Acaban de publicarnos un artículo en Materials, revista indexada en el primer cuartil del JCR. En este caso, se han optimizado las emisiones de CO₂ de un marco prefabricado articulado de sección en U, empleando varias metaheurísticas. El trabajo se enmarca en el proyecto de investigación HYDELIFE, que dirijo como investigador principal en la Universitat Politècnica de València.
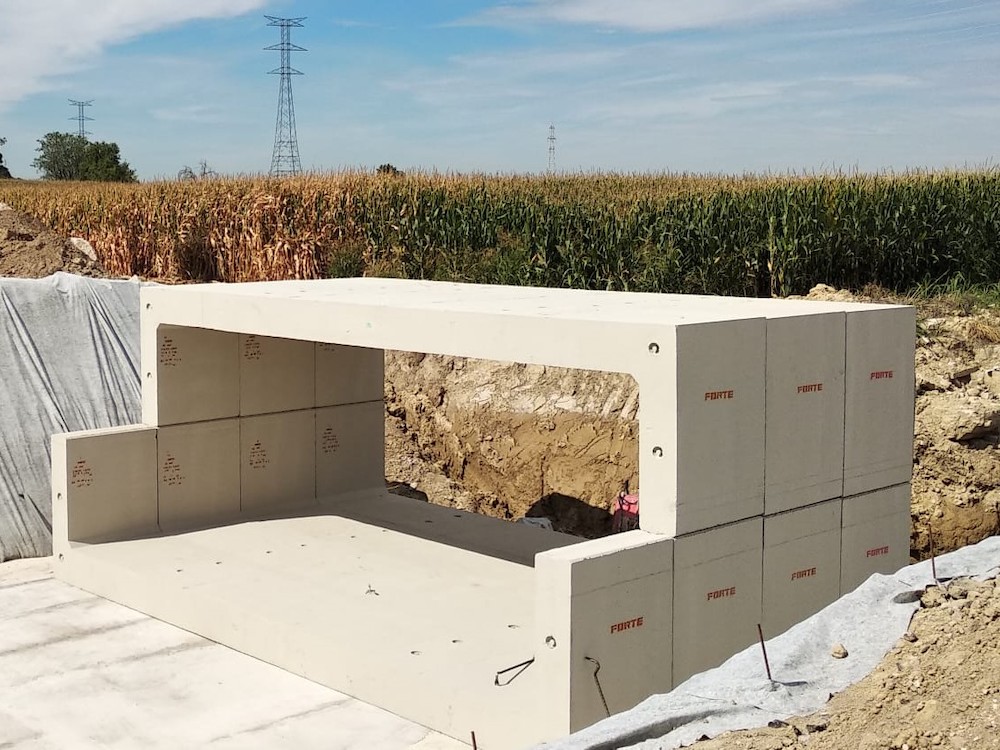
El desarrollo sostenible requiere mejorar el uso de los recursos naturales. El objetivo principal de este estudio es optimizar el uso de materiales en la construcción de pórticos articulados prefabricados de hormigón armado. Para ello, se desarrolló un software propio en Python. Esto permitió calcular, verificar y optimizar la estructura mediante técnicas metaheurísticas. El coste final es una representación directa del empleo de materiales. Para ello, se aplicaron tres algoritmos para resolver la optimización económica de la estructura. Gracias a los algoritmos de recocido simulado, de aceptación de umbrales y del solterón, se obtuvieron diseños sostenibles y no tradicionales. Estos aprovechan al máximo los recursos naturales, manteniendo un coste final muy bajo. Para evaluar la mejora del impacto ambiental, se estudiaron las emisiones de dióxido de carbono y se compararon con las de una estructura de hormigón armado in situ de referencia. Los resultados mostraron diseños con una losa superior y muros laterales de menor profundidad y un refuerzo pasivo denso. Con ellos, se consiguió reducir el coste final de la estructura hasta en un 24 %, así como las emisiones asociadas en más de un 30 %.
Marco prefabricado articulado. https://forte.es/productos/marcos-articulados/
Abstract:
Sustainable development requires improvements in the use of natural resources. The main objective of the present study was to optimize the use of materials in the construction of reinforced concrete precast hinged frames. Proprietary software was developed in Python. This allowed the structure’s calculation, verification, and optimization by applying metaheuristic techniques. The final cost is a direct reflection of the materials used. Thus, three algorithms were applied to solve the economic optimization of the frame. By applying simulated annealing, threshold accepting, and old bachelor’s acceptance algorithms, sustainable, non-traditional designs were achieved. These make optimal use of natural resources while keeping final costs highly restricted. Carbon-dioxide-associated emissions were studied and compared with those of a reference cast-in-place reinforced concrete frame to evaluate improvements in environmental impact. The results showed that designs with reduced upper slab and lateral wall depths and dense passive reinforcement were preferred. These reduced the final cost of the structure by up to 24% and the associated emissions by over 30%.
A continuación, os dejo un vídeo explicativo en el que os cuento los aspectos básicos del trabajo.
Referencia:
SÁNCHEZ-GARRIDO, A.J.; YEPES, V. (2020). Multi-criteria assessment of alternative sustainable structures for a self-promoted, single-family home.Journal of Cleaner Production, 258: 120556. DOI:10.1016/j.jclepro.2020.120556
El distintivo de calidad oficialmente reconocido (DCOR) fue una posibilidad que se introdujo en la derogada Instrucción de Hormigón Estructural EHE-08 como una certificación de la calidad del hormigón que asegurase una mayor normalización del producto y que permitiese reducir los controles de calidad de la obra.
En el Código Estructural, DCOR se recoge en numerosos artículos. Veamos los más relevantes:
Art. 4.2.2 Condiciones técnicas del proyecto, se establece que «a la vista de las posibles mayores garantías técnicas y de trazabilidad que pueden estar asociadas a los distintivos de calidad, el autor del proyecto valorará la inclusión, en el correspondiente pliego de prescripciones técnicas particulares, de la exigencia de emplear materiales, productos y procesos que dispongan de un distintivo de calidad oficialmente reconocido«.
Art. 4.2.3 Condiciones técnicas en la ejecución, se refuerza esta posibilidad, pues «la dirección facultativa valorará la conveniencia de exigir productos y procesos que dispongan de un distintivo de calidad oficialmente reconocido«. En el Art. 18 Garantía de la conformidad de productos y procesos de ejecución, distintivos de calidad, una de las formas por las que se pueden garantizar los productos y procesos es «mediante la posesión de un distintivo de calidad oficialmente reconocido (DCOR) concedido a un organismo de certificación acreditado conforme al Reglamento (CE) N.º 765/2008 del Parlamento Europeo y del Consejo, de 9 de julio«; además, el Código permite ciertas consideraciones especiales en la recepción de los productos y procesos con DCOR que no requieran el marcado CE.
Art. 21.1 Control documental de los suministros, se incide en el certificado final del suministro del producto suministrado cuando dispongan DCOR. En ese caso, si presentan una garantía superior, debe efectuarse un control documental específico, para lo que «los suministradores entregarán al constructor, quien los facilitará a la dirección facultativa, los certificados que avalen que los productos que se suministrarán están en posesión de un distintivo de calidad oficialmente reconocido vigente«.
Art. 22.2 Control de la ejecución mediante inspección de los procesos, en el caso de que un proceso de ejecución de la estructura se encuentre en posesión de un DCOR, «la dirección facultativa podrá eximir de la realización de las inspecciones externas«.
El DCOR es de carácter voluntario y puede estar oficialmente reconocido por la Subdirección General de Normativa y Estudios Técnicos del Ministerio de Transportes, Movilidad y Agenda Urbana u otro órgano directivo con competencias en el ámbito de la edificación o de la obra pública y perteneciente a la Administración Pública de cualquier Estado miembro de la Unión Europea, de Turquía o de cualquiera de los Estados firmantes del Acuerdo sobre el Espacio Económico Europeo.
Sin embargo, es importante resaltar que en los productos con marcado CE, los DCOR no podrán certificar la conformidad con las prestaciones declaradas en lo que respecta a las características esenciales cubiertas por la norma armonizada, ni tampoco con las prestaciones de ninguna característica esencial relacionada con los requisitos básicos incluidos en el anexo I del Reglamento (EU) 305/2011, de 9 de marzo de 2011.
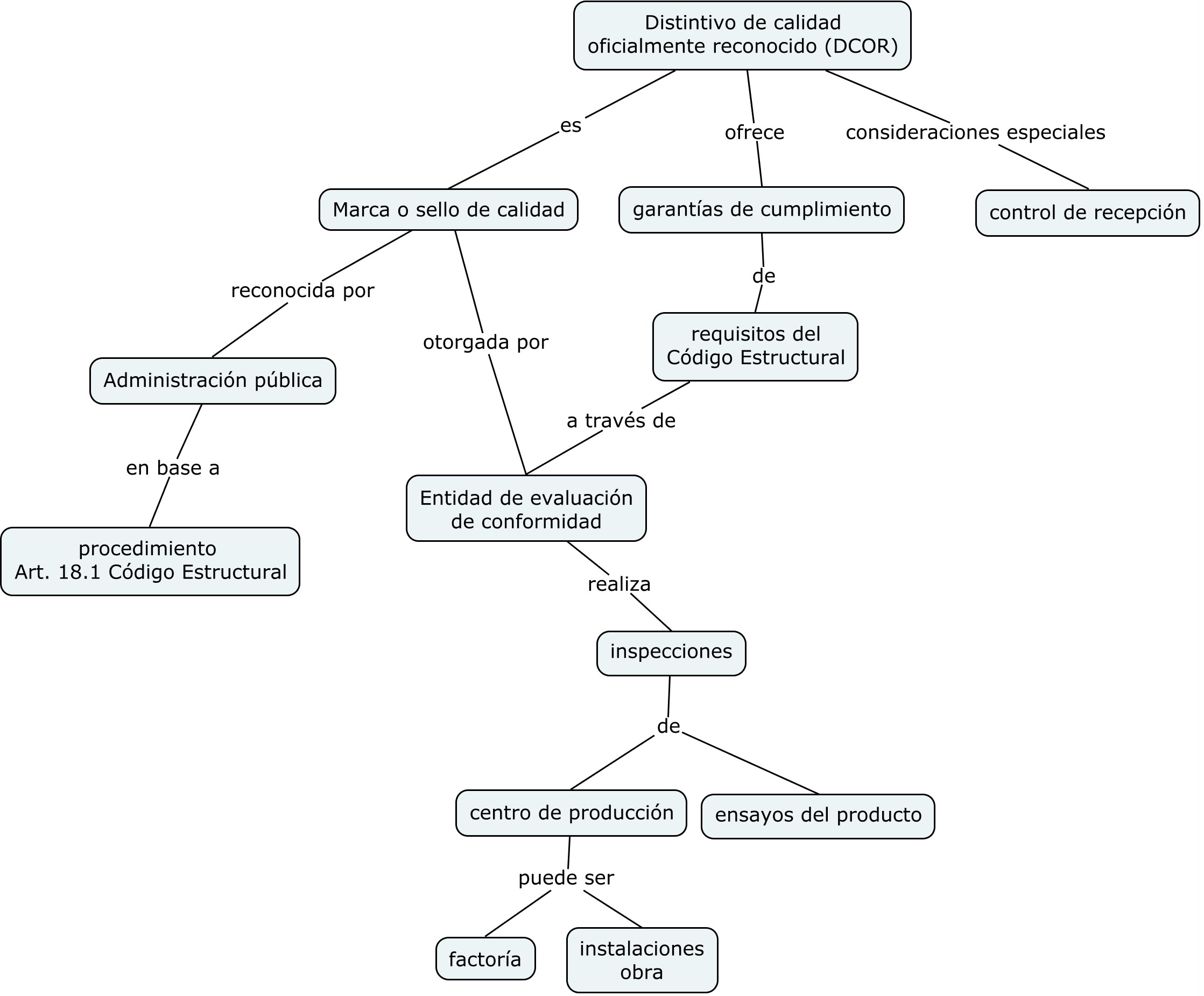
A continuación hemos representado en un mapa conceptual las características relevantes del DCOR (Figura 2).
Figura 1. Distintivo de calidad oficialmente reconocido (DCOR). Imagen: V. Yepes.
Os dejo a continuación el Artículo 18 del Código Estructural para su consulta.
Artículo 18. Garantía de la conformidad de productos y procesos de ejecución, distintivos de calidad.
La ejecución de la estructura se llevará a cabo según el proyecto y las modificaciones autorizadas y documentadas por la dirección facultativa. Durante la ejecución de la estructura se elaborará la documentación que reglamentariamente sea exigible y en ella se incluirá, sin perjuicio de lo que establezcan otras reglamentaciones, la documentación a la que hace referencia el Anejo 4 de este Código.
En todas las actividades ligadas al control de recepción, podrá estar presente un representante del agente responsable de la actividad o producto controlado (autor del proyecto, suministrador de hormigón, suministrador de las armaduras elaboradas, suministrador de los elementos prefabricados, constructor, etc.). En el caso de la toma de muestras, cada representante se quedará con copia del acta correspondiente. Cuando se produzca cualquier incidencia en la recepción derivada de resultados de ensayo no conformes, el suministrador y en su caso, el constructor, tendrá derecho a recibir una copia del correspondiente informe del laboratorio y que deberá ser facilitada por la dirección facultativa.
La conformidad de los productos y de los procesos de ejecución respecto a las exigencias básicas definidas por este Código, requiere que satisfagan con un nivel de garantía suficiente un conjunto de especificaciones.
De forma voluntaria, los productos y los procesos pueden disponer de las garantías necesarias para que se cumplan los requisitos mínimos contemplados en este Código, mediante la incorporación de sistemas (como por ejemplo, los distintivos de calidad) que avalen, a través de las correspondientes auditorías, inspecciones y ensayos, que sus sistemas de calidad y sus controles de producción, cumplen las exigencias requeridas para la concesión de tales sistemas. Dichos sistemas deberán ser coherentes con las consideraciones especiales contempladas en este Código, con el fin de que el índice de fiabilidad de la estructura sea al menos el mismo, independientemente de los materiales que utilice.
A los efectos de este Código, dichas garantías pueden demostrarse por cualquiera de los siguientes procedimientos:
a) mediante la posesión de un distintivo de calidad oficialmente reconocido (DCOR) concedido a un organismo de certificación acreditado conforme al Reglamento (CE) N.º 765/2008 del Parlamento Europeo y del Consejo, de 9 de julio, b) en el caso de productos fabricados en la propia obra o de procesos ejecutados en la misma, mediante un sistema equivalente validado y supervisado bajo la responsabilidad de la dirección facultativa, que asegure que el índice de fiabilidad de la estructura es al menos el mismo.
Este Código contempla la aplicación de ciertas consideraciones especiales en la recepción para aquellos productos y procesos que presenten las garantías necesarias para su cumplimiento mediante cualquiera de los dos procedimientos mencionados en el párrafo anterior.
El control de recepción tendrá en cuenta las garantías asociadas a la posesión de un distintivo, siempre que este cumpla unas determinadas condiciones. Así, tanto en el caso de los procesos de ejecución, como en el de los productos que no requieran el marcado CE según el Reglamento (UE) N.º 305/2011, de 9 de marzo de 2011, este Código permite aplicar unas consideraciones especiales en su recepción, cuando ostenten un distintivo de calidad de carácter voluntario que esté oficialmente reconocido por la Subdirección General de Normativa y Estudios Técnicos del Ministerio de Transportes, Movilidad y Agenda Urbana u otro órgano directivo con competencias en el ámbito de la edificación o de la obra pública y perteneciente a la Administración Pública de cualquier Estado miembro de la Unión Europea, de Turquía o de cualquiera de los Estados firmantes del Acuerdo sobre el Espacio Económico Europeo.
Lo dispuesto en el párrafo anterior será también de aplicación a los productos de construcción fabricados o comercializados legalmente en un Estado que tenga un acuerdo de asociación aduanera con la Unión Europea, cuando ese acuerdo reconozca a esos productos el mismo tratamiento que a los fabricados o comercializados en un Estado miembro de la Unión Europea.
De acuerdo al apartado 4.1, en el caso de los productos con marcado CE, los distintivos de calidad oficialmente reconocidos no podrán certificar la conformidad con las prestaciones declaradas en lo que respecta a las características esenciales cubiertas por la norma armonizada, ni tampoco con las prestaciones de ninguna característica esencial relacionada con los requisitos básicos incluidos en el anexo I del Reglamento (EU) 305/2011, de 9 de marzo de 2011.
18.1 Procedimiento de reconocimiento oficial de distintivos de calidad.
El reconocimiento oficial del distintivo se desarrollará conforme al procedimiento que establezca la Administración reconocedora de cualquier Estado miembro de la Unión Europea, de Turquía o de cualquier Estado de la Asociación Europea de Libre Comercio signatario del Acuerdo sobre el Espacio Económico Europeo.
En el caso de los reconocimientos de distintivos por parte del Ministerio de Transportes, Movilidad y Agenda Urbana, se aplicará el siguiente procedimiento.
Estarán legitimados para presentar las solicitudes de reconocimiento oficial de un distintivo de calidad, los organismos de certificación acreditados conforme a los apartados de este Código que le sean de aplicación y a la norma UNE-EN ISO/IEC 17065 según el Reglamento (CE) N.º 765/2008, del Parlamento Europeo y del Consejo de 9 de julio, por el que se establecen los requisitos de acreditación y vigilancia del mercado relativos a la comercialización de productos.
Las solicitudes deberán acompañarse de al menos la siguiente documentación:
a) Memoria explicativa y justificativa de la solicitud. b) Reglamento regulador del distintivo en donde se definan las garantías particulares, procedimiento de concesión, régimen de funcionamiento, requisitos técnicos y reglas para la toma de decisiones. En cualquier caso, dicho reglamento incluirá la declaración explícita del cumplimiento del contenido de este Código. c) Cualquier otra documentación que la Administración reconocedora establezca o considere necesaria en relación al ámbito de certificación en el que se desarrolle el distintivo.
La Administración reconocedora podrá recabar los informes o dictámenes de los expertos por ella designados, en función de las características de la certificación cuyo reconocimiento se solicita.
Para mayor difusión y comodidad en el acceso de la información por parte de los usuarios, cualquier Administración reconocedora de las contempladas en los párrafos anteriores para el reconocimiento oficial de un distintivo de calidad, podrá solicitar la publicación de los distintivos por ellas reconocidas en las páginas web de las Comisiones Permanentes que proponen este Código, creadas a tal efecto.
Si la resolución de la Administración reconocedora fuese desfavorable al reconocimiento, la finalización del procedimiento se produciría con la comunicación al solicitante.
La enmienda o retirada del reconocimiento oficial del distintivo podrá ser realizada a instancia o de parte, para lo cual se iniciará el procedimiento mediante la oportuna solicitud y se regirá conforme a los mismos trámites que para su reconocimiento.
La Administración reconocedora vigilará la correcta aplicación de los distintivos, por lo que podrá participar en todas aquellas actividades que se consideren relevantes para el correcto funcionamiento del distintivo así como asistir a las inspecciones que realicen los servicios de inspección correspondientes a las instalaciones que ostenten el distintivo de calidad, para verificar la correcta actuación de estos en la supervisión de las características técnicas de los productos y la adecuación del control interno sobre su producción.
Si se detectase alguna anomalía en estos procedimientos, la Autoridad reconocedora podrá incoar un expediente y podrá suspender el reconocimiento, comunicando previamente la propuesta de retirada al solicitante con el objeto de que pueda formular alegaciones. La validez del reconocimiento quedará condicionada durante el período de validez, al mantenimiento de las condiciones que los motivan.
18.2 Distintivos de calidad concedidos por entidades de certificación en otros Estados.
No será necesaria la declaración explícita requerida en el punto b) del apartado 18.1, si una entidad de certificación de otro Estado miembro de la Unión Europea, de Turquía o de cualquiera de los Estados firmantes del Acuerdo sobre el Espacio Económico Europeo, evalúa la conformidad respecto a cualquier norma o reglamento que, manteniendo al menos las garantías necesarias para verificar un nivel similar de calidad del producto o proceso y de sus características técnicas, demuestre que se cumplen los requisitos de seguridad estructural contemplados en este Código.
También resulta de interés recoger el comentario que se hace al respecto de este artículo:
«En el caso de los productos o procesos (como por ejemplo, el hormigón) que presentan un nivel de garantía adicional de acuerdo con el articulado y se fabrican o desarrollan, según el caso, a partir de otros productos (como por ejemplo, cementos) susceptibles de estar también en posesión de distintivos de calidad, la utilización de estos permite una mejora en la trazabilidad global y facilita la consecucion de los niveles adicionales de garantía en los productos finales.
En el caso de que se realicen ensayos o comprobaciones experimentales sobre cualquier producto o proceso que esté en posesión de un distintivo oficialmente reconocido y de los resultados de ensayos realizados pueda confirmarse una no conformidad del producto respecto a lo establecido en este Código, la dirección facultativa notificará dicha circunstancia al Organismo emisor del distintivo y a la Administración que hubiera efectuado el reconocimiento».
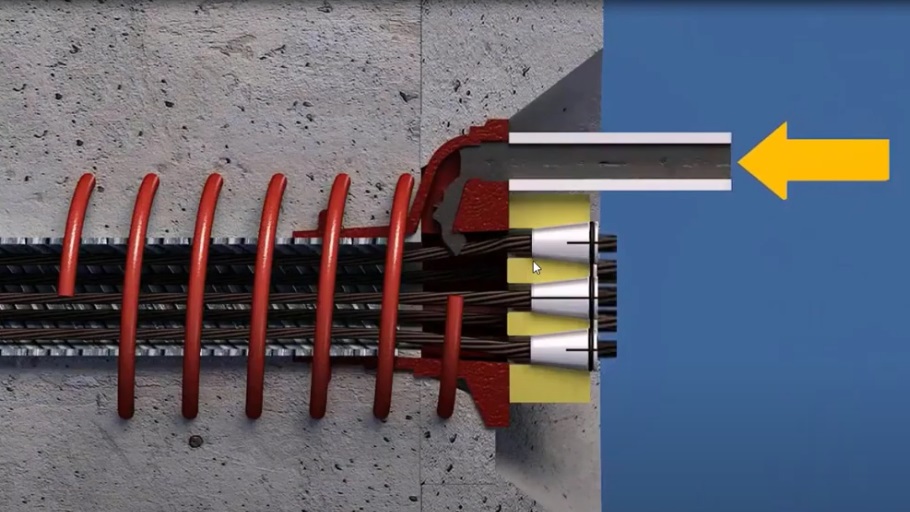
Inyección lechada en vaina. https://www.youtube.com/watch?v=nR56Qlnr2xw
Continuamos analizando las novedades del Código Estructural respecto de la Instrucción de Hormigón Estructural EHE-08, ya derogada. En este caso, se trata del control de la ejecución de la inyección en las operaciones de pretensado, recogido en el artículo 67.2. En la EHE-08 este mismo apartado se trataba en el artículo 96.2. Existen pocas modificaciones en la nueva redacción de este artículo, pero algunas son de gran trascendencia. Vamos a comentarlas a continuación.
Se ha sustituido «frecuencia diaria» por «cada jornada«. La Real Academia Española indica que la jornada es «el tiempo de duración del trabajo diario«, por lo que no parece haber un motivo de fondo para este cambio.
Se aclara en la nueva redacción que es el constructor, y no otro, quien, cada diez jornadas en que se efectúen operaciones de inyección y no menos de una vez, deberá realizar los ensayos de resistencia de la lechada o mortero y los de exudación y reducción de volumen.
Se verificará si el constructor ha realizado los ensayos mediante el «control de contraste«. La verdad es que el Código es poco claro al respecto. La primera vez que aparece este término, sin definir, es en el artículo 67.1. Hay que esperar al Artículo 101.1 para entender que el control de contraste lo efectúa, en su caso, la dirección facultativa. Por tanto, sin una definición explícita al respecto, supondremos que el control de contraste es un control que, si así lo fuera, realiza la dirección facultativa sobre los controles que realiza el constructor. Nada hubiese costado ser más claro en la redacción de esta norma.
La novedad más relevante es la que obliga, de forma independiente, a la dirección facultativa y al constructor a realizar sendas inspecciones visuales de las vainas inyectadas transcurridos 7 días desde el final del curado. Se trata de comprobar que todos los anclajes se encuentran adecuadamente protegidos y que no existe fisuración no controlada en el mortero empleado. Resulta evidente la importancia de este punto, pues el Código impone un control redundante al respecto.
A continuación, les dejo el artículo 67.2 del Código Estructural para su consulta.
67.2 Control de la ejecución de la inyección.
Las condiciones que habrá de cumplir la ejecución de la operación de inyección serán las indicadas en el apartado 50.4.
Se controlará el plazo de tiempo transcurrido entre la terminación de la primera etapa de tesado y la realización de la inyección.
El constructor hará, cada jornada, los siguientes controles:
– del tiempo de amasado, – de la relación agua/cemento, – de la cantidad de aditivo utilizada, – de la viscosidad, con el cono, en el momento de iniciar la inyección, – de la viscosidad a la salida de la lechada por el último tubo de purga, – de que ha salido todo el aire del interior de la vaina antes de cerrar sucesivamente los distintos tubos de purga, – de la presión de inyección, – de fugas, – del registro de temperatura ambiente máxima y mínima las jornadas que se realicen inyecciones y en las dos jornadas sucesivas, especialmente en tiempo frío.
Cada diez jornadas en que se efectúen operaciones de inyección y no menos de una vez, el constructor realizarán los siguientes ensayos:
– de la resistencia de la lechada o mortero mediante la toma de 3 probetas para romper a 28 días, – de la exudación y reducción de volumen, de acuerdo con el apartado 37.4.2.2.
El control de contraste verificará que el constructor realiza estos controles.
En el caso de sistemas de pretensado en posesión de un distintivo de calidad oficialmente reconocido, la dirección facultativa podrá eximir de cualquier comprobación experimental del control de la inyección.
Una vez inyectadas las vainas, tanto el constructor como la dirección facultativa llevarán a cabo sendas inspecciones visuales, que deben ser independientes, de las protecciones ejecutadas en los anclajes del pretensado. Se efectuarán transcurridos 7 días desde el final del curado para comprobar que todos los anclajes se encuentran adecuadamente protegidos y que no existe fisuración no controlada en el mortero empleado.
También os dejo el comentario que sobre este artículo deja el Código Estructural:
«En los cables verticales se tendrá especial cuidado en evitar los peligros de la exudación siguiendo lo indicado en el apartado 50.4.1.4″.
Seguimos examinando los contenidos del Código Estructural relacionados con el control de la calidad. Ya he comentado en este blog cómo los conceptos aparecen diseminados a lo largo del articulado, incluso con incongruencias que estoy tratando de sacar a la luz. La trazabilidad, el nivel de control y, en particular, el control de los procesos de ejecución aparecen en distintos artículos.
Ya os adelanto que, si alguien está esperando aprender cómo se gestionan los procesos constructivos leyendo este epígrafe del Código, se va a llevar una decepción.
Bajo este artículo se recogen tres aspectos que, si bien están relacionados de alguna forma con los procesos constructivos, son dispares entre sí. Se incluyen aquí las instalaciones ajenas a la obra, la gestión medioambiental de la ejecución y el nivel de control y clases de ejecución. De su lectura resulta evidente que no está aquí recogido todo lo relacionado con la gestión de la ejecución. Como suele ser habitual, se han integrado en este Artículo 14 el parte del contenido de algunos otros de la derogada Instrucción de Hormigón Estructural EHE-08. En particular, la EHE-08 dedicaba el Artículo 66.2 a la gestión de los acopios de materiales en la obra y el Artículo 66.3 a las consideraciones de carácter medioambiental y de contribución a la sostenibilidad. Por otra parte, y aunque en el actual Artículo 14.3 se indiquen los niveles de control del proyecto, realmente es el Artículo 55.1 el que lo desarrolla. A pesar de esta diáspora de conceptos, vamos a analizar los cambios más significativos que encontramos en el actual Código.
La primera novedad consiste en que el constructor debe disponer de unos procedimientos escritos para cada uno de los procesos de ejecución de la estructura, coherentes con el proyecto, acordes con la reglamentación que sea aplicable y conforme con sus propios medios de producción. Resulta curioso que aún se hable de «procedimientos escritos», cuando los registros normalmente son digitales. Esta obligación se encuentra alineada con los requisitos que tiene cualquier empresa que tenga certificado su sistema de gestión de la calidad conforme a ISO 9001. Es decir, que la constructora puede no estar certificada, pero tiene la obligación de los procedimientos. Existe, por tanto, una presión implícita del Código para que las empresas constructoras tengan certificado su sistema de gestión de la calidad.
Aparece el concepto «clase de ejecución» que es similar al de «nivel de control«, ambos definidos en el proyecto. El primero tiene que ver con las estructuras de acero, y el segundo, con las de hormigón. Hubiera sido interesante unificar ambos términos para dar coherencia a la norma. Se trata de establecer unos niveles de trazabilidad en función de la clase o del control de ejecución. Ello obliga al constructor a disponer de un sistema de registro y seguimiento de las unidades ejecutadas. Se trata de relacionar cada partida o remesa con el elemento construido (nivel A) o con el lote de ejecución (nivel B).
Se ha introducido el Artículo 14.1 sobre instalaciones ajenas a la obra. Su inclusión es obvia, pues trata de asegurar la trazabilidad mediante una gestión de los acopios. Suelen proceder de instalaciones industriales ajenas a la obra que suministran productos elaborados o semielaborados como estructuras metálicas, prefabricados o ferralla.
Se proponen tres niveles de gestión ambiental que, si bien presentan una escala diferente de exigencias, bastaría con cumplir uno de ellos, salvo requisito adicional de la propiedad. El nivel de operatividad medioambiental exige simplemente que el constructor cumpla la legislación vigente. Esto es tan obvio que sobrarían el resto de niveles. No obstante, el Código apunta la tendencia futura a mayores exigencias. Así, se aspira a una certificación medioambiental bajo ISO 14001 o similar. Un paso intermedio sería el nivel de sensibilización medioambiental cuando, a falta de certificación, la dirección facultativa comprueba que el constructor cumple una serie de requisitos ambientales específicos recogidos en el proyecto, previo acuerdo con la propiedad. Es evidente, como vimos anteriormente, que existe una presión hacia la certificación de la gestión de la calidad y del medioambiente de las empresas constructoras.
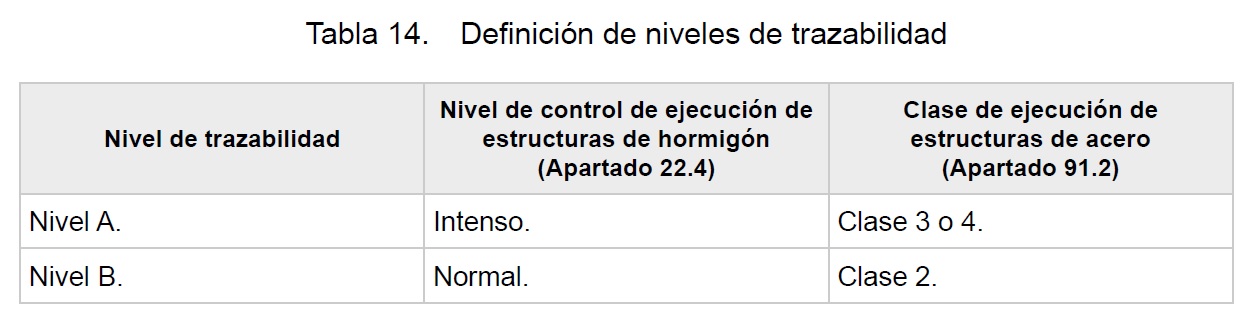
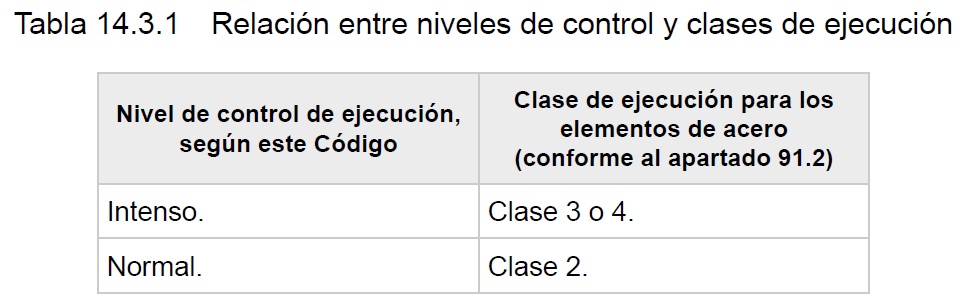
Se añade el Artículo 14.3 sobre niveles de control y clases de ejecución. Como se ha comentado, son dos conceptos análogos desde el punto de vista del nivel de trazabilidad, para las estructuras de hormigón y de acero, respectivamente. Por cierto, las tablas 14 y 14.3.1 son redundantes. Otra oportunidad perdida para simplificar y mejorar la legibilidad del Código.
Por último, es muy importante recoger la exigencia para el caso de puentes, donde el nivel de control será siempre el intenso. Ciertamente, la redacción del artículo es confusa, pues exige «clase de ejecución» para los elementos de hormigón. Otra ocasión perdida para mejorar el texto.
Os he grabado un vídeo explicativo que espero os resulte de interés.
Os dejo a continuación la transcripción del Artículo 14 del Código Estructural para su consulta.
Artículo 14. Gestión de los procesos constructivos.
El constructor deberá disponer de:
a) unos procedimientos escritos para cada uno de los procesos de ejecución de la estructura, coherentes con el proyecto, acordes con la reglamentación que sea aplicable y conforme con sus propios medios de producción, y
b) un sistema de gestión de los materiales, productos y elementos que se vayan a colocar en la obra, de manera que se asegure la trazabilidad de los mismos. Dicho sistema de gestión deberá presentar, al menos, las siguientes características:
– disponer de un registro de suministradores de la obra, con identificación completa de los mismos y de los materiales y productos suministrados,
– disponer de un sistema de almacenamiento de los acopios en la obra que permita mantener, en su caso, la trazabilidad de cada una de las partidas o remesas que llegan a la obra, y
– disponer de un sistema de registro y seguimiento de las unidades ejecutadas que relacione estas con las partidas de productos utilizados y, en su caso, con las remesas empleadas en las mismas, de manera que se pueda mantener un determinado nivel de trazabilidad durante la ejecución de la obra, de acuerdo con el nivel de control y la clase de ejecución definido en el proyecto, de acuerdo con la tabla 14, donde:
• el nivel A de trazabilidad permite relacionar cada partida o remesa con el elemento construido, mientras que • el nivel B de trazabilidad permite relacionar cada partida o remesa con el lote de ejecución.
14.1 Instalaciones ajenas a la obra.
En el caso de instalaciones industriales ajenas a la obra que suministren productos elaborados o semielaborados a la misma (como por ejemplo, los talleres de estructura metálica, las industrias de prefabricados o los talleres de ferralla), deberán disponer de los sistemas adecuados de gestión de los acopios que les permitan mantener los niveles de trazabilidad establecidos para la estructura.
14.2 Gestión medioambiental de la ejecución.
Sin perjuicio del cumplimiento de la legislación de protección ambiental vigente, la propiedad podrá establecer que el constructor tenga en cuenta una serie de consideraciones de carácter medioambiental durante la ejecución de la estructura, al objeto de minimizar los potenciales impactos derivados de dicha actividad. A los efectos de este Código, se pueden contemplar tres niveles de gestión medioambiental, definidos de acuerdo con el siguiente criterio:
a) nivel de certificación medioambiental, cuando la obra se encuentre incluida en el alcance de la certificación del constructor de conformidad con UNE-EN ISO 14001 o norma equivalente ISO 14001, b) nivel de sensibilización medioambiental, cuando la obra no esté en posesión del certificado indicado en el punto a), pero la dirección facultativa compruebe que el constructor cumple una serie de requisitos ambientales específicos recogidos en el proyecto, previo acuerdo con la propiedad, y c) nivel de operatividad medioambiental, cuando el constructor se limite al cumplimiento de la legislación medioambiental vigente.
En su caso, dicha exigencia debería incluirse en un anejo de evaluación ambiental de la estructura, que formará parte del proyecto. En caso de que el proyecto no contemplara este tipo de exigencias para la fase de ejecución, la propiedad podrá obligar a su cumplimiento mediante la introducción de las cláusulas correspondientes en el contrato con el constructor.
En particular, el sistema de gestión medioambiental de la ejecución deberá identificar las correspondientes buenas prácticas medioambientales a seguir durante la ejecución de la obra. En el caso de que el proyecto haya establecido exigencias relativas a la contribución de la estructura a la sostenibilidad, de acuerdo con el capítulo 2, la ejecución deberá ser coherente con dichas exigencias.
En el caso de que algunas de las unidades de obra sean subcontratadas, el constructor, entendido este como el contratista principal, deberá velar para que se observe el cumplimiento de las consideraciones medioambientales en la totalidad de la obra.
14.3 Nivel de control y clases de ejecución.
El pliego de prescripciones técnicas particulares del proyecto incluirá la identificación del nivel de control de ejecución en el caso de estructuras de hormigón, y de las clases de ejecución que serán aplicables a cada elemento en el caso de estructuras de acero, necesarias para garantizar el nivel adecuado de seguridad.
Una estructura de acero puede incluir elementos de distinta clase. En dicho caso, debe procederse a agrupar los elementos por clases al objeto de simplificar la especificación de los criterios requeridos, la gestión de su comprobación y la valoración de su ejecución y control.
De acuerdo con los índices de fiabilidad adoptados en el apartado 5.2.1 de este Código, debe cumplirse una clase de fiabilidad RC2. Por ello, el nivel de inspección durante la ejecución según el apartado B5 del Anejo 18 debe ser, al menos, el IL2, lo que conlleva a que: – en los elementos de hormigón, un control de ejecución intenso o normal (según el apartado 22.4.1), y – en los elementos de acero, un control de ejecución intenso o normal, en función de la clase de ejecución, que deberá ser 2, 3 o 4 (según el apartado 91.2) (tabla 14.3.1).
Salvo indicación en contra de la reglamentación específica que le sea aplicable, en el caso de puentes, la clase de ejecución será: – para los elementos de hormigón, control de ejecución intenso, y – para los elementos de acero estructural, clase 3 o 4.
Recojo el comentario del Artículo 14 del código referido a la trazabilidad a efectos de entender mejor el concepto.
«Cuando el articulado se refiere a mantener la trazabilidad, al menos, en el nivel de los lotes de ejecución, se pretende que el sistema de gestión al que se hace referencia permita que, en el caso de que se produjera algún problema con alguna de las partidas de materiales o productos empleados en la obra, pueda identificarse inequívocamente en qué lotes de ejecución ha sido empleada dicha partida. Análogamente, si se produjera algún problema o patología en alguno de los elementos estructurales, una vez relacionado éste con su lote de ejecución correspondiente, deberá poderse identificar inequívocamente, qué partidas de materiales y productos han sido empleados para la ejecución del elemento estructural afectado«.
La construcción con hormigón prefabricado presenta claras ventajas económicas cuando se fabrican en taller piezas en grandes series. El ahorro en material y en mano de obra, la elevada calidad en el producto y el rápido montaje son razones que justifican, por sí solas, el uso de la construcción prefabricada. Sin embargo, hoy en día existen motivos adicionales basados en beneficios sociales y medioambientales que justifican la adopción de la tecnología del hormigón prefabricado. Asimismo, los proyectistas han tomado buena nota de las ventajas del prefabricado cuando se trata de construir puentes con luces moderadas, de 10 a 50 m. En estos casos, la disminución del peso resulta fundamental para reducir los costes de elevación y transporte de las piezas. En este contexto, la optimización estructural del coste necesario para construir un puente de vigas prefabricadas constituye un área de gran interés,especialmente cuando se realizan grandes series de piezas.
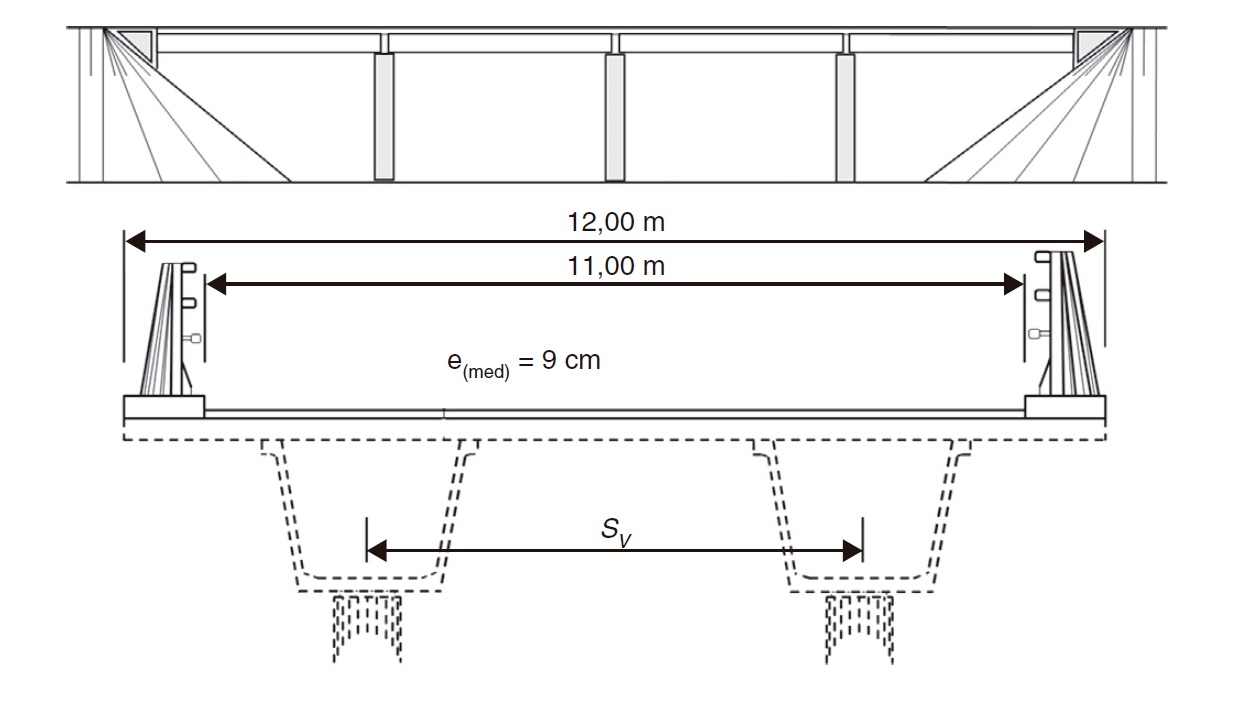
Siguiendo esta línea de trabajo, nuestro grupo de investigación se ha centrado en los últimos años en el diseño automatizado de puentes de vigas artesa prefabricadas de hormigón pretensado (HP) empleados como pasos superiores sobre vías de comunicación. Las luces vienen impuestas por las dimensiones de la vía inferior, con rangos habituales que oscilan entre los 20 y los 40 m. Estos puentes consisten en vigas de HP con forma de U con losa superior colaborante (Figura 2) y un tablero de hormigón, parcialmente prefabricado o construido «in situ». Esta tipología cuenta a su favor, entre otras, con las ventajas derivadas de la prefabricación, como por ejemplo la construcción industrializada, los moldes reutilizables, los plazos reducidos de ejecución en obra y la baja interferencia con el tráfico inferior. La solución de viga en U permite eliminar completamente los poco agraciados cabezales sobre pila de los tableros de viga en doble T.
Figura 2. Esquema longitudinal del puente y sección transversal del tablero
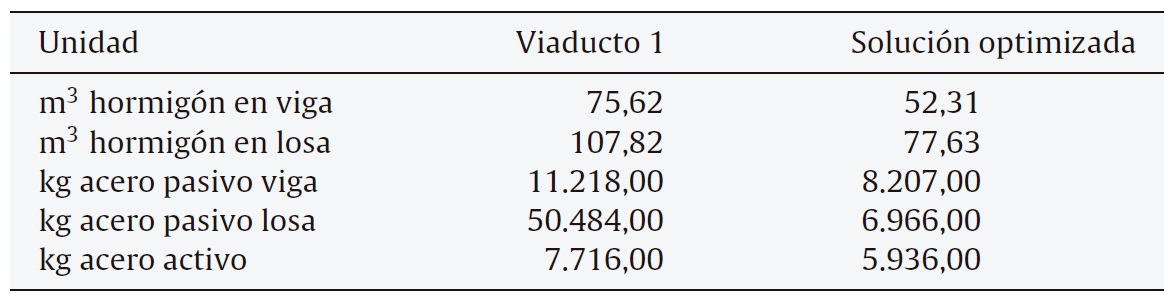
Resulta interesante comparar la mejor solución alcanzada por alguno de los algoritmos desarrollados por nuestro gruporespecto a una estructura realmente construida y calculada mediante procedimientos habituales. Se han comprobado para casos similares ahorros apreciables en torno al 7-8%. Sin embargo, en algún caso extremo, como el caso del viaducto 1 del tramo Muro de Alcoy-Puerto de Albaida del proyecto de construcción de la autovía del Mediterráneo, el ahorro se ha estimado en un 50% (Martí et al., 2014). En este caso, el puente tenía una luz de 35 m y un ancho de tablero igual al de la solución optimizada, siendo el ahorro alcanzado tan importante a causa de las diferencias en la medición de las unidades de obra en materiales que pueden apreciarse en la Tabla 1.
Tabla 1. Comparación de las mediciones en las unidades de obra significativas correspondientes al viaducto 1 del tramo Muro de Alcoy-Puerto de Albaida, de luz 35 m, respecto a la solución optimizada (Martí et al., 2014)
Resulta evidente que los resultados alcanzados por nuestro grupo de investigación pueden ser de gran interés para su transferencia a las empresas de prefabricados, constructoras y proyectistas. Este diseño automatizado supone un auténtico revulsivo en la forma de entender el proyecto de las estructuras. No obstante, ciertas prácticas comunes como introducir en los proyectos estructuras prefabricadas sobredimensionadas y luego ajustarlas durante la obra (con los consiguientes ahorros para las partes) pueden verse afectadas por este tipo de diseño optimizado. Esta mala praxis puede ser un impedimento para que el diseño optimizado entre a formar parte de la práctica habitual en nuestro sector.
Os dejo a continuación un vídeo del GRUPO BERTOLÍN donde distintos técnicos nos explican las características de los puentes construidos con vigas artesas, sus partes principales y los procesos de ingeniería, mostrando como ejemplo diferentes estructuras en las que Bertolín trabaja actualmente: 4 estructuras en la variante norte de Bétera, acceso a Torrente por el barranco de Chiva, duplicación del puente de Malilla en Valencia y la mejora del acceso de la V30 a la V31.
A continuación os dejo las publicaciones científicas que ha realizado nuestro grupo de investigación al respecto de los puentes de vigas artesa. Estamos, cómo no, en disposición de realizar transferencia tecnológica a las empresas que así nos lo soliciten.
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T.; GONZÁLEZ-VIDOSA, F. (2017). Heuristics in optimal detailed design of precast road bridges.Archives of Civil and Mechanical Engineering, 17(4):738-749. DOI:10.1016/j.acme.2017.02.006
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T. (2017). Design optimization of precast-prestressed concrete road bridges with steel fiber-reinforcement by a hybrid evolutionary algorithm.International Journal of Computational Methods and Experimental Measurements, 5(2):179-189.
MARTÍ, J.V.; GARCÍA-SEGURA, T.; YEPES, V. (2016). Structural design of precast-prestressed concrete U-beam road bridges based on embodied energy. Journal of Cleaner Production, 120:231-240. DOI:10.1016/j.jclepro.2016.02.024
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ-VIDOSA, F. (2015). Memetic algorithm approach to designing of precast-prestressed concrete road bridges with steel fiber-reinforcement.Journal of Structural Engineering, 141(2): 04014114. DOI:10.1061/(ASCE)ST.1943-541X.0001058
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T. (2015). Cost and CO2 emission optimization of precast-prestressed concrete U-beam road bridges by a hybrid glowworm swarm algorithm.Automation in Construction, 49:123-134. DOI:10.1016/j.autcon.2014.10.013
Figura 1. Laboratorio de materiales del Instituto de Ciencia y Tecnología del Hormigón (ICITECH)
En varios artículos anteriores detallamos los antecedentes, la motivación, las hipótesis de partida, así como la trascendencia del proyecto de investigación HYDELIFE. Ahora vamos a explicar los objetivos y la metodología de este proyecto, del cual soy investigador principal: Optimización híbrida del ciclo de vida de puentes y estructuras mixtas y modulares de alta eficiencia social y medioambiental bajo presupuestos restrictivos (PID2020-117056RB-I00). Los investigadores de este proyecto pertenemos al Instituto de Ciencia y Tecnología del Hormigón (ICITECH).
El objetivo general perseguido se basa en afrontar el reto social que supone la creación y la conservación de las construcciones modulares y puentes mixtos en escenarios de fuertes restricciones presupuestarias, mediante la resolución de los problemas complejos planteados en el ámbito de las decisiones públicas y privadas. Para ello se precisa un salto científico capaz de integrar a los distintos actores y grupos de expertos en la toma de decisiones considerando criterios de sostenibilidad social y ambiental a lo largo de todo el ciclo de vida de las infraestructuras considerando la variabilidad inherente al mundo real. Para integrar las incertidumbres que afectan al sistema, se propone aplicar técnicas metaheurísticas híbridas basadas en fiabilidad, aplicadas no sólo al proyecto de nuevas estructuras, sino al mantenimiento de las actuales. Un estudio de sensibilidad de los escenarios presupuestarios y de las hipótesis tomadas en los inventarios del análisis del ciclo de vida proporcionará conocimiento no trivial sobre las mejores prácticas. Esta metodología será aplicable también a otro tipo de infraestructuras.
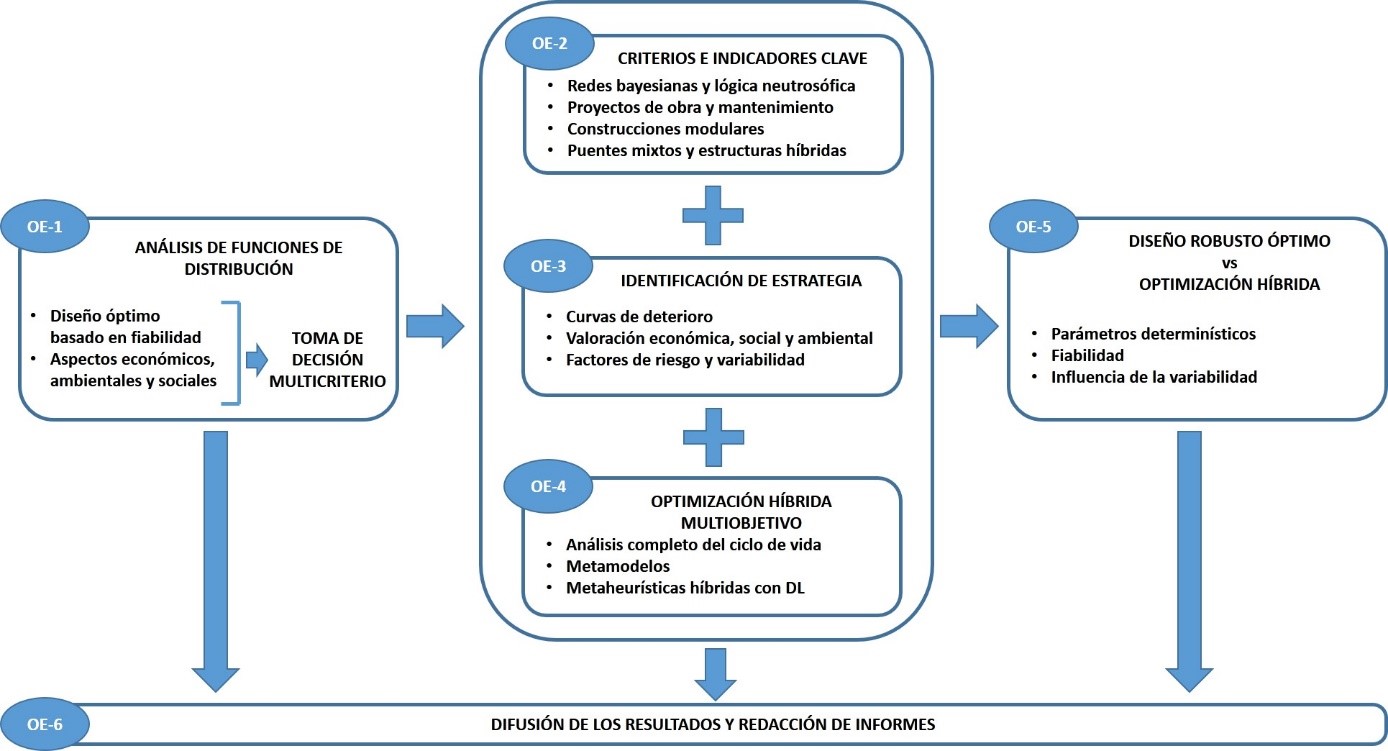
El objetivo general se desarrollará mediante los objetivos específicos mostrados en la Figura 2 y que se describen a continuación, de los cuales será responsable el investigador principal:
OE-1: Análisis de funciones de distribución específicas para el diseño óptimo basado en fiabilidad que integre aspectos ambientales, sociales y económicos que sirva para la toma de decisión multicriterio.
OE-2: Determinación de indicadores clave basados en redes bayesianas y lógica neutrosófica para garantizar una efectiva integración de la sostenibilidad ambiental y social en la licitación de proyectos mantenimiento de construcciones modulares, puentes mixtos e híbridos.
OE-3: Identificación de estrategias de mantenimiento robusto óptimo de construcciones modulares y puentes mixtos y estructuras híbridas.
OE-4: Formulación y resolución del problema de optimización multiobjetivo que contemple el ciclo completo de construcciones modulares, puentes mixtos y estructuras híbridas mediante metaheurísticas híbridas.
OE-5: Comparación del diseño robusto óptimo respecto a la optimización heurística considerando incertidumbres en los escenarios presupuestarios y en las hipótesis del análisis del ciclo de vida.
OE-6: Difusión de resultados y redacción de informes.
Figura 2.- Objetivos específicos del proyecto HYDELIFE
Metodología propuesta en relación con los objetivos y con el estado del arte
El análisis del estado del arte alumbró dos huecos en la investigación, el empleo de metaheurísticas híbridas con Deep Learning y su aplicación a construcciones modulares, puentes mixtos y estructuras híbridas. Además, el empleo de la lógica neutrosófica y las redes bayesianas abre puertas en el ámbito de la decisión multicriterio. Estas novedades se combinan en la metodología con técnicas y disciplinas ya empleadas en otros proyectos: análisis del ciclo de vida, análisis basado en fiabilidad, diseño óptimo robusto, metamodelos y técnicas de minería de datos. Por tanto, se trata de una combinación integrada cuyo objetivo es la priorización del tipo de diseño, en el caso de estructuras de nueva planta, o bien de su mantenimiento, basándose en criterios de sostenibilidad social y ambiental bajo presupuestos restrictivos, considerando la variabilidad inherente a los problemas reales.
La Figura 3 muestra el esquema metodológico propuesto para HYDELIFE, relacionando las fases con los objetivos propuestos. Se utiliza un enfoque mixto e interactivo, donde el decisor proporciona información sobre las preferencias al analista que, tras una optimización multiobjetivo basada en fiabilidad y metamodelos, aporta un conjunto de soluciones eficientes que el responsable debe evaluar antes de tomar su decisión. Por tanto, la novedad de la propuesta metodológica trifase se basa en la integración de técnicas de información a priori, donde el decisor (grupos de interés) informa de las preferencias al analista (en cuanto a tipologías, métodos constructivos, conservación, etc.), produciéndose con esta información una optimización multiobjetivo capaz de generar alternativas eficientes utilizando la variabilidad en los parámetros, variables y restricciones. La última fase pasa por un proceso de información a posteriori para que el decisor contemple aspectos no considerados en la optimización para dar la solución final completa.
Figura 3.- Esquema metodológico diseñado para HYDELIFE en relación con los objetivos
Proyecto de Investigación:
Optimización híbrida del ciclo de vida de puentes y estructuras mixtas y modulares de alta eficiencia social y medioambiental bajo presupuestos restrictivos. (HYDELIFE). [Hybrid life cycle optimization of bridges and mixed and modular structures with high social and environmental efficiency under restrictive budgets]. PID2020-117056RB-I00. Financiado por el Ministerio de Ciencia e Innovación con fondos FEDER. Investigador Principal: Víctor Yepes.
En este momento llevamos seis meses de trabajo, pues el proyecto comenzó en septiembre del 2021. Pero ya podemos dar algunos resultados que se pueden ver en la siguiente lista de referencias.
Referencias:
MARTÍNEZ FERNÁNDEZ, P.; VILLALBA SANCHIS, I.; INSA FRANCO, R.; YEPES, V. (2022). Slab track optimisation using metamodels to improve rail construction sustainability. Journal of Construction Engineering and Management, (accepted, in press).
SÁNCHEZ-GARRIDO, A.J.; NAVARRO, I.J.; YEPES, V. (2022). Multi-criteria decision-making applied to the sustainability of building structures based on Modern Methods of Construction.Journal of Cleaner Production, 330:129724. DOI:10.1016/j.jclepro.2021.129724
SÁNCHEZ-GARRIDO, A.J.; NAVARRO, I.J.; YEPES, V. (2021). Neutrosophic multi-criteria evaluation of sustainable alternatives for the structure of single-family homes. Environmental Impact Assessment Review, 89:106572. DOI:10.1016/j.eiar.2021.106572
La aparición del Código Estructural, aprobado por el Real Decreto 470/2021, de 29 de junio, supone ciertas novedades en el ámbito de la construcción de nuestro país. Independientemente de la pertinencia de esta nueva norma en un momento donde deberíamos converger rápidamente hacia los Eurocódigos, lo cierto es que permite integrar en un solo documento los aspectos relacionados con el hormigón estructural, el acero y las estructuras mixtas. En este nuevo contexto, vamos a revisar de forma somera cómo se trata la calidad de las estructuras. Para ello tengamos en cuenta que el Código Estructural presenta cuatro títulos: Bases generales, Estructuras de hormigón, Estructuras de Acero y Estructuras mixtas; además de 32 Anejos, un total de 1789 páginas del Boletín Oficial del Estado.
La palabra «calidad» aparece en el nuevo código un total de 458 veces, frente a las 213 apariciones que tuvo en la anterior Instrucción de Hormigón Estructural (EHE-08). Este aumento se debe a la inclusión de las estructuras de acero y mixtas en el nuevo código. No obstante, conviene recordar que el concepto de calidad no se circunscribe exclusivamente a lo que se entiende como «control de calidad», ya sea de recepción o de proceso, sino que va más allá, incluyendo aspectos relacionados con el aseguramiento de la calidad de las organizaciones. Con todo, si entendemos como calidad el enfoque técnico de Crosby como el cumplimiento de las especificaciones de un producto o servicio, entonces todo el Código sería objeto del concepto de calidad. Es por ello que vamos a restringir la perspectiva a aquellos aspectos al que la nueva norma se refiere cuando aparece el término calidad en su articulado.
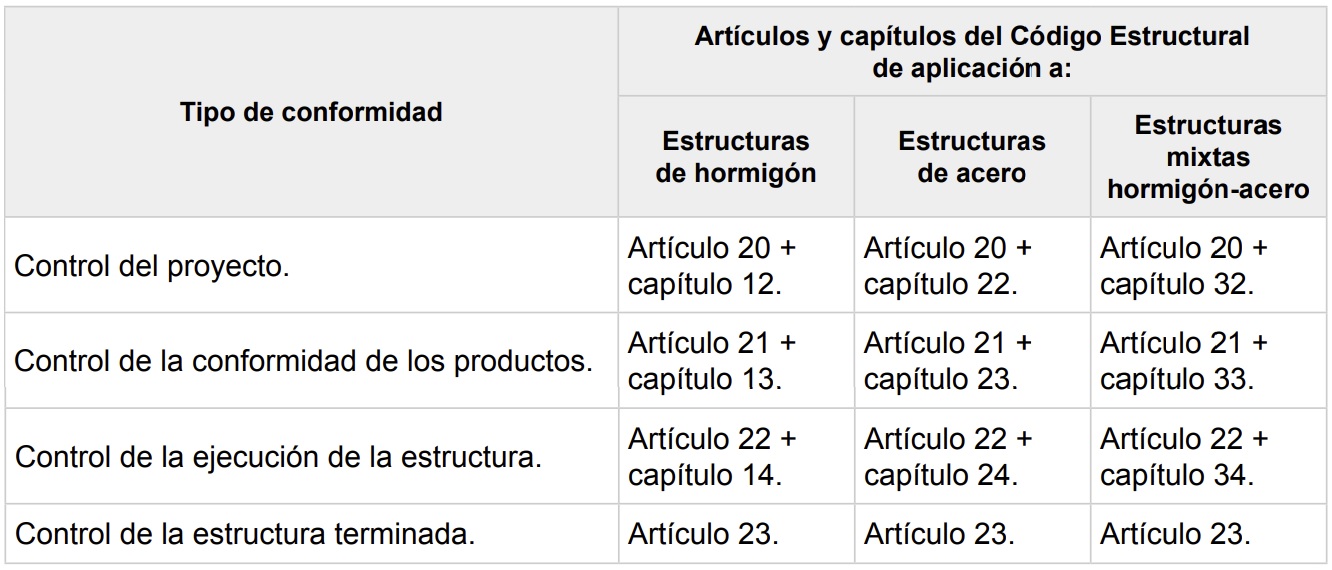
Una lectura en diagonal del Código ya nos indica que hay una gran dispersión de los conceptos relacionados con la calidad. Nos encontramos aspectos relacionados con exigencias de calidad medioambiental en la ejecución mezclados con otros relacionados con las condiciones de suministro, las garantías de calidad y el control de la recepción. Se intercalan aspectos relacionados con la responsabilidad en la gestión de la calidad con otros relacionados con el control. Resulta evidente la confusión de conceptos como «gestión de la calidad», «garantía de la calidad» o «control de la calidad» a lo largo del texto. Hubiera sido interesante aclarar estos conceptos en el Capítulo 5 Bases generales para la gestión de la calidad de las estructuras. De todas formas, la Tabla 17.1 nos ilumina con cierto orden, al menos, en lo relacionado con la conformidad en el control del proyecto, de los productos, de la ejecución de la estructura y de la estructura terminada.
Tabla 17.1 Definición de tipos de conformidad
Sin entrar en más detalles, sí que se detecta un cambio en el control de calidad de la ejecución respecto a la EHE-08. Mejora la trazabilidad, modifica las condiciones de fabricación y armoniza diversas nomenclaturas españolas a las europeas. Estos cambios afectan a los propios lotes, los lotes de ensayos de resistencia, las unidades de inspección y su frecuencia, etc. Los cambios tratan de diferenciar mejor los elementos estructurales y sistemas constructivos. Destaca asimismo la diferencia de los puentes respecto al resto de estructuras y una atención especial a las estructuras de baja complejidad. Cabe destacar el Anejo 4 Documentación de suministro y control de los productos recibidos directamente en obra, que explica muy claramente toda la documentación para los productos recepcionados en obra antes, durante y al finalizar su suministro.
Por otra parte, se sustituyen las menciones a la Directiva 89/106/CEE del Consejo, de 21 de diciembre de 1988, relativas a la aproximación de las disposiciones legales, reglamentarias y administrativas de los Estados miembros sobre los productos de construcción, que se contenían en la reglamentación vigente, por las del Reglamento (UE) nº 305/2011 del Parlamento Europeo y del Consejo, de 9 de marzo de 2011, por el que se establecen condiciones armonizadas para la comercialización de productos de construcción y se deroga la Directiva 89/106/CEE del Consejo. También desaparece el concepto de idoneidad al uso de los productos con marcado CE y se sustituye por la presunción de veracidad de la declaración de prestaciones del producto por parte del fabricante. La declaración de prestaciones deberá cumplir las especificaciones del citado Reglamento (UE) nº 305/2011.
Resulta también de interés el refuerzo que hace el Código respecto a las consideraciones que deben aplicarse para los productos controlados en fábrica, entre los que se encuentran los prefabricados, con el añadido de la existencia de un organismo certificador externo que lo valide. Asimismo, se avanza en la posibilidad de que el fabricante pueda obtener de forma voluntaria un Distintivo de Calidad Oficialmente Reconocido (DCOR) que implique el cumplimiento de una serie de requisitos adicionales a los que establecen las normas armonizadas. Ello permite ventajas que ya venían de la EHE-08, entre las que destacan la máxima reducción posible de los coeficientes de seguridad de los materiales, hasta 1,35 en hormigón y hasta 1,10 en acero. Esto es de gran interés, por ejemplo, para prefabricados de hormigón certificados con un DCOR, siempre que se cumplan además otra serie de consideraciones.
Otro aspecto destacable es la estrecha relación que existe entre este nuevo Código Estructural y el Real Decreto 163/19, por el que se aprueba la Instrucción Técnica para la realización del control de producción de los hormigones fabricados en central, de forma que existe ahora una correcta correlación entre la producción y la puesta en obra del hormigón.
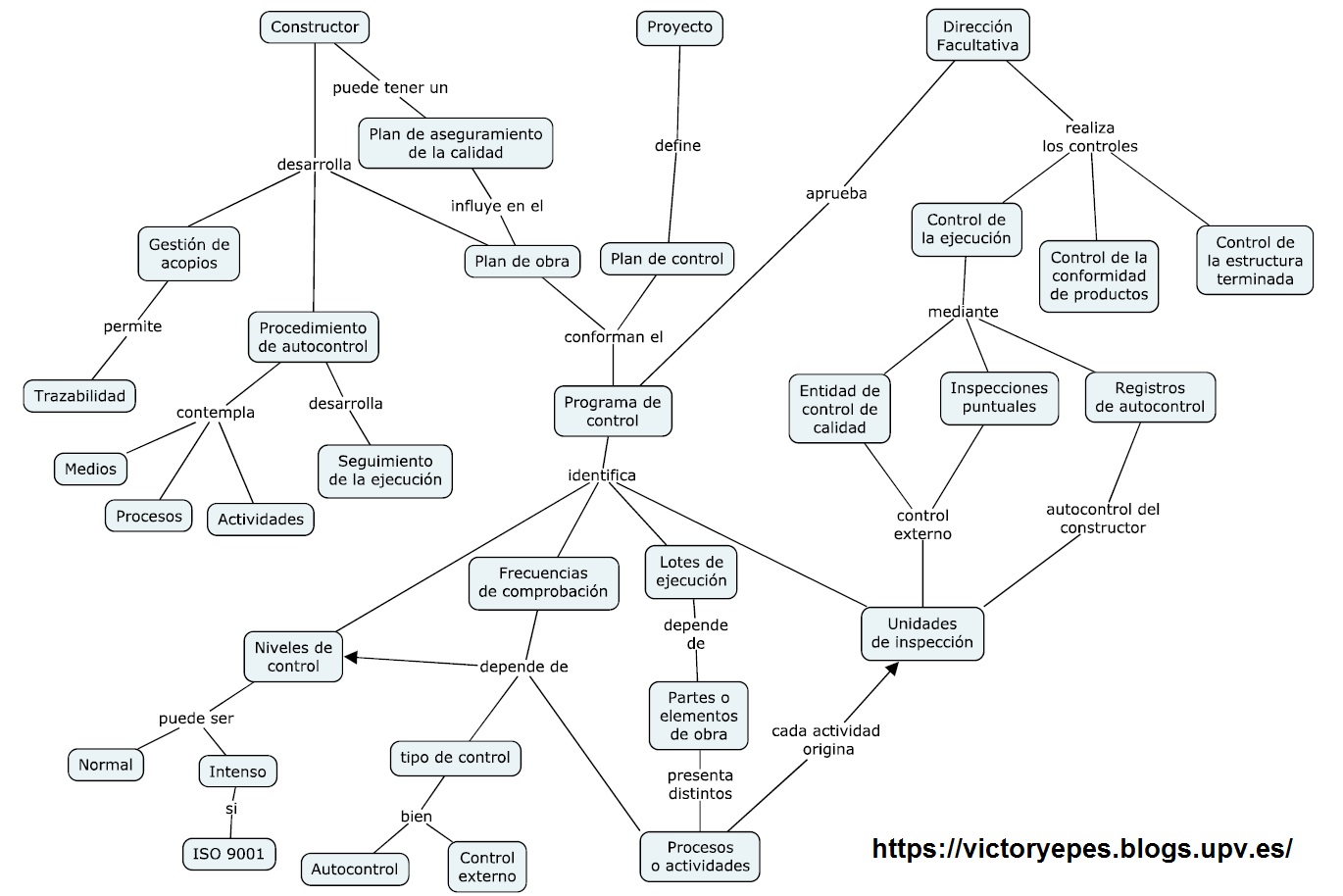
Os dejo a continuación una mapa conceptual, que utilizo yo en mis clases, y que simplifica de alguna forma los aspectos relacionados con la calidad de las estructuras.
Control de ejecución de las estructuras. Elaboración: V. Yepes
Os dejo un vídeo que os he grabado al respecto.
También os dejo unos vídeos explicativos del Colegio de Ingenieros Técnicos de Obras Públicas de Aragón sobre el tratamiento de la calidad en el nuevo Código Estructural. Espero que os sean de utilidad.
Acaban de publicarnos un artículo en la revista Journal of Cleaner Production, revista de ELSEVIER indexada en el primer decil del JCR.
Desde el establecimiento de los Objetivos de Desarrollo Sostenible, ha surgido una gran preocupación sobre cómo disminuir los impactos que resultan de las actividades de construcción. En este contexto, los Métodos Modernos de Construcción (MMC) surgen como una poderosa forma de reducir la huella del ciclo de vida a través de la optimización del consumo de materiales. Este trabajo se centra en la evaluación de la sostenibilidad de diferentes técnicas MMC aplicadas a estructuras de hormigón de viviendas unifamiliares. Se compara el rendimiento del ciclo de vida en términos de sostenibilidad entre un diseño de referencia convencional, un diseño prefabricado, un diseño de losa ligera con discos huecos presurizados y un diseño basado en elementos estructurales de doble pared. La sostenibilidad se evalúa mediante un conjunto de 38 indicadores que abordan no solo la respuesta económica y medioambiental de los diseños, sino también sus impactos sociales. Se aplican cinco de las técnicas más conocidas de toma de decisiones con criterios múltiples (SAW, COPRAS, TOPSIS, VIKOR y MIVES) para derivar el rendimiento del ciclo de vida de cada diseño en una única puntuación de sostenibilidad. Dado que no hay consenso sobre qué método MCDM funciona mejor en las evaluaciones de sostenibilidad, se propone aquí un Índice Global de Sostenibilidad Estructural (GSSI) que combina y pondera los anteriores para ayudar al análisis de los resultados obtenidos. Los resultados muestran que la consideración de las tres dimensiones de la sostenibilidad conduce a diseños equilibrados cuya preferencia no tiene por qué coincidir con los derivados de cada enfoque unidimensional del ciclo de vida.
El trabajo se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
El artículo lo podéis descargar GRATUITAMENTE hasta el 28 de enero de 2022 en el siguiente enlace:
Since the establishment of the Sustainable Development Goals, great concern has arisen on how to diminish the impacts that result from construction activities. In such context, Modern Methods of Construction (MMC) rise as a powerful way to reduce life cycle impacts through optimizing the consumption of materials. This paper focuses on the sustainability assessment of different modern construction techniques applied to concrete structures of single-family houses. The life cycle performance in terms of sustainability is compared between a conventional reference design, a precast design, a lightweight slab design with pressurized hollow discs, and a design based on double-wall structural elements. The sustainability is assessed through a set of 38 indicators that address not only the economic and environmental response of the designs, but also their social impacts as well. Five of the best known Multi-Criteria Decision-Making (MCDM) techniques (SAW, COPRAS, TOPSIS, VIKOR and MIVES) are applied to derive the life-cycle performance of each design into a single sustainability score. Since there is no consensus on which MCDM method works best in sustainability assessments, a Global Structural Sustainability Index (GSSI) combining and weighting the above is proposed here to aid the analysis of the results obtained. The results show that consideration of the three dimensions of sustainability leads to balanced designs whose preference need not coincide with those derived from each one-dimensional life cycle approach.
Keywords:
Sustainability, Construction, Structural design, Life cycle cost, Life cycle assessment, Social life cycle, Multi-criteria decision-making, Modern methods of construction
Reference:
SÁNCHEZ-GARRIDO, A.J.; NAVARRO, I.J.; YEPES, V. (2022). Multi-criteria decision- making applied to the sustainability of building structures bases on Modern Methods of Construction.Journal of Cleaner Production, 330:129724. DOI:10.1016/j.jclepro.2021.129724
Figura 1. Construcción modular. https://www.draytonfox.com/modern-methods-of-construction/
La construcción modular y la prefabricación son técnicas ya veteranas en el ámbito de la ingeniería civil y la edificación. Desde que en 1936 Eugène Freyssinet construyera el primer puente de hormigón pretensado del mundo, en el que las vigas y tableros eran prefabricados, la tecnología ha experimentado un avance imparable. Por otra parte, la construcción modular tiene una larga historia en la gestión de la innovación (Simon, 1962). Sin embargo, la auténtica revolución que supone la inteligencia artificial, las tecnologías BIM y los retos de la sostenibilidad están cambiando radicalmente este concepto y lo está llevando a una nueva dimensión. En efecto, estamos ante la revolución de los métodos modernos de construcción. Este es el concepto del que vamos a hablar a continuación.
Los métodos modernos de construcción (Modern Methods of Construction, MMC) , o como algunos llaman «construcción inteligente«, constituyen alternativas a la construcción tradicional. Este concepto MMC lo utilizó el gobierno del Reino Unido para describir una serie de innovaciones en la construcción de viviendas, la mayoría de las cuales son tecnologías de construcción en fábrica (Gibb, 1999). Es un término que cubre una amplia gama de tecnologías basada en la fabricación modular, ya sea «in situ» o en otra ubicación, que está revolucionando la forma de construir edificios de forma más rápida, rentable y eficiente. También suele llamarse construcción «off-site». Un ejemplo no muy lejano ha sido la construcción de dos hospitales de campaña en Wuhan (China) en solo 12 días debido a la epidemia del coronavirus. Por ejemplo, países como Suecia y Japón lideran la construcción MMC. En Suecia, casi la mitad de las viviendas de nueva construcción utilizan este método, llegando al 80% en el caso de viviendas unifamiliares. Japón, es el país donde se construye mayor número de viviendas nuevas con este método, aunque no llegan al 20% del total. Incluso podemos leer una noticia de hace unos días donde el alcalde de Londres apoya decididamente la aplicación de diseño de viviendas modulares.
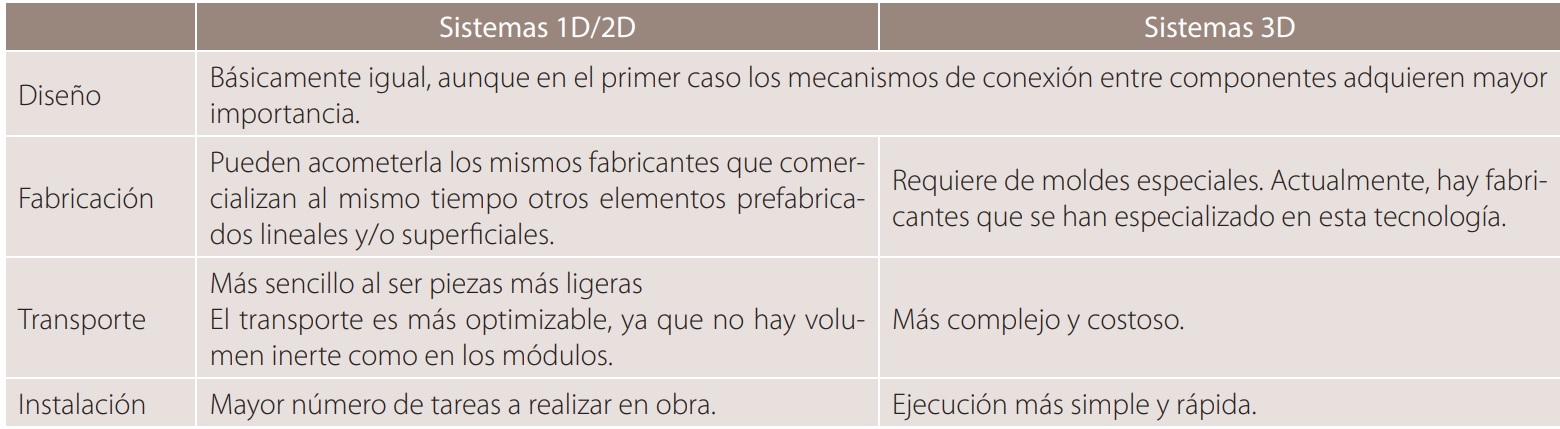
Los diferentes métodos MMC incluyen el sistema de paneles planos prefabricados, módulos volumétricos 3D (Figuras 1 y 3), construcción con losas planas, paneles de cerramiento prefabricados (Figura 2), muros y forjados de hormigón, tecnología de doble pared (Figura 4), cimientos de hormigón prefabricado, aislamiento de encofrados de hormigón, entre otros. No obstante, la gestión de los sistemas 1D/2D respecto a los volumétricos 3D es muy diferente (López, 2017).
Tabla 1. Principales diferencias entre los sistemas modulares basados en elementos 1D y 2D frente a celdas 3D (López, 2017)
La reciente norma UNE 127050:2020 trata justamente de los sistemas constructivos industrializados para edificios construidos a partir de elementos prefabricados de hormigón, así como de los requisitos de comportamiento, fabricación, instalación y verificación.
Figura 2. Paneles de cerramiento prefabricados (precast cladding panels). https://www.designingbuildings.co.uk/wiki/Precast_concrete_cladding
Las ventajas de la construcción MMC frente a la construcción tradicional son evidentes. Los módulos permiten un ahorro de tiempo de hasta el 50%, pues éstos se elaboran en fábrica, sin incidencia del clima. Una vez llegan a la obra, se ensamblan, interrumpiendo al mínimo la propia obra, pues el 80% de la actividad de la construcción se ha realizado lejos de la obra. Permite el uso de materiales respetuosos con el medio ambiente, reduciéndose el desperdicio. Los módulos son de diseño atractivo e innovador, con materiales de elevada calidad, con un diseño a medida del cliente. La construcción en fábrica permite la fabricación con tolerancias estrictas, la reducción de los errores, promueve la seguridad, no estando los materiales a la intemperie durante la construcción. Además, permite el uso de materiales durables, que mejoran el aislamiento acústico, la protección contra incendios y la eficiencia energética. Sin embargo, en algunos países el uso de las MMC presenta costes más elevados que la construcción tradicional. Otras barreras son la falta de mano de obra especializada, la escasez de suministros o la regulación existente (Rahman, 2014). Con todo, la actual crisis del Covid-19 puede acelerar los cambios necesarios. De todos modos, los métodos MMC constituyen un producto diferente al del mercado de la construcción tradicional. La construcción modular, al tratarse de un producto alternativo, en lugar de competir, complementará el mercado tradicional. El objetivo es aumentar la productividad de los recursos disponibles mejorando la calidad, la eficiencia empresarial, la satisfacción del cliente, el rendimiento ambiental, el índice de sostenibilidad y el control de los plazos de entrega (Yepes et al., 2012; Pellicer et al., 2014, 2016).
Figura 3. Módulos volumétricos 3D (3D volumetric modules). http://www.ehu.eus/ehusfera/industrialized-architecture/page/4/
En la tabla siguiente, elaborada por Alejandro López, se pueden ver las diferencias más notables entre la construcción industrializada frente a la tradicional.
Tabla 2. Diferencias entre construcción tradicional e industrializada (Alejandro López).
Construcción tradicional
Construcción industrializada
Definición
Más posibilidades de cambios a lo largo de todo el proceso
Etapas claramente definidas, empezando desde el proyecto
Calidad
Elementos se manufacturan y/o ejecutan en la propia obra, mayor influencia del error humano (más rechazos)
Mayor control (cada pieza tiene su destino), menor influencia del error humano (se sustituyen los albañiles por montadores: la pieza tiene su lugar)
Precisión
Se admiten los errores. Las tolerancias se basan en centímetros
La precisión dimensional y espacial de los elementos es crucial. Las tolerancias se basan en milímetros
Mano de obra
Dependencia casi exclusiva de la capacitación técnica de la mano de obra humana disponible
Procesos más automatizados
Coste
En origen, normalmente menor. Pero mayor riesgo de imprevistos y desviaciones económicas
Precio cerrado en proyecto
Tiempo
El mayor grado de indefinición y la mayor interacción entre los distintos agentes provoca desviaciones en tiempo y, por tanto, en costes
Mayor grado de cumplimiento en la planificación de la obra, rápida apertura de tajos para otros gremios, menor dependencia de las condiciones climatológicas
Materiales
La obra es la fábrica al mismo tiempo. Muchos excedentes de materiales
Menor generación de residuos
Una de las claves que acelerará, sin duda, la adopción de los métodos MMC es la introducción de la metodología BIM en los proyectos de edificación o de infraestructuras. En España, las administraciones públicas ya van dando pasos hacia la exigencia de que los proyectos de edificación o infraestructuras se realicen bajo la metodología BIM. Tanto MMC como BIM aumentan claramente la calidad del producto, la sostenibilidad y la mejora del servicio a lo largo del ciclo de vida del activo. A este respecto, recomiendo leer la guía BIM para empresas de prefabricados de hormigón (ANDECE, 2020).
En la feria Construmat de Barcelona (mayo de 2019), McKinsey & Company presentó un informe en el que se detalla cómo la tecnología basada en datos podría ayudar a las empresas españolas de infraestructuras a tomar decisiones más inteligentes, reducir el riesgo y mejorar los resultados de los proyectos. Por tanto, BIM, la automatización de procesos, la inteligencia artificial, el Big Data, las tecnologías en la nube o la interacción con Internet de las Cosas suponen el revolución que lanzará definitivamente la construcción inteligente.
Figura 4. Tecnología de doble pared (twin wall technology). https://www.cornishconcrete.co.uk/products/twin-wall/
Dentro de nuestro grupo de investigación estamos trabajando en la tesis doctoral de Antonio Sánchez Garrido sobre este tipo de aspectos. En una de sus primeras publicaciones en revista indexada en el primer decil de JCR (Sánchez-Garrido y Yepes, 2020), se han aplicado técnicas analíticas de toma de decisiones multicriterio (MCDM) y análisis del ciclo de vida, a una tipología de construcción tradicional de una vivienda unifamiliar, y a dos alternativas diferentes basadas en MMC. Se propone un índice de sosteniblidad, que incluye atributos tangibles e intangibles, así como factores de incertidumbre y riesgos, que permite a los promotores priorizar soluciones que aseguren la sostenibilidad económica, social y medioambiental.
Os dejo algunos vídeos al respecto de esta nueva tecnología.
https://www.youtube.com/watch?v=fZl9Pd0UU_U
Os dejo como información complementaria un artículo de Alejandro López de hace apenas tres años, pero donde ya se empezaba a vislumbrar un crecimiento exponencial de la construcción modular.
DOWSETT, R.; GREEN, M.; SEXTON, M.; HARTY, C.,2019. Projecting at the project level: MMC supply chain integration roadmap for small house builders. Construction Innovation-England, 19 (2): 193-211.
PELLICER, E.; YEPES, V.; CORREA, C.L.; ALARCÓN, L.F. (2014). Model for Systematic Innovation in Construction Companies.Journal of Construction Engineering and Management, 140(4):B4014001.
PELLICER, E.; SIERRA, L.A.; YEPES, V. (2016). Appraisal of infrastructure sustainability by graduate students using an active-learning method.Journal of Cleaner Production, 113:884-896.
RAHMAN, M.M. (2014). Barriers of implementing modern methods of construction. Journal of Management in Engineering, 30(1):69-77.
SÁNCHEZ-GARRIDO, A.J.; YEPES, V. (2020). Multi-criteria assessment of alternative sustainable structures for a self-promoted, single-family home.Journal of Cleaner Production, 258: 120556.
SIMON, H.A. (1962). The arquitecture of complexity. Proceedings of the American Philosophical Society, 106(6):467-482.
YEPES, V.; PELLICER, E.; ORTEGA, J.A. (2012). Designing a benchmark indicator for managerial competences in construction at the graduate level. Journal of Professional Issues in Engineering Education and Practice, 138(1): 48-54.
 Acaban de publicarnos un artículo en Materials, revista indexada en el primer cuartil del JCR. En este caso, se han optimizado las emisiones de CO₂ de un marco prefabricado articulado de sección en U, empleando varias metaheurísticas. El trabajo se enmarca en el proyecto de investigación HYDELIFE, que dirijo como investigador principal en la Universitat Politècnica de València.
Acaban de publicarnos un artículo en Materials, revista indexada en el primer cuartil del JCR. En este caso, se han optimizado las emisiones de CO₂ de un marco prefabricado articulado de sección en U, empleando varias metaheurísticas. El trabajo se enmarca en el proyecto de investigación HYDELIFE, que dirijo como investigador principal en la Universitat Politècnica de València.