En un artículo anterior se describió cómo se puede determinar la producción de los equipos y cuáles eran los factores de producción. Estos factores eran cinco: factor de disponibilidad, disponibilidad intrínseca, factor de utilización, factor de aprovechamiento e índice de paralizaciones. Estos factores se encuentran relacionados entre sí, de forma que conociendo dos de ellos es posible deducir los otros tres. De esta forma, el número de combinaciones posibles es de 10.
En un artículo anterior se describió cómo se puede determinar la producción de los equipos y cuáles eran los factores de producción. Estos factores eran cinco: factor de disponibilidad, disponibilidad intrínseca, factor de utilización, factor de aprovechamiento e índice de paralizaciones. Estos factores se encuentran relacionados entre sí, de forma que conociendo dos de ellos es posible deducir los otros tres. De esta forma, el número de combinaciones posibles es de 10.
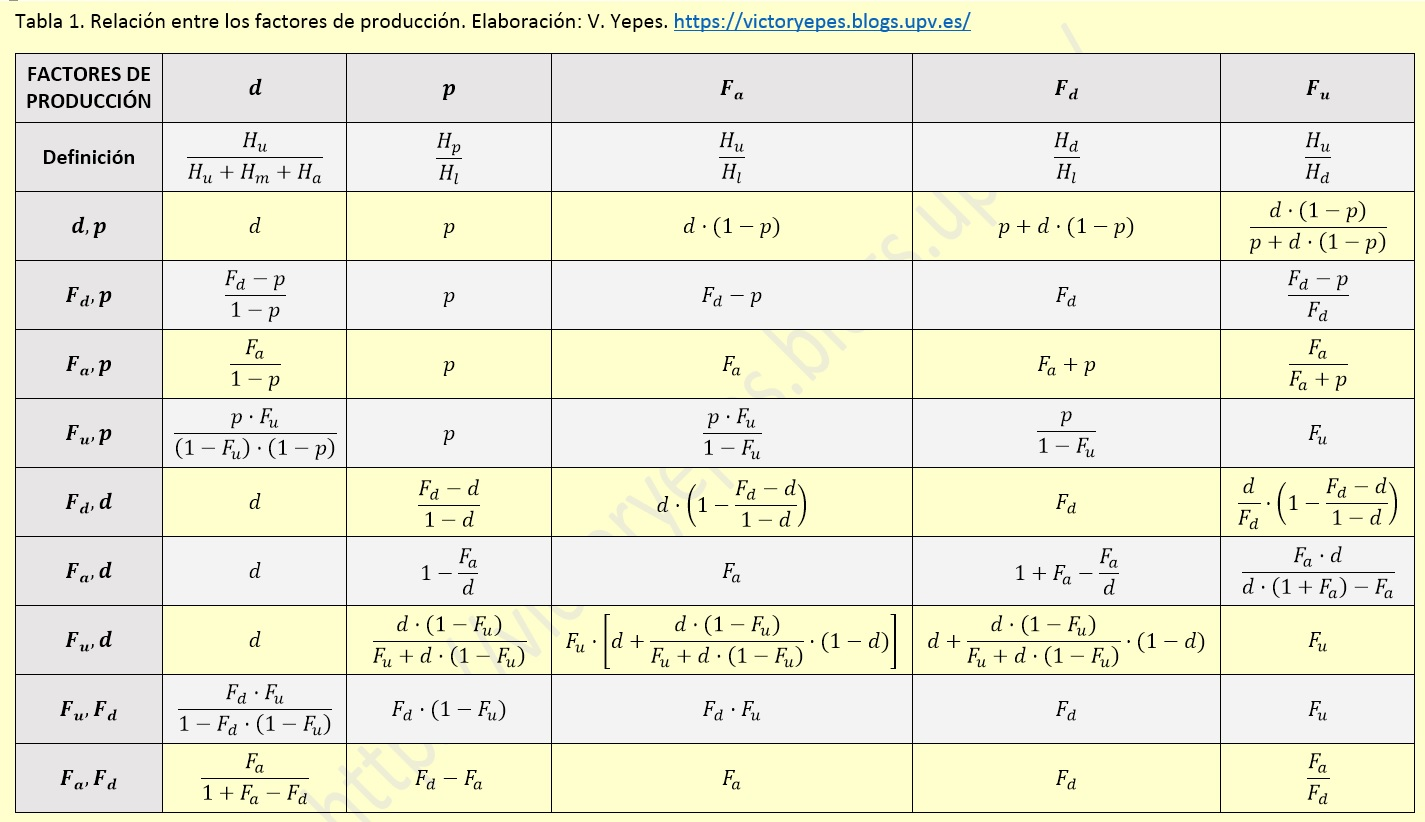
El problema que he detectado en algunos de mis estudiantes es que les cuesta deducir, a partir de las definiciones, las relaciones entre los distintos factores de producción. Es por este motivo por el que he desarrollado la Tabla 1 que indica las definiciones de los factores y cómo a conociendo dos de ellos se pueden deducir los otros tres. Se trata de un ejercicio sencillo que dejo al lector curioso para que lo deduzca.
De esta forma ya sois capaces de resolver algún problema como el siguiente:
De 100 minutos de laborables, una máquina tiene 85 minutos de disponibilidad y 80 minutos de utilización. Determinar: a) los minutos correspondientes a mantenimiento y averías, b) los minutos correspondientes a paradas en el tajo, c) factor de disponibilidad, d) factor de utilización, e) factor de aprovechamiento, f) disponibilidad intrínseca y g) índice de paralizaciones.
Respuestas: a) 15 min; b) 5 min; c) 0,850; d) 0,941; e) 0,800; f) 0,842; g) 0,050
Os dejo también un par de vídeos sobre producción para recordar los conceptos básicos.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
ROJO, J. (2010). Manual de movimiento de tierras a cielo abierto. Fueyo Editores, S.L., Madrid, 926 pp.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 256 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
YEPES, V. (2022). Gestión de costes y producción de maquinaria de construcción. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 243 pp. Ref. 442. ISBN: 978-84-1396-046-3
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
Curso:
Curso de gestión de costes y producción de la maquinaria empleada en la construcción

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.;