Os presento un Manual de Referencia sobre la fabricación y la puesta en obra del hormigón. Este libro ofrece una visión integral de la fabricación y la puesta en obra del hormigón, tanto en el ámbito de la edificación como en el de la ingeniería civil. Aborda los equipos y procesos asociados a la preparación del hormigón —incluidas las centrales de hormigonado—, su transporte, vertido, compactación y curado, así como los hormigones especiales, los pavimentos de hormigón para carreteras y el hormigón pretensado. La principal aportación de la obra es su enfoque constructivo, apoyado en abundante material gráfico —fotografías e ilustraciones— que refuerza y clarifica las explicaciones. El texto se completa con una amplia bibliografía, cuestiones de autoevaluación con sus respuestas y problemas resueltos que facilitan la consolidación de los conceptos fundamentales. Concebido como libro de texto para estudiantes de ingeniería y arquitectura, ofrece una orientación práctica clara para la construcción. Al mismo tiempo, está estructurado como un manual de consulta para profesionales vinculados al proyecto y a la ejecución de obras, complementando los contenidos de otros textos de carácter estructural o geotécnico, habitualmente más centrados en el desarrollo teórico y en el cálculo.
El libro está editado a todo color, con 452 páginas, 214 fotografías y dibujos, así como 200 preguntas tipo test (con sus respuestas) y un total de 19 ejercicios totalmente resueltos.
Víctor Yepes Piqueras. Doctor Ingeniero de Caminos, Canales y Puertos. Catedrático de Universidad del Departamento de Ingeniería de la Construcción y Proyectos de Ingeniería Civil de la Universitat Politècnica de València. Consejero del Sector de Docencia e Investigación del Colegio de Ingenieros de Caminos, Canales y Puertos. Número 1 de su promoción, ha desarrollado su vida profesional en empresas constructoras, en el sector público y en el ámbito universitario. Ha recibido el Premio a la Excelencia Docente del Consejo Social, así como el Premio a la Trayectoria Excelente en Investigación y el Premio al Impacto Excelente en Investigación, ambos otorgados por la Universitat Politècnica de València. Es investigador del Instituto de Ciencia y Tecnología del Hormigón (ICITECH) y profesor visitante en la Pontificia Universidad Católica de Chile. Ha sido director académico del Máster Universitario en Ingeniería del Hormigón (acreditado con el sello EUR-ACE). Imparte docencia en asignaturas de grado y posgrado relacionadas con los procedimientos de construcción y gestión de obras, la calidad e innovación, los modelos predictivos y la optimización en la ingeniería. Sus líneas de investigación actuales se centran en la optimización multiobjetivo, la sostenibilidad y el análisis de ciclo de vida de puentes y estructuras de hormigón.
Referencia:
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
A continuación, os podéis descargar las primeras páginas del libro y su índice:
Erguidos como centinelas de nuestra conectividad, los puentes constituyen la columna vertebral de la civilización moderna. Sin embargo, tras su imponente fisonomía de acero y hormigón se esconde una crisis silenciosa: el envejecimiento de una infraestructura crítica sometida a cargas de tráfico y embates climáticos para los que nunca fue diseñada. Mantener operativas estas arterias ya no es una labor que pueda encomendarse únicamente al martillo de inspección y al ojo humano, sino que requiere una transformación tecnológica.
La conferencia IABMAS 2024, celebrada en Copenhague, se ha convertido en el epicentro de esta transformación. En ella, la ingeniería civil ha dejado de ser una disciplina puramente física para abrazar una narrativa de datos, algoritmos y robótica avanzada, y redefinir el límite entre lo que consideramos una estructura inerte y un sistema inteligente capaz de «comunicar» su estado de salud.
La IA que «escucha» el cansancio de los puentes.
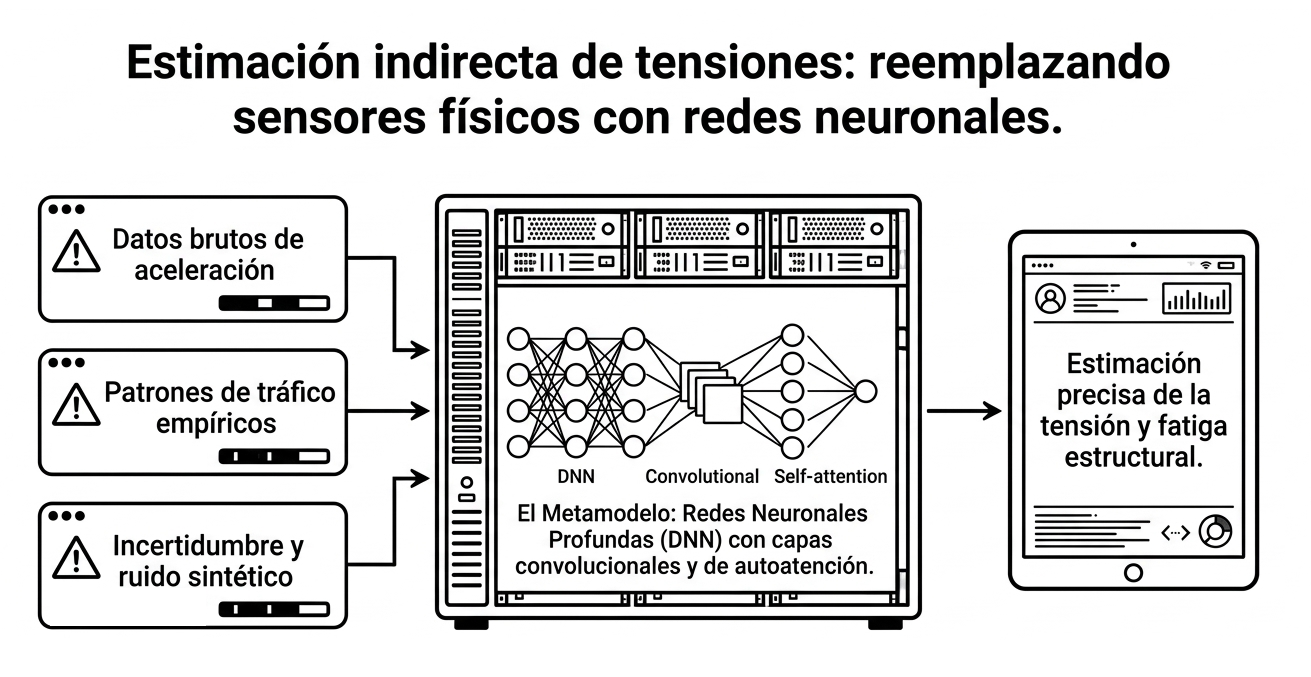
Uno de los hitos más fascinantes presentados por Sadeghi Eshkevari y su equipo es el uso de redes neuronales profundas (DNN, por sus siglas en inglés) para estimar la fatiga estructural. En ingeniería tradicional, la deformación de un material es el «patrón oro» para evaluar su vida útil, pero su medición requiere sensores costosos y difíciles de mantener.
La solución contraintuitiva consiste en la detección indirecta de la deformación mediante IA. Mientras que la aceleración mide la vibración global de la estructura y la deformación mide la alteración interna de la materia, la IA de Eshkevari logra vincular ambas fenomenologías sin contacto físico directo. La clave reside en la arquitectura del modelo, que emplea capas de autoatención (self-attention layers). Estas capas no solo filtran el ruido, sino que también permiten que el algoritmo valore la importancia de distintos puntos de datos a lo largo del tiempo, lo que demuestra una gran robustez frente a las incertidumbres operativas, las fluctuaciones térmicas y las interferencias del tráfico real.
El puente que se negó a caer: lecciones del puente de Vecht.
Para salvar una infraestructura, a veces es necesario comprender su agonía. Los investigadores Ensink, Lantsoght y Hendriks llevaron a cabo un experimento de colapso controlado en el puente Vecht, una estructura de 1962 en los Países Bajos del tipo «viga en T» (post-tensioned concrete slab-between-girder).
El resultado supuso un jarro de agua fría para los modelos teóricos conservadores, ya que el puente demostró tener una capacidad de carga drásticamente superior a la calculada. ¿La razón? Mecanismos de resistencia «ocultos», como la acción de membrana compresiva (compressive membrane action), un fenómeno en el que la geometría de la estructura genera fuerzas internas de compresión que refuerzan el sistema desde el interior. Según los autores:
«Se espera que estos resultados experimentales sirvan de base para desarrollar mejores métodos de evaluación de puentes de vigas y losas en todo el mundo».
Este hallazgo es trascendental, ya que nos permite evitar la demolición innecesaria de puentes que, sobre el papel, deberían haber fallado, pero que, en la práctica, poseen reservas de seguridad insospechadas.
Digitalización frente a sostenibilidad: una distinción necesaria.
En la euforia de la transformación digital, tendemos a confundir los medios con los fines. El profesor Joan Ramon Casas (2026) propone una distinción intelectualmente rigurosa: la sostenibilidad es una necesidad social, mientras que la digitalización es solo una herramienta.
Un sistema de gestión de puentes (BMS, por sus siglas en inglés) no es, por sí solo, sostenible por ser digital. La sostenibilidad real exige optimizar el ciclo de vida y reducir la huella de carbono, algo que solo puede lograr la tecnología, guiada por el discernimiento. Casas enfatiza que la idea de un sistema totalmente automatizado es peligrosa, ya que la clave está en el binomio técnico-humano.
«Una mezcla armoniosa de la tecnología proporcionada por la herramienta (digitalización) y el juicio humano, aportado por la educación y la experiencia en el campo de los puentes (bagaje profesional), es esencial».
Inspección robótica: más allá del ojo humano.
La inspección de puentes está dejando atrás la subjetividad del ojo humano para entrar en la era de la precisión quirúrgica. Los equipos de Alqurashi y de Wang han presentado avances disruptivos mediante vehículos terrestres no tripulados (UGV), pero con enfoques complementarios que marcarán el futuro de la gestión.
Tomografía por ultrasonido y termografía: Alqurashi utiliza la termografía infrarroja para realizar escaneos rápidos a gran escala e identificar regiones «sospechosas» que luego se analizan mediante tomografía por ultrasonido para determinar con precisión la profundidad de las delaminaciones y los desprendimientos (spalling).
Mapeo 3D basado en LiDAR: Wang aborda el desafío que plantean las vigas de cajón de sección variable. Su sistema utiliza LiDAR para la navegación autónoma y la planificación de tareas en entornos en los que la oclusión de las señales hace que la inspección humana resulte casi imposible.
La IA procesa estos datos en tiempo real, localizando defectos con coordenadas globales precisas y eliminando el error y la lentitud del procesamiento manual.
El precio de la belleza: la estética en la ingeniería a gran escala.
Según Tang, la ingeniería no puede desvincularse del arte. No obstante, la estética plantea un dilema de realismo económico. Tang distingue entre los puentes de gran envergadura, que a menudo se encuentran en entornos remotos donde la elegancia debe emanar de la pura eficiencia estructural, y los puentes urbanos, que deben dialogar con la arquitectura circundante.
La cuestión no es solo el sobrecoste de la construcción, sino también la mayor propensión al mantenimiento más complejo. La belleza es una inversión social, pero Tang advierte que los diseñadores deben abordarla con cautela y realismo, ya que el propósito primordial sigue siendo la movilidad segura y eficiente.
Puentes ante el «Apocalipsis»: resiliencia ante el cambio climático.
La infraestructura moderna ya no se diseña solo para el tráfico, sino para garantizar la supervivencia en un entorno hostil. La resiliencia ha pasado de ser un concepto abstracto a una metodología de cálculo prioritaria.
Autómatas celulares y corrosión: Nava, D’Iorio y Biondini han desarrollado modelos de autómatas celulares no estacionarios para simular cómo la corrosión por cloruros se acelera ante las nuevas fluctuaciones de temperatura y humedad derivadas del cambio climático.
Análisis de opciones reales (ROA): Kim, Yang y Frangopol proponen el uso del ROA para optimizar el momento de los refuerzos sísmicos, lo que permite a las agencias decidir cuándo intervenir en función de la valoración de los beneficios acumulados y de los riesgos futuros.
Hidrodinámica y socavación: El trabajo de Arora y Banerjee se centra en las fuerzas hidrodinámicas en las inundaciones extremas y demuestra que el refuerzo de la superestructura es la única manera de garantizar la supervivencia de los puentes antiguos frente a las crecidas violentas.
Ishibashi et al. aportan un detalle crucial: el cambio de paradigma hacia la resiliencia de la red. A veces, la estrategia más eficaz no consiste en reforzar cada columna, sino en prever el despliegue de vigas de puentes temporales prealmacenadas para restablecer la funcionalidad del transporte tras un desastre. Lo importante no es la invulnerabilidad de un solo puente, sino la capacidad del sistema para no colapsar en su conjunto.
Conclusión: hacia una infraestructura que aprende y se adapta.
Hemos cruzado el umbral hacia una era en la que el mantenimiento de puentes se basa en datos y en previsiones. La infraestructura del mañana será un sistema que aprende de sus vibraciones, que se cartografía mediante robots y que se gestiona desde la perspectiva de la sostenibilidad ética. No obstante, este despliegue tecnológico no sustituye al ingeniero, sino que aumenta su responsabilidad.
Ante la magnitud de la crisis de infraestructuras a la que nos enfrentamos, ya no se trata de si la tecnología es fiable, sino de si podemos permitirnos no confiar en la vigilancia invisible de los algoritmos para garantizar la seguridad de nuestras ciudades.
En esta conversación podemos escuchar algunas de las ideas más interesantes sobre este tema.
El siguiente vídeo resume bien los conceptos clave tratados aquí.
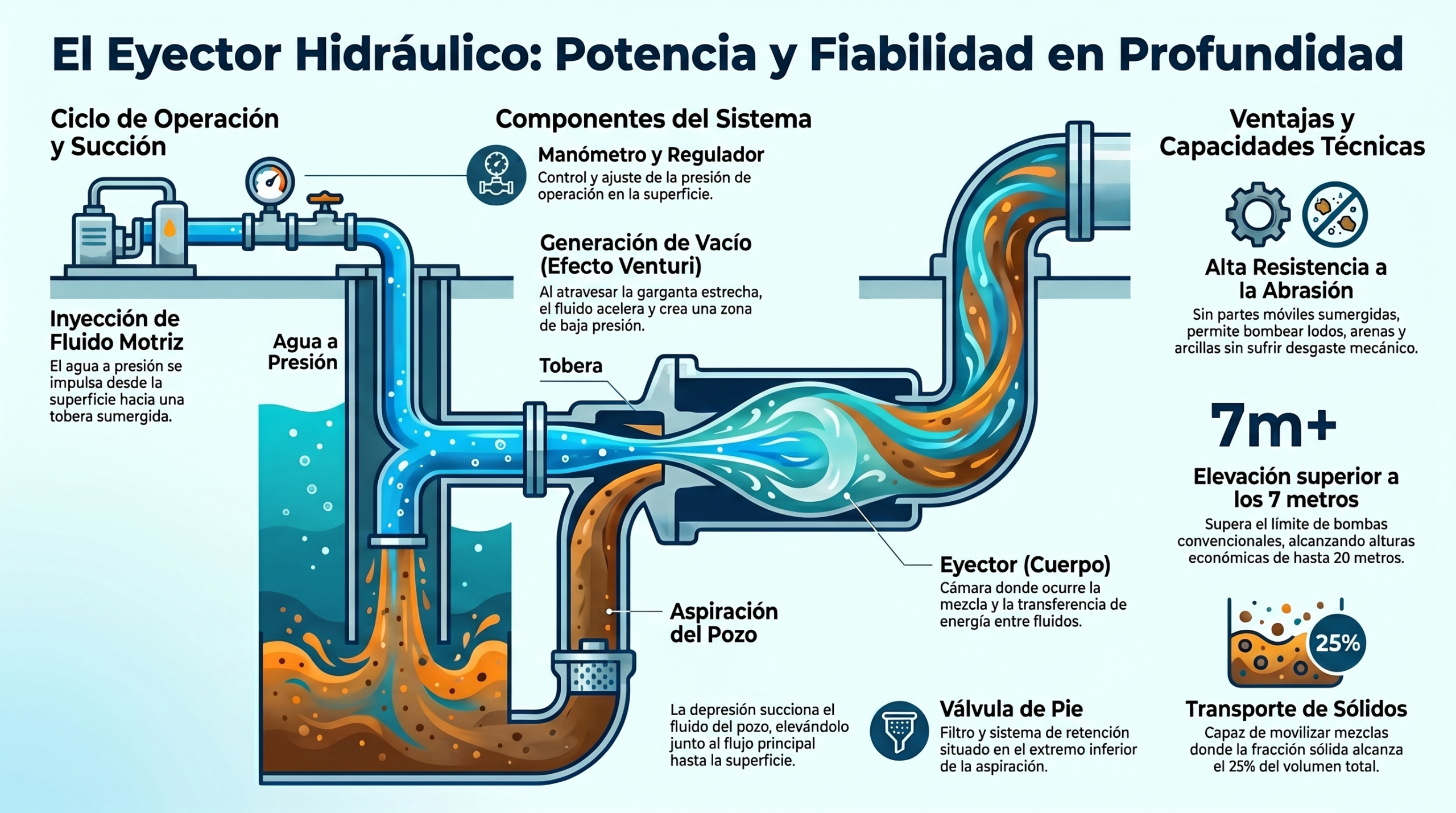
Los eyectores hidráulicos son dispositivos de elevación de fluidos que, aunque no constituyen bombas en sentido estricto, funcionan como sistemas fluido-dinámicos capaces de transportar un fluido secundario mediante la energía suministrada por un fluido primario a presión. Su principal característica es la ausencia de elementos móviles en la zona de aspiración o de elevación, lo que les proporciona una elevada fiabilidad, un mantenimiento mecánico prácticamente nulo en el interior del pozo y una gran resistencia frente a condiciones de trabajo severas.
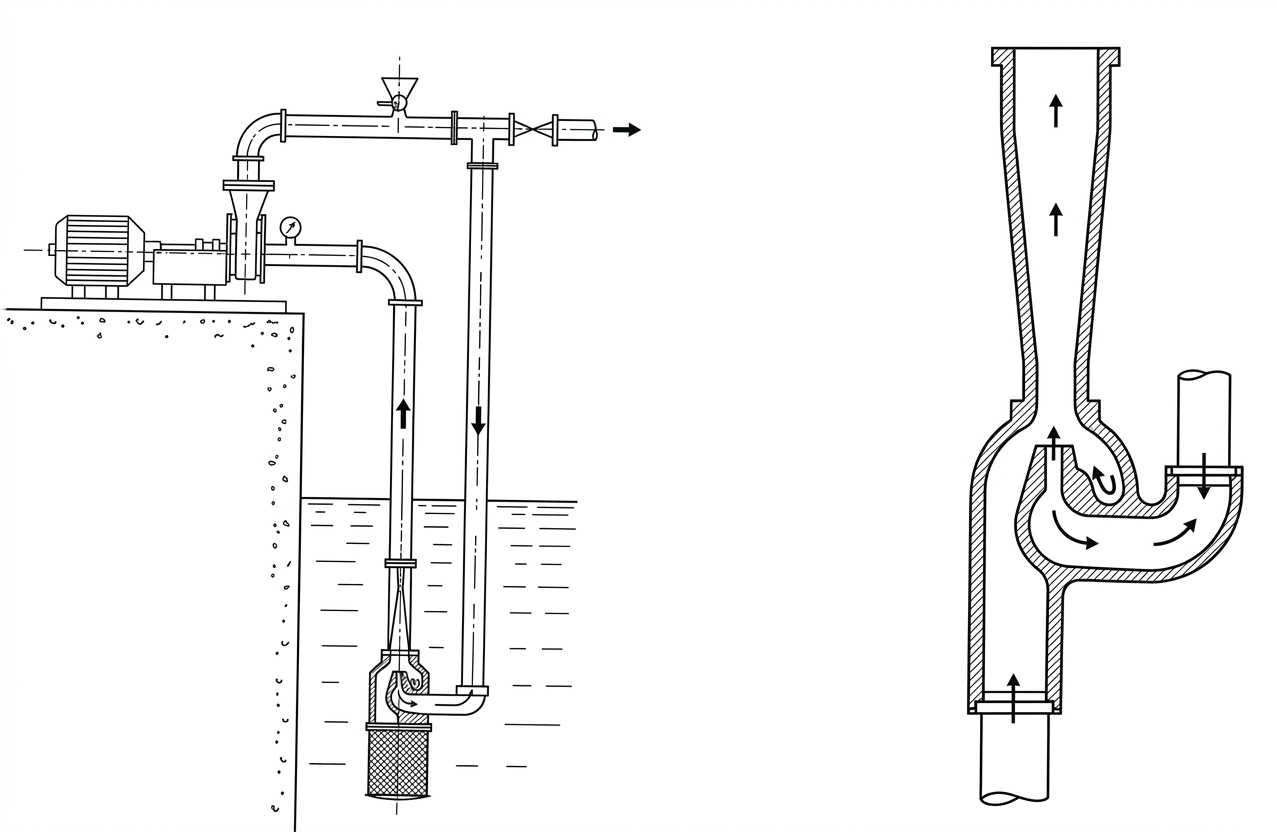
El funcionamiento del eyector hidráulico se basa en el efecto de una corriente de agua a presión, impulsada desde la superficie a través de un conducto vertical sumergido y paralelo al tubo de aspiración. El fluido motriz atraviesa una tobera o garganta de sección reducida, donde adquiere gran velocidad y genera una zona de baja presión. Esta depresión produce la aspiración del fluido situado en el fondo del pozo o de la excavación, incorporándolo al flujo principal y permitiendo su elevación hasta la superficie.
Eyector hidráulico
Este tipo de dispositivos resulta especialmente útil cuando la altura de aspiración supera los 7 m, un límite práctico para muchas bombas convencionales. En condiciones adecuadas de diseño y funcionamiento, los eyectores hidráulicos pueden elevar fluidos de forma económica hasta alturas próximas a los 20 m, aunque su rendimiento global suele ser inferior al de otros sistemas de bombeo convencionales, especialmente al de las bombas de pozo profundo.
Una de las principales ventajas de los eyectores hidráulicos es su capacidad para trabajar con fluidos cargados de sólidos, aguas sucias, lodos, arcillas en suspensión y mezclas fangosas abrasivas, sin que existan órganos mecánicos sumergidos susceptibles de desgaste o avería. Por esta razón, son frecuentes en aplicaciones de ingeniería civil, minería y obras especiales, particularmente en excavaciones profundas, drenajes, pozos, operaciones de desagüe y de extracción de barros de perforación.
Con determinadas modificaciones de diseño, estos dispositivos pueden transportar mezclas sólido-líquido en las que la fracción sólida alcance hasta una cuarta parte del volumen total del fluido, siempre que el tamaño de las partículas sea compatible con las dimensiones de la tobera y de la conducción. También pueden emplearse para el manejo de arenas y de materiales granulares finos en suspensión.
Dentro de este grupo destacan las denominadas “bombas mamut”, o sistemas de elevación por aire o por agua comprimida, utilizados para la extracción de mezclas fangosas y lodos con arenas. Estos sistemas pueden alcanzar alturas de elevación del orden de 10 m, aunque presentan rendimientos energéticos modestos, a menudo inferiores al 25 %. No obstante, su simplicidad constructiva, fiabilidad y capacidad para operar en entornos agresivos compensan, en muchos casos, su baja eficiencia.
En algunos trabajos de minería, cimentaciones y perforaciones se utilizan, además, lanzas hidráulicas o de aire comprimido de alta presión situadas cerca del fondo de la excavación. Estas lanzas permiten desagregar y fluidificar el material cohesivo, rompiendo su estructura y facilitando la entrada de la mezcla al sistema eyector, lo que mejora la continuidad y la eficacia del proceso de extracción.
Los sistemas eyectores resultan especialmente adecuados en terrenos finos y en situaciones en las que se requiere el bombeo de pequeños caudales de agua o de mezclas con sólidos, y en las que la simplicidad mecánica, la fiabilidad y la facilidad de instalación sean factores prioritarios frente al rendimiento energético. Además, pueden instalarse prácticamente en cualquier posición y trabajar con una amplia variedad de fluidos, lo que amplía considerablemente su campo de aplicación en la ingeniería civil y minera.
En esta conversación puedes escuchar las ideas más interesantes sobre este tipo de bombas.
Este vídeo resume los conceptos más relevantes sobre los eyectores hidráulicos.
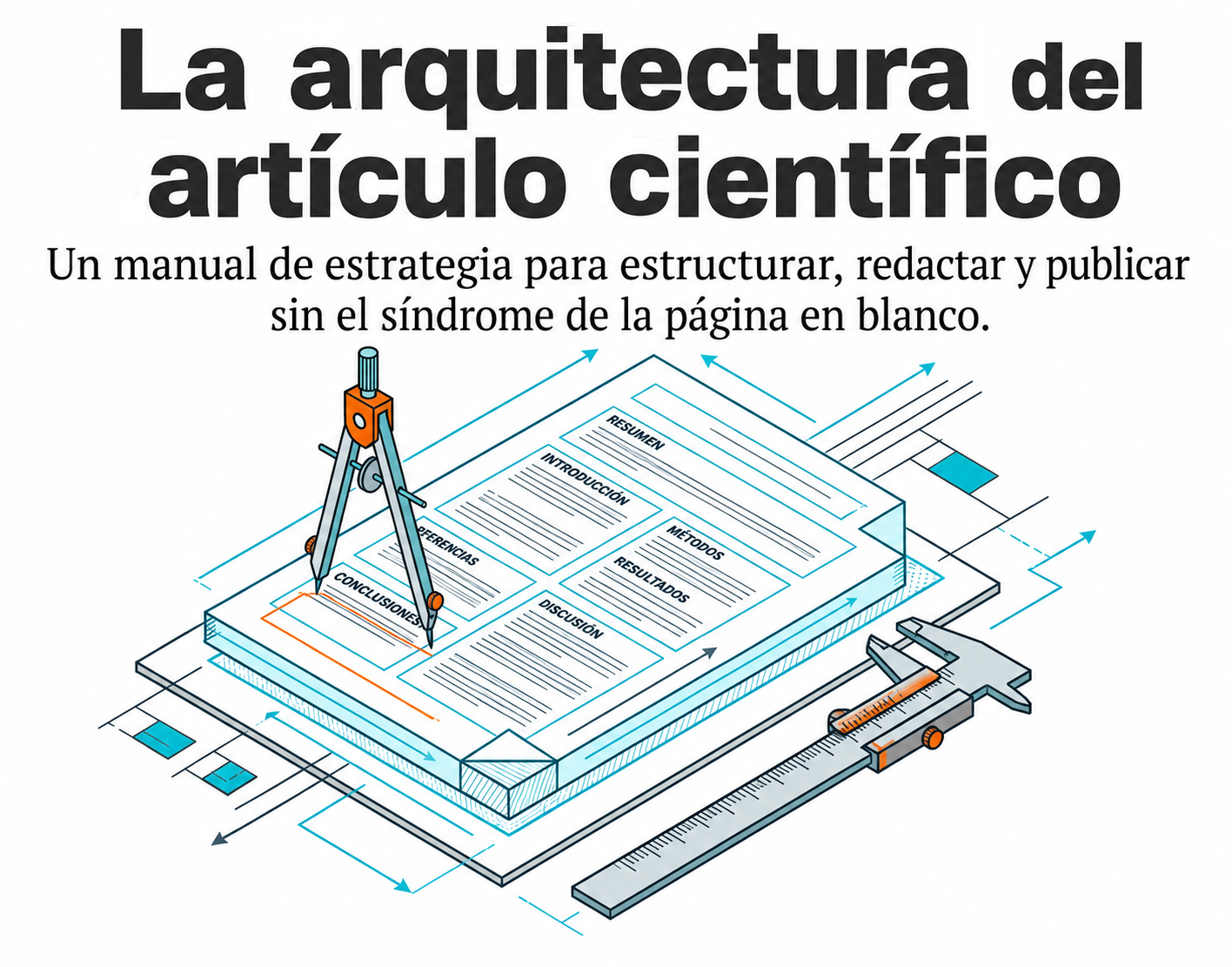
Introducción: El arte de organizar el pensamiento.
La investigación científica suele encallar en la transición del dato al papel. Poseer hallazgos revolucionarios es estéril si el autor no es capaz de estructurarlos con rigor. Como sentenció Robert Louis Stevenson: «Si un hombre puede organizar sus ideas, entonces puede escribir». Partiendo de esta premisa, la escritura técnica deja de ser un simple volcado de información para convertirse en un ejercicio de arquitectura mental. No se escribe para registrar, sino para comunicar estratégicamente.
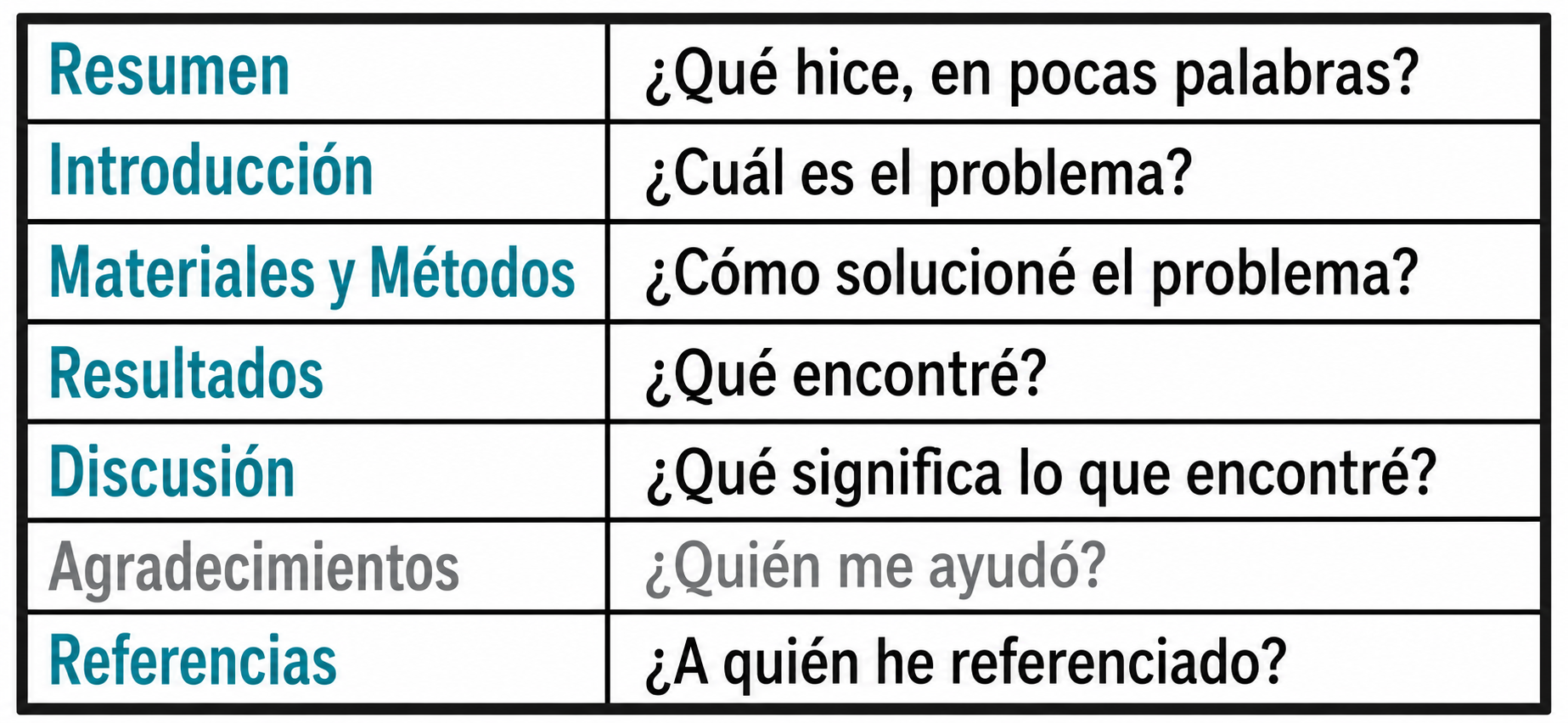
El artículo como obra teatral: planteamiento, nudo y desenlace.
Para captar la atención del lector, debemos entender el manuscrito como una estructura narrativa tripartita. Esta analogía facilita un flujo lógico que guía al lector desde la curiosidad hasta la certeza.
Planteamiento (preparación): título, resumen e introducción. Su misión es situar al lector en el escenario y presentar el conflicto o el vacío de conocimiento.
Nudo (ejecución): materiales, métodos y resultados. Es la parte central de la obra, en la que se exponen los métodos utilizados y los resultados obtenidos.
Desenlace (visión): discusión y prospectiva. Aquí se interpreta el trabajo desde una perspectiva global y se proyecta su impacto futuro.
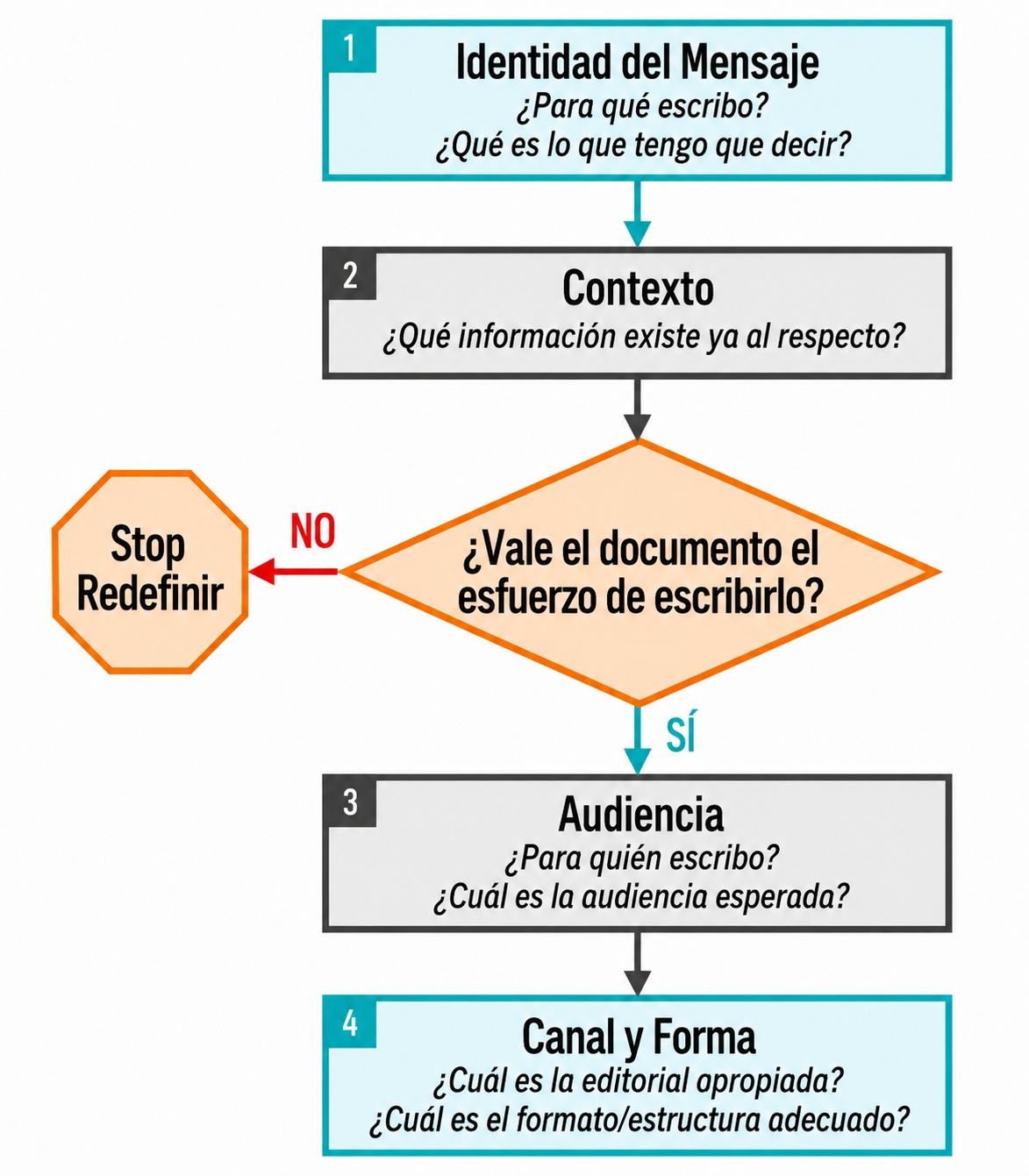
Las preguntas de oro antes de la primera palabra.
La intencionalidad debe preceder a la ejecución. Antes de ponerse a escribir, un autor senior somete su proyecto a cuatro preguntas críticas:
¿Para qué escribo? (Definir el objetivo primordial).
¿Qué tengo que decir? (Asegurarse de que existe un mensaje central).
¿Quién es mi público? (Identificar el perfil del lector y el foro adecuado).
¿Merece la pena escribir este documento? (Evaluar la relevancia y la originalidad).
El título: «Menos es más» (y las palabras clave primero).
El título es su único embajador en las bases de datos. Debe redactarse al final del proceso para garantizar la fidelidad total al contenido.
Límite técnico: menos de 15 palabras (idealmente, menos de 10).
Posicionamiento: ubique los conceptos de mayor peso semántico al inicio.
Limpieza: elimine siglas, subtítulos y términos telegráficos.
Un título como «A four color flow cytometry study on Effects of NAC on the viability…» fracasa porque los detalles técnicos y las abreviaturas confunden al lector. La versión superior, «Efectos del N-acetilcisteína sobre la viabilidad de los linfocitos cultivados», enfatiza el aspecto singular de la investigación con absoluta transparencia.
El resumen: tu anzuelo para atraer lectores.
El resumen es un «miniartículo» autónomo. Es la pieza más importante: si el resumen no convence al editor, el resto del trabajo nunca será evaluado.
Reglas de oro: entre 150 y 300 palabras (aproximadamente el 5 % del total). Debe escribirse en un solo párrafo y en tiempo pasado (excepto la frase concluyente).
Tipología:
Descriptivos: identifican el tipo de información, son breves y dependen del texto.
Informativos: presentan resultados, conclusiones y recomendaciones y deben ser independientes.
Mixtos: combinan ambas funciones.
Error crítico: nunca incluya referencias bibliográficas ni términos confusos en esta sección.
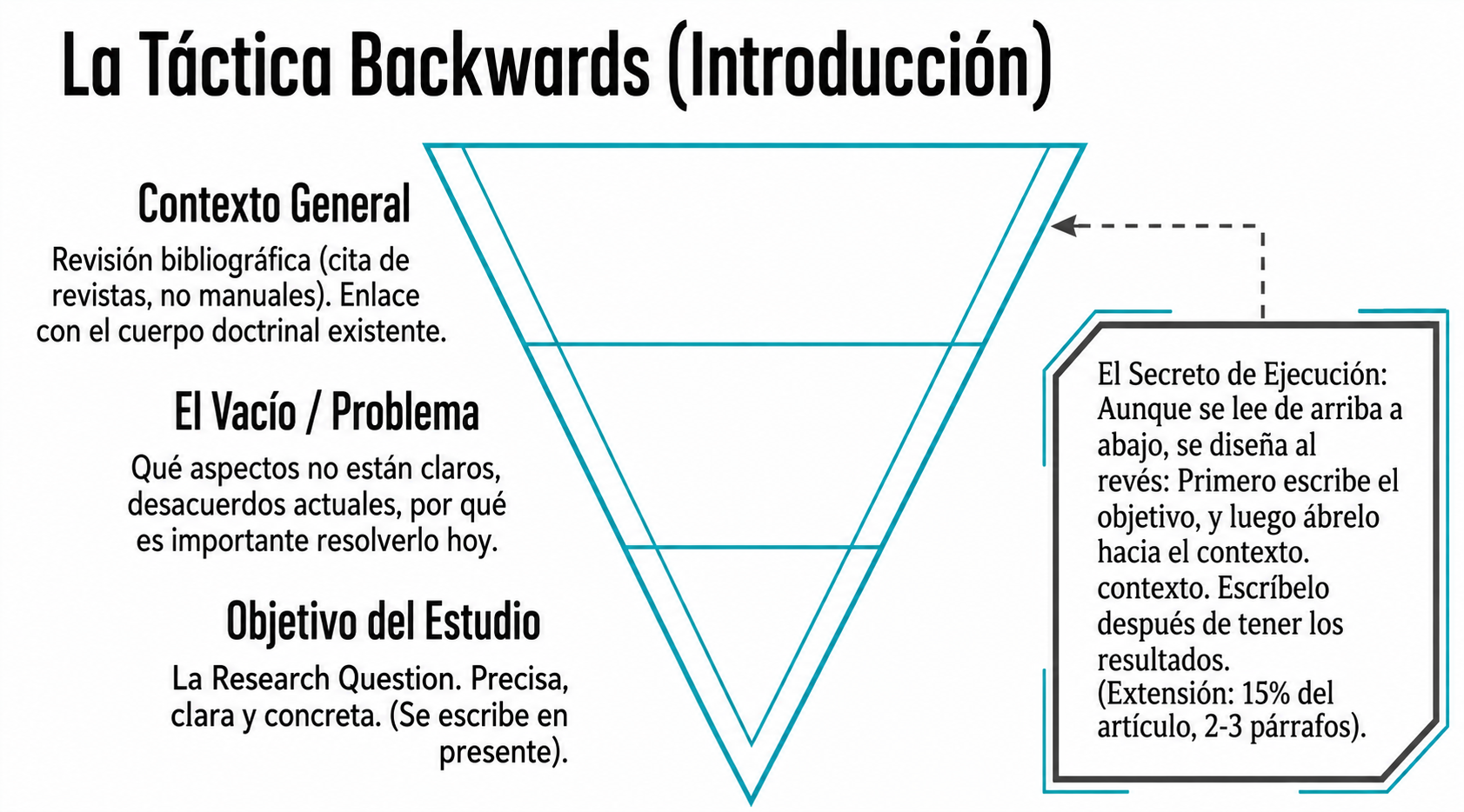
La táctica «backwards» y el eje de la introducción.
La introducción (que representa el 15 % del artículo) debe redactarse en tiempo presente. Su eje absoluto es la Research Question (pregunta de investigación), el punto de fuga de toda la arquitectura del artículo.
Para redactarla, aplique la táctica inversa:
Anclaje: escriba primero el objetivo específico del estudio para delimitar su alcance.
Apertura: a partir de ese objetivo, construya hacia atrás hasta el contexto científico general.
Producto final: presente la información en forma de triángulo invertido, guiando al lector desde la doctrina existente hasta el problema específico que resolverá.
Materiales y métodos: el rigor del «nudo».
Esta sección, que debe redactarse en tiempo pasado, debe permitir que cualquier investigador independiente replique el estudio. No se limite a enumerar las herramientas; organice la exposición en cinco áreas clave:
Diseño: aleatorio, controlado, prospectivo, etc.
Población: marco de la muestra y criterios de selección.
Entorno: ubicación física o institucional del estudio.
Intervenciones: técnicas, aparatos, unidades y pruebas piloto.
Análisis estadístico: métodos utilizados para el procesamiento de datos.
Resultados y discusión: el corazón del documento.
Es imperativo separar el dato de la interpretación.
Resultados (30-40 %): se escriben en pasado. Son objetivos y concisos. Utilice tablas para datos precisos y figuras para mostrar tendencias o patrones. No repita en el texto lo que ya se desprende de los gráficos.
Discusión (15-25 %): se escribe en presente. Es el espacio para interpretar las anomalías y comparar los resultados con la doctrina previa.
«La discusión es el corazón del artículo».
Estilo: la tríada de la excelencia (rigor, precisión y concisión).
El estilo editorial sénior prioriza la voz activa para dotar al texto de dinamismo y claridad, colocando el sujeto al inicio de la oración.
Prácticas recomendadas
Errores a evitar
Voz activa (sujeto + verbo + objeto).
Abuso de la voz pasiva.
Frases de ~20 palabras.
Dar referencias en el Abstract.
Párrafos de 7-14 líneas.
Repetir una palabra más de 3 veces en cada párrafo.
Señalar limitaciones del estudio.
Incluir información obvia o redundante.
Conclusión: el eco de la investigación.
La conclusión, redactada en presente, no es un resumen de lo ya expuesto. Es la respuesta directa a la pregunta planteada en la introducción. Debe terminar con un párrafo que «resuene» y destaque la conclusión más importante que el lector debe retener.
Al finalizar, hágase la siguiente pregunta: ¿su artículo es un depósito inerte de datos o una pieza de comunicación estratégica diseñada para transformar su campo de estudio? La respuesta reside en la arquitectura de sus ideas.
Grabé un vídeo sobre cómo escribir un artículo científico hace unos años, espero que os interese.
En esta conversación puedes escuchar las ideas más interesantes sobre este tema.
Este vídeo resume bien los conceptos básicos de un artículo científico.
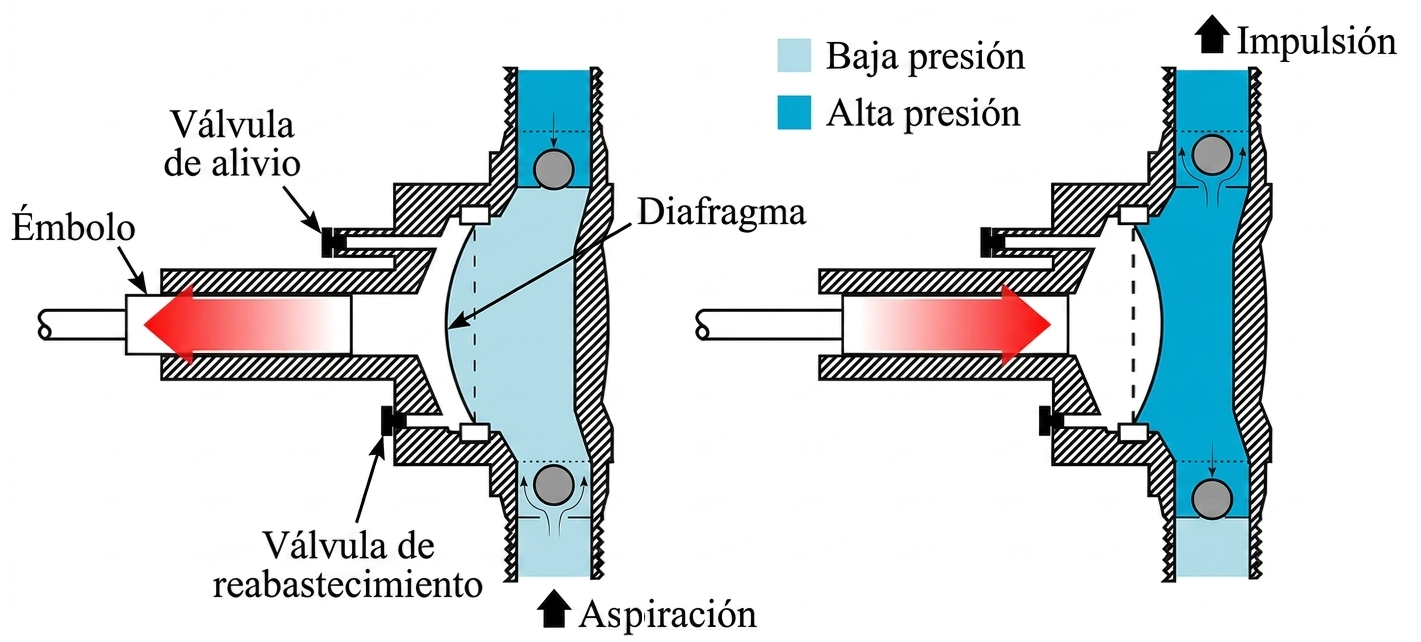
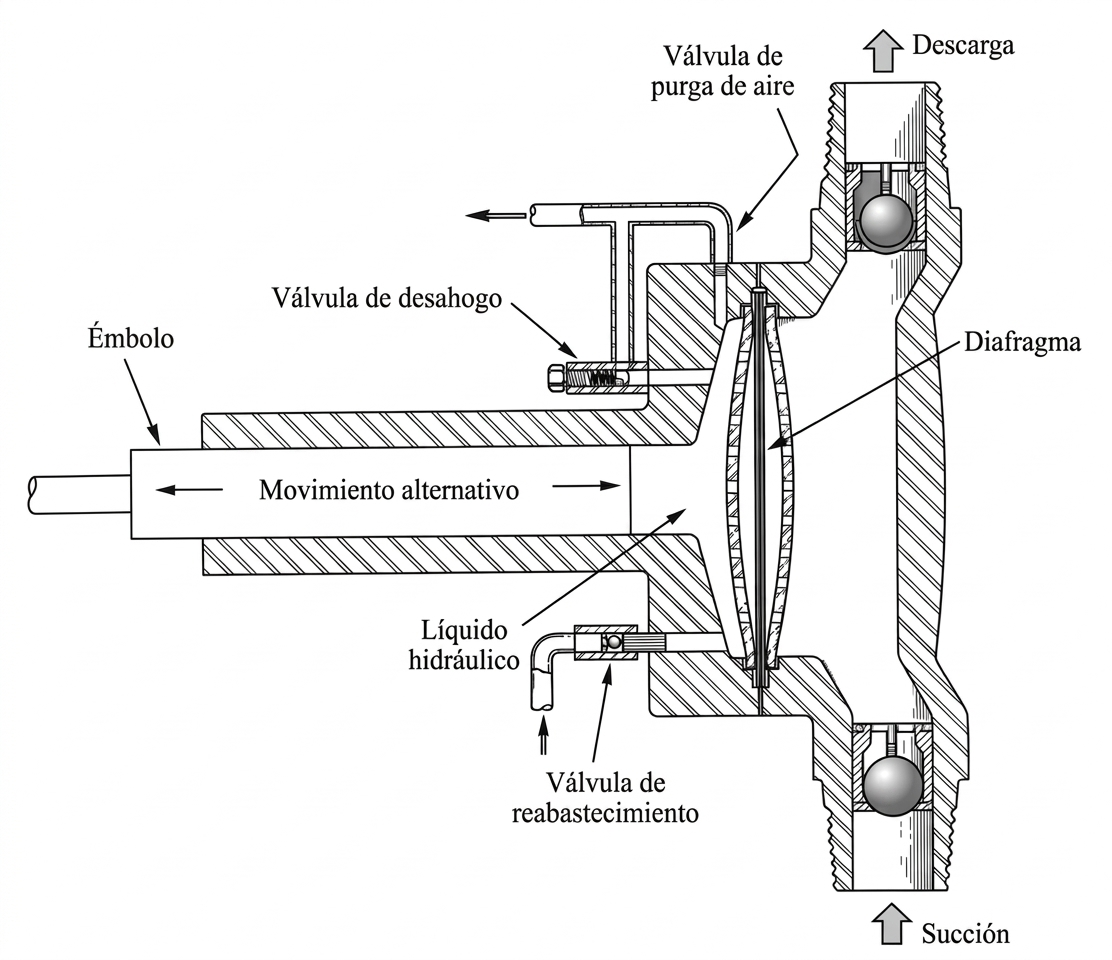
Las bombas de diafragma, también conocidas como bombas de membrana, son bombas de desplazamiento positivo pertenecientes al grupo de las máquinas alternativas, en las que el elemento impulsor no es un pistón rígido, sino una membrana elástica.
El funcionamiento se basa en el movimiento alternativo de dicha membrana, accionada mediante sistemas mecánicos, hidráulicos, neumáticos o electromagnéticos, que generan variaciones de volumen en la cámara de trabajo y permiten el bombeo del fluido.
El ciclo de funcionamiento se completa mediante válvulas, generalmente esféricas, que regulan la aspiración y la impulsión: al producirse una depresión en la cámara, se abre la válvula de succión y entra el fluido; posteriormente, al aumentar la presión por el movimiento de la membrana, se abre la válvula de descarga y el líquido es impulsado hacia la conducción.
Existen diferentes configuraciones de membrana, entre las que destacan los diafragmas de disco plano, tubulares y de doble disco. La elección de una u otra geometría depende de factores como la carrera necesaria, la presión de trabajo, el caudal requerido y las características del fluido bombeado. Asimismo, algunos modelos están diseñados para permitir el paso de partículas sólidas de tamaño considerable y pueden manejar sólidos en suspensión de hasta 40 mm sin causar daños significativos en los componentes internos.
La principal ventaja de estas bombas radica en su elevada estanqueidad. Al no existir un eje deslizante en contacto directo con el fluido, se eliminan prácticamente las fugas asociadas a los sellos dinámicos convencionales. Esta característica las convierte en equipos especialmente adecuados para el bombeo de productos corrosivos, reactivos químicos o fluidos cuya pérdida al entorno no sea admisible por razones ambientales o de seguridad. Además, presentan una notable capacidad de aspiración y suelen ser autocebantes, pudiendo trabajar en seco durante intervalos limitados según el diseño constructivo.
Otra ventaja importante es su capacidad para trabajar con fluidos cargados de sólidos abrasivos, como limos, arenas, lodos o aguas cenagosas, en condiciones en las que otras bombas sufrirían un desgaste acelerado. Por ello, son habituales en aplicaciones de ingeniería civil, construcción y minería, especialmente en operaciones de achique, trasvase de lodos, bombeo de aguas residuales con sólidos, lechadas, barros de perforación y productos químicos. También se emplean en plantas de tratamiento, en instalaciones de deshidratación y en circuitos de dosificación.
No obstante, estas bombas presentan ciertas limitaciones. Su rendimiento energético global suele ser inferior al de las bombas centrífugas o de pistón en condiciones equivalentes, y el caudal suministrado es pulsante, no continuo. En consecuencia, en instalaciones donde se requiere una presión estable o una dosificación precisa, puede ser necesario incorporar cámaras de amortiguación u otros dispositivos reguladores. Asimismo, el comportamiento hidráulico depende en gran medida del material del diafragma, del sistema de accionamiento y de la naturaleza abrasiva del fluido, por lo que la selección del equipo debe realizarse siempre a partir de las curvas características proporcionadas por el fabricante y de las condiciones reales de servicio.
Bomba de diafragma de disco de accionamiento hidráulico (McNaughton)
En aplicaciones habituales de construcción, estas bombas suelen operar con alturas de impulsión moderadas, del orden de 15 m en equipos compactos, aunque determinados modelos industriales pueden superar ese valor. Los caudales son muy variables según el tamaño y el tipo de accionamiento. En bombas electromagnéticas pequeñas, el caudal puede situarse entre 0,1 y 100 l/h, mientras que en equipos accionados por motor, entre 100 y 1000 l/h. En versiones industriales de mayor capacidad, pueden obtenerse caudales muy superiores, del orden de 10 a 90 m³/h, o incluso mayores.
Aunque existen bombas de accionamiento manual, hidráulico, neumático o mecánico, en la construcción se emplean principalmente las accionadas por motor y las electromagnéticas, debido a su simplicidad, robustez y facilidad de mantenimiento. En conjunto, las bombas de diafragma constituyen una solución eficaz para el manejo de fluidos difíciles, especialmente cuando se requiere estanqueidad, resistencia al desgaste y capacidad para bombear mezclas con sólidos en suspensión.
En esta conversación puedes escuchar las ideas más interesantes sobre esta bomba.
Este vídeo resume bien los conceptos básicos de las bombas de diafragma.
CASHMAN, P.M.; PREENE, M. (2012). Groundwater Lowering in Construction: A Practical Guide to Dewatering, 2nd edition. CRC Press, Boca Raton, 645 pp.
GARCÍA VALCARCE, A. et al. (1995). Manual de Edificación. Derribos y demoliciones. Actuaciones sobre el terreno. Ediciones Universidad de Navarra, Pamplona, 472 pp.
PÉREZ VALCÁRCEL, J.B. (2004). Excavaciones urbanas y estructuras de contención. Ediciones Cat, Colegio Oficial de Arquitectos de Galicia, 419 pp.
POWERS, J.P. (1992). Construction dewatering: New methods and applications. Ed. Wiley et al., New York.
TOMLINSON, M.J. (1982). Diseño y construcción de cimientos. URMO, S.A. de Ediciones, Bilbao, 825 pp.
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
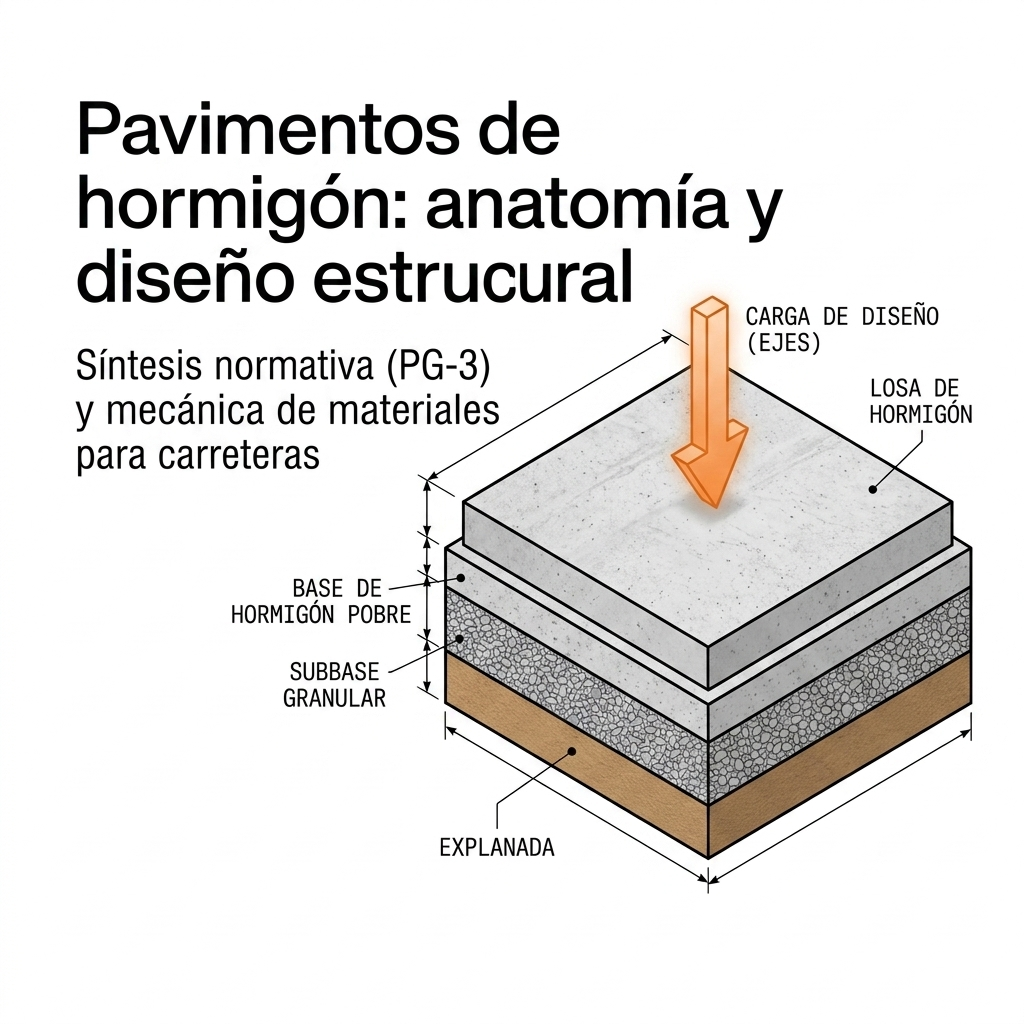
A simple vista, una carretera de hormigón parece una superficie estática y monótona. Sin embargo, tras esa apariencia gris se esconde un sistema de ingeniería de alta precisión diseñado para resistir condiciones extremas que desintegrarían cualquier estructura convencional. ¿Por qué algunas carreteras mantienen su integridad durante décadas, mientras que otras fallan prematuramente?
La respuesta no solo radica en el material, sino también en que el hormigón para pavimentos opera bajo reglas físicas y químicas radicalmente distintas de las de la construcción tradicional. Basándonos en la documentación de las referencias, exploraremos la ciencia invisible que permite que estas estructuras soporten millones de toneladas de carga y la inclemencia del clima.
Para los que estéis interesados en ampliar información sobre este tema de los pavimentos de hormigón en carreteras, podéis consultar otras entradas en este mismo blog en el siguiente enlace:
Flexotracción: cuando el hormigón debe aprender a «doblarse»
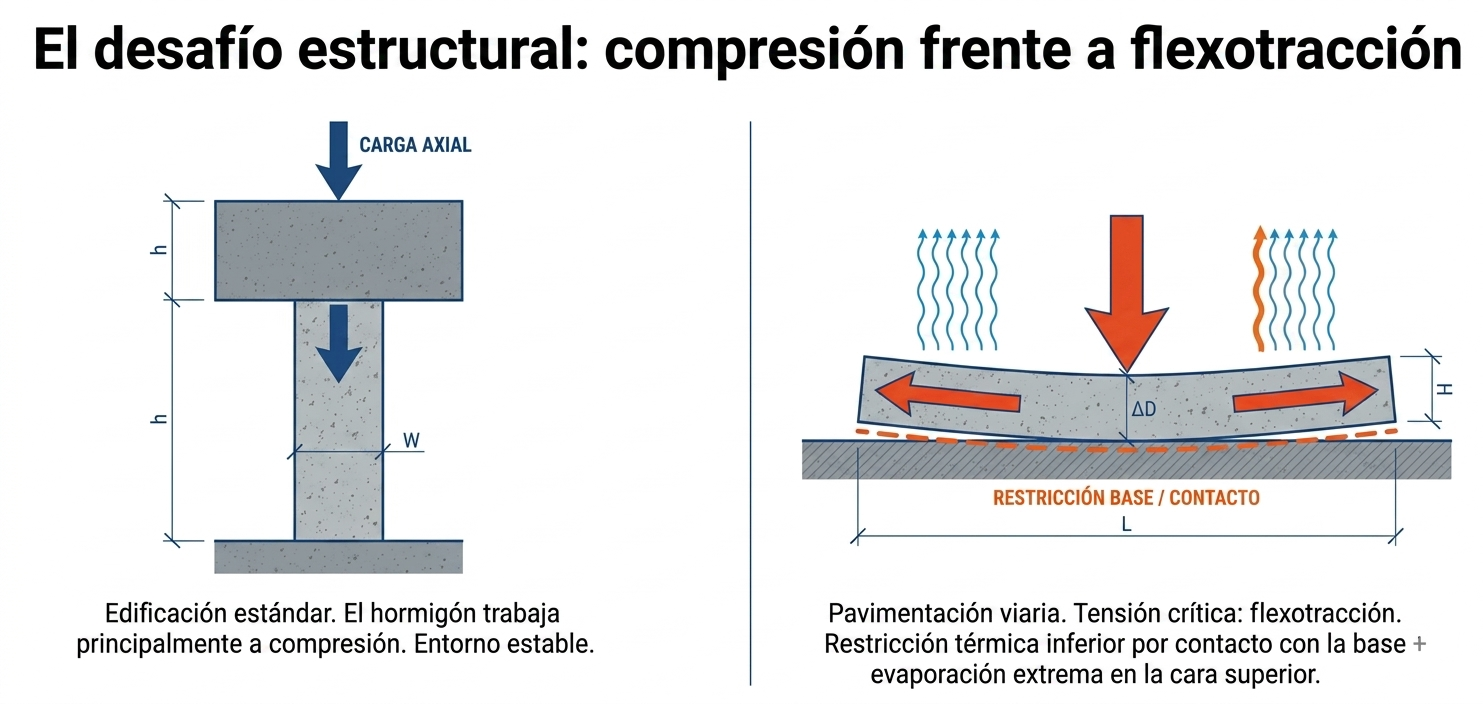
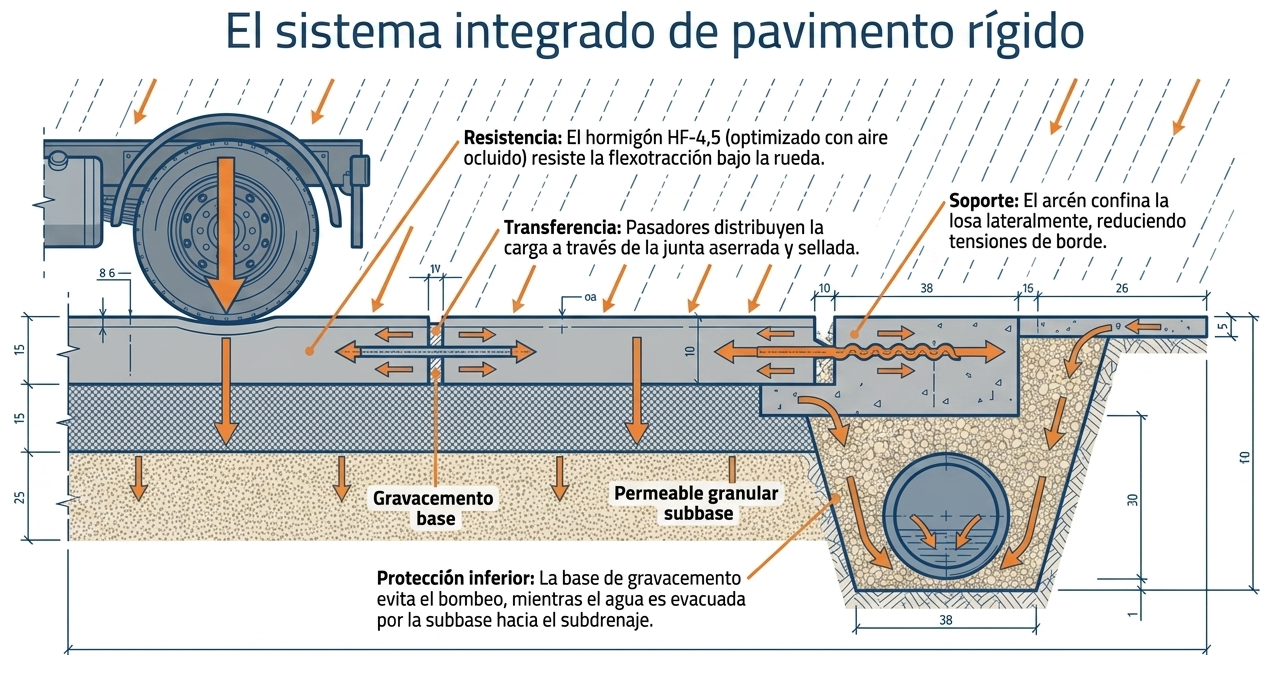
En la construcción de edificios, el hormigón destaca por su resistencia a la compresión, ya que su función es soportar cargas verticales. Sin embargo, en una carretera, la regla de oro cambia: lo que realmente importa es la flexotracción. Mientras un pilar se comprime, una losa de pavimento actúa como una viga apoyada sobre el suelo que debe «flexionar» ante el paso de los neumáticos.
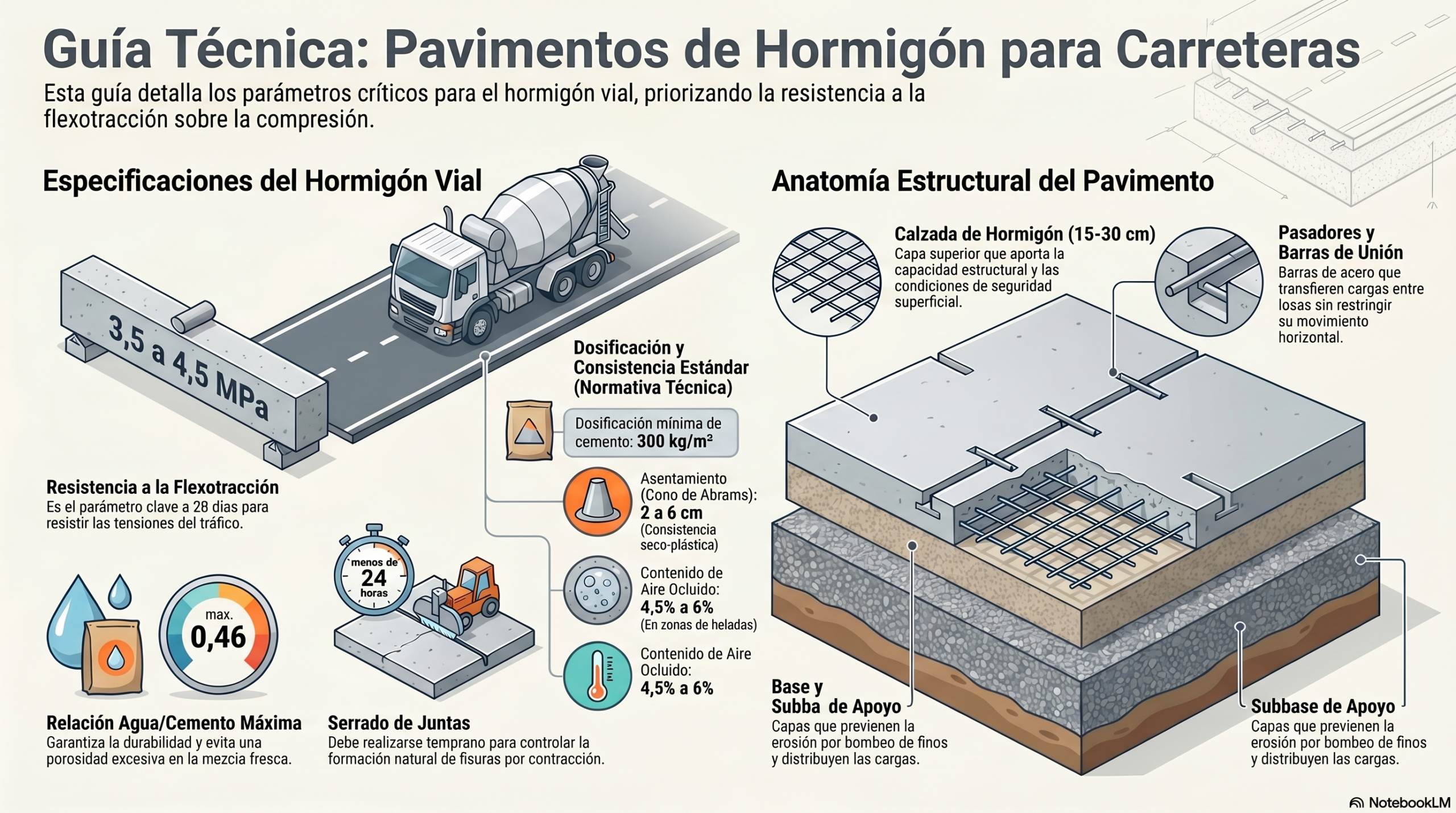
La normativa técnica española (PG-3) es estricta: para pavimentos se utilizan hormigones HF-3,5, HF-4,0 y HF-4,5, donde el número indica su resistencia mínima a la flexotracción en megapascales (MPa) a los 28 días. Esta capacidad es vital, ya que, como señalan los expertos en la materia, las fisuras aparecen siempre donde la resistencia a tracción es menor que en el resto del material o en una zona donde se presenta una mayor concentración de tensiones.
«Las fisuras aparecen siempre donde la resistencia a tracción es menor que en el resto del material o en una zona donde se presenta una mayor concentración de tensiones».
Por ello, el hormigón vial debe ser de mayor calidad que el de edificación, para garantizar una mayor homogeneidad y una ganancia temprana de resistencia que soporte las solicitaciones repetidas del tráfico pesado.
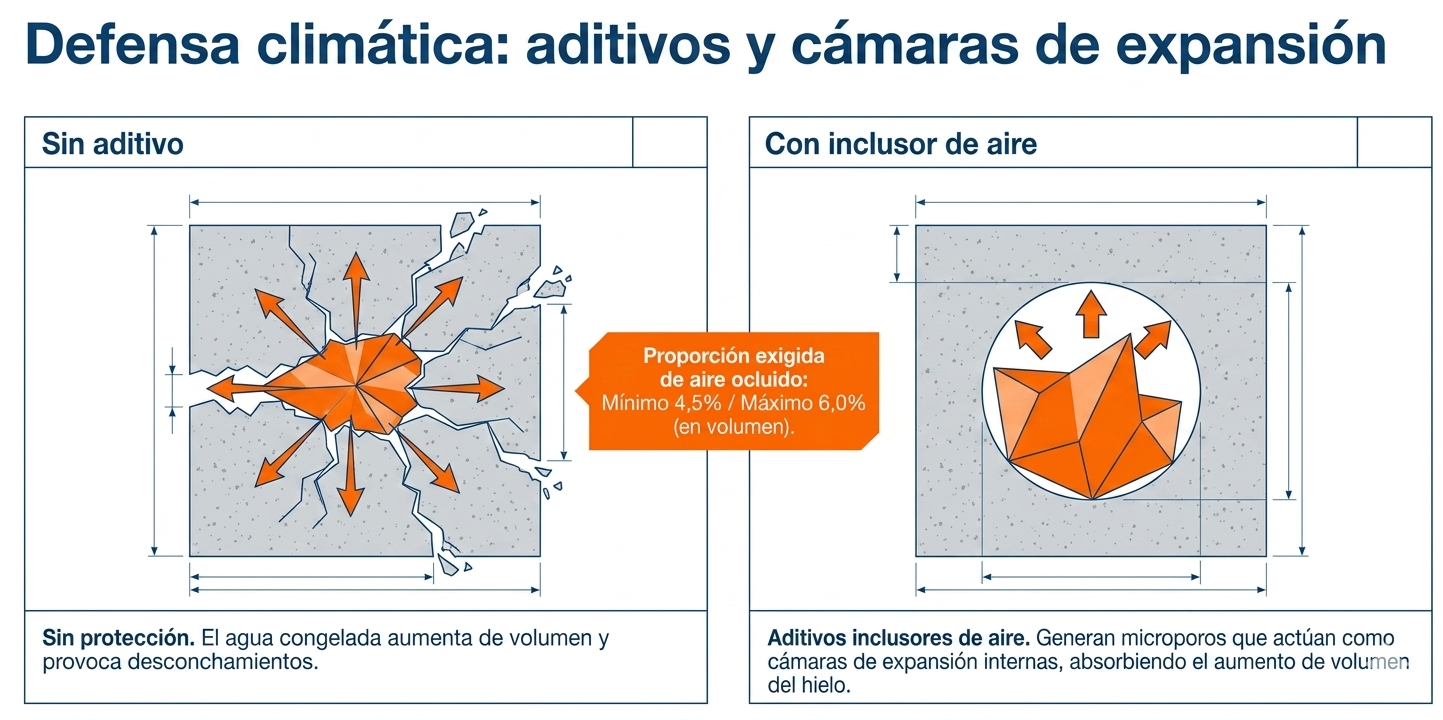
Burbujas de aire: el ingenioso sistema «anticongelante» interno
Puede resultar contraintuitivo, pero ¿por qué añadir «vacío» al hormigón para hacerlo más fuerte? En zonas con climas severos, es obligatorio utilizar aditivos aireantes para crear una red de microburbujas que actúan como «cámaras de expansión». Cuando el agua se filtra y se congela, aumenta su volumen. Sin estos poros, la presión interna reventaría la matriz del hormigón. La normativa exige una proporción de aire ocluido entre el 4,5 % y el 6 % en volumen.
Pero este aire no solo protege del hielo. Desde el punto de vista de la ejecución, estos aditivos mejoran la trabajabilidad y la tixotropía de un hormigón que debe tener una consistencia «seco-plástica» (con un asentamiento en el cono de Abrams de entre 2 y 6 cm). Esta baja fluidez es esencial para evitar la «caída de los bordes» del pavimento recién vertido al utilizar equipos de encofrado deslizante y así mantener la geometría perfecta de la calzada.
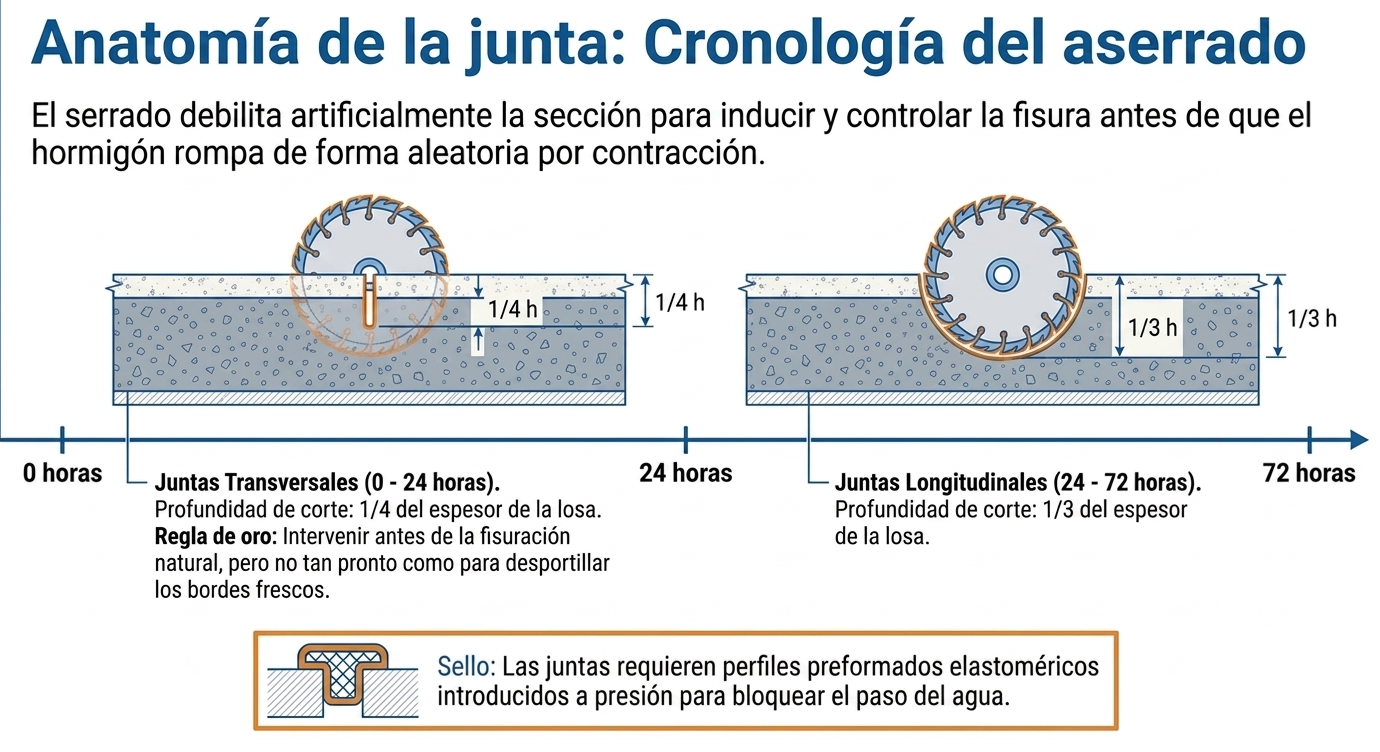
La carrera contra el reloj: el umbral crítico de las 24 horas
Una carretera de hormigón no es una pieza única, sino un conjunto de losas que deben poder contraerse y expandirse. Si no se le indica al hormigón por dónde debe romperse, lo hará de forma descontrolada. Aquí es donde el aserrado de juntas se convierte en una operación quirúrgica. Según el Pliego de Prescripciones PG-3, el cronómetro es implacable:
Juntas transversales: deben serrarse dentro de las primeras 24 horas posteriores a la puesta en obra.
Juntas longitudinales: el plazo se extiende entre 24 y 72 horas.
La precisión técnica también determina la profundidad del corte: debe ser de 1/3 del espesor en las juntas longitudinales y de 1/4 del espesor en las transversales. Si el serrado se realiza muy pronto, los bordes se desportillan; si se hace demasiado tarde, la carretera ya habrá fisurado de forma irregular.
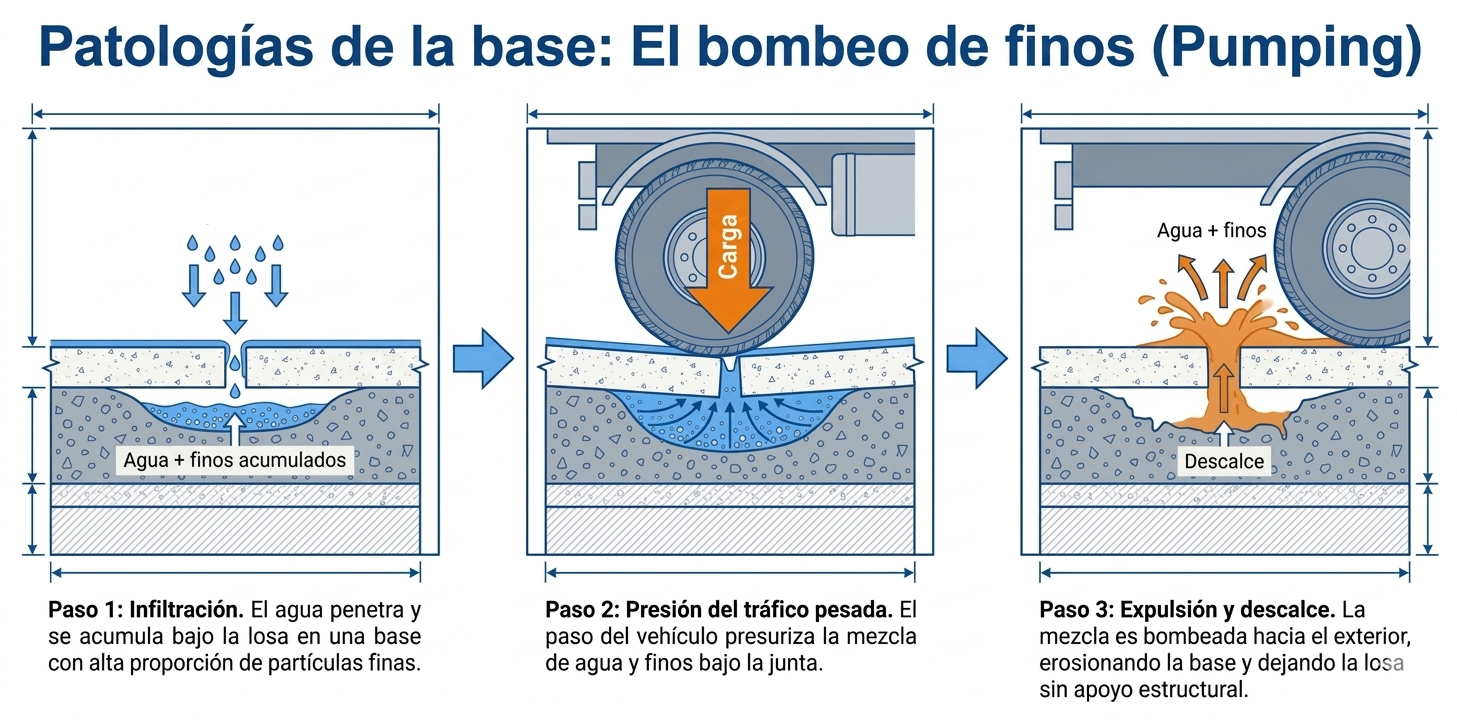
El «efecto bombeo»: el enemigo invisible bajo la losa
El fallo de una carretera de hormigón suele empezar por debajo de la superficie. El fenómeno conocido como bombeo o pumping de finos se produce cuando coinciden el tráfico pesado, el agua acumulada y una base con exceso de partículas finas (es decir, aquellas que pasan por el tamiz de 0,063 mm). Bajo la presión del tráfico, la losa expulsa violentamente el agua mezclada con estos finos, descalzando el soporte de la carretera.
Para prevenirlo, la ingeniería limita estrictamente la masa unitaria de partículas cernidas por el tamiz de 0,125 mm (incluido el cemento) a un máximo de 450 kg/m³. En categorías de tráfico pesado, no basta con una base granular; es obligatorio el uso de bases de gravacemento. Este material, tratado con ligantes, proporciona un soporte uniforme e impermeable que resiste la erosión y evita que la losa quede «en el aire».
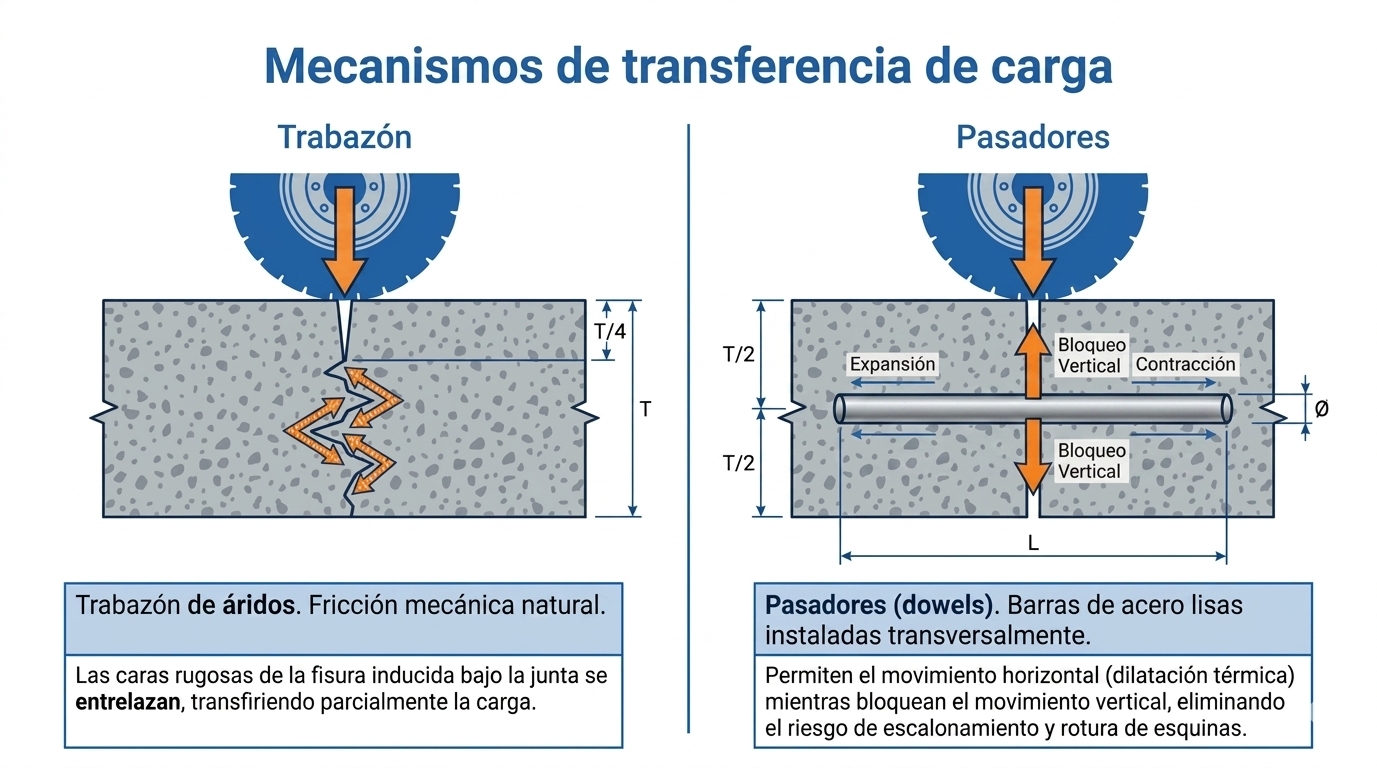
Pasadores y barras de unión: el secreto del movimiento coordinado
Para evitar que las losas se escalonen con el paso del tráfico, se recurre a la transferencia de carga. Esta transferencia de carga puede lograrse mediante la trabazón de áridos (el entrelazamiento natural en la fisura bajo la junta) o, de forma más robusta, mediante pasadores.
Los pasadores son barras de acero lisas que se colocan en las juntas transversales. Su elegancia radica en que permiten que la carretera «respire» (movimiento horizontal debido a las variaciones de temperatura) mientras transfieren la carga vertical de una losa a la siguiente. Así se reducen drásticamente las tensiones, se evita el bombeo y se previene la rotura de las esquinas. Además, las barras de unión mantienen las losas vinculadas lateralmente, lo que asegura la integridad estructural del conjunto.
Conclusión
Lo que percibimos como una simple cinta gris es, en realidad, un organismo técnico altamente sofisticado. Su excelencia reside en detalles que escapan al ojo inexperto, como una dosificación mínima de 300 kg/m³ de cemento (que asciende a 450 kg/m³ en la capa superior de pavimentos bicapa) y una relación agua/cemento que nunca debe superar el 0,46.
La próxima vez que circule por una autopista, recuerde que su seguridad depende de que el árido grueso tenga un coeficiente de Los Ángeles inferior a 35 y, sobre todo, de que la superficie mantenga un coeficiente de pulimento acelerado (CPA) no inferior a 0,50. La ingeniería de pavimentos es, en última instancia, el arte de controlar lo invisible para garantizar la estabilidad de cada kilómetro de nuestro viaje.
En esta conversación puedes escuchar las ideas más interesantes sobre los pavimentos rígidos utilizados en las carreteras.
Este vídeo resume los conceptos básicos de este tipo de pavimentos.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 450 pp. Ref. 441. ISBN: 978-84-1396-418-8
Construir un túnel es, en esencia, un desafío contra la gravedad y la incertidumbre geológica. ¿Cómo podemos determinar con precisión si las miles de toneladas de roca que descansan sobre nuestras cabezas permanecerán estables o colapsarán de forma inminente? Esa es la pregunta fundamental a la que la ingeniería geotécnica intenta responder cada vez que nos adentramos en las profundidades de la corteza terrestre.
Desde 1974, el Sistema Q, desarrollado por el Instituto Geotécnico Noruego (NGI), se ha consolidado como el estándar mundial para clasificar las masas rocosas. No se trata solo de un conjunto de tablas, sino de una metodología empírica rigurosa que traduce la complejidad caótica de la naturaleza en un lenguaje numérico. A continuación, exploramos cinco verdades esenciales sobre este sistema que sostiene nuestro mundo subterráneo.
El sistema Q no es solo un número, sino un equilibrio entre tres fuerzas.
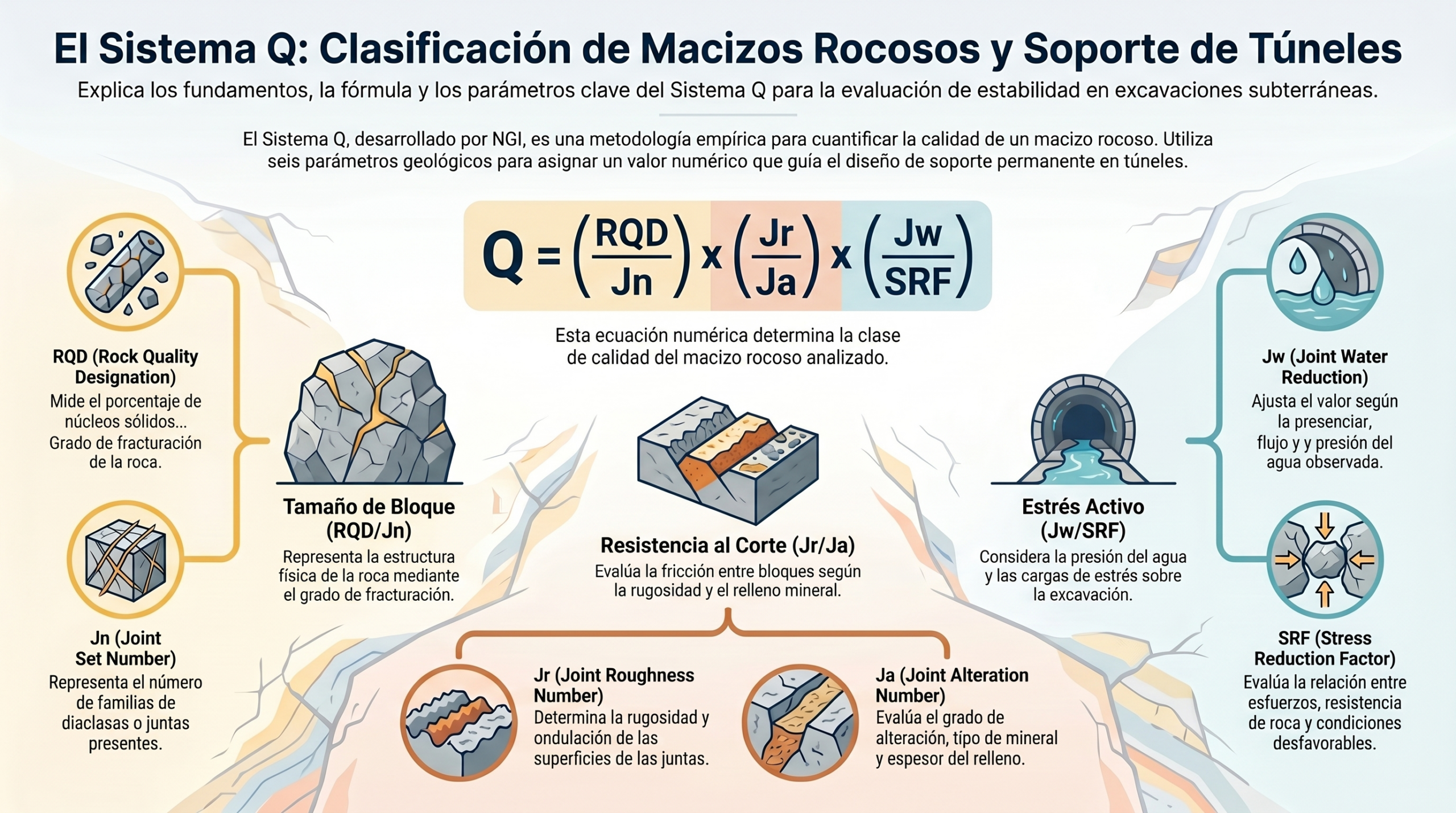
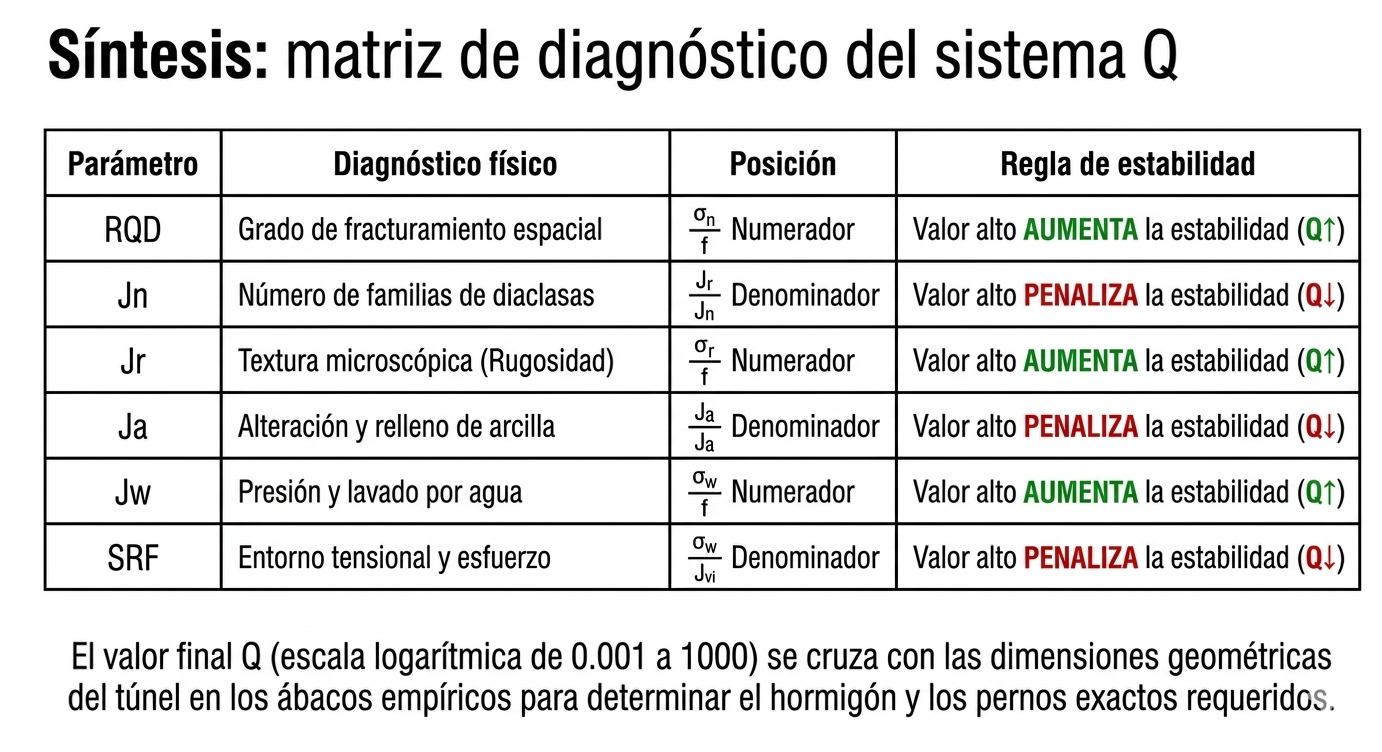
La verdadera potencia del sistema Q reside en la elegancia de su ecuación fundamental, que equilibra seis parámetros geológicos mediante tres cocientes críticos.
Esta fórmula permite capturar la integridad de la excavación mediante la interacción de los tres principales factores de estabilidad:
Tamaño de los bloques (RQD/Jn): relaciona el índice de calidad de la roca con el número de familias de juntas (Jn). Define la estructura geométrica básica del macizo.
Resistencia al corte interbloque (Jr/SRF): analiza las fuerzas externas, teniendo en cuenta la rugosidad de las juntas (Jr) y su alteración o relleno mineral (Ja).
Esfuerzo activo (Jw/SRF): analiza las fuerzas externas. En este caso, el factor SRF (Stress Reduction Factor) es fundamental, ya que cuantifica la relación entre la resistencia de la roca y el esfuerzo actuante en rocas competentes, así como la influencia del agua (Jw).
Como bien señala el manual técnico de NGI:
«La estabilidad de la masa rocosa está influida por varios parámetros, pero principalmente por los tres factores siguientes: grado de fracturación (tamaño de los bloques), condiciones de fricción a lo largo de las fracturas y condiciones de estrés.»
El factor humano: por qué los expertos deben «calibrarse».
A pesar del rigor de las fórmulas, el sistema Q reconoce que la clasificación de los macizos rocosos se basa en evaluaciones subjetivas. Lo que un ingeniero identifica como una junta «ligeramente alterada», otro podría interpretarlo de manera distinta según su experiencia previa.
En la práctica senior, entendemos que el criterio profesional es el motor del sistema. Por ello, en proyectos de gran envergadura, es imperativo realizar sesiones conjuntas de mapeo al inicio de la obra. Este proceso de «calibración» entre geólogos e ingenieros no es un mero trámite, sino la garantía de una evaluación coherente y consensuada de cada parámetro de Q. La subjetividad humana se mitiga mediante el consenso técnico, lo que garantiza que los datos que alimentan el diseño del soporte sean fiables y coherentes.
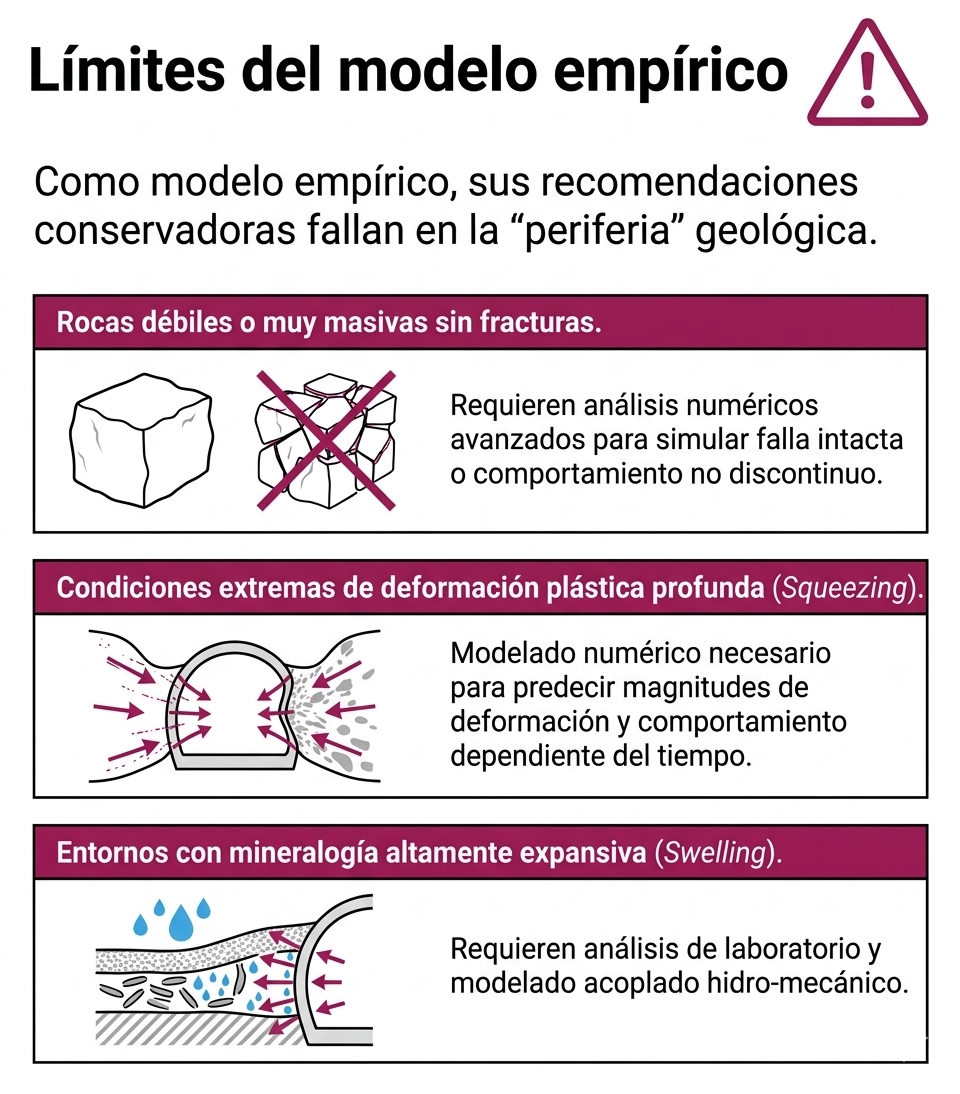
Los límites de la «fórmula mágica».
La ingeniería responsable sabe cuándo una herramienta empírica debe complementarse. El sistema Q es muy robusto para rocas duras y fracturadas, pero el manual de NGI establece límites claros en los que su aplicación requiere precaución extrema o el uso de métodos adicionales.
Rocas blandas o débiles con pocas o ninguna fractura.
Masas rocosas extremadamente fracturadas (calidad «extremadamente pobre»).
Macizos fracturados con baja confinación.
Condiciones geométricas muy desfavorables en macizos rocosos fracturados.
Rocas con anisotropía severa (en foliación o en estado de esfuerzos).
Deformaciones dependientes del tiempo y de la presencia de rocas expansivas.
En estos escenarios, un ingeniero sénior sabe que debe integrar mediciones de deformación en tiempo real con simulaciones numéricas para validar el comportamiento del terreno.
¿Por qué el diseño de túneles es inherentemente conservador?
Es habitual que el soporte instalado en los túneles modernos parezca exceder los requisitos mínimos. Esto responde a una filosofía de seguridad profundamente arraigada: las recomendaciones del sistema Q son intrínsecamente conservadoras porque se basan en una base de datos de casos en los que no se produjo un fallo.
Además, la tecnología ha evolucionado más rápido que las tablas originales. El hormigón proyectado (shotcrete) reforzado con fibras de hoy en día presenta una mayor resistencia a la compresión y una mejor capacidad de absorción de energía que los materiales de los años setenta. Esta evolución, sumada a la prioridad absoluta de la seguridad laboral y de la vida útil de la infraestructura, explica por qué a menudo se instala más soporte del que estrictamente exige el valor de Q.
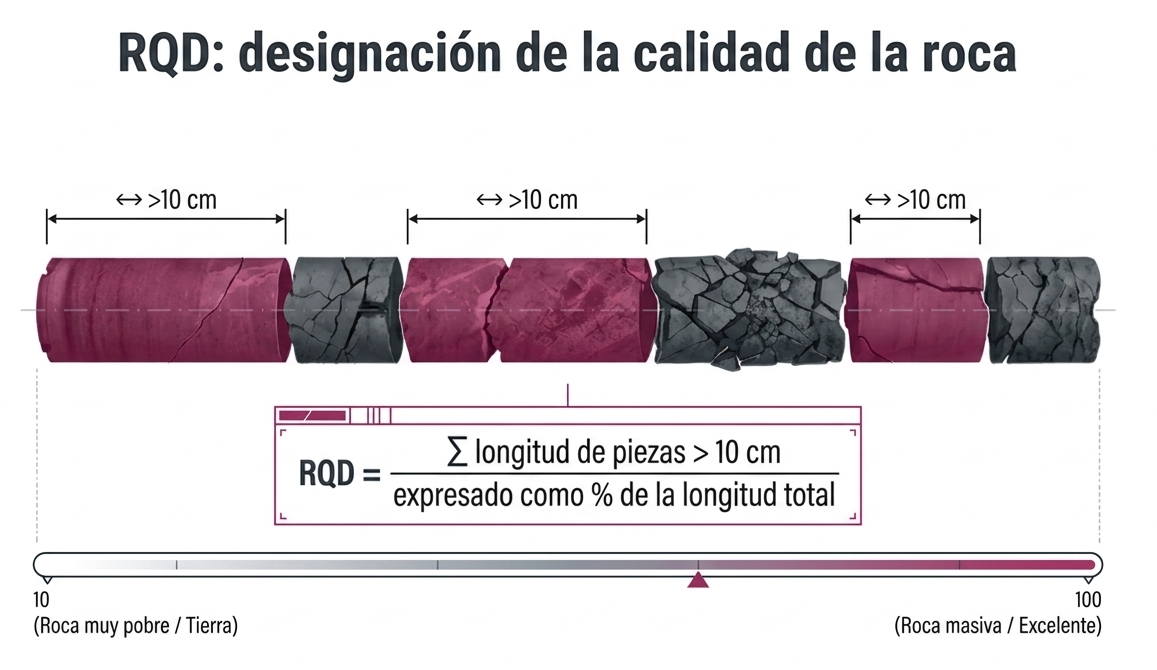
El «test del martillo»: ciencia en su forma más pura.
Aunque nos encontramos en la era de los escáneres láser, el método más fiable para determinar el RQD (Rock Quality Designation) suele ser el más manual. Según la definición de Deere, el RQD se basa en la suma de fragmentos del núcleo de más de 10 cm de longitud que presentan fracturas naturales.
Es aquí donde entra en juego el «test del martillo» para evaluar las juntas curadas. La decisión de si una fractura rellena de minerales como la epidota, el cuarzo o la calcita debe contarse como una «junta natural» (lo que reduciría el RQD) o como roca intacta depende de su resistencia. Si al golpear la roca con el martillo, esta se rompe a través de la masa intacta y no por la junta, consideramos que la junta está «soldada». En este caso, el valor del RQD aumenta, lo que refleja una mayor calidad del macizo rocoso. Se trata de la síntesis perfecta entre la alta ingeniería y el contacto físico directo con la geología.
Conclusión: un futuro sólido bajo tierra.
El sistema Q se ha adaptado a los tiempos integrando herramientas de mapeo digital en secciones de túneles y en registros de perforación sin perder su esencia empírica. No obstante, a medida que proyectamos túneles a mayores profundidades y en condiciones geológicas más adversas, surge una pregunta que todo ingeniero debe tener presente: ¿hasta dónde llega nuestra capacidad para predecir la naturaleza de lo que hay bajo cientos de metros de presión rocosa? Por ahora, la combinación de la fórmula de NGI, los nuevos materiales de soporte y la experiencia calibrada sigue siendo nuestra guía más segura en la oscuridad del subsuelo.
En esta conversación puedes escuchar las ideas más interesantes sobre este tema.
Este vídeo resume bien los conceptos básicos del sistema Q.
BARTON, N.; LIEN, R.; LUNDE, J. (1974). Engineering classification of rock masses for the design of tunnel support. Rock Mechanics, Springer Verlag, vol. 6, pp. 189-236.
BIENIAWSKI, Z. T. (1989). Engineering rock mass classifications: a complete manual for engineers and geologists in mining, civil, and petroleum engineering. Wiley-Interscience, pp. 40–47.
GALLO, J.; PÉREZ, H.; GARCÍA, D. (2016). Excavación, sostenimiento y técnicas de corrección de túneles, obras subterráneas y labores mineras. Universidad del País Vasco. Bilbao, España, 277 pp.
GRIMSTAD, E.; BARTON, N. (1993). Updating the Q-Sytem for NMT. Proceedings of the International Symposium on Sprayed Concrete – Modern Use of Wet Mix Sprayed Concrete for Underground Support. Fagemes, Norway. Ed. Kompen, Opsahi and Berg. Norwegian Concrete Association. Oslo.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Apuntes de la Universitat Politècnica de València. Ref. 530, 165 pp.
El vertido del hormigón no marca simplemente el final del transporte, sino que constituye el «momento de la verdad» en cualquier proyecto de construcción. En este momento se determinan la integridad, la durabilidad y la vida útil de la estructura. Un error en la puesta en obra puede convertir un material de alta calidad y alto coste en una estructura con fallos invisibles que comprometerán su resistencia en las próximas décadas.
Debemos entender que el hormigón fresco es un material sensible que requiere disciplina. La forma en que llega al encofrado determinará si se mantendrá su homogeneidad o si aparecerán patologías evitables. A continuación, desglosamos las prácticas técnicas esenciales que marcan la diferencia entre una ejecución mediocre y otra excelente desde el punto de vista estructural.
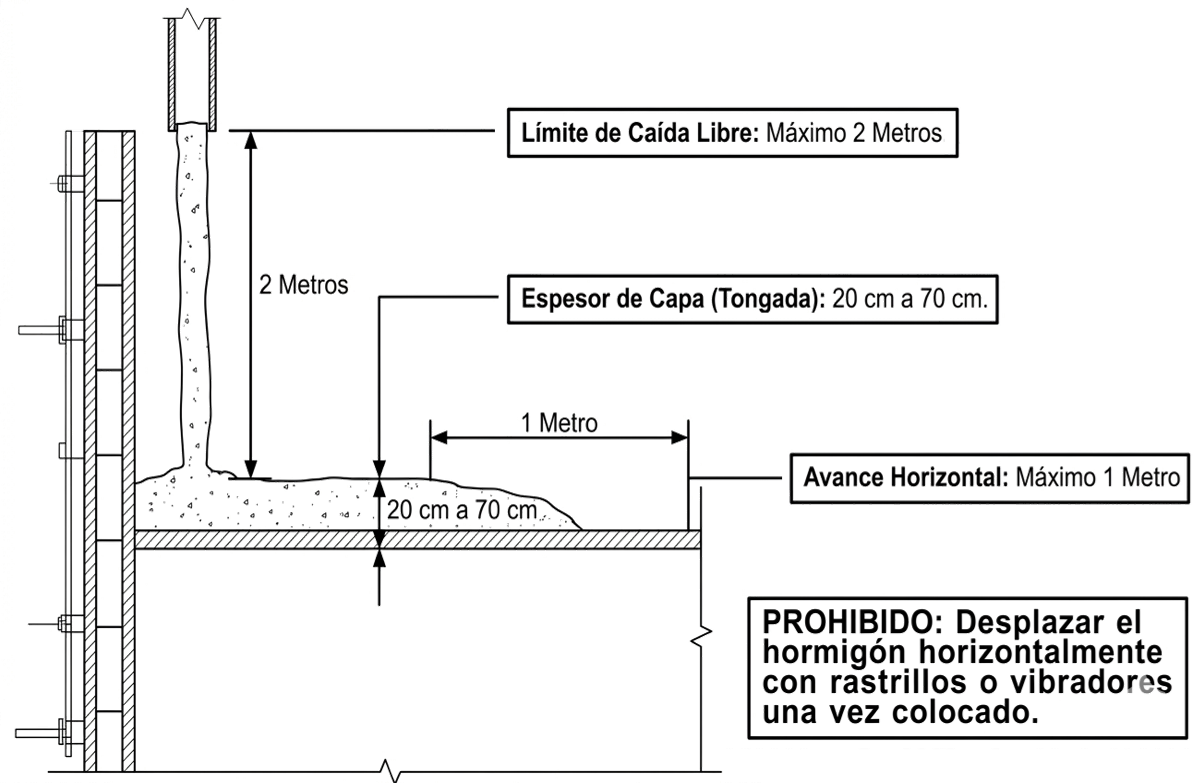
La regla de oro de los dos metros (la gravedad, enemiga).
Uno de los errores más comunes en obra es permitir que el hormigón caiga desde alturas excesivas por comodidad. Sin embargo, la gravedad puede disgregar la mezcla. El vertido siempre debe realizarse en dirección vertical y lo más cerca posible de su posición definitiva. Si se superan los dos metros de caída libre, se produce la segregación de la masa y pueden producirse daños por impacto en los encofrados, así como desplazamientos en las armaduras y en los conductos de pretensado.
Para evitar que el material choque y rebote contra el acero, es imperativo utilizar «tubos de caída flexible» o «tubos centrales» que encaucen el flujo. Si se opta por el uso de láminas de plástico flexible (faldones) para dirigir la masa, hay un detalle técnico vital: no se debe permitir que el faldón se sumerja más de 500 mm en el hormigón fresco, para facilitar su extracción y evitar que quede atrapado.
«El vertido desde alturas superiores a dos metros provoca necesariamente la disgregación de la masa de hormigón y puede ocasionar daños en los encofrados, así como desplazamientos de estos, de las armaduras y de los conductos de pretensado».
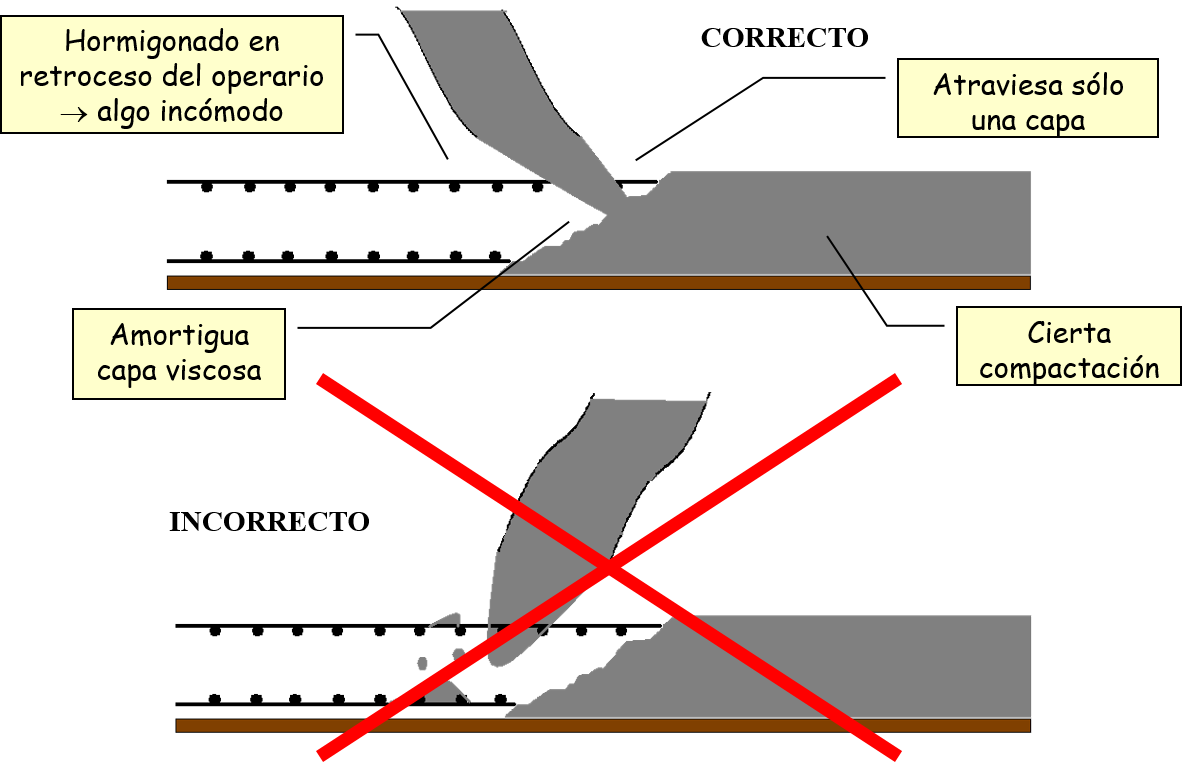
El arte de caminar hacia atrás: el secreto de las losas.
En el hormigonado de superficies horizontales, la técnica del operario es fundamental. La recomendación de oro es el «vertido en retroceso». Aunque resulte incómodo para el trabajador, consiste en avanzar vertiendo hormigón sobre la masa ya colocada.
¿Cuál es el secreto técnico que hay detrás? Al verter sobre el hormigón ya existente, el material nuevo solo atraviesa una capa, lo que garantiza una mayor homogeneidad. Además, la masa ya colocada amortigua la viscosidad del nuevo material y facilita su compactación natural. Este método garantiza que el frente de hormigonado avance abarcando todo el espesor de la capa y evita los desplazamientos horizontales incontrolados que separarían el árido del mortero.
El peligro silencioso de las «juntas frías» y el uso del vibrador.
Una junta fría se produce cuando una capa (tongada) comienza a fraguar antes de recibir la siguiente, lo que genera una unión débil. Para evitarlo, el ritmo de vertido debe ser uniforme y estar coordinado con los medios disponibles. La clave está en el correcto «cosido» de las capas, que deben tener un espesor entre 20 y 70 cm.
En este caso, la regla de campo es innegociable: el espesor de la capa debe ser siempre inferior a la longitud de la cabeza del vibrador. Solo así se garantiza que el equipo atraviese todo el espesor de la capa nueva y penetre en la anterior para consolidarlas. Como advertencia final, queda terminantemente prohibido utilizar el vibrador para «arrastrar» o distribuir el hormigón horizontalmente, ya que esta práctica es la principal causa de la disgregación de los elementos lineales.
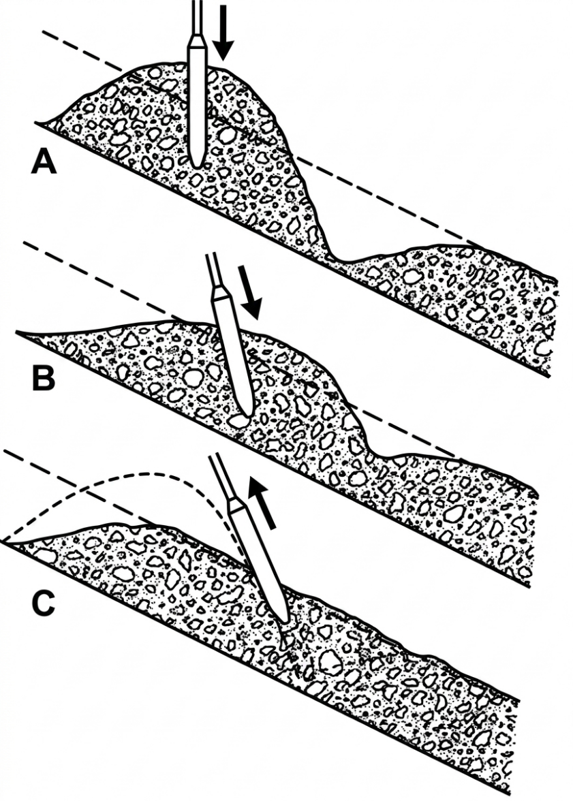
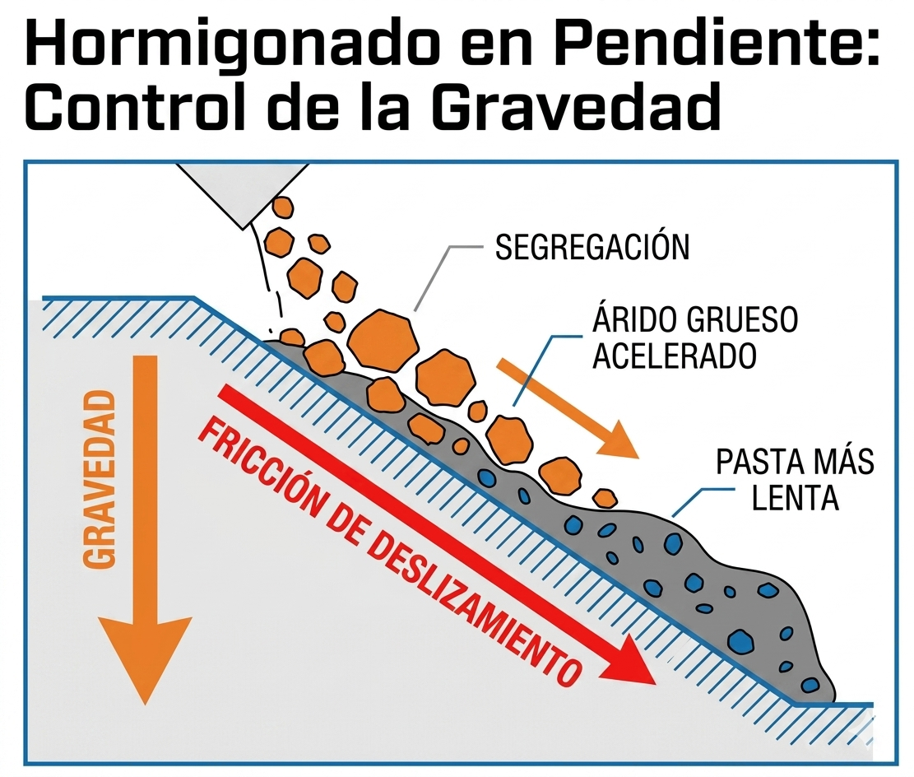
Desafiando la pendiente: de abajo hacia arriba.
El hormigonado en superficies inclinadas plantea un reto físico: la tendencia del hormigón a deslizarse y la segregación debida a las distintas velocidades de los áridos. Existe una paradoja: el vibrado es indispensable para compactar, pero también es el principal motor del deslizamiento.
La orden técnica es hormigonar siempre de abajo hacia arriba. Por ello, debemos calcular el volumen y la distancia del vertido de modo que el hormigón ocupe su lugar tras un vibrado breve. Este control del tiempo de vibración, sumado al uso de elementos que encaucen el flujo (como tolvas o embudos), es lo único que garantiza que la masa no se desplace por la ladera y que se mantenga la estabilidad de la sección.
Cómo corregir un «nido de grava» (desde la descarga hasta la pala).
La calidad se controla desde el principio. Para evitar segregaciones iniciales, se recomienda utilizar una «cacera» (recipiente auxiliar) al vaciar la hormigonera, lo que reduce los riesgos antes de que el material llegue a la obra. Si, a pesar de esto, se detecta una zona con exceso de árido grueso (coquera o nido de grava), la corrección debe ser técnica; está prohibido intentar «tapar» el problema añadiendo mortero o hormigón blando encima.
El método correcto consiste en recoger las partículas de grava sobrantes con una pala y distribuirlas en «zonas blandas» (con exceso de mortero). Una vez redistribuido el árido, es obligatorio realizar un vibrado o un apisonado enérgico en la zona para reintegrar los componentes. Si no se realiza esta compactación final, la corrección será solo estética y no tendrá valor estructural.
«No se admitirá, bajo ninguna circunstancia, la puesta en obra de masas de hormigón que presenten indicios de inicio del fraguado, ya que ello compromete gravemente sus propiedades mecánicas y su correcta compactación».
Conclusión.
La puesta en obra es un proceso que exige disciplina técnica y supervisión constante. No se debe iniciar ningún vertido sin la conformidad expresa de la dirección facultativa, que debe verificar la correcta disposición de las armaduras y la estabilidad de los encofrados.
Al final de la jornada, debemos reflexionar: ¿compensa acelerar la construcción a costa de comprometer la durabilidad de una estructura diseñada para durar un siglo? El hormigón es un material noble, pero no perdona los errores una vez endurecido. Nuestra responsabilidad técnica es garantizar que ese «momento de la verdad» se lleve a cabo con la precisión que exigen la ingeniería y la seguridad pública.
Os he grabado un vídeo en el que explico este tipo de cuestiones de obra.
En esta conversación podrás escuchar consejos sobre cómo realizar un buen vertido de hormigón.
Este vídeo resume los conceptos clave de la colocación del hormigón.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 450 pp. Ref. 441. ISBN: 978-84-1396-418-8
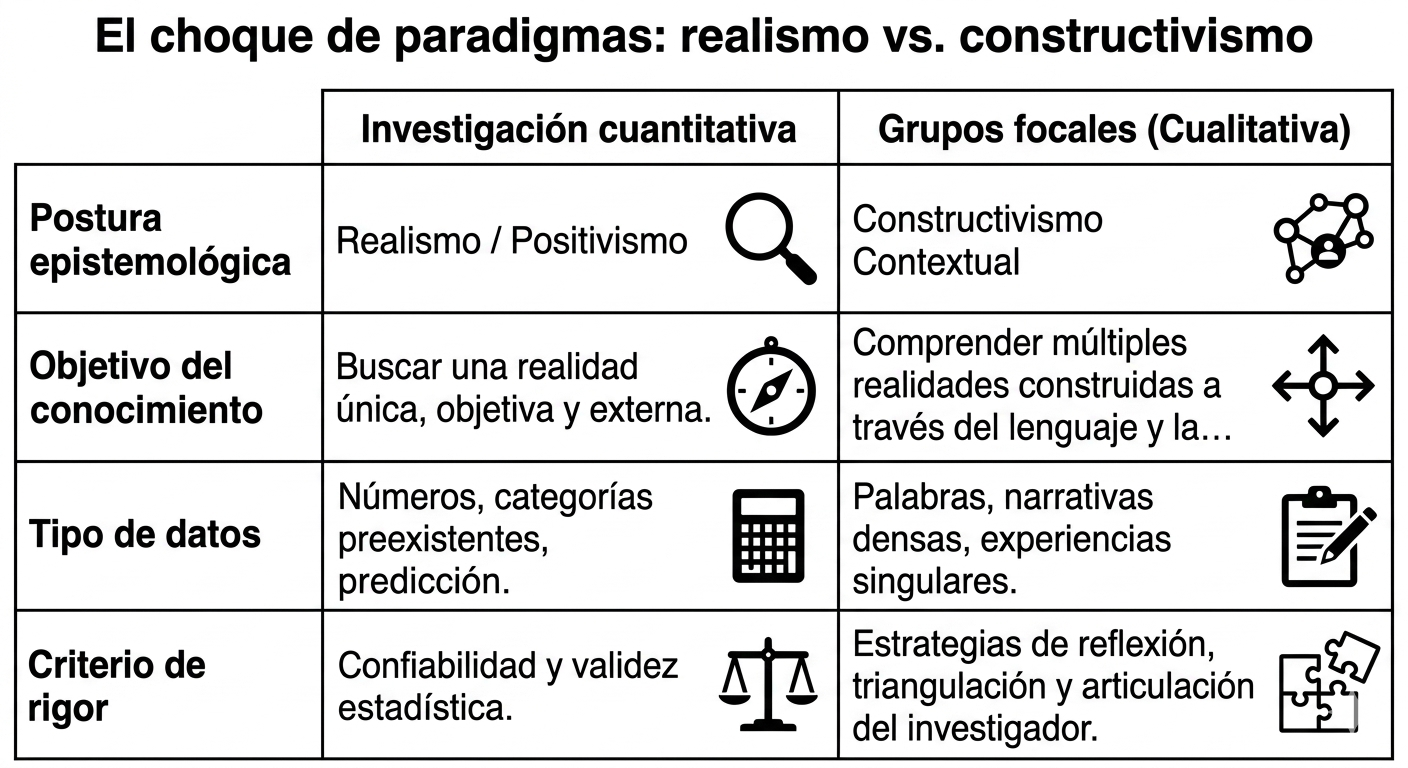
¿Por qué, a pesar de tener todas las estadísticas y los gráficos sobre la mesa, a veces fracasamos en nuestro intento de entender el comportamiento humano? En una era obsesionada con el Big Data, tendemos a olvidar que los números solo muestran una parte de la realidad. Las decisiones estratégicas, desde la optimización de un servicio oncológico hasta el cambio de modelo de negocio, exigen descifrar el «porqué» que se esconde detrás de cada dato. Aquí es donde surgen los grupos focales, no como un trámite académico árido, sino como una ventana táctica a la subjetividad. Esta técnica capta cómo piensan, sienten y viven las personas a través de la interacción grupal y revela verdades incómodas o sutiles que una encuesta estandarizada no puede detectar. No se trata solo de recopilar información, sino de ponerse en la piel del otro para transformar la gestión organizativa.
Un origen inesperado: de la propaganda de guerra a la empatía moderna.
Aunque hoy los asociamos con el marketing o la salud, los grupos focales surgieron de una necesidad estratégica de supervivencia. La técnica, originalmente bautizada como «entrevista focal», fue desarrollada en la década de los cuarenta en la Universidad de Columbia por Paul Lazarsfeld y Robert Merton. Su objetivo inicial era analizar las respuestas de la audiencia ante la propaganda y las transmisiones de radio durante la Segunda Guerra Mundial.
Resulta fascinante observar que, a pesar de su potencial, la técnica fue prácticamente ignorada en la investigación académica formal hasta finales de la década de 1970, un período de «renacimiento» en el que se comprendió que lo que servía para el control de masas podía ser la herramienta definitiva para la empatía. Lo que comenzó como un instrumento para analizar la propaganda evolucionó hacia una metodología para «dar voz» al ciudadano, lo que permitió humanizar sistemas que, de otro modo, habrían permanecido ciegos al factor humano.
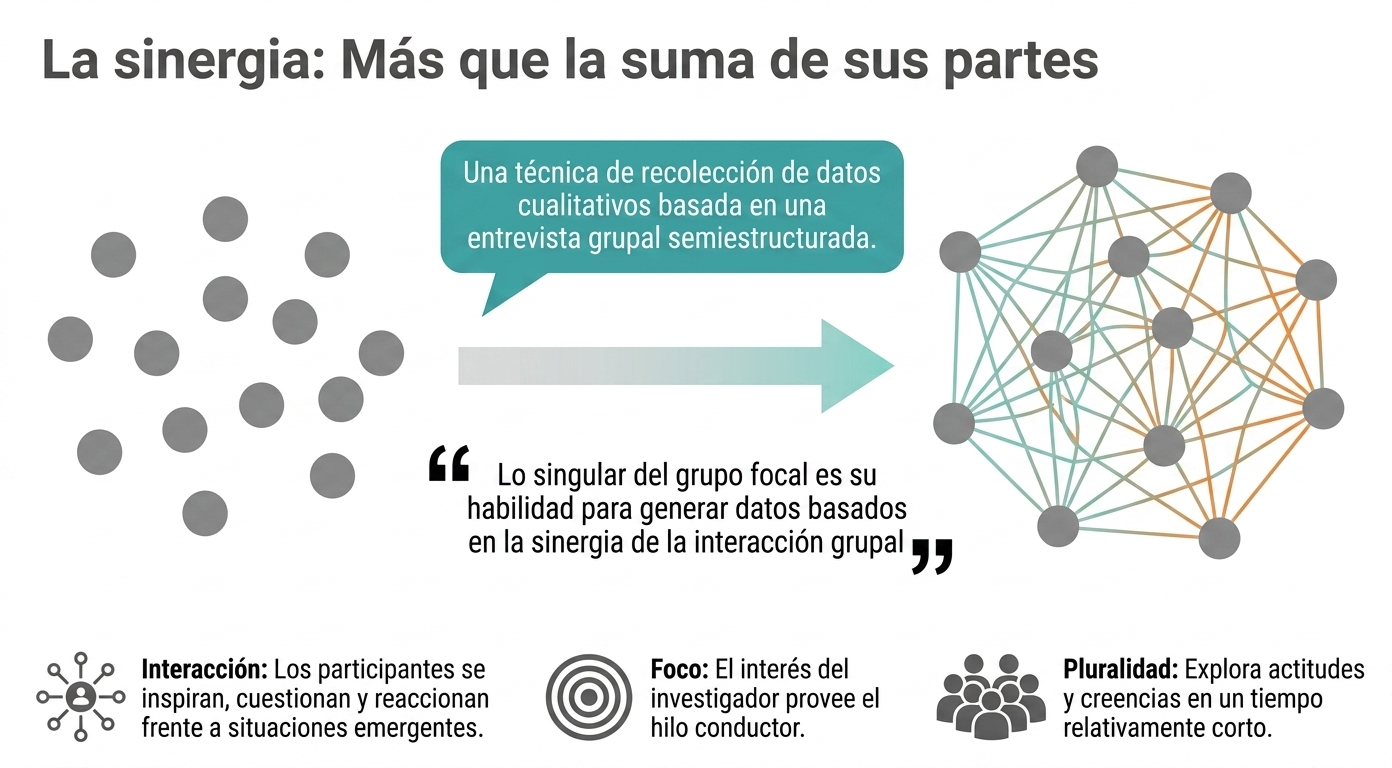
La «sinergia»: cuando 1 + 1 es mucho más que 2.
A diferencia de la entrevista individual, el grupo focal es un método colectivista. Su valor estratégico no radica en la suma de opiniones, sino en la energía que el grupo genera. La interacción actúa como un catalizador: un comentario ajeno activa recuerdos, las inhibiciones se disuelven y surgen temas tabú que nadie se atrevería a mencionar en soledad.
«El grupo focal es un método de investigación colectivista, más que individualista, que se centra en la pluralidad y la variedad de las actitudes, experiencias y creencias de los participantes en un tiempo relativamente corto».
Nota de rigor técnico: es vital distinguir entre método y técnica. El método es el proceso macro para alcanzar una meta, mientras que el grupo focal es, técnicamente, una técnica: un conjunto específico de directrices y recursos diseñados para llevar a cabo una estrategia de escucha profunda.
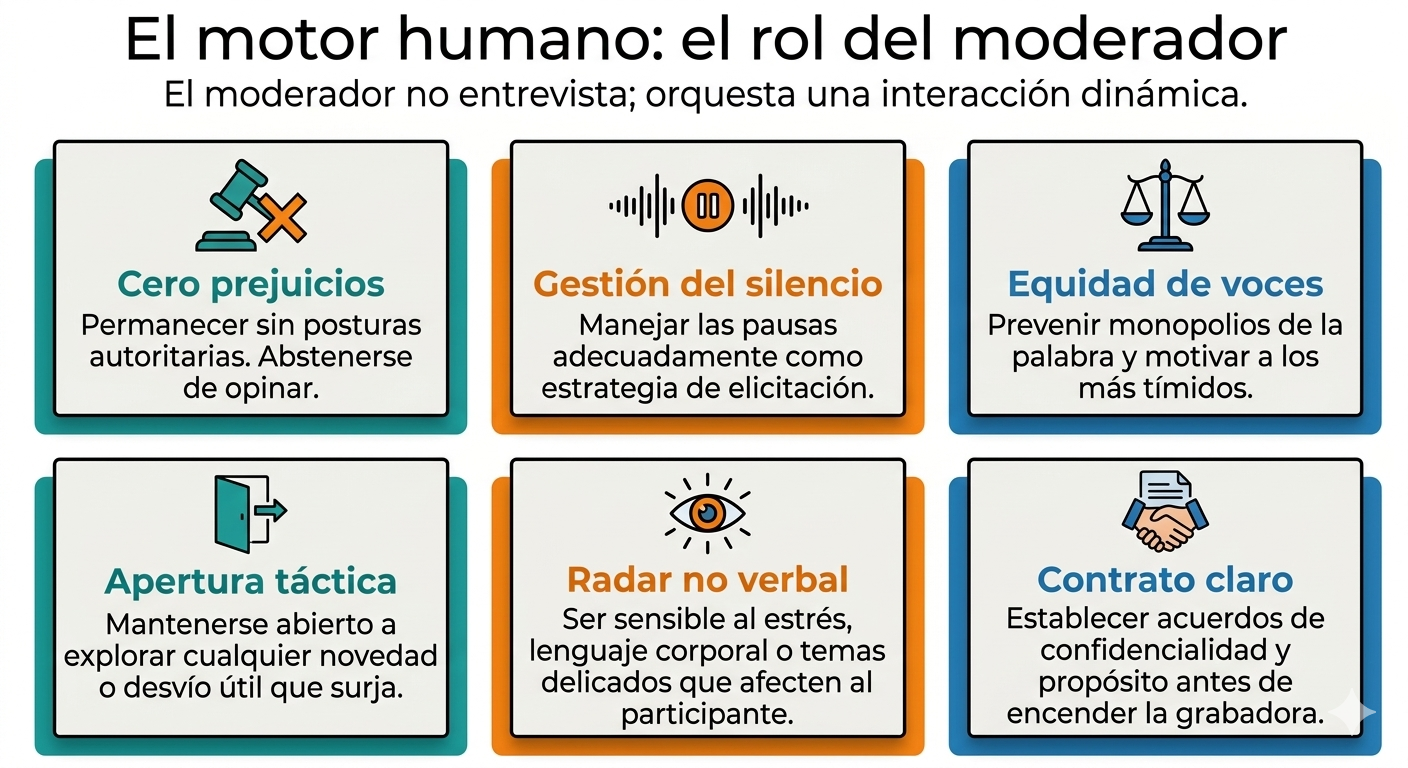
El moderador: un director de orquesta invisible.
El éxito de esta técnica no depende de los participantes, sino de la habilidad del moderador. No es una autoridad, sino un facilitador que convierte la amabilidad en una herramienta técnica de precisión.
Habilidades tácticas de moderación:
Manejo del silencio: entender el vacío no como un error, sino como una invitación para que el participante profundice en sus ideas.
Cuidado de las relaciones interpersonales: exigencia técnica orientada a generar seguridad psicológica y a obtener datos auténticos.
Ausencia de posturas autoritarias: el moderador debe «focalizar» la conversación sin sesgarla con sus propios prejuicios, manteniendo una escucha activa y sensible.
Sencillez lingüística: adaptar el registro al «mundo de vida» del entrevistado para eliminar barreras jerárquicas.
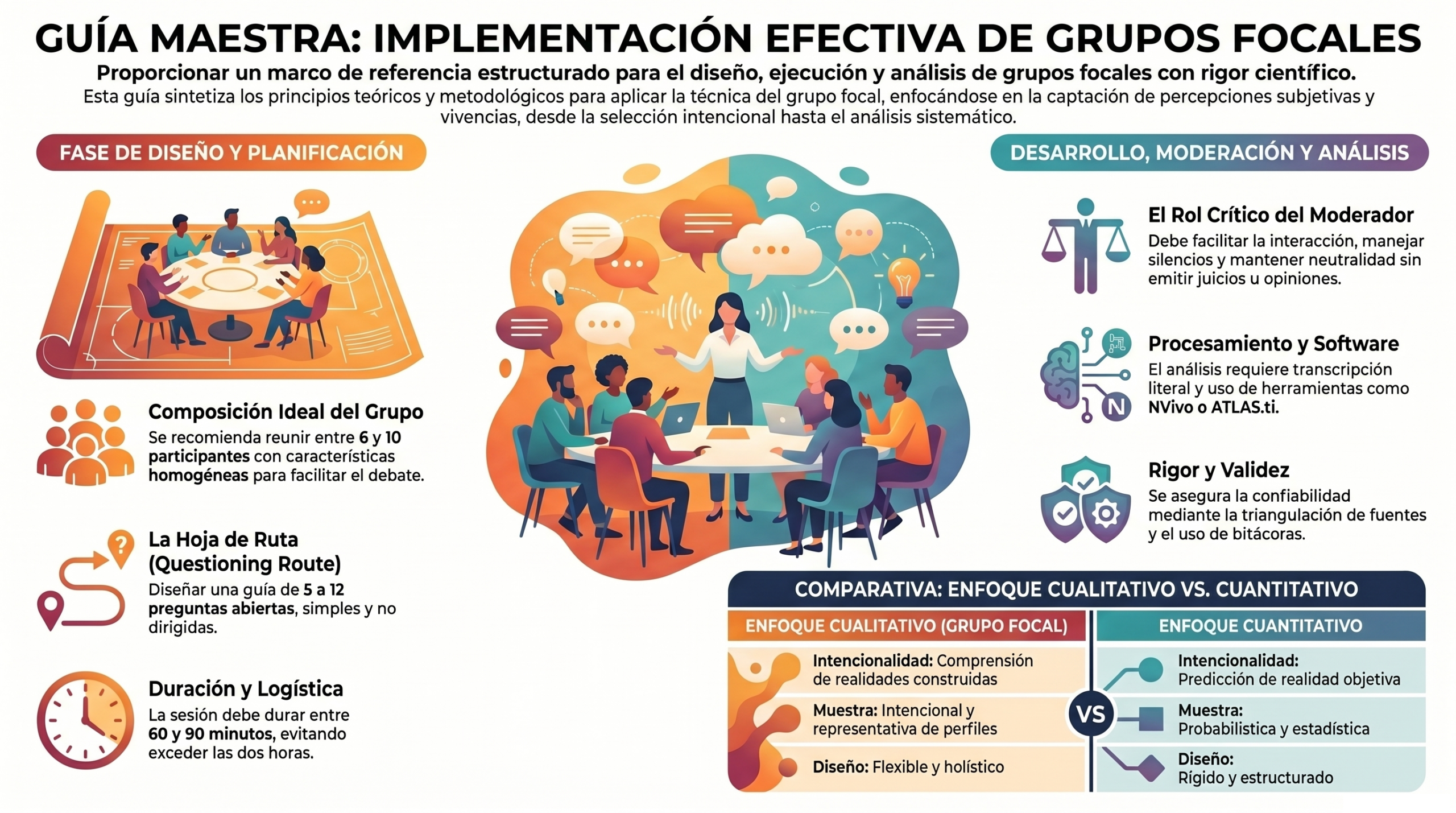
El «número mágico» y el límite del cansancio.
Para que la sinergia no se convierta en caos, la logística debe ser milimétrica. La eficiencia operativa de un grupo focal se rige por estas reglas de oro:
Participantes: el rango ideal es de 6 a 10 colaboradores. Con menos de seis, se limita el pensamiento colectivo; con más de diez, se diluye la profundidad y se complica la labor del moderador.
Duración óptima: entre 60 y 90 minutos. Este es el tiempo necesario para crear un clima de confianza y agotar la hoja de ruta (questioning route).
El límite crítico: las dos horas, que marcan el «límite físico y psicológico». Superar este umbral genera fatiga cognitiva y reduce la calidad y la veracidad de los testimonios.
Del caos al orden: el desafío de analizar la subjetividad.
Convertir las horas de conversación en hallazgos aplicables requiere un rigor metodológico casi artesanal. El análisis no es una cuestión de intuición, sino un proceso de triangulación en el que se «tejen» los testimonios con teorías previas y marcos bibliográficos para otorgar validez científica a la subjetividad.
El proceso se divide en dos niveles críticos de codificación:
Codificación abierta: exploración inicial de los datos para crear conceptos y categorías desde cero (descubrimiento).
Codificación axial: identificación de conexiones y relaciones lógicas entre los códigos creados (la estructura).
Fases del análisis temático:
Familiarización: Inmersión total en las transcripciones literales.
Generación de códigos: Etiquetado de conceptos clave.
Búsqueda de temas: Agrupación de códigos en patrones de significado.
Revisión: Asegurar que los temas representen fielmente el diálogo original.
Definición: Refinar la esencia de cada categoría.
Redacción: Construcción de una narrativa coherente que responda a los objetivos estratégicos.
Conclusión: un futuro basado en la escucha.
En un mundo saturado de algoritmos e inteligencia artificial, la herramienta más disruptiva sigue siendo la conversación humana dirigida. Implementar una cultura de escucha activa mediante grupos focales no es un lujo académico, sino una ventaja competitiva que humaniza las organizaciones y valida la experiencia individual.
¿Cómo cambiaría su entorno laboral si, por un momento, silenciara los cuadros de mando de datos para crear un espacio diseñado solo para escuchar? En última instancia, el valor de la subjetividad es que nos permite ver aquello que los números, por sí solos, prefieren callar.
En esta conversación podéis escuchar las ideas más interesantes sobre esta técnica de investigación cualitativa.
Este vídeo resume bien los principales conceptos de los grupos focales.
Es una estampa habitual en nuestras ciudades: un camión con un enorme tambor giratorio que avanza con parsimonia hacia una obra. Para la mayoría, no es más que un vehículo pesado de transporte. Sin embargo, bajo esa apariencia ruda se esconde un laboratorio rodante. Desde el punto de vista de la ingeniería civil, estos vehículos no son solo camiones, sino fábricas químicas en movimiento diseñadas para que el material más utilizado del mundo, el hormigón, llegue con las propiedades exactas necesarias para sostener nuestros puentes y edificios.
A continuación, te revelo los secretos técnicos que convierten a estos gigantes en piezas maestras de la logística constructiva.
El secreto de la capacidad variable: ¿agitador o mezclador?
Muchos ignoran que la capacidad de carga de un camión hormigonera no es fija, sino que depende de su función. El camión puede funcionar como agitador o como mezclador, y en cada caso la carga útil permitida varía.
Como mezcladora, recibe los componentes secos y el agua de amasado directamente en la central de dosificación. Durante el trayecto, el camión debe realizar el amasado completo. En este caso, su capacidad es menor (por ejemplo, 6,6 m³), ya que se requiere espacio libre en la cuba para que los materiales choquen, caigan y se integren perfectamente.
Como agitador, recibe el hormigón ya amasado en planta. Su única función es mantenerlo fluido y evitar la segregación. En este caso, puede aprovechar mucho mejor su volumen y alcanzar capacidades de hasta 8 m³.
No obstante, cuando hablamos de hormigón estructural, hay que tener en cuenta algo fundamental: el Código Estructural prohíbe expresamente la adición de agua (o cualquier otra sustancia) a la masa de hormigón una vez que sale de la planta, con las cantidades exactas de cada componente, que quedan registradas en el albarán de suministro (contenido de cemento, relación agua/cemento, etc.).
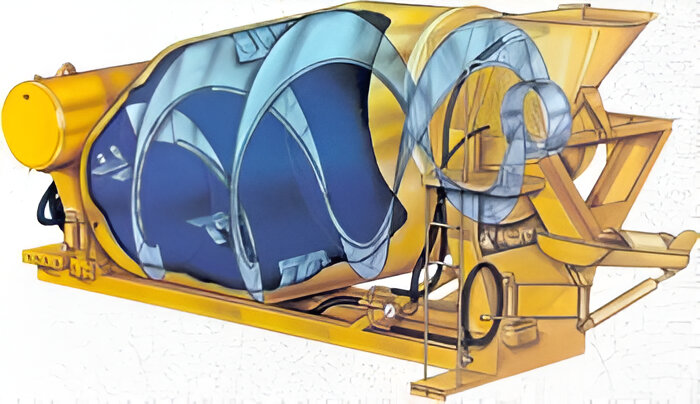
El ingenio de Arquímedes y la anatomía del tambor.
El movimiento del hormigón en la cuba no es aleatorio. La «magia» ocurre gracias a dos hileras de espirales helicoidales soldadas entre sí, que operan según el principio del tornillo de Arquímedes.
Físicamente, la cuba es una estructura cilíndrica cónica fabricada en chapa de alta resistencia al desgaste y montada con una inclinación de 15°. Para soportar las enormes fuerzas de torsión y el peso del material, el tambor descansa sobre un preciso sistema de ingeniería: una banda zunchada en la parte superior que se apoya en dos robustos rodillos y un eje inferior que gira sobre cojinetes de alta capacidad de carga. Gracias a este diseño, basta con cambiar el sentido de rotación para que el camión pase de amasar el material en el fondo a elevarlo mecánicamente hacia la tolva de descarga.
Detalle de las espiras de un camión hormigonera
La danza de las revoluciones: el ritmo exacto del hormigón.
El control de la mezcla se realiza mediante el embrague de la cabina. El conductor debe gestionar tres ritmos críticos de rotación, cada uno con un propósito específico para garantizar la integridad del material:
Carga y amasado (aproximadamente de 16 a 22 rpm): se utiliza la velocidad más alta (segunda velocidad) para integrar los componentes con rapidez tras la carga o para realizar el amasado final en la obra.
Transporte y agitación (aproximadamente de 1 a 6 rpm): según el modelo y el manual de operación, se utiliza una velocidad lenta para mantener el hormigón en movimiento constante y evitar que se segregue o que comience el fraguado prematuramente.
Descarga (7-10 rpm): velocidad intermedia que, al invertir el sentido de giro, garantiza un flujo constante y controlado del material hacia la canaleta de distribución.
Conviene recordar que estos valores son orientativos y pueden variar según el fabricante y el modelo del camión.
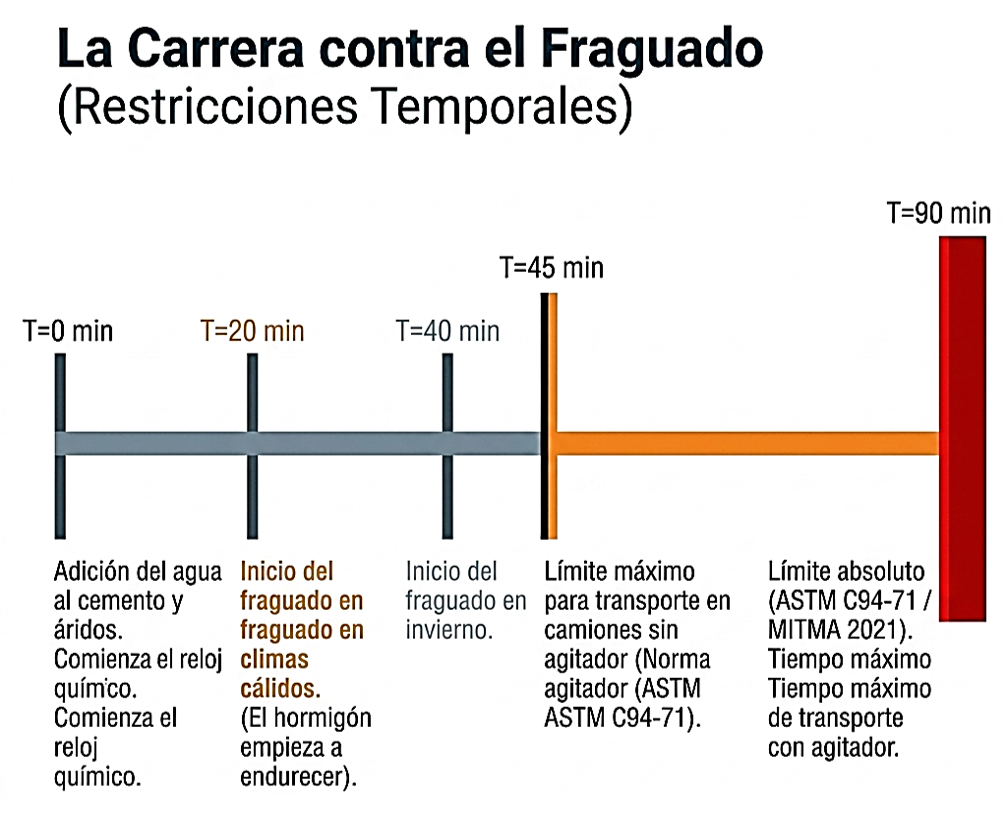
La carrera contrarreloj: la regla de los 90 minutos.
El transporte de hormigón es una lucha térmica y química.
El fraguado, entendido como el inicio del endurecimiento, no espera a nadie: en climas cálidos puede comenzar antes que en invierno, por lo que el tiempo de transporte y colocación debe controlarse con rigor.
No debe afirmarse que, cuando las distancias son largas, se añade agua al final del trayecto. El Código Estructural prohíbe expresamente añadir agua al hormigón una vez que ha salido de la planta. El depósito de agua del camión se destina principalmente a la limpieza y al lavado de los restos de hormigón al finalizar la descarga.
. La normativa es tajante al respecto:
«El Código Estructural recomienda que, en condiciones normales, el intervalo de tiempo entre la adición de agua de amasado al cemento y a los áridos y la colocación del hormigón no exceda de una hora y media (90 minutos).»
El corazón independiente: un seguro de vida contra el fraguado.
El mayor temor de un operario es que el hormigón se fragüe en la cuba por una avería del vehículo. En ese caso, la cuba se convertiría en una roca inservible de varias toneladas. Para evitar este desastre económico, la ingeniería ofrece dos sistemas de motorización con ventajas diferentes:
Motor auxiliar independiente: un motor diésel dedicado exclusivamente a hacer girar la cuba.
Ventaja: permite que la hormigonera siga operando aunque el camión sufra una avería, lo que ayuda a evitar que el hormigón pierda su trabajabilidad.
Ventaja: aumenta la vida útil del motor principal del vehículo.
Toma de fuerza: utiliza el motor del camión para accionar el tambor.
Ventaja: reduce el consumo de combustible al emplear un único motor.
Desventaja: requiere camiones con mayor potencia y una transmisión adecuada para el funcionamiento de la cuba.
Conclusión: la ingeniería que sostiene nuestras ciudades.
La próxima vez que veas un camión hormigonera, ya no lo verás como un simple vehículo pesado. Estarás ante una fábrica de alta precisión que combina la geometría milenaria de Arquímedes con las normativas vigentes en materia de seguridad química. Desde la chapa resistente al desgaste de su cuba hasta el control preciso de sus revoluciones, cada detalle está diseñado para garantizar que el hormigón de nuestros cimientos sea perfecto.
¿Volverás a mirar estos gigantes de acero de la misma forma ahora que conoces la física y la química que tienen lugar en su interior?
Os he grabado un vídeo del camión hormigonera. Espero que os guste.
En este audio podrás escuchar una conversación sobre el funcionamiento de esta máquina.
En este vídeo se recogen las ideas básicas sobre los camiones hormigonera.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 450 pp. Ref. 441. ISBN: 978-84-1396-418-8
 Os presento un Manual de Referencia sobre la fabricación y la puesta en obra del hormigón. Este libro ofrece una visión integral de la fabricación y la puesta en obra del hormigón, tanto en el ámbito de la edificación como en el de la ingeniería civil. Aborda los equipos y procesos asociados a la preparación del hormigón —incluidas las centrales de hormigonado—, su transporte, vertido, compactación y curado, así como los hormigones especiales, los pavimentos de hormigón para carreteras y el hormigón pretensado. La principal aportación de la obra es su enfoque constructivo, apoyado en abundante material gráfico —fotografías e ilustraciones— que refuerza y clarifica las explicaciones. El texto se completa con una amplia bibliografía, cuestiones de autoevaluación con sus respuestas y problemas resueltos que facilitan la consolidación de los conceptos fundamentales. Concebido como libro de texto para estudiantes de ingeniería y arquitectura, ofrece una orientación práctica clara para la construcción. Al mismo tiempo, está estructurado como un manual de consulta para profesionales vinculados al proyecto y a la ejecución de obras, complementando los contenidos de otros textos de carácter estructural o geotécnico, habitualmente más centrados en el desarrollo teórico y en el cálculo.
Os presento un Manual de Referencia sobre la fabricación y la puesta en obra del hormigón. Este libro ofrece una visión integral de la fabricación y la puesta en obra del hormigón, tanto en el ámbito de la edificación como en el de la ingeniería civil. Aborda los equipos y procesos asociados a la preparación del hormigón —incluidas las centrales de hormigonado—, su transporte, vertido, compactación y curado, así como los hormigones especiales, los pavimentos de hormigón para carreteras y el hormigón pretensado. La principal aportación de la obra es su enfoque constructivo, apoyado en abundante material gráfico —fotografías e ilustraciones— que refuerza y clarifica las explicaciones. El texto se completa con una amplia bibliografía, cuestiones de autoevaluación con sus respuestas y problemas resueltos que facilitan la consolidación de los conceptos fundamentales. Concebido como libro de texto para estudiantes de ingeniería y arquitectura, ofrece una orientación práctica clara para la construcción. Al mismo tiempo, está estructurado como un manual de consulta para profesionales vinculados al proyecto y a la ejecución de obras, complementando los contenidos de otros textos de carácter estructural o geotécnico, habitualmente más centrados en el desarrollo teórico y en el cálculo.