¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.
Aunque ya he escrito varios artículos sobre este tema en el blog, a continuación, se presentan las cinco claves técnicas que convierten el hormigón en una herramienta de ingeniería de alta precisión.
No se trata solo de soporte, sino de resistencia activa.
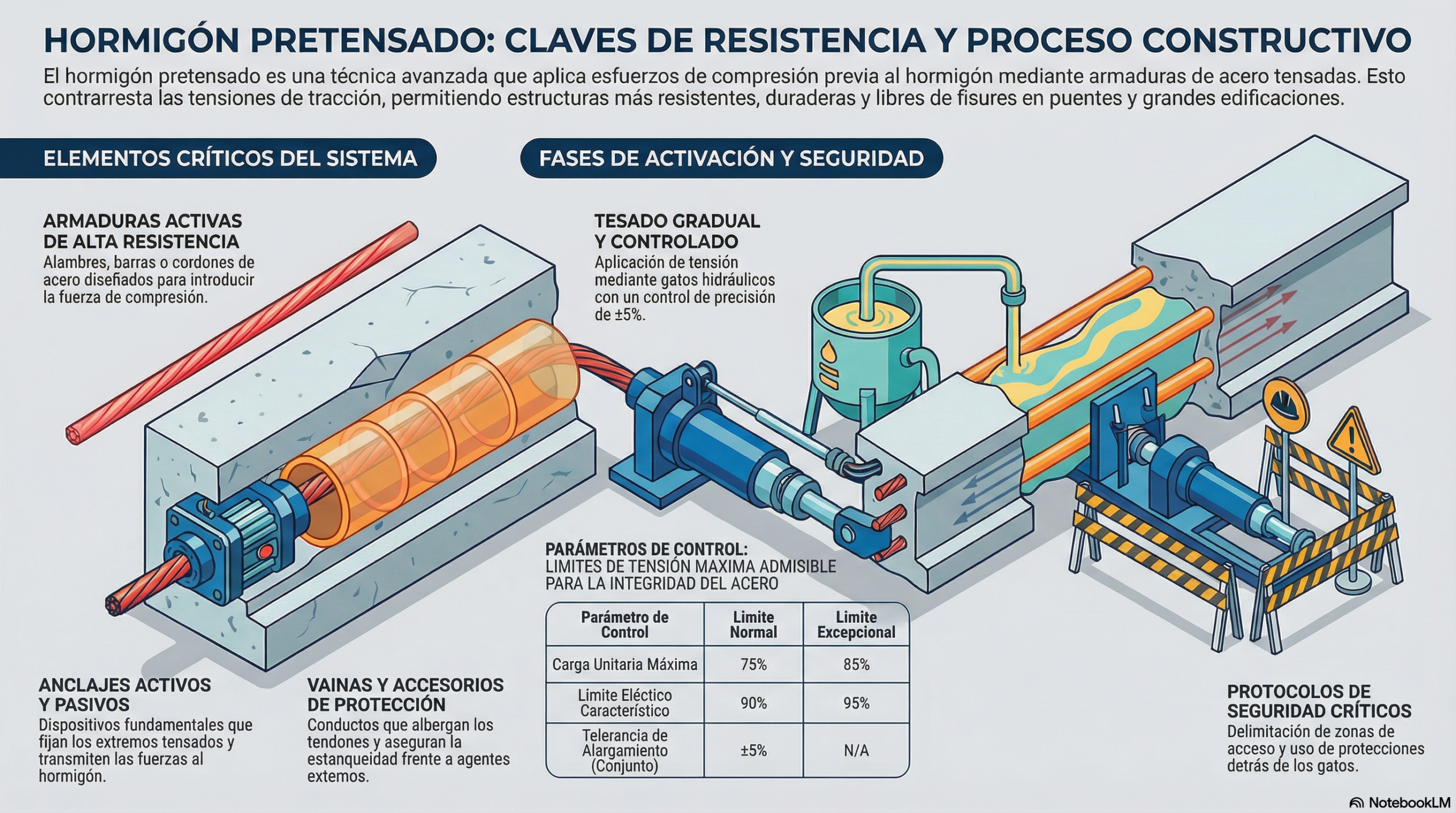
El cambio de paradigma fundamental es que el hormigón pretensado no «espera» a recibir la carga para trabajar. Mediante esta técnica, sometemos al material a un esfuerzo de compresión previo que contrarresta las tracciones que sufrirá durante su vida útil. Esto lo convierte en un sistema dinámico.
Para que esta «fuerza interna» sea efectiva, incluso el almacenamiento de los materiales se rige por estrictas normas de ingeniería. Por ejemplo, los alambres de alta resistencia no pueden enrollarse de cualquier manera: su diámetro de bobinado nunca debe ser inferior a 250 veces el diámetro del propio alambre, a fin de evitar deformaciones permanentes que puedan afectar su capacidad elástica. Como bien define la normativa técnica:
«El pretensado es una técnica que aumenta la capacidad de resistencia del hormigón a las cargas al someterlo previamente a esfuerzos de compresión».
El acero como un «músculo» en tensión.
Las denominadas armaduras activas son el alma de la estructura. No nos referimos al acero corrugado convencional, sino a elementos de alta resistencia que actúan como músculos sometidos a una tensión constante. En función del diseño, el ingeniero selecciona diferentes configuraciones:
Alambres: suministrados en rollos, son fundamentales para el control de la deformación.
Barras: se suministran en tramos rectos para garantizar su integridad y evitar daños durante el transporte.
Cordones: trenzados de dos, tres o siete alambres. Para garantizar su «fuerza vital», los cordones de dos o tres alambres requieren rollos de al menos 600 mm de diámetro, mientras que los de siete alambres exigen bobinas de 750 mm de diámetro.
Para evitar la corrosión y mantener la adherencia, estas armaduras deben guardarse en lugares ventilados, lejos de la humedad y libres de grasas o polvo, que podrían alterar la longitud de transmisión necesaria para transferir el esfuerzo al hormigón.
La coreografía de la precisión: gatos y anclajes.
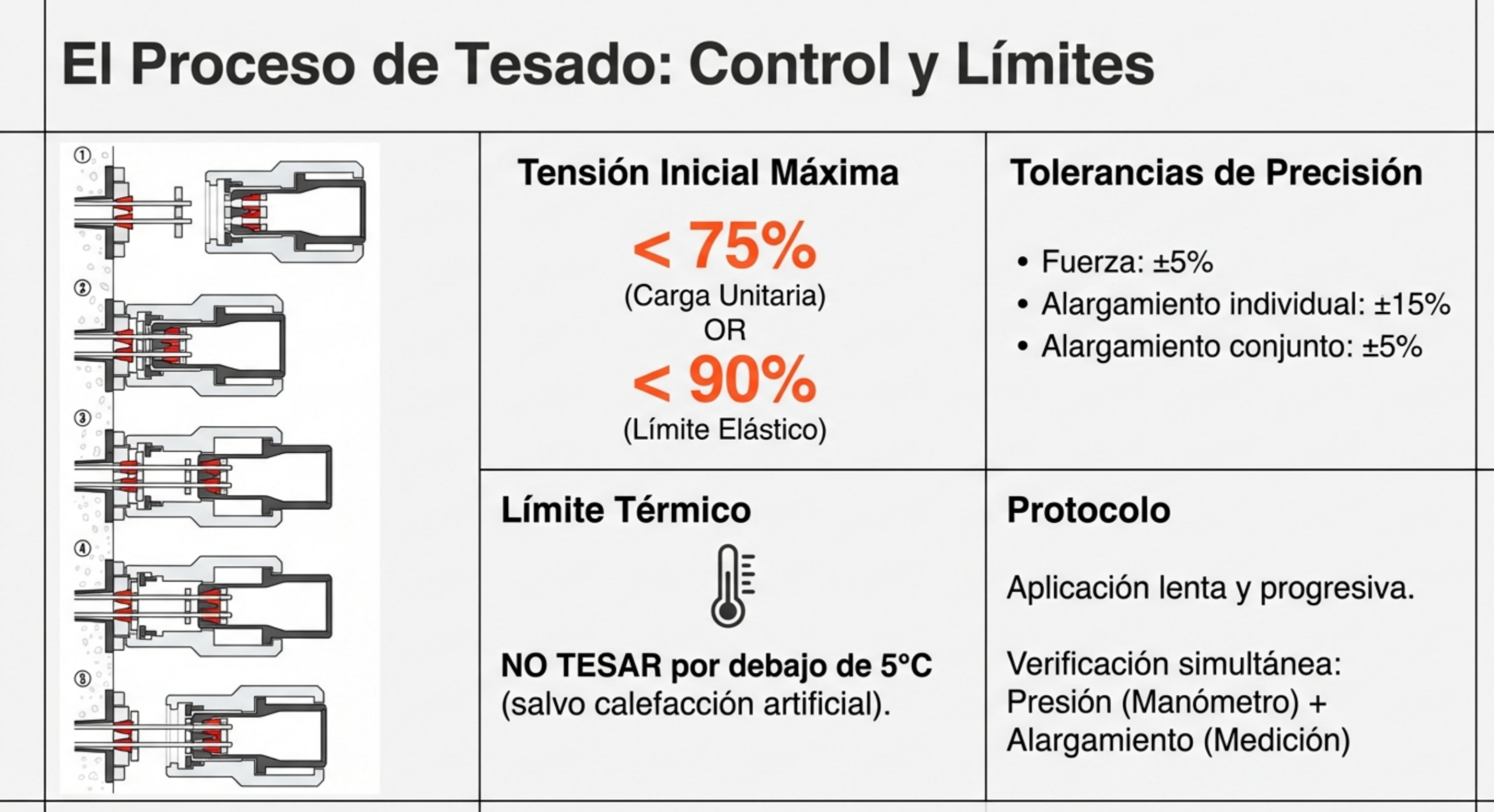
El proceso de tensado es una coreografía lenta y progresiva en la que la fuerza bruta se gestiona con precisión milimétrica. Utilizamos gatos hidráulicos y centrales de presión para aplicar la carga sobre los anclajes, que se clasifican según su función: el anclaje activo (tipo L) se encuentra en el extremo de tensado, mientras que el anclaje pasivo (tipo S) en el extremo fijo.
En obra, la precisión no es negociable. La fuerza aplicada debe mantenerse dentro de un margen de ±5 % respecto al valor del proyecto. Controlamos los alargamientos con tolerancias muy estrictas: un máximo de ±15 % para un tendón individual, pero solo de ±5 % para el conjunto de tendones de la misma sección. Además, como ingenieros sénior, sabemos que el termómetro manda: está prohibido iniciar el tesado por debajo de 5 °C sin medidas especiales. Es una máxima del sector que
«Cualquier fallo en el tensado o en los materiales puede afectar a la integridad estructural del proyecto».
Vainas de inyección: mucho más que un relleno.
Las vainas no son simples tubos, sino conductos que garantizan la durabilidad. En los sistemas postensados, tras el tensado, inyectamos una lechada técnica que debe cumplir con estrictos parámetros químicos. Utilizamos cemento Portland CEM-I con una relación agua/cemento (a/c) entre 0,4 y 0,5 para garantizar una porosidad mínima y una protección óptima.
La inyección es un proceso crítico:
Velocidad y longitud: La lechada debe avanzar de forma constante entre 5 y 15 m/min, sin superar nunca una longitud de inyección de 120 m.
Control térmico: La temperatura de la mezcla jamás debe exceder los 30 °C para evitar fraguados prematuros dentro de la vaina.
Puntos de purga: El éxito se confirma en los respiraderos o tubos de purga. La operación solo termina cuando la lechada rebosa por ellos con la misma consistencia y densidad que la mezcla original.
La seguridad en entornos de altas energías.
Un tendón de pretensado que acumula tensión es, en esencia, un resorte gigante con una energía potencial letal. La seguridad no se reduce al sentido común, sino que implica un protocolo de «altas energías». Es obligatorio establecer un perímetro de seguridad estricto y utilizar placas perforadas o envoltorios que actúen como escudo en caso de que una armadura llegara a partirse.
Existen prohibiciones críticas por motivos de seguridad y técnicos: está terminantemente prohibido utilizar aire comprimido para la inyección y, bajo ningún concepto, los operarios deben mirar a través de los tubos o rebosaderos durante el proceso. La ingeniería moderna debe equilibrar una fuerza física inmensa con un control humano absoluto, documentando cada presión y cada alargamiento para garantizar la trazabilidad total de la estructura.
Conclusión: mirando al futuro de la ingeniería.
El hormigón pretensado es la victoria de la inteligencia sobre la debilidad intrínseca de los materiales. Al dominar la presión interna controlada, hemos pasado de construir estructuras pesadas y pasivas a diseñar obras de arte de la ingeniería que, en realidad, son organismos activos en equilibrio.
Al observar la esbeltez de un puente moderno, cabe preguntarse: ¿seremos capaces de diseñar estructuras aún más ligeras y atrevidas ahora que sabemos que la verdadera fuerza reside en la presión interna invisible que las sostiene?
En esta conversación puedes escuchar algunas de las claves del hormigón pretensado.
En este vídeo se resumen las ideas más interesantes de este material.
En este documento se describen las ideas fundamentales:
El hormigón de consistencia líquida es una innovación que destaca por su elevada fluidez y su capacidad de moldeado en la construcción moderna. En otros artículos ya hemos hablado del hormigón autocompactante en relación con este tipo de hormigón. A diferencia del hormigón tradicional, este material requiere muy poco vibrado, lo que optimiza la mano de obra, reduce el ruido y previene afecciones físicas en los trabajadores.
La dosificación de este tipo de hormigón exige un alto contenido de finos, así como el uso de aditivos superfluidificantes y áridos de tamaño reducido para evitar la segregación. Gracias a su facilidad de bombeo, es ideal para estructuras con armaduras densas, revestimientos de túneles y proyectos arquitectónicos complejos. En definitiva, no solo mejora la productividad en la obra, sino que también garantiza una mayor durabilidad y calidad en los acabados finales.
Introducción: el hormigón que fluye como un líquido.
Cuando pensamos en hormigón, nos viene a la mente una masa densa, pesada y difícil de trabajar, que requiere un gran esfuerzo para compactarla. Sin embargo, la ingeniería de materiales ha desarrollado una innovación que desafía esta idea: el hormigón líquido. Este material avanzado fluye con facilidad y se adapta a cualquier molde sin esfuerzo. En realidad, se trata de toda una familia de hormigones de alta fluidez que van desde los fluidos hasta los autocompactantes, diseñados para cada necesidad específica. Entonces, ¿cómo es posible que un hormigón que se comporta como un líquido sea clave para construir estructuras más rápidas, seguras y duraderas? La respuesta radica en una serie de ventajas que trascienden su apariencia superficial.
Los puntos clave del hormigón líquido
A continuación, exploramos las cuatro ventajas fundamentales que explican por qué el hormigón líquido se está convirtiendo en el nuevo estándar del sector.
1. La paradoja del coste: es más caro, pero el proyecto total resulta más barato.
A primera vista, el hormigón líquido parece una opción más costosa. Su precio por metro cúbico es entre un 5 % y un 10 % superior al del hormigón convencional. Sin embargo, esta cifra no lo es todo. El verdadero ahorro se revela al analizar el coste global del proyecto.
La fluidez del material permite una puesta en obra mucho más rápida, lo que reduce el plazo de ejecución en aproximadamente un tercio. A esto hay que sumar que se necesita menos mano de obra para la compactación y que los costes de acabado son más bajos gracias a su superficie más homogénea, lo que compensa con creces el mayor precio del material. En grandes obras de ingeniería civil, como el Viaducto de Bergara de la Y Vasca, esta aceleración es fundamental y demuestra que el proyecto resulta más ventajoso en términos económicos.
2. Su mayor fortaleza no radica en el estado endurecido, sino en su puesta en obra.
Aunque sus propiedades finales son excelentes, las características más competitivas de este hormigón se manifiestan durante su colocación. El principal enemigo de la durabilidad del hormigón convencional son los errores humanos durante su colocación, como un vibrado deficiente o excesivo. De hecho, se ha comprobado que los defectos de compactación pueden aumentar la permeabilidad del hormigón tradicional hasta en diez veces, lo que debilita la estructura desde el primer día.
El hormigón líquido minimiza drásticamente estos errores. Su capacidad para rellenar los encofrados por su propio peso garantiza una compactación óptima con un esfuerzo mínimo, asegurando la calidad y la durabilidad de la estructura desde el principio.
«La necesidad de garantizar la calidad del hormigón y obtener estructuras duraderas es una de las causas fundamentales del desarrollo del hormigón con consistencia líquida».
3. Una revolución silenciosa para la salud y la seguridad laborales.
El proceso de vibrado del hormigón es esencial, pero también conlleva riesgos. Genera niveles de ruido muy elevados y somete a los trabajadores a vibraciones constantes que, a largo plazo, pueden causarles dolores, fatiga, rigidez articular e incluso una afección circulatoria conocida como «dedos blancos», que provoca la pérdida de sensibilidad.
Al reducir drásticamente la necesidad de vibración, el hormigón líquido transforma el entorno de trabajo. Las obras son más silenciosas y se minimizan los riesgos para la salud de los trabajadores. Esto resulta especialmente valioso en aplicaciones como el revestimiento de túneles, donde el ruido se amplifica en espacios confinados, lo que crea un entorno laboral más seguro y sostenible.
4. Mejor que el original: un producto final con propiedades superiores.
Aunque su principal ventaja es la facilidad de uso, el hormigón líquido endurecido también supera al convencional. El secreto radica en unos aditivos superfluidificantes de alta tecnología que permiten reducir el volumen de agua en la mezcla sin que esta pierda fluidez. Esta simple mejora provoca una serie de beneficios: al utilizar menos agua, el hormigón es más impermeable y, por tanto, más duradero.
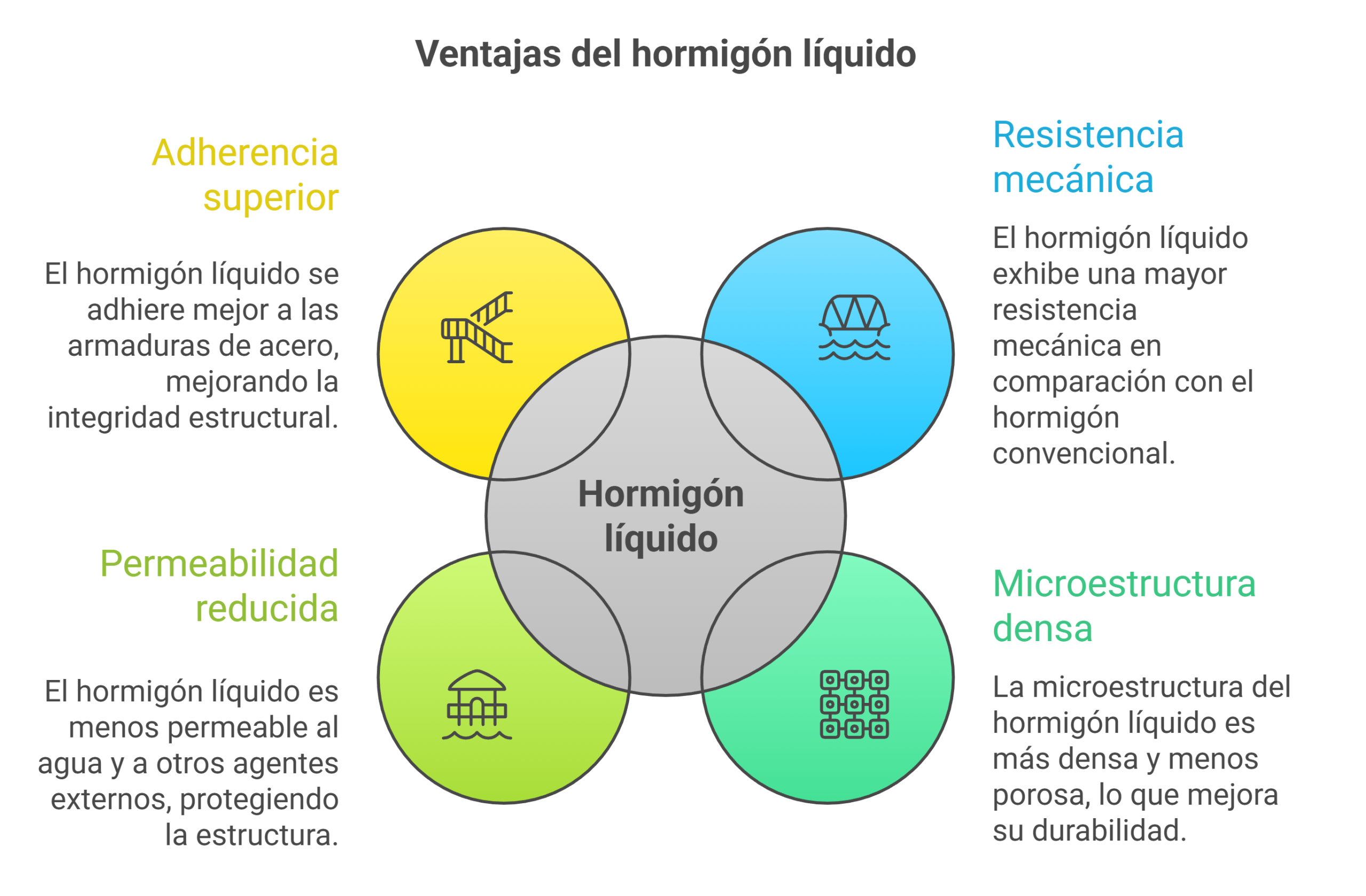
Las conclusiones del proyecto de investigación europeo Brite/EURam son claras: para una misma relación agua/cemento, el hormigón líquido consigue:
Mayores resistencias mecánicas.
Una microestructura más densa y menos porosa.
Menor permeabilidad al agua y a otros agentes externos.
Una adherencia superior a las armaduras de acero.
Esta menor permeabilidad se traduce en una mayor durabilidad, ya que protege las armaduras de acero internas de la corrosión y alarga la vida útil de puentes, edificios y túneles. Además, esta calidad se manifiesta en acabados superficiales superiores, lo que permite crear hormigones arquitectónicos con formas esbeltas y elegantes, como las observadas en rascacielos emblemáticos, como la Torre Iberdrola.
Conclusión: el nuevo estándar de la construcción.
El hormigón líquido ha dejado de ser una tecnología experimental para convertirse en una realidad técnica que se extiende por todo el mundo en aplicaciones que van desde los cimientos más profundos y la prefabricación hasta los rascacielos más emblemáticos y las estaciones de tratamiento de aguas. Su capacidad para optimizar la productividad, garantizar una calidad superior y mejorar la seguridad en las obras lo posiciona no como una alternativa, sino como el futuro estándar de la construcción. Sus ventajas son tan contundentes que invitan a una reflexión final: ¿será este material el pilar sobre el que construiremos las ciudades más eficientes y sostenibles del mañana?
En esta conversación puedes escuchar aspectos interesantes sobre el tema tratado, que te serán de utilidad para comprenderlo mejor.
Este vídeo condensa de manera efectiva las ideas principales sobre los hormigones líquidos.
Os dejo un documento con algunas de las ideas más importantes.
Introducción: El sistema nervioso invisible de un edificio.
Cualquiera que haya pasado junto a una obra habrá visto la escena: grúas que se elevan hacia el cielo, un esqueleto de armaduras de acero esperando el hormigón y un ir y venir constante de los trabajadores. Vemos el progreso físico, la estructura que crece día a día. Pero ¿te has parado a pensar en los procesos invisibles que garantizan que ese gigante de hormigón y acero no solo se mantenga en pie, sino que también sea seguro durante décadas?
Detrás de cada pilar, viga y forjado existe una meticulosa red de control, un sistema nervioso que garantiza la integridad de toda la estructura. En España, el manual que rige estas normas es el Código Estructural. Este reglamento garantiza que la calidad y la seguridad no se dejan al azar, sino que son el resultado de un plan riguroso y sistemático.
Este artículo revela tres aspectos sorprendentes extraídos directamente de los procedimientos de este código. Son tres verdades sobre el control de calidad que cambiarán tu forma de ver los edificios que te rodean y demostrarán que, al igual que un rascacielos, la confianza se construye paso a paso y con una supervisión implacable.
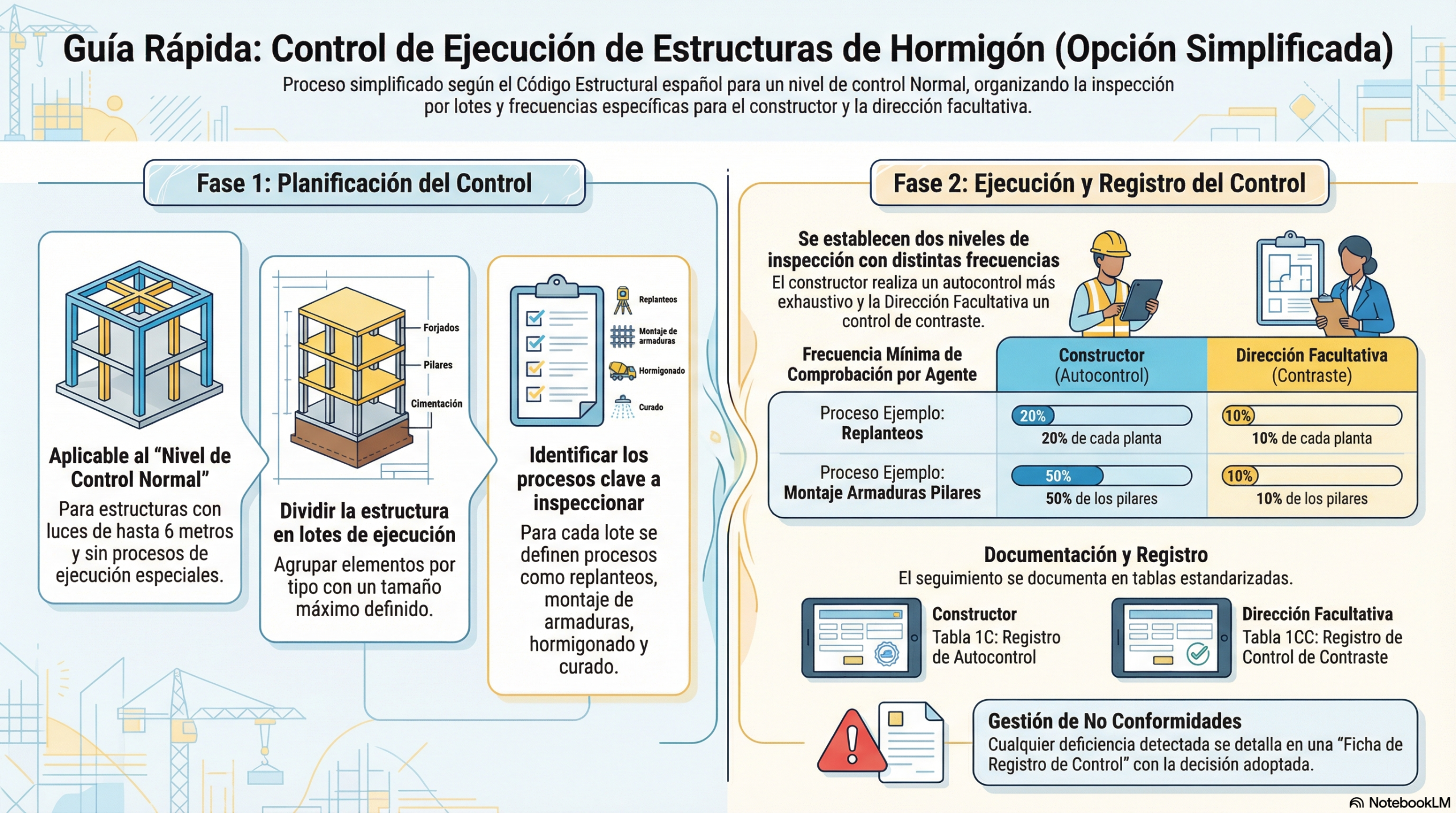
1. El control se realiza mediante dos llaves: el constructor se autovigila y un supervisor lo supervisa.
En la construcción de una estructura, la responsabilidad no recae en una sola persona, sino en un sistema de doble verificación. Piénsalo como un sistema de doble llave, en el que se requieren dos validaciones para proceder. El Código Estructural establece un mecanismo de control con dos capas fundamentales que garantizan la máxima fiabilidad.
La primera capa es el «autocontrol» del constructor. La propia empresa constructora tiene la obligación de inspeccionar y registrar de forma sistemática la calidad de su trabajo. No es una opción, sino una exigencia. Deben seguir un plan de inspección y dejar constancia de que cada proceso cumple con las especificaciones del proyecto.
La segunda capa es el «control de contraste», que realiza una entidad independiente: la dirección facultativa (el equipo técnico de arquitectos e ingenieros que dirige la obra y actúa como supervisor en nombre del propietario y de la normativa). Este equipo no da por bueno el trabajo del constructor sin más, sino que realiza sus propias comprobaciones para verificar que el autocontrol se ha llevado a cabo correctamente y que los resultados son conformes.
Para comprender la rigurosidad de este sistema, veamos las frecuencias mínimas de inspección de un elemento como el pilar. Según las tablas de inspección del código, el constructor debe comprobar el 50 % de los pilares de un lote, mientras que la dirección facultativa debe realizar un control de contraste del 10 % de dichos pilares. Esta redundancia no es burocracia, sino una red de seguridad diseñada para que nada importante pase desapercibido. Esta redundancia deliberada no solo sirve para detectar errores, sino que forma parte de una filosofía pragmática que reconoce que, en proyectos de esta complejidad, la perfección es imposible, pero garantizar la corrección es posible.
2. La perfección no existe, pero la corrección sí: los errores forman parte del plan.
Podríamos pensar que el objetivo de un sistema de control tan estricto es evitar cometer errores, pero no es así. Sin embargo, la realidad de una obra es compleja y el Código Estructural adopta un enfoque más pragmático y eficaz: asume que se producirán desviaciones, pero exige un proceso robusto para detectarlas, documentarlas y corregirlas antes de que se conviertan en un problema.
Cada vez que una inspección detecta una «no conformidad» (un aspecto que no cumple con el proyecto), se registra en una «Ficha de registro de control». En esta ficha se detalla el problema y, lo más importante, la «decisión adoptada» para solucionarlo. Los ejemplos extraídos de un proyecto real son muy reveladores:
Ejemplo 1 (ficha n.º 6): durante una comprobación de cotas, se detectó que el pilar n.º 20 se había hormigonado 7,5 cm por encima de lo especificado. Un error así habría impedido la correcta colocación de las armaduras de acero del forjado superior. La solución fue directa y contundente: se ordenó demoler el hormigón sobrante hasta alcanzar la cota correcta.
Ejemplo 2 (ficha n.º 3): las barras de acero de espera de un pilar (es decir, las que conectan con el pilar del piso superior) estaban mal posicionadas. Esto comprometía el «recubrimiento», es decir, la capa mínima de hormigón que debe proteger el acero de la corrosión. En este caso, se hizo valer el criterio de ingeniería: en lugar de optar por la demolición, que habría supuesto un enorme coste y un retraso, se tomó una decisión más inteligente. Se aceptó la desviación dentro de las tolerancias y se ordenó modificar la forma final del pilar para garantizar el recubrimiento mínimo y salvar el elemento, sin comprometer en absoluto la seguridad.
Ejemplo 3 (ficha n.º 4): tras retirar el encofrado de un pilar, se observó una fisura horizontal. Aunque resultó alarmante a primera vista, demostró la importancia de un diagnóstico preciso. La inspección determinó que se trataba de una fisura superficial causada por el «asiento plástico» del hormigón fresco, un fenómeno conocido que no tiene impacto estructural. En lugar de provocar una alarma innecesaria, se aplicó una solución precisa: picar la zona afectada y repararla con un mortero especial.
Este enfoque sistemático de la gestión de errores es lo que construye la verdadera seguridad. No se trata de no cometer nunca un error, sino de tener un plan infalible para corregir cada uno de ellos y dejar un registro completo de cada decisión.
3. Lo que se llama «simplificado» resulta sorprendentemente complejo.
El Código Estructural ofrece una «opción simplificada» para el control de la ejecución en obras de edificación con ciertas características. El nombre puede engañar al sugerir un proceso más laxo o básico. Nada más lejos de la realidad.
Esta modalidad «simplificada» sigue siendo un método extraordinariamente metódico y riguroso. Para empezar, obliga a dividir toda la estructura en «lotes de ejecución». Un lote no es una división arbitraria, sino que está perfectamente definido. Por ejemplo, en el caso de pilares y forjados, un lote equivale a un máximo de 250 m² de superficie construida o dos plantas. De este modo, se asegura una inspección granular y manejable de la obra.
Para cada uno de estos lotes, se despliega un plan de inspección que abarca una larga lista de procesos de ejecución. No solo se comprueba si el hormigón se ha vertido correctamente, sino que el control abarca desde la «gestión de acopios» (verificar que los materiales que llegan a la obra son los correctos) y los «replanteos» (asegurar que cada elemento estructural se ubica en su posición exacta según los planos), hasta el «acabado» final de los elementos.
La clave es que en ingeniería estructural no hay atajos. Incluso el camino «simplificado» es un testimonio de una cultura en la que el rigor metodológico es el estándar mínimo para garantizar la seguridad pública.
Conclusión: una nueva mirada sobre las estructuras que nos rodean.
Detrás del hormigón y el acero que vemos tomar forma en una obra, existe una arquitectura invisible de procesos: una coreografía de comprobaciones, registros y correcciones planificadas. Este sistema nervioso invisible de control y corrección es lo que confiere resiliencia a un edificio, permitiéndole nacer conforme a las reglas más estrictas.
No se trata de la ausencia de errores, sino de la certeza de que se corregirán, lo cual nos da tranquilidad. La próxima vez que entres en un edificio, ¿te acordarás de la inmensa red de controles y decisiones de ingeniería que garantizan que el edificio se mantenga firme y seguro sobre tu cabeza?
En esta conversación se exponen varias ideas relacionadas con este tema.
Este vídeo condensa los puntos clave de la opción simplificada del control de calidad, tal y como se establece en el Código Estructural.
Aquí os dejo un resumen que creo que os puede ayudar, ya que os será de gran utilidad para resolver vuestras dudas.
La Fundación Musaat ofrece una monografía que podéis descargar a continuación, que creo que es muy útil para adentrarse en los entresijos del Código Estructural en relación con la opción simplificada del control de ejecución de estructuras de hormigón.
En esta ocasión comparto con los lectores una entrevista que me han realizado a propósito de un reciente estudio publicado en Nature Communications —Vaserman, E., Weaver, J.C., Hayhow, C. et al. (2025), An unfinished Pompeian construction site reveals ancient Roman building technology— que ha generado un notable interés tanto en la comunidad científica como en los medios. El trabajo ha sido también objeto de un artículo en El País (“Así construían los albañiles de la Antigua Roma”, disponible en: https://elpais.com/ciencia/2025-12-09/asi-construian-los-albaniles-de-la-antigua-roma.html), en el que se recoge mi valoración sobre sus implicaciones para la ingeniería civil y la comprensión de las técnicas constructivas romanas. Presento aquí la entrevista completa, con el fin de profundizar en los aspectos técnicos y arqueológicos que hacen de este estudio un caso excepcional para el análisis de los materiales históricos.
El artículo sostiene que en Pompeya se empleaba con cierta frecuencia la mezcla en caliente con cal viva, ¿cómo interpreta esta afirmación?
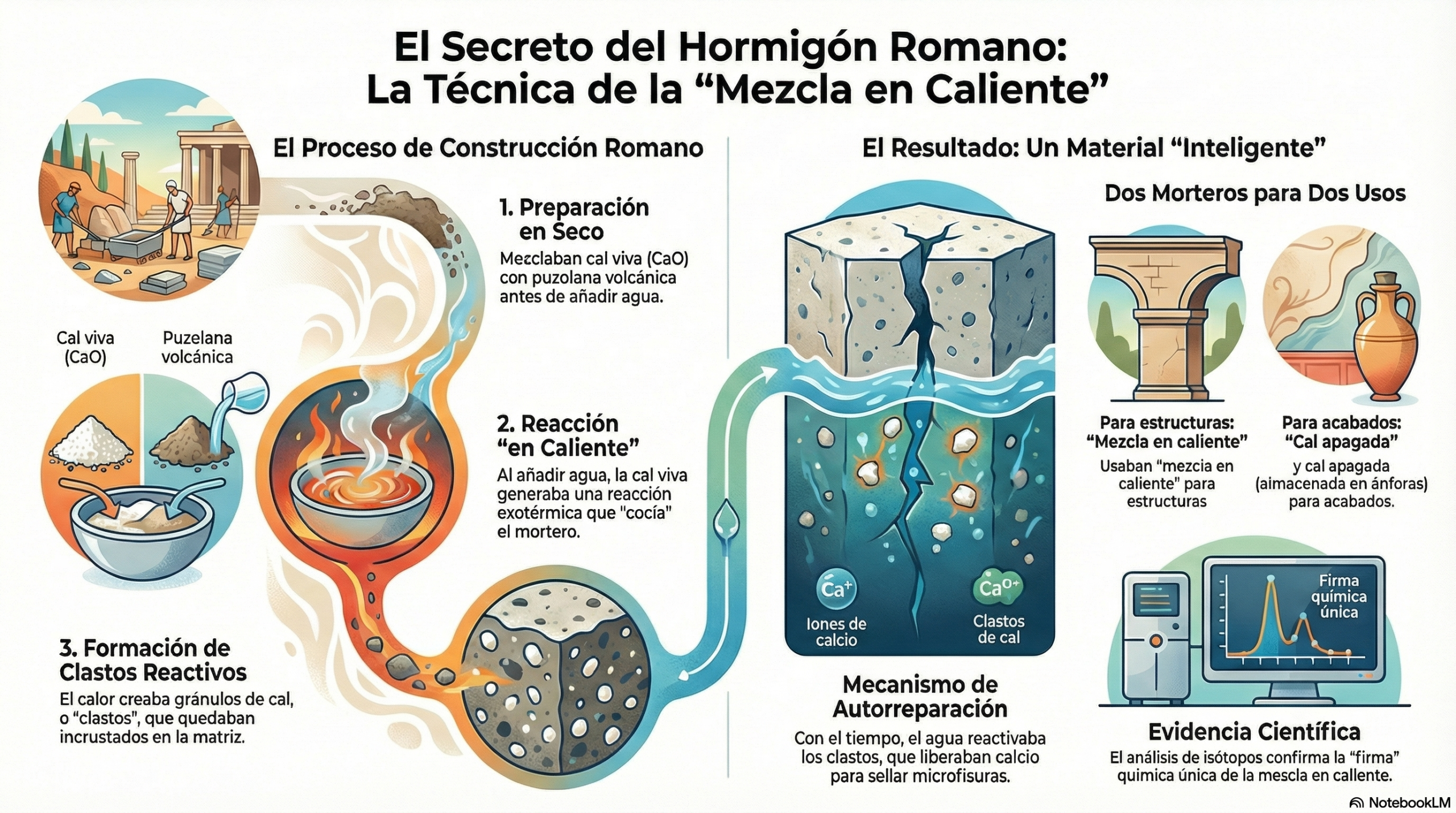
El trabajo presenta una serie de análisis microestructurales y químicos que indican claramente que en la Domus IX 10,1 se utilizó un procedimiento basado en la mezcla de cal viva con materiales puzolánicos en estado seco. Los resultados son coherentes con esta hipótesis y están bien fundamentados en este contexto arqueológico, especialmente debido al hallazgo de montones de material premezclado seco que contenían gránulos de cal viva. No obstante, desde la perspectiva de la ingeniería civil, conviene subrayar que se trata de una evidencia localizada en un momento de reconstrucción posterior al terremoto del año 62 d. C., por lo que no es posible extrapolarla automáticamente a todo el ámbito del Imperio romano. La diversidad de materiales y prácticas constructivas descrita por autores como Vitruvio, quien abogaba por el apagado previo de la cal, hace recomendable interpretar este estudio como una muestra de la coexistencia de métodos alternativos al canon clásico, pero no como una descripción universal.
El estudio plantea que los morteros podrían haber experimentado procesos de autorreparación a muy largo plazo. ¿Cómo valora usted esta idea?
Los datos indican que ciertos clastos de calcita pudieron seguir reaccionando durante un periodo prolongado, actuando como fuente de calcio reactivo. Esto habría favorecido el relleno de microfisuras mediante la recristalización de carbonato cálcico en sus polimorfos de calcita y aragonito. Este comportamiento es interesante desde el punto de vista científico, ya que permite comprender mejor la evolución mineralógica en la interfaz entre los áridos volcánicos y la matriz cementante. No obstante, desde el punto de vista de la ingeniería estructural moderna, es importante tener en cuenta su contexto, ya que se trata de un proceso geoquímico lento, con efectos localizados y condicionado por los ciclos de humedad ambiental. Esta característica ayuda a explicar la durabilidad observada, pero no tiene una equivalencia directa con los mecanismos de reparación activa inmediata que se investigan actualmente en la obra civil.
¿Podría interpretarse la presencia de clastos de cal como un indicio de una mezcla defectuosa?
En determinadas obras históricas, la presencia de grumos de cal puede deberse a procesos de mezcla incompletos o a un apagado insuficiente. Sin embargo, en este caso particular, los análisis de espectroscopía infrarroja y de isótopos estables de carbono y oxígeno indican que estos grumos se formaron durante un proceso térmico y químico compatible con la utilización deliberada de cal viva. Los investigadores documentan, además, la segregación intencionada de materiales: montones de premezcla con cal viva para muros estructurales frente a ánforas con cal apagada para acabados. Por tanto, las pruebas apuntan a una técnica constructiva específica (hot mixing) y no a una ejecución negligente.
¿Cree que estos resultados pueden considerarse representativos del conjunto de la construcción romana?
Los datos corresponden a un escenario muy concreto, que se conserva excepcionalmente bien gracias a la ceniza volcánica de la erupción del 79 d. C., lo que permite analizar materiales «congelados» en plena fase de obra. Precisamente por su carácter singular, lo más prudente es entender que este estudio aporta información específica sobre la logística de una obra doméstica en Pompeya del siglo I, sin que ello implique que todos los constructores romanos actuaran de la misma manera en obras de infraestructura pública o en otras provincias. Para avanzar en esta cuestión, será necesario realizar estudios comparativos con metodologías similares en otros yacimientos u enclaves imperiales.
El artículo distingue entre morteros estructurales y de acabado. ¿Considera acertada esa diferenciación?
Esta diferenciación es coherente con lo que cabría esperar en cualquier tradición constructiva con un mínimo grado de especialización. El estudio documenta el uso de cal apagada almacenada en ánforas recicladas, presumiblemente destinada a morteros de reparación o revestimientos pictóricos, mientras que la cal viva se reservaba para la mampostería estructural. Las propiedades requeridas para un muro de carga no son idénticas a las necesarias para un acabado fino y el análisis químico (ratios Ca/Si) del artículo parece respaldar que se ajustaban las formulaciones según la función. La propuesta es razonable y encaja con el análisis logístico del flujo de trabajo en la obra.
¿Qué aspectos de este trabajo pueden interesar a la ingeniería civil actual, especialmente en relación con los hormigones modernos?
Este estudio contribuye a una comprensión más completa de la evolución de ciertos morteros históricos a lo largo del tiempo, lo que puede resultar inspirador para el desarrollo de nuevos materiales de restauración compatibles y con menor huella de carbono. El uso de la reactividad residual de los clastos de cal para sellar fisuras es un principio valioso para la sostenibilidad. No obstante, los materiales actuales ofrecen prestaciones y un nivel de control muy superiores. Disponemos de cementos compuestos y de normativas de seguridad que permiten diseñar con una fiabilidad estandarizada que no existía en la antigüedad. Por tanto, los morteros romanos son un referente histórico y una fuente de inspiración, pero no un modelo que pueda utilizarse directamente en las grandes infraestructuras contemporáneas.
Algunos autores han sugerido que parte de los carbonatos observados podría ser producto de procesos posteriores a la construcción. ¿Cómo valora la argumentación del estudio?
El artículo describe una serie de observaciones que indican que parte de los carbonatos se formaron durante la vida útil inicial del material. Concretamente, el análisis de isótopos permite distinguir entre la carbonatación rápida en condiciones de mezcla en caliente (fraccionamiento cinético) y la carbonatación lenta en equilibrio. Esto permite a los autores argumentar que los clastos no son únicamente producto de la degradación postdeposicional. No obstante, en materiales con tantos siglos de antigüedad, es razonable tener en cuenta también la influencia del entorno. El estudio aborda este aspecto mediante el análisis de los bordes de reacción de los áridos volcánicos, donde se observa una remineralización continua. Desde un enfoque técnico, el estudio aporta pruebas sólidas para distinguir ambas fases.
Desde su perspectiva como catedrático de ingeniería de la construcción, ¿qué aportación considera más destacable y qué limitaciones observa?
El estudio destaca por ofrecer una visión muy detallada de un proceso constructivo interrumpido, lo que supone una oportunidad excepcional. La identificación de herramientas in situ (plomadas, azadas, pesas) junto con los materiales permite reconstruir el flujo de trabajo real, algo que rara vez se conserva. La principal limitación es su naturaleza localizada, ya que describe un caso concreto de una domus privada en reparación, lo que no permite, por sí solo, establecer conclusiones de alcance general sobre la gran ingeniería pública romana. También sería interesante complementar estas investigaciones en el futuro con datos de resistencia mecánica comparada para realizar una valoración más completa desde el punto de vista de la ingeniería estructural.
En este audio se puede escuchar una conversación que trata sobre este artículo recientemente publicado
Las ideas más interesantes del artículo se puede ver en este vídeo.
En esta presentación se resumen las ideas más importantes.
Todos estamos de acuerdo en que el futuro de la construcción debe ser más ecológico. La descarbonización del entorno construido es una prioridad en la agenda europea y, por intuición, sabemos que debemos favorecer los materiales «verdes». Las etiquetas para productos bajos en carbono parecen una solución obvia y directa para guiar al mercado.
Sin embargo, en el actual debate legislativo, centrado en iniciativas como la Ley de Aceleración de la Descarbonización Industrial (IDAA), la realidad del sector demuestra ser mucho más compleja. La Federación Europea de la Industria de la Construcción (FIEC) ha publicado un análisis estratégico que desmonta varias suposiciones populares y argumenta que las soluciones simplistas no solo son ineficaces, sino que también podrían resultar contraproducentes para la competitividad y la innovación en Europa. Este artículo desglosa las cinco revelaciones más impactantes de su análisis.
Las emisiones bajan, pero por la razón equivocada.
A primera vista, una reducción de las emisiones en industrias de alto consumo energético, como las productoras de acero o cemento, podría parecer una victoria. Sin embargo, el informe de la FIEC encendió una luz de alarma sobre la razón de esta reciente caída. El problema no es que las emisiones bajen, sino el motivo por el que lo hacen. El informe señala que, debido a factores como los altos costes energéticos y la competencia global, la producción industrial europea está en declive.
«Hoy en día, la reducción de las emisiones es con demasiada frecuencia el resultado de una menor producción, en lugar de una mayor eficiencia, una mayor integración del sistema energético y procesos de fabricación descarbonizados…».
Esta observación es crucial. No se trata solo de una mala noticia para la economía, sino de una estrategia climática fallida que simplemente deslocaliza las emisiones en lugar de eliminarlas, y que debilita la capacidad de Europa para construir la infraestructura verde del futuro.
El escepticismo de la industria: ¿por qué las etiquetas verdes son una solución incompleta?
La propuesta de crear etiquetas voluntarias para materiales industriales con bajas emisiones de carbono parece una herramienta lógica. Sin embargo, la FIEC muestra un gran escepticismo sobre su valor real y advierte de varios riesgos potenciales:
Los profesionales no las necesitan: Los equipos de compras no se guían por etiquetas simplificadas. Toman sus decisiones basándose en documentación técnica detallada, como las Declaraciones Ambientales de Producto (DAP o EPDs en inglés), que cuantifican de forma estandarizada el impacto ambiental de un producto a lo largo de su ciclo de vida.
Riesgo de confusión y carga administrativa: Una multiplicación de diferentes etiquetas podría generar confusión y una enorme carga burocrática, afectando especialmente a las pequeñas y medianas empresas (PYMES), que son la columna vertebral del sector.
Fragmentación del mercado: Si cada país establece sus propios umbrales, se corre el riesgo de fragmentar el mercado. No se trata solo de un problema burocrático, sino que socava el principio fundamental del Mercado Único de la UE al crear barreras que impiden a las empresas más innovadoras, independientemente de su país de origen, competir en igualdad de condiciones.
Valor añadido cuestionable: En resumen, no está claro que estas etiquetas aporten un valor real al proceso de toma de decisiones de los profesionales del sector, que ya cuentan con herramientas más sólidas.
El peligro de etiquetar lo incorrecto: el caso del cemento frente al hormigón.
Uno de los argumentos más potentes de la FIEC se centra en el peligro del «etiquetado indirecto». Para ilustrarlo, utilizan el ejemplo del cemento y el hormigón, mostrando cómo centrarse en el material equivocado puede anular los beneficios de una política bienintencionada.
La clave está en comprender que el cemento es un ingrediente y el hormigón es el producto final que adquieren y utilizan las empresas constructoras. Las políticas que se centran exclusivamente en etiquetar el cemento «bajo en carbono» ignoran que muchas de las mayores oportunidades de innovación se encuentran en la fase de producción del hormigón. Por ejemplo, se puede reducir la huella de carbono mediante mezclas innovadoras que logran un rendimiento estructural igual o superior con menos clínker (el componente que más emisiones genera).
Si las políticas solo incentivan un cemento «verde», se desaprovecharán todas estas innovaciones en el ámbito del hormigón. En el peor de los casos, este enfoque podría dar lugar a una «suboptimización», en la que se elige un componente supuestamente ecológico que provoca un impacto ambiental general negativo del producto final.
Si pagamos una «prima verde», el dinero debe reinvertirse.
La industria reconoce que los materiales con bajo contenido de carbono suelen tener un coste más elevado, lo que se conoce como «prima verde». La FIEC no se opone por principio a pagar este sobrecoste, pero establece una condición fundamental e ineludible: cualquier coste adicional pagado por estos productos debe reinvertirse de forma explícita y transparente en un mayor esfuerzo de descarbonización.
Esta condición convierte la «prima verde» en un mecanismo de inversión circular, creando un bucle de retroalimentación positiva en el que la demanda actual financia directamente las tecnologías limpias del futuro. Sin esta garantía, el sistema pierde credibilidad y desaparece el incentivo para que los clientes paguen más.
Una alternativa inteligente: El «precio sombra del CO₂».
En lugar de etiquetas, la FIEC propone un mecanismo más sofisticado y alineado con el mercado para la contratación pública: el «precio sombra del CO₂». Se trata de un mecanismo pragmático y elegante que utiliza herramientas existentes.
Se toma la huella de carbono de un producto de construcción, un dato ya disponible en las Declaraciones Ambientales de Producto (DAP/EPD).
Esa cifra de CO₂ se multiplica por el precio del carbono en el mercado de derechos de emisión de la UE (EU ETS).
El resultado es un «precio sombra» monetario que no se añade al coste, sino que se utiliza como un criterio de evaluación clave en las licitaciones públicas.
Este método incentivaría una competencia real para reducir la huella de carbono de las ofertas. Es fundamental señalar que la FIEC lo concibe como un mecanismo de transición. Para evitar una «doble contabilidad», el precio sombra debería eliminarse progresivamente a medida que el EU ETS funcione sin asignaciones gratuitas.
Conclusión: más allá de la simplicidad.
El mensaje del sector de la construcción es claro: la descarbonización de un sector tan complejo no se puede lograr con gestos simbólicos. Se requieren mecanismos sofisticados que incentiven la innovación en toda la cadena de valor, desde la materia prima hasta la construcción finalizada.
La postura de la FIEC es una llamada al realismo: para lograr una descarbonización efectiva, es necesario pasar de los gestos simbólicos a los incentivos sistémicos. La pregunta crucial para los legisladores es si están dispuestos a diseñar políticas que reflejen la complejidad del mercado o si se conformarán con la falsa simplicidad de una etiqueta.
A continuación, os dejo un audio en el que se puede escuchar una conversación que ilustra claramente el contenido de este tema.
En este vídeo se recogen las ideas más importantes del artículo.
El documento que adjunto a continuación sintetiza la postura de la Federación de la Industria Europea de la Construcción (FIEC) respecto a la próxima «Acta Aceleradora de la Descarbonización Industrial» (IDAA) propuesta por la Comisión Europea. La FIEC apoya el objetivo general de la IDAA de fomentar la producción industrial sostenible y resiliente en la Unión Europea, pero expresa serias preocupaciones sobre los métodos sugeridos, en particular la creación de etiquetas voluntarias para productos industriales con bajas emisiones de carbono, como el acero y el cemento.
Rudolf Saliger nació el 1 de febrero de 1873 en Spachendorf, cerca de Freudenthal, en el Imperio austrohúngaro, y falleció el 31 de enero de 1958 en Viena. Fue un ingeniero civil y profesor universitario austríaco, considerado uno de los pioneros del hormigón armado. Era hijo de Gustav Saliger, un ebanista, y creció como el undécimo de doce hermanos. Cursó sus estudios secundarios en la Realschule de Troppau.
Entre 1891 y 1898 estudió Ingeniería Civil en la Technische Hochschule de Viena, convirtiéndose en uno de los primeros en recibir el título de Diplom-Ingenieur. Interrumpió sus estudios en 1895-1896 para cumplir con su servicio militar anual como voluntario. Tras superar el segundo examen estatal en 1898, comenzó a trabajar en el Brückenbaubüro y en la dirección de vías de la Südbahngesellschaft (1897-1899). Entre 1899 y 1900 trabajó como ingeniero de puentes en la gobernación de Alta Austria, en Linz.
Posteriormente, orientó su carrera hacia Alemania: trabajó en la empresa Beton- und Monierbau AG, colaboró con el Materialprüfungsamt de Berlín-Dahlem en 1906 y ejerció como ingeniero de puentes y de hormigón armado en Kassel. En ese periodo también fue docente en las escuelas de construcción de Poznań y Kassel. Durante esos años, realizó viajes de estudios a Suiza, Francia —donde asistió a la Exposición Universal de París de 1900— y Bélgica, donde se formó en la técnica del hormigón armado bajo la influencia de los pioneros François Hennebique y Joseph Monier.
En 1903 contrajo matrimonio con Marie Hettling y, ese mismo año, obtuvo el título de doctor en la Technische Hochschule de Viena con la tesis Über die Festigkeit der Bauwerke aus veränderlich elastischen Stoffen, vornehmlich der Beton-Eisen-Konstruktionen (publicada en 1904).
En 1907 fue llamado a la Technische Hochschule de Braunschweig y, en 1908/1909, a la Deutsche Technische Hochschule de Praga, donde fue profesor de mecánica estructural y construcción metálica. En 1909 se trasladó a Dresde y, finalmente, en 1910 fue nombrado catedrático de Estática y Hormigón Armado en la Universidad Técnica de Viena, donde permaneció hasta su jubilación en 1940.
Desde 1910, impartía cursos de hormigón armado y, gracias a su iniciativa, esta asignatura se convirtió en obligatoria en el curso 1916/1917. No obstante, no fue hasta el curso 1927/1928 cuando alcanzó el pleno reconocimiento dentro del plan de estudios con su curso de construcción en piedra y hormigón armado. Entre 1920 y 1922 fue decano de la Facultad de Arquitectura y, en 1924/1925, rector de la institución.
Además de su labor docente, entre 1927 y 1934 trabajó como asesor técnico de la ciudad de Viena, donde actuó como consultor y proyectista en obras que se convirtieron en símbolos urbanos, como el Dianabad, el Stadion Wien, el rascacielos de Herrengasse 8, la Reichsbrücke y los estudios cinematográficos de Rosenhügel.
Saliger fue un prolífico autor de manuales y tratados que tuvieron gran difusión internacional. Entre ellos destacan:
Über die Festigkeit veränderlich elastischer Konstruktionen insbesondere von Eisenbeton-Bauten (1904)
Der Eisenbeton in Theorie und Konstruktion (1906)
Praktische Statik (1921)
Schalendach aus Eisenbeton nach Bauart Kolb (1928)
Die neue Theorie des Stahlbetons auf Grund der Bildsamkeit im Bruchzustand (1947)
Ingenieur Gustav Adolf Wayss. Ein Bahnbrecher des Stahlbetons (1948)
Der Stahlbetonbau: Werkstoff, Berechnung, Gestaltung (1956).
Especial relevancia alcanzaron Praktische Statik y Der Stahlbetonbau, que conocieron numerosas ediciones y traducciones, incluidas en español y ruso. Estas obras consolidaron el análisis práctico de estructuras y la aplicación científica del hormigón armado, aportando un corpus sin precedentes a la ingeniería alemana y austríaca en el periodo 1900–1950.
Tras la anexión de Austria por parte de la Alemania nazi en marzo de 1938, Saliger fue nombrado rector interino de la TH de Viena en sustitución de Karl Holey. En este cargo, mostró públicamente su apoyo al régimen mediante telegramas y discursos de adhesión. En 1939, fue elegido miembro de número de la Academia Austríaca de Ciencias y, el 20 de febrero de 1940, solicitó formalmente su ingreso en el NSDAP, que se hizo efectivo el 1 de junio.
Antes de jubilarse en 1939, desempeñó un papel relevante en la nazificación de la universidad y en la discriminación y expulsión de estudiantes y profesores judíos y socialdemócratas. Según la historiadora Juliane Mikoletzky, este proceso se produjo en la TH de Viena de manera especialmente rápida y ordenada.
Tras 1945, fue clasificado como Minderbelasteter (cómplice menor) en los procesos de desnazificación. En 1948, le fue concedido el perdón por «razones técnico-científicas», lo que le permitió mantener su prestigio académico.
Rudolf Saliger falleció en su residencia de Larochegasse 29, en Viena, el 31 de enero de 1958, apenas unas horas antes de recibir la condecoración del presidente de Austria por sus servicios a la ciencia y al arte. Sus restos fueron incinerados y depositados en una tumba de honor diseñada por Viktor Hammer en el cementerio de la Feuerhalle Simmering.
En 1965, la ciudad de Viena dio su nombre a la calle Saligergasse, en el distrito de Favoriten. Décadas después, entre 2011 y 2013, una comisión de historiadores, por encargo del Ayuntamiento de Viena, revisó el papel de las personalidades que habían dado nombre a las calles y situó a Saliger como pionero técnico, pero también como académico vinculado al nacionalsocialismo.
El legado de Rudolf Saliger es amplio y complejo. Como ingeniero, fue pionero en el desarrollo y la enseñanza del hormigón armado en Austria, impulsó su institucionalización universitaria y participó en obras emblemáticas de Viena, además de dejar una extensa bibliografía técnica. Como figura pública, apoyó al régimen nazi y promovió políticas de exclusión en la universidad. Estas dos dimensiones, la científica y la política, forman parte inseparable de su legado en la historia de la ingeniería y del siglo XX.
François Hennebique (1842 – 1921). https://es.wikipedia.org/wiki/Fran%C3%A7ois_Hennebique
François Hennebique (Neuville-Saint-Vaast, 25 de abril de 1842 – París, 7 de marzo de 1921) fue un ingeniero, arquitecto y constructor francés autodidacta, pionero en el empleo del hormigón armado. Gracias a sus aportaciones prácticas, sus intuiciones estructurales y su extraordinaria capacidad empresarial, el hormigón armado se difundió rápidamente por toda Europa a finales del siglo XIX y principios del XX, hasta convertirse en el sistema constructivo hegemónico del siglo XX.
Entre las figuras vinculadas al desarrollo del hormigón armado, Hennebique ocupa un lugar destacado. No puede atribuírsele la invención de este material ni tampoco se le considera entre los científicos que, en sus inicios, intentaron comprender su comportamiento y formular modelos de cálculo basados en fundamentos teóricos. Tampoco creó una escuela propiamente dicha en los ámbitos de la ingeniería y la arquitectura. Sin embargo, fue probablemente la persona que más contribuyó a la difusión y consolidación del hormigón como material de construcción gracias a su intuición, más que a su erudición o formación técnica, y a su notable espíritu emprendedor y comercial.
Su padre, Benjamin Hennebique, era comerciante. Hennebique se formó inicialmente como albañil. Desde joven se formó como albañil y comenzó a ejercer en 1860, mostrando muy pronto un interés particular por la restauración de iglesias. En 1865 participó en la reconstrucción de la iglesia de Saint-Martin de Courtrai (Cortrique) y se especializó en este tipo de obras religiosas.
En 1867, con veinticinco años, se estableció por cuenta propia en Bruselas como contratista, donde fundó una empresa de construcción y reparación. Ese mismo año, durante la Exposición Universal de París, conoció los experimentos de Joseph Monier, quien utilizaba hormigón armado con mallas metálicas para fabricar tinas y depósitos. La visión de aquellas piezas lo estimuló para investigar cómo aplicar ese nuevo material a la construcción de edificios.
Durante la década de 1870, Hennebique se dedicó a la reconstrucción de iglesias, pero, paralelamente, buscó la manera de mejorar la resistencia al fuego de los edificios. Ideó un sistema de forjados con hierro forjado como refuerzo ignífugo que aplicó por primera vez en 1879 en un edificio residencial de Bruselas, donde recubrió perfiles metálicos con hormigón para protegerlos del fuego.
Durante este tiempo, Hennebique comprendió que el sistema podía perfeccionarse, de modo que el hierro se utilizara solo en las zonas sometidas a tracción y el hormigón trabajara en compresión. Así sentó las bases del hormigón armado moderno, que se concibió como una losa de hormigón con armaduras metálicas en la cara inferior. En 1886, registró en Bruselas su primera patente, relativa a un sistema de forjados tubulares de hormigón con barras longitudinales sujetas por placas metálicas. Ese mismo año formuló una idea fundamental: las fuerzas en el hormigón podían ser absorbidas por el refuerzo metálico, lo que permitía ahorrar material y mejorar la eficiencia estructural. Al describir las ventajas de su patente a los arquitectos belgas, Hennebique hizo hincapié en la economía de su sistema y en lo que sería una constante a lo largo de los años posteriores: la resistencia al fuego.
El gran salto llegó en 1892, cuando Hennebique registró en Francia y Bélgica su célebre patente titulada «Combinación especial del metal y el cemento para la formación de viguetas muy ligeras y de gran resistencia». Este invento dio origen al sistema Hennebique, que integraba de manera monolítica los distintos elementos estructurales (pilares, vigas y losas), y que supuso una de las primeras apariciones del método moderno de construcción en hormigón armado. Esta patente para construir forjados unidireccionales con chapa doblada, que cumplía una doble función: servir de encofrado y de elemento metálico resistente a la tracción. La estética de este tipo de forjado permite enmascarar fácilmente el uso del hormigón y hacerlo pasar por viguetas de madera.
La gran aportación de Hennebique fue la concepción de una articulación monolítica eficaz que integraba vigas, pilares y forjados en una única estructura. Para ello, empleó barras cilíndricas curvadas y entrelazadas entre sí, complementadas con estribos en los apoyos para resistir el esfuerzo cortante. Esta disposición, fruto más de la intuición que del cálculo matemático, anticipaba los sistemas de armado que hoy se utilizan de manera generalizada. En 1897, mejoró su patente al introducir vigas continuas mediante barras dobladas en los apoyos que reforzaban los momentos negativos, lo que incrementaba notablemente la resistencia y la economía del sistema. Su primera gran obra con este material fue un puente en Suiza en 1894, considerado el primer puente de hormigón armado diseñado por él.
Inmueble Hennebique (1900). 1, rue Danton
Paralelamente a sus innovaciones, Hennebique supo organizar una maquinaria empresarial y propagandística sin precedentes. En 1892, fundó en París la Maison Hennebique, cuya plantilla pasó rápidamente de cinco a veintidós empleados, por lo que fue necesario trasladarse a unas instalaciones más grandes.
La difusión internacional de su sistema se llevó a cabo mediante la concesión de licencias a socios en distintos países. Entre ellos, destacaron Louis Gustave Mouchel, en el Reino Unido; Eduard Züblin, en Alemania, y José Eugenio Ribera, en España. En Alemania, además, tuvo que competir con la empresa G. A. Wayss, que había comprado la patente Monier en 1879.
Su propaganda se basaba en dos argumentos constantes: la economía y la resistencia al fuego. Su lema era “Inalterables y a prueba de incendios”. Organizó demostraciones públicas en las que incendiaba edificios de prueba o sometía vigas a cargas excepcionales para demostrar la incombustibilidad y resistencia de su sistema.
En 1896, publicó un artículo en la revista Béton Armé. En 1898, lanzó su propia revista periódica, Le Béton Armé, que se convirtió en el escaparate principal de su empresa y en el que difundía con profusión de fotografías, proyectos y resultados de ensayos, funcionando como órgano propagandístico de su firma.
En 1900, construyó en la calle Danton de París el Edificio Hennebique, sede de su empresa hasta 1967, que fue el primer edificio parisino construido íntegramente con hormigón armado. El inmueble, sede de su empresa hasta 1967, mostraba molduras y balaustradas en hormigón que imitaban piedra tallada, prueba de la versatilidad arquitectónica del material.
El primer puente de hormigón armado diseñado por Hennebique y la obra más importante de este tipo construida hasta entonces fue el puente Camille de Hogues, erigido entre 1899 y 1900 en Châtellerault sobre el río Vienne. La estructura mide 140 metros de largo y está formada por tres arcos rebajados empotrados; el arco central es el de mayor tamaño y tiene una luz de 50 metros.
Entre 1901 y 1903, Hennebique construyó su residencia familiar en Bourg-la-Reine, una obra de arquitectura exuberante y técnicamente avanzada concebida para demostrar las amplias posibilidades del hormigón armado. La vivienda incluye una torre de 40 metros de altura que alberga un depósito de agua para el riego por gravedad de los parterres y jardines suspendidos de la propiedad. Con esta construcción, Hennebique quiso demostrar su convicción de que «al hormigón armado se le puede pedir todo y él puede reproducirlo». Desde 1972, la casa está catalogada como monumento histórico.
Entre 1892 y 1902 se construyeron más de 7000 edificios con el sistema Hennebique, que se aplicó en puentes, torres de agua, fábricas, presas y viviendas. Entre sus obras más relevantes destacan el puente de Wiggen, en Suiza (1894); el puente Camille de Hogues, en Châtellerault (1899-1900), el primer puente francés íntegramente de hormigón armado, con 140 m de longitud y un vano central de 50 m; los silos del puerto de Génova (1901); su participación en el Grand Palais de París (1900); y su casa familiar en Bourg-la-Reine (1890-1904), que contaba con una torre de 40 m que albergaba un depósito de agua, así como un complejo residencial en Bourg.-la-Reine (1904), el puente del Risorgimento en Roma (1910-1912) y su proyecto para la presa de Asuán en Egipto (1899), que no llegó a materializarse.
Puente Camille de Hogues (1900). Hennebique. https://es.m.wikipedia.org/wiki/Archivo:Ch%C3%A2tellerault_-_Pont_Camille-de-Hogues_-1.JPG
En 1896, Hector Guimard le encargó la terraza del arsenal Coutolleau, en Angers. El primer edificio británico construido con este sistema fue el Weaver Building de Swansea (1897), demolido en 1984. Se conservan restos de su estructura en el Science Museum, el Amberley Museum y junto al río Tawe, donde una placa lo conmemora (con el error de llamarlo «Francais» en lugar de François). En Irlanda, destacan el Batchelors Building de Sligo (1905), originariamente un molino y silo de grano, y el Irish Independent Building de Dublín (1924), obra de Donnelly, Moore, Robinson y Keefe.
El puente de la Mescla es un puente de arco superior de 75 metros de longitud, construido completamente en hormigón armado, tanto el arco como el tablero. Inaugurado en 1909, fue construido para dar servicio a una línea de ferrocarril ligero.
Puente de La Mescla (1909).
El sistema Hennebique se implantó con gran éxito en numerosos países, no solo en Francia y Bélgica, sino también en España (de la mano del ingeniero de Caminos, Canales y Puertos J. Eugenio Ribera), Suiza, Italia, Turquía y Egipto. En Alemania, la implantación de la patente Monier a través de Wayss & Freytag le mantuvo muy cerrado el mercado. Hennebique patentó en España más de diez aplicaciones de su sistema para traviesas de ferrocarril, pilotes, muros de contención y cimentación, tubos, cañerías, bloques flotantes para obras marítimas e incluso presas de hormigón armado.
Cabe destacar dos obras realizadas en Italia a comienzos del siglo XX: el edificio de silos del puerto de Génova, levantado en 1901, que fue el primero construido en el país con el sistema Hennebique, y el edificio de la Sociedad de Salvamento de Nápoles, construido en 1906. La primera de ellas, y la primera construida en el país con el sistema Hennebique, es el edificio de silos del puerto de Génova, levantado en 1901. Se trata de una obra de gran envergadura propia del ámbito portuario: el edificio mide 500 metros de largo y ocupa una superficie de 15 000 metros cuadrados. Está compuesto por enormes depósitos de grano de sección rectangular y más de 20 metros de altura.
Edificio de silos en Génova. https://upload.wikimedia.org/wikipedia/commons/2/2a/Silos_di_Genoa.jpg
El puente del Risorgimento es un arco muy rebajado construido entre 1910 y 1911. Fue construido con motivo del 50.º aniversario de la Unificación de Italia, en 1909. Su técnica de construcción, basada en el método de Hennebique, permitió llevar a cabo una obra atrevida para la época: un arco de más de 100 metros de luz y 20 metros de ancho.
Puente del Risorgimiento. https://tour.rome.it/es/roma/qu%C3%A9-ver/detalles/ponte-risorgimento-roma
Una de las aplicaciones más extendidas del sistema Hennebique fue la de los forjados de edificios, cuyo proceso consistía en la construcción de encofrados de vigas y viguetas, la colocación de armaduras longitudinales en las esquinas de los soportes y en las vigas y, por último, el hormigonado. Las maquetas demostrativas mostraban, mediante piezas de metacrilato transparente, la disposición de platabandas que unían las armaduras, las barras dobladas en los apoyos para resistir los esfuerzos cortantes, la mayor densidad de refuerzos cerca de los apoyos, las esperas necesarias para conectar fases de hormigonado y el engrosamiento característico de los soportes en su encuentro con las vigas.
El sistema Hennebique alcanzó su mayor auge hacia 1905, cuando la Maison Hennebique gestionaba 50 gabinetes de estudios, contaba con 380 técnicos, entre ingenieros y delineantes, y más de 10 000 obreros activos, y controlaba cerca del 20 % del mercado mundial del hormigón armado. En 1909, la red ya incluía 62 oficinas, 43 en Europa y 12 en Estados Unidos. No obstante, en 1903, la Oficina de Patentes francesa desestimó su patente en favor de la de Monier (1878), y aunque Hennebique ganó un pleito contra el constructor Boussiron por plagio, los derechos exclusivos de su sistema quedaron debilitados.
El verdadero golpe llegó con la Circular Ministerial francesa de 1906, que estableció una reglamentación científica general para el cálculo del hormigón armado, de modo que este material dejó de ser un «sistema» patentado para convertirse en un material estructural regulado y calculable. Esto supuso la separación de roles entre proyectista y constructor, y redujo el control que ejercía Hennebique, que a partir de entonces se dedicó principalmente a la consultoría técnica apoyada en el equipo de ingenieros que había formado.
François Hennebique falleció en París el 7 de marzo de 1921. Para entonces, su empresa había participado en más de 150 000 proyectos en todo el mundo. La empresa Bétons Armés Hennebique (BAH) permaneció activa hasta 1967, año en que cesó su actividad definitivamente.
Aunque no fue un gran teórico, sus estudios contribuyeron a consolidar el hormigón armado como material constructivo. Su verdadero talento residía en la combinación de intuición técnica, visión empresarial y capacidad propagandística, que permitió una difusión vertiginosa de este material en Europa y más allá.
Gracias a él, el hormigón armado pasó de ser una curiosidad experimental a convertirse en el material hegemónico de la ingeniería y la arquitectura del siglo XX.
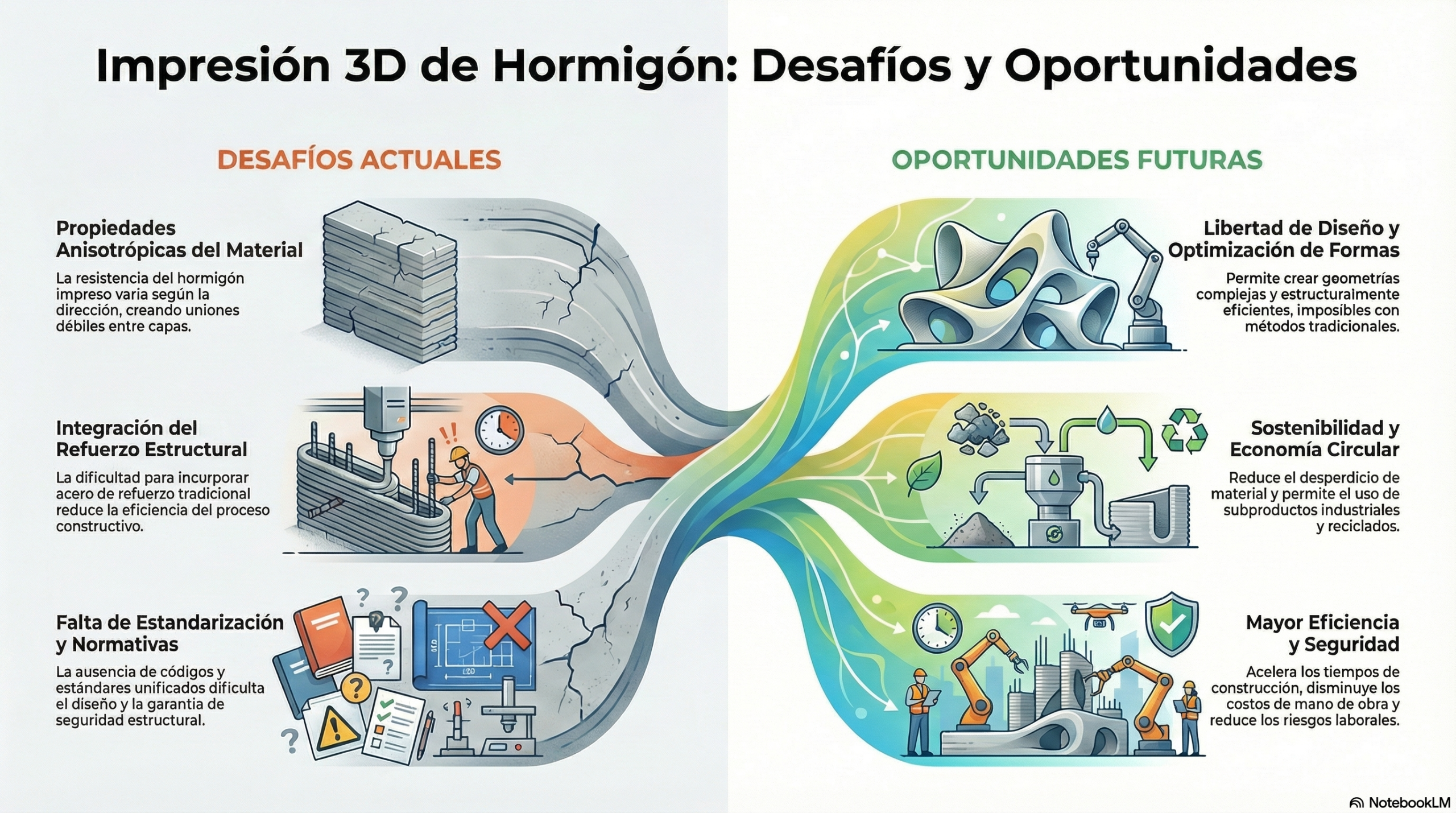
La impresión 3D de hormigón (3D Concrete Printing o 3DCP) se ha consolidado como una de las tecnologías emergentes más prometedoras en ingeniería civil. Consiste en fabricar elementos constructivos depositando, capa a capa, una mezcla cementicia diseñada para ser bombeada y extruida, lo que elimina la necesidad de encofrados tradicionales y reduce el consumo de materiales. Este enfoque permite una construcción más eficiente, flexible en sus formas y potencialmente más sostenible.
Propiedades del hormigón fresco: extrusibilidad, constructividad y tiempo abierto
El rendimiento de un hormigón por impresión 3D se evalúa en gran medida por sus propiedades en estado fresco. La extrusibilidad implica que la mezcla pueda fluir de manera continua por el sistema de bombeo y la boquilla sin obstruirse, lo cual se logra mediante un diseño adecuado de la granulometría y la incorporación de aditivos superplastificantes o modificadores de la viscosidad. La constructividad (buildability), por otro lado, se refiere a la capacidad de cada capa depositada para soportar las cargas de las capas sucesivas sin deformarse y está directamente relacionada con la tixotropía y la recuperación estructural de la mezcla. El tiempo abierto (open time) define el tiempo útil de aplicación o periodo de trabajabilidad durante el cual la mezcla mantiene condiciones reológicas adecuadas para la impresión. Este parámetro es crítico en proyectos de mayor escala o en entornos variables.
Adherencia intercapas, anisotropía y parámetros del proceso
Una de las limitaciones clave del hormigón impreso es la baja resistencia en los planos de unión entre capas. La adhesión entre capas depende de factores como el tiempo transcurrido desde su aplicación, la humedad superficial y las condiciones de curado. Los intervalos prolongados o las superficies secas tienden a generar juntas frías que actúan como planos de debilidad. Estudios recientes han propuesto estrategias para mitigar este efecto, como inducir condiciones termo-higrotérmicas durante la deposición, lo que puede aumentar la resistencia de la interfaz hasta en un 78 %. También se está investigando el uso de materiales compuestos especiales, como los cementicios de endurecimiento por deformación (SHCC), como materiales de unión, con los que se logran mejoras significativas en la adherencia y la resistencia a la flexión.
Propiedades mecánicas, durabilidad y microestructura
En estado endurecido, los hormigones impresos presentan resistencias a la compresión y a la flexión comparables a las de los hormigones convencionales, pero con un marcado carácter anisótropo debido a la orientación de las capas y a la presencia de vacíos entre los filamentos. La microestructura interfacial suele presentar una mayor porosidad, lo que influye en las propiedades de durabilidad, como la penetración de cloruros, la carbonatación o la resistencia a los ciclos de hielo y deshielo. Investigaciones recientes han demostrado que tanto el tiempo entre capas como las condiciones de curado influyen notablemente en la durabilidad y pueden afectar a la sorptividad y a la conductividad del ión cloruro.
Estrategias de refuerzo y mejoras funcionales
El hormigón impreso no puede resistir esfuerzos de tracción si no se integra algún tipo de refuerzo. Las estrategias actuales incluyen la incorporación de fibras (plásticas, metálicas o de vidrio) en la propia mezcla, la inserción de mallas de acero o textiles durante el proceso de impresión o el uso de composites reforzados, como el SHCC, entre capas. Los métodos en proceso, como la colocación automatizada de refuerzos textiles durante la impresión, han demostrado mejorar significativamente la ductilidad y la resistencia final de los elementos curvos. Estas soluciones avanzadas buscan superar la principal barrera de la impresión 3D para uso estructural: garantizar la capacidad portante frente a esfuerzos de tracción y flexión.
Sostenibilidad y materiales alternativos
Una de las mayores promesas de la impresión 3D de hormigón es su potencial de sostenibilidad. La eliminación de encofrados reduce los residuos y la energía necesaria y el diseño libre permite optimizar las formas para minimizar el uso de material. No obstante, la reducción real de la huella de carbono depende del uso de adiciones minerales (SCM, supplementary cementitious materials) y de áridos reciclados. Según diversos estudios, es posible incorporar cenizas volantes, escorias y residuos industriales para mejorar la sostenibilidad y reducir el coste. Investigaciones específicas demuestran que el uso de escoria de acero como árido fino es viable y que se pueden alcanzar resistencias comparables a las de las mezclas tradicionales. Asimismo, los diseños de mezclas con altos volúmenes de ceniza volante han demostrado un buen equilibrio entre la imprimibilidad y el rendimiento estructural.
Modelización, normativa y aplicación a escala real
La investigación también avanza en la modelización de los fenómenos que afectan a la impresión. Se han propuesto modelos informáticos que predicen la formación de juntas frías en función de la humedad superficial y del tiempo de deposición. Al mismo tiempo, en conferencias internacionales como Digital Concrete, impulsadas por RILEM, se han establecido procedimientos experimentales para caracterizar las propiedades de las mezclas imprimibles y evaluar la adhesión entre capas. A pesar de ello, todavía no existen normativas consolidadas que permitan el diseño estructural con garantías, por lo que la aplicación en obras reales se limita a proyectos piloto y prototipos. Revisiones recientes señalan que la falta de normas y metodologías de control de calidad es uno de los principales obstáculos para su industrialización.
Retos principales y recomendaciones prácticas
Los principales desafíos de esta tecnología son evidentes. La adherencia entre capas sigue siendo un punto débil que debe mejorarse mediante el control del tiempo de impresión, de la humedad y de los materiales de unión. La variabilidad debida a las condiciones ambientales exige una instrumentación avanzada y el control en tiempo real de los parámetros reológicos. El refuerzo requiere soluciones automatizadas y compatibles con la impresión continua, mientras que la sostenibilidad exige el uso intensivo de subproductos y una evaluación rigurosa del ciclo de vida. Por último, la escalabilidad industrial dependerá de la normalización de las pruebas y de la estandarización de los procesos.
Conclusión
El hormigón por impresión 3D se encuentra en una fase avanzada de desarrollo, con avances significativos en reología, adherencia, refuerzo y sostenibilidad. No obstante, aún es necesario superar retos relacionados con el control de calidad, la normativa y la durabilidad para garantizar su aplicación masiva en obras civiles. Su éxito dependerá de la integración de avances materiales, mecánicos y normativos, así como de la estrecha colaboración entre la universidad, la industria y los organismos de normalización. A corto plazo, la impresión 3D no sustituirá al hormigón convencional, pero sí abrirá un nuevo campo de aplicaciones en prefabricados, prototipos y proyectos singulares de alta eficiencia en materiales.
Os dejo algunos vídeos sobre este tipo de hormigón.
Referencias
Arrêteau, M., Fabien, A., El Haddaji, B., Chateigner, D., Sonebi, M., & Sebaibi, N. (2023). Review of Advances in 3D Printing Technology of Cementitious Materials: Key Printing Parameters and Properties Characterization. Buildings, 13(7), 1828. https://doi.org/10.3390/buildings13071828
Bentz, D. P., Jones, S. Z., Bentz, I. R., & Peltz, M. A. (2019). Towards the Formulation of Robust and Sustainable Cementitious Binders for 3D Additive Construction by Extrusion. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 307–330). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00015-2
Bos, F. P., Wolfs, R. J. M., Ahmed, Z., & Salet, T. A. M. (2016). Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual and Physical Prototyping, 11(3), 209–225. https://doi.org/10.1080/17452759.2016.1209867
Dey, D., Srinivas, D., Panda, B., Suraneni, P., & Sitharam, T. G. (2022). Use of industrial waste materials for 3D printing of sustainable concrete: A review. Journal of Cleaner Production, 340, 130749. https://doi.org/10.1016/j.jclepro.2022.130749
Du, G., Sun, Y., & Qian, Y. (2024). 3D printed strain-hardening cementitious composites (3DP-SHCC) reticulated shell roof inspired by the water spider. Automation in Construction, 167, 105717. https://doi.org/10.1016/j.autcon.2024.105717
Feng, P., Meng, X., Chen, J. F., & Ye, L. (2019). Mechanical Properties of Structures 3D-Printed With Cementitious Powders. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 179–208). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00009-9
Gaudillière, N., Duballet, R., Bouyssou, C., Mallet, A., Roux, P., Zakeri, M., & Dirrenberger, J. (2019). Building Applications Using Lost Formworks Obtained Through Large-Scale Additive Manufacturing of Ultra-High-Performance Concrete. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 37–58). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00003-8
Hambach, M., & Volkmer, D. (2017). Properties of 3D-printed fiber-reinforced Portland cement paste. Cement and Concrete Composites, 79, 62–70. https://doi.org/10.1016/j.cemconcomp.2017.02.001
Irshidat, M., Cabibihan, J.-J., Fadli, F., Al-Ramahi, S., & Saadeh, M. (2025). Waste materials utilization in 3D printable concrete for sustainable construction applications: A review. Emergent Materials, 8(3), 1357–1379. https://doi.org/10.1007/s42247-024-00942-4
Kazemian, A., Yuan, X., Meier, R., & Khoshnevis, B. (2019). Performance-Based Testing of Portland Cement Concrete for Construction-Scale 3D Printing. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 13–36). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00002-6
Khoshnevis, B., Hwang, D., Yao, K.-T., & Yeh, Z. (2006). Mega-scale fabrication by contour crafting. International Journal of Industrial and Systems Engineering, 1(3), 301–320. https://doi.org/10.1504/IJISE.2006.009791
Li, Z., Wang, L., & Ma, G. (2019). Method for the Enhancement of Buildability and Bending Resistance of Three-Dimensional-Printable Tailing Mortar. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 161–178). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00008-7
Li, Z., Wang, L., Ma, G., Sanjayan, J., & Feng, D. (2020). Strength and ductility enhancement of 3D printing structure reinforced by embedding continuous micro-cables. Construction and Building Materials, 264, 120196. https://doi.org/10.1016/j.conbuildmat.2020.120196
Liu, D., Zhang, Z., Zhang, X., & Chen, Z. (2023). A review on 3D printing concrete structures: Mechanical properties, structural forms, optimal design and connection methods. Construction and Building Materials, 405, 133364. https://doi.org/10.1016/j.conbuildmat.2023.133364
Marchment, T., & Sanjayan, J. (2020). Mesh reinforcing method for 3D Concrete Printing. Automation in Construction, 109, 102992. https://doi.org/10.1016/j.autcon.2019.102992
Mechtcherine, V., Buswell, R., Kloft, H., Bos, F. P., Hack, N., Wolfs, R., Sanjayan, J., Nematollahi, B., Ivaniuk, E., & Neef, T. (2021). Integrating reinforcement in digital fabrication with concrete: A review and classification framework. Cement and Concrete Composites, 119, 103964. https://doi.org/10.1016/j.cemconcomp.2021.103964
Nam, Y. J., Hwang, Y. K., Park, J. W., & Lim, Y. M. (2018). Fiber-Reinforced Cementitious Composite Design with Controlled Distribution and Orientation of Fibers Using Three-Dimensional Printing Technology. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 59–76). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00004-X
Nematollahi, B., Xia, M., Vijay, P., & Sanjayan, J. (2019). Properties of Extrusion-Based 3D Printable Geopolymers for Digital Construction Applications. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 369–380). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00018-X
Nerella, V. N., & Mechtcherine, V. (2019). Studying the Printability of Fresh Concrete for Formwork-Free Concrete Onsite 3D Printing Technology (CONPrint3D). In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 333–348). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00016-6
Rehman, A. U., & Kim, J.-H. (2021). 3D concrete printing: A systematic review of rheology, mix designs, mechanical, microstructural, and durability characteristics. Materials, 14(14), 3800. https://doi.org/10.3390/ma14143800
Salet, T. A. M., Ahmed, Z. Y., Bos, F. P., & Laagland, H. L. M. (2018). Design of a 3D printed concrete bridge by testing. Virtual and Physical Prototyping, 13(3), 222–236. https://doi.org/10.1080/17452759.2018.1479528
Sanjayan, J. G., & Nematollahi, B. (2019). 3D Concrete Printing for Construction Applications. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 1–11). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00001-4
Tran, N., Tran, M. V., Tran, P., Nguyen, A. K., & Nguyen, C. Q. (2024). Eco-Friendly 3D-Printed Concrete Using Steel Slag Aggregate: Buildability, Printability and Mechanical Properties. International Journal of Concrete Structures and Materials, 18(66). https://doi.org/10.1186/s40069-024-00705-9
Weng, Y., Li, M., Tan, M. J., & Qian, S. (2019). Design 3D Printing Cementitious Materials Via Fuller Thompson Theory and Marson-Percy Model. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 285–302). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00014-0
Wolfs, R. J. M., Bos, F. P., & Salet, T. A. M. (2019). Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cement and Concrete Research, 119, 132–140. https://doi.org/10.1016/j.cemconres.2019.02.017
Xia, M., Nematollahi, B., & Sanjayan, J. G. (2019). Development of Powder-Based 3D Concrete Printing Using Geopolymers. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 235–244). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00011-7
Zareiyan, B., & Khoshnevis, B. (2017). Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Automation in Construction, 83, 212–221. https://doi.org/10.1016/j.autcon.2017.08.019
A continuación, os paso el contenido de una nota de prensa que ha lanzado la UPV sobre uno de nuestros trabajos de investigación relacionados con el proyecto RESILIFE.
Este trabajo se ha publicado en una de las revistas de mayor impacto científico, dentro del primer decil del JCR: Environmental Impact Assessment Review.
También os dejo enlaces a la noticia. Espero que os resulte interesante.
La UPV desarrolla una metodología pionera que combina economía, medioambiente y sociedad para decidir cómo construir y mantener de forma sostenible en entornos marinos.
Por las mañanas, cuando la brisa marina llega a las playas gaditanas, también transporta consigo algo menos poético que el aroma del mar: partículas de sal. Estas sales, cargadas de cloruros, penetran en los materiales de los edificios y aceleran la corrosión del hormigón armado. El resultado es un problema silencioso, pero de gran magnitud: estructuras que se deterioran antes de tiempo, con costes de reparación muy elevados y, en algunos casos, con riesgos para la seguridad.
Un equipo de la Universitat Politècnica de València (UPV) ha desarrollado una herramienta que podría cambiar la forma en la que se planifican las construcciones en la costa. Su investigación, publicada en la revista internacional Environmental Impact Assessment Review, propone un método novedoso que integra tres dimensiones de la sostenibilidad:
la económica (cuánto cuesta construir y mantener),
la ambiental (qué huella deja en términos de emisiones y recursos),
y la social (cómo afecta a trabajadores, vecinos y usuarios).
En palabras de Antonio J. Sánchez-Garrido, autor principal del trabajo: “No basta con calcular cuántos años puede durar un material; hay que considerar también qué impacto tendrá sobre la comunidad, sobre el medio ambiente y sobre el bolsillo de quienes deben mantenerlo”.
Un edificio piloto frente al mar
Para aterrizar su modelo, los investigadores eligieron un caso muy concreto: un hotel situado en primera línea de playa en Sancti Petri (Cádiz). A partir de ahí simularon doce alternativas constructivas distintas, desde cementos especiales hasta recubrimientos protectores o cambios en el tipo de acero de las armaduras.
A cada una de estas alternativas le aplicaron modelos matemáticos de predicción del deterioro y un sistema de decisión multicriterio (FUCOM–TOPSIS) que permite ordenar las opciones en función de su sostenibilidad. El horizonte temporal fue de 100 años, lo que ofrece una visión a largo plazo del ciclo de vida del edificio.
El resultado: una especie de “hoja de ruta” que indica qué material conviene utilizar y cada cuánto tiempo hay que intervenir para alargar la vida útil de la construcción.
Resultados que desmontan intuiciones
Uno de los hallazgos más llamativos es que las soluciones más duraderas no son necesariamente las más sostenibles. El acero inoxidable, por ejemplo, puede resistir más de un siglo sin apenas corrosión. Sin embargo, su elevado coste económico y el fuerte impacto ambiental asociado a su producción lo convierten en una opción menos recomendable si se busca un equilibrio global.
En cambio, alternativas como el cemento resistente a sulfatos (SRC) se posicionan como las más equilibradas: ofrecen buena durabilidad, costes razonables y un impacto ambiental moderado. Según el estudio, con esta solución bastaría con intervenir aproximadamente cada 53 años, lo que supone un gran ahorro económico y logístico.
Otros materiales, como las mezclas con humo de sílice o los tratamientos hidrofóbicos, también obtienen puntuaciones muy competitivas, alargando la vida útil de la estructura y reduciendo la necesidad de reparaciones frecuentes.
Más allá del cálculo técnico
El valor añadido del trabajo radica en su enfoque integral. Hasta ahora, muchas decisiones en construcción se han basado en criterios parciales: el coste inmediato, la resistencia mecánica o la facilidad de ejecución. La propuesta de la UPV va más allá al incluir también los efectos sociales: desde la generación de empleo en la fase de construcción y mantenimiento, hasta las molestias que las obras provocan en vecinos, turistas o trabajadores.
“Un hotel en primera línea de playa no puede permitirse cerrar cada pocos años para reparaciones. Reducir la frecuencia y la duración de las obras no solo ahorra dinero, sino que mejora la experiencia de quienes viven o disfrutan de esos espacios”, explica Víctor Yepes, coautor del estudio e investigador del Instituto ICITECH de la UPV.
Aplicaciones prácticas y futuro
Las aplicaciones de esta metodología son numerosas. Puede ayudar a promotores inmobiliarios a elegir materiales más sostenibles, a administraciones públicas a incluir métricas objetivas en sus licitaciones de obra, y a ingenieros y arquitectos a planificar proyectos con una visión a largo plazo.
Además, se trata de un modelo replicable y transparente, lo que significa que puede adaptarse a diferentes contextos: desde viviendas costeras hasta paseos marítimos, puentes o incluso puertos.
El equipo de la UPV ya trabaja en los siguientes pasos: incorporar inteligencia artificial y modelos probabilísticos para mejorar las predicciones, y validar la metodología en proyectos reales a gran escala, que permitan trasladar este conocimiento directamente al sector.
Un cambio de paradigma
En un momento en que Europa avanza hacia la neutralidad climática y exige a la construcción estándares más estrictos de sostenibilidad, este tipo de investigaciones se vuelven cruciales. No se trata solo de ahorrar dinero o prolongar la vida de los edificios, sino de repensar la relación entre infraestructuras, medio ambiente y sociedad.
La sal del mar seguirá siendo una amenaza para las estructuras costeras, pero gracias a esta metodología, los edificios podrán resistir mejor el paso del tiempo. Y, sobre todo, podrán hacerlo de manera más respetuosa con el planeta y con las personas que los habitan.
¿Qué es la dosificación del hormigón y por qué es tan importante?
La dosificación del hormigón consiste en determinar las proporciones exactas de sus componentes (cemento, agua, áridos y aditivos) para obtener una mezcla óptima. El objetivo es que el hormigón resultante posea las características idóneas de durabilidad, resistencia, compacidad y consistencia para la obra en cuestión. Una dosificación adecuada es fundamental para garantizar la resistencia y la durabilidad de las estructuras. Si no se realiza adecuadamente, la mezcla puede perder homogeneidad y los componentes pueden segregarse, lo que comprometería las propiedades del hormigón endurecido.
¿Cuáles son los factores clave que hay que considerar antes de dosificar el hormigón?
Antes de dosificar el hormigón, es importante considerar varios factores para garantizar que la mezcla sea adecuada para la aplicación deseada. Estos incluyen:
Resistencia deseada del hormigón: es la propiedad mecánica principal que se busca.
Condiciones ambientales: la exposición a temperaturas extremas, ciclos de congelación-deshielo o ambientes agresivos (como el agua de mar o los sulfatos) influye en la durabilidad.
Equipos de fabricación y compactación: la elección entre métodos manuales o mecánicos para la mezcla y la compactación incide en la trabajabilidad y en la necesidad de aditivos.
Granulometría y la calidad de los áridos: el tamaño máximo, la forma (rodado o machacado) y la distribución granulométrica son esenciales para la compacidad y la trabajabilidad.
Dimensiones de la sección y disposición de las armaduras: influyen en el tamaño nominal máximo del árido y en la trabajabilidad necesaria para garantizar un buen llenado y una correcta compactación.
Tipo de cemento y el uso de aditivos: determinan las propiedades de fraguado, de endurecimiento y las características especiales del hormigón.
¿Cuáles son los principales métodos de dosificación del hormigón?
Existen varios métodos, cada uno adecuado para diferentes situaciones y niveles de precisión:
Dosificación en volumen: es el método más antiguo y sencillo. Se utiliza principalmente en obras pequeñas y consiste en determinar las cantidades mediante tablas de proporciones para obtener un metro cúbico de hormigón.
Métodos basados en el contenido de cemento: incluyen el método de Fuller y la fórmula de Bolomey. Estos se centran en la cantidad de cemento por metro cúbico y en la granulometría de los áridos para lograr una buena densidad y trabajabilidad, con el objetivo de utilizar menos cemento.
Métodos basados en la resistencia a la compresión: como el método A.C.I. y el método De la Peña. Estos parten de la resistencia deseada del hormigón y consideran la cantidad de agua, el tamaño y el tipo de árido, así como la consistencia, para determinar las proporciones. Se utilizan ampliamente en obras estructurales.
Métodos racionales: como el método Faury, que se basa en principios granulométricos y define una curva granulométrica ideal para garantizar una granulometría total adecuada, incluida la del cemento. Es más flexible y preciso, pero requiere cálculos más complejos.
Métodos prácticos/experimentales: como el método de Valette y los hormigones de prueba, que implican la realización de mezclas experimentales en el laboratorio o en la obra para verificar y ajustar las proporciones en función de las propiedades del hormigón fresco y endurecido.
¿Cómo influyen la relación agua/cemento y la cantidad de cemento en la dosificación?
La relación agua/cemento (a/c) es un factor crítico para la resistencia y la durabilidad del hormigón. A menor relación a/c, mayor resistencia y durabilidad, y menor coste si la resistencia es fija. La cantidad de cemento, junto con la relación a/c, se selecciona para cumplir los requisitos de resistencia y durabilidad. El Código Estructural establece límites para el contenido de cemento: no puede ser inferior a 200, 250 y 275 kg/m³ para hormigón en masa, armado o pretensado, respectivamente. La cantidad máxima de cemento por metro cúbico de hormigón suele ser de 500 kg, aunque este límite puede superarse con la autorización de la dirección de obra. Una relación agua/cemento adecuada y un contenido de cemento adecuado minimizan el riesgo de segregación y aseguran la cohesión de la mezcla.
¿Por qué son importantes los ensayos experimentales con hormigón dosificado y qué se evalúa?
El cálculo matemático y teórico de las proporciones del hormigón no exime de la responsabilidad de comprobar experimentalmente la composición obtenida. En la práctica, múltiples factores pueden influir en las propiedades del hormigón. Los ensayos experimentales son cruciales para:
Verificación de la docilidad (trabajabilidad): se mide mediante el método del asentamiento del cono de Abrams (UNE EN 12350-2), a fin de garantizar que el hormigón pueda moldearse y compactarse fácilmente en obra.
Comprobación de la resistencia: se verifica mediante ensayos de resistencia a la compresión con probetas fabricadas y curadas según las normas específicas (UNE-EN 12390-2).
Ajustes y correcciones: Las pruebas permiten ajustar la dosis de agua para lograr el asentamiento requerido y, si el rendimiento difiere significativamente del cálculo teórico (más del ±3 %), se corrigen las proporciones de los áridos. También se pueden ajustar las dosis de cemento si la resistencia obtenida supera la necesaria. La toma de muestras para estos ensayos se realiza en el punto de vertido, a la salida del elemento de transporte, entre un cuarto y un tercio de la descarga, y deben estar presentes el proveedor del hormigón y el constructor, con un acta levantada por el laboratorio.
¿Cómo influye la dosificación del hormigón en la segregación de sus componentes?
La segregación es la pérdida de homogeneidad de la mezcla de hormigón y está directamente relacionada con una dosificación incorrecta. Un hormigón mal dosificado puede presentar dos tipos principales de segregación:
Por exceso de agua: si la cantidad de agua es excesiva, el mortero puede separarse de los áridos y los áridos más gruesos tienden a depositarse en el fondo.
Por escasez de agua y exceso de finos (hormigón muy seco): en este caso, los áridos más gruesos se separan y se depositan con mayor facilidad que las partículas más finas. Para evitar la segregación, es fundamental realizar una dosificación que asegure la cohesión de la mezcla. Las mezclas más propensas a la segregación son las que contienen mucha arena, las ásperas o poco dóciles y las extremadamente secas o fluidas. Un aumento adecuado de la cantidad de agua suele mejorar la cohesión y eliminar la segregación en mezclas secas.
¿Cuáles son las limitaciones y correcciones más habituales en la dosificación del hormigón en la práctica?
A pesar de los métodos teóricos, la dosificación del hormigón en la práctica presenta limitaciones y requiere correcciones.
Limitaciones normativas: el Código Estructural establece rangos mínimos y máximos para el contenido de cemento y la relación agua/cemento con el fin de garantizar la durabilidad y la resistencia del hormigón en función del tipo de estructura y de la exposición.
Ajustes por humedad de los áridos: los áridos de la obra suelen tener un grado de humedad distinto del de la condición saturada y del de la superficie seca considerados en la dosificación inicial. Esta humedad afecta tanto la cantidad de agua efectiva en la mezcla como el peso real de los áridos. Por tanto, se calcula la humedad libre y se ajustan, en consecuencia, la dosis de agua y el peso de los áridos. Si la dosificación se mide en volumen, también debe considerarse el esponjamiento de la arena.
Modificación por rendimiento: se comprueba si el volumen de hormigón producido en obra coincide con el volumen teórico calculado. Si hay diferencias (generalmente, superiores al ±3 %), se ajustan las proporciones de los áridos para mantener la dosis de cemento y la relación agua/cemento.
Corrección por variaciones de la granulometría: si la arena suministrada contiene proporciones de grava no previstas o si la granulometría general de los áridos varía, es necesario modificar las proporciones de arena y grava para mantener la trabajabilidad y la compactación deseadas y asegurar el cumplimiento de las bandas granulométricas óptimas.
¿Quiénes son los «participantes» clave en la fabricación de un buen hormigón?
Existe una metáfora ingeniosa para describir los roles esenciales en este proceso:
Un sabio para el agua: ya que es fundamental para la trabajabilidad, la resistencia y la durabilidad, su cantidad debe calcularse y controlarse cuidadosamente.
Un avaro con el cemento: destaca la necesidad de ser eficiente en su uso, el componente más costoso, sin comprometer las propiedades deseadas del hormigón. Esto implica un uso óptimo que cumpla con los requisitos mínimos de resistencia y durabilidad.
Un dadivoso para los áridos: sugiere generosidad al seleccionar y combinar los áridos, buscando la mejor granulometría y calidad posibles para lograr la máxima compacidad y una trabajabilidad adecuada a las condiciones de la obra.
Y para revolverlo… ¡Un genio de la ingeniería! Este último participante subraya el papel fundamental del ingeniero, que con su experiencia y conocimiento, y una pizca de audacia, integra todos los componentes y ajusta el proceso para asegurar el éxito final del hormigón. Esto implica supervisión constante, capacidad para realizar correcciones en obra y garantizar el cumplimiento de todas las especificaciones.
Os dejo un audio de resumen de este tema:
Os dejo varios vídeos, que espero, os sean útiles:
Dosificación del hormigón: Proceso de determinar las proporciones exactas de los componentes (cemento, agua, áridos, aditivos) para obtener una mezcla de hormigón con las características deseadas (resistencia, durabilidad, trabajabilidad, etc.).
Hormigón en masa: Hormigón sin armadura de acero.
Hormigón armado: Hormigón que contiene una armadura de acero para mejorar su resistencia a la tracción.
Hormigón pretensado: Hormigón en el que se inducen esfuerzos de compresión antes de la aplicación de las cargas de servicio, generalmente mediante tendones de acero.
Resistencia característica: Valor de resistencia a la compresión del hormigón por debajo del cual solo se espera un porcentaje especificado de resultados (p. ej., 5 %). Es la resistencia mínima garantizada por la normativa.
Resistencia media de dosificación: Resistencia promedio objetivo para la mezcla de hormigón, calculada para asegurar que la resistencia característica se cumpla en obra, considerando la variabilidad del proceso.
Áridos: Materiales granulares (arena, grava) que forman el esqueleto del hormigón.
Granulometría: Distribución por tamaños de las partículas de un árido. Una granulometría adecuada es crucial para la trabajabilidad y compacidad del hormigón.
Tamaño máximo nominal del árido: Dimensión máxima de las partículas del árido grueso utilizada en una mezcla de hormigón.
Consistencia del hormigón: Medida de la fluidez o rigidez del hormigón fresco, generalmente determinada mediante el ensayo de asentamiento del cono de Abrams.
Trabajabilidad: Propiedad del hormigón fresco que describe la facilidad con la que puede ser mezclado, transportado, colocado, compactado y acabado sin segregación.
Asentamiento del cono de Abrams: Ensayo estandarizado para medir la consistencia del hormigón fresco.
Relación agua/cemento: Proporción en peso de agua libre respecto al cemento en la mezcla de hormigón. Es el factor más influyente en la resistencia y la durabilidad del hormigón.
Aditivos: Sustancias añadidas al hormigón en pequeñas cantidades para modificar sus propiedades (p. ej., plastificantes, incorporadores de aire, retardantes).
Segregación: Separación de los componentes del hormigón fresco, lo que da lugar a una distribución no uniforme de los materiales y a propiedades inferiores.
Gessner (parábola de Gessner): Curva granulométrica teórica que representa una distribución de tamaños de áridos que maximiza la compacidad y la docilidad de la mezcla.
Bolomey (fórmula de Bolomey): Método de dosificación basado en el contenido de cemento, que busca una mezcla económica y resistente, perfeccionando el método de Fuller.
Método A.C.I. (American Concrete Institute): Método empírico de dosificación ampliamente utilizado, basado en tablas y experiencia para determinar las proporciones de la mezcla.
Método de la Peña: Método de dosificación basado en la resistencia a la compresión, aconsejado para hormigones estructurales con condiciones de ejecución controlables.
Método de Fuller: Método de dosificación antiguo basado en el contenido de cemento y una granulometría continua.
Método Faury: Método de dosificación racional que se fundamenta en principios granulométricos y en el concepto de «curva granulométrica ideal», que incluye el efecto de pared.
Método de Valette: Método experimental de dosificación que emplea técnicas de laboratorio para determinar las proporciones óptimas de los materiales.
Humedad libre: Agua contenida en los áridos por encima de la cantidad necesaria para su estado saturado con superficie seca, que contribuye al agua de amasado de la mezcla.
Agua de absorción: Agua que los áridos pueden absorber hasta alcanzar su estado saturado superficialmente seco (sss).
Rendimiento del hormigón: Volumen real de hormigón producido por una amasada o por unidad de cemento, comparado con el volumen teórico.
Efecto de pared: Fenómeno cuantificado por Faury que describe la influencia de las superficies rígidas (moldajes y armaduras) en la densidad y distribución granular del hormigón adyacente.
Módulo de finura: Indicador de la finura o grueso de un árido, especialmente arena, utilizado en algunos métodos de dosificación.
Huso granulométrico: Rango de curvas granulométricas consideradas aceptables para un determinado tipo de hormigón y de aplicación.
Densidad aparente (de áridos): Masa de un volumen de árido, incluyendo los huecos entre las partículas.
Densidad real (de áridos o cemento): Masa de un volumen de material sólido, excluyendo los huecos.
 ¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.
¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.