El documento, titulado «Guía para las especificaciones técnicas del hormigón», forma parte de la serie de guías Eurocódigos, elaborada por el Ministerio de Transportes, Movilidad y Agenda Urbana de España. Su propósito es proporcionar un marco de referencia que facilite la aplicación de los Eurocódigos en el diseño y ejecución de obras de construcción, prestando especial atención al hormigón. A lo largo del texto se abordan aspectos técnicos relacionados con la especificación del hormigón, con el objetivo de garantizar el cumplimiento de las normativas europeas y de las exigencias del Código Estructural español.
La guía se enmarca en un contexto normativo que ha experimentado una notable transformación desde la implementación de los Eurocódigos en la década de 1980. Se destaca la importancia de estas normativas para armonizar los criterios de diseño y ejecución en el ámbito de la construcción en Europa. La guía se presenta como un recurso esencial para los profesionales del sector, ya que proporciona directrices claras y concisas sobre cómo especificar el hormigón de acuerdo con la normativa vigente.
Desarrollo de los aspectos más relevantes
La guía se organiza en varios capítulos que abordan desde la introducción a los Eurocódigos hasta la definición de especificaciones técnicas del hormigón. En el primer capítulo se establece el contexto y la importancia de la normativa europea en el ámbito de la construcción, y se destaca la evolución de los Eurocódigos desde su creación hasta su aplicación en proyectos de infraestructura en España. Se menciona que la serie de guías Eurocódigos se inició en 2018 con el objetivo de profundizar en el conocimiento de estas normativas en la comunidad técnica española y facilitar su aplicación en proyectos de la Dirección General de Carreteras.
Uno de los aspectos más relevantes es la definición de los requisitos básicos para especificar el hormigón, que incluyen la clase de resistencia a compresión, la clase de exposición y el tamaño máximo del árido. Estos requisitos son esenciales para garantizar que el hormigón utilizado en las obras cumpla con las propiedades mecánicas y de durabilidad necesarias para su correcto funcionamiento en las condiciones ambientales previstas. La guía detalla cómo se deben designar los hormigones y cómo se debe elaborar el cuadro de especificaciones técnicas para garantizar el cumplimiento de las normativas.
La guía también aborda la equivalencia entre las especificaciones del hormigón según los Eurocódigos y el Código Estructural, y proporciona un marco claro para interpretar y aplicar ambas normativas. Este enfoque permite a los profesionales del sector entender cómo se relacionan los requisitos de cada norma y cómo se pueden aplicar en la práctica. Se hace hincapié en la necesidad de resolver la compatibilidad entre las normas europeas de producto, ejecución y control, y el Código Estructural, motivo por el cual se ha elaborado esta guía.
Además, se incluyen recomendaciones sobre el control de calidad y la ejecución del hormigón, haciendo hincapié en la importancia de establecer niveles de control adecuados durante la producción y colocación del material. La guía sugiere que el control de conformidad de la resistencia del hormigón se realice mediante métodos estadísticos, lo que permite evaluar con mayor precisión la calidad del material utilizado en las obras. Se menciona que el control de conformidad debe incluir la verificación de la resistencia, durabilidad y otras características exigidas en el pliego de prescripciones técnicas particulares.
Otro aspecto destacado es la clasificación del hormigón en función de su tipo y función estructural. La guía establece que es conveniente incluir una distinción en función del uso previsto del hormigón, diferenciando entre hormigón en masa, hormigón armado, hormigón pretensado y hormigón no estructural. Esta clasificación permite prever las características del material definidas en la especificación, lo que es esencial para garantizar la calidad y durabilidad del hormigón en las obras.
La guía también proporciona un análisis detallado de los requisitos adicionales que pueden incluirse en la especificación del hormigón, como el tipo de cemento, la temperatura del hormigón fresco y las características exigidas para resistir daños por ciclos de hielo-deshielo. Estos requisitos adicionales son importantes para garantizar que el hormigón se adapte a las condiciones específicas del entorno en el que se utilizará, lo que contribuirá a su durabilidad y rendimiento a largo plazo.
Recomendaciones prácticas
Para aplicar correctamente las especificaciones técnicas del hormigón, se recomienda que los estudiantes y los profesionales del sector se familiaricen con los Eurocódigos, el Código Estructural y la guía en cuestión. Se recomienda realizar capacitaciones periódicas sobre las normativas vigentes, ya que esto contribuirá a una mejor comprensión de los requisitos y a su correcta implementación en proyectos de construcción.
Asimismo, se sugiere establecer protocolos claros para el control de calidad del hormigón que incluyan la realización de ensayos de resistencia y durabilidad en diferentes etapas del proceso de producción y colocación. La documentación de estos ensayos debe ser rigurosa y accesible para facilitar la trazabilidad del material utilizado en las obras.
Es fundamental fomentar la colaboración entre todos los actores involucrados en el proceso constructivo, desde los diseñadores hasta los ejecutores, para garantizar que todos comprendan y apliquen adecuadamente las especificaciones técnicas del hormigón. La comunicación efectiva entre los equipos de trabajo puede ayudar a prevenir errores y garantizar el cumplimiento de los estándares de calidad establecidos.
Conclusión
La guía de especificaciones técnicas del hormigón proporciona un marco detallado y estructurado que facilita la aplicación de normativas europeas en el ámbito de la construcción en España. Su contenido técnico y práctico resulta muy útil para el alumnado y los profesionales del sector, ya que facilita la comprensión de los requisitos necesarios para garantizar la calidad y durabilidad del hormigón en las obras. La aplicación de las recomendaciones propuestas mejorará la práctica constructiva y garantizará el cumplimiento de las normativas vigentes.
A continuación, os paso la guía completa. Espero que os sea útil.
El Real Decreto 163/2019, de 22 de marzo, establece la Instrucción Técnica para el control de producción de los hormigones fabricados en central en España. Esta norma es una actualización de la regulación anterior debido a los avances técnicos y reglamentarios experimentados en la última década, especialmente tras la implementación del marcado CE para productos de construcción y la evolución de las normas europeas y nacionales relevantes.
El objetivo principal del decreto es garantizar la calidad, la seguridad y la sostenibilidad del hormigón utilizado en la construcción mediante un control exhaustivo de todas las fases del proceso de producción. Este control comienza con la verificación estricta de los materiales que componen el hormigón, como el cemento, los áridos, los aditivos y el agua. Cada uno de estos elementos debe cumplir especificaciones técnicas detalladas y estar sujeto a un seguimiento riguroso que incluye inspecciones, pruebas periódicas y auditorías de calidad.
La regulación establece criterios técnicos precisos para las instalaciones de producción, que deben contar con equipos de dosificación y amasado calibrados, sistemas de almacenamiento adecuados y protocolos de mantenimiento regular. Estos equipos deben garantizar una mezcla homogénea y cumplir con las especificaciones de calidad exigidas. Además, se requiere que cada central cuente con personal técnico altamente cualificado y debidamente certificado, encargado de supervisar cada etapa del proceso de fabricación y certificar la conformidad del producto final.
En el ámbito de la producción, el decreto detalla metodologías específicas para el control del hormigón fresco y endurecido. Esto incluye pruebas de consistencia, resistencia a la compresión, durabilidad y contenido de aire, entre otros parámetros esenciales. Los resultados de estos ensayos deben registrarse meticulosamente y conservarse durante al menos 12 años, lo que garantiza la trazabilidad de cada lote producido. Los registros deben contener información detallada sobre las materias primas utilizadas, las fechas de fabricación, los lotes de producción y los resultados de las pruebas realizadas.
La gestión documental es otro de los pilares fundamentales de la norma. Las plantas de producción deben mantener registros exhaustivos de todos los controles realizados, incluidos los albaranes de entrega, los certificados de calidad y los resultados de los ensayos. Estos documentos constituyen la base para demostrar el cumplimiento normativo durante auditorías e inspecciones. La documentación debe estar disponible para las autoridades competentes y organizarse de manera que se pueda acceder fácilmente a ella en cualquier momento.
En materia ambiental, la normativa establece requisitos específicos para minimizar el impacto ambiental de las actividades de las plantas de hormigón. Las empresas deben implementar sistemas de gestión de residuos, reducir emisiones contaminantes y fomentar el uso eficiente de los recursos naturales. Asimismo, deben adoptar prácticas sostenibles, como el reciclaje de materiales y la reducción del consumo energético durante el proceso de producción.
El control de calidad y la inspección externa son aspectos clave del decreto. Se exige que las plantas se sometan a auditorías exhaustivas realizadas por organismos de control acreditados con una frecuencia mínima de cada cuatro años. Estas auditorías incluyen la verificación de la conformidad técnica, la revisión de procesos y la certificación del cumplimiento de los estándares establecidos. Las plantas también pueden optar por obtener sellos de calidad reconocidos, que simplifican su proceso de certificación y fortalecen su imagen ante clientes y autoridades.
El decreto también contempla sanciones y medidas correctivas en caso de incumplimientos graves. Las autoridades competentes pueden ordenar la suspensión de actividades o la revocación de licencias a aquellas plantas que no cumplan con los requisitos.
En conclusión, el Real Decreto 163/2019 establece un marco técnico y reglamentario integral para garantizar que el hormigón utilizado en la construcción en España cumpla con los estándares de calidad, seguridad y sostenibilidad más exigentes. Su aplicación contribuye significativamente a mejorar la fiabilidad estructural de las edificaciones, proteger a los consumidores y fomentar una industria de la construcción más responsable y comprometida con el medio ambiente.
Os dejo a continuación un mapa mental sobre este Real Decreto.
A continuación os dejo el Real Decreto 163/2019 consolidado.
También tenéis aquí el documento de desarrollo y aplicación de la Instrucción Técnica para la realización del control de producción de los hormigones fabricados en central, aprobada por Real Decreto 163/2019, elaborado por ANEFHOP.
La construcción de estructuras de hormigón conlleva procesos técnicos complejos que requieren una planificación rigurosa y una ejecución meticulosa. Entre estos procesos, destacan la activación de la fuerza de pretensado y la inyección de armaduras, esenciales para mejorar el rendimiento estructural y la durabilidad. Este artículo aborda estos procedimientos y detalla principios teóricos, parámetros técnicos y normativas aplicables.
Tesado de armaduras activas
Armadura pasiva y vainas para el acero de postesado durante la construcción de un puente de sección cajón. De Störfix – Fotografía propia, CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=297005
El tesado de armaduras activas es el proceso mediante el cual se aplica una fuerza de pretensado al acero de refuerzo del hormigón. Esto aumenta la capacidad de carga, reduce las deformaciones y mejora la durabilidad de la estructura.
El proceso de tesado se basa en el principio de generar fuerzas internas en el acero que compensen las tensiones externas previstas durante la vida útil de la estructura. Al aplicar una fuerza controlada, el acero se somete a tracción y el hormigón a compresión, lo que mejora el comportamiento global del elemento estructural.
La operación de tesado deberá realizarse según un plan previamente establecido, teniendo en cuenta las recomendaciones del fabricante del sistema utilizado. Se deberá asegurar que el gato esté perpendicular y centrado sobre el anclaje y que la operación la lleve a cabo personal cualificado. El tesado debe realizarse de forma lenta y progresiva. Si se lleva a cabo en condiciones de bajas temperaturas, deberán tomarse precauciones especiales.
Si se rompe un elemento de la armadura, se podrá alcanzar la fuerza total de pretensado necesaria aumentando la tensión en los elementos restantes, sin exceder el 5 % del valor inicialmente previsto. En caso de que se pierda totalmente la fuerza de pretensado debido a la rotura de elementos irreemplazables de la armadura, la pérdida no podrá superar el 2 % de la fuerza de pretensado prevista en el proyecto.
La temperatura ambiente es un factor crítico. Debe evitarse el tesado a temperaturas inferiores a 5 °C, salvo que se implementen medidas específicas para compensar los efectos del frío, como el uso de equipos de calefacción en el área de trabajo. Además, el acero utilizado debe cumplir con normas internacionales como la EN 10080, que garantizan su calidad y resistencia.
La seguridad durante el tesado es un aspecto prioritario. Las medidas de seguridad incluyen protecciones detrás de los gatos y se prohibirá el paso entre dichas protecciones y el gato durante el izado. En las pretesas, es esencial colocar señales visibles que indiquen la carga máxima permitida para la que han sido proyectados los estribos de anclaje, así como delimitar las zonas de acceso restringido. Además, para evitar que las armaduras salten si se rompen durante el tesado, se deben utilizar placas horadadas, cubriéndolas o envolviéndolas. El tesado no se iniciará sin la autorización de la dirección de obra, que comprobará la idoneidad del programa de tesado y la resistencia del hormigón. Todo el proceso debe estar supervisado por personal técnico cualificado.
Armaduras pretesas
Hormigón pretensado en forma de viguetas. https://www.becosan.com/es/hormigon-pretensado/
Las armaduras pretesas se tensan antes del vertido del hormigón para garantizar que la fuerza se transfiera a la matriz del hormigón durante el fraguado. Este método se utiliza principalmente en la fabricación de elementos prefabricados, como vigas, losas y pilares.
El proceso de pretensado consiste en fijar los extremos de las armaduras en dispositivos de anclaje y aplicarles una fuerza controlada antes de verter el hormigón. Una vez que el hormigón alcanza la resistencia requerida, se libera la tensión de manera gradual, lo que permite que el hormigón absorba el esfuerzo de pretensado.
El programa de tesado deberá especificar el orden de tesado de las armaduras y, en su caso, las sucesivas etapas parciales de pretensado. También se deberá indicar la presión o fuerza que no debe sobrepasarse en los gatos, el valor de la carga de tesado en los anclajes y los alargamientos que deben obtenerse, teniendo en cuenta los movimientos originados por la penetración de la cuña. Además, se debe detallar el modo y la secuencia a seguir para liberar los tendones, así como la resistencia requerida del hormigón en el momento de la transferencia.
La adherencia de las armaduras activas al hormigón depende de la longitud de transmisión, necesaria para transferir al hormigón, por adherencia, la fuerza de pretensado introducida en las armaduras, y de la longitud de anclaje, que garantiza la resistencia del anclaje por adherencia hasta la rotura del acero. Estos factores dependen principalmente de tres elementos: el diámetro de la armadura, sus características superficiales y la resistencia del hormigón.
El destesado es la operación mediante la cual se transmite el esfuerzo de pretensado de las armaduras pretesas al hormigón, para lo cual se deben soltar de manera lenta, gradual y uniforme, sin sacudidas bruscas y de forma ordenada, con el fin de evitar asimetrías. Antes de iniciar esta operación, se verifica que el hormigón haya alcanzado la resistencia especificada, se eliminan obstáculos que impidan el movimiento de las piezas y se cortan las puntas de las armaduras que sobresalgan de las testas si van a quedar expuestas y no embebidas en el hormigón. El destesado prematuro representa un peligro debido a las pérdidas elevadas, mientras que el destesado brusco puede causar esfuerzos anormales, aumentar la longitud de transmisión y anclaje, y aumentar los riesgos de deslizamiento.
Armaduras postesas
Anclajes de hormigón postesado. https://www.becosan.com/es/hormigon-pretensado/
Las armaduras postesas se tensan una vez fraguado el hormigón, lo que permite una mayor flexibilidad en el diseño de estructuras complejas. Se utilizan comúnmente en grandes puentes, viaductos y edificios importantes.
Durante el proceso, los tendones se colocan dentro de vainas que atraviesan el hormigón. Una vez fraguado, se aplican fuerzas de pretensado mediante gatos hidráulicos y se fijan los extremos con cuñas especiales que aseguran la transferencia de cargas a largo plazo.
El programa de tesado deberá especificar expresamente la secuencia detallada de tesado de las armaduras, la presión o fuerza que debe desarrollarse en el gato, los alargamientos esperados y la máxima penetración de la cuña, así como el momento de retirada de las cimbras durante el tesado, si procede. También se deberá indicar la resistencia requerida del hormigón antes del tesado, el número, el tipo y la localización de los acopladores, así como la necesidad de protección temporal si el tesado se realiza en etapas sucesivas. El tesado no se iniciará sin la autorización de la dirección de obra, que comprobará la idoneidad del programa de tesado y la resistencia del hormigón. Cada etapa debe ejecutarse en condiciones de control estrictas, registrándose cada operación para su posterior verificación y trazabilidad.
La tensión máxima inicial admisible en las armaduras se limita con el fin de disminuir riesgos como la rotura o la corrosión. El valor máximo de la tensión en las armaduras antes de anclarlas no podrá exceder el menor de los siguientes valores: el 75 % de la carga unitaria máxima característica o el 90 % del límite elástico característico. De forma temporal, esta tensión podrá aumentarse hasta alcanzar uno de los siguientes valores: el 85 % de la carga unitaria máxima característica o el 95 % del límite elástico característico.
Proceso postesado. Fuente: Catálogo Stronghold
El proceso de tesado consta de varias fases secuenciales, cuidadosamente planificadas, para garantizar la correcta transferencia de la fuerza de pretensado. En primer lugar, se colocan y alinean los gatos hidráulicos frente a los anclajes, asegurándose de que queden perpendiculares y centrados para evitar desviaciones.
Una vez posicionados, se inicia el proceso de aplicación de fuerza de forma gradual y continua. La presión se incrementa en etapas controladas para evitar tensiones repentinas que puedan causar daños estructurales. Durante esta fase, se realiza un seguimiento constante de la presión y del alargamiento de las armaduras.
A medida que el acero se alarga, hay que verificar los anclajes y realizar ajustes si es necesario. El equipo técnico debe registrar cada paso, documentando las presiones aplicadas, los alargamientos medidos y los incidentes que puedan ocurrir durante el proceso.
Una vez alcanzada la fuerza especificada en el proyecto, se fijan definitivamente las armaduras mediante cuñas mecánicas o dispositivos de anclaje hidráulico. De este modo, se asegura que el acero mantenga la tensión aplicada incluso después de retirar los equipos de tesado.
Por último, se llevan a cabo inspecciones visuales y técnicas para confirmar que el proceso de tesado se ha realizado correctamente. Cualquier anomalía detectada debe corregirse antes de pasar a la siguiente fase de construcción.
El control del tesado implica medir simultáneamente el esfuerzo ejercido por el gato y el alargamiento de la armadura, con una precisión de ±2 % del recorrido total. Se debe garantizar que la fuerza de pretensado se mantenga dentro de ±5 % del valor de proyecto y que los alargamientos sean de ±15 % para un tendón particular y de ±5 % para la suma de todos los valores en la misma sección. Para facilitar el control, se utilizará una tabla de tesado que incluirá los datos del programa, la identificación de los tendones, los resultados del tesado y los incidentes. Los datos recopilados deben documentarse con todo detalle, incluyendo las desviaciones y las correcciones realizadas.
El retesado de armaduras postesas se define como cualquier operación de tesado efectuada sobre un tendón después de su tesado inicial. Este procedimiento solo está justificado si es necesario para uniformar las tensiones de los diferentes tendones de un mismo elemento o si está previsto en el programa el tesado en etapas sucesivas. No se debe realizar un retesado con el único objetivo de disminuir las pérdidas diferidas de tensión, salvo en circunstancias especiales.
Antes de proceder con el retesado, se realiza una evaluación exhaustiva de la estructura para determinar si es necesario realizarla. El procedimiento debe ajustarse al programa de tesado original y a las condiciones actuales del proyecto. Las presiones aplicadas durante el retesado deben controlarse con cuidado para evitar daños en los elementos estructurales.
Además, es fundamental recalibrar los equipos de tesado antes de iniciar esta operación para garantizar que los valores aplicados sean precisos. Una vez finalizado, deben realizarse nuevas inspecciones y pruebas de carga para verificar la efectividad del proceso.
Inyección de armaduras
La inyección de lechada es fundamental para proteger las armaduras de pretensado contra la corrosión y garantizar su adherencia al hormigón. Este proceso consiste en llenar los conductos que albergan los tendones con una mezcla diseñada para resistir agresiones químicas y ambientales. Debe realizarse lo antes posible tras el tesado.
La preparación de la mezcla de inyección es una etapa clave para garantizar el correcto funcionamiento del sistema de pretensado. La lechada es una mezcla cuidadosamente dosificada de cemento, agua y aditivos específicos. La proporción de estos componentes se calcula en función de factores como la temperatura ambiente, el tipo de estructura y las condiciones específicas del lugar de construcción.
El proceso de mezclado debe realizarse con equipos mecánicos especializados que aseguren una mezcla homogénea y libre de grumos. El tiempo de mezclado oscila entre 2 y 4 minutos, aunque puede prolongarse si se utilizan aditivos retardadores, en caso de prever un tiempo de más de 30 minutos antes de la inyección.
La relación agua-cemento debe mantenerse dentro de márgenes estrictos, generalmente entre 0,4 y 0,5, para garantizar una consistencia coloidal que facilite el flujo de la lechada a través de los conductos. Además, es indispensable realizar pruebas preliminares para verificar la fluidez, la resistencia inicial y la adherencia.
La temperatura de la mezcla no debe exceder los 30 °C para evitar fraguados prematuros. Si se anticipa una demora en el proceso de inyección, se pueden incorporar aditivos estabilizantes que prolonguen la trabajabilidad de la lechada sin afectar a sus propiedades mecánicas.
Finalmente, antes de proceder con la inyección, se debe inspeccionar visual y técnicamente el equipo de mezclado para garantizar su correcto funcionamiento y evitar contaminaciones o errores en la dosificación.
La ejecución de la inyección requiere una planificación detallada que tenga en cuenta las condiciones del proyecto y las especificaciones técnicas establecidas. El programa de inyección debe contener, al menos, las características de la lechada (tiempos), las del equipo de inyección, la limpieza de los conductos, la secuencia de operaciones y los ensayos a realizar, las probetas para los ensayos, el volumen de lechada a preparar y la previsión de incidentes, entre otros aspectos. Se deben utilizar equipos de inyección calibrados para garantizar la aplicación continua y uniforme de la lechada.
La ejecución de la inyección de armaduras postesas requiere comprobar previamente las siguientes condiciones: el equipo de inyección, la bomba de inyección auxiliar, el suministro permanente de agua a presión y aire comprimido, el exceso de materiales para el amasado del producto de inyección, las vainas libres de materiales perjudiciales, los conductos a inyectar preparados e identificados y los ensayos de control de la lechada preparados.
El proceso comienza con la conexión segura del equipo de inyección a los conductos. La inyección debe realizarse bajo las siguientes condiciones: la longitud máxima de inyección no debe superar los 120 m y, en tiempo frío, se debe asegurar de que no haya hielo en los conductos, inyectando agua caliente si es necesario. Queda prohibido efectuar la inyección con aire comprimido. La inyección debe ser continua e ininterrumpida, con una velocidad de avance constante entre 5 y 15 m/min, y debe realizarse desde puntos bajos para garantizar un llenado completo y evitar bolsas de aire. El proceso finaliza cuando la lechada comienza a rebosar por los puntos de purga con la misma consistencia que la mezcla inicial. Una vez finalizada la operación, se obstruyen herméticamente los orificios de purga para evitar la entrada de aire o humedad que pueda afectar a la durabilidad de la estructura. La presión de inyección se ajusta cuidadosamente para garantizar una distribución uniforme del material y minimizar el riesgo de rotura de los conductos.
La inspección de la inyección debe incluir la elaboración de un informe para cada inyección, en el que se anoten las características del producto, la temperatura ambiente en el momento de la inyección, el tipo de cemento utilizado, el aditivo incorporado a la mezcla (si corresponde) y su dosificación, la relación agua/cemento elegida, el tipo de mezclador, la duración del mezclado y las probetas fabricadas para controlar las condiciones relativas a los productos de inyección. Estos informes deben archivarse como parte de los registros permanentes de la obra.
La seguridad durante la inyección debe extremarse. El personal involucrado debe recibir capacitación específica en técnicas de inyección y en procedimientos de seguridad. Es obligatorio el uso de equipos de protección individual, como guantes, gafas y cascos, especialmente en áreas donde exista riesgo de contacto con productos químicos. Está prohibido que los operarios miren a través de los tubos o de los rebosaderos.
Durante la inyección, debe establecerse un perímetro de seguridad en torno a la zona de trabajo para prevenir accidentes. Además, es imprescindible realizar inspecciones visuales y técnicas en tiempo real para detectar posibles fugas, obstrucciones o anomalías en la aplicación.
Por último, una auditoría posterior a la inyección debe verificar que todos los conductos se han llenado correctamente y que las purgas se han realizado conforme a los estándares. Este control garantiza que el sistema de pretensado funcione de manera óptima y se mantenga con el paso del tiempo.
Consideraciones normativas
Las operaciones relacionadas con el pretensado y la inyección deben cumplir con estándares técnicos específicos que garanticen la seguridad, la durabilidad y la funcionalidad de las estructuras construidas. La normativa europea EN 13391 regula los dispositivos de anclaje utilizados en el pretensado y especifica los requisitos de diseño, de resistencia y los métodos de prueba.
El Código Estructural establece pautas detalladas para el diseño y la ejecución de elementos pretensados, incluidos los procedimientos de tesado, inyección y control de calidad. También exige que cada etapa del proceso esté documentada y supervisada por profesionales acreditados.
En proyectos internacionales, normas como la ACI 318 (American Concrete Institute) establecen criterios adicionales para el cálculo estructural y la verificación de los materiales. El cumplimiento de estas normativas garantiza la integridad estructural, la capacidad portante y la resistencia a condiciones adversas durante la vida útil de la estructura.
Además, los reglamentos de seguridad laboral exigen que los operarios estén certificados y se implementen medidas de protección para evitar accidentes. El seguimiento estricto de estas disposiciones permite minimizar riesgos y garantizar el éxito del proyecto desde la fase inicial hasta la finalización.
Conclusión
La activación de la fuerza de pretensado y la inyección en construcciones de hormigón son procesos técnicos esenciales. Si se siguen procedimientos detallados, normas específicas y controles de calidad rigurosos, su correcta aplicación garantiza estructuras seguras y duraderas.
Dejo a continuación unos vídeos que, espero, os resulten interesantes.
A continuación, os dejo una presentación de Luis Cosano, del departamento técnico de Freyssinet, S.A. Espero que os sea de interés.
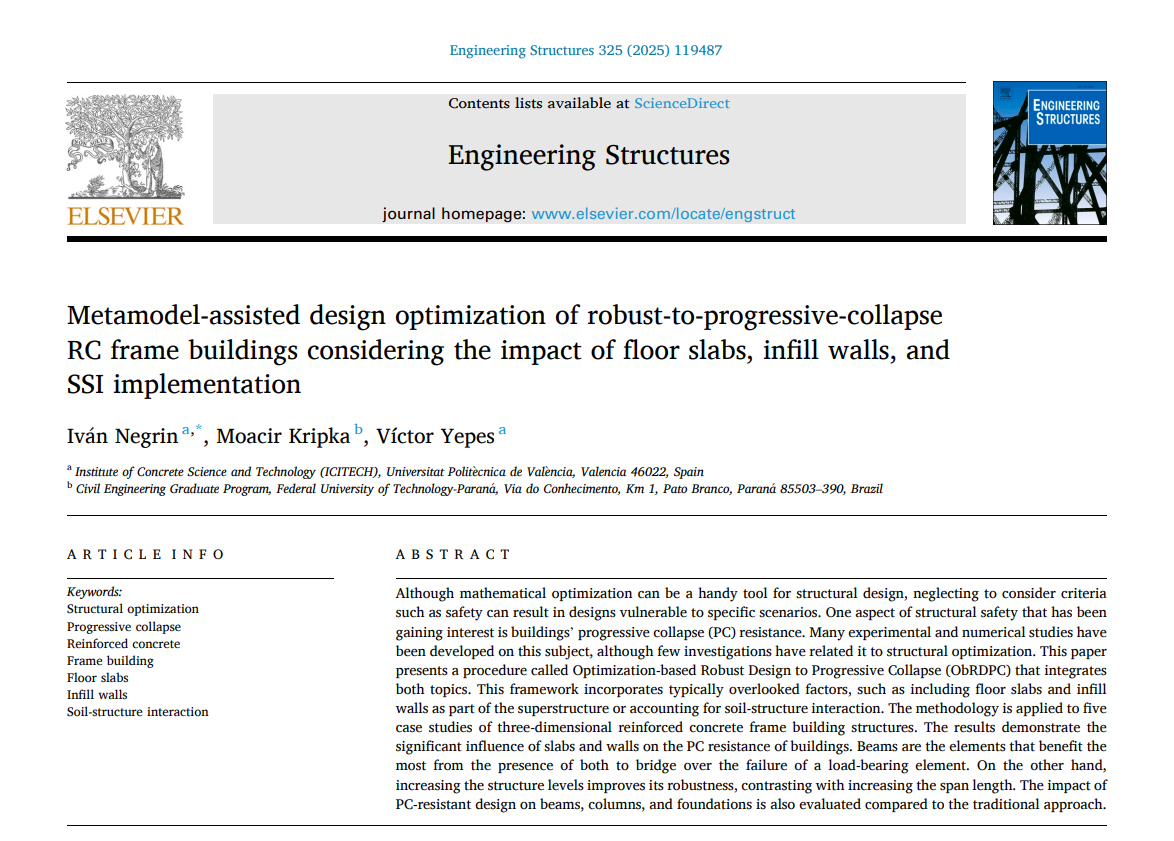
El diseño estructural de los edificios plantea importantes retos para garantizar su seguridad y sostenibilidad. El colapso progresivo, provocado por eventos extremos como terremotos o explosiones, puede ocasionar daños catastróficos. Para reducir este riesgo, se propone una metodología de diseño apoyada en metamodelos que combina optimización estructural y criterios de seguridad, y que tiene en cuenta elementos que a menudo se pasan por alto, como los forjados, las pantallas de arriostramiento y la interacción suelo-estructura (SSI, por sus siglas en inglés).
El trabajo se enmarca dentro del proyecto de investigación RESILIFE que dirijo como investigador principal en la Universitat Politècnica de València. También es fruto de la colaboración con investigadores de Brasil y Cuba.
Metodología
Descripción del problema
Se estudiaron cinco edificios de pórticos de hormigón armado con diferentes configuraciones de plantas y luces. Las estructuras incluyen vigas, columnas, forjados y pantallas de arriostramiento. Además, se incorporó el diseño optimizado de cimentaciones, considerando la interacción con el suelo mediante modelos de elasticidad lineal. Las dimensiones de los elementos estructurales se ajustaron siguiendo las normas internacionales de diseño y se consideraron distintas combinaciones de carga para evaluar escenarios críticos.
Se realizaron simulaciones numéricas avanzadas que tuvieron en cuenta escenarios de carga extremos, incluyendo la pérdida de columnas críticas en diversas posiciones. En el análisis se tuvieron en cuenta factores de seguridad, límites de servicio y fallos estructurales para determinar los diseños óptimos. También se tuvieron en cuenta criterios de sostenibilidad y se midieron las emisiones de CO₂ asociadas a cada solución.
Optimización basada en un diseño robusto frente al colapso progresivo (ObRDPC)
La metodología ObRDPC se centra en minimizar las emisiones de CO₂ como función objetivo, garantizando simultáneamente la robustez estructural mediante restricciones de seguridad. Para evaluar el colapso progresivo y simular la pérdida de columnas críticas, así como analizar la redistribución de cargas, se empleó el método de camino alternativo (AP). La metodología incluye la verificación de estados límite últimos y de servicio, lo que garantiza el cumplimiento de los requisitos normativos.
El proceso de optimización incluye la definición precisa de las variables de diseño, como las dimensiones de las vigas, columnas y cimentaciones, así como el tipo de hormigón utilizado. Para maximizar la eficiencia estructural y minimizar los costos ambientales, se aplican técnicas de programación matemática.
Modelización de forjados y pantallas de arriostramiento
Forjados: se modelaron como elementos tipo placa de 12 cm de espesor y se conectaron a las vigas mediante nodos rígidos para asegurar la continuidad estructural. Se realizó una discretización adecuada para representar su comportamiento realista ante cargas verticales y horizontales. El análisis incluyó el comportamiento a flexión, los efectos de cargas concentradas y la interacción con los elementos perimetrales. Se consideraron diferentes configuraciones de refuerzo para maximizar la resistencia y minimizar las deformaciones.
Pantallas de arriostramiento: representadas mediante diagonales equivalentes elásticas, según las especificaciones normativas. Se definieron sus propiedades mecánicas mediante modelos experimentales previos, incluyendo el módulo de elasticidad y la resistencia a compresión. Se estudiaron distintos tipos de mampostería y su influencia en la resistencia general. Las pantallas de arriostramiento también se evaluaron como elementos activos en la redistribución de cargas después de eventos que provocan la pérdida de soporte, lo que mejora la estabilidad global del sistema estructural.
Interacción suelo-estructura (SSI)
Se consideró el asentamiento diferencial de las cimentaciones mediante coeficientes de rigidez calculados según modelos elásticos. El suelo se modeló como un medio elástico semiespacial. En el análisis se incluyó la interacción entre la superestructura y el terreno para capturar los efectos de asentamientos desiguales y su impacto en el estado de esfuerzos y deformaciones.
En el análisis se tuvieron en cuenta diferentes tipos de suelos, desde arcillas de baja resistencia hasta suelos granulares compactados. Se realizaron estudios paramétricos para evaluar la sensibilidad del sistema a variaciones en la rigidez del terreno y el módulo de elasticidad del hormigón.
Cinco estudios de casos que consideran la modelización de cimientos, forjados y pantallas de arriostramiento.
Optimización asistida por metamodelos
Se utilizaron técnicas avanzadas de optimización asistida por metamodelos para reducir la carga computacional. El proceso incluyó un muestreo inicial mediante muestreo hipercúbico latino para cubrir eficientemente el espacio de diseño, seguido de la construcción del metamodelo a través de técnicas de interpolación Kriging para aproximar las respuestas estructurales, evaluando múltiples configuraciones para garantizar la precisión. Posteriormente, se aplicó una optimización global utilizando algoritmos evolutivos, como la Biogeography-based Optimization (BBO), para explorar soluciones factibles y un método iterativo para refinar las soluciones y garantizar su viabilidad en condiciones críticas.
Resultados
Impacto de forjados y pantallas de arriostramiento
La inclusión de forjados y pantallas de arriostramiento mejoró significativamente la redistribución de cargas y la resistencia al colapso progresivo. El análisis mostró una reducción del 11 % en el impacto ambiental para diseños resistentes al colapso, en comparación con modelos que solo consideran vigas y columnas.
Se observó una mejora notable en la capacidad de redistribución de cargas después de la pérdida de columnas críticas. Las pantallas de arriostramiento actuaron como elementos resistentes adicionales, mitigando fallos en los elementos primarios y reduciendo los desplazamientos globales.
Comparación de enfoques de diseño
Se observó que aumentar el número de niveles incrementa la robustez estructural debido a la mayor redundancia de elementos. Sin embargo, el incremento de la longitud de las luces de las vigas reduce esta capacidad, por lo que es necesario utilizar secciones más robustas y aplicar mayores refuerzos.
Los modelos con luces de 8 m presentaron un aumento del 50 % en las emisiones de CO₂ cuando no se incluyeron forjados ni pantallas de arriostramiento. Al incorporarlos, se consiguió reducir este incremento a la mitad.
Recomendaciones prácticas para el diseño estructural
Incluir forjados y pantallas de arriostramiento: Su integración mejora significativamente la resistencia al colapso progresivo, particularmente en edificios con luces amplias.
Optimizar secciones estructurales: Diseñar secciones de vigas y columnas equilibrando rigidez y eficiencia económica.
Evaluar diferentes tipos de cimentaciones: Incorporar análisis de interacción suelo-estructura para definir bases óptimas.
Aplicar análisis paramétricos: Evaluar la sensibilidad de los diseños a variaciones en la resistencia del hormigón y las condiciones geotécnicas.
Considerar combinaciones de carga extremas: Simular múltiples fallos para garantizar diseños robustos y seguros.
Conclusión
La optimización basada en un diseño robusto frente al colapso progresivo (ObRDPC) permite diseñar estructuras resistentes al colapso progresivo con menor impacto medioambiental. El uso de metamodelos y la consideración de forjados, pantallas de arriostramiento y la interacción suelo-estructura mejoran significativamente la seguridad estructural y la sostenibilidad del diseño. Se recomienda ampliar esta investigación a otros tipos de estructuras y condiciones geotécnicas complejas para validar y perfeccionar la metodología propuesta.
Innovación y optimización en el diseño estructural: losas aligeradas con análisis multivariante
La construcción moderna está en constante evolución para superar los retos asociados al alto consumo de materiales, la sostenibilidad ambiental y los costes elevados. En este contexto, las losas aligeradas con esferas o discos plásticos presurizados se presentan como una solución estructural innovadora que combina eficiencia, sostenibilidad y funcionalidad. Este artículo detalla, basándose en el análisis exhaustivo del documento presentado, cómo la metodología de análisis multivariante permite dimensionar con precisión este tipo de losas, optimizando recursos y reduciendo el impacto ambiental.
El trabajo se enmarca dentro de los proyectos de investigación HYDELIFE y RESILIFE que dirijo como investigador principal en la Universitat Politècnica de València.
Losas de hormigón armado sin vigas, aligeradas con esferas o discos plásticos. https://www.prenovaglobal.com/index.php/es/losas-sin-vigas-con-esferas-o-discos/
Introducción a las losas aligeradas
Las losas de hormigón armado son elementos clave en cualquier edificación, diseñadas para soportar cargas verticales y transferirlas a los soportes principales. Sin embargo, su peso propio plantea un desafío técnico y económico, especialmente cuando hay grandes luces entre apoyos, ya que se necesitan más materiales y refuerzos, lo que aumenta los costos y el impacto ambiental.
El concepto de losas aligeradas
Este sistema estructural combina los Métodos Modernos de Construcción (MMC) con la sostenibilidad ambiental e integra aligeradores huecos de materiales reciclados, como discos o esferas plásticas presurizadas, en el núcleo de las losas. Estas estructuras reducen el peso propio, optimizan las cargas transmitidas y permiten utilizar menos hormigón y acero sin comprometer la resistencia estructural.
Innovación técnica: metodología para el dimensionamiento
Base del estudio
La metodología presentada analiza 67 edificios construidos con losas aligeradas y registra 75 observaciones de forjados. Estos datos se procesaron mediante análisis estadístico y modelos de regresión multivariante, lo que permitió desarrollar ecuaciones predictivas altamente precisas para calcular el espesor de las losas en función de sus características estructurales.
Variables clave
Luz principal (L): Distancia entre los apoyos principales.
Espesor de la losa (E): Variable dependiente del modelo.
Altura del disco o diámetro de la esfera (H): Elemento aligerante.
Sobrecarga (Q): Definida por el uso del edificio.
Superficie construida: Influye en la carga total transferida.
Número de plantas: Relacionado con la distribución de cargas.
Resultados del análisis
El estudio identificó una fuerte correlación entre estas variables, especialmente entre el espesor de la losa y la luz entre apoyos. Esto permitió formular una ecuación que explica hasta el 98,34 % de la variabilidad del espesor de las losas aligeradas.
Ecuación ajustada del modelo final:
Aspectos destacados:
La relación cuadrática entre la luz y el espesor refleja la carga que predomina en la sección.
La altura del disco aligerante influye directamente en el diseño, que está condicionada por los espesores comerciales disponibles.
Validación estadística
Se realizaron pruebas de normalidad (Shapiro-Wilk y Kolmogorov-Smirnov) y análisis de residuos. Los residuos siguieron una distribución normal, confirmando la robustez y validez del modelo propuesto.
Criterios de diseño
Para luces mayores de 7,2 m o sobrecargas superiores a 2 kN/m², el modelo proporciona cálculos más precisos que las reglas tradicionales.
Se recomienda utilizar este modelo como guía inicial para seleccionar el tamaño adecuado de los aligeradores.
Beneficios económicos y ambientales
El uso de losas aligeradas supone una mejora sustancial en términos de costes y sostenibilidad:
Ahorro de materiales
Se ha reducido el consumo de hormigón hasta en un 30 %, lo que equivale a 1000 m³ menos por cada 10 000 m² de losas construidas.
Disminución del uso de acero en un 20 %, lo que optimiza los refuerzos y las cimentaciones.
Impacto ambiental
Reducción de emisiones de CO₂: por cada 10 000 m² de losas, se evita la emisión de 220 toneladas de CO₂.
Uso de materiales reciclados para los aligeradores, lo que promueve la economía circular.
Se consume menos agua y energía durante la construcción.
Optimización de costes
Las estructuras más ligeras reducen la demanda de cimentaciones y elementos de soporte.
Se necesita menos cimbrado y los tiempos de construcción son más cortos.
Aumento de la eficiencia global del proyecto.
Aplicaciones y comparativas estructurales
Las losas aligeradas son particularmente útiles en edificios residenciales, comerciales e industriales donde se requieren luces amplias (de 5 a 16 m). Su flexibilidad y adaptabilidad permiten su uso en una amplia variedad de aplicaciones.
Comparación con losas macizas
Peso y carga:
Las losas aligeradas reducen el peso propio hasta en un 30 %.
Al transferir menos cargas a los pilares y cimentaciones, se reduce el riesgo de daños.
Resistencia estructural:
Ofrece una resistencia a la flexión y al punzonamiento comparable a la de las losas macizas.
Incorporación de zonas macizas alrededor de los pilares para mejorar la capacidad cortante.
Flexibilidad en el diseño:
Permite mayores luces y diseños arquitectónicos más libres.
Facilita la apertura de huecos para instalaciones o reformas en el futuro.
Desafíos y perspectivas futuras
Aunque este sistema presenta numerosos beneficios, aún enfrenta ciertos retos que deben abordarse:
Estandarización del diseño:
Es necesario desarrollar normas que regulen el uso de aligeradores en distintos contextos.
Hay que incorporar criterios adicionales, como la resistencia al fuego y la durabilidad, en los modelos de diseño.
Optimización del sistema:
Explorar nuevos materiales reciclados para mejorar la sostenibilidad del sistema.
Desarrollar herramientas digitales basadas en dicho modelo para facilitar su aplicación.
Estudios comparativos ampliados:
Evaluar el rendimiento de las losas aligeradas frente a sistemas tradicionales, como los forjados reticulares.
Realizar un análisis del ciclo de vida completo que tenga en cuenta el impacto económico, ambiental y social.
Conclusiones
Este estudio ofrece una herramienta innovadora para el dimensionamiento eficiente de losas aligeradas, basada en el análisis multivariante y en criterios estadísticos rigurosos. Estas estructuras no solo optimizan el uso de materiales, sino que también reducen el impacto ambiental y fomentan la sostenibilidad en la construcción.
Con un enfoque que combina diseño avanzado, ahorro de recursos y flexibilidad arquitectónica, las losas aligeradas están transformando la forma de construir edificios modernos. A medida que se perfeccionen los modelos y se amplíen sus aplicaciones, este sistema se perfilará como una solución fundamental para construir un futuro más sostenible y eficiente.
Os dejo la presentación que se hizo en el congreso:
Como está publicado en abierto, os dejo la comunicación completa a continuación:
Figura 1. Viga postesada. https://prodac.pe/edificaciones/soluciones-para-la-industria-de-prefabricados/alambre-pretensado/
El pretensado es una técnica que aumenta la capacidad de resistencia del hormigón a cargas al someterlo previamente a esfuerzos de compresión. Esta técnica crea una resistencia adicional a los esfuerzos de tracción, lo que permite construir estructuras más resistentes y duraderas. Se utiliza ampliamente en la construcción de puentes, vigas, losas y otros elementos sometidos a cargas significativas, tanto en estructuras prefabricadas como en construcciones in situ.
En esencia, el sistema de pretensado consiste en instalar y tensar armaduras activas, como cables, alambres o cordones de acero de alta resistencia, dentro del hormigón antes de que este se someta a las cargas de servicio. Al tensar estas armaduras, se generan fuerzas internas que comprimen el hormigón y contrarrestan las fuerzas externas a las que estará sometido. De esta manera, el hormigón precomprimido es más eficaz para soportar tensiones, lo que previene problemas como las fisuras y mejora la estabilidad de la estructura.
El proceso comienza con la elección de las armaduras activas y el almacenamiento adecuado del acero para protegerlo de la corrosión y la contaminación. A continuación, se colocan y tesan las armaduras, para lo cual se utilizan equipos especializados, como enfiladoras, gatos hidráulicos y centrales de presión. Estos equipos permiten tensar las armaduras de forma controlada y precisa, asegurando que se alcancen los niveles de tensión adecuados según el diseño estructural.
Los anclajes cumplen una función fundamental, ya que fijan los extremos de las armaduras tensadas al hormigón y aseguran la transmisión de las fuerzas de compresión. Existen dos tipos de anclajes: activos o móviles, que se colocan en el extremo de tensado, y pasivos o fijos, situados en el extremo opuesto. Los empalmes permiten extender los tendones cuando la estructura lo requiere y garantizan la continuidad y la alineación. Por su parte, los conectadores permiten aplicar tensión en puntos intermedios de tendones cerrados o de acceso limitado.
Las vainas son otros componentes esenciales del sistema, ya que alojan los tendones en el hormigón y permiten inyectar adecuadamente materiales adherentes o protectores. Los productos de inyección, como lechadas de cemento para sistemas adherentes, betunes y grasas para sistemas no adherentes, protegen los tendones contra la corrosión y aumentan la adherencia en los sistemas adherentes. Esto es esencial para garantizar la durabilidad y la eficacia del pretensado.
El sistema de pretensado es muy eficiente, pero requiere precisión en su ejecución y un control estricto de la calidad, ya que cualquier fallo en el tensado o en los materiales puede afectar a la integridad estructural del proyecto. Si se implementa adecuadamente, el pretensado permite construir estructuras seguras y resistentes que maximizan las ventajas del hormigón y lo convierten en un material adecuado para una amplia gama de aplicaciones de ingeniería.
Introducción a los sistemas de pretensado
El pretensado es una técnica avanzada de construcción que consiste en aplicar esfuerzos de compresión al hormigón antes de que el elemento estructural soporte su carga de servicio, con el fin de mejorar su resistencia. En este método, se induce una compresión interna en el hormigón, lo que permite que la estructura soporte mejor los esfuerzos de tracción y aumente su capacidad de resistir cargas elevadas y deformaciones excesivas. Este sistema, ampliamente utilizado en proyectos de construcción como puentes, edificios de gran altura, cubiertas y elementos prefabricados, se basa en armaduras activas, normalmente de acero, que se tensan y se anclan en el interior de la estructura para transmitir la fuerza de compresión al hormigón.
En este artículo se describen en detalle los distintos elementos y equipos que intervienen en los sistemas de pretensado. Cada componente, desde los tendones y los anclajes hasta las vainas y los equipos de tesado, cumple una función específica en el éxito del sistema de pretensado y en la calidad final de la estructura de hormigón.
1. Armaduras activas: suministro y almacenamiento
Las armaduras activas son el componente principal del sistema de pretensado y están fabricadas principalmente en acero de alta resistencia. Estas armaduras se tensan previamente para introducir esfuerzos de compresión en el hormigón, lo que aumenta su capacidad para soportar tracciones sin agrietarse ni presentar otras deformaciones no deseadas.
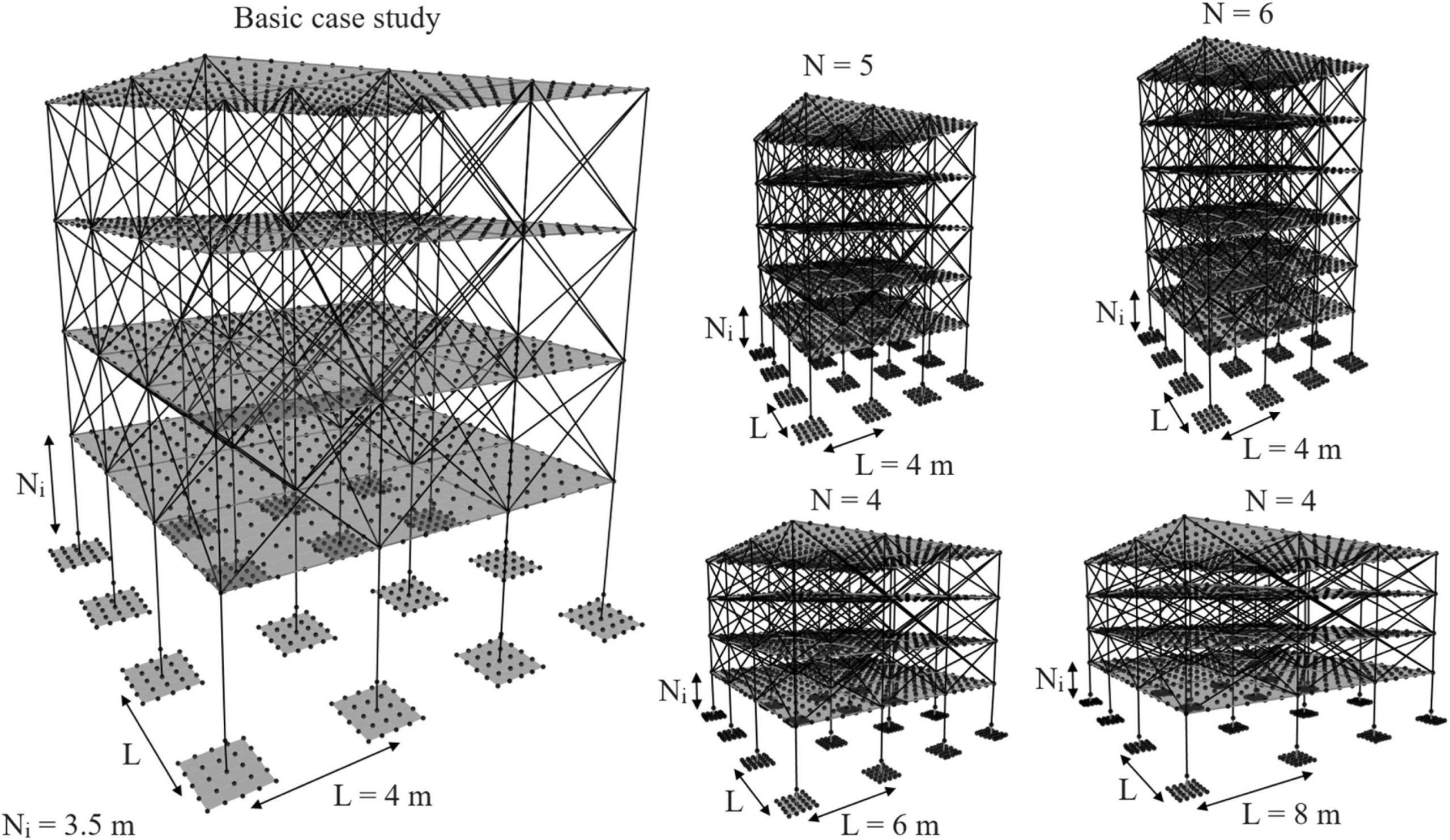
1.1 Tipos de armaduras activas
Alambres: suelen entregarse en rollos y su diámetro de bobinado no debe ser inferior a 250 veces el diámetro del alambre para evitar deformaciones.
Barras: se entregan en tramos rectos, lo que garantiza su resistencia y evita daños durante el transporte.
Cordones: existen cordones de 2, 3 o 7 alambres que se utilizan según el diseño estructural y los requisitos de carga. Los cordones de 2 o 3 alambres se entregan en rollos con un diámetro mínimo de 600 mm, mientras que los de 7 alambres se suministran en bobinas o carretes con un diámetro interior de 750 mm o mayor.
Figura 2. Tipos de armaduras activas en los sistemas de pretensado
Figura 3. Unidades de anclaje de 3 y 5 cordones en forjado postesado. http://www.freyssinet.es/freyssinet/wfreyssinetsa_sp.nsf/sb/soluciones.construccion..pretensado-(cordones)
1.2 Requerimientos de suministro
Para que las armaduras activas conserven sus propiedades mecánicas y se mantengan protegidas frente a factores externos, deben almacenarse y transportarse siguiendo medidas específicas. El acero debe protegerse de la humedad y de la contaminación por polvo, grasas y otros agentes que puedan alterar su comportamiento estructural.
1.3 Almacenamiento de armaduras activas
El almacenamiento de las armaduras es esencial para garantizar su durabilidad y su correcto funcionamiento en la obra. Las principales recomendaciones son las siguientes:
Ventilación adecuada: las armaduras deben almacenarse en locales bien ventilados, lejos de la humedad del suelo y de las paredes.
Clasificación y limpieza: es importante que las armaduras estén libres de grasa, aceite, polvo u otras materias que puedan afectar a su adherencia. También deben clasificarse por tipo y por lote.
Inspección de la superficie: antes de ser utilizadas, las armaduras deben inspeccionarse para detectar cualquier deterioro superficial y garantizar que cumplen las condiciones de uso.
2. Sistemas de pretensado: componentes y función de los elementos
Un sistema de pretensado es un conjunto de elementos estructurales y dispositivos especializados diseñados para aplicar y mantener la tensión en las armaduras activas y transmitirla de forma segura y eficiente al hormigón.
2.1 Componentes principales del sistema de pretensado
Los principales elementos del sistema de pretensado son los anclajes, los empalmes, los conectores y las vainas. Estos componentes cumplen funciones específicas, como asegurar los tendones, extender su longitud o permitir la transmisión uniforme de fuerzas.
Los anclajes son dispositivos esenciales en los sistemas de pretensado, ya que aseguran los tendones y transmiten las fuerzas de tensión al hormigón. Existen dos tipos principales de anclajes: el anclaje activo o móvil, situado en el extremo del tendón por donde se aplica la tensión, y el anclaje pasivo o fijo, situado en el extremo opuesto del tendón, donde no se aplica tensión. Este tipo de anclaje permite que los cables de acero se tensen según el diseño estructural y soporten las fuerzas aplicadas. El otro tipo de anclaje es el pasivo o fijo, situado en el extremo opuesto del tendón, donde no se aplica tensión. Este anclaje asegura la estabilidad del tendón y permite que el esfuerzo de compresión se transmita eficazmente al hormigón. Dentro de estos tipos, destacan varios modelos de anclaje adaptados a diferentes necesidades y geometrías, como los anclajes activos tipo L y los anclajes pasivos tipo S, que se emplean en vigas y elementos lineales. Cada anclaje está diseñado para resistir esfuerzos específicos y garantizar una adecuada transmisión de fuerzas al hormigón.
Los empalmes son elementos que dan continuidad a los tendones cuando estos requieren extensiones adicionales debido al tamaño del proyecto o al método de construcción. Los empalmes se clasifican en: empalme fijo, que mantiene los tendones en posición fija y asegura su continuidad sin movimientos adicionales, y empalme móvil, que permite cierta movilidad a los tendones, facilita el alineado de las armaduras y reduce los esfuerzos durante el tensado. Ambos tipos de empalme son esenciales para estructuras de grandes dimensiones y en casos en que el tendón debe dividirse en varias secciones.
Los conectadores permiten aplicar tensión en puntos intermedios o en elementos cerrados (como tuberías o silos) a los que resulta difícil acceder por sus extremos. Estos conectadores proporcionan puntos adicionales de anclaje en estructuras grandes o con geometrías complejas y aseguran la transferencia uniforme de las fuerzas.
Figura 4. Selección del tipo de anclaje o conector a utilizar en el hormigón pretensado
2.2 Elementos de aseguramiento y distribución
También existen elementos auxiliares que colaboran en la distribución uniforme de las fuerzas y la fijación de las armaduras activas en el sistema de pretensado:
Cuñas: estas piezas metálicas fijan los extremos de las armaduras activas a las placas de anclaje.
Placas de anclaje: placas perforadas de forma cónica en las que se alojan las cuñas, lo que permite sujetar el tendón de manera efectiva.
Placas de reparto: dispositivos situados entre la placa de anclaje y el hormigón que distribuyen las fuerzas en la zona de contacto y evitan sobrecargas.
Trompetas de empalme: estas piezas, troncocónicas o cónicas, enlazan las placas de anclaje con las vainas y facilitan la transferencia de tensiones en las armaduras activas.
Figura 5. Placa de anclaje. https://commons.wikimedia.org/w/index.php?curid=296999
3. Vainas y accesorios
Las vainas son conductos de pretensado que albergan los tendones. Estos conductos pueden fabricarse en metal, plástico u otros materiales y son esenciales para proteger y guiar las armaduras postesas en el interior del hormigón, evitando así el contacto directo con el hormigón y facilitando el proceso de inyección.
3.1 Vainas metálicas
Las vainas metálicas son las más comunes, especialmente por su resistencia al aplastamiento y su capacidad para soportar el peso del hormigón fresco. Además, la superficie corrugada de las vainas mejora la adherencia al hormigón y la rigidez estructural de las vainas. Las características principales de las vainas metálicas son las siguientes:
Resistencia mecánica: deben ser lo suficientemente robustas como para soportar el peso y la presión del hormigón fresco sin deformarse.
Estanqueidad: las vainas deben ser herméticas para evitar la infiltración de agua o la lechada de cemento en su interior y mantener las armaduras activas protegidas.
Diámetro adecuado: el diámetro interno de la vaina debe ser el apropiado para permitir una inyección eficaz del producto y asegurar una cobertura uniforme alrededor de los tendones.
3.2 Otros accesorios en vainas
Separadores: piezas que ayudan a distribuir las armaduras activas dentro de las vainas y aseguran una distancia y una alineación uniformes.
Tubo matriz: tubo flexible, generalmente de polietileno, que se coloca dentro de la vaina para suavizar el trazado y evitar tensiones no deseadas en las armaduras.
3.3 Tubos de purga
Los tubos de purga o respiraderos son pequeñas piezas que se colocan en los puntos altos y bajos del trazado de las vainas. Estos tubos permiten la evacuación del aire y del agua durante el proceso de inyección, lo que asegura que no queden huecos y que el producto inyectado cubra toda el área interna.
4. Equipos para enfilado, tesado e inyección
La tecnología de pretensado requiere equipos especializados para facilitar el enfilado de los tendones, la aplicación de tensión y la inyección de materiales protectores en los conductos. Los equipos esenciales son las enfiladoras, los gatos hidráulicos, las centrales de presión y los equipos auxiliares de manipulación.
Enfiladoras: son máquinas diseñadas para colocar los tendones dentro de las vainas de pretensado mediante un sistema de empuje o de estirado, según el diseño de la estructura. Estas máquinas garantizan que los tendones estén correctamente alineados antes de aplicar la tensión.
Gatos hidráulicos: son dispositivos hidráulicos que permiten el tesado de los tendones con una fuerza precisa y controlada. Se utilizan en combinación con cuñas para mantener la tensión en los extremos anclados y asegurar que la fuerza de pretensado se transmita de forma uniforme al hormigón.
Centrales de presión: las centrales de presión controlan los gatos hidráulicos mediante válvulas reguladoras y circuitos eléctricos que permiten ajustar la presión aplicada con precisión. Estos sistemas incluyen manómetros o dinamómetros para garantizar que la presión de tesado cumpla con los requisitos especificados en el proyecto.
Equipos auxiliares: incluyen grúas y otros medios de manipulación que facilitan el posicionamiento de los gatos, las vainas y las armaduras activas. Son especialmente útiles en obras de gran envergadura, donde el peso y el tamaño de los elementos dificultan su instalación manual.
5. Productos de inyección
La inyección de materiales en las vainas es fundamental para proteger las armaduras activas y mejorar la adherencia entre el tendón y el hormigón. Existen dos tipos principales de productos de inyección:
Inyecciones adherentes: consisten en lechadas o morteros de cemento que llenan los conductos de las vainas y mejoran la unión entre el tendón y el hormigón. Algunas características esenciales de estos productos son:
— Uso de cemento Portland CEM-I, que asegura una buena adherencia y resistencia mecánica.
— Aditivos que permiten modificar las propiedades de la lechada para mejorar la protección de las armaduras.
— Relación agua/cemento baja (entre 0,38 y 0,43) para lograr una mayor resistencia a la compresión y una porosidad baja.
Inyecciones no adherentes: los productos de inyección no adherentes, como los betunes, mástiques bituminosos y grasas solubles, protegen las armaduras contra la corrosión sin generar adherencia al hormigón. Son adecuados para estructuras que requieren flexibilidad en los tendones y una menor adherencia al hormigón.
Para aplicar los productos de inyección se utilizan equipos de mezcla e inyección que aseguran la preparación y la distribución uniforme del material dentro de las vainas. Estos equipos deben contar con sistemas de control de calidad que permitan ajustar la mezcla y supervisar su aplicación durante el proceso de inyección.
Conclusión
Los sistemas de pretensado en hormigón son una solución técnica que aumenta la resistencia y la durabilidad de las estructuras. Desde el suministro y almacenamiento de las armaduras activas hasta el tesado y la inyección, cada componente del sistema es crucial para el éxito de la estructura. Estos sistemas no solo aumentan la capacidad del hormigón para resistir esfuerzos de tracción, sino que también contribuyen a reducir el riesgo de deformaciones y a mejorar la calidad estructural general de las obras de ingeniería.
Os dejo algunos vídeos que espero sean de vuestro interés.
Figura 1. Planta de prefabricados de hormigón. https://www.prilhofer.com/aumento-de-la-eficiencia-en-la-produccion-de-prefabricados-de-hormigon
La prefabricación de hormigón ha revolucionado el sector de la construcción al ofrecer soluciones eficientes, duraderas y altamente personalizadas. Al permitir la fabricación en serie de elementos estructurales y ornamentales fuera del lugar de la obra, este método optimiza tanto los tiempos de ejecución como los costes. A lo largo de este artículo, resumiremos las etapas, instalaciones y tecnologías utilizadas en la fabricación de elementos prefabricados de hormigón, así como en los aspectos de automatización y control de calidad que aseguran la precisión y la eficiencia en cada pieza.
1. ¿Qué es la prefabricación de hormigón y cuáles son sus ventajas?
La prefabricación de hormigón consiste en producir elementos en plantas especializadas, fuera de su ubicación final, lo que permite un control exhaustivo de las condiciones de fabricación y garantiza una calidad uniforme. Este enfoque implica la creación de piezas que, tras su transporte y montaje en la obra, conforman, total o parcialmente, la estructura de edificios, puentes, pavimentos, etc.
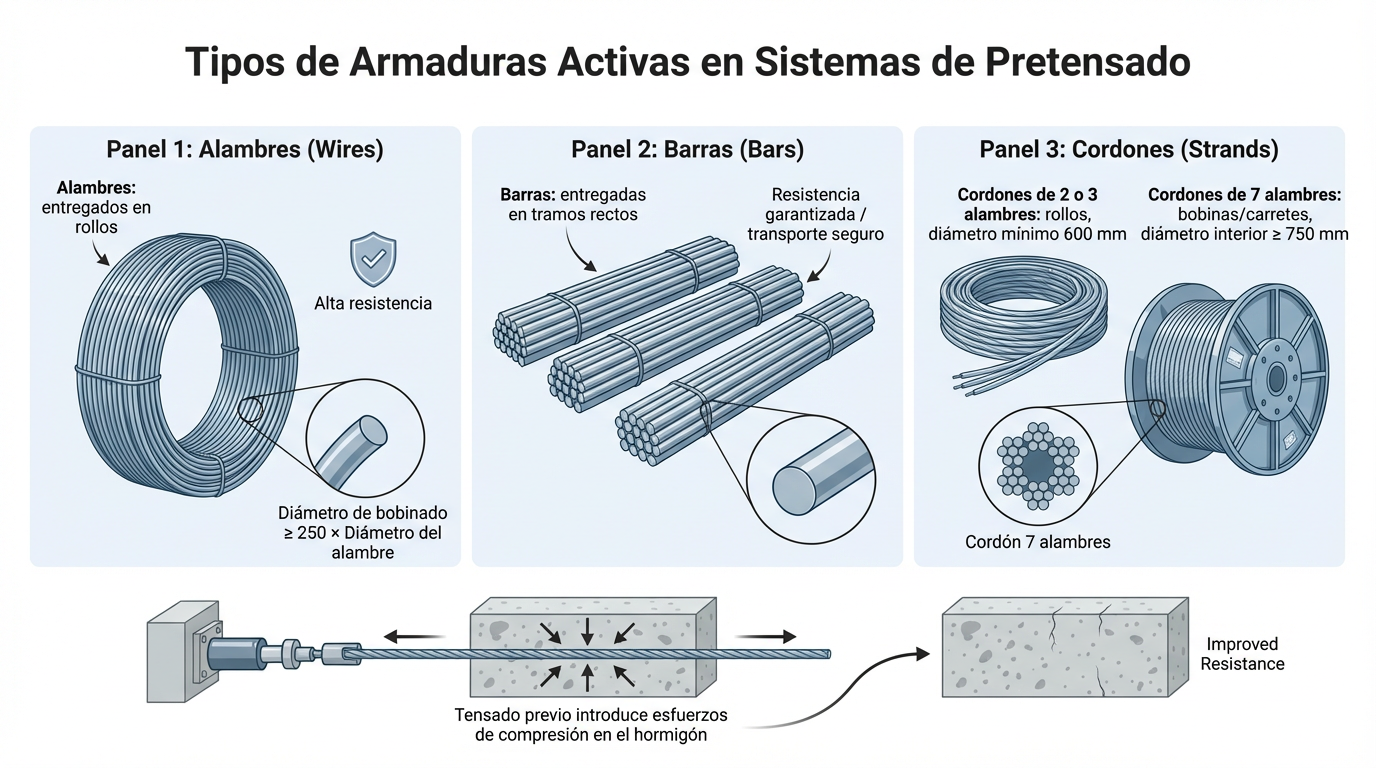
Las principales ventajas de la prefabricación son las siguientes:
Reducción de tiempos de obra: Los prefabricados se fabrican en paralelo a otros trabajos en obra, lo que reduce la duración total del proyecto.
Alta calidad y durabilidad: El control exhaustivo en planta permite obtener acabados uniformes y una resistencia elevada, incluso en condiciones ambientales desfavorables.
Sostenibilidad: Al reducir los residuos de obra y aprovechar eficientemente los materiales, la prefabricación se alinea con prácticas sostenibles.
Versatilidad de diseño: La fabricación en planta permite producir elementos con diferentes formas, texturas y colores, lo que amplía las posibilidades arquitectónicas.
Figura 2. Principales ventajas de la prefabricación
2. Las plantas de prefabricados de hormigón: configuración y logística
La planta es el corazón del proceso de prefabricación. Su ubicación y configuración son decisiones clave que influyen en la eficiencia y la viabilidad económica del proyecto. Una planta típica incluye zonas de almacenamiento de materias primas, áreas de dosificación y mezclado, espacios de moldeo y compactación, y cámaras de curado, además de áreas de logística y de almacenamiento final.
La ubicación de la planta depende de varios factores estratégicos:
Proximidad al mercado: La planta debe ubicarse cerca de la zona de influencia para minimizar los costos de transporte.
Distancia a los proveedores: El acceso a materiales básicos, como cemento, áridos y acero, afecta la competitividad.
Infraestructuras y vías de transporte: La cercanía a carreteras o ferrocarriles facilita el transporte de elementos a obra.
Condiciones climáticas: En zonas con clima extremo, la prefabricación reduce los riesgos y los retrasos en la obra, siendo especialmente útil en países con estaciones frías.
Figura 3. Fabricación de viguetas de hormigón pretensado. http://preforsa.es/
3. Materias primas y su almacenamiento
La calidad de los prefabricados de hormigón depende de la gestión cuidadosa de sus materias primas, que incluyen cemento, áridos, aditivos y agua.
Cemento: Se almacena en silos cerrados para protegerlo de la humedad y el polvo ambiental. Generalmente, se emplean varios tipos de cemento, cada uno almacenado por separado para evitar mezclas accidentales.
Áridos: Se clasifican y se almacenan por granulometría (arena, gravilla, grava) en depósitos separados y protegidos de la contaminación y del agua. Este cuidado es esencial, ya que la humedad afecta directamente a la durabilidad del hormigón.
Aditivos: Los aditivos pueden ser pulverulentos o líquidos y se almacenan en condiciones específicas. Los pulverulentos se guardan en recipientes impermeables, mientras que los líquidos se conservan en garrafas protegidas de las heladas para mantener sus propiedades.
Agua: En muchas plantas, el agua proviene de redes de suministro locales, aunque también se emplean sistemas de reutilización de agua de lluvia o de limpieza de moldes para reducir el consumo.
4. Procesos de fabricación: dosificación, mezclado y vertido
La dosificación y la mezcla de los componentes son fases críticas para obtener un hormigón homogéneo. Las plantas modernas utilizan amasadoras automáticas de alta precisión que ajustan las proporciones de los materiales según las especificaciones del proyecto. El agua y los aditivos se miden con cuidado y, en los áridos, se emplean medidores de humedad para asegurar la consistencia y evitar errores.
Control de humedad: Los medidores de humedad ayudan a ajustar la cantidad de agua en la mezcla, lo cual es fundamental para alcanzar la resistencia y la durabilidad requeridas.
Amasadoras: Existen amasadoras de doble eje horizontal y planetarias, que garantizan un mezclado homogéneo en un tiempo mínimo, optimizando el uso de materiales y evitando la segregación de los componentes.
Una vez obtenida la mezcla, el hormigón se vierte en moldes que definirán las dimensiones y los acabados del prefabricado. Los moldes, generalmente de acero, deben soportar la presión del hormigón y facilitar el desmolde.
Compactación: El hormigón se compacta mediante vibración para eliminar las bolsas de aire y lograr una densidad uniforme. En algunos casos, se utiliza hormigón autocompactante, lo que elimina la necesidad de vibración.
Tipos de moldes: Los moldes metálicos son ideales para prefabricados estructurales, mientras que los moldes de plástico o de materiales desechables se emplean para elementos ornamentales.
El hormigón se vierte en los moldes mediante dispositivos como cubilotes, cubas aéreas o incluso mangueras, en sistemas automatizados. Estas herramientas distribuyen el hormigón a lo largo de la planta, manteniendo un flujo constante y reduciendo los tiempos de ciclo. La correcta dosificación y el vertido garantizan que cada elemento cumpla con los estándares de calidad y de consistencia requeridos.
Figura 4. Mesa basculante. https://www.seea.com.br/imagens/downloads/moldtech-catalogo-espanhol.pdf
5. El curado: clave para la durabilidad del hormigón
El curado es esencial para lograr la resistencia y la durabilidad del hormigón. En las plantas de prefabricación, el curado se realiza en ambientes controlados que aceleran la hidratación del cemento.
Cámaras de curado: Elementos como baldosas y bloques suelen curarse en cámaras con condiciones de temperatura y humedad óptimas, lo que permite un curado uniforme y minimiza el riesgo de fisuración.
Moldes calefactados: En algunos casos, los moldes están equipados con sistemas de calefacción para mantener una temperatura constante durante el curado, optimizar la reacción del hormigón y reducir los tiempos de fabricación.
6. Control de calidad y automatización en la producción
Las plantas modernas han implementado sistemas de automatización que permiten un control exhaustivo de cada etapa de la producción. La automatización no solo aumenta la precisión y reduce los errores, sino que también facilita la trazabilidad de cada pieza prefabricada.
El sistema de carrusel es un método industrializado que permite fabricar elementos superficiales, como losas y paneles de fachada, en línea. Las bandejas de los carruseles pasan por estaciones de trabajo automatizadas, desde la limpieza y la aplicación de desencofrante hasta el vertido y el acabado del hormigón.
Un software de gestión supervisa cada paso del carrusel, optimiza los tiempos de producción y permite ajustar cada proceso en función de las especificaciones del cliente. De esta forma, se mantiene una trazabilidad completa y se gestiona eficientemente el inventario de piezas terminadas.
El control de calidad se realiza mediante ensayos de resistencia y de consistencia. En muchos casos, las plantas cuentan con laboratorios internos para realizar pruebas de resistencia a la compresión y verificar que el hormigón cumple con las normativas. Los parámetros, como la densidad, el contenido de aire y la resistencia a la compresión, se revisan para asegurar que las piezas cumplan con los estándares de calidad requeridos.
7. Logística y almacenamiento: La última fase del proceso
Una vez fabricados, los elementos pueden transportarse directamente a la obra o almacenarse temporalmente en la planta. La logística es clave para garantizar una entrega puntual y en condiciones óptimas.
Almacenamiento en planta: Las plantas disponen de áreas de acopio donde los elementos se almacenan de forma segura, evitando daños y manteniendo la organización.
Transporte a obra: Los prefabricados más grandes o pesados requieren el uso de puentes-grúa para su carga en camiones, mientras que las piezas más pequeñas pueden paletizarse y transportarse en volúmenes mayores. El almacenamiento y el transporte son esenciales para reducir los costes y cumplir los plazos de entrega.
Figura 5. Transporte de elementos prefabricados a acopio. https://imi.com.pa/planta-de-prefabricados-de-concreto/#!
Conclusión
La fabricación de prefabricados de hormigón es un proceso industrializado que combina el control de calidad, la automatización y la logística para ofrecer soluciones constructivas de alta eficiencia. Este método permite construir con precisión y rapidez, optimizar los recursos y permitir una personalización considerable en los proyectos. Con el avance de las tecnologías de automatización y la mejora en el control de calidad, la prefabricación de hormigón seguirá siendo una pieza fundamental en la construcción moderna, ya que permite realizar obras de forma más rápida, sostenible y con mejores acabados arquitectónicos.
Os dejo algunos vídeos de estas plantas de prefabricados.
Dejo a continuación un folleto sobre moldes para elementos prefabricados de hormigón.
Figura 1. Construcción de pavimento de hormigón. https://obrasurbanas.es/como-controlar-el-alabeo-en-losas-de-pavimentos-de-hormigon/
En este artículo se ofrece una visión detallada de los materiales empleados en los pavimentos de hormigón, así como de los requisitos técnicos que estos deben cumplir para asegurar una construcción de calidad en carreteras, autopistas y aeropuertos, vías peatonales, carriles ciclistas, zonas de almacenamiento y, en general, todos los firmes sometidos al tráfico. Se centra en los pavimentos de hormigón ejecutados in situ, dejando aparte los pavimentos de hormigón compactado con rodillo. Basado en la norma UNE-EN 13877-1:2013, se ha estructurado el contenido en tres grandes apartados: especificaciones de los materiales del hormigón, requisitos básicos del hormigón y requisitos básicos para otros materiales en pavimentos de hormigón. Este texto se ha redactado de forma accesible para facilitar el aprendizaje de los estudiantes de ingeniería civil, quienes podrán aplicarlo en proyectos de diseño y construcción de infraestructuras.
1. Especificaciones para los materiales del hormigón
Para garantizar la resistencia y durabilidad del hormigón en pavimentos, los materiales que lo componen deben cumplir los requisitos de calidad que aseguran un rendimiento adecuado frente a las exigencias del tráfico y las condiciones ambientales. A continuación, se describen los componentes principales y sus especificaciones según la UNE-EN 13877-1:2013.
Cemento:
La elección del tipo de cemento es fundamental, ya que este actúa como el aglutinante que da cohesión al resto de materiales en la mezcla. De acuerdo con la norma EN 206-1, el cemento utilizado debe ser adecuado para la clase de resistencia requerida. La especificación concreta del tipo de cemento puede variar según las normativas nacionales o regionales aplicables al lugar de aplicación.
El cemento debe poseer propiedades que permitan una resistencia adecuada al tráfico y a la exposición ambiental del pavimento, evitando problemas como la desintegración o la pérdida de capacidad estructural con el paso del tiempo.
Áridos:
Los áridos, tanto gruesos como finos, son la base sólida del hormigón y deben cumplir con la norma EN 12620 para asegurar su idoneidad en cuanto a tamaño, forma y dureza. La selección y el tipo de áridos influyen directamente en la resistencia, la durabilidad y la trabajabilidad de la mezcla.
Es importante que el tamaño máximo de los áridos no supere un tercio (1/3) del espesor de la capa de hormigón, ya que así se evita que el agregado interfiera con la uniformidad del pavimento. En pavimentos armados con juntas o armados continuos, el tamaño del árido no debe superar un tercio de la distancia entre las armaduras longitudinales, lo que previene obstrucciones y asegura una correcta distribución de la mezcla.
Agua de amasado:
La calidad del agua de amasado es crucial, ya que influye en las reacciones químicas de hidratación del cemento y en la cohesión de la mezcla. La norma UNE-EN 1008 establece los parámetros que debe cumplir el agua, incluyendo aspectos como la presencia de cloruros o sulfatos, que pueden afectar a la durabilidad.
Además de evitar posibles contaminantes, el agua debe mezclarse en proporciones controladas para asegurar que el hormigón adquiera la resistencia y la consistencia deseadas. Es importante mantener una relación agua/cemento equilibrada, ya que una cantidad excesiva de agua puede generar porosidad y debilitar el material.
Otros materiales:
En algunos proyectos, pueden añadirse otros materiales, como adiciones y aditivos, para mejorar ciertas propiedades del hormigón. Estos deben cumplir con la norma EN 206-1, que establece los requisitos de conformidad para dichos materiales.
Los aditivos pueden ser superfluidificantes, retardadores o aceleradores de fraguado, entre otros, y ayudan a optimizar el manejo, la durabilidad y la resistencia de la mezcla en condiciones específicas de uso. Las adiciones, como las cenizas volantes o el humo de sílice, pueden mejorar la densidad del hormigón y su resistencia a agentes externos como el cloruro y la humedad.
2. Requisitos básicos del hormigón
Las propiedades del hormigón, tanto fresco como endurecido, son fundamentales para asegurar la calidad y el rendimiento del pavimento. A continuación, se detallan los requisitos básicos que debe cumplir el hormigón, según la norma.
Hormigón fresco:
Consistencia: La consistencia determina la fluidez de la mezcla y su capacidad de manipularla durante el proceso de colocación. Para garantizar que el hormigón sea adecuado para el equipo de colocación, la norma permite especificar una clase de consistencia o un valor objetivo. La consistencia es importante no solo para la colocación, sino también para evitar problemas de compactación y reducir la formación de poros.
Densidad: La densidad del hormigón fresco debe determinarse mediante el cálculo de la masa de todos sus componentes en un volumen específico. La densidad se especifica con una tolerancia del 1,5 % respecto del valor deseado, lo que permite adaptarse a ligeras variaciones en la mezcla. Esta propiedad influye en la resistencia y la durabilidad de la estructura final.
Contenido de aire: El volumen de aire atrapado en el hormigón es importante para prevenir problemas derivados de las congelaciones y descongelaciones. El contenido de aire debe medirse en el lugar de la obra según la norma EN 12350-7 y puede establecerse un porcentaje mínimo de aire en función de la normativa de cada país.
Contenido de cemento y partículas finas: La cantidad de cemento debe ser suficiente para darle resistencia al hormigón, mientras que el contenido de partículas de menos de 0,25 mm debe controlarse para evitar una textura excesivamente fina. Esto garantiza un equilibrio adecuado entre la manejabilidad y la resistencia final.
Contenido de cloruros: Si el hormigón incorpora elementos de acero sin protección, como barras de unión o pasadores, el contenido de cloruros no debe superar el 0,40 % de la masa del cemento. Esto previene la corrosión de los elementos metálicos y prolonga la vida útil de la estructura.
Hormigón endurecido:
Resistencia a ciclos de hielo y deshielo: En áreas donde el hormigón está expuesto a variaciones térmicas importantes, es necesario que el material resista los ciclos de congelación y descongelación sin sufrir deterioro. La norma especifica la resistencia que debe cumplir el hormigón en estas condiciones, de acuerdo con la EN 206-1.
Resistencia mecánica: La resistencia a la compresión, la tracción indirecta y la flexotracción del hormigón endurecido se miden a los 28 días. Estos parámetros se evalúan mediante ensayos específicos, como los ensayos de compresión (EN 12390-3), de tracción indirecta (EN 12390-6) y de flexotracción (EN 12390-5), que permiten clasificar el hormigón en distintas clases de resistencia y asegurar su adecuación al tráfico y al uso proyectado.
Figura 2. Pavimento postesado. VSL Sistemas Especiales de Construcción Argentina S.A.
3. Requisitos básicos para otros materiales en pavimentos de hormigón
Además del hormigón, existen otros materiales que desempeñan funciones específicas en los pavimentos y deben cumplir normativas específicas para garantizar su rendimiento.
Materiales de curado:
Los productos de curado son esenciales para evitar la pérdida de humedad en el hormigón fresco, lo que previene la formación de fisuras y asegura una ganancia de resistencia adecuada. Estos productos deben cumplir con la especificación técnica CEN/TS 14754-1, que evalúa su eficacia en la retención de agua.
Además, es recomendable que estos materiales de curado protejan el hormigón de cambios bruscos de temperatura, especialmente en climas extremos, para evitar tensiones internas que puedan provocar fisuras prematuras.
Retardadores de superficie:
En acabados de pavimentos con textura de árido expuesto, se utilizan retardadores de superficie que permiten revelar el árido grueso al retirar el mortero superficial. Estos retardadores deben estar diseñados específicamente para esta función y protegerse contra la evaporación hasta completar el proceso de fraguado.
Productos de sellado de juntas:
Las juntas en el pavimento son esenciales para permitir la expansión y contracción del hormigón y los selladores de juntas deben prevenir la infiltración de agua. Los materiales de sellado deben cumplir con la norma EN 14188-1, EN 14188-2 o EN 14188-3, según si el sellado es en caliente, en frío o preformado. Esto evita la entrada de agua que puede congelarse y causar daños a largo plazo.
Barras de unión y pasadores:
Estos elementos de acero aseguran la transmisión de carga en las juntas y ayudan a prevenir el deslizamiento entre las losas adyacentes. Deben cumplir con la norma EN 10080 y especificar un nivel de resistencia de B250 para barras lisas y de B500 para barras corrugadas. Las dimensiones de estas barras deben seleccionarse según las tablas de la norma, teniendo en cuenta factores como el espesor del pavimento.
Armaduras:
La armadura de acero, que controla las fisuras y proporciona resistencia a las tensiones de tracción, debe cumplir con la norma EN 10080. En pavimentos armados continuos, la continuidad de la armadura puede lograrse mediante soldaduras, solapes o conectores, lo que garantiza una estructura sólida y sin fisuras que resista el paso constante de vehículos.
Este artículo aborda los detalles técnicos necesarios para comprender y aplicar las especificaciones de materiales para pavimentos de hormigón. Su selección y cumplimiento son esenciales para construir estructuras duraderas, seguras y adecuadas a las demandas de tráfico actuales y futuras.
Referencias:
CALAVERA, J.et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CALO, D.; SOUZA, E.; MARCOLINI, E. (2015). Manual de diseño y construcción de pavimentos de hormigón. Instituto del Cemento Portland Argentino (ICPA).
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
IECA (2012). Firmes de hormigón en carreteras. Guías técnicas. Firmes y explanadas.
KRAEMER, C. (1965) Pavimentos de hormigón normal y pretensado. Experiencia española en el tramo de ensayo. Publicación n.º 18 del Laboratorio de Transporte y Mecánica del Suelo. Centro de Estudios y Experimentación de Obras Públicas (CEDEX). Madrid.
KRAEMER, C.; MORILLA, I.; DEL VAL, M.A. (1999). Carreteras II. Explanaciones, firmes, drenaje, pavimentos. Universidad Politécnica de Madrid, Madrid.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València.
RECUENCO, E. (2014). Firmes y pavimentos de carreteras y otras infraestructuras. Garceta grupo editorial, Colección Escuelas, Madrid.
Figura 1. https://www.molins.es/construction-solutions/reparacion-y-proteccion-del-hormigon/
La protección superficial del hormigón no solo responde a una necesidad estética, sino que cumple un papel crucial en la durabilidad y la conservación de las estructuras de hormigón expuestas a condiciones ambientales adversas o a demandas estructurales específicas. Factores como la exposición ambiental y las propiedades deseadas del hormigón influyen en la selección de los productos y sistemas más adecuados para su protección. Estos sistemas se aplican con el objetivo de prevenir la degradación o mejorar ciertas características de la superficie del hormigón. Este artículo describe las principales recomendaciones basadas en la norma UNE 83703:2023 y se centra en productos y sistemas destinados a proteger la superficie del hormigón, incluyendo impregnaciones, revestimientos y otros métodos, según diferentes tipos de agresión ambiental o necesidades de mejora física.
Figura 2. Sistemas de protección superficial del hormigón
1. Productos para la protección superficial del hormigón
Antes de seleccionar un producto o sistema de protección, es fundamental comprender los principios que sustentan los métodos de protección superficial. Los siguientes principios resumen las estrategias empleadas para proteger el hormigón frente a diversos tipos de agresiones: protección contra la penetración, control de la humedad y resistencia a agentes químicos.
Los productos para la protección superficial del hormigón varían según los métodos y tratamientos empleados. Estos productos, que pueden presentarse en forma líquida o plástica, se endurecen o se secan a temperatura ambiente. A continuación, se detallan las principales categorías:
Impregnación hidrófoba: consiste en la aplicación de productos líquidos de baja viscosidad que penetran en los poros del hormigón sin formar una película superficial. El objetivo es crear una superficie repelente al agua sin afectar la permeabilidad al vapor. Los productos más utilizados son los oligómeros de siloxanos y las microemulsiones de silanos.
Impregnación: su objetivo es rellenar los poros del hormigón y reducir su porosidad superficial. Los productos empleados suelen basarse en aglutinantes similares a los usados en revestimientos y proporcionan una mayor adherencia para aplicaciones posteriores.
Revestimientos: forman una película continua sobre la superficie del hormigón para prevenir el deterioro. Pueden tener un espesor de entre 0,1 mm y 5 mm, o incluso más en aplicaciones específicas. Los revestimientos pueden basarse en polímeros en dispersión acuosa, en disolución o en polímeros reactivos que no requieren disolventes. Estos pueden ser de varios tipos, como revestimientos flexibles o rígidos. Según las necesidades, algunos revestimientos pueden incorporar mallas o tejidos que mejoran la resistencia mecánica.
Debe tenerse en cuenta que los revestimientos deben resistir una exposición prolongada a la luz solar, especialmente en exteriores. Los productos acrílicos suelen ser más resistentes a los rayos UV. Además, los revestimientos deben poder repararse. En este sentido, los revestimientos a base de polímeros termoplásticos, como los acrílicos, son fáciles de repintar si presentan algún deterioro.
Figura 3. https://anfapa.com/articulos-tecnicos-morteros-de-reparacion-de-hormigon/1252/principios-y-metodos-para-reparar-y-proteger-estructuras-de-hormigon-deterioradas-une-en-1504
2. Sistemas de protección superficial
Los productos para la protección superficial del hormigón se agrupan en distintos sistemas, cada uno con características particulares. Cada sistema de protección superficial está diseñado para hacer frente a diferentes amenazas o mejorar ciertas características del hormigón. Por ello, es importante elegir el sistema adecuado en función de las condiciones específicas de la estructura y de su entorno. A continuación, se describen los sistemas más comunes:
2.1 Sistemas para impregnación hidrófoba
Estos sistemas protegen el hormigón y lo hacen repelente al agua, al mismo tiempo que permiten que «respire» al dejar pasar el vapor de agua. Son especialmente útiles en ambientes donde se desea mantener el hormigón seco. Los productos empleados deben ser transparentes, no alterar el aspecto del hormigón y garantizar la transpirabilidad. La profundidad de la impregnación y la calidad de los productos utilizados son factores clave para su eficacia a largo plazo.
También debe considerarse la eficiencia de la impregnación, es decir, que alcance una profundidad adecuada para asegurar una protección prolongada. Además, la impregnación debe ser compatible con el hormigón existente, por lo que será necesario evaluar sus propiedades químicas antes de aplicarla.
2.2 Sistemas protectores frente a la carbonatación
La carbonatación del hormigón es un proceso natural que puede afectar a la durabilidad de las estructuras. Los sistemas protectores frente a la carbonatación, basados en polímeros acrílicos o epoxi, crean una barrera que impide la entrada de CO₂ y reduce la absorción de agua. Estos revestimientos deben proporcionar una resistencia a la difusión de CO₂ equivalente a un espesor de aire de al menos 50 m (SD ≥ 50 m).
2.3 Sistemas con capacidad de puenteo de fisuras
Estos sistemas están diseñados para absorber movimientos en fisuras o prevenir la aparición de otras nuevas en el hormigón. Son útiles en estructuras que experimentan movimiento o en zonas sometidas a esfuerzos térmicos o mecánicos. Se pueden clasificar en sistemas con capacidad de puenteo estática (fisuras sin movimiento) o dinámica (fisuras con movimiento cíclico).
2.4 Sistemas resistentes a la agresión química
En ambientes donde el hormigón está expuesto a sustancias químicas agresivas, como ácidos o sulfatos, los sistemas resistentes a la agresión química proporcionan una barrera protectora. Estos revestimientos, que pueden basarse en resinas epoxi o poliuretanos, son fundamentales en estructuras sometidas a ataques químicos intensos, como las de plantas industriales o de instalaciones de tratamiento de aguas.
2.5 Sistemas con capacidad de mejora física
Los sistemas que mejoran las propiedades físicas del hormigón incluyen la aplicación de tratamientos superficiales que aumentan la resistencia a la abrasión, la dureza superficial y la resistencia al impacto. Estos productos, como las capas de rodadura o las impregnaciones endurecedoras, son habituales en pavimentos industriales y en zonas expuestas a un tránsito o un impacto mecánico elevado.
Entre sus aspectos importantes, destaca que las imprimaciones mejoran la adherencia entre el hormigón y el revestimiento, lo que garantiza una protección más duradera. Además, los productos utilizados deben ser compatibles entre sí y con el tipo de hormigón de la estructura.
3. Control catódico y zonas anódicas
La corrosión del acero de refuerzo es uno de los problemas más comunes y graves que afectan a las estructuras de hormigón armado. La aplicación de sistemas de protección puede incluir el control catódico y el control de zonas anódicas, métodos especializados para prevenir la corrosión.
El control catódico se basa en restringir la penetración de oxígeno en las zonas catódicas del hormigón armado. Al limitar la cantidad de oxígeno disponible, se neutralizan los puntos de corrosión y se minimiza el riesgo de deterioro. Los sistemas basados en este principio suelen emplear revestimientos superficiales que impiden la difusión del oxígeno.
El control de zonas anódicas busca evitar la corrosión en los puntos donde el acero de refuerzo del hormigón está expuesto al ambiente. Esto se consigue aplicando inhibidores de corrosión directamente sobre el hormigón o mezclándolos con los productos de revestimiento.
Figura 4. Control catódico y zonas anódicas
4. Preparación del soporte para revestir
La durabilidad y la eficacia de los sistemas de protección dependen en gran medida de las condiciones del soporte de hormigón. Antes de aplicar cualquier producto o sistema, es fundamental garantizar que el soporte cumpla las siguientes condiciones:
Limpieza: el soporte debe estar libre de polvo, aceites, sales u otros contaminantes que puedan afectar la adherencia.
Porosidad: una porosidad adecuada garantiza la penetración del producto en el hormigón.
Secado: el soporte debe estar completamente curado, con al menos 28 días transcurridos desde su fabricación.
Resistencia mecánica: el soporte debe tener una resistencia mínima al arrancamiento de 1,5 N/mm² para garantizar la adherencia del sistema protector.
5. Métodos de puesta en obra
La correcta aplicación de los sistemas de protección es crucial para garantizar su eficacia. Los métodos más comunes son los siguientes:
Aplicación con brocha o rodillo: método utilizado en pequeñas áreas o en productos de baja viscosidad.
Pulverización: método recomendado para grandes superficies o cuando se requiere una aplicación uniforme y rápida.
Técnicas específicas: en el caso de membranas gruesas, como los sistemas cementosos, pueden aplicarse con llana o mediante proyección.
6. Control de calidad y mantenimiento
Es fundamental realizar controles de calidad tanto durante como después de la aplicación de los sistemas de protección. Esto incluye verificar las condiciones ambientales, el espesor de las capas aplicadas y la adherencia de los productos. Una vez completada la aplicación, deben realizarse inspecciones periódicas para garantizar que la protección permanezca efectiva. Además de los controles mencionados, se recomienda incluir:
Pruebas de adherencia y resistencia: son necesarios ensayos de tracción directa (UNE-EN 1542) y de resistencia a la difusión de gases para asegurar que el sistema cumple con las especificaciones.
Mantenimiento periódico: según el tipo de sistema aplicado, es fundamental establecer un programa de inspecciones periódicas para detectar signos de desgaste o deterioro.
Conclusión
La correcta elección y aplicación de los productos y sistemas de protección superficial del hormigón son esenciales para prolongar la vida útil de las estructuras y evitar daños costosos. El uso adecuado de impregnaciones, revestimientos y sistemas especializados puede mitigar los efectos de la carbonatación, la humedad, los ataques químicos y las fisuras, garantizando la durabilidad y la funcionalidad del hormigón en diversas condiciones ambientales. La elección adecuada del sistema, la preparación adecuada del soporte y la aplicación conforme a los estándares son esenciales para asegurar la durabilidad y el rendimiento del hormigón en diversas condiciones ambientales y de uso.
Os dejo algunos vídeos al respecto. Espero que les sean de interés.
También os dejo un folleto de MAPEI por si os interesa.
Fernández Cánovas; M. (1994). Patología y terapéutica del hormigón armado. 3ª edición, Servicio de Publicaciones del Colegio de Ingenieros de Caminos, Canales y Puertos, Madrid.
Pelufo, M.J. (2003). Caracterización del comportamiento mecánico y frente a la corrosión de morteros de reparación del hormigón estructural. Tesis doctoral. Departamento de Ingeniería de la Construcción y Proyectos de Ingeniería Civil, Universidad Politécnica de Valencia.
La Universitat Politècnica de València, en colaboración con la empresa Ingeoexpert, ha elaborado un Curso en línea sobre “Fabricación y puesta en obra del hormigón”.
El curso, totalmente en línea, se desarrollará en 6 semanas, con un contenido de 75 horas de dedicación del estudiante. Hay plazas limitadas.
Este curso ofrece una visión completa sobre la fabricación y la puesta en obra del hormigón. No se requieren conocimientos previos específicos, ya que está diseñado para beneficiar a un amplio espectro de profesionales, tanto con experiencia como sin ella, así como a estudiantes de disciplinas relacionadas con la construcción, tanto en el ámbito universitario como en la formación profesional. El proceso de aprendizaje está estructurado de manera gradual, lo que permite a los participantes profundizar en los aspectos que más les interesen, apoyándose en material complementario y enlaces a recursos en línea, como vídeos y catálogos.
En este curso, adquirirás conocimientos fundamentales sobre la fabricación de hormigones y el uso de maquinaria relacionada, incluyendo centrales de hormigonado, transporte y bombeo de hormigón, cintas transportadoras, gunitado, colocación de hormigón bajo el agua y en condiciones de frío o calor, así como grandes vertidos, compactación por vibrado, hormigón al vacío, curado, juntas de construcción, hormigón precolocado y tipos de hormigón como el de fibra de vidrio, autocompactantes, compactados con rodillo y ligeros.
El enfoque principal del programa es comprender los principios que rigen la fabricación y la puesta en obra del hormigón, tanto prefabricado como ejecutado en obra, prestando atención a sus características más importantes y a los aspectos constructivos relevantes en ingeniería civil y edificación. El curso abarca un amplio espectro y profundiza en los fundamentos de la ingeniería de la construcción, además de destacar la importancia de fomentar el pensamiento crítico de los estudiantes, especialmente en relación con la selección de métodos, técnicas y maquinaria que se deben aplicar en situaciones concretas. Además, este curso trata de llenar el vacío que a menudo deja la bibliografía habitual y está diseñado para que los estudiantes puedan profundizar en los conocimientos adquiridos y adaptarlos a su experiencia previa o a sus objetivos personales y empresariales.
El contenido del curso se organiza en 50 lecciones, cada una de las cuales constituye una secuencia de aprendizaje completa. Además, se ofrece un amplio conjunto de problemas resueltos que complementan la teoría presentada en cada lección. Se estima que se necesitan entre dos y tres horas para completar cada lección, en función del interés del estudiante por profundizar en los temas mediante el material adicional proporcionado.
Al finalizar cada unidad didáctica, el estudiante se enfrenta a una serie de preguntas diseñadas para consolidar los conceptos fundamentales y fomentar la curiosidad sobre aspectos relacionados con el tema tratado. También se han diseñado tres unidades adicionales para reforzar los conocimientos adquiridos a través del desarrollo de casos prácticos, en los que se fomenta el pensamiento crítico y la capacidad para resolver problemas reales. Finalmente, al concluir el curso, se llevará a cabo un conjunto de preguntas tipo test con el objetivo de evaluar el aprovechamiento del estudiante, además de servir como herramienta de aprendizaje.
El curso está diseñado para una dedicación total de 75 horas por parte del estudiante. Se busca mantener un ritmo moderado, con una dedicación semanal de aproximadamente 10 a 15 horas, en función del nivel de profundidad que cada estudiante desee alcanzar. La duración total del curso es de seis semanas de aprendizaje.
Lo que aprenderás
Al finalizar el curso, los objetivos de aprendizaje básicos son los siguientes:
Comprender la utilidad y las limitaciones de la maquinaria empleada en la fabricación del hormigón, tanto prefabricado como elaborado en obra
Evaluar y seleccionar los procedimientos constructivos para la colocación del hormigón, atendiendo a criterios económicos y técnicos
Conocer las buenas prácticas y los aspectos de seguridad implicados en el transporte, vertido, compactación y curado del hormigón
Analizar las características específicas en la fabricación y colocación de hormigones especiales como los autocompactantes, ligeros, con fibras, precolocados, compactados con rodillo y otros.
Programa del curso
Lección 1. Fabricación de hormigones
Lección 2. Homogeneidad en la fabricación del hormigón
Lección 3. Amasado del hormigón
Lección 4. Amasadoras de hormigón
Lección 5. Centrales de fabricación de hormigón
Lección 6. Hormigoneras
Lección 7. Cálculo de la temperatura de fabricación del hormigón
Lección 8. Almacenamiento de áridos
Lección 9. Corrección de humedad de los áridos
Lección 10. Transporte del cemento
Lección 11. Silos fijos de cemento
Lección 12. Cemento para hormigones resistentes a sulfatos en cimentaciones
Lección 13. Carretillas manuales o a motor para el transporte del hormigón
Lección 14. Hormigonado con cubilote
Lección 15. Transporte del hormigón mediante cintas transportadoras
Lección 16. Colocación del hormigón mediante bombeo
Lección 17. Torres distribuidoras de hormigón
Lección 18. Problemas de bombeo de hormigón
Lección 19. Hormigón proyectado: gunitado
Lección 20. Recomendaciones para el vertido de hormigón
Lección 21. Trompas de elefante para la colocación del hormigón
Lección 22. Hormigonado con tubería Tremie
Lección 23. Técnicas de colocación del hormigón bajo el agua
Lección 24. Fabricación y colocación del hormigón en tiempo caluroso
Lección 25. Fabricación y colocación del hormigón en tiempo frío
Lección 26. Hormigonado en condiciones de viento
Lección 27. Vertido y compactación de hormigón en soportes de sección reducida
Lección 28. Grandes vertidos de hormigón
Lección 29. Razones para compactar el hormigón
Lección 30. Compactación manual del hormigón: picado y apisonado
Lección 31. Compactación del hormigón por vibrado
Lección 32. Vibradores de aguja para compactar el hormigón
Lección 33. Vibradores externos para encofrados de hormigón
Lección 34. Mesa vibrante de hormigón
Lección 35. Compactación del hormigón con regla vibrante
Lección 36. Compactación del hormigón por centrifugación
Lección 37. Hormigón al vacío
Lección 38. Alisadoras rotativas o fratasadoras
Lección 39. Revibrado del hormigón
Lección 40. Agrietamiento plástico durante el fraguado del hormigón: Nomograma de Menzel
Lección 41. Necesidad y fases del curado del hormigón
Lección 42. Curado de pavimentos y otras losas de hormigón sobre tierra
Lección 43. Curado al vapor del hormigón e índice de madurez
Lección 44. Hormigón de limpieza en fondos de excavación
Lección 45. Las juntas de construcción en el hormigón
Lección 46. Hormigón precolocado: Prepakt y Colcrete
Lección 47. Hormigón reforzado con fibra de vidrio
Lección 48. Hormigón autocompactante
Lección 49. Hormigones compactados con rodillo
Lección 50. Hormigones ligeros
Supuesto práctico 1.
Supuesto práctico 2.
Supuesto práctico 3.
Batería de preguntas final
Conozca a los profesores
Víctor Yepes Piqueras
Ingeniero de Caminos, Canales y Puertos (1982-1988). Número 1 de promoción (Sobresaliente Matrícula de Honor). Especialista Universitario en Gestión y Control de la Calidad (2000). Doctor Ingeniero de Caminos, Canales y Puertos, Sobresaliente “cum laude”. Catedrático de Universidad en el área de ingeniería de la construcción en la Universitat Politècnica de València y profesor, entre otras, de las asignaturas de Procedimientos de Construcción en los grados de ingeniería civil y de obras públicas. Ha recibido el Premio a la Excelencia Docente por parte del Consejo Social. Su experiencia profesional se ha desarrollado como jefe de obra en Dragados y Construcciones S.A. (1989-1992) y en la Generalitat Valenciana como Director de Área de Infraestructuras e I+D+i (1992-2008). Ha sido Director Académico del Máster Universitario en Ingeniería del Hormigón (2008-2017), obteniendo durante su dirección la acreditación EUR-ACE para el título. Profesor Visitante en la Pontificia Universidad Católica de Chile. Investigador Principal en 6 proyectos de investigación competitivos. Ha publicado más de 175 artículos en revistas indexadas en el JCR. Autor de 10 libros, 22 apuntes docentes y más de 350 comunicaciones a congresos. Ha dirigido 17 tesis doctorales, con 10 más en marcha. Sus líneas de investigación actuales son las siguientes: (1) optimización sostenible multiobjetivo y análisis del ciclo de vida de estructuras de hormigón, (2) toma de decisiones y evaluación multicriterio de la sostenibilidad social de las infraestructuras y (3) innovación y competitividad de empresas constructoras en sus procesos. Ha recibido el Premio a la Excelencia Docente por parte del Consejo Social, así como el Premio a la Trayectoria Excelente en Investigación y el Premio al Impacto Excelente en Investigación, ambos otorgados por la Universitat Politècnica de València.
Lorena Yepes Bellver
Lorena Yepes Bellver es Profesora Asociada en el Departamento de Mecánica de los Medios Continuos y Teoría de las Estructuras de la Universitat Politècnica de València. Es ingeniera civil, máster en ingeniería de caminos, canales y puertos y máster en ingeniería del hormigón. Ha trabajado en los últimos años en empresas constructoras y consultoras de ámbito internacional. Aparte de su dedicación docente e investigadora, actualmente se dedica a la consultoría en materia de ingeniería y formación.
 El documento, titulado «Guía para las especificaciones técnicas del hormigón», forma parte de la serie de guías Eurocódigos, elaborada por el Ministerio de Transportes, Movilidad y Agenda Urbana de España. Su propósito es proporcionar un marco de referencia que facilite la aplicación de los Eurocódigos en el diseño y ejecución de obras de construcción, prestando especial atención al hormigón. A lo largo del texto se abordan aspectos técnicos relacionados con la especificación del hormigón, con el objetivo de garantizar el cumplimiento de las normativas europeas y de las exigencias del Código Estructural español.
El documento, titulado «Guía para las especificaciones técnicas del hormigón», forma parte de la serie de guías Eurocódigos, elaborada por el Ministerio de Transportes, Movilidad y Agenda Urbana de España. Su propósito es proporcionar un marco de referencia que facilite la aplicación de los Eurocódigos en el diseño y ejecución de obras de construcción, prestando especial atención al hormigón. A lo largo del texto se abordan aspectos técnicos relacionados con la especificación del hormigón, con el objetivo de garantizar el cumplimiento de las normativas europeas y de las exigencias del Código Estructural español.