Rudolf Saliger nació el 1 de febrero de 1873 en Spachendorf, cerca de Freudenthal, en el Imperio austrohúngaro, y falleció el 31 de enero de 1958 en Viena. Fue un ingeniero civil y profesor universitario austríaco, considerado uno de los pioneros del hormigón armado. Era hijo de Gustav Saliger, un ebanista, y creció como el undécimo de doce hermanos. Cursó sus estudios secundarios en la Realschule de Troppau.
Entre 1891 y 1898 estudió Ingeniería Civil en la Technische Hochschule de Viena, convirtiéndose en uno de los primeros en recibir el título de Diplom-Ingenieur. Interrumpió sus estudios en 1895-1896 para cumplir con su servicio militar anual como voluntario. Tras superar el segundo examen estatal en 1898, comenzó a trabajar en el Brückenbaubüro y en la dirección de vías de la Südbahngesellschaft (1897-1899). Entre 1899 y 1900 trabajó como ingeniero de puentes en la gobernación de Alta Austria, en Linz.
Posteriormente, orientó su carrera hacia Alemania: trabajó en la empresa Beton- und Monierbau AG, colaboró con el Materialprüfungsamt de Berlín-Dahlem en 1906 y ejerció como ingeniero de puentes y de hormigón armado en Kassel. En ese periodo también fue docente en las escuelas de construcción de Poznań y Kassel. Durante esos años, realizó viajes de estudios a Suiza, Francia —donde asistió a la Exposición Universal de París de 1900— y Bélgica, donde se formó en la técnica del hormigón armado bajo la influencia de los pioneros François Hennebique y Joseph Monier.
En 1903 contrajo matrimonio con Marie Hettling y, ese mismo año, obtuvo el título de doctor en la Technische Hochschule de Viena con la tesis Über die Festigkeit der Bauwerke aus veränderlich elastischen Stoffen, vornehmlich der Beton-Eisen-Konstruktionen (publicada en 1904).
En 1907 fue llamado a la Technische Hochschule de Braunschweig y, en 1908/1909, a la Deutsche Technische Hochschule de Praga, donde fue profesor de mecánica estructural y construcción metálica. En 1909 se trasladó a Dresde y, finalmente, en 1910 fue nombrado catedrático de Estática y Hormigón Armado en la Universidad Técnica de Viena, donde permaneció hasta su jubilación en 1940.
Desde 1910, impartía cursos de hormigón armado y, gracias a su iniciativa, esta asignatura se convirtió en obligatoria en el curso 1916/1917. No obstante, no fue hasta el curso 1927/1928 cuando alcanzó el pleno reconocimiento dentro del plan de estudios con su curso de construcción en piedra y hormigón armado. Entre 1920 y 1922 fue decano de la Facultad de Arquitectura y, en 1924/1925, rector de la institución.
Además de su labor docente, entre 1927 y 1934 trabajó como asesor técnico de la ciudad de Viena, donde actuó como consultor y proyectista en obras que se convirtieron en símbolos urbanos, como el Dianabad, el Stadion Wien, el rascacielos de Herrengasse 8, la Reichsbrücke y los estudios cinematográficos de Rosenhügel.
Saliger fue un prolífico autor de manuales y tratados que tuvieron gran difusión internacional. Entre ellos destacan:
Über die Festigkeit veränderlich elastischer Konstruktionen insbesondere von Eisenbeton-Bauten (1904)
Der Eisenbeton in Theorie und Konstruktion (1906)
Praktische Statik (1921)
Schalendach aus Eisenbeton nach Bauart Kolb (1928)
Die neue Theorie des Stahlbetons auf Grund der Bildsamkeit im Bruchzustand (1947)
Ingenieur Gustav Adolf Wayss. Ein Bahnbrecher des Stahlbetons (1948)
Der Stahlbetonbau: Werkstoff, Berechnung, Gestaltung (1956).
Especial relevancia alcanzaron Praktische Statik y Der Stahlbetonbau, que conocieron numerosas ediciones y traducciones, incluidas en español y ruso. Estas obras consolidaron el análisis práctico de estructuras y la aplicación científica del hormigón armado, aportando un corpus sin precedentes a la ingeniería alemana y austríaca en el periodo 1900–1950.
Tras la anexión de Austria por parte de la Alemania nazi en marzo de 1938, Saliger fue nombrado rector interino de la TH de Viena en sustitución de Karl Holey. En este cargo, mostró públicamente su apoyo al régimen mediante telegramas y discursos de adhesión. En 1939, fue elegido miembro de número de la Academia Austríaca de Ciencias y, el 20 de febrero de 1940, solicitó formalmente su ingreso en el NSDAP, que se hizo efectivo el 1 de junio.
Antes de jubilarse en 1939, desempeñó un papel relevante en la nazificación de la universidad y en la discriminación y expulsión de estudiantes y profesores judíos y socialdemócratas. Según la historiadora Juliane Mikoletzky, este proceso se produjo en la TH de Viena de manera especialmente rápida y ordenada.
Tras 1945, fue clasificado como Minderbelasteter (cómplice menor) en los procesos de desnazificación. En 1948, le fue concedido el perdón por «razones técnico-científicas», lo que le permitió mantener su prestigio académico.
Rudolf Saliger falleció en su residencia de Larochegasse 29, en Viena, el 31 de enero de 1958, apenas unas horas antes de recibir la condecoración del presidente de Austria por sus servicios a la ciencia y al arte. Sus restos fueron incinerados y depositados en una tumba de honor diseñada por Viktor Hammer en el cementerio de la Feuerhalle Simmering.
En 1965, la ciudad de Viena dio su nombre a la calle Saligergasse, en el distrito de Favoriten. Décadas después, entre 2011 y 2013, una comisión de historiadores, por encargo del Ayuntamiento de Viena, revisó el papel de las personalidades que habían dado nombre a las calles y situó a Saliger como pionero técnico, pero también como académico vinculado al nacionalsocialismo.
El legado de Rudolf Saliger es amplio y complejo. Como ingeniero, fue pionero en el desarrollo y la enseñanza del hormigón armado en Austria, impulsó su institucionalización universitaria y participó en obras emblemáticas de Viena, además de dejar una extensa bibliografía técnica. Como figura pública, apoyó al régimen nazi y promovió políticas de exclusión en la universidad. Estas dos dimensiones, la científica y la política, forman parte inseparable de su legado en la historia de la ingeniería y del siglo XX.
François Hennebique (1842 – 1921). https://es.wikipedia.org/wiki/Fran%C3%A7ois_Hennebique
François Hennebique (Neuville-Saint-Vaast, 25 de abril de 1842 – París, 7 de marzo de 1921) fue un ingeniero, arquitecto y constructor francés autodidacta, pionero en el empleo del hormigón armado. Gracias a sus aportaciones prácticas, sus intuiciones estructurales y su extraordinaria capacidad empresarial, el hormigón armado se difundió rápidamente por toda Europa a finales del siglo XIX y principios del XX, hasta convertirse en el sistema constructivo hegemónico del siglo XX.
Entre las figuras vinculadas al desarrollo del hormigón armado, Hennebique ocupa un lugar destacado. No puede atribuírsele la invención de este material ni tampoco se le considera entre los científicos que, en sus inicios, intentaron comprender su comportamiento y formular modelos de cálculo basados en fundamentos teóricos. Tampoco creó una escuela propiamente dicha en los ámbitos de la ingeniería y la arquitectura. Sin embargo, fue probablemente la persona que más contribuyó a la difusión y consolidación del hormigón como material de construcción gracias a su intuición, más que a su erudición o formación técnica, y a su notable espíritu emprendedor y comercial.
Su padre, Benjamin Hennebique, era comerciante. Hennebique se formó inicialmente como albañil. Desde joven se formó como albañil y comenzó a ejercer en 1860, mostrando muy pronto un interés particular por la restauración de iglesias. En 1865 participó en la reconstrucción de la iglesia de Saint-Martin de Courtrai (Cortrique) y se especializó en este tipo de obras religiosas.
En 1867, con veinticinco años, se estableció por cuenta propia en Bruselas como contratista, donde fundó una empresa de construcción y reparación. Ese mismo año, durante la Exposición Universal de París, conoció los experimentos de Joseph Monier, quien utilizaba hormigón armado con mallas metálicas para fabricar tinas y depósitos. La visión de aquellas piezas lo estimuló para investigar cómo aplicar ese nuevo material a la construcción de edificios.
Durante la década de 1870, Hennebique se dedicó a la reconstrucción de iglesias, pero, paralelamente, buscó la manera de mejorar la resistencia al fuego de los edificios. Ideó un sistema de forjados con hierro forjado como refuerzo ignífugo que aplicó por primera vez en 1879 en un edificio residencial de Bruselas, donde recubrió perfiles metálicos con hormigón para protegerlos del fuego.
Durante este tiempo, Hennebique comprendió que el sistema podía perfeccionarse, de modo que el hierro se utilizara solo en las zonas sometidas a tracción y el hormigón trabajara en compresión. Así sentó las bases del hormigón armado moderno, que se concibió como una losa de hormigón con armaduras metálicas en la cara inferior. En 1886, registró en Bruselas su primera patente, relativa a un sistema de forjados tubulares de hormigón con barras longitudinales sujetas por placas metálicas. Ese mismo año formuló una idea fundamental: las fuerzas en el hormigón podían ser absorbidas por el refuerzo metálico, lo que permitía ahorrar material y mejorar la eficiencia estructural. Al describir las ventajas de su patente a los arquitectos belgas, Hennebique hizo hincapié en la economía de su sistema y en lo que sería una constante a lo largo de los años posteriores: la resistencia al fuego.
El gran salto llegó en 1892, cuando Hennebique registró en Francia y Bélgica su célebre patente titulada «Combinación especial del metal y el cemento para la formación de viguetas muy ligeras y de gran resistencia». Este invento dio origen al sistema Hennebique, que integraba de manera monolítica los distintos elementos estructurales (pilares, vigas y losas), y que supuso una de las primeras apariciones del método moderno de construcción en hormigón armado. Esta patente para construir forjados unidireccionales con chapa doblada, que cumplía una doble función: servir de encofrado y de elemento metálico resistente a la tracción. La estética de este tipo de forjado permite enmascarar fácilmente el uso del hormigón y hacerlo pasar por viguetas de madera.
La gran aportación de Hennebique fue la concepción de una articulación monolítica eficaz que integraba vigas, pilares y forjados en una única estructura. Para ello, empleó barras cilíndricas curvadas y entrelazadas entre sí, complementadas con estribos en los apoyos para resistir el esfuerzo cortante. Esta disposición, fruto más de la intuición que del cálculo matemático, anticipaba los sistemas de armado que hoy se utilizan de manera generalizada. En 1897, mejoró su patente al introducir vigas continuas mediante barras dobladas en los apoyos que reforzaban los momentos negativos, lo que incrementaba notablemente la resistencia y la economía del sistema. Su primera gran obra con este material fue un puente en Suiza en 1894, considerado el primer puente de hormigón armado diseñado por él.
Inmueble Hennebique (1900). 1, rue Danton
Paralelamente a sus innovaciones, Hennebique supo organizar una maquinaria empresarial y propagandística sin precedentes. En 1892, fundó en París la Maison Hennebique, cuya plantilla pasó rápidamente de cinco a veintidós empleados, por lo que fue necesario trasladarse a unas instalaciones más grandes.
La difusión internacional de su sistema se llevó a cabo mediante la concesión de licencias a socios en distintos países. Entre ellos, destacaron Louis Gustave Mouchel, en el Reino Unido; Eduard Züblin, en Alemania, y José Eugenio Ribera, en España. En Alemania, además, tuvo que competir con la empresa G. A. Wayss, que había comprado la patente Monier en 1879.
Su propaganda se basaba en dos argumentos constantes: la economía y la resistencia al fuego. Su lema era “Inalterables y a prueba de incendios”. Organizó demostraciones públicas en las que incendiaba edificios de prueba o sometía vigas a cargas excepcionales para demostrar la incombustibilidad y resistencia de su sistema.
En 1896, publicó un artículo en la revista Béton Armé. En 1898, lanzó su propia revista periódica, Le Béton Armé, que se convirtió en el escaparate principal de su empresa y en el que difundía con profusión de fotografías, proyectos y resultados de ensayos, funcionando como órgano propagandístico de su firma.
En 1900, construyó en la calle Danton de París el Edificio Hennebique, sede de su empresa hasta 1967, que fue el primer edificio parisino construido íntegramente con hormigón armado. El inmueble, sede de su empresa hasta 1967, mostraba molduras y balaustradas en hormigón que imitaban piedra tallada, prueba de la versatilidad arquitectónica del material.
El primer puente de hormigón armado diseñado por Hennebique y la obra más importante de este tipo construida hasta entonces fue el puente Camille de Hogues, erigido entre 1899 y 1900 en Châtellerault sobre el río Vienne. La estructura mide 140 metros de largo y está formada por tres arcos rebajados empotrados; el arco central es el de mayor tamaño y tiene una luz de 50 metros.
Entre 1901 y 1903, Hennebique construyó su residencia familiar en Bourg-la-Reine, una obra de arquitectura exuberante y técnicamente avanzada concebida para demostrar las amplias posibilidades del hormigón armado. La vivienda incluye una torre de 40 metros de altura que alberga un depósito de agua para el riego por gravedad de los parterres y jardines suspendidos de la propiedad. Con esta construcción, Hennebique quiso demostrar su convicción de que «al hormigón armado se le puede pedir todo y él puede reproducirlo». Desde 1972, la casa está catalogada como monumento histórico.
Entre 1892 y 1902 se construyeron más de 7000 edificios con el sistema Hennebique, que se aplicó en puentes, torres de agua, fábricas, presas y viviendas. Entre sus obras más relevantes destacan el puente de Wiggen, en Suiza (1894); el puente Camille de Hogues, en Châtellerault (1899-1900), el primer puente francés íntegramente de hormigón armado, con 140 m de longitud y un vano central de 50 m; los silos del puerto de Génova (1901); su participación en el Grand Palais de París (1900); y su casa familiar en Bourg-la-Reine (1890-1904), que contaba con una torre de 40 m que albergaba un depósito de agua, así como un complejo residencial en Bourg.-la-Reine (1904), el puente del Risorgimento en Roma (1910-1912) y su proyecto para la presa de Asuán en Egipto (1899), que no llegó a materializarse.
Puente Camille de Hogues (1900). Hennebique. https://es.m.wikipedia.org/wiki/Archivo:Ch%C3%A2tellerault_-_Pont_Camille-de-Hogues_-1.JPG
En 1896, Hector Guimard le encargó la terraza del arsenal Coutolleau, en Angers. El primer edificio británico construido con este sistema fue el Weaver Building de Swansea (1897), demolido en 1984. Se conservan restos de su estructura en el Science Museum, el Amberley Museum y junto al río Tawe, donde una placa lo conmemora (con el error de llamarlo «Francais» en lugar de François). En Irlanda, destacan el Batchelors Building de Sligo (1905), originariamente un molino y silo de grano, y el Irish Independent Building de Dublín (1924), obra de Donnelly, Moore, Robinson y Keefe.
El puente de la Mescla es un puente de arco superior de 75 metros de longitud, construido completamente en hormigón armado, tanto el arco como el tablero. Inaugurado en 1909, fue construido para dar servicio a una línea de ferrocarril ligero.
Puente de La Mescla (1909).
El sistema Hennebique se implantó con gran éxito en numerosos países, no solo en Francia y Bélgica, sino también en España (de la mano del ingeniero de Caminos, Canales y Puertos J. Eugenio Ribera), Suiza, Italia, Turquía y Egipto. En Alemania, la implantación de la patente Monier a través de Wayss & Freytag le mantuvo muy cerrado el mercado. Hennebique patentó en España más de diez aplicaciones de su sistema para traviesas de ferrocarril, pilotes, muros de contención y cimentación, tubos, cañerías, bloques flotantes para obras marítimas e incluso presas de hormigón armado.
Cabe destacar dos obras realizadas en Italia a comienzos del siglo XX: el edificio de silos del puerto de Génova, levantado en 1901, que fue el primero construido en el país con el sistema Hennebique, y el edificio de la Sociedad de Salvamento de Nápoles, construido en 1906. La primera de ellas, y la primera construida en el país con el sistema Hennebique, es el edificio de silos del puerto de Génova, levantado en 1901. Se trata de una obra de gran envergadura propia del ámbito portuario: el edificio mide 500 metros de largo y ocupa una superficie de 15 000 metros cuadrados. Está compuesto por enormes depósitos de grano de sección rectangular y más de 20 metros de altura.
Edificio de silos en Génova. https://upload.wikimedia.org/wikipedia/commons/2/2a/Silos_di_Genoa.jpg
El puente del Risorgimento es un arco muy rebajado construido entre 1910 y 1911. Fue construido con motivo del 50.º aniversario de la Unificación de Italia, en 1909. Su técnica de construcción, basada en el método de Hennebique, permitió llevar a cabo una obra atrevida para la época: un arco de más de 100 metros de luz y 20 metros de ancho.
Puente del Risorgimiento. https://tour.rome.it/es/roma/qu%C3%A9-ver/detalles/ponte-risorgimento-roma
Una de las aplicaciones más extendidas del sistema Hennebique fue la de los forjados de edificios, cuyo proceso consistía en la construcción de encofrados de vigas y viguetas, la colocación de armaduras longitudinales en las esquinas de los soportes y en las vigas y, por último, el hormigonado. Las maquetas demostrativas mostraban, mediante piezas de metacrilato transparente, la disposición de platabandas que unían las armaduras, las barras dobladas en los apoyos para resistir los esfuerzos cortantes, la mayor densidad de refuerzos cerca de los apoyos, las esperas necesarias para conectar fases de hormigonado y el engrosamiento característico de los soportes en su encuentro con las vigas.
El sistema Hennebique alcanzó su mayor auge hacia 1905, cuando la Maison Hennebique gestionaba 50 gabinetes de estudios, contaba con 380 técnicos, entre ingenieros y delineantes, y más de 10 000 obreros activos, y controlaba cerca del 20 % del mercado mundial del hormigón armado. En 1909, la red ya incluía 62 oficinas, 43 en Europa y 12 en Estados Unidos. No obstante, en 1903, la Oficina de Patentes francesa desestimó su patente en favor de la de Monier (1878), y aunque Hennebique ganó un pleito contra el constructor Boussiron por plagio, los derechos exclusivos de su sistema quedaron debilitados.
El verdadero golpe llegó con la Circular Ministerial francesa de 1906, que estableció una reglamentación científica general para el cálculo del hormigón armado, de modo que este material dejó de ser un «sistema» patentado para convertirse en un material estructural regulado y calculable. Esto supuso la separación de roles entre proyectista y constructor, y redujo el control que ejercía Hennebique, que a partir de entonces se dedicó principalmente a la consultoría técnica apoyada en el equipo de ingenieros que había formado.
François Hennebique falleció en París el 7 de marzo de 1921. Para entonces, su empresa había participado en más de 150 000 proyectos en todo el mundo. La empresa Bétons Armés Hennebique (BAH) permaneció activa hasta 1967, año en que cesó su actividad definitivamente.
Aunque no fue un gran teórico, sus estudios contribuyeron a consolidar el hormigón armado como material constructivo. Su verdadero talento residía en la combinación de intuición técnica, visión empresarial y capacidad propagandística, que permitió una difusión vertiginosa de este material en Europa y más allá.
Gracias a él, el hormigón armado pasó de ser una curiosidad experimental a convertirse en el material hegemónico de la ingeniería y la arquitectura del siglo XX.
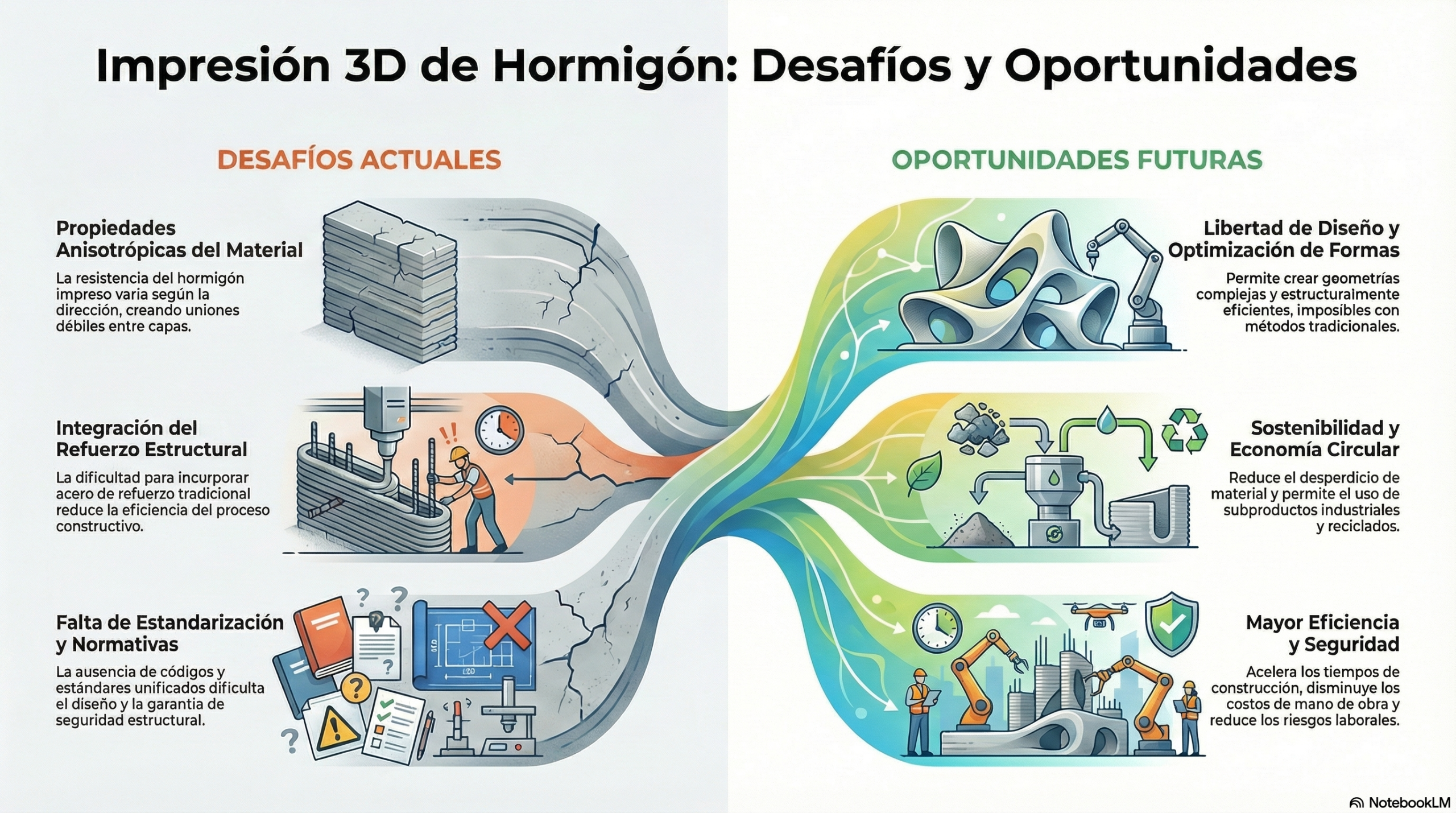
La impresión 3D de hormigón (3D Concrete Printing o 3DCP) se ha consolidado como una de las tecnologías emergentes más prometedoras en ingeniería civil. Consiste en fabricar elementos constructivos depositando, capa a capa, una mezcla cementicia diseñada para ser bombeada y extruida, lo que elimina la necesidad de encofrados tradicionales y reduce el consumo de materiales. Este enfoque permite una construcción más eficiente, flexible en sus formas y potencialmente más sostenible.
Propiedades del hormigón fresco: extrusibilidad, constructividad y tiempo abierto
El rendimiento de un hormigón por impresión 3D se evalúa en gran medida por sus propiedades en estado fresco. La extrusibilidad implica que la mezcla pueda fluir de manera continua por el sistema de bombeo y la boquilla sin obstruirse, lo cual se logra mediante un diseño adecuado de la granulometría y la incorporación de aditivos superplastificantes o modificadores de la viscosidad. La constructividad (buildability), por otro lado, se refiere a la capacidad de cada capa depositada para soportar las cargas de las capas sucesivas sin deformarse y está directamente relacionada con la tixotropía y la recuperación estructural de la mezcla. El tiempo abierto (open time) define el tiempo útil de aplicación o periodo de trabajabilidad durante el cual la mezcla mantiene condiciones reológicas adecuadas para la impresión. Este parámetro es crítico en proyectos de mayor escala o en entornos variables.
Adherencia intercapas, anisotropía y parámetros del proceso
Una de las limitaciones clave del hormigón impreso es la baja resistencia en los planos de unión entre capas. La adhesión entre capas depende de factores como el tiempo transcurrido desde su aplicación, la humedad superficial y las condiciones de curado. Los intervalos prolongados o las superficies secas tienden a generar juntas frías que actúan como planos de debilidad. Estudios recientes han propuesto estrategias para mitigar este efecto, como inducir condiciones termo-higrotérmicas durante la deposición, lo que puede aumentar la resistencia de la interfaz hasta en un 78 %. También se está investigando el uso de materiales compuestos especiales, como los cementicios de endurecimiento por deformación (SHCC), como materiales de unión, con los que se logran mejoras significativas en la adherencia y la resistencia a la flexión.
Propiedades mecánicas, durabilidad y microestructura
En estado endurecido, los hormigones impresos presentan resistencias a la compresión y a la flexión comparables a las de los hormigones convencionales, pero con un marcado carácter anisótropo debido a la orientación de las capas y a la presencia de vacíos entre los filamentos. La microestructura interfacial suele presentar una mayor porosidad, lo que influye en las propiedades de durabilidad, como la penetración de cloruros, la carbonatación o la resistencia a los ciclos de hielo y deshielo. Investigaciones recientes han demostrado que tanto el tiempo entre capas como las condiciones de curado influyen notablemente en la durabilidad y pueden afectar a la sorptividad y a la conductividad del ión cloruro.
Estrategias de refuerzo y mejoras funcionales
El hormigón impreso no puede resistir esfuerzos de tracción si no se integra algún tipo de refuerzo. Las estrategias actuales incluyen la incorporación de fibras (plásticas, metálicas o de vidrio) en la propia mezcla, la inserción de mallas de acero o textiles durante el proceso de impresión o el uso de composites reforzados, como el SHCC, entre capas. Los métodos en proceso, como la colocación automatizada de refuerzos textiles durante la impresión, han demostrado mejorar significativamente la ductilidad y la resistencia final de los elementos curvos. Estas soluciones avanzadas buscan superar la principal barrera de la impresión 3D para uso estructural: garantizar la capacidad portante frente a esfuerzos de tracción y flexión.
Sostenibilidad y materiales alternativos
Una de las mayores promesas de la impresión 3D de hormigón es su potencial de sostenibilidad. La eliminación de encofrados reduce los residuos y la energía necesaria y el diseño libre permite optimizar las formas para minimizar el uso de material. No obstante, la reducción real de la huella de carbono depende del uso de adiciones minerales (SCM, supplementary cementitious materials) y de áridos reciclados. Según diversos estudios, es posible incorporar cenizas volantes, escorias y residuos industriales para mejorar la sostenibilidad y reducir el coste. Investigaciones específicas demuestran que el uso de escoria de acero como árido fino es viable y que se pueden alcanzar resistencias comparables a las de las mezclas tradicionales. Asimismo, los diseños de mezclas con altos volúmenes de ceniza volante han demostrado un buen equilibrio entre la imprimibilidad y el rendimiento estructural.
Modelización, normativa y aplicación a escala real
La investigación también avanza en la modelización de los fenómenos que afectan a la impresión. Se han propuesto modelos informáticos que predicen la formación de juntas frías en función de la humedad superficial y del tiempo de deposición. Al mismo tiempo, en conferencias internacionales como Digital Concrete, impulsadas por RILEM, se han establecido procedimientos experimentales para caracterizar las propiedades de las mezclas imprimibles y evaluar la adhesión entre capas. A pesar de ello, todavía no existen normativas consolidadas que permitan el diseño estructural con garantías, por lo que la aplicación en obras reales se limita a proyectos piloto y prototipos. Revisiones recientes señalan que la falta de normas y metodologías de control de calidad es uno de los principales obstáculos para su industrialización.
Retos principales y recomendaciones prácticas
Los principales desafíos de esta tecnología son evidentes. La adherencia entre capas sigue siendo un punto débil que debe mejorarse mediante el control del tiempo de impresión, de la humedad y de los materiales de unión. La variabilidad debida a las condiciones ambientales exige una instrumentación avanzada y el control en tiempo real de los parámetros reológicos. El refuerzo requiere soluciones automatizadas y compatibles con la impresión continua, mientras que la sostenibilidad exige el uso intensivo de subproductos y una evaluación rigurosa del ciclo de vida. Por último, la escalabilidad industrial dependerá de la normalización de las pruebas y de la estandarización de los procesos.
Conclusión
El hormigón por impresión 3D se encuentra en una fase avanzada de desarrollo, con avances significativos en reología, adherencia, refuerzo y sostenibilidad. No obstante, aún es necesario superar retos relacionados con el control de calidad, la normativa y la durabilidad para garantizar su aplicación masiva en obras civiles. Su éxito dependerá de la integración de avances materiales, mecánicos y normativos, así como de la estrecha colaboración entre la universidad, la industria y los organismos de normalización. A corto plazo, la impresión 3D no sustituirá al hormigón convencional, pero sí abrirá un nuevo campo de aplicaciones en prefabricados, prototipos y proyectos singulares de alta eficiencia en materiales.
Os dejo algunos vídeos sobre este tipo de hormigón.
Referencias
Arrêteau, M., Fabien, A., El Haddaji, B., Chateigner, D., Sonebi, M., & Sebaibi, N. (2023). Review of Advances in 3D Printing Technology of Cementitious Materials: Key Printing Parameters and Properties Characterization. Buildings, 13(7), 1828. https://doi.org/10.3390/buildings13071828
Bentz, D. P., Jones, S. Z., Bentz, I. R., & Peltz, M. A. (2019). Towards the Formulation of Robust and Sustainable Cementitious Binders for 3D Additive Construction by Extrusion. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 307–330). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00015-2
Bos, F. P., Wolfs, R. J. M., Ahmed, Z., & Salet, T. A. M. (2016). Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual and Physical Prototyping, 11(3), 209–225. https://doi.org/10.1080/17452759.2016.1209867
Dey, D., Srinivas, D., Panda, B., Suraneni, P., & Sitharam, T. G. (2022). Use of industrial waste materials for 3D printing of sustainable concrete: A review. Journal of Cleaner Production, 340, 130749. https://doi.org/10.1016/j.jclepro.2022.130749
Du, G., Sun, Y., & Qian, Y. (2024). 3D printed strain-hardening cementitious composites (3DP-SHCC) reticulated shell roof inspired by the water spider. Automation in Construction, 167, 105717. https://doi.org/10.1016/j.autcon.2024.105717
Feng, P., Meng, X., Chen, J. F., & Ye, L. (2019). Mechanical Properties of Structures 3D-Printed With Cementitious Powders. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 179–208). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00009-9
Gaudillière, N., Duballet, R., Bouyssou, C., Mallet, A., Roux, P., Zakeri, M., & Dirrenberger, J. (2019). Building Applications Using Lost Formworks Obtained Through Large-Scale Additive Manufacturing of Ultra-High-Performance Concrete. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 37–58). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00003-8
Hambach, M., & Volkmer, D. (2017). Properties of 3D-printed fiber-reinforced Portland cement paste. Cement and Concrete Composites, 79, 62–70. https://doi.org/10.1016/j.cemconcomp.2017.02.001
Irshidat, M., Cabibihan, J.-J., Fadli, F., Al-Ramahi, S., & Saadeh, M. (2025). Waste materials utilization in 3D printable concrete for sustainable construction applications: A review. Emergent Materials, 8(3), 1357–1379. https://doi.org/10.1007/s42247-024-00942-4
Kazemian, A., Yuan, X., Meier, R., & Khoshnevis, B. (2019). Performance-Based Testing of Portland Cement Concrete for Construction-Scale 3D Printing. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 13–36). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00002-6
Khoshnevis, B., Hwang, D., Yao, K.-T., & Yeh, Z. (2006). Mega-scale fabrication by contour crafting. International Journal of Industrial and Systems Engineering, 1(3), 301–320. https://doi.org/10.1504/IJISE.2006.009791
Li, Z., Wang, L., & Ma, G. (2019). Method for the Enhancement of Buildability and Bending Resistance of Three-Dimensional-Printable Tailing Mortar. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 161–178). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00008-7
Li, Z., Wang, L., Ma, G., Sanjayan, J., & Feng, D. (2020). Strength and ductility enhancement of 3D printing structure reinforced by embedding continuous micro-cables. Construction and Building Materials, 264, 120196. https://doi.org/10.1016/j.conbuildmat.2020.120196
Liu, D., Zhang, Z., Zhang, X., & Chen, Z. (2023). A review on 3D printing concrete structures: Mechanical properties, structural forms, optimal design and connection methods. Construction and Building Materials, 405, 133364. https://doi.org/10.1016/j.conbuildmat.2023.133364
Marchment, T., & Sanjayan, J. (2020). Mesh reinforcing method for 3D Concrete Printing. Automation in Construction, 109, 102992. https://doi.org/10.1016/j.autcon.2019.102992
Mechtcherine, V., Buswell, R., Kloft, H., Bos, F. P., Hack, N., Wolfs, R., Sanjayan, J., Nematollahi, B., Ivaniuk, E., & Neef, T. (2021). Integrating reinforcement in digital fabrication with concrete: A review and classification framework. Cement and Concrete Composites, 119, 103964. https://doi.org/10.1016/j.cemconcomp.2021.103964
Nam, Y. J., Hwang, Y. K., Park, J. W., & Lim, Y. M. (2018). Fiber-Reinforced Cementitious Composite Design with Controlled Distribution and Orientation of Fibers Using Three-Dimensional Printing Technology. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 59–76). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00004-X
Nematollahi, B., Xia, M., Vijay, P., & Sanjayan, J. (2019). Properties of Extrusion-Based 3D Printable Geopolymers for Digital Construction Applications. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 369–380). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00018-X
Nerella, V. N., & Mechtcherine, V. (2019). Studying the Printability of Fresh Concrete for Formwork-Free Concrete Onsite 3D Printing Technology (CONPrint3D). In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 333–348). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00016-6
Rehman, A. U., & Kim, J.-H. (2021). 3D concrete printing: A systematic review of rheology, mix designs, mechanical, microstructural, and durability characteristics. Materials, 14(14), 3800. https://doi.org/10.3390/ma14143800
Salet, T. A. M., Ahmed, Z. Y., Bos, F. P., & Laagland, H. L. M. (2018). Design of a 3D printed concrete bridge by testing. Virtual and Physical Prototyping, 13(3), 222–236. https://doi.org/10.1080/17452759.2018.1479528
Sanjayan, J. G., & Nematollahi, B. (2019). 3D Concrete Printing for Construction Applications. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 1–11). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00001-4
Tran, N., Tran, M. V., Tran, P., Nguyen, A. K., & Nguyen, C. Q. (2024). Eco-Friendly 3D-Printed Concrete Using Steel Slag Aggregate: Buildability, Printability and Mechanical Properties. International Journal of Concrete Structures and Materials, 18(66). https://doi.org/10.1186/s40069-024-00705-9
Weng, Y., Li, M., Tan, M. J., & Qian, S. (2019). Design 3D Printing Cementitious Materials Via Fuller Thompson Theory and Marson-Percy Model. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 285–302). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00014-0
Wolfs, R. J. M., Bos, F. P., & Salet, T. A. M. (2019). Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cement and Concrete Research, 119, 132–140. https://doi.org/10.1016/j.cemconres.2019.02.017
Xia, M., Nematollahi, B., & Sanjayan, J. G. (2019). Development of Powder-Based 3D Concrete Printing Using Geopolymers. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 235–244). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00011-7
Zareiyan, B., & Khoshnevis, B. (2017). Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Automation in Construction, 83, 212–221. https://doi.org/10.1016/j.autcon.2017.08.019
A continuación, os paso el contenido de una nota de prensa que ha lanzado la UPV sobre uno de nuestros trabajos de investigación relacionados con el proyecto RESILIFE.
Este trabajo se ha publicado en una de las revistas de mayor impacto científico, dentro del primer decil del JCR: Environmental Impact Assessment Review.
También os dejo enlaces a la noticia. Espero que os resulte interesante.
La UPV desarrolla una metodología pionera que combina economía, medioambiente y sociedad para decidir cómo construir y mantener de forma sostenible en entornos marinos.
Por las mañanas, cuando la brisa marina llega a las playas gaditanas, también transporta consigo algo menos poético que el aroma del mar: partículas de sal. Estas sales, cargadas de cloruros, penetran en los materiales de los edificios y aceleran la corrosión del hormigón armado. El resultado es un problema silencioso, pero de gran magnitud: estructuras que se deterioran antes de tiempo, con costes de reparación muy elevados y, en algunos casos, con riesgos para la seguridad.
Un equipo de la Universitat Politècnica de València (UPV) ha desarrollado una herramienta que podría cambiar la forma en la que se planifican las construcciones en la costa. Su investigación, publicada en la revista internacional Environmental Impact Assessment Review, propone un método novedoso que integra tres dimensiones de la sostenibilidad:
la económica (cuánto cuesta construir y mantener),
la ambiental (qué huella deja en términos de emisiones y recursos),
y la social (cómo afecta a trabajadores, vecinos y usuarios).
En palabras de Antonio J. Sánchez-Garrido, autor principal del trabajo: “No basta con calcular cuántos años puede durar un material; hay que considerar también qué impacto tendrá sobre la comunidad, sobre el medio ambiente y sobre el bolsillo de quienes deben mantenerlo”.
Un edificio piloto frente al mar
Para aterrizar su modelo, los investigadores eligieron un caso muy concreto: un hotel situado en primera línea de playa en Sancti Petri (Cádiz). A partir de ahí simularon doce alternativas constructivas distintas, desde cementos especiales hasta recubrimientos protectores o cambios en el tipo de acero de las armaduras.
A cada una de estas alternativas le aplicaron modelos matemáticos de predicción del deterioro y un sistema de decisión multicriterio (FUCOM–TOPSIS) que permite ordenar las opciones en función de su sostenibilidad. El horizonte temporal fue de 100 años, lo que ofrece una visión a largo plazo del ciclo de vida del edificio.
El resultado: una especie de “hoja de ruta” que indica qué material conviene utilizar y cada cuánto tiempo hay que intervenir para alargar la vida útil de la construcción.
Resultados que desmontan intuiciones
Uno de los hallazgos más llamativos es que las soluciones más duraderas no son necesariamente las más sostenibles. El acero inoxidable, por ejemplo, puede resistir más de un siglo sin apenas corrosión. Sin embargo, su elevado coste económico y el fuerte impacto ambiental asociado a su producción lo convierten en una opción menos recomendable si se busca un equilibrio global.
En cambio, alternativas como el cemento resistente a sulfatos (SRC) se posicionan como las más equilibradas: ofrecen buena durabilidad, costes razonables y un impacto ambiental moderado. Según el estudio, con esta solución bastaría con intervenir aproximadamente cada 53 años, lo que supone un gran ahorro económico y logístico.
Otros materiales, como las mezclas con humo de sílice o los tratamientos hidrofóbicos, también obtienen puntuaciones muy competitivas, alargando la vida útil de la estructura y reduciendo la necesidad de reparaciones frecuentes.
Más allá del cálculo técnico
El valor añadido del trabajo radica en su enfoque integral. Hasta ahora, muchas decisiones en construcción se han basado en criterios parciales: el coste inmediato, la resistencia mecánica o la facilidad de ejecución. La propuesta de la UPV va más allá al incluir también los efectos sociales: desde la generación de empleo en la fase de construcción y mantenimiento, hasta las molestias que las obras provocan en vecinos, turistas o trabajadores.
“Un hotel en primera línea de playa no puede permitirse cerrar cada pocos años para reparaciones. Reducir la frecuencia y la duración de las obras no solo ahorra dinero, sino que mejora la experiencia de quienes viven o disfrutan de esos espacios”, explica Víctor Yepes, coautor del estudio e investigador del Instituto ICITECH de la UPV.
Aplicaciones prácticas y futuro
Las aplicaciones de esta metodología son numerosas. Puede ayudar a promotores inmobiliarios a elegir materiales más sostenibles, a administraciones públicas a incluir métricas objetivas en sus licitaciones de obra, y a ingenieros y arquitectos a planificar proyectos con una visión a largo plazo.
Además, se trata de un modelo replicable y transparente, lo que significa que puede adaptarse a diferentes contextos: desde viviendas costeras hasta paseos marítimos, puentes o incluso puertos.
El equipo de la UPV ya trabaja en los siguientes pasos: incorporar inteligencia artificial y modelos probabilísticos para mejorar las predicciones, y validar la metodología en proyectos reales a gran escala, que permitan trasladar este conocimiento directamente al sector.
Un cambio de paradigma
En un momento en que Europa avanza hacia la neutralidad climática y exige a la construcción estándares más estrictos de sostenibilidad, este tipo de investigaciones se vuelven cruciales. No se trata solo de ahorrar dinero o prolongar la vida de los edificios, sino de repensar la relación entre infraestructuras, medio ambiente y sociedad.
La sal del mar seguirá siendo una amenaza para las estructuras costeras, pero gracias a esta metodología, los edificios podrán resistir mejor el paso del tiempo. Y, sobre todo, podrán hacerlo de manera más respetuosa con el planeta y con las personas que los habitan.
¿Qué es la dosificación del hormigón y por qué es tan importante?
La dosificación del hormigón consiste en determinar las proporciones exactas de sus componentes (cemento, agua, áridos y aditivos) para obtener una mezcla óptima. El objetivo es que el hormigón resultante posea las características idóneas de durabilidad, resistencia, compacidad y consistencia para la obra en cuestión. Una dosificación adecuada es fundamental para garantizar la resistencia y la durabilidad de las estructuras. Si no se realiza adecuadamente, la mezcla puede perder homogeneidad y los componentes pueden segregarse, lo que comprometería las propiedades del hormigón endurecido.
¿Cuáles son los factores clave que hay que considerar antes de dosificar el hormigón?
Antes de dosificar el hormigón, es importante considerar varios factores para garantizar que la mezcla sea adecuada para la aplicación deseada. Estos incluyen:
Resistencia deseada del hormigón: es la propiedad mecánica principal que se busca.
Condiciones ambientales: la exposición a temperaturas extremas, ciclos de congelación-deshielo o ambientes agresivos (como el agua de mar o los sulfatos) influye en la durabilidad.
Equipos de fabricación y compactación: la elección entre métodos manuales o mecánicos para la mezcla y la compactación incide en la trabajabilidad y en la necesidad de aditivos.
Granulometría y la calidad de los áridos: el tamaño máximo, la forma (rodado o machacado) y la distribución granulométrica son esenciales para la compacidad y la trabajabilidad.
Dimensiones de la sección y disposición de las armaduras: influyen en el tamaño nominal máximo del árido y en la trabajabilidad necesaria para garantizar un buen llenado y una correcta compactación.
Tipo de cemento y el uso de aditivos: determinan las propiedades de fraguado, de endurecimiento y las características especiales del hormigón.
¿Cuáles son los principales métodos de dosificación del hormigón?
Existen varios métodos, cada uno adecuado para diferentes situaciones y niveles de precisión:
Dosificación en volumen: es el método más antiguo y sencillo. Se utiliza principalmente en obras pequeñas y consiste en determinar las cantidades mediante tablas de proporciones para obtener un metro cúbico de hormigón.
Métodos basados en el contenido de cemento: incluyen el método de Fuller y la fórmula de Bolomey. Estos se centran en la cantidad de cemento por metro cúbico y en la granulometría de los áridos para lograr una buena densidad y trabajabilidad, con el objetivo de utilizar menos cemento.
Métodos basados en la resistencia a la compresión: como el método A.C.I. y el método De la Peña. Estos parten de la resistencia deseada del hormigón y consideran la cantidad de agua, el tamaño y el tipo de árido, así como la consistencia, para determinar las proporciones. Se utilizan ampliamente en obras estructurales.
Métodos racionales: como el método Faury, que se basa en principios granulométricos y define una curva granulométrica ideal para garantizar una granulometría total adecuada, incluida la del cemento. Es más flexible y preciso, pero requiere cálculos más complejos.
Métodos prácticos/experimentales: como el método de Valette y los hormigones de prueba, que implican la realización de mezclas experimentales en el laboratorio o en la obra para verificar y ajustar las proporciones en función de las propiedades del hormigón fresco y endurecido.
¿Cómo influyen la relación agua/cemento y la cantidad de cemento en la dosificación?
La relación agua/cemento (a/c) es un factor crítico para la resistencia y la durabilidad del hormigón. A menor relación a/c, mayor resistencia y durabilidad, y menor coste si la resistencia es fija. La cantidad de cemento, junto con la relación a/c, se selecciona para cumplir los requisitos de resistencia y durabilidad. El Código Estructural establece límites para el contenido de cemento: no puede ser inferior a 200, 250 y 275 kg/m³ para hormigón en masa, armado o pretensado, respectivamente. La cantidad máxima de cemento por metro cúbico de hormigón suele ser de 500 kg, aunque este límite puede superarse con la autorización de la dirección de obra. Una relación agua/cemento adecuada y un contenido de cemento adecuado minimizan el riesgo de segregación y aseguran la cohesión de la mezcla.
¿Por qué son importantes los ensayos experimentales con hormigón dosificado y qué se evalúa?
El cálculo matemático y teórico de las proporciones del hormigón no exime de la responsabilidad de comprobar experimentalmente la composición obtenida. En la práctica, múltiples factores pueden influir en las propiedades del hormigón. Los ensayos experimentales son cruciales para:
Verificación de la docilidad (trabajabilidad): se mide mediante el método del asentamiento del cono de Abrams (UNE EN 12350-2), a fin de garantizar que el hormigón pueda moldearse y compactarse fácilmente en obra.
Comprobación de la resistencia: se verifica mediante ensayos de resistencia a la compresión con probetas fabricadas y curadas según las normas específicas (UNE-EN 12390-2).
Ajustes y correcciones: Las pruebas permiten ajustar la dosis de agua para lograr el asentamiento requerido y, si el rendimiento difiere significativamente del cálculo teórico (más del ±3 %), se corrigen las proporciones de los áridos. También se pueden ajustar las dosis de cemento si la resistencia obtenida supera la necesaria. La toma de muestras para estos ensayos se realiza en el punto de vertido, a la salida del elemento de transporte, entre un cuarto y un tercio de la descarga, y deben estar presentes el proveedor del hormigón y el constructor, con un acta levantada por el laboratorio.
¿Cómo influye la dosificación del hormigón en la segregación de sus componentes?
La segregación es la pérdida de homogeneidad de la mezcla de hormigón y está directamente relacionada con una dosificación incorrecta. Un hormigón mal dosificado puede presentar dos tipos principales de segregación:
Por exceso de agua: si la cantidad de agua es excesiva, el mortero puede separarse de los áridos y los áridos más gruesos tienden a depositarse en el fondo.
Por escasez de agua y exceso de finos (hormigón muy seco): en este caso, los áridos más gruesos se separan y se depositan con mayor facilidad que las partículas más finas. Para evitar la segregación, es fundamental realizar una dosificación que asegure la cohesión de la mezcla. Las mezclas más propensas a la segregación son las que contienen mucha arena, las ásperas o poco dóciles y las extremadamente secas o fluidas. Un aumento adecuado de la cantidad de agua suele mejorar la cohesión y eliminar la segregación en mezclas secas.
¿Cuáles son las limitaciones y correcciones más habituales en la dosificación del hormigón en la práctica?
A pesar de los métodos teóricos, la dosificación del hormigón en la práctica presenta limitaciones y requiere correcciones.
Limitaciones normativas: el Código Estructural establece rangos mínimos y máximos para el contenido de cemento y la relación agua/cemento con el fin de garantizar la durabilidad y la resistencia del hormigón en función del tipo de estructura y de la exposición.
Ajustes por humedad de los áridos: los áridos de la obra suelen tener un grado de humedad distinto del de la condición saturada y del de la superficie seca considerados en la dosificación inicial. Esta humedad afecta tanto la cantidad de agua efectiva en la mezcla como el peso real de los áridos. Por tanto, se calcula la humedad libre y se ajustan, en consecuencia, la dosis de agua y el peso de los áridos. Si la dosificación se mide en volumen, también debe considerarse el esponjamiento de la arena.
Modificación por rendimiento: se comprueba si el volumen de hormigón producido en obra coincide con el volumen teórico calculado. Si hay diferencias (generalmente, superiores al ±3 %), se ajustan las proporciones de los áridos para mantener la dosis de cemento y la relación agua/cemento.
Corrección por variaciones de la granulometría: si la arena suministrada contiene proporciones de grava no previstas o si la granulometría general de los áridos varía, es necesario modificar las proporciones de arena y grava para mantener la trabajabilidad y la compactación deseadas y asegurar el cumplimiento de las bandas granulométricas óptimas.
¿Quiénes son los «participantes» clave en la fabricación de un buen hormigón?
Existe una metáfora ingeniosa para describir los roles esenciales en este proceso:
Un sabio para el agua: ya que es fundamental para la trabajabilidad, la resistencia y la durabilidad, su cantidad debe calcularse y controlarse cuidadosamente.
Un avaro con el cemento: destaca la necesidad de ser eficiente en su uso, el componente más costoso, sin comprometer las propiedades deseadas del hormigón. Esto implica un uso óptimo que cumpla con los requisitos mínimos de resistencia y durabilidad.
Un dadivoso para los áridos: sugiere generosidad al seleccionar y combinar los áridos, buscando la mejor granulometría y calidad posibles para lograr la máxima compacidad y una trabajabilidad adecuada a las condiciones de la obra.
Y para revolverlo… ¡Un genio de la ingeniería! Este último participante subraya el papel fundamental del ingeniero, que con su experiencia y conocimiento, y una pizca de audacia, integra todos los componentes y ajusta el proceso para asegurar el éxito final del hormigón. Esto implica supervisión constante, capacidad para realizar correcciones en obra y garantizar el cumplimiento de todas las especificaciones.
Os dejo un audio de resumen de este tema:
Os dejo varios vídeos, que espero, os sean útiles:
Dosificación del hormigón: Proceso de determinar las proporciones exactas de los componentes (cemento, agua, áridos, aditivos) para obtener una mezcla de hormigón con las características deseadas (resistencia, durabilidad, trabajabilidad, etc.).
Hormigón en masa: Hormigón sin armadura de acero.
Hormigón armado: Hormigón que contiene una armadura de acero para mejorar su resistencia a la tracción.
Hormigón pretensado: Hormigón en el que se inducen esfuerzos de compresión antes de la aplicación de las cargas de servicio, generalmente mediante tendones de acero.
Resistencia característica: Valor de resistencia a la compresión del hormigón por debajo del cual solo se espera un porcentaje especificado de resultados (p. ej., 5 %). Es la resistencia mínima garantizada por la normativa.
Resistencia media de dosificación: Resistencia promedio objetivo para la mezcla de hormigón, calculada para asegurar que la resistencia característica se cumpla en obra, considerando la variabilidad del proceso.
Áridos: Materiales granulares (arena, grava) que forman el esqueleto del hormigón.
Granulometría: Distribución por tamaños de las partículas de un árido. Una granulometría adecuada es crucial para la trabajabilidad y compacidad del hormigón.
Tamaño máximo nominal del árido: Dimensión máxima de las partículas del árido grueso utilizada en una mezcla de hormigón.
Consistencia del hormigón: Medida de la fluidez o rigidez del hormigón fresco, generalmente determinada mediante el ensayo de asentamiento del cono de Abrams.
Trabajabilidad: Propiedad del hormigón fresco que describe la facilidad con la que puede ser mezclado, transportado, colocado, compactado y acabado sin segregación.
Asentamiento del cono de Abrams: Ensayo estandarizado para medir la consistencia del hormigón fresco.
Relación agua/cemento: Proporción en peso de agua libre respecto al cemento en la mezcla de hormigón. Es el factor más influyente en la resistencia y la durabilidad del hormigón.
Aditivos: Sustancias añadidas al hormigón en pequeñas cantidades para modificar sus propiedades (p. ej., plastificantes, incorporadores de aire, retardantes).
Segregación: Separación de los componentes del hormigón fresco, lo que da lugar a una distribución no uniforme de los materiales y a propiedades inferiores.
Gessner (parábola de Gessner): Curva granulométrica teórica que representa una distribución de tamaños de áridos que maximiza la compacidad y la docilidad de la mezcla.
Bolomey (fórmula de Bolomey): Método de dosificación basado en el contenido de cemento, que busca una mezcla económica y resistente, perfeccionando el método de Fuller.
Método A.C.I. (American Concrete Institute): Método empírico de dosificación ampliamente utilizado, basado en tablas y experiencia para determinar las proporciones de la mezcla.
Método de la Peña: Método de dosificación basado en la resistencia a la compresión, aconsejado para hormigones estructurales con condiciones de ejecución controlables.
Método de Fuller: Método de dosificación antiguo basado en el contenido de cemento y una granulometría continua.
Método Faury: Método de dosificación racional que se fundamenta en principios granulométricos y en el concepto de «curva granulométrica ideal», que incluye el efecto de pared.
Método de Valette: Método experimental de dosificación que emplea técnicas de laboratorio para determinar las proporciones óptimas de los materiales.
Humedad libre: Agua contenida en los áridos por encima de la cantidad necesaria para su estado saturado con superficie seca, que contribuye al agua de amasado de la mezcla.
Agua de absorción: Agua que los áridos pueden absorber hasta alcanzar su estado saturado superficialmente seco (sss).
Rendimiento del hormigón: Volumen real de hormigón producido por una amasada o por unidad de cemento, comparado con el volumen teórico.
Efecto de pared: Fenómeno cuantificado por Faury que describe la influencia de las superficies rígidas (moldajes y armaduras) en la densidad y distribución granular del hormigón adyacente.
Módulo de finura: Indicador de la finura o grueso de un árido, especialmente arena, utilizado en algunos métodos de dosificación.
Huso granulométrico: Rango de curvas granulométricas consideradas aceptables para un determinado tipo de hormigón y de aplicación.
Densidad aparente (de áridos): Masa de un volumen de árido, incluyendo los huecos entre las partículas.
Densidad real (de áridos o cemento): Masa de un volumen de material sólido, excluyendo los huecos.
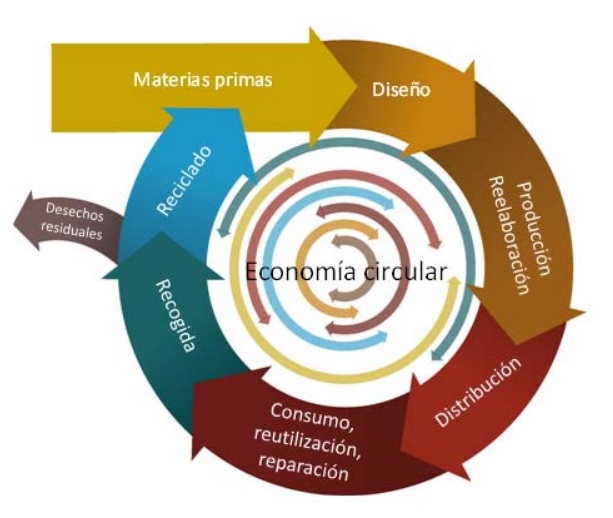
Figura 1. Economía circular. Fuente: PEMAR (2016-2022)
¿Qué es la economía circular y en qué se diferencia del modelo económico tradicional?
La economía circular es un modelo económico diseñado para eliminar los residuos y maximizar el uso eficiente de los recursos, todo lo cual contrasta con el modelo lineal tradicional de «tomar, hacer y desechar». Su objetivo principal es mantener los productos, materiales y recursos en uso durante el mayor tiempo posible. En la práctica, esto se consigue cerrando ciclos (transformando residuos en materias primas secundarias), ralentizando ciclos (alargando la vida útil de productos y materiales) y estrechando ciclos (maximizando el valor económico de una cantidad fija de recursos).
¿Por qué la industria del cemento y del hormigón está adoptando la economía circular?
Lo hace debido a los desafíos ambientales sin precedentes y a la creciente demanda de recursos. El Foro Económico Mundial señala que cada año se incorporan a la economía mundial 100 mil millones de toneladas de materiales, de los cuales cerca de la mitad se utilizan en ingeniería y construcción. Se estima que para el año 2100 se necesitarán dos mil millones de nuevos hogares, junto con su infraestructura de apoyo. La economía circular es esencial para reducir esta intensa demanda de recursos, mejorar la eficiencia en la fabricación y el diseño, maximizar la vida útil de los proyectos y minimizar y reutilizar los residuos. Además, la adopción de la economía circular es clave para que el sector alcance la neutralidad en emisiones de carbono para el año 2050, un objetivo global de la industria.
¿Cuáles son los principios clave de la economía circular aplicados al cemento y al hormigón según las «9R» del PNUMA?
El Programa de las Naciones Unidas para el Medio Ambiente (PNUMA) describe la economía circular en términos de nueve acciones «R», que, en el caso de materiales de construcción de larga duración como el cemento y el hormigón, se adaptan a seis categorías principales:
Reducir por diseño: disminuir la cantidad de material utilizado desde la fase de concepción.
Reciclar: evitar la eliminación de residuos y permitir que el material vuelva al ciclo de producción.
Readaptar: modificar elementos y componentes para un uso igual o mejor que el original.
Reutilizar: Utilizar los materiales o productos tal cual, siempre que sea posible.
Rechazar/Reducir: comprar o usar menos y utilizar artículos y servicios durante más tiempo.
Reparar, renovar o remanufacturar: reparar en lugar de reemplazar, renovar lo existente o remanufacturar equipos para que queden como nuevos. Estos principios son particularmente efectivos en el cemento y el hormigón, debido a su durabilidad y completa reciclabilidad.
¿De qué manera se aplican los conceptos de economía circular en las fases de diseño de productos y proyectos en la industria del cemento y del hormigón?
En la fase de diseño, la circularidad se aborda de dos maneras:
Diseño de productos: Por un lado, se optimizan las recetas de hormigón para cumplir con los requisitos técnicos y maximizar el contenido reciclado, por ejemplo, incorporando cenizas volantes como material cementoso suplementario (SCM) para reducir la cantidad de clínker y mejorar la durabilidad.
Diseño de proyectos: La versatilidad del hormigón permite a los diseñadores optimizar el uso de materiales y la circularidad. Esto incluye el uso de elementos prefabricados de hormigón que pueden desmontarse y reutilizarse en nuevos proyectos, así como la implementación de sistemas de construcción modular que facilitan la adaptación y el reúso.
Figura 2. https://www.oficemen.com/la-industria-cementera-en-su-objetivo-de-alcanzar-la-neutralidad-climatica-a-mitad-de-siglo-fija-en-un-43-el-objetivo-de-reduccion-de-co2-a-2030/#
¿Qué papel juega el reciclaje en la economía circular del cemento y el hormigón?
El reciclaje es fundamental para reducir el empleo de materias primas. En la producción de clínker, se emplea el procesamiento de residuos y materiales secundarios como combustibles y materias primas alternativas (ARMs), lo que permite sustituir combustibles fósiles y materias primas primarias, y gestionar residuos. En cuanto al hormigón y los agregados, el primero es completamente reciclable: sus componentes prefabricados pueden reciclarse para producir nuevos hormigones y el hormigón al final de su vida útil puede procesarse para producir áridos reciclados de calidad controlada que sustituyen a los áridos naturales.
¿De qué manera contribuye la durabilidad del hormigón a la reutilización y readaptación de proyectos?
La durabilidad y longevidad inherentes del hormigón lo convierten en un material ideal para la reutilización y readaptación. Los elementos de hormigón pueden diseñarse para ser desmontados y reutilizados en otros proyectos, incluidos sistemas prefabricados o diseños modulares completos. A nivel de proyecto, las estructuras de hormigón son intrínsecamente adecuadas para la readaptación, ya que tienen una larga vida útil, requieren poco mantenimiento y son resistentes a desastres naturales como inundaciones e incendios. Esto permite reutilizar edificios con estructuras de hormigón duraderas en lugar de demolerlos y reconstruirlos, como en el caso de la reconversión de antiguas fábricas en modernos espacios.
¿Qué nuevas tecnologías se están investigando para fomentar la economía circular en la industria del cemento y del hormigón?
Esta industria está invirtiendo en investigación y desarrollo de tecnologías innovadoras para aumentar la circularidad. Entre ellas, destacan los Materiales Cementosos Suplementarios (MCS), como las cenizas volantes y la escoria de alto horno granulada, que sustituyen parcialmente al clínker, reducen la huella de carbono y mejoran la durabilidad del hormigón. También se están llevando a cabo investigaciones para mejorar la recarbonatación del hormigón, es decir, el proceso natural por el cual el material absorbe CO₂ del medio ambiente. El objetivo es optimizar este proceso en el hormigón demolido al final de su vida útil para maximizar la absorción de CO₂ y contribuir a la reducción neta de carbono.
¿Qué iniciativas específicas propone la GCCA para acelerar la adopción de la economía circular en los sectores del cemento y el hormigón?
La Global Cement and Concrete Association (GCCA) propone varias iniciativas que requieren colaboración público-privada para establecer un marco regulatorio común:
Facilitar el uso de residuos como combustibles alternativos y materias primas en la producción de clínker, incentivando la segregación de residuos y la infraestructura para su procesamiento.
Promover el uso de materiales cementosos suplementarios (MCS) en la fabricación de cemento y hormigón, para lo cual los gobiernos deberían incluirlos en las especificaciones de los proyectos públicos y revisar las normativas de construcción.
Reducir y eliminar gradualmente los vertederos de residuos de construcción y demolición de hormigón, estableciendo normativas que obliguen a reciclar estos materiales. Con estos compromisos se pretende acelerar la implementación de principios circulares, informar sobre los progresos mediante métricas, innovar en productos y aplicaciones, colaborar para promover buenas prácticas y fomentar el diseño circular desde el principio.
Os paso un enlace a un artículo que profundiza sobre las ideas anteriores.
1. ¿Qué es el hormigón reforzado con fibras (HRF) y cómo se diferencia del hormigón tradicional?
El hormigón reforzado con fibras (HRF) se define como aquel hormigón que incluye en su composición fibras cortas, discretas y distribuidas aleatoriamente en su masa. A diferencia del hormigón tradicional, que tiene una buena resistencia a la compresión, pero es frágil y tiene una resistencia limitada a la tracción, la incorporación de fibras al HRF mejora significativamente su ductilidad y resistencia a la tracción y a la flexotracción. Esto permite que el HRF pueda sustituir, total o parcialmente, al refuerzo de acero convencional (hormigón armado) o activo (hormigón pretensado o postesado) en ciertas aplicaciones. La mejora del comportamiento frágil del hormigón se logra aumentando su resistencia a la tracción en los procesos posteriores a la fisuración de la matriz, en los que las fibras «cosen» las fisuras y evitan el colapso frágil.
Figura 1. https://blog.laminasyaceros.com/blog/hormigon-armado
2. ¿Cuáles son los principales tipos de fibras utilizadas en el HRF y sus características distintivas?
Existen cuatro grandes grupos de fibras para el refuerzo del hormigón:
Fibras de acero: Son las más utilizadas tradicionalmente y mejoran notablemente la tenacidad, la ductilidad, la resistencia a la flexión, la tracción, el cortante, el impacto y la fatiga. Se presentan en diversas formas para mejorar el anclaje con el hormigón, como patillas, ondulaciones o corrugaciones. Su dosificación habitual oscila entre 25 y 70 kg/m³. A pesar de sus excelentes propiedades mecánicas, pueden presentar problemas de corrosión si no se controlan adecuadamente.
Fibras macro-sintéticas estructurales: Generalmente de poliolefina (polipropileno o polietileno de alta densidad), son poliméricas y tienen un diámetro superior a 0,30 mm. Ofrecen propiedades mecánicas mejoradas y son químicamente estables, lo que elimina los problemas de corrosión del acero. Se requiere una menor dosificación (3-12 kg/m³) para obtener resultados similares en comparación con las de acero, lo que reduce el coste y el peso. Mejoran la durabilidad en ambientes agresivos y reducen el desgaste de los equipos de bombeo.
Micro-fibras de polipropileno: Con diámetros inferiores a 0,30 mm, no asumen una función estructural, pero son altamente efectivas para reducir la fisuración por retracción plástica y mejorar el comportamiento del hormigón frente al fuego (debido a su baja temperatura de fusión, que crea espacios para el vapor de agua y evita el estallido). Su dosificación es baja (1-2 kg/m³).
Fibras de vidrio (GRC): Utilizadas principalmente en mortero de cemento reforzado con fibras de vidrio (GRC). Mejoran la ductilidad y la resistencia a la tracción del mortero. Sin embargo, su durabilidad en ambientes alcalinos es limitada debido a la corrosión de las fibras. Se han desarrollado fibras resistentes a los álcalis (AR) para mitigar este problema. Se usan en aplicaciones en las que no se necesitan armaduras, lo que permite realizar diseños versátiles con espesores reducidos.
Figura 2. Fuente: http://esp.sika.com
3. ¿Cómo influye la adición de fibras en las propiedades mecánicas y la trabajabilidad del hormigón?
La adición de fibras en el hormigón tiene un impacto significativo en varias de sus propiedades:
Resistencia a la compresión: Los incrementos son modestos y, a partir de ciertos umbrales de dosificación, la resistencia puede incluso reducirse debido a problemas de compactación y trabajabilidad.
Resistencia a la tracción y flexo-tracción: Las fibras aumentan notablemente estas resistencias al «coser» las fisuras y mejorar el comportamiento post-fisuración. La ductilidad y tenacidad del hormigón endurecido se incrementan con la fracción volumétrica de fibras.
Módulo de elasticidad: Las variaciones suelen ser pequeñas, aunque en altas dosificaciones de fibras sintéticas pueden observarse reducciones apreciables. En el caso de las fibras de acero, el módulo puede aumentar hasta un valor máximo, para luego disminuir.
Comportamiento frente a fisuración: Las fibras controlan la aparición y propagación de microfisuras, aumentando la absorción de energía durante el proceso de fisuración. Son especialmente efectivas contra la fisuración por retracción plástica (micro-fibras de polipropileno) y fisuración por acciones térmicas.
Durabilidad: Las fibras pueden mejorar la durabilidad al reducir la abertura de las fisuras, lo que limita la entrada de agentes nocivos. Las fibras poliméricas destacan por su estabilidad química y ausencia de problemas de corrosión, a diferencia de las fibras de acero que requieren protección.
Trabajabilidad: La adición de fibras generalmente reduce la trabajabilidad del hormigón. Las fibras de acero, debido a su mayor rigidez, afectan más la trabajabilidad que las fibras poliméricas. Es importante tener en cuenta esta reducción al diseñar la mezcla y los métodos de colocación y compactación.
4. ¿Qué importancia tiene el anclaje de las fibras en la matriz de hormigón para su rendimiento estructural?
El anclaje de las fibras en la matriz del hormigón es un factor determinante para el comportamiento del material compuesto. La capacidad de las fibras para trabajar solidariamente con la matriz del hormigón es crucial para su aportación.
Mecanismo de refuerzo: Si la fibra está bien anclada, controlará la apertura de la fisura, produciendo un «efecto de puenteo» sobre la fisura. Esto permite que la fibra movilice su resistencia a la tracción, impidiendo la propagación incontrolada de la fisura.
Tipos de fallo: Un anclaje deficiente puede llevar a un deslizamiento de la fibra por falta de adherencia o una rotura brusca del anclaje, en lugar de la rotura de la propia fibra o un deslizamiento controlado. Por ejemplo, en fibras metálicas, los extremos conformados (patillas, ondulaciones) son comunes para mejorar este anclaje mecánico. En fibras poliméricas, se busca la rugosidad superficial.
Longitud mínima de anclaje: Para fibras rectas, la longitud mínima de anclaje es un parámetro fundamental.
Orientación y distribución: Además del tipo de anclaje, la orientación y distribución de las fibras dentro de la masa de hormigón son vitales. Un factor de orientación adecuado y una distribución homogénea, influenciadas por el flujo del hormigón y el «efecto pared» en los moldes, aseguran que un mayor número de fibras actúen eficazmente en el plano de la fisura.
5. ¿Cómo se evalúa la aptitud estructural del hormigón reforzado con fibras según las normativas vigentes?
La aptitud estructural del HRF se evalúa principalmente mediante ensayos de resistencia a la tracción por flexión en probetas entalladas, conforme a la norma UNE-EN 14651. Los resultados de este ensayo (curvas fuerza-apertura de fisura o CMOD) proporcionan los valores necesarios para tener en cuenta la contribución de las fibras en los estados límites de servicio (ELS) y en los estados límites últimos (ELU).
Para que las fibras puedan considerarse estructuralmente relevantes, deben cumplir los siguientes requisitos de resistencia residual a la tracción por flexión:
La resistencia característica residual a tracción por flexión fR,1,k (para una abertura de fisura de 0,5 mm) no debe ser inferior al 40 % del límite de proporcionalidad (fLOP).
La resistencia característica residual a tracción por flexión fR,3,k (para una abertura de fisura de 2,5 mm) no debe ser inferior al 20 % del límite de proporcionalidad (fLOP).
Además, normas como la EN 14889 (para fibras de acero y poliolefina) exigen que el fabricante declare el volumen unitario de fibras que puede alcanzar una resistencia residual a la flexión de 1,5 MPa a 0,5 mm CMOD y 1,0 MPa a 3,5 mm CMOD. Estos requisitos garantizan que el HRF tenga un comportamiento adecuado después de la fisuración.
6. ¿De qué manera las fibras de polipropileno contribuyen a la resistencia del hormigón frente al fuego?
Las microfibras de polipropileno son particularmente eficaces para aumentar la resistencia del hormigón al fuego, aunque no aporten resistencia estructural. Su contribución se basa en una propiedad clave: su baja temperatura de fusión, que ronda los 150-160 °C.
Cuando el hormigón se somete a altas temperaturas durante un incendio, el agua contenida en su masa se convierte en vapor a más de 100 °C. Este vapor genera una presión interna considerable que puede provocar el spalling o estallido brusco del hormigón, desprendiendo trozos y dejando al descubierto la armadura. Al fundirse a una temperatura relativamente baja, las fibras de polipropileno crean canales y huecos dentro de la matriz del hormigón. Estos nuevos espacios permiten que el vapor de agua escape y libere la presión acumulada, lo que reduce significativamente el riesgo de estallido explosivo. Este mecanismo es crucial para mantener la integridad de la estructura durante un incendio y proteger los elementos de refuerzo internos.
7. ¿Cuáles son las ventajas operativas y de seguridad al usar fibras poliméricas en comparación con las fibras de acero?
Las fibras poliméricas ofrecen varias ventajas operativas y de seguridad importantes en comparación con las fibras de acero:
Menor peso: Las fibras poliméricas tienen una densidad aproximadamente 8,5 veces inferior a las de acero. Esto significa que con un peso significativamente menor se puede lograr el mismo número de fibras por unidad de volumen, lo que facilita el manejo y reduce la carga total de la estructura.
Mejor trabajabilidad: Las macro-fibras sintéticas, aunque reducen la trabajabilidad en comparación con el hormigón sin fibras, lo hacen en menor medida que las fibras de acero, lo que facilita el proceso de amasado, transporte y colocación del hormigón.
Reducción del desgaste de equipos: Las fibras poliméricas, al ser menos rígidas y abrasivas, reducen el desgaste en los equipos de bombeo y mezclado del hormigón. Esto es especialmente beneficioso en aplicaciones de hormigón proyectado, donde se prioriza la continuidad del proceso.
Mayor seguridad en el manejo: El riesgo de pinchazos y cortes durante la manipulación e instalación es casi nulo con las fibras poliméricas, a diferencia de las rígidas fibras de acero que pueden sobresalir de la superficie de acabado y causar daños. Las fibras poliméricas también ofrecen un mejor acabado superficial.
Ausencia de corrosión: Al estar fabricadas con materiales poliméricos, son químicamente estables y eliminan por completo los problemas de corrosión que pueden afectar a las fibras de acero, lo que mejora la durabilidad en ambientes agresivos, como aquellos con cloruros.
Aislamiento eléctrico: Las fibras poliméricas no son conductoras de electricidad, lo que las hace una alternativa técnica y económica viable en usos donde las corrientes eléctricas puedan ser un problema para las fibras metálicas.
8. ¿Por qué el hormigón reforzado con fibra de vidrio (GRC) se considera un material con alta versatilidad de diseño, y cuáles son sus limitaciones principales?
El hormigón reforzado con fibra de vidrio (GRC) es muy valorado por su enorme versatilidad de diseño, ya que permite crear formas muy diversas con espesores reducidos de alrededor de 10 mm. Esta cualidad se debe a sus buenas propiedades mecánicas, en particular a su resistencia a la tracción y ductilidad, para lo cual no es necesario utilizar armaduras convencionales. Se trata de un material compuesto cementíceo que se adapta a moldes complejos, por lo que es ideal para elementos prefabricados, paneles de fachada, piezas arquitectónicas con motivos decorativos, encofrados perdidos con mosaicos y rehabilitaciones de edificios históricos.
Sin embargo, el GRC tiene una limitación principal: con el paso del tiempo, pierde propiedades mecánicas, un fenómeno conocido como «envejecimiento». Este fenómeno se debe principalmente a dos causas concurrentes:
Corrosión de las fibras de vidrio: Las fibras de vidrio pueden sufrir corrosión en el ambiente alcalino de la matriz de cemento, lo que reduce su sección y, por ende, su capacidad de refuerzo. Aunque se han desarrollado fibras alcali resistant (AR) a base de circonio para mitigar esto, el problema no se elimina por completo.
Formación de compuestos de hidratación: La acumulación de compuestos resultantes de la hidratación del cemento entre los filamentos de los haces de fibras también contribuye a la pérdida de propiedades.
El resultado de este envejecimiento es una notable pérdida de ductilidad y capacidad de carga del GRC con el paso del tiempo, como se observa en las curvas de tensión-deformación, lo que limita su uso a elementos no estructurales. A pesar de ello, sigue siendo un material popular para elementos decorativos y de revestimiento en los que priman la ligereza y la libertad de diseño.
Os dejo algunos vídeos al respecto:
Os dejo a continuación el siguiente documento para su consulta, que espero que sea de interés.
1. ¿Cuál es el problema principal con el hormigón tradicional y por qué es necesaria su transformación?
El hormigón ha sido un pilar fundamental en la construcción de infraestructuras globales gracias a su durabilidad, versatilidad y bajo coste. Sin embargo, su producción tiene un impacto ambiental significativo, ya que la fabricación de cemento, un componente esencial del hormigón, es responsable del 8 % de las emisiones globales de CO₂. Esto se debe principalmente a la calcinación de la piedra caliza para producir clínker, un proceso que libera grandes cantidades de dióxido de carbono. Dada la creciente urbanización, especialmente en regiones en desarrollo, es crucial disponer de un hormigón más sostenible para mitigar el cambio climático y alinear la industria de la construcción con los objetivos globales de sostenibilidad.
2. ¿Cómo se está abordando la reducción de emisiones de CO₂ relacionadas con el clínker en la producción de cemento?
La producción de clínker es el proceso que más emisiones genera dentro de la industria del hormigón. Para reducir sus emisiones, se están implementando varias estrategias:
Cemento LC3 (limestone calcined clay cement): Este cemento sustituye hasta el 50 % del clínker por una mezcla de arcilla calcinada y piedra caliza molida, lo que puede reducir las emisiones de CO₂ en un 40 % en comparación con el cemento Portland tradicional.
Uso de aditivos: Materiales como las cenizas volantes y la escoria de alto horno pueden mezclarse con el cemento para reducir el contenido de clínker sin comprometer la resistencia del hormigón y promover una economía circular mediante la reutilización de subproductos industriales.
Tecnologías de producción avanzadas: Se están investigando hornos de precalentamiento, sistemas de recuperación de calor y combustibles alternativos, como el hidrógeno o la energía solar concentrada, para hacer la producción de clínker más eficiente.
3. ¿Qué alternativas se están explorando para reemplazar los áridos naturales en el hormigón y cuál es su impacto?
Los áridos (arena y grava) constituyen la mayor parte del volumen del hormigón y su extracción natural conlleva impactos ambientales, como la degradación del paisaje y la pérdida de biodiversidad. Por ello, se están buscando alternativas sostenibles.
Áridos reciclados: Se obtienen de la trituración de residuos de construcción y demolición, lo que reduce la demanda de áridos vírgenes y la cantidad de residuos que van a parar a los vertederos. Son útiles en aplicaciones no estructurales y, gracias a las mejoras en las técnicas de procesamiento, cada vez lo son más en aplicaciones estructurales.
Áridos artificiales: Estos áridos, producidos a partir de subproductos industriales o residuos (como escoria de alto horno o cenizas volantes), pueden tener propiedades superiores y contribuir a la economía circular. La empresa Brimstone, por ejemplo, ha desarrollado áridos a partir de silicatos de calcio que no solo reemplazan a los naturales, sino que también capturan carbono, por lo que el hormigón resultante es «carbono negativo».
Áridos de plásticos reciclados: Aunque se encuentra en una etapa inicial, la incorporación de plásticos reciclados puede reducir tanto los residuos plásticos como la extracción de áridos, mejorando incluso la flexibilidad del material.
4. ¿Cómo contribuyen las energías renovables a un hormigón más sostenible?
La producción de cemento requiere mucha energía y la quema de combustibles fósiles es responsable de aproximadamente el 30 % de las emisiones de CO₂ asociadas al hormigón. La transición a energías renovables es clave:
Energía solar concentrada: Tecnologías como la desarrollada por Synhelion y Cemex utilizan espejos para enfocar la luz solar y generar el calor necesario para el proceso de calcinación en los hornos de cemento, reduciendo las emisiones y la dependencia de combustibles fósiles.
Energía eólica y solar fotovoltaica: Estas fuentes se emplean para alimentar las operaciones auxiliares de las plantas de cemento (trituración, molienda), reduciendo la huella de carbono general.
Biomasa y residuos industriales: El uso de residuos agrícolas, forestales e industriales como combustibles alternativos en los hornos de cemento permite reducir significativamente las emisiones de CO₂.
Hornos de precalentamiento y sistemas de recuperación de calor: Estas innovaciones mejoran la eficiencia energética al reutilizar el calor generado en el proceso, lo que reduce el consumo de energía primaria hasta en un 20 %.
5. ¿Qué papel juega la captura y almacenamiento de carbono (CCS) en la reducción de emisiones del hormigón?
La CCS es una tecnología prometedora para reducir significativamente las emisiones de CO₂. Consiste en capturar el CO₂ emitido durante la producción de cemento antes de que se libere a la atmósfera y almacenarlo de forma segura en formaciones geológicas subterráneas.
Proceso: El CO₂ se puede capturar mediante métodos de postcombustión (después de quemar combustibles), precombustión (antes de la combustión) u oxicombustión (usando oxígeno puro en la combustión).
Implantación: La planta que Heidelberg Materials tiene en Brevik (Noruega) es un ejemplo pionero, ya que captura aproximadamente el 90 % de sus emisiones de CO₂ (400 000 toneladas al año) para almacenarlas en el mar del Norte.
Beneficios y retos: La CCS puede reducir hasta en un 90 % las emisiones y es compatible con la infraestructura existente. No obstante, los costes de instalación y operación son elevados y el proceso requiere mucha energía, además de necesitar un almacenamiento seguro y permanente.
6. ¿Cómo se introduce el CO₂ directamente en la fabricación o vertido del hormigón para mejorar sus propiedades y reducir su huella de carbono?
Una innovación clave es la introducción de CO₂ capturado directamente en el hormigón fresco durante su mezcla, como lo hace la tecnología CarbonCure.
Proceso: El CO₂ se inyecta en la mezcla, donde reacciona con el calcio del cemento para formar carbonato de calcio, un proceso denominado mineralización. Este carbonato de calcio queda fijado de forma permanente en el interior del hormigón.
Beneficios: Reduce las emisiones en aproximadamente un 5-7 % por metro cúbico de hormigón y permite disminuir la cantidad de cemento necesaria, lo que a su vez reduce las emisiones de clínker.
Mejora de propiedades: El carbonato de calcio contribuye a una microestructura más densa, lo que incrementa la resistencia a la compresión del hormigón (hasta un 10%) y mejora su durabilidad.
Implantación: Esta tecnología está siendo adoptada por productores de Norteamérica y Europa en proyectos de construcción, lo que demuestra su viabilidad técnica y ambiental.
7. ¿Qué significa el concepto de «cascading» en el hormigón y cómo se relaciona con la economía circular y el reciclaje?
En el contexto de la economía circular, el aprovechamiento en cascada (en inglés, cascading) se refiere a la reutilización de materiales en diferentes niveles o aplicaciones para maximizar su valor antes de desecharlos definitivamente. En el caso del hormigón:
Cascading: Implica el desmontaje y la reutilización directa de piezas de hormigón, por ejemplo, bloques o paneles de un edificio antiguo en un nuevo proyecto, o su reutilización en aplicaciones de menor calidad si no pueden usarse estructuralmente, como áridos reciclados para pavimentos o rellenos. El objetivo es aprovechar el material en diferentes etapas de su ciclo de vida.
Reciclaje de hormigón: Este proceso consiste en triturar y procesar el hormigón demolido para convertirlo en áridos reciclados que pueden utilizarse en la producción de nuevos hormigones o como base en carreteras.
Relación: Ambos conceptos son complementarios y se enmarcan en la economía circular. El cascading puede ser una primera fase (reutilización directa) y el reciclaje supone un paso posterior para reintroducir los materiales en el ciclo productivo una vez que han llegado al final de su vida útil en la aplicación de mayor valor. El diseño para el desmontaje facilita el aprovechamiento en cascada, ya que permite la deconstrucción en lugar de la demolición para recuperar componentes.
8. ¿Cuáles son los principales desafíos y el futuro del hormigón sostenible?
El camino hacia un hormigón más sostenible implica superar varios desafíos:
Costes iniciales: La transición a energías renovables, tecnologías de captura de carbono y la implementación de sistemas de reciclaje implican altas inversiones iniciales.
Calidad y homogeneidad: Asegurar la calidad y consistencia de los áridos reciclados o materiales alternativos es un reto constante.
Regulación y estándares: Muchos códigos de construcción aún no se han actualizado para permitir el uso amplio de estas nuevas tecnologías y materiales en aplicaciones estructurales.
Conciencia y adopción: Es necesario aumentar la conciencia en la industria y facilitar la adopción masiva de estas innovaciones.
El futuro del hormigón pasa por la implementación a gran escala de estas tecnologías. Será crucial un esfuerzo conjunto de la industria, los gobiernos y la academia para superar las barreras técnicas, económicas y regulatorias. La inversión en investigación y desarrollo, junto con políticas de apoyo, permitirá que el hormigón no solo mitigue su impacto ambiental, sino que se posicione como un material clave en un futuro construido sobre principios de sostenibilidad y economía circular, convirtiéndose así en un aliado en la lucha contra el cambio climático.
A continuación os paso un audio que explica bien lo contenido en este artículo.
Os dejo varios vídeos sobre el futuro del hormigón y la tecnología CarbonCure. Espero que os resulte de interés.
Os paso un artículo al respecto, que espero os sea de interés.
1. ¿Qué es un elemento prefabricado de hormigón y cómo se diferencia de la construcción con hormigón tradicional?
Un elemento prefabricado de hormigón se define como un producto fabricado con hormigón y elaborado en un lugar distinto de su ubicación final. Durante su fabricación, está protegido de las condiciones ambientales adversas y se obtiene mediante un proceso industrial con un sistema de control de la producción en fábrica. Esto permite acortar los plazos de entrega. En términos prácticos, la prefabricación consiste en aplicar principios industriales a la construcción, como la racionalización de procesos, la búsqueda de la economía de escala y el desarrollo a partir de la repetición de tareas cuidadosamente planificadas, ejecutadas en entornos favorables, con medios suficientes y por personal especializado.
La principal diferencia con el hormigón tradicional (o in situ) radica en el lugar y el método de fraguado y de control. El hormigón tradicional se concibe como un material fresco que cura libremente en la obra (ejecución in situ), mientras que el prefabricado es un producto terminado que se diseña y fabrica previamente en una planta industrial, con todas sus características adquiridas de forma controlada. Esto le confiere una entidad propia y una serie de cualidades inherentes que lo distinguen, como una mayor precisión dimensional, mejores acabados y la eliminación de incertidumbres en el resultado final, lo que a menudo se traduce en precios más competitivos.
2. ¿Cuándo y cómo se originó el concepto de prefabricación aplicado al hormigón?
Aunque el uso del hormigón se remonta al Imperio romano (7000 a. C., según algunos historiadores), el origen de la prefabricación, entendida como la aplicación de procesos industriales a la construcción, se sitúa a mediados del siglo XVIII, con la Revolución Industrial y la aparición de nuevos materiales como el acero y el vidrio. Sin embargo, la combinación específica del material (hormigón) y la técnica (prefabricación) es relativamente reciente y ha experimentado un desarrollo espectacular a partir de la segunda mitad del siglo XX.
Un hito clave fue la patente concedida en 1824 a Joseph Aspdin para la producción de «cemento Portland». A partir de 1848 y 1849 se registran los primeros elementos prefabricados de hormigón, como la barca de Joseph Louis Lambot y la jardinera de Joseph Monier. No obstante, un hito trascendental fue la patente del hormigón pretensado presentada por Eugène Freyssinet en 1928, que revolucionó la forma de construir al convertir el hormigón en un material activo y duradero, lo que impulsó la creación de las primeras fábricas de elementos prefabricados.
3. ¿Cuáles fueron los hitos más importantes en el desarrollo del hormigón prefabricado entre 1850 y 1970?
El desarrollo del hormigón prefabricado se puede dividir en varias etapas significativas:
1850-1940 (Primera época): Estuvo marcada por la visión de ingenieros que vieron en el hormigón una alternativa a la piedra natural. Los hitos incluyen:
Primeros elementos prefabricados como la barca de Lambot (1848) y la jardinera de Monier (1849).
El primer edificio con bloques prefabricados de cemento Portland, Castle House (1851).
La invención del concreto armado por William Wilkinson (1854).
La patente de un edificio prefabricado con módulos tridimensionales de Eduard T. Potter (1889).
La construcción del primer edificio con estructura prefabricada de hormigón, un molino de harina en Swansea (1897).
La invención del hormigón pretensado por Eugène Freyssinet (1928) transformó el material.
1940-1970 (Segunda época): Influenciada por la necesidad de reconstrucción rápida y económica tras la Segunda Guerra Mundial y por el aprovechamiento del tejido industrial bélico.
Difusión del pretensado (Francisco Fernández Conde obtuvo las patentes para España y América Latina en 1942).
La Unión Soviética adoptó masivamente los paneles prefabricados de hormigón para la construcción de barrios urbanos debido a la reducción de costos y a la rapidez (1947-1951).
Estandarización de sistemas prefabricados en Inglaterra (1960).
Diseños icónicos como la cúpula del Palacio de Deportes de Pier Luigi Nervi para los JJ.OO. de Roma (1960) y el complejo de viviendas Habitat 67 de Moshe Safdie en Montreal (1967).
Desarrollo de losas alveolares y de la escuela francesa de «grandes paneles».
4. ¿Cómo ha evolucionado el hormigón prefabricado desde el último tercio del siglo XX hasta la actualidad?
Desde finales del siglo XX, la industria del prefabricado ha experimentado una creciente mecanización y un enfoque hacia una prefabricación más «abierta». Los fabricantes pasaron de producir grandes volúmenes de elementos repetitivos a crear soluciones más flexibles y adaptables a diversas obras y demandas. En este periodo, Italia y los países nórdicos destacaron, ya que su clima favorece la construcción industrializada.
Se mejoraron las posibilidades estéticas del prefabricado, como se evidenció en la Ópera de Sídney, que empleó grandes conchas prefabricadas. Aumentó la demanda de grandes elementos prefabricados para viviendas, escuelas, centros comerciales y estadios, lo que impulsó la mejora de sus propiedades estructurales. En el ámbito de la obra civil, el prefabricado se convirtió en la opción dominante para puentes, canalizaciones, túneles y traviesas ferroviarias.
En la actualidad, la construcción prefabricada es un método con entidad propia que destaca por su capacidad para aplicar técnicas de producción de alto rendimiento con elevados niveles de control, lo que asegura una mayor calidad y precisión dimensional. También se destaca la capacidad de las piezas para su desmontaje y reutilización, lo que contribuye a la sostenibilidad. La evolución informática permite realizar diseños complejos que antes resultaban inviables. Además, se ha logrado combinar la libertad arquitectónica con la eficiencia constructiva, lo que permite realizar diseños flexibles y adaptables que permiten cambiar el uso de los edificios sin afectar a su estructura.
5. ¿Qué ventajas ofrece la prefabricación de hormigón en comparación con los métodos de construcción tradicionales?
La prefabricación de hormigón ofrece múltiples ventajas significativas:
Mayor calidad y precisión dimensional: el proceso industrial en fábrica, bajo sistemas de control de producción, asegura una calidad superior, homogeneidad y precisión dimensionales de los elementos, eliminando las incertidumbres del resultado final.
Ahorro de tiempo y costes: la fabricación en un entorno controlado acelera los plazos de entrega y permite una planificación más detallada, lo que se traduce en mayor productividad, menores costes laborales in situ y, a menudo, un precio final más competitivo.
Mayor durabilidad y resistencia: El hormigón prefabricado utiliza materiales de mejores prestaciones y un curado más controlado, lo que contribuye a una mayor durabilidad y resistencia, especialmente evidente tras la invención del pretensado.
Sostenibilidad y eficiencia energética: contribuyen a la reducción de residuos en obra, al uso de hormigones de mejores prestaciones (mayor durabilidad) y a una alta inercia térmica, lo que se traduce en un menor consumo de energía y un mayor confort para los usuarios. La posibilidad de desmontar y reutilizar las piezas también mejora su impacto ambiental a largo plazo.
Versatilidad arquitectónica y estructural: permite la creación de formas complejas, texturas, relieves, colores y aligeramientos, así como la adaptación a requisitos arquitectónicos cambiantes sin sacrificar la eficiencia. Los diseños flexibles permiten cambiar el uso de los edificios sin afectar la estructura.
Mejores condiciones laborales: La aplicación del hormigón autocompactante en plantas de prefabricados ha mejorado notablemente las condiciones de trabajo de los operarios al reducir la carga sonora y las vibraciones.
6. ¿Cuáles son los principales campos de aplicación del hormigón prefabricado en la actualidad?
El entorno urbano está lleno de elementos prefabricados de hormigón que forman parte de nuestro paisaje cotidiano y tienen una amplia gama de aplicaciones en la edificación y la obra civil.
En edificación (arquitectura), el prefabricado se utiliza masivamente para:
Viviendas (Habitat 67 es un ejemplo icónico).
Escuelas, pabellones, centros comerciales, aparcamientos.
Estadios y hospitales.
Elementos estructurales y de cerramiento, incluyendo paneles de fachada de grandes dimensiones con mejoras estéticas (colores, texturas, diseños de vanguardia como fachadas translúcidas).
Forjados (desde viguetas y bovedillas hasta losas alveolares).
En obra civil (ingeniería), el desarrollo de los prefabricados de hormigón ha sido fundamental para:
Puentes (tanto la estructura como las losas que unen las vigas).
Canalizaciones y tuberías.
Dovelas para túneles.
Traviesas para ferrocarril.
Mobiliario urbano y pavimentos.
En general, el prefabricado responde satisfactoriamente a todas las exigencias técnicas y funcionales y se adapta cada vez más a diseños arquitectónicos libres y a la integración de servicios e instalaciones en la estructura prefabricada.
7. ¿Qué mitos persisten sobre el hormigón prefabricado y cómo se están superando?
Aunque la acepción peyorativa del término «prefabricado» está disminuyendo, aún persisten ciertos mitos infundados que impiden un mayor avance de la industria. Estos mitos incluyen la percepción de que los elementos prefabricados son una solución «inferior» o carecen de versatilidad estética y funcional. Se asocia erróneamente con la necesidad de producir grandes cantidades de elementos muy repetitivos para optimizar costes, una idea que la industria ya ha corregido, pues es capaz de producir elementos a costes razonables para demandas más pequeñas y diferenciadas.
La realidad es que el diseño y la fabricación en un entorno técnico y controlado conducen a elementos y soluciones más precisos y de mayor calidad. Los avances tecnológicos en dosificación, curado, control de calidad, moldes, acabados, nuevos materiales y la introducción de hormigones autocompactantes han superado las limitaciones estéticas y funcionales previas. La industria ha sabido responder adecuadamente a las exigencias técnicas, funcionales y estéticas y ha logrado una mayor libertad arquitectónica sin sacrificar la eficiencia. La difusión de sus ventajas y el éxito en obras emblemáticas están ayudando a disipar estos mitos.
8. ¿Cuáles son los principales retos y las vías de innovación para la industria del hormigón prefabricado en los próximos años?
La industria del prefabricado de hormigón se enfrenta a varios retos prometedores para ganar mayor presencia en el mercado:
Sostenibilidad: Se trata de un eje fundamental, impulsado por políticas reglamentarias que bonifican las soluciones respetuosas con el medio ambiente. El prefabricado ofrece ventajas como una mayor inercia térmica (que reduce el consumo de energía), una menor generación de residuos y el uso de concretos de mejores prestaciones para aumentar su durabilidad. También se investiga la adición de materia prima para dotar a los elementos de capacidades descontaminantes.
Innovación tecnológica: En un entorno competitivo, la innovación es crucial. Se busca la mejora continua mediante la I+D+i, en colaboración con centros tecnológicos y universidades. Las innovaciones incluyen el aumento de la resistencia mecánica del hormigón, la ampliación de las formas, texturas, relieves y colores de los elementos vistos, y la mejora de las materias primas (cementos, aditivos, aceros pretensados y fibras) para lograr dimensiones, ligereza y acabados antes inimaginables.
Automatización y digitalización: El progreso tecnológico en la maquinaria permite a las plantas de prefabricados alcanzar altos niveles de automatización, incluyendo la impresión 3D, moldes más duraderos, sistemas de vaciado eficientes, cortes guiados por láser y sistemas de curado más eficaces. La integración de sensores en la fabricación para monitorizar parámetros (por ejemplo, la resistencia a la compresión) y el desarrollo de productos conforme a la metodología BIM también son áreas de profundización.
Adaptación a nuevas exigencias: El objetivo es mejorar el comportamiento sísmico, rediseñar las piezas estructurales para cubrir un mayor rango dimensional y optimizar las conexiones de los elementos estructurales, con el fin de seguir expandiendo las aplicaciones y la eficiencia del prefabricado.
Creo que estos vídeos pueden interesarte.
Os dejo un artículo que, espero, sea de vuestro interés.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
El anexo C del ACI-318-25 (American Concrete Institute) es un documento que establece los requisitos y directrices para el diseño y la construcción de estructuras de hormigón. Es fundamental para ingenieros y arquitectos, ya que proporciona un marco normativo que garantiza la seguridad, durabilidad y eficiencia de las edificaciones. A continuación, se presenta un análisis exhaustivo de los principales aspectos que abarca este anexo, con un enfoque en los detalles técnicos y las implicaciones prácticas.
Introducción al anexo C del ACI-318-25
El anexo C responde a la necesidad de contar con un marco normativo que regule el uso del hormigón en la construcción. Este documento se basa en la experiencia acumulada y en la investigación científica, y su objetivo es proporcionar directrices claras para garantizar que las estructuras de hormigón sean seguras y funcionales. La revisión periódica del anexo permite incorporar avances tecnológicos y metodológicos, y así asegurar su relevancia en el contexto actual de la ingeniería civil.
Requisitos de resistencia del hormigón
Uno de los aspectos más importantes del anexo C es la especificación de los requisitos de resistencia del hormigón. En él se establecen diferentes clases de hormigón, cada una con unas propiedades mecánicas específicas para diversas aplicaciones estructurales.
Clases de hormigón: El anexo C clasifica el hormigón en varias categorías, como el hormigón de alta resistencia (superior a 40 MPa) y el hormigón de resistencia normal (20-40 MPa). Cada clase está diseñada para aplicaciones específicas, como estructuras de soporte, pavimentos o elementos arquitectónicos. Por ejemplo, el hormigón de alta resistencia se utiliza en edificios de gran altura y puentes, donde se requieren propiedades mecánicas superiores.
Pruebas de resistencia: Se especifican métodos de ensayo, como la prueba de cilindros de hormigón, que permiten a los ingenieros evaluar la resistencia del material. Estas pruebas deben realizarse en condiciones controladas, y los resultados deben cumplir con los estándares establecidos en el anexo. Además, se recomienda realizar pruebas de resistencia a compresión a los 7 y 28 días de curado, lo que proporciona una evaluación precisa del desarrollo de la resistencia del hormigón. La interpretación de estos resultados es crucial para determinar la idoneidad del hormigón para su uso en la construcción.
Durabilidad del hormigón
La durabilidad del hormigón es un aspecto esencial que se aborda en el anexo C. Se reconoce que el hormigón está expuesto a diversas condiciones ambientales que pueden afectar a su integridad con el paso del tiempo. Por ello, se establecen directrices para la selección de materiales y la formulación de mezclas que aumenten la resistencia del hormigón frente a factores como la corrosión, la congelación y la deshidratación.
Materiales aditivos: El anexo C permite el uso de aditivos que pueden mejorar las propiedades del hormigón. Por ejemplo, los superplastificantes aumentan la trabajabilidad del hormigón sin necesidad de añadir agua, lo que es relevante para mantener su resistencia. También se pueden utilizar aditivos que mejoren la resistencia a la corrosión, como los inhibidores de corrosión, que protegen las armaduras de acero en entornos agresivos. La selección adecuada de estos aditivos es fundamental para garantizar la durabilidad del hormigón en condiciones adversas.
Protección contra la corrosión: Se incluyen recomendaciones sobre el recubrimiento de las armaduras de acero para prevenir la corrosión. Esto es especialmente importante en estructuras expuestas a ambientes marinos o industriales, donde la sal y otros agentes corrosivos pueden afectar a la durabilidad del hormigón. Se sugiere el uso de recubrimientos epóxicos o galvanizados para las armaduras, así como la implementación de sistemas de protección catódica en estructuras críticas. Estas medidas son esenciales para prolongar la vida útil de las estructuras y reducir los costes de mantenimiento a largo plazo.
Diseño estructural y cargas
El diseño estructural es un componente clave del anexo C, que establece las directrices para el diseño de estructuras de hormigón capaces de soportar diversas cargas. Estas incluyen cargas muertas, cargas vivas y cargas ambientales, como el viento y los terremotos.
Cargas muertas y variables: El anexo C define claramente las cargas que deben tenerse en cuenta en el diseño, así como los factores de seguridad que deben aplicarse. Por ejemplo, se establece que las cargas muertas deben incluir el peso propio de la estructura y cualquier carga permanente, mientras que las cargas vivas deben tener en cuenta el uso previsto del edificio, como la ocupación y el mobiliario. La correcta identificación y cálculo de estas cargas es fundamental para garantizar la estabilidad y seguridad de la estructura.
Diseño sísmico: Dada la importancia de la seguridad en zonas propensas a terremotos, el anexo C incluye secciones específicas sobre el diseño sísmico. En él se establecen criterios para la resistencia y la ductilidad del hormigón, lo que permite a los ingenieros diseñar estructuras que puedan absorber y disipar la energía sísmica. Se recomienda realizar análisis dinámicos para evaluar el comportamiento de la estructura bajo cargas sísmicas, así como implementar sistemas de aislamiento sísmico que reduzcan las fuerzas transmitidas a la estructura. Estos enfoques son esenciales para minimizar el riesgo de colapso durante un terremoto.
Comentarios y ejemplos prácticos
El anexo C no solo establece requisitos, sino que también incluye comentarios que ayudan a interpretarlos y aplicarlos. Estos comentarios son especialmente útiles para los ingenieros, ya que incluyen ejemplos prácticos y explicaciones que facilitan la comprensión de los requisitos.
Interpretación de normas: Los comentarios aclaran aspectos que pueden resultar confusos y ofrecen una guía sobre cómo aplicar correctamente las normas en proyectos reales. Por ejemplo, se discuten las implicaciones de los factores de carga y su aplicación en distintos tipos de estructuras. Esto es crucial para que los ingenieros puedan tomar decisiones informadas durante el proceso de diseño.
Estudios de caso: Se incluyen estudios de caso que ilustran la aplicación de los requisitos del anexo C en situaciones reales. Por ejemplo, se podría analizar la construcción de un puente de hormigón en una zona sísmica, donde se aplicaron las directrices del Anexo C para garantizar que la estructura pudiera resistir las fuerzas sísmicas. Otro ejemplo podría ser la rehabilitación de un edificio antiguo, en la que se emplearon aditivos para aumentar la durabilidad del hormigón y técnicas de refuerzo para mejorar la capacidad de carga de la estructura. Estos ejemplos permiten a los profesionales aprender de experiencias previas y aplicar las lecciones aprendidas a sus propios proyectos.
Conclusiones y relevancia del anexo C
El anexo C del ACI-318-25 es un documento esencial para la práctica de la ingeniería civil. Establece un marco normativo que garantiza la seguridad, durabilidad y eficiencia de las estructuras de hormigón. La implementación de estos requisitos es crucial para el desarrollo de edificaciones que no solo cumplan con las expectativas de rendimiento, sino que también sean sostenibles y seguras a largo plazo.
La revisión y actualización continuas del anexo C garantizan que esté al día de los avances tecnológicos y de investigación, lo que es vital en un campo en constante evolución. Por tanto, es imperativo que los ingenieros y arquitectos estén al día de las últimas versiones del anexo C y apliquen sus directrices en sus proyectos para contribuir a un entorno construido más seguro y eficiente. La adopción de estas normas no solo mejora la calidad de las construcciones, sino que también fomenta la confianza del público en la seguridad de las estructuras de hormigón.
En resumen, el anexo C no solo establece un estándar de calidad para el hormigón estructural, sino que también proporciona un marco integral que guía a los profesionales en la creación de edificaciones resilientes, duraderas y seguras, contribuyendo así al bienestar de la sociedad.
 Especial relevancia alcanzaron Praktische Statik y Der Stahlbetonbau, que conocieron numerosas ediciones y traducciones, incluidas en español y ruso. Estas obras consolidaron el análisis práctico de estructuras y la aplicación científica del hormigón armado, aportando un corpus sin precedentes a la ingeniería alemana y austríaca en el periodo 1900–1950.
Especial relevancia alcanzaron Praktische Statik y Der Stahlbetonbau, que conocieron numerosas ediciones y traducciones, incluidas en español y ruso. Estas obras consolidaron el análisis práctico de estructuras y la aplicación científica del hormigón armado, aportando un corpus sin precedentes a la ingeniería alemana y austríaca en el periodo 1900–1950.