En obra es habitual que una máquina principal esté alimentando a un conjunto de máquinas auxiliares. Por ejemplo, en movimiento de tierras, una retroexcavadora puede estar cargando a un conjunto de camiones-dúmper (Figura 1). Otro ejemplo es un buldócer que está empujando a un equipo de mototraíllas convencionales. En estos casos, si se avería una máquina auxiliar, el resto de unidades puede seguir trabajando, aunque con una menor producción. Pues bien, se dice que un equipo de máquinas auxiliares está trabajando en paralelo entre ellas. Sin embargo, el conjunto de máquinas auxiliares trabaja en serie o en cadena respecto a la principal, pues el fallo de la máquina principal, o del total de las auxiliares, paraliza al conjunto. Veamos cómo podemos calcular la disponibilidad intrínseca de un conjunto de máquinas iguales que trabaje en paralelo sabiendo que la disponibilidad intrínseca de cada una de ellas es d.
Sean n máquinas iguales trabajando en paralelo, con una disponibilidad intrínseca d. Si se dispone de un conjunto suficientemente grande de unidades, una fracción d de ellas se encontrarán en disposición, y otra fracción (1-d) no operativas. Si se extrae una muestra n de ellas -las que forma nuestro equipo-, la probabilidad de que se encuentren x máquinas en disposición sigue una distribución binomial:

La probabilidad que el equipo esté parado, es decir, que ninguna de las máquinas se encuentre activa será:
![]()
y la probabilidad de que el equipo se encuentre en disposición, aunque sea solo una de las máquinas será:
![]()
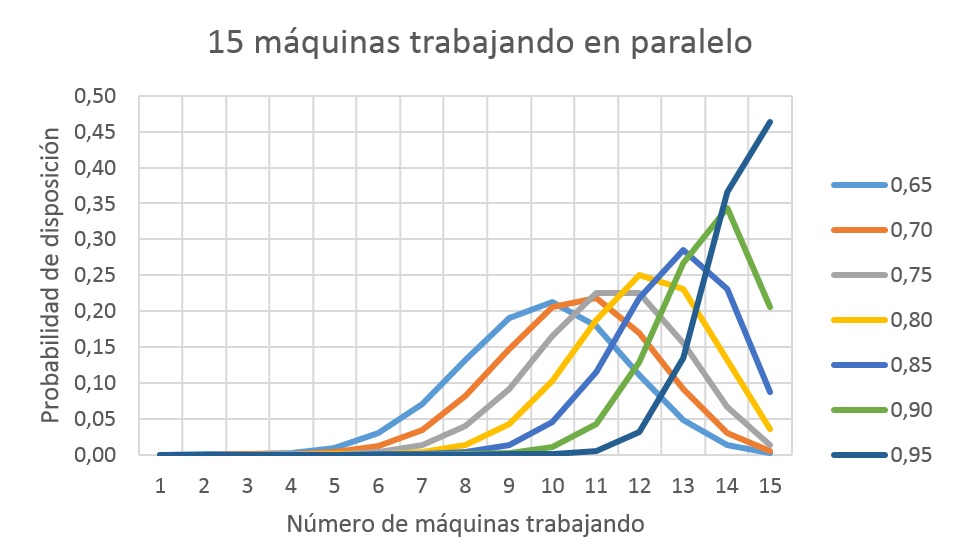
En la Figura 2 se muestra la probabilidad de que se encuentren x máquinas trabajando en paralelo operativas en un equipo de 15 en función de la disponibilidad intrínseca. Por ejemplo, para d = 0,80 lo más probable es que se encuentren 12 máquinas trabajando, siendo casi despreciable la probabilidad que trabajen menos de 6 unidades. Se observa que la probabilidad máxima aumenta con la disponibilidad intrínseca.
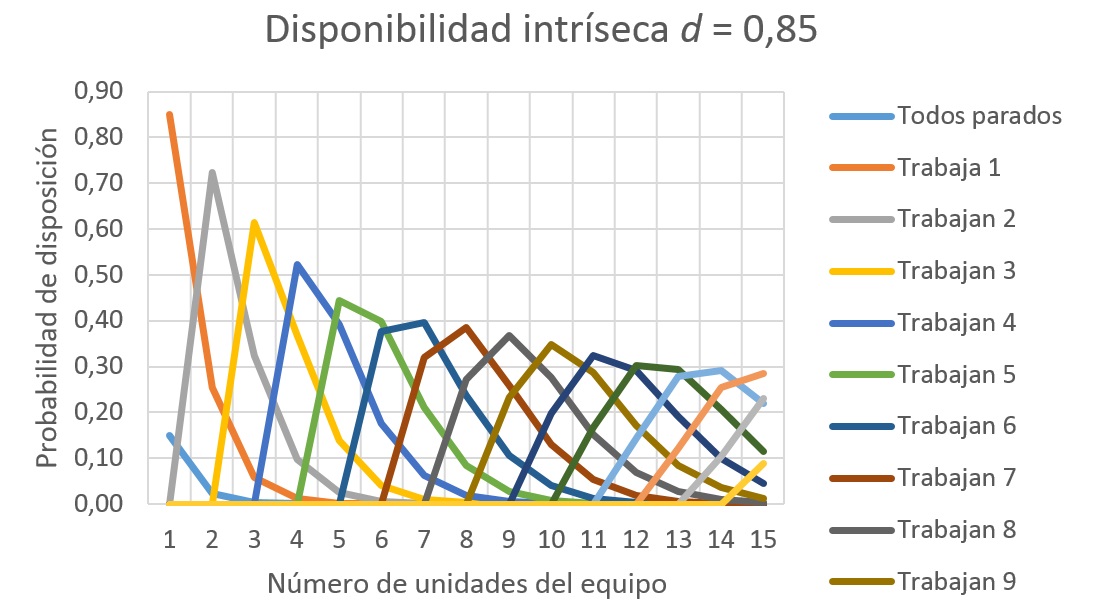
En la Figura 3 se muestra la probabilidad de disposición de un conjunto de máquinas trabajando en paralelo en función del número de unidades del equipo y la cantidad de ellas que se encuentran trabajando, para una disponibilidad intrínseca d = 0,85. Por ejemplo, para un conjunto de 10 unidades, la probabilidad de que se encuentren trabajando 9 de ellas, es del 34,7%. Como resulta evidente, si hay solo un equipo, la probabilidad de que trabaje es del 85%, que coincide con su disponibilidad intrínseca. Se observa que las probabilidades máximas de disposición disminuyen conforme aumenta el número de unidades del equipo y la exigencia de que esté un número mayor de ellas trabajando.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
ROJO, J. (2010). Manual de movimiento de tierras a cielo abierto. Fueyo Editores, S.L., Madrid, 926 pp.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 256 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
YEPES, V. (2022). Gestión de costes y producción de maquinaria de construcción. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 243 pp. Ref. 442. ISBN: 978-84-1396-046-3
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
Curso:
Curso de gestión de costes y producción de la maquinaria empleada en la construcción.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.