En el mundo de la sostenibilidad empresarial, términos como «neutralidad de carbono» y «cero neto» están en todas partes. Sin embargo, existe una gran confusión acerca de su verdadero significado y muchas empresas utilizan estos términos como una potente herramienta de marketing, a menudo sin un respaldo claro ni riguroso. Esta situación ha generado escepticismo y alimentado las acusaciones de greenwashing. Para aportar claridad a este panorama, la Organización Internacional de Normalización (ISO) ha publicado nuevas normas para otorgar rigor y credibilidad a las declaraciones climáticas. En concreto, la norma ISO 14068-1 sustituye y supera la PAS 2060 como punto de referencia anterior y proporciona un marco global más estricto. Este artículo desglosa los aspectos más relevantes de estas nuevas normas (ISO 14068-1 y la futura ISO 14060) de manera fácil de entender.
En el mundo de la sostenibilidad empresarial, términos como «neutralidad de carbono» y «cero neto» están en todas partes. Sin embargo, existe una gran confusión acerca de su verdadero significado y muchas empresas utilizan estos términos como una potente herramienta de marketing, a menudo sin un respaldo claro ni riguroso. Esta situación ha generado escepticismo y alimentado las acusaciones de greenwashing. Para aportar claridad a este panorama, la Organización Internacional de Normalización (ISO) ha publicado nuevas normas para otorgar rigor y credibilidad a las declaraciones climáticas. En concreto, la norma ISO 14068-1 sustituye y supera la PAS 2060 como punto de referencia anterior y proporciona un marco global más estricto. Este artículo desglosa los aspectos más relevantes de estas nuevas normas (ISO 14068-1 y la futura ISO 14060) de manera fácil de entender.

1. La jerarquía es inegociable: primero reducir, luego compensar.
El cambio más fundamental que introduce la norma ISO 14068-1 es el establecimiento de una jerarquía estricta para alcanzar la neutralidad de carbono. Se acabaron los atajos. La norma formaliza un principio de mitigación que prioriza la descarbonización intrínseca sobre las acciones compensatorias. La máxima prioridad y el primer paso obligatorio son la reducción de las emisiones de gases de efecto invernadero (GEI), tanto directas como indirectas, y el aumento de la eliminación de GEI en la propia cadena de valor de la organización.
La compensación de emisiones mediante la compra de créditos de carbono solo está permitida como último recurso y para equilibrar las «emisiones residuales». La norma define estas emisiones de forma muy precisa como «las emisiones de gases de efecto invernadero (GEI) no abatidas que quedan después de aplicar todas las acciones de reducción de emisiones de GEI técnicamente y económicamente viables».
Este punto es crucial, ya que pone fin a una de las prácticas más criticadas: la de que las empresas adquieren créditos baratos para declarar una supuesta neutralidad sin haber descarbonizado sus operaciones. Esto supone un cambio fundamental en la rendición de cuentas corporativa, pues se pasa de preguntar «¿qué podemos comprar para parecer sostenibles?» a «¿qué debemos cambiar fundamentalmente en nuestras operaciones?».
2. «Neutralidad de carbono» y «cero neto» no son sinónimos (y las normas lo saben).
Aunque a menudo se usan indistintamente, los estándares de la ISO los tratan como conceptos complementarios, pero distintos. Esta distinción es clave para entender la estrategia climática de una organización y revela una hoja de ruta de dos velocidades: una para el corto plazo y otra para la transformación a largo plazo.
- La norma ISO 14068-1 (Neutralidad de carbono) aplica a corto plazo, durante el período de un informe específico. Su ámbito de aplicación es amplio, ya que abarca tanto organizaciones como productos y eventos. Permite alcanzar la neutralidad mediante la compensación con créditos de carbono externos (fuera de los límites de la organización) para equilibrar las emisiones no reducidas. Supone un paso intermedio importante, pero no es el destino final.
- La futura ISO 14060 (Cero Neto) se concibe como un plan a largo plazo (por ejemplo, con el objetivo de 2050) y está alineada con el Acuerdo de París. Su ámbito de aplicación es más limitado, ya que se aplica a organizaciones, pero no a productos ni servicios. La diferencia filosófica y estratégica más importante es que, para neutralizar las emisiones residuales, esta futura norma exige dar prioridad a las eliminaciones de carbono realizadas dentro del inventario de gases de efecto invernadero (GEI) de la propia organización, en lugar de depender de compensaciones externas.
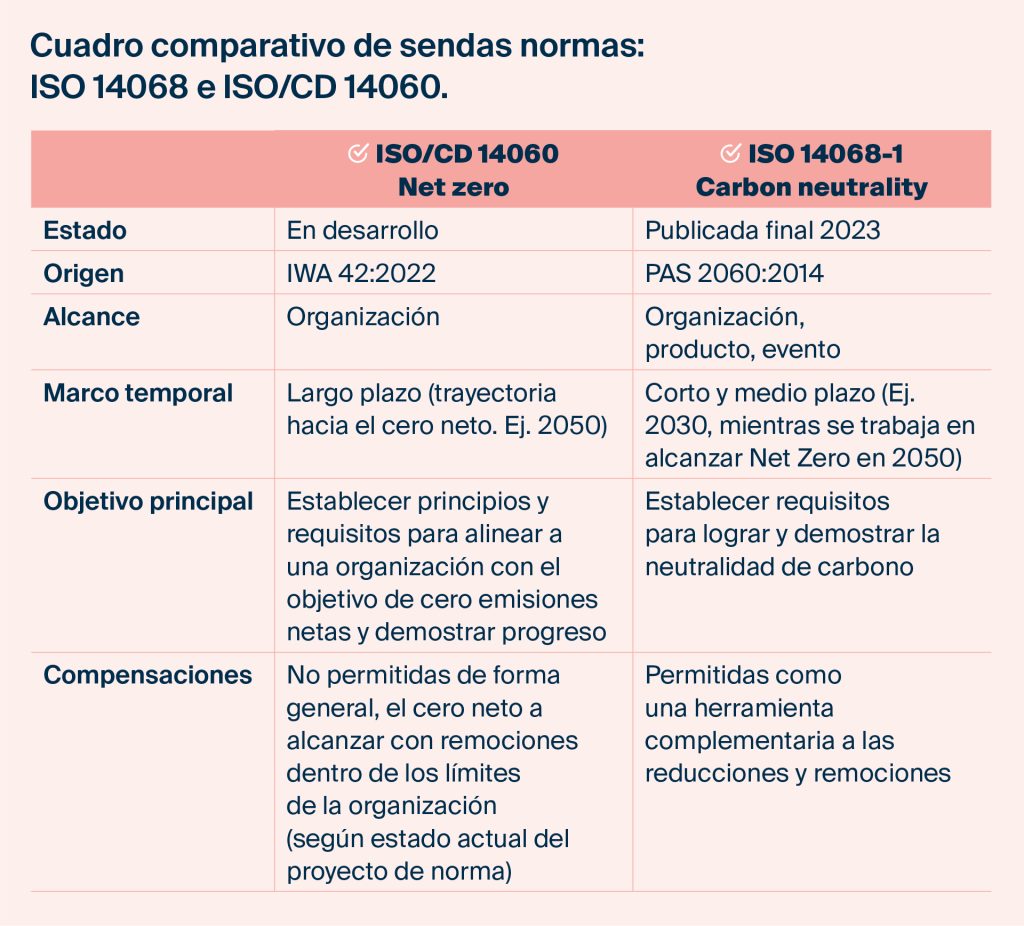
Esta distinción ofrece a las empresas una hoja de ruta más clara y honesta: un objetivo inmediato y verificable (la neutralidad) y una meta final mucho más ambiciosa y transformadora (el cero neto).
3. Se acabaron los créditos de carbono de «dudosa calidad».
Uno de los mayores riesgos de ecoblanqueo proviene del uso de créditos de carbono baratos y de bajo impacto, que no suponen una reducción real de emisiones. La norma ISO 14068-1 aborda este problema de frente, exigiendo que cualquier crédito utilizado sea de «alta calidad».
Para garantizarlo, la norma establece una serie de criterios específicos y verificables:
- Deben cumplir con el criterio de adicionalidad (la reducción de emisiones no habría ocurrido sin el proyecto).
- Deben ser medibles, permanentes y certificados.
- Deben evitar la doble contabilidad (es decir, que el mismo crédito sea reclamado por dos entidades).
- Deben ser ex post, es decir, que correspondan a reducciones o remociones ya ocurridas.
- Su fecha de emisión debe ser inferior a cinco años del inicio del periodo para el que se declara la neutralidad.
El impacto de estos requisitos es profundo: los criterios «ex post» y la antigüedad máxima de cinco años reducirán drásticamente el volumen de créditos aceptables en el mercado. Esto obligará a las empresas a ser más selectivas, aumentará el coste de la compensación creíble y, en consecuencia, incentivará aún más la reducción interna de emisiones.
El objetivo de estos requisitos es claro: la norma proporciona una lista detallada de lo que se entiende por alta calidad con el fin de minimizar el riesgo de lavado de imagen verde y de que las declaraciones puedan verificarse internamente o por terceros.
Con estos requisitos tan estrictos se pretende restaurar la credibilidad de la compensación de carbono y garantizar que, cuando se utilice, sea una herramienta legítima y efectiva.
Conclusión: Hacia una ambición climática verificable.
Estas nuevas normas ISO no son meros tecnicismos. Suponen un cambio de paradigma y son herramientas fundamentales para impulsar la acción climática empresarial. Los principios de ambición y urgencia, centrales en la ISO 14068-1, sientan las bases de todo el marco. La estricta jerarquía (punto 1) y los rigurosos criterios para los créditos (punto 3) materializan el principio de urgencia, exigiendo una acción inmediata y real. Por su parte, la hoja de ruta que distingue entre neutralidad y cero neto (Clave 2) encarna el principio de ambición, ya que establece un camino claro hacia una descarbonización profunda y alineada con la ciencia.
El objetivo final es claro: pasar de las meras declaraciones de marketing a un progreso medible, transparente y verificable. Se pretende que la neutralidad de carbono deje de ser una etiqueta y se convierta en el resultado de una estrategia climática sólida y creíble.
Con estas reglas más claras sobre la mesa, ¿estamos ante el fin de la era del greenwashing y el comienzo de una verdadera carrera hacia la neutralidad climática?
En este audio podemos escuchar una conversación sobre este tema.
En este vídeo se resumen las ideas más importantes sobre la neutralidad de la huella de carbono.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.