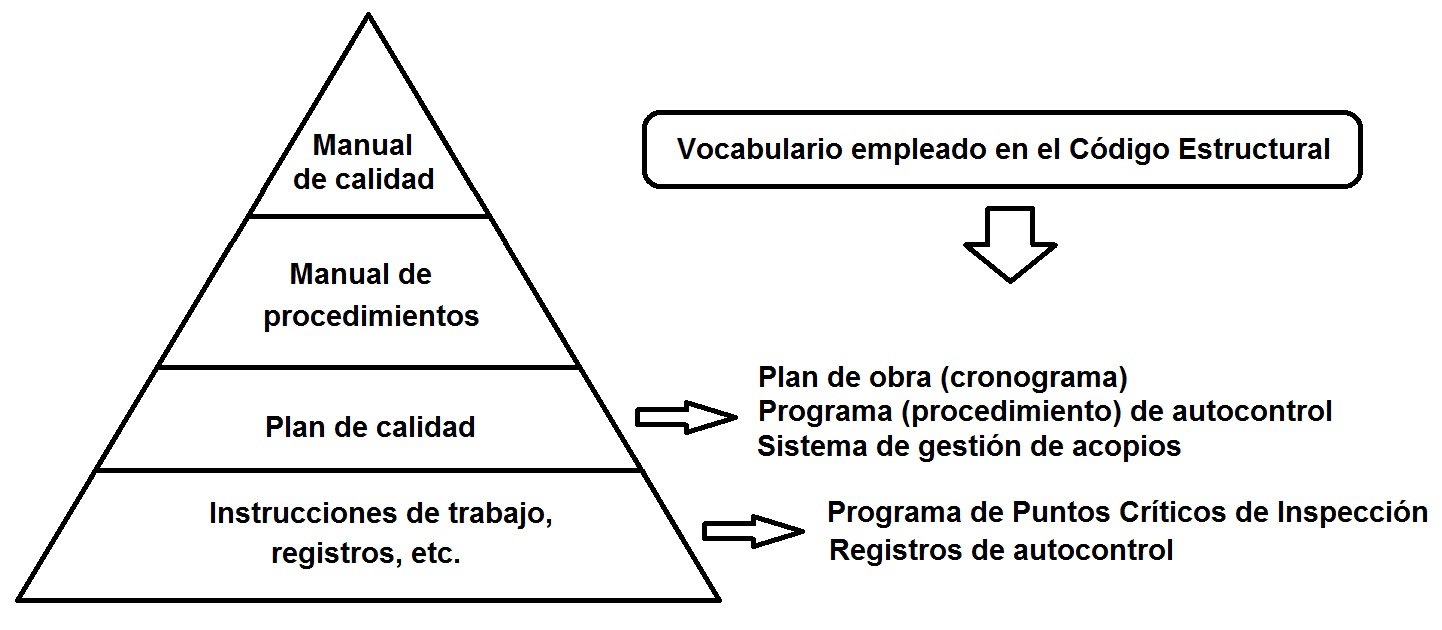
La única forma de entender este galimatías es dar una interpretación simple a lo que el Código Estructural dice. Digamos que el plan de calidad de una obra es un documento que redacta el constructor para adaptar su sistema de gestión de la calidad a lo recogido por el proyecto. Dicho documento recoge las condiciones aceptación de materiales y unidades de obra, para lo cual incluye un PPI asociado al cronograma de la obra para evitar interrupciones y el sistema de gestión de los acopios. Cuando la dirección facultativa aprueba dicho documento, entonces cambia de nombre y se llama, a partir de ese momento, Programa de Control que incluye, como hemos visto, el PPI. Como podéis ver he tenido que simplificar bajo el nombre «plan de calidad de una obra» al «plan de obra (cronograma) y el programa (procedimiento) de autocontrol» del constructor. No solo es simple, sino que utiliza la nomenclatura internacional en el ámbito de la calidad. En la Figura 3 figura la pirámide documental de un sistema de gestión de la calidad de una empresa y las definiciones particulares que emplea el Código Estructural.
Figura 3. Equivalencia entre la nomenclatura internacional sobre calidad y la empleada por el Código Estructural. Elaboración propia.
García Valcarce et al. (2004) indican que un plan de calidad de obra debería incluir las formas de trabajar, los recursos y la secuencia de actividades que tienen que realizarse. Por lo tanto, debería recoger lo siguiente:
Datos generales de la obra (propiedad, proyectista, dirección facultativa, contrato, etc.)
Documentación para la ejecución
Documentación del proyecto
Organigramas nominales de producción y calidad
Partes de obra subcontratadas
Procedimientos de ejecución
Medios de trabajo necesarios, propios o ajenos
Organización y funcionamiento del control interno (PPI y fichas de autocontrol)
Registros de todas las inspecciones y controles
No conformidades detectadas y acciones correctivas aplicadas
El resultado de aplicar el plan de calidad es una serie de documentos que sirven para demostrar la gestión realizada. A modo de ejemplo, se podrían citar los siguientes (García Valcarce et al., 2004): acta de replanteo, certificado final de obra, informes del control de calidad realizado, certificados de calidad de los materiales, resultados de los ensayos de los materiales, certificados parciales del control sobre la calidad de la ejecución, planos definitivos de lo realmente ejecutado, instrucciones de uso y mantenimiento.
Os he grabado un vídeo explicativo que espero resulte de interés.
Os dejo algún vídeo explicativo genérico sobre el plan de calidad de una obra.
Referencias:
DIRECCIÓN GENERAL DE CARRETERAS (1995). Libro de la calidad. Ministerio de Obras Públicas, Transportes y Medio Ambiente, Madrid, 132 pp.
GARCÍA VALCARCE, A.; SÁNCHEZ-OSTIZ, A.; GONZÁLEZ, P.; CONRADI, E.; LÓPEZ, J.A. (2004). Manual de dirección y organización de obras. Editorial Dossat 2000, Madrid, 362 pp.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 1.Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-660. Depósito Legal: V-3150-2001.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 2. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-961. Depósito Legal: V-3151-2001.
Figura 1. https://www.tuv.com/spain/es/inspecci%C3%B3n-de-cubiertas-de-naves-industriales-e-integridad-estructural.html
Uno de los documentos clave en el control de la calidad en la ejecución de las obras es el llamado Programa de Puntos de Inspección (PPI). Se trata de un formato de registro que se emplea en proyectos, obras o actividades formadas por varias tareas y donde se impliquen varias personas o empresas. Sirven para registrar que las actividades se han realizado correctamente.
Este concepto, muy empleado en el ámbito de la gestión de la calidad, tiene un tratamiento específico en el Código Estructural. Sin embargo, solo se habla del PPI de forma explícita en el Capítulo 24 dedicado a la gestión de la calidad de la fabricación y ejecución de las estructuras de acero. Ninguna referencia en artículos previos dedicados a estructuras de hormigón. Es un ejemplo más de cómo se ha elaborado este Código como yuxtaposición de las normativas previas de estructuras de hormigón y acero. En particular, el Artículo 102.1 es el que define el programa de puntos de inspección. Fuera del ámbito normativo, los comentarios del Artículo 63.2 sobre unidades de inspección incluyen qué tipo de operaciones son las que se deben recoger en el PPI. Como curiosidad, señalaremos que estos comentarios indican que “en la página web del Ministerio de Transportes, Movilidad y Agenda Urbana se incluye un enlace donde se puede acceder a unas tablas editables para la elaboración de los Programas de Puntos de Inspección”.El enlace a dichas tablas se puede encontrar aquí: https://www.mitma.gob.es/organos-colegiados/comision-permanente-del-hormigon/cph/programas_puntos_de_inspeccion.
García Valcarce et al. (2004) indican que el PPI tiene como objeto controlar la calidad de la ejecución de las obras. Según estos autores, ese control se basa en el autocontrol. Sin embargo, el actual Código Estructural va más allá. En efecto, el Artículo 102.1 indica que el PPI forma parte del programa de control (Figura 2). Por lo tanto, es un documento que se aprueba por la Dirección Facultativa y cuyas fuentes son tres: el plan de control del proyecto, el plan de obra (cronograma) del constructor y el procedimiento (programa) de autocontrol del constructor. Además, indica este artículo que el PPI reflejará el conjunto de controles, inspecciones y ensayos a realizar en la fabricación y ejecución de la estructura (de acero) por los diferentes agentes de control implicados. Es decir, no se trata únicamente de un documento de autocontrol del constructor, sino de todos los agentes implicados.
Figura 2. Relación del Programa de Puntos de Inspección con el resto de documentos de control, según el Código Estructural. Elaboración propia
Resumiendo lo más importante del PPI en relación con el Código Estructural, diremos que:
Atiende a los controles en la fabricación y en la ejecución de la estructura
Forma parte del programa de control aprobado por la dirección facultativa
Registra los controles, inspecciones y ensayos de los diferentes agentes de control implicados
El Artículo 102.1 indica que el contenido mínimo del PPI será el siguiente:
las unidades de inspección, tanto en taller como en obra,
el tipo de inspección y comprobaciones a realizar,
los procedimientos o normas que regularán la verificación de la conformidad de cada inspección, así como las especificaciones de aceptación,
la ubicación y frecuencia o intensidad de las inspecciones,
la forma de documentación de los resultados,
la designación de la persona responsable de la realización y firma de los diferentes controles o inspecciones,
los puntos de espera o parada a respetar durante el proceso de control, y
cualquier comentario u observación aclaratoria.
Básicamente, un PPI es una tabla o lista de chequeo donde se enumeran las tareas clave del proyecto o actividad que se quiere controlar. Una vez que se ejecuta la tarea, los responsables firman para dejar constancia de que se ha realizado correctamente. Se pueden agrupar las actividades en las siguientes (García Valcarce et al., 2004):
Control de recepción de materiales y productos
Control de ejecución de las unidades de obra
Control de aceptación y rechazo
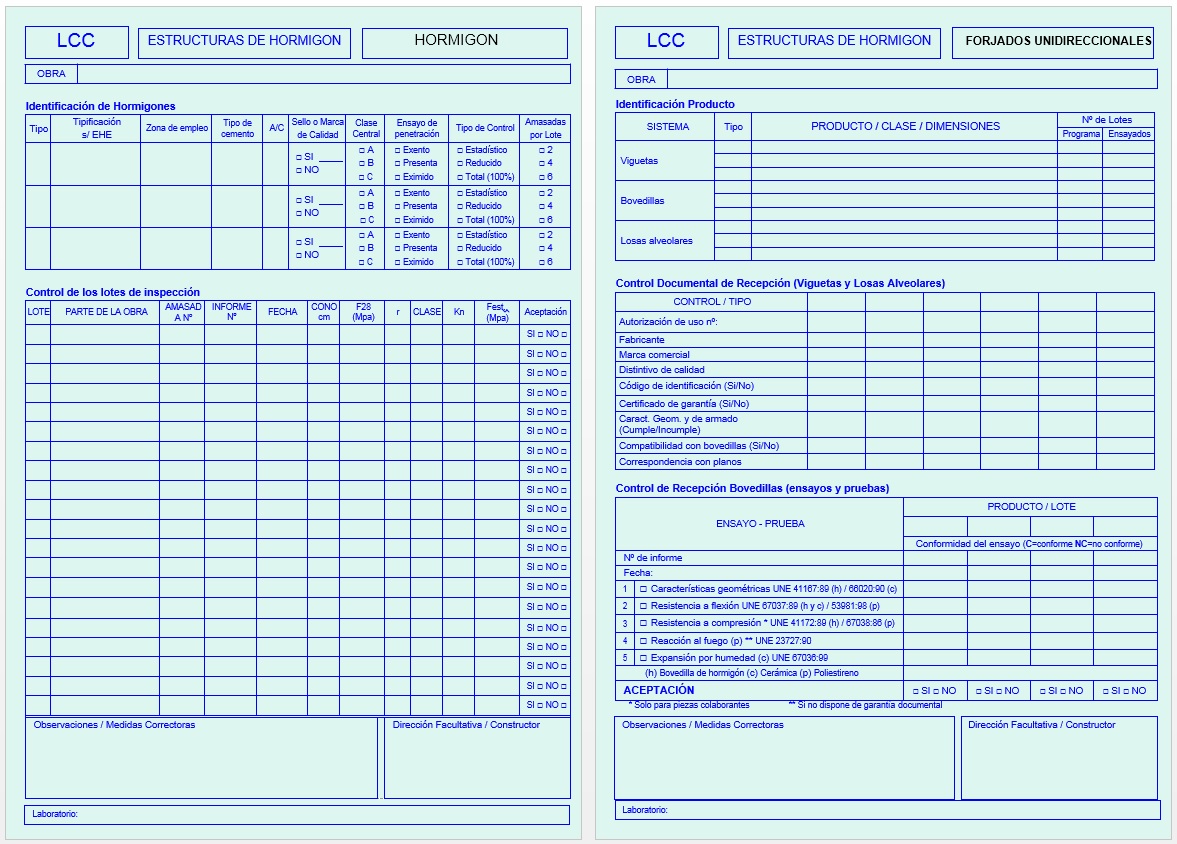
Existen legislaciones autonómicas donde se recoge en un Libro de Control de Calidad (Gobierno Vasco), o el Libro de Gestión de Calidad de Obra (Generalitat Valenciana), aquellos registros de aceptación y resultados de la calidad de las obras de edificación que debe gestionar la dirección facultativa.
Figura 3. Ejemplo de fichas del Libro de Control de Calidad (Gobierno Vasco)
Referencias:
GARCÍA VALCARCE, A.; SÁNCHEZ-OSTIZ, A.; GONZÁLEZ, P.; CONRADI, E.; LÓPEZ, J.A. (2004). Manual de dirección y organización de obras. Editorial Dossat 2000, Madrid, 362 pp.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 1.Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-660. Depósito Legal: V-3150-2001.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 2. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-961. Depósito Legal: V-3151-2001.
 En un artículo anterior definimos la distancia crítica de transporte en un movimiento de tierras como aquella distancia en la que el equipo de cargadoras y camiones está equilibrado. Es decir, ni sobran ni faltan camiones o cargadoras. O dicho de otra forma, es la distancia de transporte en la que no existen esperas en las máquinas. Esta es una distancia teórica, puesto que para calcularla debemos conocer todos los datos de antemano, y estos no son deterministas. Por otra parte, en obra ocurre lo contrario: tenemos una distancia de transporte como dato, pero en este caso se trataría de saber cuántos camiones y cargadoras serían necesarios para que no existiesen demoras. Afortunadamente en obra se puede corregir rápidamente cualquier desfase. En dicho artículo proporcionamos, incluso, una calculadora en línea para que se pudiesen visualizar los cambios.
En un artículo anterior definimos la distancia crítica de transporte en un movimiento de tierras como aquella distancia en la que el equipo de cargadoras y camiones está equilibrado. Es decir, ni sobran ni faltan camiones o cargadoras. O dicho de otra forma, es la distancia de transporte en la que no existen esperas en las máquinas. Esta es una distancia teórica, puesto que para calcularla debemos conocer todos los datos de antemano, y estos no son deterministas. Por otra parte, en obra ocurre lo contrario: tenemos una distancia de transporte como dato, pero en este caso se trataría de saber cuántos camiones y cargadoras serían necesarios para que no existiesen demoras. Afortunadamente en obra se puede corregir rápidamente cualquier desfase. En dicho artículo proporcionamos, incluso, una calculadora en línea para que se pudiesen visualizar los cambios.