¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.
Aunque ya he escrito varios artículos sobre este tema en el blog, a continuación, se presentan las cinco claves técnicas que convierten el hormigón en una herramienta de ingeniería de alta precisión.
No se trata solo de soporte, sino de resistencia activa.
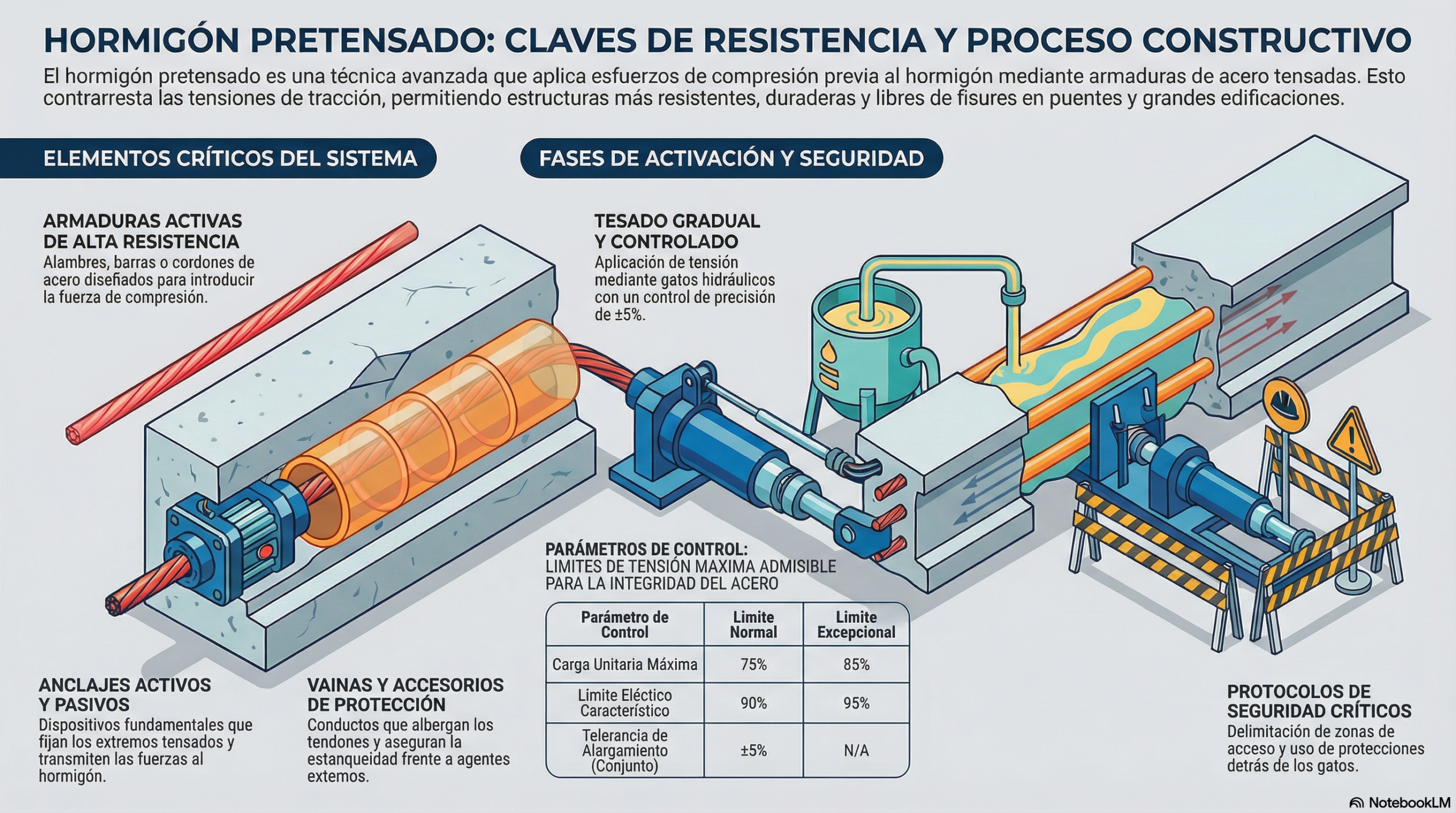
El cambio de paradigma fundamental es que el hormigón pretensado no «espera» a recibir la carga para trabajar. Mediante esta técnica, sometemos al material a un esfuerzo de compresión previo que contrarresta las tracciones que sufrirá durante su vida útil. Esto lo convierte en un sistema dinámico.
Para que esta «fuerza interna» sea efectiva, incluso el almacenamiento de los materiales se rige por estrictas normas de ingeniería. Por ejemplo, los alambres de alta resistencia no pueden enrollarse de cualquier manera: su diámetro de bobinado nunca debe ser inferior a 250 veces el diámetro del propio alambre, a fin de evitar deformaciones permanentes que puedan afectar su capacidad elástica. Como bien define la normativa técnica:
«El pretensado es una técnica que aumenta la capacidad de resistencia del hormigón a las cargas al someterlo previamente a esfuerzos de compresión».
El acero como un «músculo» en tensión.
Las denominadas armaduras activas son el alma de la estructura. No nos referimos al acero corrugado convencional, sino a elementos de alta resistencia que actúan como músculos sometidos a una tensión constante. En función del diseño, el ingeniero selecciona diferentes configuraciones:
Alambres: suministrados en rollos, son fundamentales para el control de la deformación.
Barras: se suministran en tramos rectos para garantizar su integridad y evitar daños durante el transporte.
Cordones: trenzados de dos, tres o siete alambres. Para garantizar su «fuerza vital», los cordones de dos o tres alambres requieren rollos de al menos 600 mm de diámetro, mientras que los de siete alambres exigen bobinas de 750 mm de diámetro.
Para evitar la corrosión y mantener la adherencia, estas armaduras deben guardarse en lugares ventilados, lejos de la humedad y libres de grasas o polvo, que podrían alterar la longitud de transmisión necesaria para transferir el esfuerzo al hormigón.
La coreografía de la precisión: gatos y anclajes.
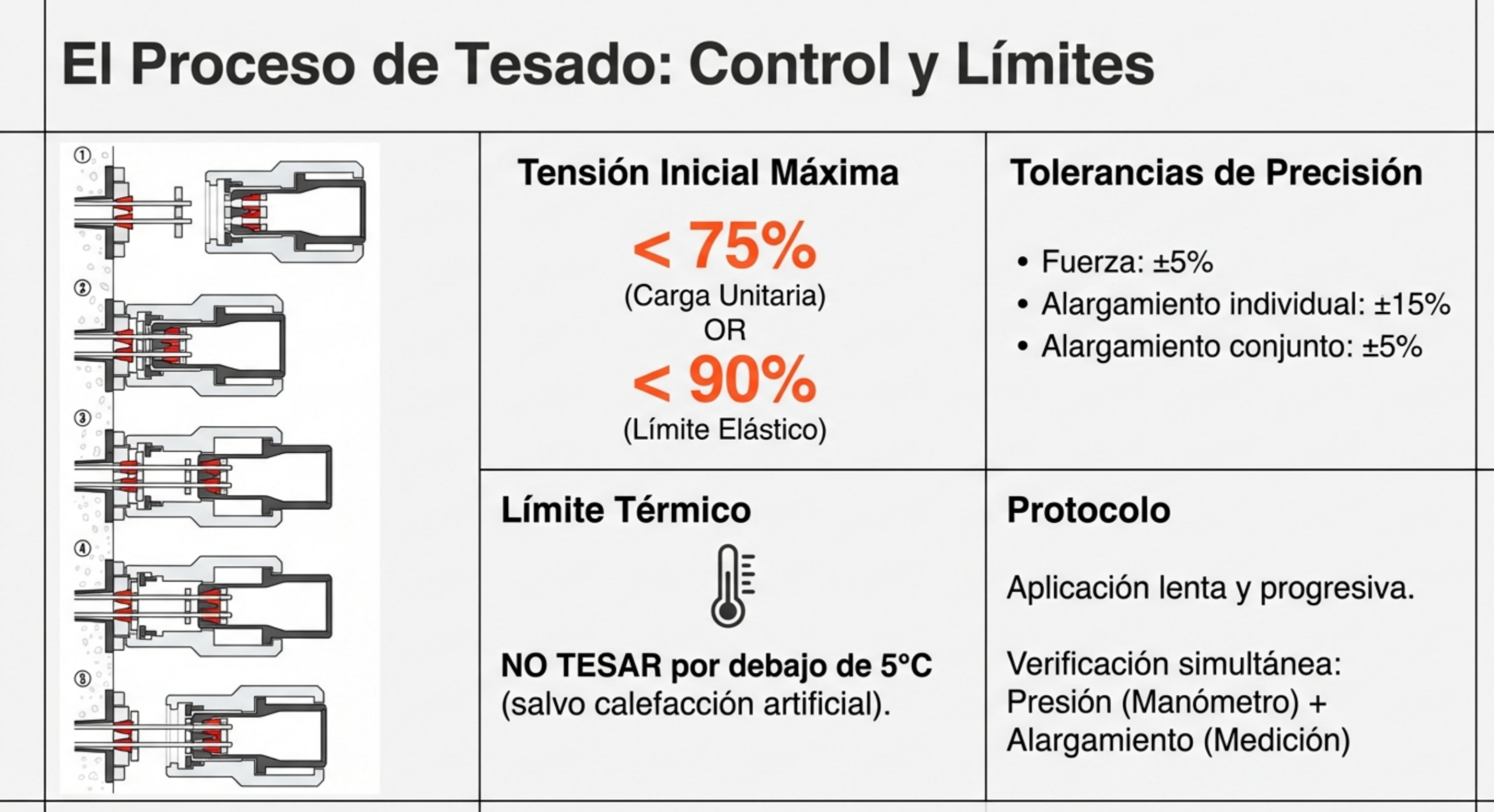
El proceso de tensado es una coreografía lenta y progresiva en la que la fuerza bruta se gestiona con precisión milimétrica. Utilizamos gatos hidráulicos y centrales de presión para aplicar la carga sobre los anclajes, que se clasifican según su función: el anclaje activo (tipo L) se encuentra en el extremo de tensado, mientras que el anclaje pasivo (tipo S) en el extremo fijo.
En obra, la precisión no es negociable. La fuerza aplicada debe mantenerse dentro de un margen de ±5 % respecto al valor del proyecto. Controlamos los alargamientos con tolerancias muy estrictas: un máximo de ±15 % para un tendón individual, pero solo de ±5 % para el conjunto de tendones de la misma sección. Además, como ingenieros sénior, sabemos que el termómetro manda: está prohibido iniciar el tesado por debajo de 5 °C sin medidas especiales. Es una máxima del sector que
«Cualquier fallo en el tensado o en los materiales puede afectar a la integridad estructural del proyecto».
Vainas de inyección: mucho más que un relleno.
Las vainas no son simples tubos, sino conductos que garantizan la durabilidad. En los sistemas postensados, tras el tensado, inyectamos una lechada técnica que debe cumplir con estrictos parámetros químicos. Utilizamos cemento Portland CEM-I con una relación agua/cemento (a/c) entre 0,4 y 0,5 para garantizar una porosidad mínima y una protección óptima.
La inyección es un proceso crítico:
Velocidad y longitud: La lechada debe avanzar de forma constante entre 5 y 15 m/min, sin superar nunca una longitud de inyección de 120 m.
Control térmico: La temperatura de la mezcla jamás debe exceder los 30 °C para evitar fraguados prematuros dentro de la vaina.
Puntos de purga: El éxito se confirma en los respiraderos o tubos de purga. La operación solo termina cuando la lechada rebosa por ellos con la misma consistencia y densidad que la mezcla original.
La seguridad en entornos de altas energías.
Un tendón de pretensado que acumula tensión es, en esencia, un resorte gigante con una energía potencial letal. La seguridad no se reduce al sentido común, sino que implica un protocolo de «altas energías». Es obligatorio establecer un perímetro de seguridad estricto y utilizar placas perforadas o envoltorios que actúen como escudo en caso de que una armadura llegara a partirse.
Existen prohibiciones críticas por motivos de seguridad y técnicos: está terminantemente prohibido utilizar aire comprimido para la inyección y, bajo ningún concepto, los operarios deben mirar a través de los tubos o rebosaderos durante el proceso. La ingeniería moderna debe equilibrar una fuerza física inmensa con un control humano absoluto, documentando cada presión y cada alargamiento para garantizar la trazabilidad total de la estructura.
Conclusión: mirando al futuro de la ingeniería.
El hormigón pretensado es la victoria de la inteligencia sobre la debilidad intrínseca de los materiales. Al dominar la presión interna controlada, hemos pasado de construir estructuras pesadas y pasivas a diseñar obras de arte de la ingeniería que, en realidad, son organismos activos en equilibrio.
Al observar la esbeltez de un puente moderno, cabe preguntarse: ¿seremos capaces de diseñar estructuras aún más ligeras y atrevidas ahora que sabemos que la verdadera fuerza reside en la presión interna invisible que las sostiene?
En esta conversación puedes escuchar algunas de las claves del hormigón pretensado.
En este vídeo se resumen las ideas más interesantes de este material.
En este documento se describen las ideas fundamentales:
Cuando pensamos en los peligros de trabajar en altura, la primera imagen que nos viene a la mente es la caída en sí misma, el vértigo y el miedo instintivo al vacío. Sin embargo, la seguridad laboral ha demostrado que esta percepción, aunque natural, es incompleta. La prevención de caídas es una ciencia con principios técnicos, físicos y fisiológicos que a menudo resultan sorprendentes y van mucho más allá de simplemente «no caerse».
Para comprender el contexto, es fundamental definir qué la normativa considera trabajo en altura. Técnicamente, se define como cualquier trabajo con riesgo de caída desde una altura superior a dos metros. Este umbral establece la seriedad del asunto y activa una serie de protocolos y conocimientos que no son de dominio público, pero resultan vitales para la supervivencia en el entorno profesional.
1. La red antes que el arnés: por qué la protección colectiva siempre es la primera opción.
Cuando se habla de seguridad en altura, el arnés es el equipo icónico que todos reconocen. Sin embargo, uno de los principios fundamentales y menos conocidos de la seguridad laboral es la primacía de la protección colectiva sobre la individual.
La protección colectiva se refiere a sistemas que protegen a todos los trabajadores de una zona de riesgo sin que estos deban realizar ninguna acción, como barandillas, redes de seguridad o protección de los huecos. En cambio, la protección individual, como el arnés, depende de que el trabajador la utilice correctamente y solo actúa una vez que el accidente ya ha ocurrido.
La lógica es sencilla, pero crucial: la protección colectiva está diseñada para evitar que se produzca el accidente, mientras que la protección individual solo sirve para minimizar las lesiones una vez que la caída es inevitable. Esta jerarquía no es una mera recomendación, sino una obligación legal. La Ley 31/1995 de Prevención de Riesgos Laborales es explícita al respecto:
«El empresario adoptará las medidas que antepongan la protección colectiva a la individual».
Este principio no resulta evidente, ya que nuestra atención se centra en el drama de la caída y en la imagen del trabajador suspendido en el aire. Sin embargo, la seguridad más efectiva es la que pasa desapercibida, como una barandilla sólida o una red bien instalada que impide que la caída llegue a producirse.
2. El peligro oculto después de la caída: el síndrome de compresión.
Sobrevivir a una caída gracias a un arnés parece el final de la historia, pero puede ser el comienzo de una emergencia médica silenciosa y mortal: el síndrome de compresión, también conocido como síndrome ortoestático.
Este síndrome se produce cuando un trabajador permanece suspendido e inmóvil en su arnés durante un tiempo prolongado. Las cintas del arnés, especialmente las que rodean los muslos, actúan como un torniquete, comprimiendo las venas y restringiendo el flujo sanguíneo desde las piernas hacia el resto del cuerpo.
El mecanismo fisiológico es devastador: la sangre estancada en las extremidades se queda sin oxígeno y acumula toxinas. Si el trabajador es rescatado y puesto en posición horizontal bruscamente, esta sangre tóxica regresa masivamente al torrente sanguíneo, lo que puede provocar un fallo renal agudo e incluso un paro cardíaco.
En resumen, un trabajador puede sobrevivir a la caída sin un solo rasguño, pero estar en peligro mortal si no es rescatado de forma rápida y adecuada. Por esta razón, el plan de rescate no es un apéndice opcional en la planificación de trabajos en altura, sino una parte tan crítica y vital como el propio arnés.
3. No es la altura, es la física: entendiendo el «factor de caída».
No todas las caídas son iguales, incluso si la distancia es la misma. La gravedad de una caída y la fuerza de impacto que recibe el cuerpo del trabajador se miden mediante un concepto técnico fundamental: el factor de caída (F).
Este factor expresa la relación entre la altura de la caída y la longitud del sistema de conexión (la cuerda o eslinga) que la detiene. La fórmula es sencilla:
F = Altura de la caída (H) / Longitud de la cuerda (L)
Para entenderlo de forma visual y sencilla:
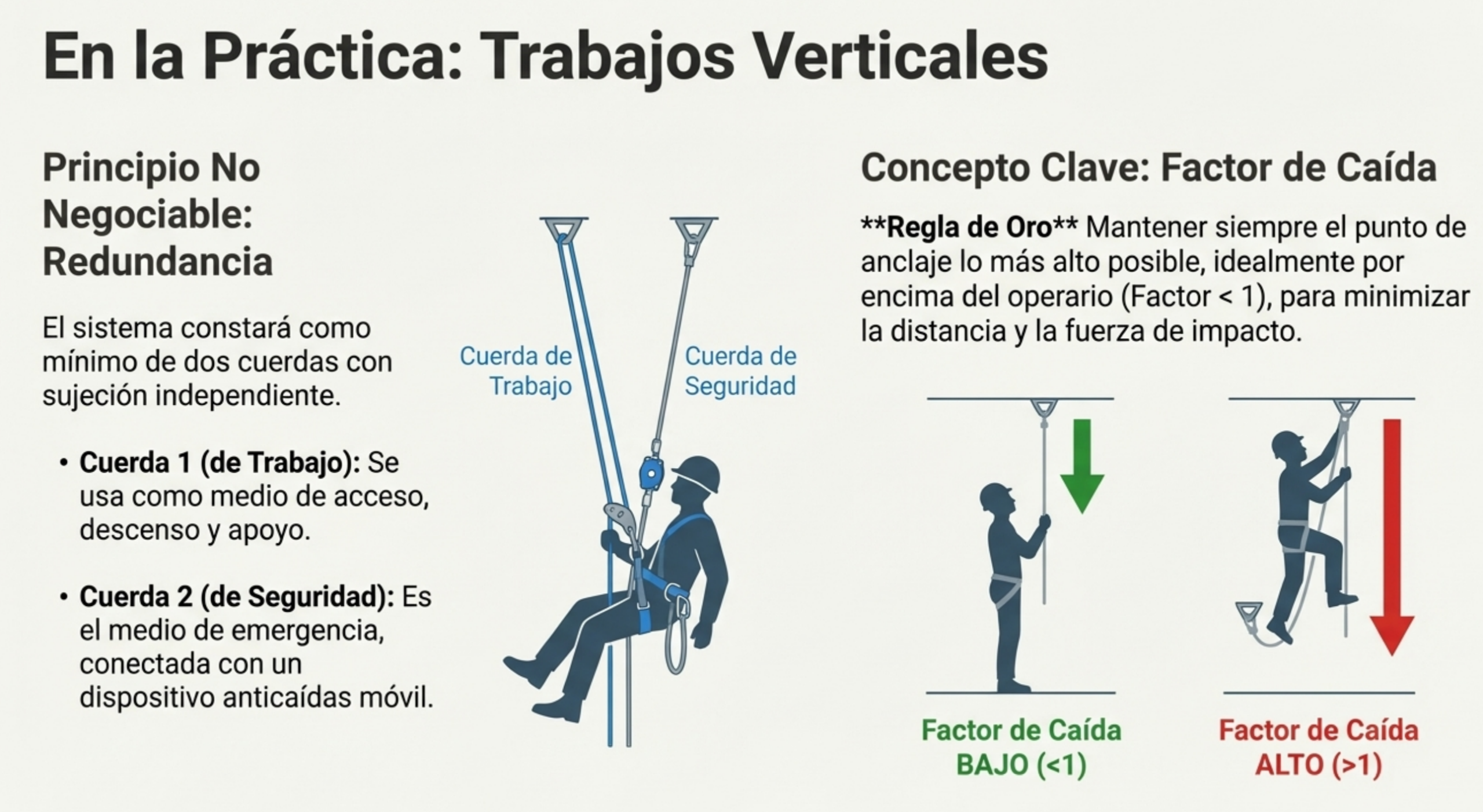
Anclaje por encima de la cabeza (Factor < 1): Si te anclas a un punto por encima de tu cabeza, la distancia de caída será muy corta, siempre menor que la longitud de tu cuerda. El impacto será mínimo. Esta es la situación más segura.
Anclaje a la altura de los pies (Factor 2): Si te anclas a un punto a la altura de tus pies y caes, recorrerás una distancia igual al doble de la longitud de tu cuerda antes de que esta se tense. Este es el escenario más peligroso, que genera una fuerza de choque altísima sobre el cuerpo y el equipo.
El factor de caída demuestra que la seguridad en altura no solo consiste en «estar atado», sino también en comprender la física que hay detrás. La posición del punto de anclaje es tan importante como el propio equipo y un anclaje mal ubicado puede convertir un sistema de seguridad en una fuente de lesiones graves.
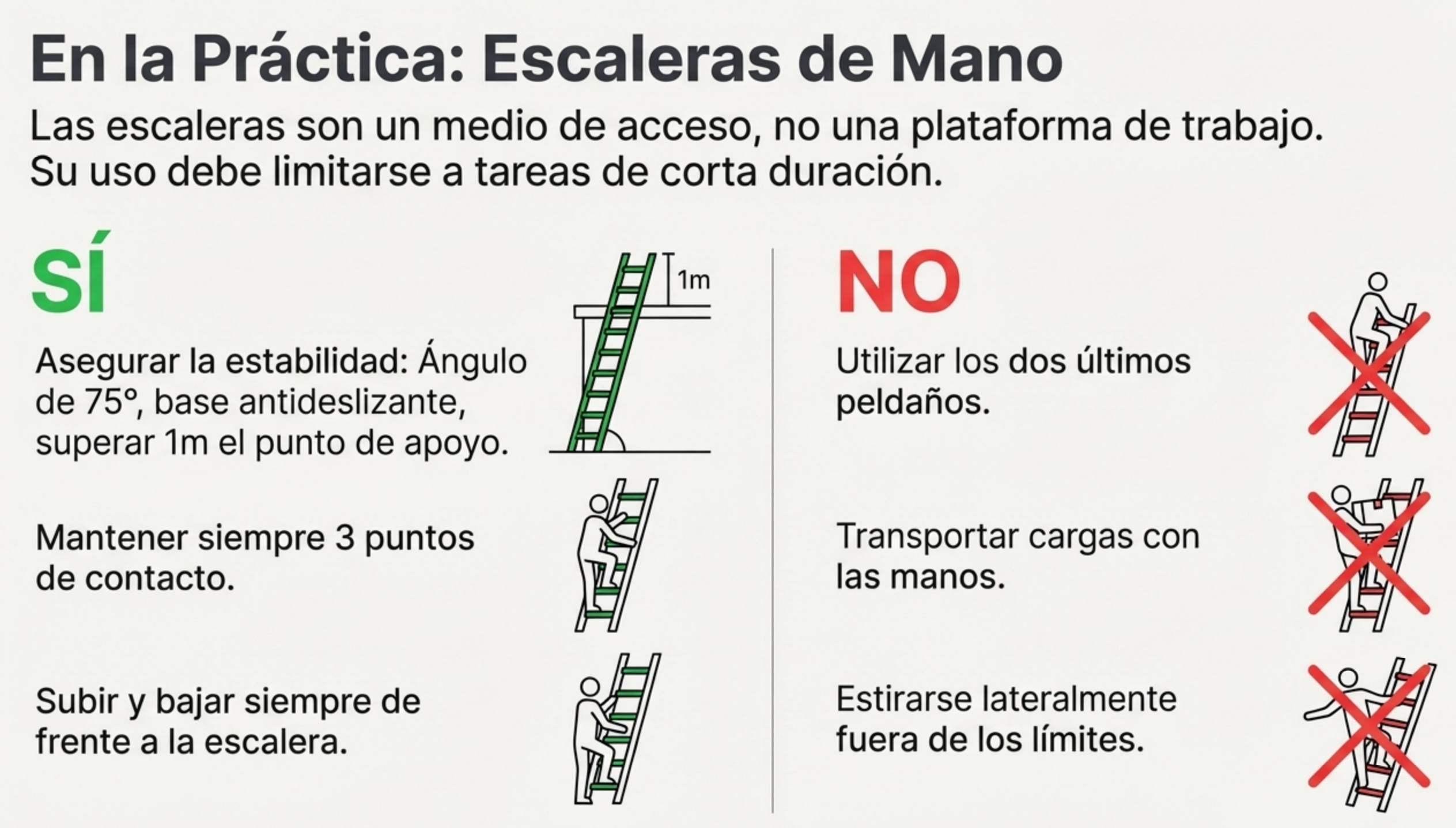
4. La escalera de mano: tu último recurso, no el primero.
La escalera de mano es una herramienta muy común en nuestros hogares, por lo que tendemos a subestimar su peligrosidad en el ámbito profesional. La normativa es sorprendentemente estricta y establece su uso como último recurso, no como primera opción. Debe utilizarse solo en situaciones de bajo riesgo o de corta duración, en las que no esté justificado el uso de equipos más seguros, como andamios o plataformas elevadoras.
Muchas de las prácticas habituales son, en realidad, graves infracciones de seguridad. A continuación, se muestran algunas de las reglas más importantes y comúnmente ignoradas:
Prohibido trabajar en los últimos peldaños: Esta es una regla general para cualquier tipo de escalera de mano. Es una de las causas más frecuentes de pérdida de equilibrio, ya que el trabajador no puede mantener una postura estable y segura.
Prohibido el trabajo “a caballo” en escaleras de tijera: Específicamente, en escaleras de tijera, está prohibido pasar de un lado a otro por su parte superior o sentarse a horcajadas sobre ellas para trabajar.
La regla del ángulo de 75°: Para una estabilidad óptima, la base de una escalera de apoyo debe separarse de la pared una distancia equivalente a una cuarta parte de su longitud. Esto crea un ángulo de aproximadamente 75 grados.
Subir y bajar siempre de frente y con las manos libres: El ascenso y el descenso deben hacerse de cara a la escalera, usando ambas manos para agarrarse a los peldaños. Las herramientas deben transportarse en cinturones o bolsas portaherramientas, nunca en las manos.
Estas normas demuestran que un equipo aparentemente simple se rige por principios de estabilidad y seguridad muy estrictos en un entorno profesional.
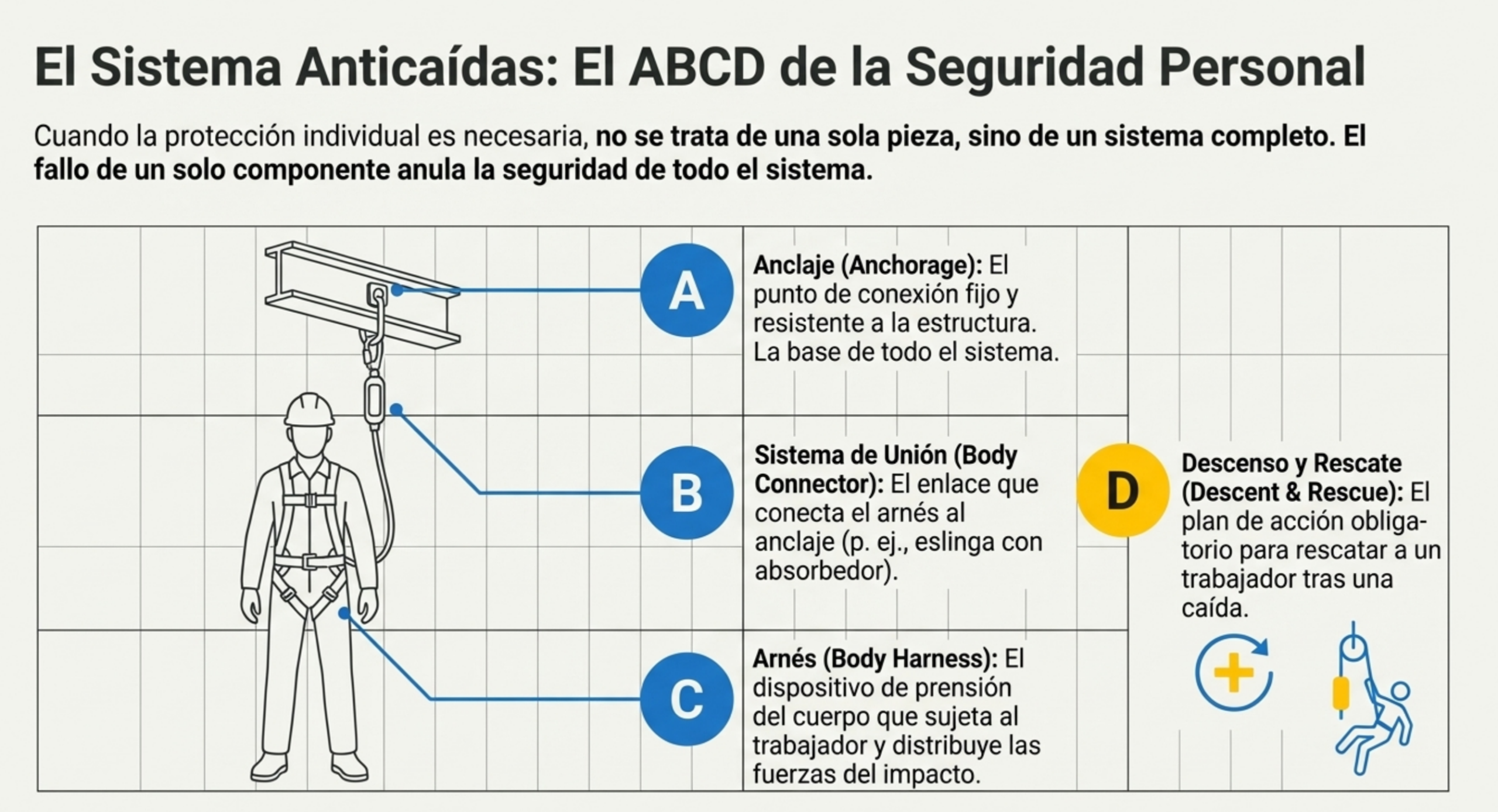
5. El ABCD de la seguridad personal: un sistema, no un simple equipo.
Un sistema de protección individual contra caídas no se reduce a un arnés. Se trata de un conjunto de cuatro componentes críticos que deben funcionar en perfecta armonía. La falla de uno solo de ellos invalida por completo la seguridad del sistema. A este concepto se le conoce como «ABCD del trabajo en altura».
A: Dispositivo de anclaje: Es el punto de conexión seguro con la estructura (una viga, una línea de vida, etc.). Debe ser capaz de resistir las fuerzas generadas durante una caída. Sin un anclaje fiable, el resto del equipo resulta inútil.
B: Sistema de unión: Es el elemento que conecta el arnés al anclaje. Puede ser una cuerda, una eslinga con absorbedor de energía o un dispositivo retráctil. Su diseño y su longitud son clave para gestionar el Factor de Caída.
C: Arnés de cuerpo entero: Es el dispositivo que sujeta el cuerpo. Su función es distribuir las fuerzas de impacto de la caída sobre las partes del cuerpo capaces de soportarlas (pelvis, hombros, pecho) y mantener al trabajador en posición vertical tras la caída.
D: Plan de Rescate: Es el procedimiento planificado para rescatar a un trabajador que ha quedado suspendido tras una caída. Como vimos con el síndrome de compresión, un rescate rápido y seguro es tan vital como detener la caída.
Pensar en términos de “ABCD” nos obliga a ver la seguridad personal no como la compra de un equipo, sino como la implementación de un sistema integral en el que cada componente es interdependiente y absolutamente esencial.
Conclusión: mirar hacia abajo con más sabiduría.
La seguridad en altura es un campo mucho más profundo y técnico de lo que parece a simple vista. No se basa en la ausencia de miedo, sino en el conocimiento de los principios de la física, la fisiología y la normativa. Desde la jerarquía que antepone una barandilla a un arnés hasta la física de una caída o la fisiología de un rescate, comprender estos principios transforma nuestra percepción del riesgo.
La próxima vez que veas a alguien trabajando en altura, sabrás que su seguridad depende de un sistema complejo y bien ejecutado. Esto nos lleva a una pregunta inevitable: ¿qué otras suposiciones sobre la seguridad en nuestro día a día deberíamos empezar a cuestionar?
En esta conversación, aprenderás sobre conceptos que seguramente te resultarán interesantes.
Este vídeo resume muy bien las ideas más importantes sobre este tema.
Aquí tenéis un breve manual de formación sobre trabajos en altura y verticales.
Figura 1. Control del nivel freático. https://www.flickr.com/photos/wsdot/4997287082/
En este artículo se analiza un documento anexo al final: una guía formal de drenaje que detalla las lecciones aprendidas durante un proyecto de ingeniería civil excepcionalmente complejo en Christchurch (Nueva Zelanda), que se llevó a cabo de 2011 a 2016 tras un terremoto. Proporciona un marco para evaluar, diseñar e implementar el drenaje en programas de reconstrucción de infraestructuras o de recuperación tras desastres naturales, con énfasis en las prácticas de construcción y la geología local.
La guía examina diversos sistemas de control del nivel freático, como sumideros, sistemas de well-points y pozos, y ofrece criterios para seleccionar los métodos según la permeabilidad del suelo y la profundidad de la excavación. Además, establece un sistema para determinar la categoría de riesgo de un proyecto de drenaje y describe las medidas necesarias para mitigar los efectos ambientales y prevenir la subsidencia del terreno.
1.0 Introducción y principios fundamentales.
1.1 La importancia crítica del control del agua subterránea.
El control del nivel freático es un factor determinante para el éxito de cualquier proyecto de construcción que implique excavaciones. Una gestión inadecuada o la ausencia de un control efectivo puede comprometer gravemente la estabilidad de las excavaciones, la integridad de las estructuras permanentes y, en última instancia, la viabilidad económica y temporal del proyecto. El agua subterránea no controlada puede generar riesgos geotécnicos significativos, como la tubificación (piping), que es la erosión interna del suelo por el flujo de agua; el levantamiento del fondo (uplift), causado por presiones ascendentes que superan el peso del suelo en la base de la excavación, y una reducción general de la estabilidad del suelo, que puede provocar fallos en los taludes. Este manual recopila las lecciones aprendidas durante el programa de reconstrucción de la infraestructura de Christchurch (SCIRT), en el que la gestión del agua subterránea en condiciones geotécnicas complejas y tras el sismo fue un desafío diario y crítico para el éxito del proyecto. Estos fenómenos no solo suponen una amenaza para la seguridad de los trabajadores, sino que también pueden ocasionar daños en infraestructuras adyacentes y provocar retrasos y sobrecostes considerables.
Figura 2. Rotura de fondo o tapozano
1.2. Propósito y alcance del manual.
El manual proporciona una guía práctica y un proceso normalizado para evaluar, seleccionar, diseñar y monitorizar los sistemas de drenaje en obras de construcción. Con base en las enseñanzas extraídas de proyectos de infraestructura complejos, este documento pretende dotar a los ingenieros y gerentes de proyecto de las herramientas necesarias para prever y gestionar los desafíos relacionados con el nivel freático. El objetivo final es reducir los costes y los retrasos asociados a problemas imprevistos mediante una planificación proactiva y un diseño técnico riguroso de las obras temporales de drenaje.
Este manual aborda el ciclo completo de la gestión del agua subterránea en la construcción e incluye:
El contexto geológico y su influencia directa en las estrategias de desagüe.
Los sistemas de control del nivel freático disponibles, sus aplicaciones y limitaciones.
La mitigación de los efectos ambientales y el cumplimiento de las normativas vigentes.
Un marco para la evaluación sistemática de riesgos y la planificación de contingencias.
El documento se centra principalmente en los métodos de control del nivel freático, que consisten en interceptar y extraer el agua subterránea mediante bombeo. También se mencionan brevemente los procedimientos de contención, como las tablestacas o los muros pantalla, que buscan bloquear el flujo de agua hacia la excavación.
Figura 3. Combinación de pantallas con (a) bombeo convencional o (b) barreras horizontales. Adaptado de Cashman y Preene (2012)
1.3. Importancia del contexto geológico.
Análisis de acuíferos: una comprensión fundamental de la hidrogeología del emplazamiento es el pilar de cualquier diseño de un drenaje. Es crucial identificar la naturaleza de los acuíferos presentes, ya sean confinados, no confinados o artesianos. La fuente del agua (por ejemplo, la infiltración de lluvia o la recarga de un río) y la presión a la que se encuentra determinan directamente la selección y la eficacia del sistema de drenaje. Por ejemplo, un acuífero confinado o artesiano puede ejercer una presión ascendente significativa, lo que requiere métodos de control más robustos que los de un simple acuífero no confinado. Este conocimiento también es importante para planificar y evitar impactos no deseados en el entorno, como la afectación de pozos de agua cercanos o la inducción de asentamientos en estructuras adyacentes.
Análisis del perfil del suelo: el comportamiento del agua subterránea está intrínsecamente ligado a las propiedades del suelo. La permeabilidad del suelo, es decir, su capacidad para permitir el paso del agua, es el factor más crítico, ya que determina la facilidad con la que se puede extraer agua mediante bombeo.
Gravas y arenas limpias: son altamente permeables y ceden agua con facilidad, pero pueden generar grandes caudales de entrada.
Limos y arcillas: presentan baja permeabilidad, ceden agua muy lentamente y son susceptibles a la consolidación y al asentamiento cuando se reduce la presión del agua.
Suelos estratificados: la presencia de capas alternas de alta y baja permeabilidad puede crear condiciones complejas, como acuíferos colgados, que requieren un diseño cuidadoso para su drenaje eficaz.
Síntesis de los desafíos geotécnicos: la interacción entre la geología local y las actividades de construcción genera una serie de desafíos específicos que deben anticiparse.
Tabla 1: Desafíos geotécnicos comunes y sus implicaciones.
Desafío geotécnico
Implicaciones para las operaciones de drenaje
Presencia de turba y suelos orgánicos
Estos suelos tienen un alto contenido de agua y son muy compresibles. El drenaje puede provocar asentamientos significativos y dañar la infraestructura cercana. Por ello, es necesario realizar una evaluación de riesgos muy cuidadosa y un seguimiento de los asentamientos.
Gravas superficiales
Las capas de grava poco profundas pueden complicar la instalación de sistemas como los well-points y generar volúmenes de entrada de agua muy elevados que superen la capacidad de los sistemas de bombeo estándar.
Riesgo de encontrar condiciones artesianas
La intercepción de un acuífero artesiano puede provocar un flujo de agua incontrolado hacia la excavación, lo que conlleva un riesgo de inundación, levantamiento del fondo y fallo catastrófico. Por ello, es necesario realizar una investigación geotécnica exhaustiva y elaborar un plan de contingencia robusto.
Niveles freáticos variables
Los niveles freáticos pueden fluctuar estacionalmente o en respuesta a eventos de lluvia. El diseño debe ser capaz de manejar el nivel freático más alto esperado, considerando que las variaciones estacionales en Christchurch pueden alcanzar hasta 3 metros.
Por lo tanto, la comprensión profunda del contexto geológico es el primer paso indispensable para realizar una evaluación sistemática de los riesgos y diseñar un sistema de control del nivel freático adecuado.
2.0 Evaluación previa a la construcción y al análisis de riesgos.
2.1 La fase crítica de planificación.
La fase previa a la construcción ofrece la oportunidad más rentable para identificar, analizar y mitigar los riesgos asociados al drenaje de aguas subterráneas. Una evaluación rigurosa en esta etapa permite diseñar adecuadamente las obras temporales, evitar fallos durante la ejecución y realizar una asignación presupuestaria precisa, lo que evita sobrecostos y retrasos imprevistos. Aunque un diseño proactivo suponga una inversión inicial, casi siempre resulta un ahorro global para el proyecto.
2.2 Pasos clave para el diseño del drenaje.
Desarrollo del modelo geotécnico: para diseñar un control del nivel freático eficaz, es esencial construir un modelo conceptual del subsuelo. Este proceso debe ser dirigido por un técnico competente y consta de los siguientes pasos:
Revisión de estudios previos: consultar fuentes de información existentes como mapas geológicos, bases de datos geotécnicas, investigaciones previas en la zona y fotografías aéreas.
Evaluación de la permeabilidad: utilizar la información disponible para estimar preliminarmente la permeabilidad de las diferentes capas del suelo.
Evaluación de riesgos inicial: realizar una evaluación de alto nivel sobre la posible presencia de suelos o aguas subterráneas contaminadas, la probabilidad de encontrar grava a poca profundidad y el riesgo de que haya condiciones artesianas.
Decisión sobre investigaciones adicionales: en función de la complejidad y el perfil de riesgo del proyecto, se debe determinar si la información existente es suficiente o si se requieren investigaciones de campo específicas (por ejemplo, sondeos o ensayos de permeabilidad) para definir adecuadamente el modelo del terreno.
Técnicas para determinar la permeabilidad: la permeabilidad es el parámetro clave que guía el diseño del control del nivel freático. La siguiente tabla resume los métodos disponibles para su determinación, ordenados aproximadamente por coste y fiabilidad.
Método
Descripción
Aplicabilidad
Coste y fiabilidad relativa
1. Empírico (registros de sondeo)
Se asignan valores de permeabilidad basados en las descripciones de los suelos obtenidas de los registros de perforación, que se comparan con valores típicos de referencia.
Útil para evaluaciones preliminares y proyectos de bajo riesgo.
Coste: el más bajo (solo horas de diseño).
Fiabilidad: baja; solo proporciona un orden de magnitud.
2. Empírico (método de Hazen)
Estimación de la permeabilidad a partir de las curvas de distribución granulométrica del suelo.
Aplicable solo si se cuenta con ensayos de granulometría en suelos arenosos.
Coste: bajo si los datos ya existen; de lo contrario, requiere muestreo y ensayos de laboratorio.
Fiabilidad: baja a moderada.
3. Ensayo de laboratorio (carga constante)
Mide el flujo de agua a través de una muestra de suelo bajo un gradiente hidráulico constante.
Adecuado para suelos con permeabilidades relativamente altas (10⁻² a 10⁻⁵ m/s), como arenas y gravas.
Coste: relativamente bajo, pero requiere la obtención de muestras inalteradas.
Fiabilidad: moderada, pero puede no ser representativa de la masa de suelo a gran escala.
4. Ensayo de laboratorio (consolidación/triaxial)
Mide la permeabilidad como parte de ensayos de consolidación o de ensayos triaxiales.
Adecuado para suelos de baja permeabilidad (≤ 10⁻⁶ m/s), como los limos y las arcillas.
Coste: relativamente bajo, pero requiere muestras inalteradas.
Fiabilidad: moderada, sujeta a las mismas limitaciones que el ensayo de carga constante.
5. Ensayo de carga instantánea (slug test)
Se induce un cambio rápido en el nivel del agua en un pozo o piezómetro y se mide la velocidad de recuperación del nivel.
Realizado in situ en la zona saturada. Puede ser demasiado rápido para suelos muy permeables.
Coste: menor que el de un ensayo de bombeo.
Fiabilidad: Proporciona una indicación de la permeabilidad local alrededor del pozo, pero no a escala de sitio.
6. Ensayo de bombeo
Se bombea agua desde un pozo a un caudal constante y se mide el abatimiento del nivel freático en el pozo de bombeo y en pozos de observación cercanos.
Proporciona datos a gran escala y es adecuado para proyectos de desagüe profundos o de larga duración.
Coste: el más alto y el que consume más tiempo (dura de 24 horas a 7 días).
Fiabilidad: la más alta, ya que mide la respuesta del acuífero a una escala representativa de las condiciones reales del proyecto.
2.3 Metodología de evaluación de riesgos
Puntuación de riesgos: Para estandarizar el nivel de análisis y supervisión requerido, se propone un sistema de puntuación de riesgos, desarrollado y probado durante el programa SCIRT, que categoriza cada proyecto de control del nivel freático. Este enfoque permite asignar los recursos de diseño de manera proporcional al riesgo identificado, de modo que los proyectos de alta complejidad reciben la atención de especialistas y los de bajo riesgo pueden gestionarse mediante prácticas normalizadas.
Matriz de categorización de riesgos: el número de categoría de riesgo (RCN) se calcula multiplicando las puntuaciones asignadas a seis áreas de riesgo clave (RCN = A x B x C x D x E x F), tal y como se muestra en la siguiente tabla:
A: Profundidad de excavación
Puntuación
B: Agua subterránea
Puntuación
C: Condiciones del terreno
Puntuación
< 2 m
1
No se requiere abatimiento
0
Suelos competentes sin necesidad de soporte temporal
1
2 – 3 m
2
Abatimiento < 1 m requerido
1
Limos y arcillas de baja permeabilidad
2
3 – 6 m
6
Abatimiento 1 – 3 m requerido
2
Arenas limosas
3
6 – 15 m
10
Abatimiento 3 – 6 m requerido
5
Turba y suelos orgánicos
3
> 15 m
12
Influencia en cuerpos de agua superficial
7
Intercepta gravas de moderada a alta permeabilidad
6
Abatimiento > 6 – 9 m requerido
10
Arenas fluidas
10
Intercepta acuífero artesiano
10
Suelos contaminados
10
Agua subterránea contaminada
10
D: Duración del drenaje
Puntuación
E: Coste de componentes del proyecto influenciados por el drenaje
Puntuación
F: Efectos en servicios, infraestructuras y propiedades adyacentes
Puntuación
Excavación abierta por 1 – 2 días
1
< $0.1M
1
Sitio sin construcciones
1
Excavación abierta < 1 semana
2
$0.1M a $0.5M
2
Vía local
2
Excavación abierta por 1 – 4 semanas
3
$0.5M a $1M
3
Vía arterial principal o secundaria
3
Excavación abierta por 1 – 6 meses
4
$1M a $5M
4
Propiedad privada a una distancia menor que la altura de la excavación o estructuras adyacentes sobre pilotes
3
Excavación abierta > 6 meses
5
> $5M
5
Autopista
4
Vías férreas
4
Estructuras históricas con cimentaciones superficiales
4
Infraestructura crítica vulnerable a asentamientos
5
Nota:El Número de Categoría de Riesgo (RCN) se calcula como el producto de las puntuaciones de las 6 áreas (A x B x C x D x E x F).
Niveles de acción de diseño recomendados: una vez calculado el RCN, la siguiente tabla define las acciones mínimas de diseño que deben llevarse a cabo.
Número de categoría de riesgo (RCN)
Consecuencia del riesgo
Acciones mínimas de diseño recomendadas
0 – 10
Bajo
• No se requiere un estudio de drenaje específico para el proyecto.
• Implementar el sistema de control del nivel freático basado en la experiencia local previa.
11 – 75
Medio
• Realizar un estudio de escritorio de alto nivel para evaluar las condiciones del terreno y los riesgos de drenaje.
• Seleccionar métodos de control de nivel freático apropiados considerando restricciones y riesgos.
• Realizar cálculos manuales simples para verificar la idoneidad del diseño de las obras temporales.
76 – 2,500
Alto
• Realizar un estudio de escritorio detallado.
• Confirmar las condiciones del terreno y la granulometría mediante al menos un sondeo.
• Realizar cálculos de diseño de drenaje (de simples a complejos según corresponda).
• Desarrollar e implementar un plan de control de asentamientos simple si es necesario.
• Controlar de cerca los sólidos en suspensión durante la descarga.
2,500 – 187,500
Muy Alto
• Revisar un informe geotécnico detallado.
• Contratar a un técnico cualificado y experimentado para brindar asesoramiento profesional.
• Realizar investigaciones de campo adicionales (p. ej., ensayos de permeabilidad, ensayos de bombeo).
• Desarrollar e implementar un plan de control de asentamientos.
• Realizar inspecciones de la condición de las propiedades adyacentes antes de comenzar los trabajos.
Una vez evaluado el riesgo y definido el nivel de diseño requerido, el siguiente paso es comprender en detalle las prácticas y metodologías de drenaje disponibles para su ejecución en campo.
3.0 Métodos y prácticas de control del nivel freático
3.1 Introducción a las metodologías
Los métodos de control del nivel freático más comunes en la construcción se basan en la extracción de agua del subsuelo para reducir dicho nivel. La elección del método más adecuado es una decisión técnica que depende fundamentalmente de las condiciones del suelo, la profundidad de la excavación, el caudal de agua previsto y los objetivos específicos del proyecto. Cada método tiene sus propias ventajas y limitaciones, que deben evaluarse cuidadosamente.
Descripción y aplicación: el bombeo desde sumideros es el método más simple y, a menudo, el más económico. Consiste en excavar zanjas o pozos (sumideros) en el punto más bajo de la excavación para que el agua subterránea fluya por gravedad hacia ellos y, desde allí, sea bombeada y evacuada. Este método es efectivo en suelos con permeabilidad alta o moderada, como las gravas y las arenas gruesas. Su principal limitación es que el agua fluye hacia la excavación antes de ser controlada, lo que puede causar inestabilidad en los taludes y en el fondo. Existe un alto riesgo de tubificación (piping) y de arrastre de finos, lo que puede provocar asentamientos y generar una descarga de agua cargada de sedimentos que requiere un tratamiento exhaustivo.
Requisitos de diseño e instalación: para que un sumidero sea eficaz, debe cumplir los siguientes requisitos:
Profundidad: Suficiente para drenar la excavación y permitir la acumulación de sedimentos sin afectar la toma de la bomba.
Tamaño: Mucho mayor que el de la bomba para facilitar la limpieza y el mantenimiento.
Filtro: El sumidero debe estar protegido con una tubería ranurada o perforada, rodeada de grava gruesa (20-40 mm) para evitar la succión de partículas finas del suelo.
Acceso: Debe permitir la retirada de las bombas para el mantenimiento y la limpieza periódica de los sedimentos acumulados.
Como mejor práctica, se recomienda sobreexcavar el fondo del sumidero y rellenarlo con material grueso para elevar la entrada de la bomba y minimizar la movilización de partículas finas.
Figura 4. Esquema de sumidero y bomba de achique para pequeñas excavaciones, basado en Powers (1992).
Análisis comparativo
Ventajas
Inconvenientes
• Coste relativamente bajo.
• Moviliza sedimentos del terreno, lo que requiere tratamiento de la descarga.
• Equipos móviles y fáciles de instalar y operar.
• No puede utilizarse en «arenas fluidas».
• Solo opera durante los trabajos de construcción.
• Tiene un alto potencial de liberar sedimentos en el medio ambiente y es el método más común para incumplir las condiciones de los permisos ambientales.
Descripción y aplicación: un sistema de well-points consiste en una serie de tubos de pequeño diámetro (aproximadamente 50 mm) con una sección ranurada en el extremo inferior. Estos tubos se instalan en el terreno a intervalos regulares. Estos tubos, también denominados «puntas de lanza», se conectan a un colector principal, que, a su vez, está conectado a una bomba de vacío. La bomba crea un vacío en el sistema que extrae el agua del subsuelo.
Este método es particularmente efectivo en arenas o suelos con capas de arena. Su principal limitación es la altura de succión, que en condiciones cercanas al nivel del mar es de hasta 8 metros. Para excavaciones más profundas, sería necesario utilizar sistemas escalonados en las bermas.
Consideraciones de diseño
Espaciamiento: el espaciamiento entre los pozos de extracción (que suele oscilar entre 0,6 y 3 m) depende de la permeabilidad del suelo, de la geometría de la excavación y del abatimiento requerido. Cuanto más permeable es el suelo, menor debe ser el espaciamiento.
Paquetes de filtro: en suelos finos o estratificados, es crucial instalar un paquete de filtro (generalmente, arena de textura media a gruesa) alrededor de cada pozo de extracción. Así se evita el bombeo de finos y se crea una ruta de drenaje vertical más eficiente.
Figura 5. Componentes del sistema. Cortesía de ISCHEBECK. http://www.ischebeck.es/assets/wp-content/uploads/agotamiento_agua/Cat%C3%A1logo%20Wellpoint%2016022012.pdf
Análisis comparativo
Ventajas
Inconvenientes
• Descarga limpia: Una vez establecido, el sistema extrae agua limpia que requiere poco o ningún tratamiento.
• El desagüe debe realizarse muy cerca del área de trabajo.
• Abatimiento localizado del nivel freático, lo que resulta en menores volúmenes de descarga.
• Funciona mejor en suelos uniformes.
• La instalación puede ocupar un espacio considerable en el entorno vial.
• Requiere experiencia para una instalación y colocación efectivas.
• Potencial de rendimiento (caudal) y de abatimiento limitados por la altura de succión.
3.4 Pozos de bombeo profundo (dewatering wells)
Descripción y aplicación: los pozos de bombeo profundo son pozos perforados de mayor diámetro y profundidad que los well-points y están equipados con una bomba sumergible. Se trata de un sistema de ingeniería que debe ser diseñado por un especialista. Cada pozo incluye componentes clave, como una rejilla dimensionada para el terreno, un paquete de filtro diseñado específicamente y un sello anular en la superficie para evitar la recarga superficial.
Este método es adecuado para excavaciones grandes, profundas o de larga duración y puede manejar grandes caudales de agua.
Consideraciones de diseño: el diseño de un sistema de pozos profundos requiere un análisis detallado de los siguientes parámetros:
Profundidad y diámetro del pozo: el diámetro debe ser suficiente para alojar la bomba necesaria y la profundidad debe ser significativamente mayor que el abatimiento deseado.
Tamaño de la ranura de la rejilla: se diseña en función del tamaño de grano del suelo o del material filtrante para maximizar la entrada de agua y minimizar la entrada de partículas finas.
Diseño del filtro: el filtro granular que rodea la rejilla es fundamental para evitar que los materiales finos del acuífero migren hacia el pozo.
Distancia entre pozos: Los pozos se espacian típicamente entre 10 y 50 metros. Su diseño es complejo, ya que se basa en la interacción entre los conos de abatimiento de cada pozo.
Figura 6. Agotamiento profundo del nivel freático mediante un pozo filtrante. Elaboración propia basado en Pérez Valcárcel (2004).
Análisis comparativo
Ventajas
Inconvenientes
• Ideal para excavaciones de gran envergadura y proyectos de larga duración.
• Si se extrae más agua de la necesaria, puede afectar a un área mayor de la prevista, lo que puede causar problemas de asentamiento en suelos compresibles (por ejemplo, turba).
• Descarga limpia una vez que el pozo está desarrollado correctamente.
• Puede requerir un tiempo de preparación más largo para lograr el abatimiento del nivel freático.
• Alta capacidad de bombeo, superando problemas de variabilidad del suelo.
• Se requiere un mayor nivel de diseño, planificación y ensayos de campo, como los ensayos de bombeo.
• Puede instalarse fuera del área de trabajo directa, liberando espacio en las zonas congestionadas.
• Las bombas sumergibles son mucho más silenciosas, ideales para áreas sensibles al ruido.
Tras describir los métodos individuales, el siguiente paso lógico es proporcionar una guía clara para seleccionar el sistema más apropiado para cada situación en el campo.
4.0 Selección del método apropiado
4.1 Una decisión estratégica
La elección del sistema de control del nivel freático adecuado es una decisión estratégica que debe equilibrar la eficacia técnica, el coste de implementación y de operación y el impacto ambiental potencial. Una elección informada no se basa en la intuición, sino en la recopilación y el análisis de datos específicos del emplazamiento. Una elección incorrecta puede provocar un rendimiento deficiente, sobrecostes y retrasos significativos en el proyecto.
4.2 Datos clave para la decisión
Para tomar una decisión fundamentada sobre el método de drenaje, es imprescindible recopilar la siguiente información:
Perfil y tipo de suelo, incluyendo la permeabilidad de cada estrato.
Dimensiones de la excavación: ancho, largo y profundidad.
Nivel freático existente, así como el nivel al que se necesita bajar (abatimiento requerido).
Método de excavación y soporte propuesto: por ejemplo, taludes abiertos o tablestacas.
Proximidad a estructuras existentes, cursos de agua y otras infraestructuras sensibles.
4.3 Matriz de decisión
La siguiente tabla sirve de guía para seleccionar una metodología de drenaje según el tipo de suelo predominante.
Guía para la selección de métodos de drenaje según el tipo de suelo.
Tipo de suelo
Tasa de flujo de agua subterránea
Posibles problemas
Metodología de drenaje recomendada
Gravas / cantos
Alta
Se requieren grandes flujos de agua que pueden provenir de pozos profundos para excavaciones profundas o de sumideros para excavaciones superficiales.
Pozos de bombeo profundo y de bombeo desde sumideros.
Arena
Baja a media
Baja estabilidad de la zanja si se permite que la arena fluya hacia la excavación (arena fluida).
Sistemas well-point.
Limo
Baja
Estabilidad variable y bajo rendimiento de agua, lo que puede requerir un espaciado muy reducido de las puntas de lanza y provocar perching localizado.
Sistemas de puntas de lanza (well-pointing) y de bombeo desde sumideros.
Arcilla
Muy baja
Se han detectado problemas mínimos de estabilidad de la zanja y una posible formación de un nivel freático colgado localizado.
Sistemas de puntas de lanza (well-pointing) y de bombeo desde sumideros.
Turba
Variable (baja a alta)
El drenaje puede provocar la compresión de las capas, lo que provoca asentamientos y daños en los terrenos y en la infraestructura circundantes.
Se requiere asesoramiento especializado.
Suelos mixtos
Variable (baja a alta)
La metodología se basa generalmente en el tipo de suelo predominante y en la unidad geológica que presenta el mayor rendimiento hídrico.
Depende de la hidrogeología y de la unidad geológica de mayor rendimiento hídrico.
4.4 Criterios de aplicación específicos
Condiciones que favorecen el bombeo desde sumideros (sump pumping):
Suelos como grava arenosa bien graduada, grava limpia o arcilla firme o rígida.
Acuífero no confinado.
Se requiere un abatimiento moderado y no hay fuentes de recarga cercanas (por ejemplo, un arroyo).
La excavación tiene taludes poco pronunciados o está protegida por tablestacas hincadas a gran profundidad.
Cargas de cimentación ligeras.
Condiciones que favorecen los sistemas well-point:
Suelos arenosos o interestratificados que incluyan arenas (permeabilidad k = 10⁻³ a 10⁻⁵ m/s).
Acuífero no confinado.
Se requiere un abatimiento de 5 metros o menos (o de hasta 10 metros si el área de excavación es grande y permite sistemas escalonados).
Condiciones que favorecen la instalación de pozos de bombeo profundo (wells):
Las condiciones del terreno son demasiado permeables como para que los well-points sean viables.
Suelos limosos que requieren un diseño de filtro preciso.
Se requiere un abatimiento de más de 8 metros o un abatimiento en un área extensa durante un período prolongado.
El acceso a la excavación está restringido o el lugar está congestionado (los pozos pueden ubicarse fuera de las zonas de trabajo).
Independientemente del método elegido, es imperativo gestionar los impactos ambientales asociados, un aspecto crucial que se detallará en la siguiente sección.
Figura 7. Selección del método de drenaje adecuado.
5.0 Mitigación de efectos ambientales y gestión de impactos
5.1 Responsabilidad ambiental y cumplimiento normativo
La gestión del agua subterránea no termina con su extracción, sino que conlleva la responsabilidad de cumplir con la normativa medioambiental y minimizar cualquier impacto negativo en el entorno. Una planificación cuidadosa debe abordar dos aspectos principales: la gestión de la calidad del agua de descarga para proteger los cuerpos de agua receptores y la prevención del asentamiento del terreno, que podría dañar la infraestructura y las propiedades adyacentes.
5.2 Gestión de la calidad del agua extraída
Sólidos en suspensión totales (TSS): el agua bombeada desde una excavación, especialmente desde sumideros, a menudo presenta una alta concentración de sedimentos. La normativa medioambiental exige que esta agua sea tratada para eliminar los sólidos antes de su vertido. Por ejemplo, muchos permisos establecen un límite de 150 g/m³ de TSS. Para el control in situ, una herramienta práctica es la evaluación visual comparativa. En un laboratorio, se pueden preparar muestras estándar con concentraciones conocidas de TSS (por ejemplo, 150 g/m³), que sirven como referencia visual para compararlas rápidamente con las muestras de descarga tomadas en el lugar, lo que permite tomar medidas correctivas inmediatas en caso de observar una turbidez excesiva.
Agua subterránea contaminada: existe el riesgo de encontrar contaminantes en el agua subterránea, especialmente en áreas urbanas o industriales con un historial de actividades potencialmente contaminantes. Durante la fase de planificación, es crucial identificar las zonas de riesgo. Si el proyecto se ubica en una de estas zonas o si se sospecha de contaminación, deberán realizarse muestreos específicos del agua subterránea para analizar la presencia y concentración de contaminantes. Así se puede planificar un sistema de tratamiento adecuado si fuera necesario.
5.3 Métodos de tratamiento de la descarga
Los tanques de sedimentación son el método principal y más común para tratar la descarga. Su principio de funcionamiento es sencillo: reducir la velocidad del flujo de agua para que las partículas de sedimento se asienten por gravedad. Un diseño eficaz incluye cuatro zonas funcionales:
Zona de entrada: Distribuye el flujo de manera uniforme para evitar turbulencias.
Zona de asentamiento: El área principal donde ocurre la sedimentación.
Zona de recolección: El fondo del tanque donde se acumulan los sedimentos.
Zona de salida: Recolecta el agua clarificada para su descarga.
El dimensionamiento adecuado del tanque es fundamental y debe basarse en el caudal de bombeo y el tamaño de las partículas a eliminar.
Otros métodos
Filtrado a través de la vegetación: El agua se descarga sobre una superficie cubierta de vegetación densa (por ejemplo, césped), que actúa como un filtro natural. Este método solo es adecuado como tratamiento secundario tras un tanque de sedimentación.
Bolsas de control de sedimentos: Se trata de bolsas de geotextil que se conectan a la salida de la bomba y filtran los sedimentos. Son útiles para caudales bajos y áreas pequeñas, pero pueden obstruirse rápidamente ante altas concentraciones de sedimentos.
5.4 Control del asentamiento del terreno
Causas y riesgos: El abatimiento del nivel freático puede provocar asentamientos del terreno por tres mecanismos principales:
Aumento de la tensión efectiva: al descender el nivel freático, disminuye la presión del agua en los poros del suelo, lo que incrementa la carga que puede soportar el esqueleto sólido del suelo. Esto provoca su compresión y el consiguiente hundimiento de la superficie.
Pérdida de finos: Un diseño de filtro inadecuado o velocidades de flujo excesivas pueden arrastrar partículas finas del suelo y generar vacíos, lo que provoca asentamientos localizados.
Inestabilidad de los taludes: una reducción insuficiente de las presiones de poro o un control inadecuado de las filtraciones puede comprometer la estabilidad de los taludes de la excavación, lo que provoca fallos localizados y desprendimientos de material.
Los suelos blandos y de baja permeabilidad, como los limos, las arcillas y los suelos orgánicos (turba), son los más susceptibles a sufrir asentamientos significativos por consolidación.
Estrategias de mitigación: Para minimizar el riesgo de asentamientos perjudiciales, deben implementarse las siguientes estrategias:
Diseño adecuado de los filtros: hay que asegurarse de que los filtros de pozos o well-points estén correctamente dimensionados para retener las partículas del suelo.
Control de finos: controlar la cantidad de sólidos disueltos en el agua de descarga. Un aumento sostenido puede indicar una posible pérdida de material del subsuelo.
Control del radio de influencia: diseñar el sistema para limitar la bajada del nivel freático más allá de los límites de la zona, utilizando, si es necesario, barreras de corte o pozos de reinyección.
Control de los asentamientos en el terreno: implementar un plan de supervisión para detectar cualquier movimiento del terreno.
Control de asentamientos: Se debe establecer un plan de supervisión que incluya la instalación de marcadores topográficos en edificios y estructuras cercanos. Es fundamental contar con un punto de referencia estable ubicado fuera de la zona de influencia del drenaje. Se deben establecer umbrales de alerta y de actuación para los asentamientos medidos. Si se alcanzan estos umbrales, se deben adoptar medidas correctivas que pueden ir desde la modificación del funcionamiento de la estación de bombeo hasta la interrupción total del drenaje.
La gestión proactiva de estos riesgos operativos y medioambientales debe complementarse con la preparación ante eventos inesperados, lo que nos lleva a la planificación de contingencias.
6.0 Planificación de contingencias: intercepción accidental de acuíferos artesianos
6.1 Preparación para lo imprevisto.
A pesar de una planificación y ejecución cuidadosas, siempre existe la posibilidad de toparse con condiciones geológicas imprevistas, como la intercepción de un acuífero artesiano o la aparición de caudales de entrada mucho mayores de lo esperado. Estas situaciones pueden escalar rápidamente y provocar un colapso catastrófico de la excavación. Por lo tanto, una preparación adecuada y un plan de respuesta rápida no son opcionales, sino parte esencial de la gestión de riesgos en cualquier proyecto de drenaje.
6.2 Medidas preparatorias
Procedimientos operativos: Antes de iniciar cualquier trabajo de excavación o perforación en zonas de riesgo, se deben establecer los siguientes procedimientos:
Realizar investigaciones geotécnicas adecuadas para identificar la posible presencia de acuíferos artesianos.
Disponer de medios para cerrar rápidamente los pozos de bombeo o las puntas de lanza si se detecta un flujo incontrolado.
Localizar de antemano proveedores de emergencia de materiales como cemento Portland, bentonita y geotextil.
Comprender el procedimiento de cálculo del diseño de la mezcla de lechada para detener el flujo. Se debe medir la carga artesiana y añadir la mezcla de lechada para lograr un equilibrio de presión.
Establecer y distribuir una lista de contactos de emergencia que incluya al ingeniero del proyecto, al contratista de desagüe y a las autoridades ambientales pertinentes.
Equipamiento de emergencia Se debe tener disponible en el sitio el siguiente equipamiento y suministros de emergencia, según el sistema en uso:
Para sistemas well-point:
Chips de bentonita no recubiertos para el sellado del collar.
Válvulas para instalar en todas las tuberías de well-points en áreas con sospecha de presión artesiana.
Equipo de inyección de lechada de cemento y suministros.
Geotextil y sacos de arena.
Para pozos de bombeo profundo:
Chips de bentonita no recubiertos para el sellado del collar.
Obturadores, tubería ascendente, manómetros y accesorios apropiados para cortar el flujo y medir la presión.
Equipo de inyección de lechada de cemento y suministros.
Geotextil y sacos de arena.
Lodo de perforación polimérico para compensar y suprimir flujos artesianos bajos durante la perforación del pozo.
Además, es necesario contar con un teléfono móvil con cámara, secciones de tubería extensibles para medir la altura de la presión artesiana y el diseño de la mezcla de lechada de contingencia.
6.3 Protocolo de implantación y respuesta
Pasos inmediatos: En caso de detectar un flujo de agua incontrolado, se debe seguir el siguiente protocolo de manera inmediata y secuencial:
Evaluar la situación: Determinar si el caudal y la turbidez del agua son constantes o están aumentando. Verificar si el flujo está confinado al pozo o se está extendiendo por la excavación.
Notificar al ingeniero y al gerente del proyecto: Proporcionar una descripción detallada de las condiciones, el caudal estimado y los eventos que llevaron al incidente. Enviar fotografías o videos en tiempo real si es posible.
Notificar a las autoridades pertinentes: Informar a las autoridades ambientales y a otras partes interesadas sobre la situación y las medidas de contención planificadas.
Acciones de emergencia: Una vez notificado el incidente, se pueden tomar una o más de las siguientes acciones de emergencia para controlar la situación:
Rellenar la excavación: Comenzar a rellenarla con material hasta que el peso del relleno sea suficiente para controlar el flujo y el transporte de sedimentos.
Medir la presión artesiana: Utilizar secciones de tubería para medir la altura a la que llega el agua y así determinar la presión del acuífero.
Controlar la descarga: Dirigir cualquier descarga de agua a través de las medidas de control de erosión y sedimentos establecidas en el sitio.
Inundar la excavación: Como medida drástica, rellenar la excavación con agua hasta el nivel freático original para equilibrar las presiones y estabilizar la situación mientras se reconsidera el diseño.
La combinación de una planificación rigurosa, una ejecución cuidadosa y una preparación exhaustiva ante contingencias es la clave para una gestión exitosa y segura del agua subterránea en cualquier proyecto de construcción.
En este audio podéis escuchar una conversación sobre este tema.
Este es un vídeo que resume bien las ideas principales.
Os dejo el documento completo; espero que os sea de interés.
CASHMAN, P.M.; and PREENE, M. (2012). Groundwater Lowering in Construction: A Practical Guide to Dewatering, 2nd edition. CRC Press, Boca Raton, 645 pp.
HERTZ, W.; ARNDTS, E. (1973). Theorie und praxis der grundwasserabsenkung. Ernst & Sohn, Berlin.
JUSTO ALPAÑES, J.L.; BAUZÁ, J.D. (2010). Tema 10: Excavaciones y drenajes. Curso de doctorado: El requisito básico de seguridad estructural en la ley orgánica de la edificación. Código Técnico de la Edificación. ETS. de Arquitectura, Universidad de Sevilla.
MUZAS, F. (2007). Mecánica del suelo y cimentaciones, Vol. II. Universidad Nacional de Educación a Distancia, Madrid.
POWERS, J.P. (1992). Construction dewatering: New methods and applications. Ed. Wiley et al., New York.
PREENE, M.; ROBERTS, T.O.L.; POWRIE, W. (2016). Groundwater Control – Design and Practice, 2nd Edition. Construction Industry Research and Information Association, CIRIA Report C750, London.
SCHULZE, W.E.; SIMMER, K. (1978). Cimentaciones. Editorial Blume, Madrid, 365 pp.
TOMLINSON, M.J. (1982). Diseño y construcción de cimientos. URMO, S.A. de Ediciones, Bilbao, 825 pp.
Pocas cosas simbolizan mejor la estabilidad que los cimientos de una construcción. Representan la frontera entre la arquitectura y la tierra firme. Sin embargo, bajo esa aparente solidez se esconde un enemigo persistente y silencioso: los suelos expansivos.
Lejos de ser una masa inerte, el suelo es un sistema vivo y dinámico que responde a los cambios de humedad con una energía capaz de fracturar losas, deformar zapatas y arruinar viviendas enteras.
Estos suelos, ricos en minerales arcillosos activos (principalmente montmorillonita o esmectita), pueden aumentar de volumen cuando se humedecen y contraerse al secarse, lo que provoca movimientos verticales y horizontales que, en muchos casos, superan la resistencia de las estructuras apoyadas sobre ellos. La magnitud de estos cambios depende de la mineralogía, la fracción de arcilla, la capacidad de intercambio catiónico y la succión matricial, es decir, la tensión negativa del agua en los poros del suelo.
Su comportamiento, descrito con precisión en la teoría de los suelos no saturados por Fredlund y Rahardjo (1993), convierte a estas arcillas en uno de los materiales más complejos y peligrosos de la ingeniería civil.
1. Un desastre oculto, más costoso que los terremotos.
Los suelos expansivos no acaparan titulares, pero su impacto económico es asombroso. Según Jones y Holtz (1973), este tipo de suelos causa más daños estructurales anuales que todos los demás fenómenos naturales combinados, incluidos los terremotos y las inundaciones. Krohn y Slosson estimaron que, solo en Estados Unidos, las pérdidas anuales ascendían a 7000 millones de dólares, una cifra que no ha dejado de crecer con la expansión urbana.
La causa de esta devastación radica en la naturaleza progresiva y acumulativa del fenómeno. Mientras que un seísmo actúa en segundos, la expansión del suelo opera día a día, modificando lentamente las condiciones de apoyo. Su carácter insidioso le ha valido el apodo de «el desastre oculto».
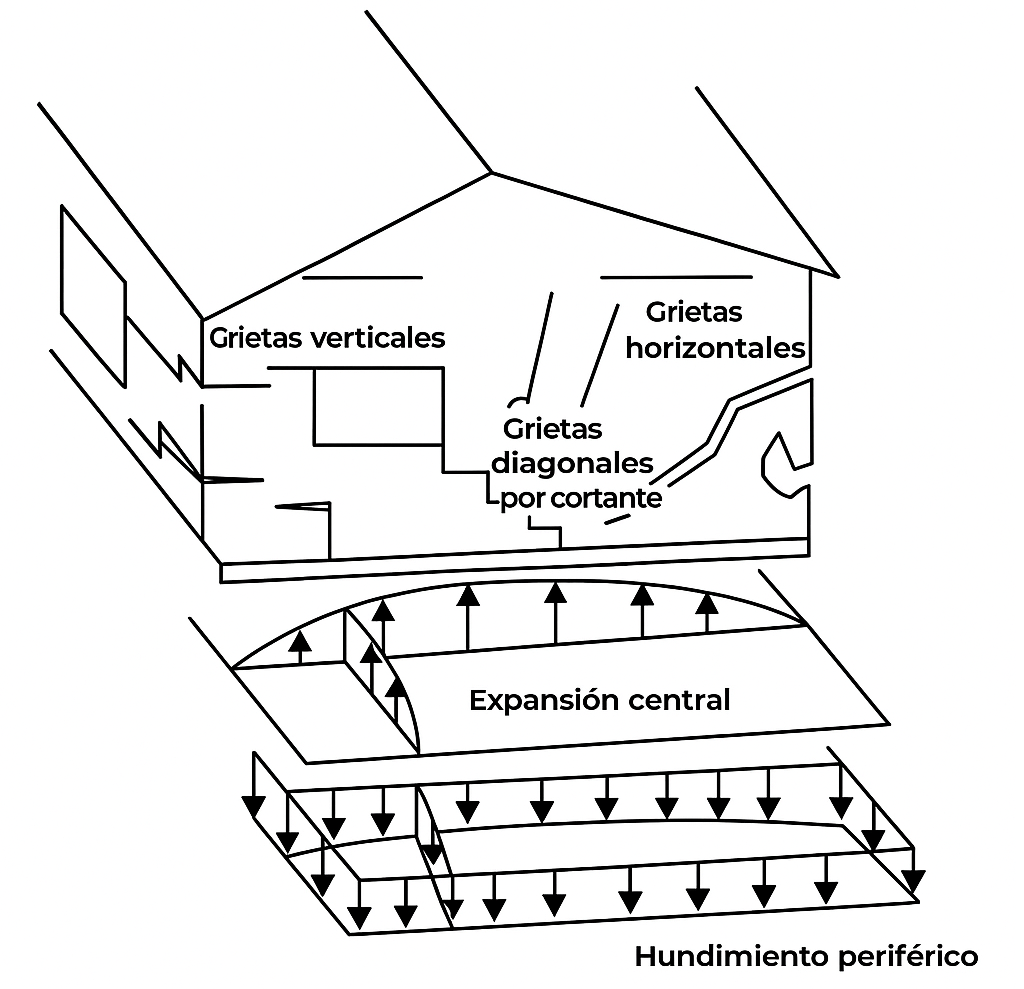
El daño estructural comienza con movimientos diferenciales de pocos milímetros, que al principio son imperceptibles, pero que con el tiempo se transforman en grietas en los muros, inclinaciones de losas o puertas que ya no cierran. Lo más preocupante es que estos síntomas suelen interpretarse como defectos de construcción, cuando en realidad son la manifestación visible de un proceso geotécnico profundo.
Agrietamiento de estructura por movimiento céntrico (Fredlund y Rahardjo, 1993)
2. La paradoja de la ligereza: las casas pequeñas son las más afectadas.
Resulta sorprendente que las estructuras ligeras se vean más afectadas por este fenómeno. Uno podría pensar que los edificios más pesados son los más susceptibles al movimiento del terreno, pero ocurre lo contrario.
Los suelos expansivos ejercen presiones de hinchamiento considerables, pero los proyectos a gran escala suelen incluir estudios de mecánica de suelos, pruebas de laboratorio (como las de hinchamiento libre o de volumen constante, según ASTM D4546) y diseños de cimentación apropiados. En cambio, las viviendas unifamiliares y las edificaciones ligeras, al considerarse de carga reducida, se construyen con escasa o nula investigación geotécnica y, a menudo, se basan en prácticas empíricas.
Fredlund (1993) señala que las estructuras que sufren mayores daños son precisamente aquellas que tuvieron un diseño de ingeniería menor antes de la construcción. A esto se suma un factor económico: los ingenieros geotécnicos suelen mostrarse reacios a intervenir en proyectos residenciales porque los honorarios son bajos en comparación con el alto riesgo de litigio. El resultado es un círculo vicioso: casas mal cimentadas sobre suelos hiperactivos que, con el tiempo, se deforman de forma irremediable.
3. La trampa de la compactación: cuando «mejorar» el terreno lo empeora.
A primera vista, compactar un suelo parece una acción positiva. En la mayoría de los casos, aumenta la densidad y la capacidad portante. Sin embargo, en los suelos expansivos, la compactación puede ser una trampa técnica.
Holtz y Gibbs (1956) demostraron que una compactación a alta densidad y bajo contenido de humedad incrementa significativamente el potencial de hinchamiento. Las partículas de arcilla, con carga negativa, se acercan tanto que acumulan una gran energía potencial de repulsión electrostática. Cuando posteriormente penetra agua, las moléculas se insertan entre las láminas cristalinas y las separan bruscamente, lo que provoca una expansión volumétrica explosiva.
El mismo estudio reveló que compactar por encima del contenido óptimo de agua reduce el potencial de expansión. En otras palabras, la práctica tradicional de buscar la máxima densidad seca puede resultar contraproducente. Comprender esta paradoja es esencial para la ingeniería moderna: no todos los suelos deben compactarse de la misma manera y, en algunos casos, un exceso de «mejora» puede acarrear un fracaso futuro.
4. Soluciones que desafían la lógica: cómo responde la ingeniería al suelo.
El reto de los suelos expansivos no consiste en vencer su fuerza, sino en comprender su dinámica. Por ello, las soluciones más efectivas no buscan resistir el movimiento del terreno, sino controlar la humedad o aislar la estructura de sus variaciones.
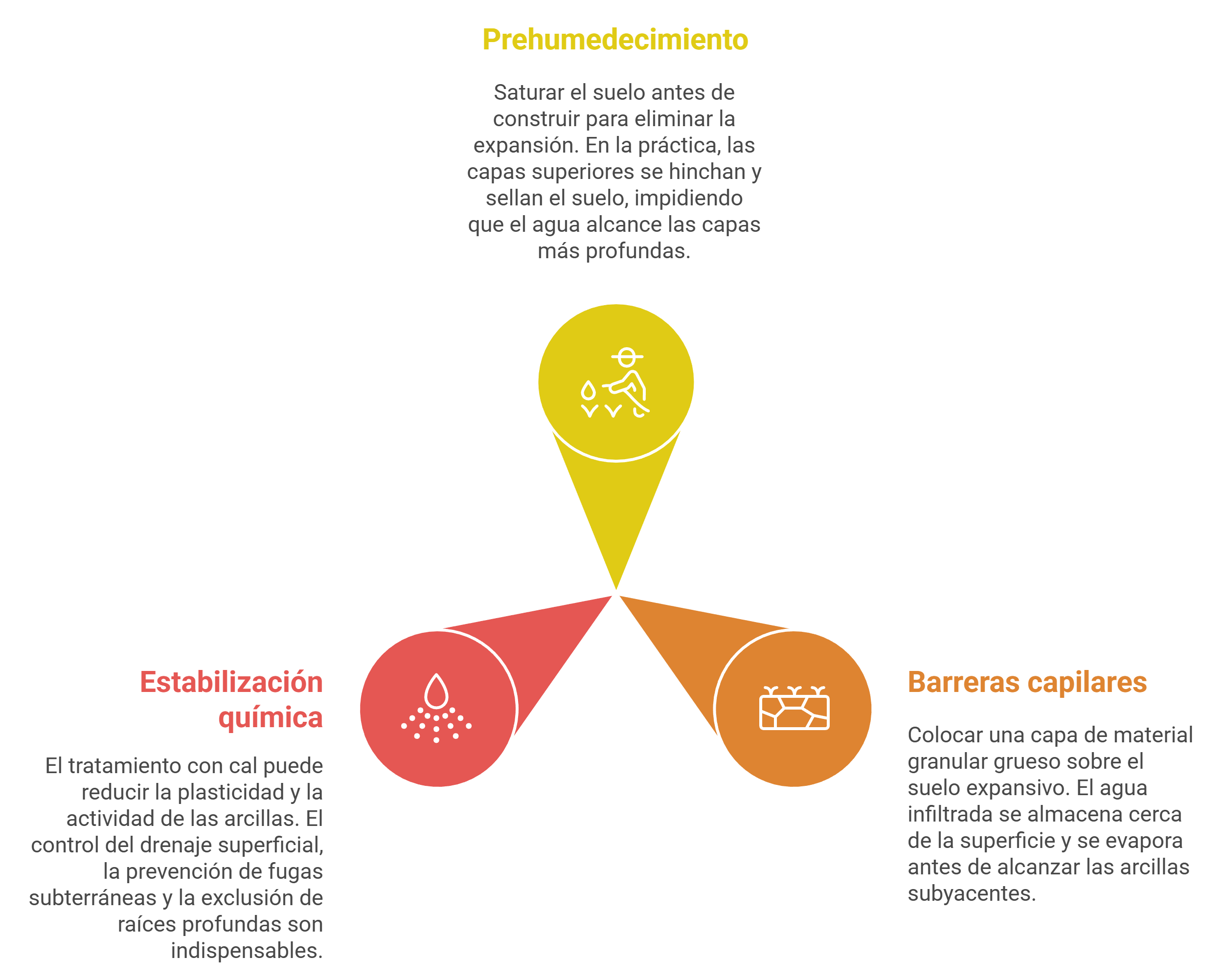
Entre las estrategias más estudiadas se encuentran:
Prehumedecimiento, una idea fallida: En teoría, saturar el suelo antes de construir debería eliminar su capacidad de expansión. En la práctica, esto rara vez funciona. Fredlund (1993) advierte que, durante el prehumedecimiento, las capas superiores se hinchan y sellan el suelo, impidiendo que el agua alcance los estratos más profundos. El resultado es una expansión parcial y una falsa sensación de seguridad, ya que el suelo parece estable hasta que, años después, las capas profundas se hidratan lentamente y la estructura comienza a levantarse.
Barreras capilares, el poder de una paradoja: Una de las técnicas más elegantes es la barrera capilar, que consiste en colocar sobre el suelo expansivo una capa de material granular grueso, como grava o arena. A simple vista parece absurdo: ¿cómo se puede proteger una arcilla del agua cubriéndola con un material permeable? Sin embargo, la física de los suelos no saturados demuestra que, cuando la grava se mantiene con baja saturación, su capacidad de transmisión capilar disminuye drásticamente y el agua infiltrada se almacena cerca de la superficie. Así, la humedad se evapora antes de llegar a las arcillas subyacentes. En palabras de Fredlund y Rahardjo (1993), esta técnica «reduce significativamente el flujo descendente de agua y estabiliza el régimen de humedad del perfil».
Estabilización química y control ambiental: El tratamiento con cal puede reducir la plasticidad y la actividad de las arcillas, convirtiéndolas en materiales prácticamente inertes. Asimismo, son indispensables el control del drenaje superficial, la prevención de fugas subterráneas y la exclusión de raíces profundas. No se trata solo de una cuestión estructural, sino también de una cuestión hidrológica y ambiental: la humedad del suelo debe mantenerse lo más constante posible.
Conclusión: hay que escuchar al suelo antes de construir.
El suelo no es un enemigo, sino un sistema natural que exige ser comprendido. Su comportamiento responde a leyes físico-químicas y climáticas que la ingeniería puede medir, modelar y respetar. Ignorarlas es, literalmente, construir sobre terreno inestable. El fenómeno de los suelos expansivos nos recuerda una verdad fundamental: no hay cimiento sólido sobre un terreno mal entendido. Cada grieta que aparece en una pared, cada losa que se levanta, es la voz del subsuelo que nos recuerda que el diseño estructural comienza mucho antes de colocar el primer ladrillo; comienza con el conocimiento del terreno.
Referencias
Fredlund, D. G., & Rahardjo, H. (1993). Soil mechanics for unsaturated soils. John Wiley & Sons.
Fredlund, D. G. (1983). Prediction of ground movements in swelling clays. En 31st Annual ASCE Soil Mechanics and Foundation Engineering Conference (Ponencia). Minneapolis, MN, Estados Unidos.
Holtz, W. G., & Gibbs, H. J. (1956). Engineering properties of expansive soils. Transactions of the American Society of Civil Engineers, 121, 641–663.
Jones, D. E., Jr., & Holtz, W. G. (1973). Expansive soils — The hidden disaster. Civil Engineering (ASCE), 43(8), 49–51.
Krohn, J. P., & Slosson, J. E. (1980). Assessment of expansive soils in the United States. En D. J. Miller (Ed.), Proceedings of the Fourth International Conference on Expansive Soils (pp. 596–608). ASCE.
Nelson, J. D., & Miller, D. J. (1992). Expansive soils: Problems and practice in foundation and pavement engineering. John Wiley & Sons.
Van der Merwe, D. H. (1964). The prediction of heave from the plasticity index and percent fraction of soils. Civil Engineering in South Africa, 6(6), 103–107.
Skempton, A. W. (1953). The colloidal activity of clays. En Proceedings of the 3rd International Conference on Soil Mechanics and Foundation Engineering (Vol. 1, pp. 57–61). International Society for Soil Mechanics and Foundation Engineering.
Hamilton, J. J. (1969). Effects of environment on the performance of shallow foundations. Canadian Geotechnical Journal, 6(1), 65–80.
Figura 1. Construcción por voladizos sucesivos. By Störfix [GFDL (http://www.gnu.org/copyleft/fdl.html) or CC-BY-SA-3.0 (http://creativecommons.org/licenses/by-sa/3.0/)], from Wikimedia Commons
Al cruzar un gran viaducto que se alza sobre un profundo valle, es inevitable preguntarse cómo se construye una estructura de esa magnitud sin apoyos en el suelo. No hay andamios que se eleven cientos de metros hasta alcanzar el tablero. La respuesta reside en un método constructivo que, a primera vista, parece desafiar la gravedad: la construcción mediante voladizos sucesivos.
El sistema de construcción por voladizos sucesivosin situ es un método avanzado para la construcción de puentes de hormigón pretensado desarrollado en la década de 1950. Está diseñado específicamente para superar grandes luces, de entre 60 y más de 200 metros, un rango en el que las soluciones tradicionales con cimbradas o empujadas no son viables. El principio fundamental consiste en construir el tablero del puente de manera progresiva y simétrica a ambos lados de una pila. El tablero se divide en segmentos denominados «dovelas», que se hormigonan in situ y se anclan a la sección previamente construida mediante cables de pretensado.
A continuación, desvelamos cinco claves que explican cómo la ingeniería hace posible levantar estos gigantes de hormigón «en el aire».
1. El equilibrio perfecto: construir hacia el vacío.
El principio esencial de este sistema es el equilibrio. En lugar de avanzar desde el terreno hacia arriba, el puente se construye hacia los lados desde la parte superior de cada pilastra, extendiéndose en voladizo en ambas direcciones simultáneamente. Cada nuevo segmento, o dovela, se añade alternativamente en ambos sentidos, manteniendo las cargas compensadas. Así, la pila actúa como un eje de un balancín: si un lado crece, el otro debe crecer también para mantener la estabilidad.
Figura 2. Esquema del principio de la construcción por voladizos. Dibujo: V. Yepes
Cuando, por necesidades de la obra, se avanza más en un extremo que en otro, se instalan apoyos provisionales para garantizar la seguridad. Por lo general, cada ciclo constructivo permite ejecutar un par de dovelas por semana. Estas piezas se fijan a la parte ya construida mediante pretensado, tensando cables de acero internos que comprimen el hormigón y le confieren una gran resistencia.
2. Las máquinas colgantes: los carros de avance.
La construcción en voladizo es posible gracias a unas máquinas tan ingeniosas como espectaculares: los carros de avance. Estas estructuras móviles se suspenden del tablero ya construido y sirven como plataformas de trabajo desde las cuales se colocan las armaduras, el encofrado y el hormigón fresco del siguiente tramo.
Históricamente, se empleaban dos tipos: los de vigas superiores y los de vigas inferiores. Los primeros, más ligeros, tendían a deformarse bajo el peso del hormigón, lo que podía provocar fisuras en las juntas. Los segundos resolvían este problema, pero requerían tensiones de pretensado mayores. La evolución tecnológica ha llevado a los carros autoportantes, sistemas más rígidos y precisos en los que el propio encofrado actúa como estructura indeformable. En la actualidad, son auténticas fábricas colgantes que avanzan paso a paso sobre el vacío construyendo el puente del que dependen.
Figura 3. Carro de avance moderno, anclado al tablero. http://www.sten.es/encofrados/viaductos/
3. El puente no es «un» puente hasta el final.
Durante gran parte del proceso, el puente no existe como estructura continua. Cada pila soporta dos voladizos independientes que se acercan sin tocarse. Solo al final del proceso se unen mediante dos operaciones críticas. En primer lugar, se ejecuta la dovela de cierre, es decir, el segmento que une físicamente los extremos de los voladizos. Sin embargo, en ese momento, la estructura aún se comporta como dos piezas simplemente apoyadas. La verdadera transformación se produce con el tesado de continuidad: se introducen nuevos cables de acero a lo largo del eje del tablero y se tensan, de modo que el conjunto se convierte en una viga continua. Tras este paso, el puente empieza a comportarse como una unidad estructural, aunque el proceso de ajuste no termina ahí. Con el tiempo, el hormigón experimenta una redistribución lenta de esfuerzos debido a la fluencia, una deformación progresiva que lleva la estructura a su estado de equilibrio final.
4. La dovela más compleja: el punto de partida.
Aunque una pareja de dovelas estándar puede ejecutarse en una semana, la dovela 0 —la primera— requiere una atención especial. Se construye directamente sobre la pila y sirve de base para instalar los carros de avance. A diferencia del resto, no se ejecuta con el sistema en voladizo, sino mediante procedimientos convencionales en tres fases: losa inferior, almas y losa superior.
Además, incorpora riostras interiores robustas para resistir las grandes cargas iniciales. Su ejecución puede prolongarse hasta cuatro semanas, a las que hay que sumar otro mes para el montaje de los equipos auxiliares. Es un proceso lento, pero esencial para que el resto del proceso se desarrolle con rapidez y seguridad.
5. Apuntar alto para acabar recto: el arte de la contraflecha.
A medida que el tablero avanza, su propio peso hace que los voladizos tiendan a descender ligeramente. Para compensar este efecto, los ingenieros aplican una contraflecha: cada dovela se construye unos milímetros por encima de su posición final. Cuando la estructura está terminada y las cargas se equilibran, el puente alcanza la alineación horizontal perfecta.
Este ajuste requiere un control predictivo extraordinario. Hay que tener en cuenta variables como el peso de cada dovela, la posición de los carros, la magnitud del pretensado, la fluencia del hormigón, la relajación de los cables y las deformaciones diferidas. Durante toda la obra se realiza un control topográfico continuo que compara la posición real con los cálculos previstos. Si se detectan desviaciones, se corrigen en el ciclo siguiente. Gracias a esta precisión, las dos mitades del puente que avanzan desde pilas opuestas pueden encontrarse en el centro del vano perfectamente alineadas y a la cota prevista.
La ingeniería invisible que nos sostiene.
Cada gran viaducto que vemos como una estructura estática es, en realidad, el resultado de una compleja coreografía de equilibrio, maquinaria y cálculo. La construcción mediante voladizos sucesivos combina precisión geométrica, control estructural y un profundo conocimiento del comportamiento del hormigón. La próxima vez que cruces un gran puente, quizá recuerdes que, durante meses, hubo bajo tus pies una auténtica danza de ingeniería suspendida en el aire.
Os dejo esta conversación en la que se habla sobre esta técnica de construcción de puentes.
En este vídeo tenéis un resumen de las ideas básicas, explicadas de forma divulgativa.
Los procedimientos de montaje por movimientos horizontales de puentes atirantados se aplican cuando el puente —total o parcialmente— se construye fuera de su posición definitiva y se traslada posteriormente hasta ella. Este enfoque permite reducir la interferencia con el cauce, el tráfico o las infraestructuras existentes, además de mejorar la seguridad y el control de calidad, ya que la mayor parte de los trabajos se realizan en condiciones estables sobre tierra firme.
En todos los casos, las torres y el tablero deben comportarse de forma solidaria durante el desplazamiento, apoyándose el conjunto en pilas o apoyos provisionales que garanticen la estabilidad global. La elección del método depende de las condiciones geométricas del emplazamiento, de las luces principales, de la rigidez del sistema atirantado y de la disponibilidad de medios auxiliares.
Se distinguen tres métodos fundamentales de ejecución:
a) Puentes empujados longitudinalmente
Este procedimiento es similar al empleado en los puentes de vigas lanzadas incrementalmente, pero está adaptado a la configuración atirantada. El tablero se construye por tramos en una orilla y se empuja progresivamente hacia el vano principal mediante gatos hidráulicos. Para compensar los momentos negativos en el frente de avance, se coloca una nariz de lanzamiento o una estructura auxiliar ligera.
Durante el empuje, los apoyos provisionales y las torres soportan cargas variables, por lo que es necesario controlar continuamente la tensión en los tirantes y realizar ajustes secuenciales para evitar sobreesfuerzos o deformaciones excesivas. Para ello, se utilizan dispositivos deslizantes de baja fricción, como placas de neopreno-PTFE sobre acero inoxidable o carros rodantes en combinación con gatos sincronizados. Además, se realiza una instrumentación topográfica y extensométrica en tiempo real para controlar la geometría de avance.
Un ejemplo representativo es el puente de la calle Jülicher, en Düsseldorf, donde este sistema se aplicó con éxito, combinando el control hidráulico de las tensiones en los tirantes con el uso de apoyos provisionales sobre las pilas intermedias durante el avance del tablero. El mismo procedimiento se empleó en el puente de la calle Franklin, también en Düsseldorf, siguiendo una metodología constructiva similar.
Puente de la calle Jülicher en Düsseldorf, Alemania. https://de.wikipedia.org/wiki/Br%C3%BCcke_J%C3%BClicher_Stra%C3%9Fe
b) Puentes girados
Cuando las condiciones del terreno o del cauce hacen inviable el empuje longitudinal, se puede recurrir al giro del puente completo o de sus semitableros desde una posición lateral de montaje. El conjunto se apoya temporalmente sobre una articulación o pivote reforzado bajo la torre principal, mientras el extremo libre describe un sector circular hasta alcanzar su posición definitiva.
Durante la maniobra, es fundamental mantener el equilibrio del centro de gravedad y la estabilidad frente al vuelco o la torsión, por lo que suelen emplearse lastres temporales y gatos hidráulicos sincronizados. La precisión se garantiza mediante un control topográfico y de tensiones en los tirantes antes y después del giro.
El puente sobre el canal del Danubio, en Viena, es un ejemplo clásico de dos semipuentes girados hasta su posición final. Otro caso notable es el puente de Ben-Ahin (Père Pire) sobre el río Mosa, en Bélgica, que se construyó por completo en una orilla y se giró alrededor de su pila principal en 1987. La maniobra, que desplazó decenas de miles de toneladas, supuso en su momento un récord europeo por el peso movilizado mediante una rotación controlada. Este puente, construido en 1988, fue en su momento el de mayor masa girada del mundo. La pila tiene 84 metros de altura; el tablero mide 341 metros de largo y pesa 16 000 toneladas. Lo soportan 40 cables en abanico situados en un plano.
Puente de Ben-Ahin, Bélgica. Imagen: C. Pujos. Fuente: http://www.puentemania.com/3502
c) Puentes ripados transversalmente
El ripado o traslación transversal consiste en construir el puente en su ubicación final y trasladarlo lateralmente mediante sistemas de deslizamiento controlado. Este método requiere alineamientos precisos entre la posición inicial y la definitiva, así como patines o cojinetes de deslizamiento lubricados, que a menudo se combinan con transportadores modulares autopropulsados (SPMT, por sus siglas en inglés) o con gatos de empuje y freno.
El puente de Oberkassel, en Düsseldorf, es un ejemplo representativo de este tipo de maniobra. La estructura principal se desplazó lateralmente desde su zona de ensamblaje hasta el eje del río mediante carros rodantes y guías transversales, bajo una monitorización topográfica en tiempo real que garantizó la precisión del posicionamiento final. El puente tiene una luz principal de 257,75 m y una torre central de 100 m de altura sobre el tablero. Su superestructura metálica, de 35 m de ancho, está formada por una viga cajón de tres células con losa ortótropa.
Puente sobre el Rin Düsseldorf-Oberkassel. Fuente: https://www.visitduesseldorf.de/en/attractions/oberkasseler-bruecke-bridge-b2338616ec
El ripado presenta ventajas en emplazamientos con suficiente espacio lateral, ya que reduce los trabajos en el cauce y minimiza las afecciones medioambientales o de tráfico. No obstante, exige un estudio detallado del coeficiente de fricción, de las reacciones en los apoyos provisionales y de los esfuerzos transitorios en los tirantes y en las pilas durante el movimiento.
Consideraciones generales
En los puentes atirantados, los movimientos horizontales requieren una planificación constructiva precisa y un análisis estructural temporal que contemple la evolución de las tensiones, las deformaciones y la estabilidad global en cada fase. Es fundamental modelar los estados transitorios y definir procedimientos de tensado, destensado y control geométrico con el apoyo de instrumentación avanzada (celdas de carga, inclinómetros y estaciones totales automatizadas).
En la práctica, estos métodos ofrecen varias ventajas: permiten trabajar en seco y en condiciones controladas, reducen los riesgos laborales y minimizan la interferencia con el entorno. Entre sus principales limitaciones se encuentran el coste de los equipos especializados, la complejidad de las maniobras y la necesidad de personal altamente cualificado.
En resumen, el montaje por movimientos horizontales es una técnica versátil y segura, plenamente consolidada en la ingeniería de puentes moderna, que combina la precisión geométrica con la eficiencia constructiva. Ha demostrado su viabilidad en numerosos puentes atirantados europeos, como los de Düsseldorf, Viena y Ben-Ahin.
Vivimos en un mundo donde cualquier cálculo, por complejo que sea, está a un clic de distancia. Dependemos totalmente de las calculadoras digitales y las computadoras, hasta el punto de que resulta difícil imaginar cómo se resolvían problemas de ingeniería complejos antes de la era digital. Sin embargo, hubo una herramienta ingeniosa y puramente visual que dominó el mundo técnico durante décadas: el nomograma.
¿Cómo es posible que una tecnología del siglo XVII, considerada obsoleta durante más de cuarenta años, esté resurgiendo en campos de alta tecnología como la ingeniería minera? La respuesta se halla en una sorprendente sinergia entre la sabiduría analógica del pasado y el poder del código abierto actual.
1. Más allá de la nostalgia: una herramienta antigua para problemas modernos.
Un nomograma es una representación gráfica de una ecuación matemática. Está compuesto por una serie de ejes graduados, rectos o curvos, que representan las variables de la fórmula. Para resolver la ecuación, basta con trazar una línea recta (llamada isopleta) que conecte los valores conocidos en sus respectivos ejes; el punto en el que esta línea corta el eje de la variable desconocida proporciona la solución al instante.
Aunque sus orígenes se remontan al siglo XVII, los nomogramas se convirtieron en herramientas indispensables en el siglo XIX para la navegación astronómica y, más tarde, en la década de 1920, para resolver complejos cálculos de ingeniería relacionados con la presión, el volumen y la temperatura. Durante el resto del siglo XX, vivieron su época dorada en campos como la medicina, la aeronáutica y la química, pero la llegada de los ordenadores en la década de 1980 los dejó relegados al olvido. Hoy, contra todo pronóstico, están volviendo a ser útiles, no como una curiosidad histórica, sino como una herramienta práctica y potente, especialmente en entornos de campo o talleres donde la tecnología digital no siempre es la mejor opción.
2. Ingeniería para todos: resuelve fórmulas complejas solo con una regla.
El beneficio más destacado de los nomogramas es su capacidad para democratizar el cálculo. Permiten que cualquier persona, independientemente de su formación matemática, pueda resolver ecuaciones complejas con gran precisión. Como señala un estudio reciente sobre su aplicación en ingeniería minera:
«Además, los nomogramas permiten que personas sin conocimientos previos resuelvan fórmulas complejas con una precisión adecuada».
Este enfoque es increíblemente poderoso. Elimina la barrera del conocimiento matemático avanzado y reduce drásticamente el riesgo de cometer errores al realizar cálculos manuales en tareas repetitivas. En la práctica, son más rápidos y fáciles de entender que los procedimientos analíticos tradicionales, ya que convierten un problema abstracto en una tarea visual sencilla.
3. A prueba de fallos: la robustez del papel frente a las pantallas.
En un mundo digital, la simplicidad del papel es una ventaja formidable. Los nomogramas destacan en entornos en los que los dispositivos electrónicos no son prácticos, como en operaciones de campo en minería, talleres mecánicos u obras. Sus ventajas son evidentes: son portátiles, resistentes y no necesitan electricidad ni conexión a internet.
Esta robustez los convierte en la herramienta ideal para realizar cálculos repetitivos sobre el terreno. Por ejemplo, un ingeniero de minas podría usar un nomograma impreso para determinar al instante el diseño correcto de una voladura, simplemente conectando líneas entre la densidad de la roca, la velocidad del explosivo y el diámetro de la perforación, y así reducir un cálculo complejo a una tarea visual simple y robusta sobre el papel.
4. El Renacimiento digital: cómo el código abierto revivió el nomograma.
Si los nomogramas son tan útiles, ¿por qué desaparecieron? Su principal inconveniente histórico no radicaba en su uso, sino en su creación. La parte más engorrosa era el dibujo matemático de las escalas graduadas, un proceso laborioso y especializado que probablemente fue una de las principales causas de su declive.
Aquí es donde entra en juego el software moderno. El resurgimiento de esta técnica se debe en gran parte a PyNomo y Nomogen, dos herramientas de código abierto basadas en Python. Fueron creadas por Leif Roschier y Trevor Blight, dos de los autores del estudio que ha inspirado este resurgimiento, que han unido así la experiencia académica con la programación moderna. Estas soluciones permiten a cualquier ingeniero o científico generar nomogramas complejos y precisos en cuestión de segundos, eliminando el obstáculo que los había hecho obsoletos.
5. Intuición visual: comprendiendo la relación entre las variables.
Además de su utilidad práctica, los nomogramas ofrecen una ventaja más sutil, pero profunda: fomentan la comprensión conceptual del problema. Mientras que una calculadora o un programa informático suelen funcionar como una «caja negra» que simplemente proporciona un resultado, un nomograma permite ver la relación entre las variables.
Esta visualización intrínseca de los datos permite una comprensión mucho más profunda. Al mover la isopleta (la regla) sobre el gráfico, un ingeniero puede desarrollar una intuición sobre cómo afecta un pequeño cambio en una variable a las demás, algo que se pierde al introducir simplemente números en un software. Por ello, se convierten en una poderosa herramienta didáctica.
Conclusión: lecciones de una sabiduría olvidada.
La historia del nomograma es un ejemplo fascinante de cómo las ideas del pasado pueden recuperar su relevancia gracias a la tecnología moderna. La combinación de una técnica de cálculo del siglo XVII con un software de código abierto del siglo XXI demuestra que no se trata solo de una reliquia, sino de una prueba de que las soluciones más simples y visuales pueden seguir siendo increíblemente valiosas.
Su regreso nos obliga a plantearnos una pregunta importante: en nuestra carrera constante hacia la digitalización, ¿qué otras herramientas analógicas e ingeniosas hemos olvidado que podrían ayudarnos a resolver los problemas del mañana?
Os dejo aquí una conversación en la que se tratan estos conceptos.
En este vídeo se resumen los conceptos más relevantes sobre los nomogramas.
Os dejo la comunicación que presentamos recientemente en el VII Congreso Nacional de Áridos. En ella se ilustran, proporcionan y explican detalladamente siete ejemplos originales de nomogramas que se utilizan para resolver ecuaciones comunes en la industria de la explotación de áridos, como el diseño de voladuras y la estimación de ratios de perforación.
MARTÍNEZ-PAGÁN, P.; YEPES, V.; ROSCHIER, L.; BLIGHT, T.; BOULET, D.; PERALES, A. (2025). Elaboración y uso de nomogramas para el ámbito de las explotaciones de áridos. Introducción de los códigos abiertos Pynomo y Nomogen. Actas del VII Congreso Nacional de Áridos, Córdoba, pp. 1085-1100. ISBN 978-84-125559-2-9.
Figura 1. Esquema de Perforación Horizontal Dirigida
Todos conocemos la estampa: una calle principal cortada, el ensordecedor ruido de la maquinaria, el tráfico desviado durante semanas y zanjas abiertas que suponen un obstáculo constante. Estas son las molestias habituales de las obras urbanas tradicionales, una realidad que asumimos como necesaria para mantener y ampliar las infraestructuras que nos prestan servicio. Sin embargo, bajo nuestros pies se está produciendo una revolución silenciosa. Existe una forma de instalar tuberías esenciales para el agua, el gas, la electricidad o las telecomunicaciones sin que apenas nos demos cuenta: las «tecnologías sin zanja».
Una de las más revolucionarias es la Perforación Horizontal Dirigida (PHD). Aunque su trabajo es invisible, su impacto es monumental. Este artículo revela seis aspectos sorprendentes sobre el funcionamiento de esta tecnología que está transformando el subsuelo de nuestras ciudades de manera más inteligente, rápida y respetuosa con el medio ambiente.
Figura 2. Máquina de perforación horizontal ideada por Leonardo da Vinci, antes de 1495. Fuente: http://trenchless-australasia.com/
1. Una idea renacentista: sus orígenes se remontan a Leonardo da Vinci.
Cuando pensamos en una tecnología tan sofisticada, capaz de perforar kilómetros bajo tierra con precisión centimétrica, la asociamos instintivamente al siglo XXI. La realidad es mucho más sorprendente. La idea conceptual de una máquina de perforación horizontal fue concebida nada menos que por Leonardo da Vinci antes de 1495. Aunque tuvieron que pasar casi cinco siglos para que la tecnología madurara, la primera instalación moderna de PHD con una tubería de acero se llevó a cabo en 1971 para cruzar el río Pájaro, en California.
Es fascinante reflexionar sobre cómo una visión renacentista sentó las bases de una de las técnicas de construcción más avanzadas de nuestro tiempo. Este largo camino de innovación demuestra que a menudo las grandes ideas necesitan siglos para encontrar las herramientas adecuadas para hacerse realidad, conectando el genio de un artista del pasado con las necesidades de la ingeniería del futuro.
2. No se trata solo de evitar zanjas, sino de salvar la vida útil de nuestras ciudades.
El principal beneficio que se asocia a la PHD es la comodidad: evitar el caos de las zanjas abiertas. Sin embargo, su verdadero impacto es mucho más profundo y estratégico. El método tradicional de abrir y cerrar zanjas tiene un coste oculto devastador para nuestras infraestructuras. Según los expertos, la simple apertura de una zanja puede reducir la vida útil de un pavimento en un 30 %. Esto significa que las calles que deberían durar décadas se deterioran prematuramente, lo que obliga a realizar reparaciones costosas y constantes.
Por tanto, el beneficio de la PHD va mucho más allá de la simple conveniencia. Se trata de una decisión económica y ecológica fundamental. Al eliminar la necesidad de excavar, no solo se reducen los plazos de ejecución, el impacto ambiental y las restricciones de tráfico, sino que también se preserva la integridad de la infraestructura urbana existente. En última instancia, esto reduce los costes finales de la obra y protege una de las inversiones públicas más importantes: nuestras calles y carreteras.
3. No se perfora a ciegas, sino que se «navega» bajo tierra con precisión centimétrica.
Una de las ideas erróneas más comunes sobre la perforación horizontal dirigida (PHD) es imaginarla como un proceso de perforación «a ciegas». Nada más lejos de la realidad. La cabeza de perforación es, básicamente, un vehículo teledirigido que se «navega» bajo tierra con una precisión asombrosa. La trayectoria se controla en todo momento mediante sistemas de navegación avanzados, lo que permite alcanzar grandes longitudes con una precisión centimétrica.
«Walk-Over»: similar a un detector de metales muy avanzado, un operario camina por la superficie siguiendo la trayectoria de la cabeza perforadora en tiempo real.
«Wire-Line»: un cable en el interior de la sarta de perforación transmite la información de posición.
«Gyro Compass»: un sistema giroscópico, similar al utilizado en aeronáutica, permite una navegación autónoma sin necesidad de acceder a la superficie.
Tabla. Diferentes procedimientos de navegación de PHD (IbSTT, 2013).
Esta precisión no es un lujo, sino una necesidad crítica. No solo garantiza que la perforación llegue al punto de salida exacto, sino que también es fundamental para evitar dañar la maraña de servicios soterrados existente (cables de fibra óptica, tuberías de gas y conducciones de agua). Un error podría acarrear «desorbitados costes legales por daños a terceros», convirtiendo una obra eficiente en un desastre económico y de seguridad.
4. El héroe anónimo: El fluido de perforación es mucho más que «lodo».
En cualquier operación de PHD se puede observar un fluido espeso, que a menudo se denomina «mud» o lodo, que circula constantemente. Podría parecer un simple subproducto, pero en realidad es uno de los componentes con mayor ingeniería de todo el proceso y el verdadero héroe anónimo de la operación, ya que cumple cinco funciones cruciales e irremplazables. Su composición se diseña específicamente para la geología del terreno que se va a atravesar y cumple cinco funciones cruciales e irremplazables:
Refrigerar las herramientas de corte, que giran a gran velocidad y generan una intensa fricción.
Ayudar en el corte del terreno gracias a la alta presión con la que se inyecta (efecto hidrojet).
Transportar los detritos (el material excavado) fuera del túnel y mantenerlo limpio.
Lubricar tanto la sarta de perforación como la tubería final durante su instalación.
Contener y mantener estables las paredes de la perforación, creando una especie de «revestimiento» temporal que evita derrumbes.
Sin este fluido multifuncional, la técnica sería inviable. Garantiza la estabilidad del túnel, la eficiencia del corte y el éxito de la instalación de la tubería.
Figura 3. Escariador. Imágen de Catalana de Perforacions
5. La paradoja de la rapidez: el éxito depende de una planificación meticulosa.
Una de las grandes ventajas de la PHD es su rapidez de ejecución en comparación con los métodos tradicionales. Sin embargo, esta rapidez en la fase de obra es el resultado de una fase de preparación extraordinariamente exhaustiva. En el sector se utiliza una proporción muy reveladora: «1 día de trabajo, 2 de planificación». El éxito no se improvisa, se diseña.
Antes de que entre en funcionamiento la primera máquina, es imprescindible valorar la viabilidad del proyecto mediante estudios previos. Estos incluyen análisis topográficos detallados y, fundamentalmente, estudios geológicos exhaustivos para conocer a la perfección el subsuelo. Estos estudios, realizados por geólogos expertos en la técnica PHD, pueden incluir perforaciones de investigación, prospecciones geofísicas (como el georradar para detectar servicios enterrados) y pruebas de laboratorio de los materiales del terreno. El objetivo es claro: reducir los riesgos de construcción al mínimo y anticiparse a cualquier obstáculo o cambio en el terreno antes de empezar a perforar. Esta fase de preparación es la que garantiza que la «navegación» subterránea sea un éxito y no un desastre, y evita precisamente los «desorbitados costes legales» que se producirían al dañar servicios existentes.
6. Mucho más que tuberías: creando tomas de agua que protegen los ecosistemas marinos.
Si bien la PHD es una aliada clave en entornos urbanos, algunas de sus aplicaciones más innovadoras y con mayor impacto se encuentran en la protección de ecosistemas sensibles. Dos ejemplos de ello son las tecnologías «APPROACH» y «NEODREN®», que utilizan la PHD como herramienta de ingeniería medioambiental.
APPROACH permite realizar conexiones tierra-mar, como emisarios o tomas de agua, sin dañar la zona intermareal y submarina vulnerable. La perforación se realiza desde tierra firme y sale directamente en el punto deseado del fondo marino, evitando así cualquier tipo de excavación en la costa o en el lecho marino.
NEODREN® es un sistema revolucionario de captación de agua marina. Su genialidad consiste en que, en lugar de una simple toma de agua marina, convierte el propio subsuelo marino en una planta de filtración natural. Se instalan múltiples drenes horizontales desde la costa hasta una capa permeable bajo el lecho marino. Estos drenes funcionan como un pozo de alto volumen que extrae agua de mar después de que esta se haya filtrado lentamente a través de la arena y las rocas, «consiguiéndose un agua de alta calidad, sin turbidez y de caudal constante», ideal para plantas desalinizadoras. Este método elimina por completo la necesidad de realizar excavaciones en el fondo marino.
Figura 4. Neodren®. https://www.catalanadeperforacions.com/es/soluciones/sistema-neodren/neodren-captacion-de-agua-marina/
El impacto ecológico de estas aplicaciones es enorme, tal y como lo resumen los expertos, al ser una técnica subterránea, se evita trabajar en la zona marítima, que es de difícil maniobra y siempre está expuesta a daños causados por temporales, al mismo tiempo que se protegen zonas de especial valor ecológico, como las praderas de posidonia. Así, la PHD trasciende su papel como técnica de construcción para convertirse en una herramienta que permite desarrollar infraestructuras críticas en perfecta armonía con el entorno y proteger los ecosistemas que antes se sacrificaban en nombre del progreso.
Conclusión: la próxima frontera de la construcción ya está aquí.
La perforación horizontal dirigida es mucho más que un método ingenioso para evitar zanjas. Se trata de una disciplina de alta tecnología con una historia sorprendente, una precisión casi quirúrgica y aplicaciones innovadoras que están redefiniendo la construcción moderna. Nos muestra que el futuro de la infraestructura no radica en dominar la superficie, sino en trabajar de manera inteligente y respetuosa con el entorno que se encuentra debajo, lo que hace que nuestras ciudades y costas sean más eficientes, resilientes y sostenibles.
La próxima vez que camines por una calle sin obras ni atascos o disfrutes de una playa virgen, ¿te preguntarás qué maravillas de la ingeniería se están construyendo silenciosamente bajo tus pies?
A continuación, dejo un audio donde se habla del PHD.
También os dejo este vídeo, donde se resumen conceptos importantes. No obstante, en este blog encontrarás muchos más vídeos y artículos sobre este tema de tanto interés.
Referencias:
Allouche, E., Ariaratnam, S., and Lueke, J. (2000). Horizontal Directional Drilling: Profile of an Emerging Industry. Journal of Construction Engineering and Management, Volume 126, No. 1, pp. 68–76.
Ariaratnam, S. T., and Allouche, E. N. (2000). Suggested practices for installations using horizontal directional drilling. Practice Periodical on Structural Design and Construction, Volume 5, No. 4, pp. 142-149.
Ariaratnam, S. T., and Proszek, J. (2006). Legal consequences of damages to underground facilities by horizontal directional drilling. Journal of Professional Issues in Engineering Education and Practice, Volume 132, No. 4, pp. 342-354.
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Jaganathan, A. P., Shah, J. N., Allouche, E. N., Kieba, M., and Ziolkowski, C. J. (2011). Modeling of an obstacle detection sensor for horizontal directional drilling (HDD) operations. Automation in Construction, Volume 20, No. 8, pp. 1079-1086.
Lubrecht, M. D. (2012). Horizontal directional drilling: A green and sustainable technology for site remediation. Environmental Science & Technology, Volume 46, No. 5, pp. 2484-2489.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
Figura 1. Desencofrado en paso superior. Pista de Silla (Valencia). Imagen: V. Yepes
1. Introducción a los pasos superiores pretensados.
Los pasos superiores pretensados construidos in situ constituyen una de las soluciones estructurales más extendidas y fiables para el desarrollo de obras lineales, como carreteras y ferrocarriles, en España. Su prevalencia se debe a una combinación de eficiencia estructural, robustez y notable capacidad de adaptación a las geometrías de cruce requeridas por la infraestructura moderna.
Estas estructuras se definen por una serie de características geométricas fundamentales que optimizan su comportamiento y coste.
Relación canto/luz: La esbeltez del tablero es un indicador clave de su eficiencia. Esta relación se obtiene dividiendo el canto entre la distancia entre apoyos (luz). Por lo general, esta proporción es de aproximadamente 1/25, aunque puede llegar a un límite práctico de 1/30 cuando existen restricciones severas de gálibo vertical. Superar este umbral conduce a diseños que requieren un pretensado excesivo, lo que invalida la eficiencia del concepto estructural y obliga a replantear el diseño por completo.
Configuraciones de vanos: La disposición de los vanos se adapta al obstáculo que hay que salvar, lo que da lugar a configuraciones estandarizadas por la práctica. En autovías, las configuraciones más comunes responden a una lógica funcional:
Dos vanos (por ejemplo, 30-30 m): configuración ideal para autovías de doble calzada, ya que se aprovecha la mediana central para ubicar una pila de apoyo.
Tres vanos (por ejemplo, 20-36-20 m): trazado común para salvar obstáculos más anchos cuando no es factible o deseable una pila central.
Cuatro vanos (por ejemplo, 12-18-18-12 m): solución para cruces amplios que requieren una distribución de apoyos más regular.
Cuando el cruce es esviado (no es perpendicular), las luces aumentan para mantener los gálibos, lo que puede llevar a configuraciones como 14-20-20-14 m. En las líneas de alta velocidad (AVE), son habituales los puentes de tres vanos con luces de 12-17-12 m.
Tipos de estribos: Los estribos, apoyos extremos del puente, pueden ser abiertos o cerrados. Se desaconseja rigurosamente el uso de estribos flotantes en tableros hiperestáticos (continuos sobre múltiples apoyos) debido al elevado riesgo de asientos diferenciales en el terraplén, fenómeno para el que estas estructuras no están preparadas y que comprometería gravemente su integridad.
La preferencia por las soluciones construidas in situ frente a las prefabricadas se debe principalmente a su mejor comportamiento frente a impactos accidentales de vehículos que exceden el gálibo permitido. Su capacidad para redistribuir cargas imprevistas les confiere una resiliencia intrínseca, fundamental para garantizar la seguridad a largo plazo de la infraestructura.
El éxito de estas estructuras depende de una ejecución meticulosa en cada fase. A continuación, se detallará el proceso constructivo, comenzando por los cimientos de la obra: la ejecución de los alzados.
2. Construcción de cimentaciones y alzados (pilas y estribos).
Los alzados del puente (pilas y estribos) representan entre el 30 % y el 50 % del coste total de la estructura y constituyen un componente crítico. Su correcta ejecución, desde la cimentación hasta la coronación, es la garantía fundamental de la estabilidad global y de la transmisión adecuada de las cargas al terreno.
El proceso comienza con la construcción de las cimentaciones, siguiendo una secuencia rigurosa:
Excavación y verificación geotécnica: Se excava el terreno hasta la cota de cimentación definida en el proyecto. En este punto, es fundamental comprobar que el terreno de apoyo real posee las características de resistencia contempladas en el cálculo. Si el estrato esperado no se encuentra a la cota prevista, se debe profundizar la excavación hasta dar con él y rellenar el excedente de profundidad con hormigón pobre. Si el terreno adecuado no aparece, hay que detenerse y reconsiderar el diseño de la cimentación. Una práctica constructiva recomendable consiste en realizar una sobreexcavación de unos 5 cm para que el hormigón, que podría contaminarse con material de las paredes, quede fuera del recubrimiento estructural.
Hormigón de limpieza y armaduras de zapata: Sobre el terreno verificado, se vierte una capa de hormigón de limpieza de entre 10 y 15 cm de espesor. Su función es crear una superficie de trabajo nivelada y limpia, esencial para el montaje correcto de las armaduras pasivas de la zapata. A continuación, se colocan las mallas inferior y superior de armadura, separadas entre sí por barras denominadas «pates», que garantizan la geometría y permiten el tránsito de los operarios sin deformar la armadura.
Figura 2. Cimbra porticada. Imagen: V. Yepes
Una vez completada la cimentación, se procede a la ejecución de los soportes, como en el caso de un estribo abierto:
Montaje de armaduras y encofrados: Se coloca la armadura pasiva del soporte, que suele llegar premontada desde el taller. A continuación, se instalan los encofrados, que suelen ser metálicos en el caso de los paramentos no vistos. Estos se aploman y se arriostran con puntales inclinados para garantizar su estabilidad frente a la presión hidrostática del hormigón fresco.
Hormigonado de soportes: El hormigonado se realiza con un cubilote y una manguera que desciende hasta el fondo del encofrado para evitar la segregación del hormigón al caer desde gran altura. Se utiliza hormigón tipo HA-25 y se vibra en capas de unos 30 cm para asegurar una compactación homogénea.
Desencofrado: El encofrado se retira normalmente a las 24 horas. El acabado superficial de estos paramentos no vistos suele ser de calidad básica, ya que quedarán cubiertos por el relleno de tierras.
Una vez ejecutados los soportes, se procede al relleno de tierras en la parte trasera del estribo. Esta operación requiere una compactación rigurosa para evitar desprendimientos futuros bajo las cargas de tráfico. Es fundamental coordinar esta tarea con la construcción del cargadero, es decir, la viga de coronación que une los soportes. En la práctica, la coordinación entre los equipos de movimiento de tierras y los de estructuras suele ser un punto conflictivo, pero es imprescindible compactar el relleno antes de hormigonar el cargadero para poder acceder con la maquinaria de compactación.
En paralelo, se construyen las pilas intermedias. Un ejemplo común son las pilas circulares, que se ejecutan con encofrados metálicos semicirculares que se ensamblan para formar los diámetros más frecuentes: 1,00 m o 1,20 m.
Una vez finalizados los alzados, la obra está preparada para la siguiente fase crucial: el montaje de la estructura auxiliar que soportará el tablero.
3. Sistemas de cimbrado y encofrado del tablero.
La ejecución del tablero in situ requiere un sistema de soporte temporal robusto y preciso. Este sistema está compuesto por dos elementos funcionalmente distintos: la cimbra, que es la estructura de apoyo global que transmite las cargas al terreno, y el encofrado, que es el molde en contacto directo con el hormigón y que le confiere su geometría final. A continuación, se analizan las dos metodologías principales empleadas.
3.1 Método 1: cimbra tubular con encofrado de madera.
Este es el sistema más tradicional y versátil. La cimbra tubular (tipo PAL) está formada por torres de perfiles huecos de planta cuadrada o triangular que cubren toda la superficie inferior del tablero. Su montaje, realizado por una cuadrilla de cinco personas, suele durar una semana.
La seguridad y estabilidad de este sistema dependen de varios factores críticos:
Estabilidad y arriostramiento: Para evitar el colapso «en castillo de naipes», es imprescindible escalonar los terraplenes laterales de los vanos extremos y conectar las torres entre sí mediante barras de arriostramiento longitudinales y transversales.
Cimentación y apoyo: La cimbra requiere un terreno con una tensión admisible mínima de 0,10 MPa. Para cumplir este requisito, suele mejorarse el terreno con una capa de grava-cemento y se reparten las cargas de las torres mediante tableros de madera longitudinales o zapatas individuales bajo cada pie.
Drenaje: Una gestión deficiente de las aguas torrenciales puede erosionar el terreno de apoyo y provocar el desplome de la cimbra, por lo que el control de estas aguas es un aspecto fundamental de la seguridad.
Figura 3. Cimbra con torres modulares. Imagen: V. Yepes
Sobre la cimbra tubular se monta el encofrado de madera, cuyo montaje puede llevar de una a tres semanas:
Nivelación y ajuste fino: En la parte superior de cada torre hay husillos de nivelación que permiten ajustar la cota del encofrado con precisión milimétrica. Un aspecto notable de estos diseños es la omisión deliberada de la contraflecha (curvatura ascendente). Esto es posible porque la flecha descendente debida al peso propio y la contraflecha ascendente generada por el pretensado tienen magnitudes similares y se anulan mutuamente, lo que caracteriza un diseño de pretensado eficiente.
Componentes del encofrado: El sistema está compuesto por largueros (vigas longitudinales apoyadas en los husillos), costillas (elementos transversales que dan forma a la sección) y el forro de tabla, que es la superficie en contacto directo con el hormigón.
Elementos específicos: Se deben ejecutar encofrados particulares para elementos como los dados de apoyo sobre los neoprenos y los cajetines de los anclajes del sistema de pretensado.
3.2. Método 2: cimbra industrial con encofrado metálico.
Este sistema es una alternativa más moderna y rápida. Consiste en torres de carga metálicas de alta capacidad, separadas aproximadamente cada 12 metros, sobre las cuales se apoyan vigas en celosía que sostienen los paneles de encofrado metálicos.
Figura 4. Cimbra porticada. Imagen: V. Yepes
Las particularidades de este sistema frente al método tradicional son:
Cimentación: Cada pareja de torres puede soportar cargas de hasta 250 toneladas, por lo que es necesario construir zapatas de hormigón armado de unos 40 cm de espesor. Si el terreno no es adecuado, puede ser necesario realizar pilotajes en estas cimentaciones temporales.
Ventajas: Su principal ventaja es la rapidez de montaje, ya que permite alcanzar ciclos de hormigonado de un tablero al mes. Además, su diseño diáfano permite mantener el paso de los vehículos por debajo de la estructura durante la construcción.
Calidad de acabado: El acabado superficial que deja el encofrado metálico suele ser de peor calidad estética que el de la madera. Para mejorarlo, se pueden aplicar tratamientos al hormigón para dejar el árido visto.
Descimbrado: A diferencia del sistema tubular, el descimbrado se realiza mediante gatos de tornillo situados en la base de las torres, que permiten descender toda la estructura de forma controlada.
Una vez completado el montaje de la cimbra y el encofrado, la estructura está lista para recibir el esqueleto de acero que le conferirá su resistencia.
4. Colocación de armaduras pasivas y activas.
Esta fase consiste en montar el entramado de acero que reforzará el hormigón. Existen dos tipos de armaduras con funciones diferentes: las pasivas, que absorben esfuerzos locales y controlan la fisuración, y las activas, que conforman el sistema de pretensado que proporciona la capacidad portante principal del puente.
Las armaduras pasivas presentan una cuantía que oscila entre 50 y 70 kg/m² de tablero, mientras que las armaduras activas tienen una cuantía menor, que varía entre 12 y 25 kg/m.
Figura 5. Aligeramientos de poliestireno entre armaduras pasivas.
El proceso de montaje se desarrolla de la siguiente manera:
Montaje de armaduras pasivas: Las barras de acero llegan a la obra cortadas y dobladas desde el taller. El montaje comienza con las armaduras transversales («barcas») y las barras maestras longitudinales, con las que se construye un armazón base estable. Una zona que requiere especial atención es el diafragma de estribos (riostra de estribos), una viga transversal integrada diseñada para distribuir las inmensas fuerzas concentradas de los anclajes del pretensado (de hasta 4548 toneladas) en el cuerpo del tablero. El armado en esta zona debe ser extremadamente denso; un armado deficiente podría provocar la rotura del hormigón durante el pretensado. No se trata de una preocupación teórica. En España se han producido accidentes mortales debido a un armado inadecuado en las zonas de anclaje. Por este motivo, considero que la revisión de este detalle específico del armado es uno de los puntos de control más críticos de todo el proceso constructivo.
Colocación de aligeramientos de poliestireno (porexpan): Para optimizar la sección, se emplean bloques de poliestireno como aligeramientos internos. Su función estructural consiste en mejorar la relación inercia/área, al reducir el peso propio y aumentar la eficiencia del pretensado. Estos bloques tienden a flotar en el hormigón fresco. Para evitarlo, se sujetan con barras de acero superiores y transversales. Aun así, la fuerza ascensional es tan elevada que obliga a hormigonar el tablero en tongadas.
Instalación de armaduras activas (pretensado):
Trazado de las vainas: Se colocan las vainas (tubos metálicos corrugados) que alojarán los cables. Su trazado se realiza siguiendo la ley de momentos flectores: se colocan en la parte superior del tablero, sobre los apoyos, y en la parte inferior, en el centro de los vanos, con una tolerancia de colocación de solo 1 cm. Es crucial garantizar un espacio horizontal mínimo de 5 a 6 cm entre las vainas, especialmente en vanos y sobre pilas. Si las vainas quedan alineadas verticalmente, las fuerzas radiales del pretensado pueden generar tracciones que rompan el hormigón entre ellas.
Tubos de purga: En los puntos más altos del trazado (generalmente, sobre las pilas) se instalan tubos de purga. Estos tubos son fundamentales para permitir la salida del aire durante la inyección posterior de mortero, lo que garantiza la protección completa del acero y la durabilidad del puente.
Enfilado de torones: El día antes del hormigonado, los torones de acero se enfilan en las vainas mediante una enfiladora mecánica, dejando un metro de cable sobrante en cada extremo para el anclaje del gato de tesado.
Figura 6. Enfilando cables de pretensado. Youtube.
Tras el meticuloso ensamblaje e inspección de las armaduras, se alcanza el punto de no retorno: el vertido monolítico que dará al puente su forma definitiva.
5. Hormigonado del tablero.
El hormigonado del tablero es una de las fases más críticas y logísticamente complejas. Debe ejecutarse de forma continua, de principio a fin y sin juntas de construcción, para garantizar la integridad monolítica de la estructura.
Una planificación logística adecuada es fundamental para garantizar un hormigonado ininterrumpido:
Volumen y suministro: Se manejan volúmenes de entre 300 y 700 m³, normalmente de hormigón HP-35. Para evitar paradas, la estrategia habitual consiste en contratar el suministro de dos plantas diferentes, de modo que una pueda cubrir a la otra en caso de avería.
Equipos: Es indispensable contar con una bomba de hormigón de repuesto en la obra para sustituir de inmediato la principal en caso de fallo.
Condiciones ambientales: La operación se pospone ante riesgo de heladas o si las temperaturas superan los 40 °C. No obstante, una vez iniciado, el hormigonado debe continuar incluso si comienza a llover.
Figura 7. Hormigonado del tablero. https://economis.com.ar/puente-san-francisco-en-andresito-se-avanzo-con-el-hormigonado-del-tablero/
El proceso de ejecución en obra se realiza con un estricto control de calidad:
Técnica de vertido en tongadas: Para evitar la flotación de los aligeramientos de poliestireno, el hormigonado se realiza en tres capas o tongadas sucesivas: primero la losa inferior, luego las almas y, por último, la losa superior. Es fundamental que el vibrador penetre en la capa anterior para asegurar un vínculo monolítico y evitar juntas frías entre vertidos.
Control de calidad del hormigón: Se comprueba la consistencia del hormigón con el cono de Abrams y se toman muestras cilíndricas (aproximadamente seis por cada tercio de las cubas) para realizar ensayos de rotura en el laboratorio y confirmar que la resistencia alcanza los valores requeridos a los 7 y 28 días.
La cuadrilla de trabajo se guía por «tochos», barras con marcas de cota establecidas según la topografía, para garantizar que la superficie final del tablero tenga la geometría exacta definida en los planos.
Cuando el hormigón alcanza la resistencia necesaria, se somete la estructura a su primera prueba de carga real: el pretensado.
6. Operaciones de pretensado del tablero.
Figura 8. Tesado de los cables.
El tesado de los cables es la operación estructuralmente más crítica, ya que somete al puente a una de sus situaciones de carga más exigentes: la combinación del pretensado máximo con únicamente el peso propio de la estructura.
Para llevar a cabo el tesado, deben cumplirse unos requisitos previos:
Resistencia del hormigón: El hormigón debe alcanzar una resistencia mínima especificada de 27,5 MPa para el hormigón HP-35. Este valor, que suele alcanzarse a los siete días, es necesario para que el hormigón soporte las altas cargas concentradas en los anclajes y para limitar las pérdidas de pretensado a largo plazo.
Equipo de tesado: El equipo consta de un gato de pretensado, una centralita hidráulica y un grupo electrógeno.
El procedimiento de tesado de cada tendón, que dura aproximadamente 45 minutos, sigue una secuencia metódica:
Secuencia: El tesado sigue un orden definido en los planos, generalmente desde los tendones centrales hacia los extremos para mantener la simetría de las cargas.
Preparación: Se enfilan los bloques de anclaje («quesos») y se colocan las cuñas cónicas que los bloquearán.
Aplicación de carga y control dual: Se aplica la presión hidráulica al gato de forma gradual. La correcta aplicación de la fuerza se verifica mediante un doble control: se mide la presión en el manómetro y, simultáneamente, el alargamiento real del cable.
Criterio de aceptación: El tesado se considera correcto si la desviación media entre el alargamiento real y el teórico es inferior al 5 %. Si la discrepancia es mayor, el primer paso es reevaluar el alargamiento teórico utilizando el módulo de elasticidad real del acero, obtenido de los ensayos de control de calidad, ya que esta es una causa frecuente de disparidad.
Tras tesar desde un extremo, se repite la operación desde el otro; el alargamiento total es la suma de ambos. Una vez aprobado el tesado, se cortan los sobrantes de los torones y se puede proceder al descimbrado.
Para garantizar la durabilidad a largo plazo de la armadura activa, es imprescindible realizar la siguiente operación: la inyección de las vainas.
7. Inyección de vainas.
La inyección consiste en rellenar los conductos (vainas) que alojan los cables de pretensado con un mortero específico. Cumple dos funciones fundamentales:
Protección contra la corrosión: El mortero aísla las armaduras activas del ambiente exterior, lo que previene su oxidación.
Adherencia: La inyección crea un vínculo mecánico sólido entre la armadura activa y el hormigón circundante.
El procedimiento se realiza de la siguiente manera:
Equipo y mezcla: Se utiliza una amasadora y una bomba de inyección. Está prohibido amasar a mano.
Proceso de relleno: El mortero se inyecta a presión (aproximadamente 0,50 N/mm²) desde un extremo de la vaina.
Purga de aire: A medida que el mortero avanza, se abren los tubos de purga en los puntos más altos para expulsar el aire atrapado. No se cierran hasta que por el tubo emane un «chorro sólido de inyección». Este paso es absolutamente crítico. Una inyección deficiente con aire ocluido «puede dar lugar, en un plazo de 10 a 20 años, a la corrosión de las armaduras activas y al desplome del puente».
Una vez asegurada la integridad estructural interna, se procede a las fases de acabado exterior y de superestructura.
8. Acabados y superestructura.
Esta fase incluye todos los trabajos destinados a la finalización estética y funcional del puente, desde el tratamiento de las superficies de hormigón hasta la instalación de los elementos de circulación.
La calidad de los acabados del hormigón visto depende directamente del tipo de encofrado utilizado:
Encofrado de madera: Proporciona un acabado de alta calidad que deja marcada la veta de la tabla y es ideal para entornos urbanos. Para mantener esta calidad, suele limitarse el número de usos. Si se busca la máxima calidad, suele exigirse madera de primera puesta.
Encofrado metálico: Puede dejar acabados de menor calidad, con marcas visibles en las juntas y manchas si no se toman precauciones.
Desde el punto de vista estético, la esbeltez del puente (con una relación luz/canto de 27,5, por ejemplo) es uno de sus principales atributos. Para preservar la elegancia visual que aporta la esbeltez del tablero, debe evitarse el uso de parapetos de hormigón macizo. Estos añaden un volumen visual que contradice la eficiencia estructural del diseño. Las barandillas metálicas abiertas son la opción más apropiada para mantener la estética deseada.
Finalmente, se ejecutan los elementos de la superestructura.
Aceras: Se forman mediante un bordillo, una solera de hormigón in situ y una imposta lateral. Es fundamental que dispongan de armaduras de conexión con el tablero que resistan los impactos de los vehículos sin desprenderse.
Otros elementos: La construcción se completa con la colocación del firme (pavimento asfáltico) y de las juntas de calzada en los estribos.
Una vez terminada la superestructura, el puente está listo para su validación final mediante la prueba de carga.
9. Prueba de carga.
La prueba de carga es la fase final y obligatoria para todos los puentes con una luz superior a 12 metros en España. Su objetivo es verificar experimentalmente el comportamiento real de la estructura y comprobar que este se corresponde con las previsiones del cálculo antes de su puesta en servicio.
Figura 9. Prueba de carga. https://www.laensa.com/prueba-carga-se40/
La prueba se diseña y ejecuta siguiendo estas pautas:
Objetivo y configuración: El propósito es someter al puente a un tren de cargas que genere esfuerzos cercanos al 70 % de los del tren de cargas del proyecto. Por ejemplo, para un puente cuyo tren de cargas de proyecto suma 348 toneladas, una prueba típica podría emplear ocho camiones de 30 toneladas cada uno, que sumarían 240 toneladas..
Estados de carga: Los camiones se disponen en distintas configuraciones diseñadas para provocar el máximo efecto en las secciones críticas: por ejemplo, en el centro de un vano para generar el máximo momento flector positivo o sobre las pilas para generar el máximo momento flector negativo.
Durante la prueba, se aplica un estricto criterio de aceptación:
Medición de deformaciones: Los desplazamientos verticales (flechas) del tablero se miden con gran precisión mediante pértigas y relojes comparadores.
Resultados típicos: La experiencia demuestra que las flechas medidas suelen representar aproximadamente el 85 % de las teóricas calculadas.
Ciclo de carga y descarga: Se mide la posición en vacío, con carga instantánea, con carga estabilizada y tras la descarga. Para que la prueba se considere satisfactoria, la recuperación de la flecha tras la descarga debe superar el 90 % de la deformación total medida.
La superación de la prueba de carga no es un mero trámite final, sino la validación final de un proceso riguroso. Representa la confirmación de que la intención del diseño se ha traducido meticulosamente en la realidad física mediante una ejecución disciplinada en cada etapa previa. El resultado se documenta en un acta oficial y el paso superior queda listo para entrar en servicio.
1. ¿Qué es la compactación y por qué es importante?
La compactación de suelos es el proceso de aumentar la densidad de un terreno aplicando energía mecánica. En términos sencillos, consiste en hacer circular cargas elevadas sobre capas de suelo el número de veces necesario para alcanzar la densidad especificada. Al reducir los vacíos de aire en el suelo, se aumenta su resistencia, se reduce su capacidad de deformación y se disminuye su permeabilidad.
El objetivo principal de la compactación es mejorar las propiedades geotécnicas del suelo para garantizar la seguridad y durabilidad de las estructuras construidas sobre él, como carreteras, edificios o presas. La elección del equipo y del método de compactación no es universal, sino que depende de factores clave como la naturaleza del terreno, su contenido de humedad y la función que desempeñará el relleno compactado.
Para seleccionar y utilizar correctamente estos equipos, es esencial comprender los principios fundamentales que rigen su funcionamiento.
Figura 1. Distintos tipos de compactadores. https://www.noticiasmaquinaria.com/nuevos-modelos-de-la-serie-de-rodillos-tandem-de-hamm-en-conexpo/
2. Los cuatro esfuerzos elementales de la compactación.
Toda la maquinaria de compactación, desde un pequeño pisón manual hasta un rodillo de varias toneladas, aplica una combinación de cuatro esfuerzos básicos para densificar el suelo. Comprender estos mecanismos es el primer paso para dominar el proceso.
Tipo de esfuerzo
Mecanismo y efecto principal
Estático vertical
Aplica el peso de la máquina para comprimir el suelo. Produce tensiones fundamentalmente verticales que aprietan las partículas entre sí.
Amasado
Genera tensiones en múltiples direcciones, «amasando» el suelo para reordenar partículas. Es especialmente útil para romper terrones en suelos cohesivos.
Impacto
Aplica una fuerza súbita que propaga una onda de presión, alcanzando mayor profundidad que el esfuerzo estático.
Vibratorio
Aplica una sucesión rápida de impactos que reduce la fricción interna entre partículas, facilitando su reacomodo en una configuración más densa.
Es importante destacar que el tipo de esfuerzo aplicado influye directamente en la estructura final de las partículas del suelo. Un terreno más compactado presenta partículas más orientadas y ordenadas (menos «floculadas»). El efecto de ordenamiento es progresivamente mayor al aplicar esfuerzos en el siguiente orden: estático, vibratorio, de impacto y, por último, de amasado.
Ahora que conocemos la teoría que hay detrás de la compactación, podemos explorar los equipos que aplican estos esfuerzos en la práctica.
3. Tipos principales de equipos de compactación.
Los equipos de compactación se pueden clasificar según el principio de trabajo predominante que utilizan: la fuerza estática de su propio peso o la energía dinámica de la vibración.
3.1. Compactadores estáticos: la fuerza del peso.
Estos equipos dependen principalmente de su peso para compactar el suelo.
Principio de funcionamiento: utilizan cilindros metálicos lisos para aplicar presión estática. Su mecanismo de compactación es «de arriba hacia abajo», por lo que la capa superior recibe la mayor energía.
Suelos adecuados: arenas y gravas bien graduadas, limos y arcillas de baja plasticidad. No se recomiendan para arenas uniformes o arcillas blandas.
Limitación principal: existe el riesgo de compactar en exceso la superficie y crear una costra rígida conocida como «encarpetamiento», mientras que las capas inferiores quedan menos densas.
Figura 2. Apisonadora estática de rodillo liso tipo triciclo. Imagen: V. Yepes
3.1.2. Compactadores de patas apisonadoras («pata de cabra»)
Principio de funcionamiento: en lugar de un rodillo liso, utilizan cilindros con múltiples «patas» o salientes que penetran en el suelo. Esto concentra la presión y compacta el terreno «de abajo hacia arriba».
Suelos adecuados: son especialmente efectivos en arenas y gravas con más del 20% de finos, así como en la mayoría de los suelos de grano fino (suelos limo-arcillosos, arenas limosas y arcillosas).
Ventaja principal: la acción de las patas rompe los terrones y grumos del suelo, a la vez que mejora la trabazón (unión) entre las sucesivas capas de material compactado.
Figura 3. Rodillo remolcado pata de cabra. Imagen: V. Yepes (2021)
Principio de funcionamiento: combinan el esfuerzo estático de su peso con el efecto de amasado que se produce por la deformación de sus neumáticos de goma, un proceso que reordena las partículas sin romperlas ni aplastarlas.
Suelos adecuados: son eficaces en suelos algo cohesivos y rellenos de limos poco plásticos.
Ventaja clave: son muy versátiles. Se puede ajustar su efecto modificando dos variables principales:
Aumentar la presión de inflado: incrementa la compactación en la superficie.
Aumentar la carga por rueda: aumenta el efecto de compactación en profundidad.
Figura 4. Compactador con neumáticos con dibujo. http://www.corinsa.es/tecnologia/compactacion/compactacion-de-tierras/
Estos equipos añaden una fuerza dinámica a su peso estático, lo que los hace extremadamente eficientes.
3.2.1. Principio de funcionamiento
Mecanismo: la vibración de un cilindro o una placa, lo que elimina en gran medida la fricción interna entre las partículas del suelo. Así, las partículas se reordenan y alcanzan una mayor densidad con menos esfuerzo y en capas de mayor espesor. Es especialmente eficaz en terrenos granulares (arenas y gravas). Para hacerse una idea de su eficacia, la acción de un rodillo vibrante puede equivaler a la de un rodillo estático mucho más pesado: hasta ocho veces en suelos cohesivos y hasta doce veces en gravas y escolleras.
Regla de oro para su uso:
Materiales granulares (arenas, gravas): se compactan mejor con frecuencia alta y amplitud reducida.
Materiales cohesivos (arcillas, limos): prefieren más amplitud y menor frecuencia.
3.2.2. Tipos más comunes
Existen diversos modelos: los monocilíndricos (con rodillo liso o de patas), los de dos rodillos (tándem) y los mixtos (un rodillo y ruedas neumáticas). De todos ellos, los monocilíndricos autopropulsados son los más versátiles en la mayoría de las obras de movimiento de tierras.
Figura 5. Rodillo compactador vibratorio hidráulico de un solo tambor LSD216H. http://changlin.es/3-2-6-hydraulic-road-roller.html
3.3. Equipos para trabajos específicos
Para tareas específicas o en áreas de difícil acceso, se utilizan equipos más especializados.
Son máquinas de pequeño tamaño que son guiadas por un operario. Su principal ventaja es que pueden trabajar en espacios reducidos a los que no pueden acceder máquinas más grandes, por ejemplo, en la compactación de rellenos en zanjas o trasdoses de muros.
Este sistema es una alternativa más intensa que los rodillos vibratorios convencionales. Utiliza rodillos de perfil irregular (no cilíndricos) que, al girar a gran velocidad, generan impactos de alta energía. Su principal ventaja es la profundidad de su efecto, que puede alcanzar hasta cuatro o cinco metros.
Figura 6. Compactador de impacto de gran energía.
Una vez conocidos los tipos de equipos disponibles, el siguiente paso lógico es aprender a decidir cuál es el más adecuado para cada situación.
4. ¿Cómo elegir el equipo de compactación adecuado?
La elección del compactador no tiene una solución única, ya que depende de múltiples factores y, en última instancia, es una decisión económica. No obstante, para poder tomar una decisión técnica fundamentada, hay que tener en cuenta tres factores determinantes:
La naturaleza del material: es el factor más importante. Los suelos se pueden clasificar en tres grandes grupos:
Suelos finos: limos y arcillas.
Suelos de grano grueso: arenas y gravas.
Pedraplenes: materiales rocosos.
El estado del material: principalmente, su contenido de humedad. La humedad actúa como un lubricante entre partículas, pero un exceso o defecto puede dificultar enormemente la compactación.
El volumen, la forma de la zona a compactar y el ritmo de la obra: Un área grande y abierta permite el uso de máquinas de alto rendimiento. De hecho, suelen elegirse compactadores con una capacidad de producción superior a la de los equipos de excavación y transporte, para evitar que la compactación se convierta en un «cuello de botella» que retrase todo el proyecto.
La siguiente tabla ofrece una guía simplificada para la selección inicial del equipo en función del tipo de suelo.
Guía rápida para la selección de equipos por tipo de suelo.
Tipo de suelo
Equipos recomendados
Consideración clave
Suelos finos (limos y arcillas)
• Compactadores de patas apisonadoras
• Compactadores de neumáticos
El control preciso de la humedad es fundamental. Estos suelos son sensibles a un exceso o defecto de agua.
Suelos de grano grueso (arenas y gravas)
• Rodillos vibratorios
• Compactadores de neumáticos pesados
La vibración es extremadamente efectiva para reordenar las partículas en este tipo de material.
Pedraplenes (roca)
• Equipos vibratorios pesados (más de 10 toneladas)
Se necesita una gran energía de compactación debido al gran tamaño de los elementos rocosos.
Elegir el equipo adecuado no solo garantiza que se alcancen las especificaciones de densidad, sino que también optimiza el rendimiento y los costes del proyecto.
5. Conclusión: principios clave para el éxito de una compactación.
La compactación es una de las operaciones más importantes en la construcción, ya que de ella dependen la estabilidad y durabilidad de casi cualquier estructura. Aunque se trata de un tema amplio, un principiante puede sentar unas bases sólidas de conocimiento si se centra en dos principios fundamentales.
Para lograr una compactación eficaz, es esencial comprender y dominar los cuatro tipos de esfuerzos básicos (estático, de amasado, de impacto y vibratorio), así como la forma en que cada máquina los aplica.
Además, es importante entender que la elección del equipo depende principalmente del tipo de suelo. No hay una máquina universal: la clave del éxito es adaptar la herramienta al material con el que se trabaja.
Aquí tienes un vídeo introductorio a los compactadores.
A continuación, os dejo un resumen de las ideas más relevantes que un principiante debería conocer sobre la compactación de suelos. Espero que os resulte interesante.
 ¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.
¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.