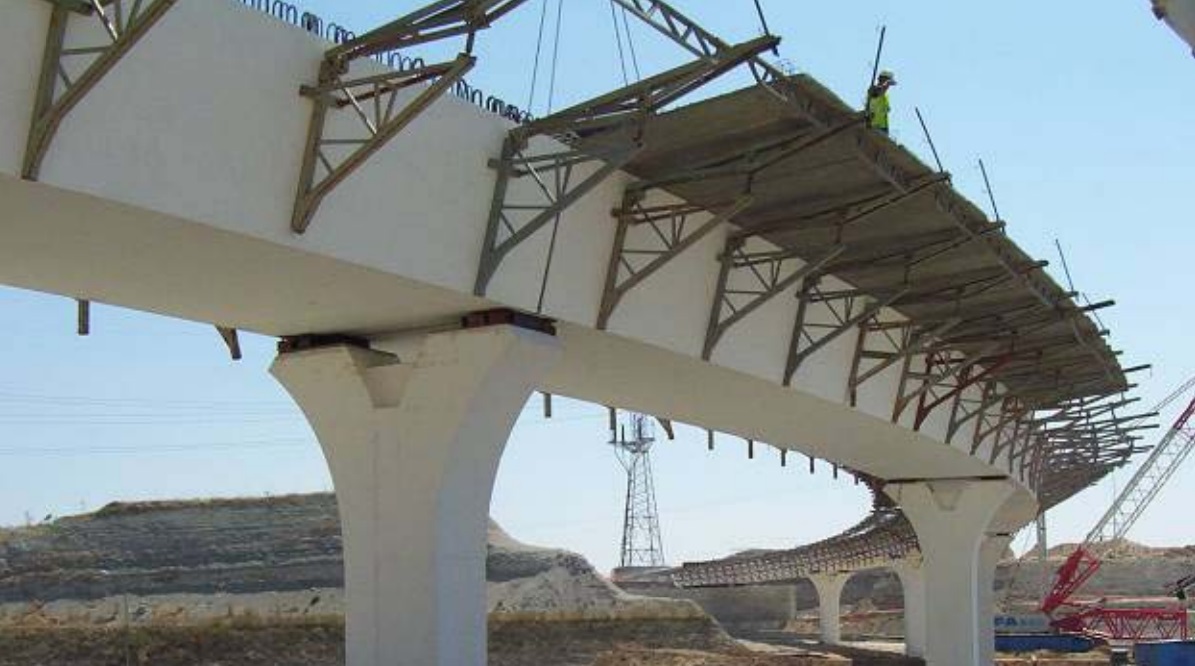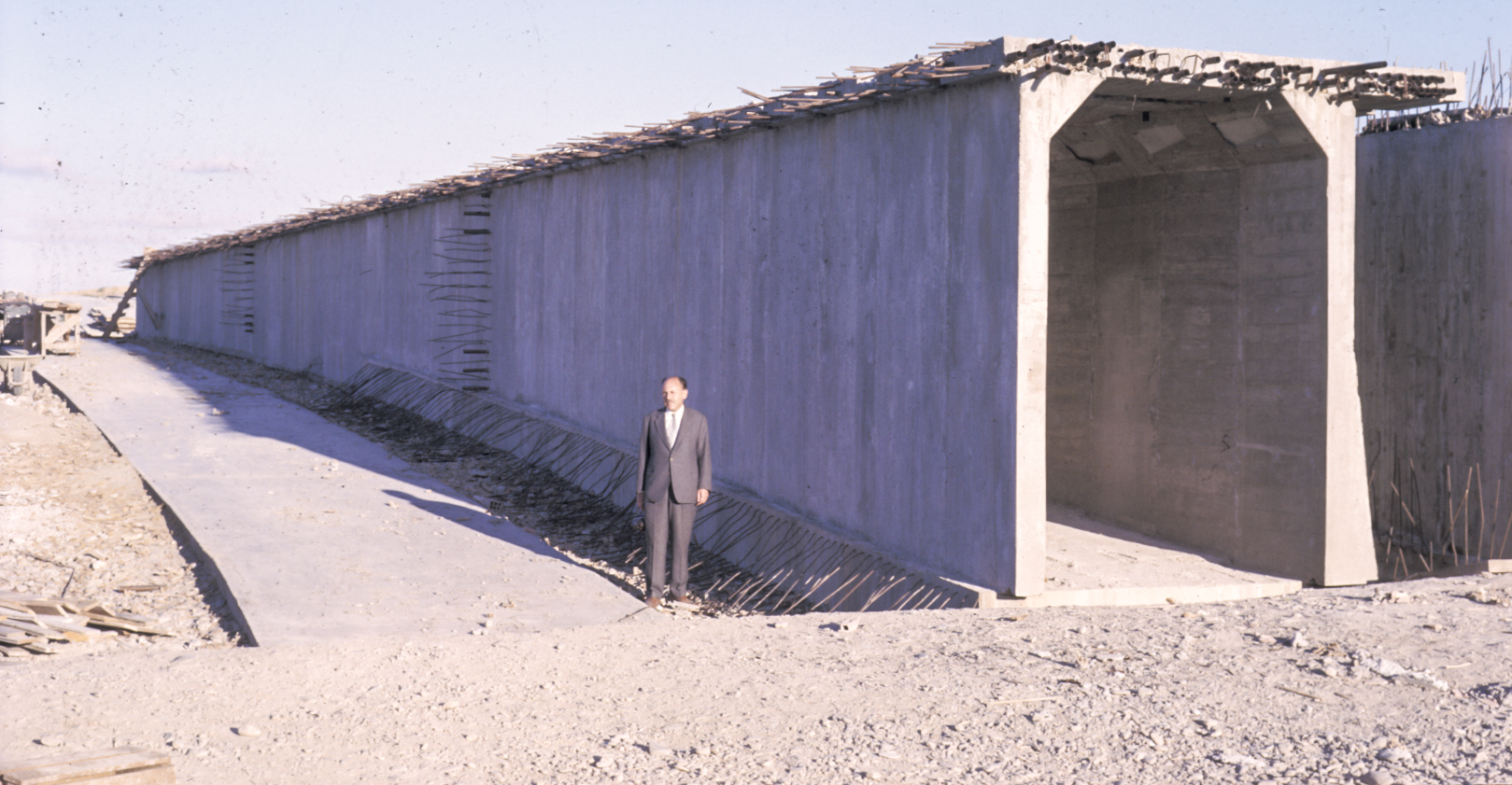
Las dovelas prefabricadas utilizadas en la construcción de puentes por voladizos sucesivos se colocan mediante un aparato de elevación y se unen entre sí mediante un adhesivo de alta resistencia a base de resinas epoxi. Para encolar las dovelas, se mantiene la dovela suspendida sobre el tablero y próxima a la dovela anterior y se coloca la resina. La junta de la dovela se trata en acopio con chorro de arena o agua para eliminar desconchones, polvo, aceites y similares. La junta debe estar seca, aplicándose si fuera necesario calor. Se extiende la resina, como si fuera una pintura o un enlucido, en la cara posterior de la dovela suspendida, con un consumo entre 3 y 4 kg/m², que corresponde a una capa de unos 2 mm de espesor. Este procedimiento de construcción de grandes luces mediante el sucesivo encolado de dovelas requiere la intervención de personal altamente especializado.
En las fotografías se muestra el Puente de Castejón (1972), de la oficina de proyectos Carlos Fernández Casado S.L., construido por dovelas prefabricadas de 10 toneladas montadas con blondín; desde una pila se avanzó en voladizo único a partir de un vano lateral construido sobre cimbra, y desde la otra se avanzó en voladizos compensados de 50 m de longitud. Las dovelas se pegaron con resina epoxi en vez de mortero, solución que se utilizó en todos los puentes siguientes. Cada voladizo estaba formado por dos cajones que se montaban con dovelas unicelulares unidas in situ con la losa superior.

Las resinas presentan las siguientes características:
- Se forman por dos componentes, la resina (base) y en endurecedor (reactor).
- Existen resinas de acción rápida, media y lenta, correspondientes a la temperatura ambiente en la aplicación: 5-15 °C, 15-25 °C y 25-40 °C, respectivamente.
- El tipo de resina determina el tiempo de aplicación, es decir, el transcurrido entre la terminación de la mezcla y el instante en que no se puede aplicar, variando de unos 18 minutos a 35 °C, a un máximo de 40 minutos a 5 °C.
- Se dispone entre 45 y 60 minutos, dependiendo de la temperatura, para comprimir las dovelas entre sí y expulsar la resina.
- Aunque la resina presenta una resistencia a tensión tangencial superior a 4 MPa y de 75 MPa a compresión, esta resistencia no se considera en el cálculo, relegando la función de la resina a su actuación como lubricante durante el acoplamiento de las dovelas y como impermeabilizante de la junta.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.