
La vibración interna o por inmersión se realiza introduciendo en la masa de hormigón un elemento tubular, conocido como vibrador de aguja. Este dispositivo está compuesto por una cabeza cilíndrica metálica, resistente al desgaste y fácilmente intercambiable, que alberga el mecanismo vibratorio. Estos son los más utilizados en obras de carácter general. En la mayoría de las situaciones, los vibradores internos requieren el efecto refrigerante del hormigón para prevenir el sobrecalentamiento; es decir, el hormigón actúa como refrigerante.
La vibración por inmersión es una forma de compactación eficiente, ya que el vibrador está en contacto directo con el hormigón. Esto permite que el vibrador actúe y cambie de posición según sea necesario, adaptándose al tipo de hormigón. Presentan la ventaja de ser sencillos de manejar y transportar de un lugar a otro. Su efecto se limita a una masa contenida en un tronco de cono, con un diámetro mayor en la superficie que en el fondo, debido a la mayor viscosidad del hormigón en las capas inferiores. Esta situación requiere insertar el vibrador en distintos puntos para que las zonas de acción se superpongan. Por lo general, la separación entre los pinchazos, en centímetros, equivale al tamaño de la aguja en milímetros. La distancia entre los puntos de inmersión también depende de la consistencia del hormigón, de la forma y el tamaño de la pieza, y del tipo específico de vibrador. Además, el radio de acción de un vibrador interno es significativamente menor en el hormigón armado que en el hormigón en masa. Esta reducción puede alcanzar hasta un 50 %.
Los vibradores internos actualmente utilizados son de tipo rotativo. Los impulsos vibratorios se generan desde la cabeza del vibrador en ángulo recto. Este tipo de maquinaria suele funcionar a altas frecuencias (entre 200 Hz y 300 Hz) para producir vibraciones intensas y con un radio de acción suficiente gracias a su peso reducido. Con el paso del tiempo, se ha tendido a emplear vibradores de aguja de diámetros más pequeños y con una frecuencia de vibración más alta para lograr una mayor eficacia. Este cambio también se debe a la demanda de herramientas ligeras y a la construcción de obras con secciones más delgadas y armaduras cada vez más densas.
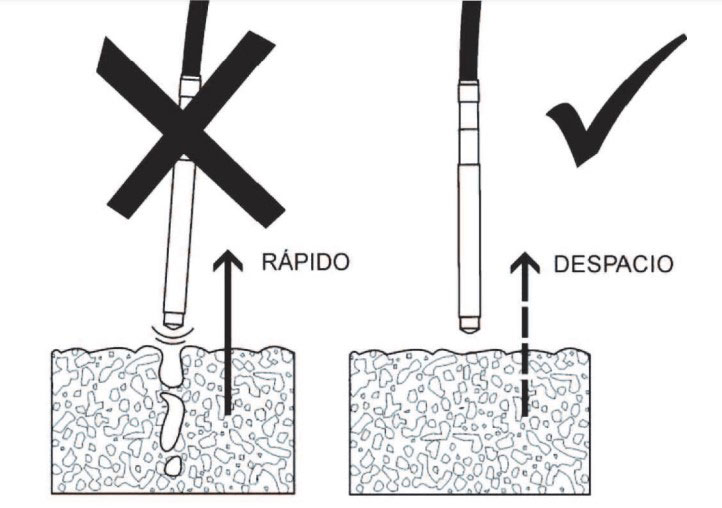
En cuanto al proceso, el vibrador interno se introduce verticalmente en el hormigón de forma rápida, pero no debe permanecer en funcionamiento durante un periodo prolongado para prevenir segregaciones o exudaciones, especialmente en hormigones fluidos. Debe continuarse la vibración hasta que las burbujas de aire grandes aparezcan esporádicamente y comience a formarse una capa muy delgada de mezcla fina. Los tiempos habituales de vibrado son de 10 a 15 segundos, tras los cuales el vibrador debe retirarse lentamente. Los tiempos de curado excesivos pueden causar segregación, especialmente si el hormigón no está muy seco. Prolongar el tiempo de vibración para eliminar todo el aire más allá de lo necesario no es práctico y, en hormigones mal dosificados, puede provocar efectos nocivos, como la disgregación del material. No obstante, es importante tener en cuenta que un exceso de vibración es menos perjudicial que una vibración insuficiente. La extracción debe ser lenta para que el orificio que se forma se rellene con hormigón y mortero. Es preferible vibrar menos tiempo en muchos puntos, en vez de mucho tiempo en pocos puntos. La Tabla 1 incluye valores orientativos de amplitud y frecuencia, así como el radio de acción y la velocidad de vertido recomendados para diferentes calibres.
Tabla 1. Valores característicos de vibradores de inmersión
| Ø vibrador (mm) | Frecuencia (Hz) | Amplitud (mm) | Radio de acción (cm) | Velocidad de vertido (m3/h) |
| 20 – 40 | 170 – 250 | 0,4 – 0,8 | 8 – 15 | 0,8 -4 |
| 30 – 60 | 150 – 225 | 0,5 – 1,0 | 13 – 25 | 2,5 – 8 |
| 50 – 90 | 130 – 200 | 0,6 – 1,3 | 18 – 35 | 4,5 – 15 |
| 80 – 150 | 120 – 180 | 0,8 – 1,5 | 30 – 50 | 11- 30 |
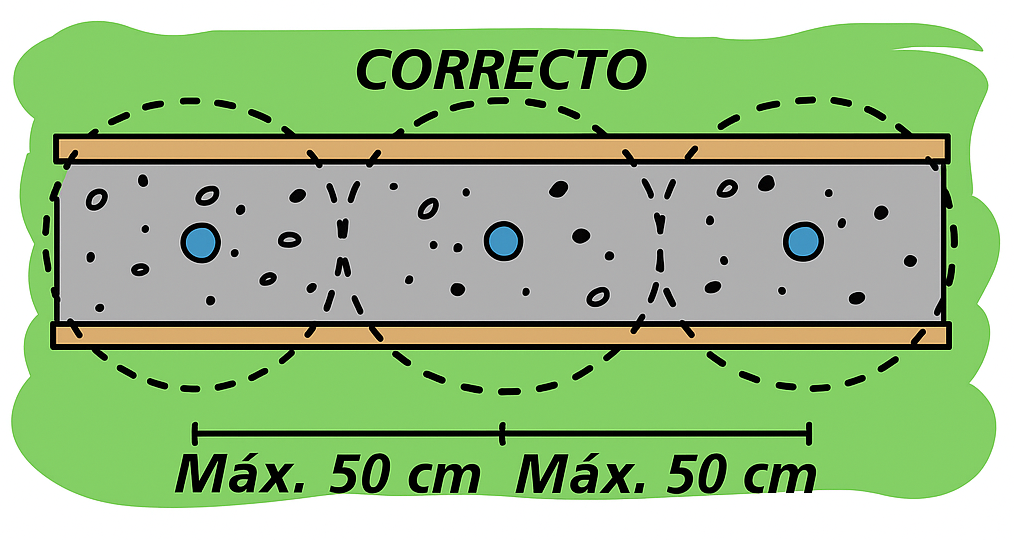
Las diferentes inserciones deben situarse aproximadamente a la vez y media del radio de acción del vibrador interno para generar solapamientos. Como regla práctica, puede decirse que la distancia entre los puntos de inmersión debería ser de 8 a 10 veces el diámetro de la aguja. Normalmente, no debe exceder los 50 cm entre los puntos de inserción (Figura 4).
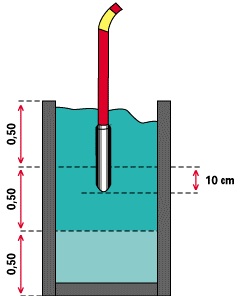
Durante la vibración, se debe evitar que el vibrador toque el encofrado. Se debería mantener una distancia de unos 10 cm entre el vibrador y las caras verticales de los encofrados para evitar la formación de burbujas superficiales. En cuanto a las armaduras, aunque la norma tradicional recomienda no tocarlas, puede ser beneficioso vibrarlas para lograr una mayor adherencia y una mayor densidad del hormigón en las zonas con mayor concentración de barras. Tampoco se debe distribuir el hormigón con el vibrador de aguja.
El campo de actuación óptimo de estos aparatos se sitúa en relaciones agua/cemento entre 0,4 y 0,6. Con valores inferiores, el hormigón se vuelve muy rígido y, con valores superiores, muy fluido, lo que puede provocar problemas de exudación.
Una vibración inadecuada puede provocar distintos defectos en el hormigón:
- Panal de abeja: Se forman bolsas de áridos sin mortero cuando la vibración es incompleta y no sistemática.
- Estratos de hormigonado o vetas entre tongadas: Aparecen cuando no se realiza el revibrado y la fusión con la capa anterior, es decir, no se ha llevado a cabo el cosido de capas.
- Vetas o regueros de arena en la superficie: Se deben a una mala dosificación del hormigón y a fugas en los encofrados, que permiten la pérdida de lechada por una vibración excesiva.
- Aire ocluido no expulsado: Se manifiesta como huecos de aire en la superficie causados por burbujas de aire que no pudieron salir debido a un tiempo insuficiente de vibrado. Los encofrados de madera permiten liberar las burbujas de aire y lograr una mejor apariencia superficial que los encofrados metálicos.
- Fugas en los encofrados y en las superficies bombeadas: Se producen por un vibrado excesivo o por encofrados que no son estancos y resistentes a la vibración.
Desde la perspectiva del tipo de energía, existen tres tipos de vibradores internos: eléctricos, hidráulicos (especialmente utilizados en carreteras y presas) y de aire comprimido.
- Las agujas eléctricas funcionan a 200 Hz y están diseñadas para vibrar el hormigón en obras de construcción e ingeniería civil. Los vibradores con motor eléctrico integrado en la cabeza han ganado popularidad en los últimos años. Al tener el motor ubicado en la cabeza del vibrador, no se necesitan motores ni flechas separados. Desde la cabeza, sale un cable eléctrico resistente que también sirve como mango. Estos vibradores suelen tener un diámetro mínimo de 50 mm. Este tipo de vibradores está disponible en dos diseños. Uno de ellos utiliza un motor universal y el otro un motor trifásico de 180 Hz (alta frecuencia). En este último caso, la energía generalmente proviene de un motor de gasolina portátil; sin embargo, también puede utilizarse la corriente comercial mediante un convertidor de frecuencia. El diseño con motor de inducción experimenta una ligera disminución de la velocidad al sumergirse en el hormigón. Esto permite que pueda rotar con un peso excéntrico mayor y desarrollar una fuerza centrífuga más alta que la que producen los modelos con motores eléctricos en la cabeza de un diámetro similar. En algunos países, se utilizan motores para vibradores de 150 o 200 Hz.
- Los vibradores neumáticos suelen tener el motor neumático típico ubicado en la cabeza del vibrador. El diseño más común emplea aspas que sostienen el motor y los elementos excéntricos sobre apoyos. Sin embargo, existen modelos sin apoyos que requieren menos mantenimiento, así como otros con flecha flexible que sitúan el motor neumático fuera de la cabeza. El uso de vibradores neumáticos presenta ventajas cuando el acceso al aire comprimido es fácil. La frecuencia de vibración depende en gran medida de la presión del aire, que debe mantenerse siempre dentro de los niveles recomendados por el fabricante. En ocasiones, puede resultar conveniente ajustar la presión del aire para obtener una frecuencia distinta. Las agujas neumáticas, aunque presentan características similares a las eléctricas, incluyen modelos que alcanzan 320 Hz y diámetros de hasta 140 mm.
- Los vibradores accionados por motor hidráulico se emplean ampliamente en las máquinas de pavimentación. Estos vibradores están conectados al sistema hidráulico de la pavimentadora mediante mangueras de alta presión. La frecuencia de vibración puede ajustarse regulando el caudal del fluido hidráulico que circula por el vibrador. La eficacia del vibrador depende tanto de la presión como del caudal del fluido hidráulico. Por lo tanto, es crucial realizar revisiones periódicas del sistema hidráulico para garantizar su correcto funcionamiento.
Os dejo algunos vídeos que, espero, sean de vuestro interés.
Os dejo esta presentación con consejos interesantes sobre el vibrado interno del hormigón.
Referencias:
ACI COMMITTEE 309R-96. Guide for Consolidation of Concrete (ACI 309). American Concrete Institute.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Cursos:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.