El hombre impacta con sus acciones al medio ambiente, especialmente cuando actúa sobre el territorio con sus construcciones. De hecho, durante mucho tiempo la ingeniería civil parecía ser el antagonista del medio ambiente. Hoy en día el paradigma está cambiando, de forma que en los planes de estudios de ingeniería civil los aspectos ambientales cobran cada vez mayor peso. No se puede entender una actuación en ingeniería que no intente ser respetuosa con el medio ambiente.
Hablar de estos temas supone no un post, sino un blog entero dedicado en exclusivamente al impacto de las obras. Pero quien mejor nos puede introducir a este tema tan importante y apasionante es el profesor Santiago Hernández Fernández, doctor ingeniero de caminos, catedrático de Proyectos e Ingeniería Medioambiental de la Universidad de Extremadura y presidente de la Junta Rectora del Parque Nacional de Monfragüe. Santiago Hernández, además, ha sido Premio Nacional de Medio Ambiente. Para ello os dejo un pequeño vídeo de poco más de tres minutos donde nos ofrece algunos puntos de vista al respecto. Espero que os guste.
El gánguil, también llamado pontón o barcaza, es una embarcación plana, con una cántara o depósito donde se almacena el material dragado y que sirve para transportarlo hasta el lugar de vertido.
Presenta una capacidad entre 50 y 2000 m³. Pueden ser autopropulsados (mar abierto) o remolcados (aguas poco profundas).
Según el modo de descarga, los gánguiles se pueden clasificar en:
Gánguil cerrado: descarga por medios mecánicos auxiliares
Gánguil de compuerta de fondo: descarga por la apertura de una compuerta giratoria
Gánguil de charnela: vaciado por apertura longitudinal del casco
Gánguil de volcado lateral
Vamos a ver en un par de vídeos varios ejemplos de cómo funciona esta máquina de transporte. En el primer vídeo veremos un gánguil de 57 m de eslora y 11,20 m de manga, con una capacidad de transporte de 1400 toneladas de escollera.
En el segundo, podremos ver el sistema de apertura de cántara de doble sentido y de velocidad controlable.
[politube2]65110:450:384[/politube2]
Referencias:
CLEMENTE, J.J.; GONZÁLEZ-VIDOSA, F.; YEPES, V.; ALCALÁ, J.; MARTÍ, J.V. (2010). Temas de procedimientos de construcción. Equipos de dragado. Editorial de la Universitat Politècnica de València. Ref. 2010.4038.
Figura 1. Máquina para hincado silencioso. Fuente: https://commons.wikimedia.org/wiki/File:Silent_piler.jpg
La hinca por presión, también llamada hinca silenciosa, introduce el pilote o la tablestaca en el terreno mediante una fuerza estática vertical aplicada con gatos hidráulicos. En este caso se mide la capacidad portante del pilote directamente con el manómetro del gato, por lo que la hinca de cada pilote se comporta en realidad como un ensayo de carga correspondiente a un rechazo deseado. Es un procedimiento útil cuando no se permiten vibraciones o no hay espacio para los martillos. Su uso es habitual en el recalce de cimentaciones, donde la propia estructura sirve de reacción a los gatos. Sin embargo, es un procedimiento que presenta bajos rendimientos y tiene un campo de actuación reducido a suelos suficientemente blandos. Las secciones empleadas con este sistema deben desplazar el terreno fácilmente, como sería el caso de tablestacas o pilotes de hormigón pretensado y sección tubular sin tapa. La hinca por presión provoca un menor asentamiento del terreno, siendo eficiente en suelos arcillosos, pero menos en terrenos cohesivos densos. A veces se les provee a estos equipos de un equipo de chorro a presión (jetting) para mejorar la hinca. En la Figura 1 puede verse el procedimiento de hinca silencioso de tablestacas, donde se puede observar cómo la máquina utiliza la reacción procedente del rozamiento negativo del grupo de tablestacas ya hincadas para hincar la nueva tablestaca. En este caso, la prensa es del tipo “japonés”, pues la máquina se ha diseñado para “caminar” sobre las tablestacas ya instaladas, sin necesidad de una grúa, que serían prensas del tipo panel, o bien de una estructura de soporte móvil (Figura 2).
Figura 2. Prensa autónoma tipo panel. Fuente: https://www.liebherr.com
Aquí os dejo una explicación, no solo de la hinca por presión, sino también de otros métodos como la hinca por inyección de agua y prebarrenado.
Os dejo a continuación algunos vídeos para que veáis el funcionamiento del sistema.
En este otro vídeo podéis ver la hinca a presión de pilotes prefabricados.
La evaluación de la sostenibilidad social de los proyectos no es un tema sencillo ni inmediato. Si bien los impactos medioambientales se han estudiado en el ámbito científico con cierta profundidad, los impactos sociales de las infraestructuras se han investigado mucho menos. Es más, en numerosas ocasiones dichos impactos se han minusvalorado. Pues bien, nos acaban de publicar un artículo en la revista Environmental Impact Assessment Review (revista indexada en el JCR, primer cuartil de impacto) en el cual proponemos una metodología que permite afrontar este reto.
SIERRA, L.A.; PELLICER, E.; YEPES, V. (2017). Method for estimating the social sustainability of infrastructure projects. Environmental Impact Assessment Review, 65:41-53. https://doi.org/10.1016/j.eiar.2017.02.004
Highlights:
Method to select suitable infrastructure projects from the social sustainability point of view
Emphasizes social interactions of the infrastructure in the short and long term
Distinguishes the social sustainability of infrastructure projects in different locations
Efficiency of a social contribution in terms of early social benefits and a long-term distribution
Supports early decision-making of public agencies regarding infrastructure projects
Abstract:
Nowadays, sustainability assessments tend to focus on the biophysical and economic considerations of the built environment. Social facets are generally underestimated when investment in infrastructure projects is appraised. This paper proposes a method to estimate the contribution of infrastructure projects to social sustainability. This method takes into account the interactions of an infrastructure with its environment in terms of the potential for short and long-term social improvement. The method is structured in five stages: (1) social improvement criteria and goals to be taken into account are identified and weighed; (2) an exploratory study is conducted to determine transfer functions; (3) each criterion is homogenized through value functions; (4) the short and long-term social improvement indices are established; and finally, (5) social improvement indices are contrasted to identify the socially selected alternatives and to assign an order of priority. The method was implemented in six alternatives for road infrastructure improvement. The results of the analysis show that the method can distinguish the contribution to social sustainability of different infrastructure projects and location contexts, according to early benefits and potential long-term equitable improvement. This method can be applied prior to the implementation of a project and can complement environmental and economic sustainability assessments.
Dentro de los objetivos de la filosofía Lean Construction para producir resultados óptimos se encuentra hacer que la producción, y, por tanto, también el valor, fluya sin interrupciones, de un modo continuo. Para ello se pone en práctica el llamado flujo tenso (pull) según la demanda del cliente para evitar la sobreproducción. Kanban es una parte fundamental del flujo tenso, considerándose como un subsistema del Just in Time (JIT). El JIT constituye un sistema de organización de la producción que permite aumentar la productividad, reduciendo el costo de la gestión y por pérdidas en almacenes debido a acciones innecesarias.
El método kanban se origina inicialmente por la empresa automotriz de Toyota en el año de 1956, once años después de la segunda guerra mundial. Dado la necesidad de generar competencia en el ámbito de un mercado internacional y poder competir con firmas tales como Ford y Chevrolet en cuanto a producción y entrega más próxima. El modelo Kanban se inspiró en los supermercados, concretamente en la “comunicación” entre el cliente y el producto, ya que en estos sitios se ofrecen los productos al consumidor cuando lo necesitan en la cantidad que lo necesitan. Viéndolo como una línea de producción corresponde ofrecerles a los obreros los componentes que necesiten para realizar su tarea en el momento que lo necesiten y en la cantidad que necesiten, garantizando la eficiencia.
Kanban es una traducción libre del japonés de “tarjeta”, siendo un sistema de información basado en señales que controla de modo armónico la fabricación de los productos necesarios en la cantidad y tiempo necesarios en cada uno de los procesos. Una tarjeta kanban es una autorización para producir y/o mover existencias empleada para controlarlas y poner al descubierto problemas u oportunidades de cambio. La principal función de esta tarjeta es ser una orden de trabajo: un dispositivo de dirección automática que nos da información acerca de qué nos da información acerca de que se va a producir, en qué cantidad, mediante que medios y como transportarlo. Se diseña para evitar la sobreproducción y para asegurarse de que los componentes pasan de un subproceso al siguiente en el orden adecuado. De este modo se diseña un sistema de relleno que controla las cantidades producidas. Los componentes se reponen únicamente cuando sea necesario y en la cantidad adecuada.
Es importante mencionar que este tipo de tarjeta no funciona como método kanban si no contiene la mayoría de la siguiente información:
Nombre y/o código del puesto o máquina que procesará el material requerido.
Iniciales o código del encargado de procesar.
Nombre y/o código del material procesado o por procesar, requerido.
Cantidad requerida de ese material (resaltada o en letra más grande).
Destino del material requerido.
Capacidad del contenedor de los materiales requeridos.
Momento en el que fue procesado el material.
Momento en el que debe ser entregado al proceso subsiguiente.
Número de turno.
Número del lugar de almacén principal.
Estado del material procesado.
Se pueden omitir algún tipo de información mencionada anteriormente, pero esta debe ir diligenciada correctamente con el material. De esta manera se convierte en una orden; de tal manera que en el momento de la entrega se genera una resolución de la orden.
En lugar de utilizar kanban diseñados específicamente para ello, se pueden poner en marcha otros sistemas reutilizables tales como contenedores, palets o bandas codificadas (o coloreadas) que designan materiales específicos. Al dejar el embalaje para el suministrador en una ubicación específica implica una solicitud para rellenar con el componente adecuado, sin necesidad de que se produzca ninguna comunicación oral o escrita.
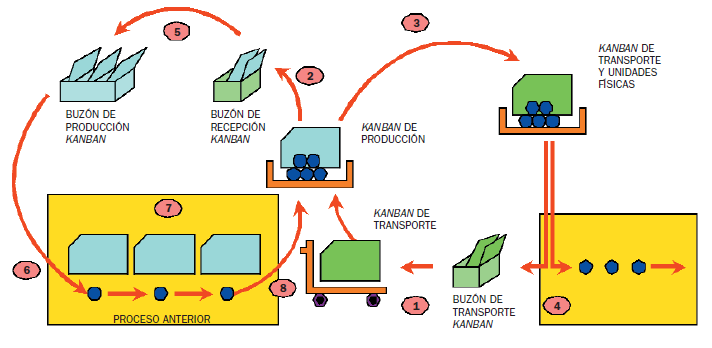
El flujo tenso del producto desde aguas arriba se indica mediante un kanban de retirada (withdrawal). El flujo tenso del cliente retira componentes del “supermercado”; este se define como un lugar de capacidad limitada para almacenar el producto proveniente del proceso de suministro. El supermercado se rellena emitiendo un kanban de producción cuando el inventario es demasiado bajo. Este kanban de producción da la orden adecuada al proceso de suministro para producir más componentes. El proceso de suministro emite las unidades necesarias para reponer lo extraído. Este método evita la sobreproducción, pero permite un inventario rígido que se sitúa entre los procesos de suministro y del cliente.
La alternativa al Kanban es producir anticipándose a las necesidades basándose en predicciones, caso habitual en los sistemas push. Estos sistemas tienden a incrementar la cantidad de pérdidas (por ejemplo, largos tiempos de espera o inventarios excesivamente grandes) dado que están basados en la estimación e incluyen factores adicionales para tener en cuenta la incertidumbre. La incertidumbre puede manifestarse en mayor o menor medida en un proyecto; en ese caso los sistemas pull están mejor preparados para adaptarse que los sistemas push.
En el sector de la construcción es aplicable este sistema pull a los procesos por lotes, como puede ser la fabricación y transporte del hormigón o del aglomerado. En este caso existe un proceso del cliente (el contratista principal), el cual emite una orden para el proceso de suministro (la planta de aglomerado) y recibe el producto como resultado. Estos procesos por lotes no admiten ningún tipo de inventario del producto, dado que el producto es perecedero.
Os dejo algunos vídeos explicativos que espero sean de vuestro interés.
También se puede utilizar este método para la gestión de proyectos y tareas para equipos.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 1.Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-660. Depósito Legal: V-3150-2001.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 2. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-961. Depósito Legal: V-3151-2001.
El punto de funcionamiento o de operación de una bomba centrífuga se define como el flujo volumétrico de fluido que esta enviara cuando se instale en un sistema dado. El régimen de trabajo se determina por el punto de intersección de las características de la bomba y de la tubería. Por eso, al ser la característica de la conducción (tubería) invariable, salvo que se actúe sobre la válvula de impulsión, el cambio del número de revoluciones de la bomba provocará el desplazamiento del punto de trabajo a lo largo de la característica de la tubería. Si esta corta a una parábola de regímenes semejantes, al cambiar el número de revoluciones y pasar a otra curva característica, la semejanza se conservará, pudiéndose considerar en este caso que el cambio del número de revoluciones de la bomba no alterará la semejanza de los regímenes de trabajo.
Para aclarar un poco más este tema, os dejo un problema resuelto y un vídeo con los conceptos básicos resueltos. Espero que os sea de interés.
Referencias:
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
La excavación de un muro pantalla suele realizarse con una cuchara bivalva acoplada a una retroexcavadora. La profundidad de la excavación es variable y los taludes se estabilizan con bentonita, que se va añadiendo según va avanzando la excavación, por lo que hay que tener relacionado el caudal de aportación de bentonita con la velocidad de avance de la excavadora.
La tubería desde la instalación de la bentonita hasta la excavación es de acoplamiento rápido y están en contacto mediante un código de señales acústicas. La profundidad de la excavación se controla por medio de una cadena media, una vez que la excavación está a cota. Hay que esperar 20 o 30 minutos para la sedimentación, pasado este tiempo se procede a la limpieza del fondo quedando lista la excavación para recibir la ferralla. Los productos de la excavación se retiran a vertedero con camiones.
Normas de seguridad:
Antes de posicionar la máquina se habrá vallado el entorno, quedando aislada la zona de trabajo, de forma que impida el paso de personas ajenas.
El itinerario de los camiones debe estar indicado de forma clara y concreta.
Se estudiará el emplazamiento de las máquinas, observando detenidamente el radio de acción en todas las posiciones, muy especialmente altura de pluma, contrapesos y movimientos de la cuchara. Esta operación la hará el encargado del tajo y el maquinista.
Los servicios habrán sido desviados y perfectamente señalizados los próximos a la excavación.
El maquinista revisará diariamente los cables, ganchos, perrillos, contrapesos, los principales elementos de la cuchara (bielas, cuñero, dientes, patín guía, etc.), poniendo en conocimiento de su jefe los defectos que haya encontrado o parando los trabajos ante el menor obstáculo imprevisto.
Se hará el mantenimiento a las máquinas que indique los respectivos manuales de entretenimiento.
La cuchara no se guiará con las manos para emboquillarla entre los muretes guías, esta ocupación (si hay que hacerla) se hará por medio de alargaderas que impida la aproximación del ayudante al borde de la excavación.
La conducción de la bentonita de tubos será de acoplamiento rápido y buena estanqueidad.
El operador de la instalación de bentonita estará protegido contra el polvo que desprende el abastecimiento de la tolva.
La bomba de extracción de lodos, estará sujeta a puntos fijos o móviles del exterior de forma que pueda ser fácilmente recuperada del fondo de la zanja.
La toma de corriente de la bomba de lodos y demás herramientas eléctricas estará protegida por disyuntor diferencial de alta sensibilidad y puesta a tierra de los cuadros.
La línea de alimentación desde el cuadro general, que estará normalmente en la instalación de bentonita, hasta los cuadro de obra será aérea y sustentada por poste de madera.
En la instalación de esta línea se prestará la máxima atención a los gálibos en los puntos de cruce y posicionamiento de las máquinas excavadoras, si no está enterrada.
Se estudiará con los vecinos las salidas y entradas a sus inmuebles y negocios durante la ejecución de la excavación.
El personal que trabaje en la excavación y en las proximidades usará además de la ropa de trabajo, botas de goma y guantes.
No se dejará, bajo ningún concepto, excavación o hueco alguno sin tapar con mallazo o proteger con barandillas rígidas colocadas a 0,90 m de altura.
Los conductores de los camiones utilizarán el casco cuando abandonen la cabina de su vehículo.
Las cajas de los camiones irán provistas de sus correspondientes trampillas para evitar pérdidas de carga durante el transporte.
El vertedero estará acondicionado y los conductores advertidos del peligro que supone levantar el volteo en terreno mal nivelado o que pueda ceder por exceso de humedad.
Está prohibido circular con el volteo levantado.
A continuación os dejo algunos vídeos ilustrativos de esta fase del procedimiento constructivo de un muro pantalla.
En numerosas ocasiones se plantea en obra la necesidad de entibar una excavación, especialmente cuando la profundidad sobrepasa 1,20 m. Para ello os dejo una formulación basada en la teoría de Rankine donde se calcula la altura crítica anulando el empuje activo del terreno. Como veréis, esta altura solo se puede conseguir con terrenos cohesivos donde no exista nivel freático. También os dejo un par de cuadros donde aparece la resistencia a compresión simple de terrenos cohesivos y una tabla con ángulos de inclinación y pendientes de taludes en función del terreno y de la presencia de agua. Debo advertir que cuando se hace uso de tablas, normalmente se trata de modelos simplificados que, en no pocas veces, sobredimensionan enormemente los fenómenos analizados. Por eso siempre aconsejo realizar un cálculo con datos fiables para contrastar.
A continuación os dejo el planteamiento de la estabilidad del corte vertical en condiciones drenadas. En el caso de un suelo puramente cohesivo en condiciones no drenadas, C = Cu y φ = 0, que corresponde a la estabilidad a corto plazo.
Tabla 1. Altura máxima admisible en metros de taludes libres de solicitaciones, en función del tipo de terreno, del ángulo de inclinación de talud no mayor de 60º y de la resistencia a compresión simple del terreno.
Tabla 2. Inclinaciones y pendientes de los taludes, dependiendo de la naturaleza y contenido en agua del terreno
Acaban de publicarnos un artículo donde se utilizan cuatro algoritmos heurísticos: Descent Local Search, Threshold Accepting Algorithm with Mutation Operation, Genetic Algorithm y Memetic Algorithm para el diseño automático de puentes pretensados.
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T.; GONZÁLEZ-VIDOSA, F. (2017). Heuristics in optimal detailed design of precast road bridges.Archives of Civil and Mechanical Engineering, 17(4):738-749. DOI: 10.1016/j.acme.2017.02.006
Abstract:
This paper deals with the cost optimization of road bridges consisting of concrete slabs prepared in situ and two precast-prestressed U-shaped beams of self-compacting concrete. It shows the efficiency of four heuristic algorithms applied to a problem of 59 discrete variables. The four algorithms are the Descent Local Search (DLS), a threshold accepting algorithm with mutation operation (TAMO), the Genetic Algorithm (GA), and the Memetic Algorithm (MA). The heuristic optimization algorithms are applied to a bridge with a span length of 35 m and a width of 12 m. A performance analysis is run for the different heuristics, based on a study of Pareto optimal solutions between execution time and efficiency. The best results were obtained with TAMO for a minimum cost of 104184 euros. Among the key findings of the study, the practical use of these heuristics in real cases stands out. Furthermore, the knowledge gained from the investigation of the algorithms allows a range of values for the design optimization of such structures and pre-dimensioning of the variables to be recommended.
La velocidad máxima a la que se puede desplazar una máquina depende de la resistencia a la rodadura del suelo, de forma que no se produzca deslizamiento. Esta fuerza, a partir de la cual se produce el deslizamiento, se denomina rimpull utilizable. Se calcula multiplicando el peso que llega al eje tractor por el coeficiente de adherencia o factor de tracción que depende tanto del tipo de superficie como del tipo de rueda u oruga.
Sin embargo, el rimpull disponible, definido como la fuerza de tracción aplicada entre las llantas de las ruedas tractoras y el suelo, depende directamente de la potencia del motor y del coeficiente de rendimiento total del sistema de transmisión, e inversamente proporcional a la velocidad del vehículo. La potencia del motor se debe corregir en función de las condiciones de trabajo reales (altitud, temperatura y humedad en el ambiente). El rimpull utilizable debe ser mayor al disponible para que las ruedas no deslicen.
Referencias:
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204.
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia.