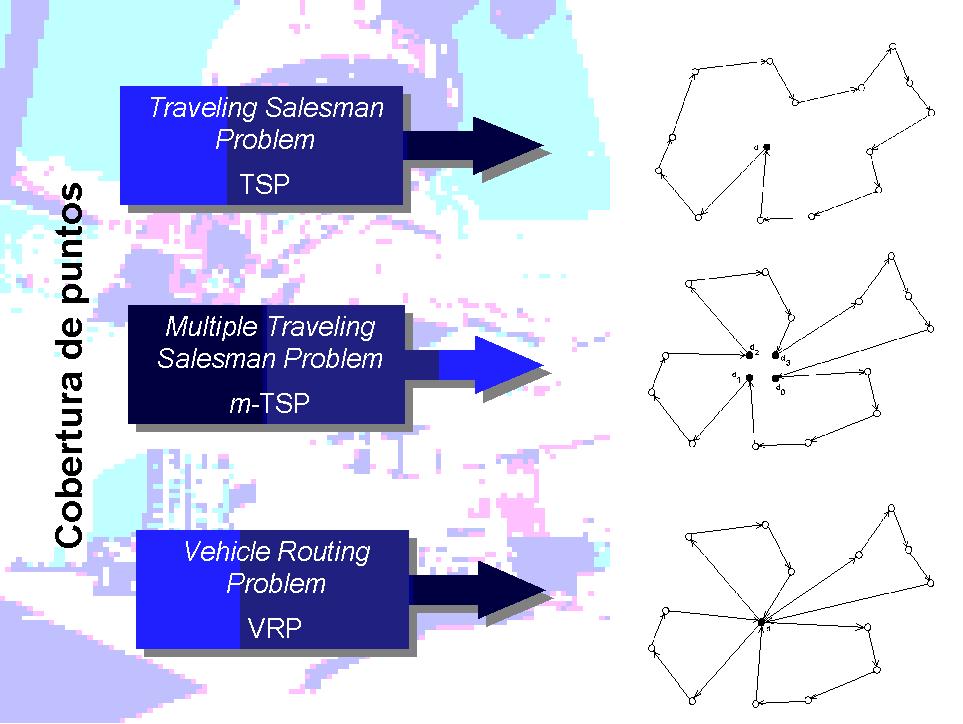
Aspecto de diversas soluciones al problema de rutas
Los problemas de distribución física consisten básicamente en asignar una ruta a cada vehículo de una flota para repartir o recoger mercancías. Los clientes se localizan en puntos o arcos y a su vez pueden presentar horarios de servicio determinados; el problema consiste en establecer secuencias de clientes y programar los horarios de los vehículos de manera óptima. Los problemas reales de transporte son extraordinariamente variados. Yepes (2002) propone una clasificación que contiene un mínimo de 8,8·109 combinaciones posibles de modelos de distribución. Si alguien fuese capaz de describir en un segundo cada uno de ellos, tardaría cerca de 280 años en enunciarlos todos. La investigación científica se ha centrado, por tanto, en un grupo muy reducido de modelos teóricos que además tienden a simplificar excesivamente los problemas reales. Son típicos problemas de optimización matemática combinatoria. Continue reading «¿Por qué son tan complicados los problemas de distribución física?»→
Hoy me toca hablar de Tatiana García Segura. Es una brillante ingeniera de caminos, canales y puertos, máster en ingeniería del hormigón e investigadora en el Instituto de Ciencia y Tecnología del Hormigón (ICITECH), que acaba de ganar el primer premio de la Cátedra CEMEX SOSTENIBILIDAD a su Tesis Fin de Máster en materia de sostenibilidad y medio ambiente presentada en el curso 2012-13. La tesis se denomina «Métricas para el diseño eficiente de estructuras con hormigones no convencionales basados en criterios sostenibles multiobjetivo», dirigida por Víctor Yepes Piqueras y Julián Alcalá González. Dicho trabajo obtuvo la calificación de 10 sobresaliente con matrícula de honor. De este trabajo ya se han aceptado varios artículos internacionales en revistas científicas de primer nivel. Este premio constituye un espaldarazo al proyecto de investigación HORSOST (BIA2011-23602), financiado por el Ministerio de Ciencia e Innovación, de la cual Tatiana es becaria FPI y yo mismo investigador principal. En este momento Tatiana está desarrollando su tesis doctoral aplicando los resultados obtenidos de su trabajo en el diseño automático de puentes óptimos postesados de sección en cajón basándose en criterios sostenibles multiobjetivo aplicado al ciclo completo de vida de la estructura y utilizando hormigones no convencionales.
Creo que es de interés transcribir a continuación el resumen de dicha Tesis Fin de Máster:
«El diseño eficiente de estructuras de hormigón ha estado ligado con la potenciación de sus características resistentes, constructivas y económicas. Durante las últimas décadas ha habido un incremento en la producción científica relacionada con los hormigones no convencionales. Los hormigones de alta resistencia, autocompactables y reforzados con fibras son cada vez más empleados en el ámbito de la ingeniería civil y la arquitectura. Estos materiales tienen ciertas propiedades como son la alta resistencia, la facilidad de colocación y la durabilidad, que le confieren características adicionales al hormigón convencional. A pesar de ello, se ha detectado un vacío en el conocimiento de las métricas que permiten valorar su contribución a la sostenibilidad.
Existen varias herramientas que permiten analizar la sostenibilidad de un proyecto estructural. Algunas de ellas son capaces de medir el impacto global de una construcción, pero no llegan a discernir entre los distintos tipos de hormigones. Otras permiten la comparación entre hormigones, pero no contemplan el ciclo de vida completo de la estructura. En este trabajo se valoran las distintas herramientas existentes y se propone una metodología que sirva para evaluar la sostenibilidad de una estructura.
Para alcanzar dicho objetivo, se aborde en primer lugar un estado del arte de las metodologías existentes. Seguidamente, se lleva a cabo un estudio del ciclo de vida de una estructura de hormigón para detectar los principales puntos a tratar en el análisis posterior. Asimismo, la descripción y evaluación de las propiedades de los hormigones no convencionales nos conduce a una valoración más precisa. Una vez finalizado el estudio de la metodología se proponen cuatro casos prácticos que consideran el uso de cementos con adiciones, hormigones autocompactables, de alta resistencia y reforzados con fibras. Por último se realiza un estudio estadístico de las variables más influyentes.
La metodología propuesta tiene un enfoque multiobjetivo que contempla las características de los hormigones no convencionales. Además, permite analizar el ciclo de vida completo de la estructura, incluyendo su durabilidad. Se comprueba su eficacia para encontrar estructuras más durables, con menor impacto ambiental y económicamente viables. Finalmente se valora el coste y la emisión anual«.
Referencias:
GARCÍA-SEGURA, T.; YEPES, V.; ALCALÁ, J. (2014). Life-cycle greenhouse gas emissions of blended cement concrete including carbonation and durability.International Journal of Life Cycle Assessment, 19(1):3-12. DOI 10.1007/s11367-013-0614-0 (link)(descargar versión autor)
GARCÍA-SEGURA, T.; YEPES, V.; MARTÍ, J.V.; ALCALÁ, J. (2014). Optimization of concrete I-beams using a new hybrid glowworm swarm algorithm. Latin American Journal of Solids and Structures, 11(7):1190 – 1205. ISSN: 1679-7817. (link)
GARCÍA-SEGURA, T.; YEPES, V.; ALCALÁ, J.; PÉREZ-LÓPEZ, E. (2015). Hybrid harmony search for sustainable design of post-tensioned concrete box-girder pedestrian bridges.Engineering Structures, 92:112-122. DOI: 10.1016/j.engstruct.2015.03.015 (link)
En ocasiones asociamos la prefabricación con una baja calidad cuando pensamos en los típicos barracones de obra. Sin embargo esta visión se encuentra alejada de la realidad. Lo cierto es que el control de calidad en fábrica y las modernas técnicas constructivas permiten realizar construcciones prefabricadas con una fiabilidad igual o mayor que la conseguida con la construcción tradicional.
Después de la II Guerra Mundial las necesidades de reconstrucción llevaron a diversos países a intentos sucesivos de dar el salto para industrializar la propia construcción. De este modo se desarrolla la prefabricación, con el objeto de reproducir en la edificación lo que en los años veinte había conseguido Ford con los automóviles, si bien los primeros antecedentes hay que buscarlos en el año 1905, cuando los establecimientos Edmond Coignet iniciaron la prefabricación de piezas moldeadas de hormigón. Hacia el año 1925 hizo su aparición el procedimiento de fabricación de tubos por centrifugación. En la Unión Soviética y en los países de su órbita, aunque también en Israel y, en menor medida, en países occidentales, como Francia, se desarrolló una prefabricación pesada, cerrada en sí misma, que consiguió racionalizar procesos y abaratar costes, con el inconveniente generalizado de caer en la repetición y la monotonía. En España se vieron ejemplos en la proliferación de pasos superiores de vigas prefabricadas con la construcción de las primeras autopistas de pago en la década de los 70 y 80. Más inteligente y con más posibilidades fue el desarrollo de una prefabricación abierta, donde diversos componentes pueden utilizarse en sistemas abiertos y variados.
Os dejo algunos vídeos donde se han conseguido batir récords constructivos con la prefabricación, como el que ha conseguido realizar un hotel en sólo dos días en China. Espero que os gusten.
El Puente de Verrazano-Narrows, diseñado por O.H. Ammann y C. Whitney, es un puente colgante situado a la entrada al puerto de Nueva York, que conecta los distritos de Staten Island y Brooklyn a través del estrecho que comunica las partes superior e inferior de la Bahía de Nueva York. La construcción del puente comenzó 13 de agosto 1959, y la cubierta superior se abrió el 21 de noviembre de 1964, con un coste de 320 millones de dólares. La longitud de su tramo central es de 1.298 m, lo que lo convirtió en el puente colgante más largo del mundo desde el término de su construcción hasta 1981, cuando fue superado por el puente de Humber en Inglaterra.
El puente lleva el nombre del explorador florentino Giovanni da Verrazzano, el primer navegante europeo que se sabe entró en la Bahía de Nueva York y el Río Hudson. Constituye un nexo crítico en el sistema vial local y regional, siendo muy conocido como el punto de partida de la Maratón de la Ciudad de Nueva York. La mayor parte del tráfico marítimo con destino a los puertos de Nueva York y Nueva Jersey debe pasar bajo el puente.
El puente está formado por dos grandes vigas trianguladas en los bordes de 7,3 m de canto. A pesar de tener doble plataforma de tráfico, tiene una esbeltez de 1/178. Ello no quita que el tablero tenga suficiente rigidez a torsión y flexión para evitar la inestabilidad debida a los efectos del viento. Las torres son dos pilares independientes unidos en cabeza por un diafragma de gran canto.
Según el Departamento de Transporte de los Estados Unidos:
Cada una de las dos torres contiene 1 millón de pernos y 3 millones de remaches.
El diámetro de cada uno de los cuatro cables de suspensión es de 36 pulgadas. Cada cable se compone de 26.108 cables que ascienden a un total de 143.000 millas de longitud
Debido a la altura de las torres y su distancia, la curvatura de la superficie de la Tierra tenía que ser tomado en cuenta en el diseño del puente-las torres son 1 5/8 pulgadas más lejos en su parte superior que en sus bases.
Debido a la expansión térmica de los cables de acero, la calzada del puente es 12 pies más bajo en verano que en invierno.
Os paso un par de vídeos históricos sobre su construcción que espero os gusten.
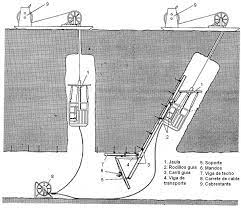
Una chimenea es una excavación de dimensión reducida y una inclinación superior a los 45º. Son típicas en minería y su longitud pueden superar los 100 m. Normalmente, se utilizan para unir galerías de distinto nivel cerrando los circuitos de ventilación para el paso de mineral y estériles.
Un método para la excavación de chimeneas es el denominado “Jaula Jora”, que consiste en una máquina construida por Atlas Copco específicamente para este fin. Sus principales componentes son la plataforma de trabajo, la jaula de transporte, el mecanismo de elevación y en chimeneas inclinadas el carril guía.
El procedimiento constructivo consta de varias fases. En la primera se perfora un barreno piloto (75-100 mm de diámetro) y en la segunda se montan los equipos y herramientas. Posteriormente, en la tercera fase, tiene lugar la perforación y la voladura.
El campo propicio para este método está entre los 30 y 100 m. El problema que podemos tener es la desviación del barreno piloto. Además, en cada pega debe desengancharse la jaula. El barreno central tiene la ventaja de que permite la entrada de aire fresco y de que sirve de hueco de expansión en los cueles paralelos, con los que se consiguen avances de entre 3 y 4 m por disparo.
Las estaciones de bombeo son estructuras destinadas a elevar un fluido desde un nivel energético inicial a un nivel energético mayor. Su uso es muy extendido en los varios campos de la ingeniería, así, se utilizan en:
Red de alcantarillado, cuando los centros poblados se sitúan en zonas muy planas, para evitar que las alcantarillas estén a profundidades mayores a los 4 – 5 m;
Sistema de drenaje, cuando el terreno a drenar tiene una cota inferior al recipiente de las aguas drenadas;
En muchas plantas de tratamiento tanto de agua potable como de aguas servidas, cuando no puede disponerse de desniveles suficientes en el terreno;
Un gran número de plantas industriales.
Las estaciones de bombeo tienen por elemento principal a los grupos de bombas. El papel que juegan las mismas es el de proporcionar caudal y presión al conjunto del sistema y es muy importante conocer cómo van a comportarse en el mismo en base a sus curvas motrices. A continuación os dejo un Polimedia de la profesora Petra Amparo López Jimenez donde se describe cómo se llega a las curvas motrices de las bombas desde sus características geométricas y se introduce la teoría que explica el comportamiento de las mismas a partir del conocimiento de sus datos básicos de geometría y velocidad.
Las bombas hidráulicas tienen unas curvas motrices características que representan el caudal y presión que pueden proporcionar en una instalación. La instalación de dichas bombas en unas condiciones u otras, su asociación en serie o paralelo, su arranque o condiciones de cebado, determinarán el caudal, presión, potencia absorbida y posibles aplicaciones en las instalaciones concretas. En el siguiente vídeo se describen estos aspectos de las estaciones de bombeo.
Referencias:
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
La actual crisis por la que atraviesa la construcción está propiciando que los fabricantes de plantas de hormigón estén ideando instalaciones que se puedan transportar en un solo contenedor con objeto de exportarlas a otros países.
Un ejemplo de plantas de hormigón fáciles de transportar es el último desarrollo de SIMEM, una planta móvil novedosa y de última generación. En este vídeo se puede apreciar la facilidad de armado del conjunto que no requiere fundaciones y que puede estar operativo en tan solo 6 horas. Tampoco requiere transportes especiales, camiones de carretera pueden transportar su partes.
Otro ejemplo es la gama de centrales «Vía Seca» de la empresa Frumecar concebidas en un único módulo principal y para su transporte tan solo es necesario un contenedor. La central se entrega totalmente preinstalada en fábrica, lo que permite su montaje y puesta en marcha en el menor tiempo posible. Os paso a continuación un vídeo de este tipo de plantas de fabricación, en particular la CONCRETE-1000, que realiza ciclos de pesadas de 1 m³ y alcanza una producción máxima de 60 m³/h. Espero que os guste.
En este otro vídeo podemos ver cómo trabaja la máquina.
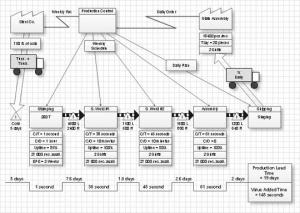
Ejemplo de mapa de la cadena de valor. http://engineeringhelps.wordpress.com/
El mapa del flujo de valor es una herramienta utilizada en Lean manufacturing para analizar los flujos de materiales e información que se requieren para poner a disposición del cliente un producto o servicio, identificando las pérdidas de valor o desperdicios. Esta herramienta se desarrolló en Toyota donde se conocía con el nombre de Mapa del flujo de materiales e información.
Con este tipo de herramientas se pueden detectar para desarrollar una ventaja competitiva y evitar fallos en el proceso, además de crear un lenguaje normalizado dentro de la empresa para una mejor efectividad de los procesos y del personal. Se trata de intensificar los esfuerzos en aquellos procesos donde se produzcan más fallos o que aporten más valor a la producción. Aunque el mapa del flujo de valor se asocia tradicionalmente con el sector industrial, ha demostrado su efectividad para mejorar procesos en otros sectores, como el de servicios, logística, hospitalarios, desarrollo de software, etc. El mapa de la cadena de valor nos proporciona por si solo las respuestas pues es una herramienta muy útil en cualquier tipo de actividad de mejora.
Se pueden utilizar muchos tipos de símbolos para realizar estos mapas de flujo. Os dejo un ejemplo en la siguiente figura:
Fases para su implantación:
Identificar el producto o servicio
Dibujar el mapa de flujo de valor tal como está el proceso, mostrando cada una de las etapas, las esperas y las informaciones que se requieren para entregar el producto o servicio. Existen símbolos estandarizados que representan los distintos elementos de la cadena de valor.
Identificar sobre el mapa los desperdicios que se encuentran (aquello que no aporta valor para el cliente). Para ello suelen buscarse los 7 desperdicios según el lean: sobreproducción, tiempo de espera, transportes innecesarios, exceso de procesado, inventario, movimientos innecesarios y defectos.
Dibujar el mapa de estado futuro, es decir, el mapa como queda una vez eliminados los desperdicios.
Implementar un plan de acciones de mejora (eventos kaizen) para llegar al mapa de estado futuro.
A continuación os dejo varios Polimedias de la Universitat Politècnica de València donde se explican bien esta herramienta. En el primero Juan Antonio Marín García nos explica la herramienta VSM, en qué consiste y qué puede aportar para la mejora de procesos.
En este otro vídeo se muestran los principales símbolos que representan el movimiento de información en un mapa de la cadena de valor. Su autor es Julio García Sabater. Espero que os guste.
Un caso habitual en la construcción consiste en la utilización de varias máquinas cuyos ciclos individuales de trabajo tienen un intervalo común. Por ejemplo, una cargadora con varios camiones, o bien un equipo de mototraíllas convencionales ayudadas en su carga por un tractor. En estos casos, los ciclos individuales de las máquinas se pueden agrupar formando un ciclo del equipo que se repite periódicamente.
Al recurso que limita la producción de un equipo se le denomina cuello de botella. Su identificación es esencial porque cualquier cambio introducido en el funcionamiento repercutirá en la capacidad de producción del equipo, y por ende, en su productividad. El recurso que causa el estrangulamiento es el que determina la producción del equipo. Se define como factor de acoplamiento o “match factor” a la relación entre la máxima producción posible de los equipos auxiliares respecto a la máxima producción posible de los equipos principales. El coste más bajo de producción se obtiene para factores de acoplamiento próximos a la unidad, pero por debajo de ella.
Para aclarar estos conceptos tan importantes en el cálculo de producciones y costes en las máquinas de movimiento de tierras, os paso este Polimedia para divulgar los conceptos básicos. Espero que os guste.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0
YEPES, V. (2015). Coste, producción y mantenimiento de maquinaria para construcción. Editorial Universitat Politècnica de València, 155 pp. ISBN: 978-84-9048-301-5.
El pasado mes de octubre tuve la ocasión de impartir un seminario en la Universidad Católica de Chile denominado «Métodos de investigación no convencionales basados en la inteligencia artificial». Os paso la presentación que hice. Espero que os guste.Pincha aquí para descargar