En un artículo anterior introdujimos el concepto de incentivo en el sector de la construcción. Se trata de intentar aumentar la productividad sin menoscabo de la calidad de las tareas realizadas.
Ahora vamos a centrar nuestra atención en diversos sistemas que existen, con sus ventajas e inconvenientes. Hay que tener en cuenta que los incentivos no siempre provocan un aumento de la productividad. La realidad es que las presiones del grupo sobre las personas que tienen un mayor rendimiento a veces consiguen diluir los efectos deseados en el incremento de la producción.
Los sistemas habituales de remuneración por incentivos dividen el salario por tarea realizada en dos partes, la remuneración por el tiempo de trabajo y la prima por producción. Por tanto, por cada tarea, el salario S que recibirá un trabajador será:
donde s0 es la tarifa horaria (u.m./u.t.), t es el tiempo necesario para completar la tarea (u.t.), I es el incentivo (u.m./u.t.) y T es el tiempo estándar previsto para realizar la tarea (u.t.). Todo ello en unidades monetarias (u.m.) y unidades de tiempo (u.t.).
Según se defina el valor del incentivo I, se tendrán diferentes sistemas de remuneración. Veamos los más comunes.
Sistema de destajo
En este sistema el trabajador recibe una remuneración proporcional al tiempo estándar previsto por realizar la tarea. Como se puede ver, da lo mismo el tiempo que tarde, que recibirá siempre lo mismo. En este caso I = s0, y por tanto, el salario es el siguiente:
Se trata del sistema de incentivos más antiguo, pues el salario está directamente vinculado al trabajo que realiza. Es decir, se paga una tarifa por unidad terminada. En este caso, es muy importante vigilar la calidad del producto acabado. Por otra parte, existe el riesgo que la empresa eleve arbitrariamente los criterios de producción si descubre que los trabajadores reciben un salario excesivo.
Sistema Hasley
Aquí se reparte el valor que se ahorra al disminuir el tiempo de ejecución estándar de la tarea. Supongamos que al trabajador le corresponde un porcentaje 1/m del reparto, es decir, I=s0/m, entonces:
Por tanto, si m = 2, entonces el porcentaje que se lleva el trabajador es del 50%.
Sistema Rowan
Es un sistema donde el incentivo es proporcional a la tarifa horaria y a la relación entre el tiempo empleado y el asignado para hacer la tarea, es decir, I = s0·t/T. En este caso, el salario será:
Se puede observar que, si bien el incentivo es proporcional al ahorro de tiempo realizado, hay un límite. En efecto, conforme baja el tiempo empleado en realizar la tarea, aunque el salario crece, en el límite vale 2·s0·t, es decir, el máximo salario total teórico, imposible de alcanzar, sería aquel en el que la prima fuera igual al salario base. Por tanto, el objetivo es limitar el exceso de esfuerzo por querer obtener más prima.
Sistema York
Este es un sistema donde el incentivo es proporcional a la tarifa horaria y a la relación entre el tiempo asignado y el ahorro de tiempo conseguido, es decir, I = s0·T/(T–t). Es fácil deducir que:
En este caso se puede ver que, a mayor horas de trabajo, mayor remuneración. Esto permite compensar económicamente las horas extras fuera de la jornada laboral prevista. Desde el punto de vista del trabajador, es lo más justo. Cuanto más trabaja, más cobra. Hay que pensar si este sistema es el que conviene para aumentar la productividad.
Os dejo algunos vídeos explicativos sobre estos sistemas.
Referencias:
HARRIS, F.; McCAFFER, R. (1999). Construction Management. Manual de gestión de proyecto y dirección de obra. Ed. Gustavo Gili, S.A., Barcelona, 337 pp. ISBN: 84-252-1714-8.
JORDAN, M.; BALBONTIN, E. (1986). Organización, planificación y control. Escuela de la Edificación, UNED, Madrid. ISBN: 84-86957-39-7.
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
PÉREZ GOROSTEGUI, E. (2021). Dirección de empresas. Editorial Universitaria Ramón Areces, 784 pp.
VELASCO, J. (2014). Organización de la producción. Distribuciones en planta y mejora de los métodos y los tiempos. 3ª edición, Ed. Pirámide, Madrid. ISBN: 978-84-368-3018-7.
Figura 1. Retroexcavadora alimentando a un camión-dúmper. Imagen: V. Yepes
En obra es habitual que una máquina principal esté alimentando a un conjunto de máquinas auxiliares. Por ejemplo, en movimiento de tierras, una retroexcavadora puede estar cargando a un conjunto de camiones-dúmper (Figura 1). Otro ejemplo es un buldócer que está empujando a un equipo de mototraíllas convencionales. En estos casos, si se avería una máquina auxiliar, el resto de unidades puede seguir trabajando, aunque con una menor producción. Pues bien, se dice que un equipo de máquinas auxiliares está trabajando en paralelo entre ellas. Sin embargo, el conjunto de máquinas auxiliares trabaja en serie o en cadena respecto a la principal, pues el fallo de la máquina principal, o del total de las auxiliares, paraliza al conjunto. Veamos cómo podemos calcular la disponibilidad intrínseca de un conjunto de máquinas iguales que trabaje en paralelo sabiendo que la disponibilidad intrínseca de cada una de ellas es d.
Sean n máquinas iguales trabajando en paralelo, con una disponibilidad intrínsecad. Si se dispone de un conjunto suficientemente grande de unidades, una fracción d de ellas se encontrarán en disposición, y otra fracción (1-d) no operativas. Si se extrae una muestra n de ellas -las que forma nuestro equipo-, la probabilidad de que se encuentren x máquinas en disposición sigue una distribución binomial:
La probabilidad que el equipo esté parado, es decir, que ninguna de las máquinas se encuentre activa será:
y la probabilidad de que el equipo se encuentre en disposición, aunque sea solo una de las máquinas será:
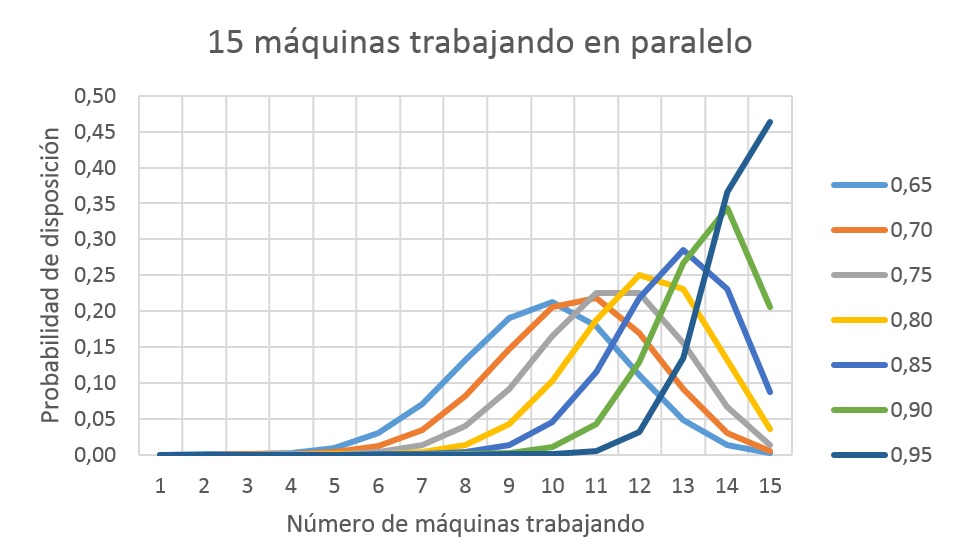
En la Figura 2 se muestra la probabilidad de que se encuentren x máquinas trabajando en paralelo operativas en un equipo de 15 en función de la disponibilidad intrínseca. Por ejemplo, para d = 0,80 lo más probable es que se encuentren 12 máquinas trabajando, siendo casi despreciable la probabilidad que trabajen menos de 6 unidades. Se observa que la probabilidad máxima aumenta con la disponibilidad intrínseca.
Figura 2. Probabilidad de que se encuentren trabajando x máquinas en paralelo en función de la disponibilidad intrínseca para un equipo de 15 máquinas. Elaboración propia.
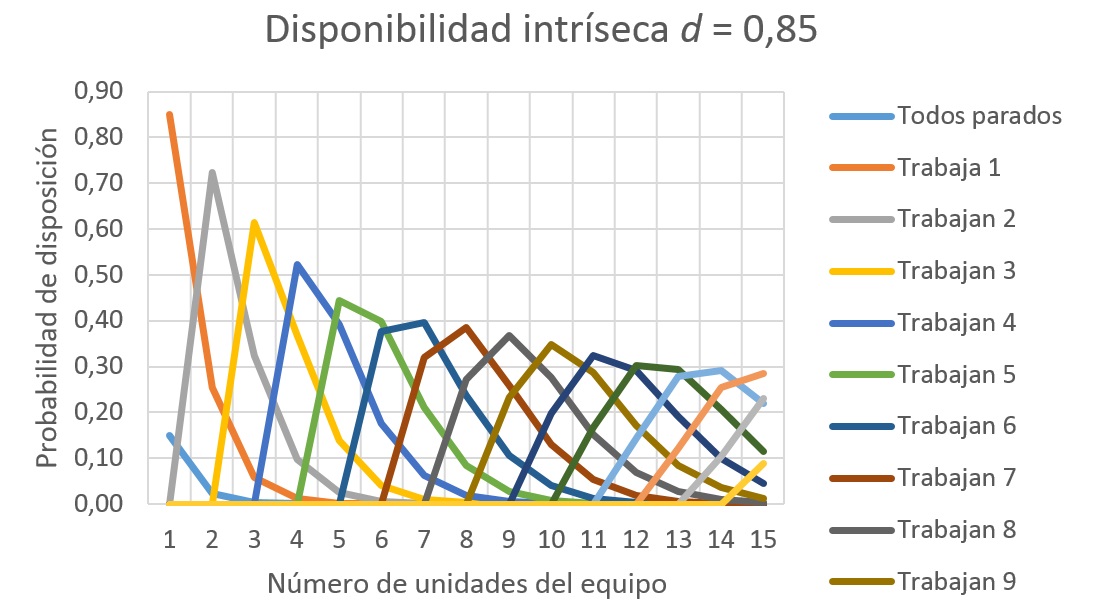
En la Figura 3 se muestra la probabilidad de disposición de un conjunto de máquinas trabajando en paralelo en función del número de unidades del equipo y la cantidad de ellas que se encuentran trabajando, para una disponibilidad intrínseca d = 0,85. Por ejemplo, para un conjunto de 10 unidades, la probabilidad de que se encuentren trabajando 9 de ellas, es del 34,7%. Como resulta evidente, si hay solo un equipo, la probabilidad de que trabaje es del 85%, que coincide con su disponibilidad intrínseca. Se observa que las probabilidades máximas de disposición disminuyen conforme aumenta el número de unidades del equipo y la exigencia de que esté un número mayor de ellas trabajando.
Figura 3. Probabilidad de que se encuentren trabajando x máquinas en paralelo en función del número de unidades del equipo y del número de ellas que se encuentren activas, para una disponibilidad intrínseca d = 0,85. Elaboración propia.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
ROJO, J. (2010). Manual de movimiento de tierras a cielo abierto. Fueyo Editores, S.L., Madrid, 926 pp.
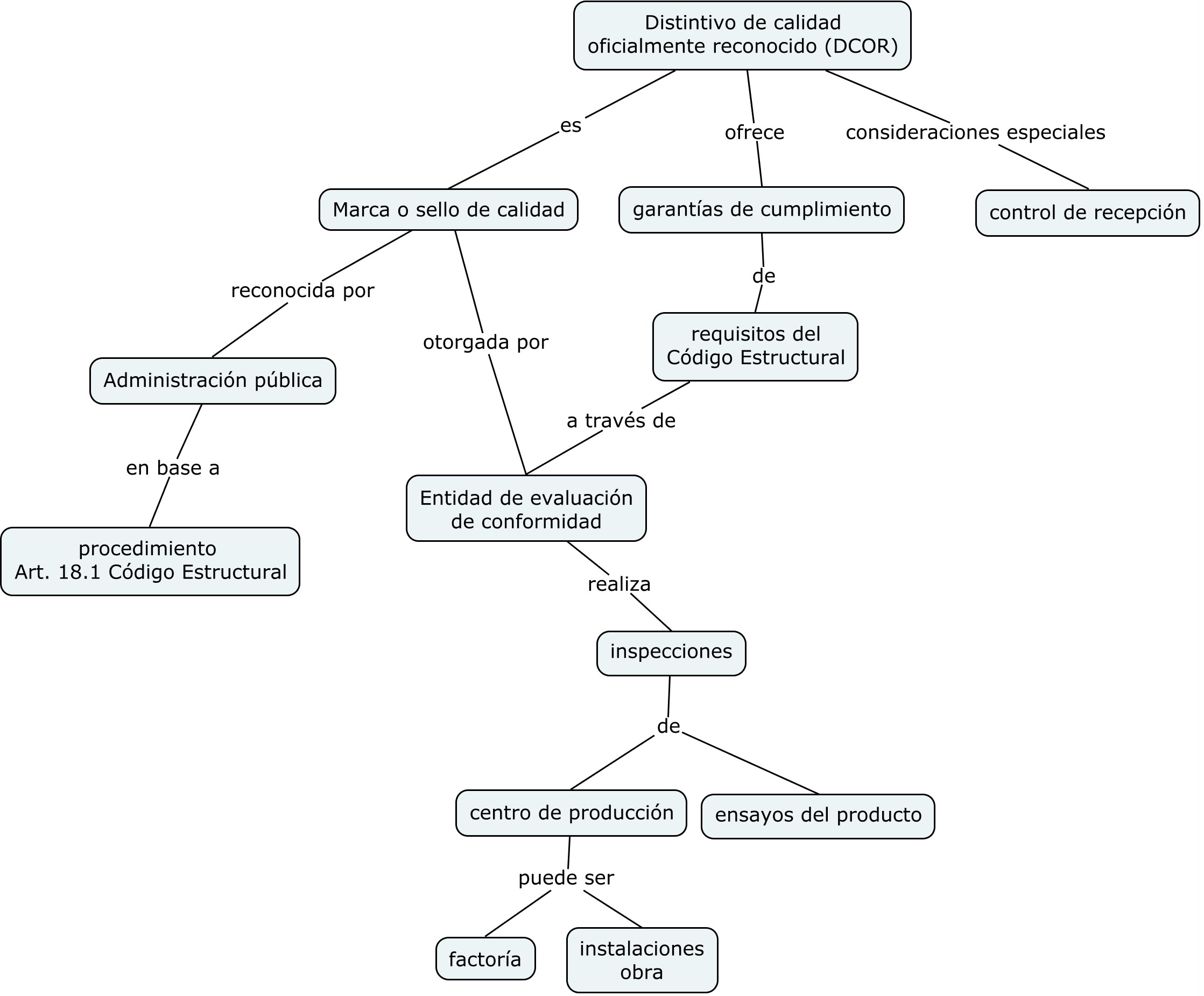
El distintivo de calidad oficialmente reconocido (DCOR) fue una posibilidad que se introdujo en la derogada Instrucción de Hormigón Estructural EHE-08 como una certificación de la calidad del hormigón que asegurase una mayor normalización del producto y que permitiese reducir los controles de calidad de la obra.
En el Código Estructural, DCOR se recoge en numerosos artículos. Veamos los más relevantes:
Art. 4.2.2 Condiciones técnicas del proyecto, se establece que «a la vista de las posibles mayores garantías técnicas y de trazabilidad que pueden estar asociadas a los distintivos de calidad, el autor del proyecto valorará la inclusión, en el correspondiente pliego de prescripciones técnicas particulares, de la exigencia de emplear materiales, productos y procesos que dispongan de un distintivo de calidad oficialmente reconocido«.
Art. 4.2.3 Condiciones técnicas en la ejecución, se refuerza esta posibilidad, pues «la dirección facultativa valorará la conveniencia de exigir productos y procesos que dispongan de un distintivo de calidad oficialmente reconocido«. En el Art. 18 Garantía de la conformidad de productos y procesos de ejecución, distintivos de calidad, una de las formas por las que se pueden garantizar los productos y procesos es «mediante la posesión de un distintivo de calidad oficialmente reconocido (DCOR) concedido a un organismo de certificación acreditado conforme al Reglamento (CE) N.º 765/2008 del Parlamento Europeo y del Consejo, de 9 de julio«; además, el Código permite ciertas consideraciones especiales en la recepción de los productos y procesos con DCOR que no requieran el marcado CE.
Art. 21.1 Control documental de los suministros, se incide en el certificado final del suministro del producto suministrado cuando dispongan DCOR. En ese caso, si presentan una garantía superior, debe efectuarse un control documental específico, para lo que «los suministradores entregarán al constructor, quien los facilitará a la dirección facultativa, los certificados que avalen que los productos que se suministrarán están en posesión de un distintivo de calidad oficialmente reconocido vigente«.
Art. 22.2 Control de la ejecución mediante inspección de los procesos, en el caso de que un proceso de ejecución de la estructura se encuentre en posesión de un DCOR, «la dirección facultativa podrá eximir de la realización de las inspecciones externas«.
El DCOR es de carácter voluntario y puede estar oficialmente reconocido por la Subdirección General de Normativa y Estudios Técnicos del Ministerio de Transportes, Movilidad y Agenda Urbana u otro órgano directivo con competencias en el ámbito de la edificación o de la obra pública y perteneciente a la Administración Pública de cualquier Estado miembro de la Unión Europea, de Turquía o de cualquiera de los Estados firmantes del Acuerdo sobre el Espacio Económico Europeo.
Sin embargo, es importante resaltar que en los productos con marcado CE, los DCOR no podrán certificar la conformidad con las prestaciones declaradas en lo que respecta a las características esenciales cubiertas por la norma armonizada, ni tampoco con las prestaciones de ninguna característica esencial relacionada con los requisitos básicos incluidos en el anexo I del Reglamento (EU) 305/2011, de 9 de marzo de 2011.
A continuación hemos representado en un mapa conceptual las características relevantes del DCOR (Figura 2).
Figura 1. Distintivo de calidad oficialmente reconocido (DCOR). Imagen: V. Yepes.
Os dejo a continuación el Artículo 18 del Código Estructural para su consulta.
Artículo 18. Garantía de la conformidad de productos y procesos de ejecución, distintivos de calidad.
La ejecución de la estructura se llevará a cabo según el proyecto y las modificaciones autorizadas y documentadas por la dirección facultativa. Durante la ejecución de la estructura se elaborará la documentación que reglamentariamente sea exigible y en ella se incluirá, sin perjuicio de lo que establezcan otras reglamentaciones, la documentación a la que hace referencia el Anejo 4 de este Código.
En todas las actividades ligadas al control de recepción, podrá estar presente un representante del agente responsable de la actividad o producto controlado (autor del proyecto, suministrador de hormigón, suministrador de las armaduras elaboradas, suministrador de los elementos prefabricados, constructor, etc.). En el caso de la toma de muestras, cada representante se quedará con copia del acta correspondiente. Cuando se produzca cualquier incidencia en la recepción derivada de resultados de ensayo no conformes, el suministrador y en su caso, el constructor, tendrá derecho a recibir una copia del correspondiente informe del laboratorio y que deberá ser facilitada por la dirección facultativa.
La conformidad de los productos y de los procesos de ejecución respecto a las exigencias básicas definidas por este Código, requiere que satisfagan con un nivel de garantía suficiente un conjunto de especificaciones.
De forma voluntaria, los productos y los procesos pueden disponer de las garantías necesarias para que se cumplan los requisitos mínimos contemplados en este Código, mediante la incorporación de sistemas (como por ejemplo, los distintivos de calidad) que avalen, a través de las correspondientes auditorías, inspecciones y ensayos, que sus sistemas de calidad y sus controles de producción, cumplen las exigencias requeridas para la concesión de tales sistemas. Dichos sistemas deberán ser coherentes con las consideraciones especiales contempladas en este Código, con el fin de que el índice de fiabilidad de la estructura sea al menos el mismo, independientemente de los materiales que utilice.
A los efectos de este Código, dichas garantías pueden demostrarse por cualquiera de los siguientes procedimientos:
a) mediante la posesión de un distintivo de calidad oficialmente reconocido (DCOR) concedido a un organismo de certificación acreditado conforme al Reglamento (CE) N.º 765/2008 del Parlamento Europeo y del Consejo, de 9 de julio, b) en el caso de productos fabricados en la propia obra o de procesos ejecutados en la misma, mediante un sistema equivalente validado y supervisado bajo la responsabilidad de la dirección facultativa, que asegure que el índice de fiabilidad de la estructura es al menos el mismo.
Este Código contempla la aplicación de ciertas consideraciones especiales en la recepción para aquellos productos y procesos que presenten las garantías necesarias para su cumplimiento mediante cualquiera de los dos procedimientos mencionados en el párrafo anterior.
El control de recepción tendrá en cuenta las garantías asociadas a la posesión de un distintivo, siempre que este cumpla unas determinadas condiciones. Así, tanto en el caso de los procesos de ejecución, como en el de los productos que no requieran el marcado CE según el Reglamento (UE) N.º 305/2011, de 9 de marzo de 2011, este Código permite aplicar unas consideraciones especiales en su recepción, cuando ostenten un distintivo de calidad de carácter voluntario que esté oficialmente reconocido por la Subdirección General de Normativa y Estudios Técnicos del Ministerio de Transportes, Movilidad y Agenda Urbana u otro órgano directivo con competencias en el ámbito de la edificación o de la obra pública y perteneciente a la Administración Pública de cualquier Estado miembro de la Unión Europea, de Turquía o de cualquiera de los Estados firmantes del Acuerdo sobre el Espacio Económico Europeo.
Lo dispuesto en el párrafo anterior será también de aplicación a los productos de construcción fabricados o comercializados legalmente en un Estado que tenga un acuerdo de asociación aduanera con la Unión Europea, cuando ese acuerdo reconozca a esos productos el mismo tratamiento que a los fabricados o comercializados en un Estado miembro de la Unión Europea.
De acuerdo al apartado 4.1, en el caso de los productos con marcado CE, los distintivos de calidad oficialmente reconocidos no podrán certificar la conformidad con las prestaciones declaradas en lo que respecta a las características esenciales cubiertas por la norma armonizada, ni tampoco con las prestaciones de ninguna característica esencial relacionada con los requisitos básicos incluidos en el anexo I del Reglamento (EU) 305/2011, de 9 de marzo de 2011.
18.1 Procedimiento de reconocimiento oficial de distintivos de calidad.
El reconocimiento oficial del distintivo se desarrollará conforme al procedimiento que establezca la Administración reconocedora de cualquier Estado miembro de la Unión Europea, de Turquía o de cualquier Estado de la Asociación Europea de Libre Comercio signatario del Acuerdo sobre el Espacio Económico Europeo.
En el caso de los reconocimientos de distintivos por parte del Ministerio de Transportes, Movilidad y Agenda Urbana, se aplicará el siguiente procedimiento.
Estarán legitimados para presentar las solicitudes de reconocimiento oficial de un distintivo de calidad, los organismos de certificación acreditados conforme a los apartados de este Código que le sean de aplicación y a la norma UNE-EN ISO/IEC 17065 según el Reglamento (CE) N.º 765/2008, del Parlamento Europeo y del Consejo de 9 de julio, por el que se establecen los requisitos de acreditación y vigilancia del mercado relativos a la comercialización de productos.
Las solicitudes deberán acompañarse de al menos la siguiente documentación:
a) Memoria explicativa y justificativa de la solicitud. b) Reglamento regulador del distintivo en donde se definan las garantías particulares, procedimiento de concesión, régimen de funcionamiento, requisitos técnicos y reglas para la toma de decisiones. En cualquier caso, dicho reglamento incluirá la declaración explícita del cumplimiento del contenido de este Código. c) Cualquier otra documentación que la Administración reconocedora establezca o considere necesaria en relación al ámbito de certificación en el que se desarrolle el distintivo.
La Administración reconocedora podrá recabar los informes o dictámenes de los expertos por ella designados, en función de las características de la certificación cuyo reconocimiento se solicita.
Para mayor difusión y comodidad en el acceso de la información por parte de los usuarios, cualquier Administración reconocedora de las contempladas en los párrafos anteriores para el reconocimiento oficial de un distintivo de calidad, podrá solicitar la publicación de los distintivos por ellas reconocidas en las páginas web de las Comisiones Permanentes que proponen este Código, creadas a tal efecto.
Si la resolución de la Administración reconocedora fuese desfavorable al reconocimiento, la finalización del procedimiento se produciría con la comunicación al solicitante.
La enmienda o retirada del reconocimiento oficial del distintivo podrá ser realizada a instancia o de parte, para lo cual se iniciará el procedimiento mediante la oportuna solicitud y se regirá conforme a los mismos trámites que para su reconocimiento.
La Administración reconocedora vigilará la correcta aplicación de los distintivos, por lo que podrá participar en todas aquellas actividades que se consideren relevantes para el correcto funcionamiento del distintivo así como asistir a las inspecciones que realicen los servicios de inspección correspondientes a las instalaciones que ostenten el distintivo de calidad, para verificar la correcta actuación de estos en la supervisión de las características técnicas de los productos y la adecuación del control interno sobre su producción.
Si se detectase alguna anomalía en estos procedimientos, la Autoridad reconocedora podrá incoar un expediente y podrá suspender el reconocimiento, comunicando previamente la propuesta de retirada al solicitante con el objeto de que pueda formular alegaciones. La validez del reconocimiento quedará condicionada durante el período de validez, al mantenimiento de las condiciones que los motivan.
18.2 Distintivos de calidad concedidos por entidades de certificación en otros Estados.
No será necesaria la declaración explícita requerida en el punto b) del apartado 18.1, si una entidad de certificación de otro Estado miembro de la Unión Europea, de Turquía o de cualquiera de los Estados firmantes del Acuerdo sobre el Espacio Económico Europeo, evalúa la conformidad respecto a cualquier norma o reglamento que, manteniendo al menos las garantías necesarias para verificar un nivel similar de calidad del producto o proceso y de sus características técnicas, demuestre que se cumplen los requisitos de seguridad estructural contemplados en este Código.
También resulta de interés recoger el comentario que se hace al respecto de este artículo:
«En el caso de los productos o procesos (como por ejemplo, el hormigón) que presentan un nivel de garantía adicional de acuerdo con el articulado y se fabrican o desarrollan, según el caso, a partir de otros productos (como por ejemplo, cementos) susceptibles de estar también en posesión de distintivos de calidad, la utilización de estos permite una mejora en la trazabilidad global y facilita la consecucion de los niveles adicionales de garantía en los productos finales.
En el caso de que se realicen ensayos o comprobaciones experimentales sobre cualquier producto o proceso que esté en posesión de un distintivo oficialmente reconocido y de los resultados de ensayos realizados pueda confirmarse una no conformidad del producto respecto a lo establecido en este Código, la dirección facultativa notificará dicha circunstancia al Organismo emisor del distintivo y a la Administración que hubiera efectuado el reconocimiento».
En un artículo anterior discutimos los distintos componentes del fondo horario de una máquina, o lo que es lo mismo, nos hacíamos la siguiente pregunta: ¿Por qué las máquinas pierden tanto tiempo en las obras? Ahora vamos a analizar si es conveniente alargar la jornada laboral de la maquinaria, aspecto muy relacionado con lo expuesto en aquel artículo.
El tiempo de calendario laborable o fondo horario bruto de la maquinaria es el tiempo oficial determinado por la legislación o por la organización de una obra para trabajar. Constituye un calendario predeterminado, pero que puede prorrogarse, por ejemplo, si se amplía la jornada laboral. La extensión de las horas de trabajo es posible bajo ciertas circunstancias, pero está sujeta a la legislación. Para ello, se podría dilatar los turnos de trabajo mediante horas extraordinarias o disponer más de un turno por jornada de trabajo.
Uno de los motivos de la ampliación la jornada laboral es aumentar la utilización de la maquinaria durante su permanencia en una obra. Al dividir los gastos fijos de la máquina por más horas útiles, disminuye el coste horario y se acorta el plazo de las tareas de la obra.
Sin embargo, hay que sopesar bien los inconvenientes. Las horas extraordinarias del operador son más caras que las normales. Además, crece su fatiga y disminuye su rendimiento. Si se opta por un nuevo turno de trabajo, las horas nocturnas se encarecen, las condiciones de visibilidad serán peores y la máquina tendrá varios conductores. Al compartir la máquina, los conductores ya no se sienten sus dueños, las responsabilidades se diluyen y tienden a aumentar las averías.
Por tanto, con ciclos de trabajo largos, el cansancio del operador es menor, por lo que, mientras no se incremente el coste horario de la máquina, se debe indagar la posibilidad de ampliar la jornada laboral. En cambio, en maquinaria pesada, donde el coste del operador es poco relevante respecto al total de la máquina, probablemente sea conveniente más de un turno de trabajo. Esta decisión es más acertada en máquinas robustas, de larga vida y menos propensas a las averías.
Otra forma de extender el tiempo es evitando que las máquinas se queden fuera de disposición es planificar las operaciones previsibles de mantenimiento operativo y preventivo para que se realicen fuera del tiempo del calendario laborable de la obra. También se pueden aumentar las horas útiles de trabajo evitando paradas por falta de trabajo. Eso se consigue con una buena planificación de la obra y con la posibilidad de tareas alternativas cuando sea posible. Además, los cambios de tajo suelen acarrear pérdidas de producción, por lo que una buena organización de la obra debería minimizarlos.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
ROJO, J. (2010). Manual de movimiento de tierras a cielo abierto. Fueyo Editores, S.L., Madrid, 926 pp.
Las empresas dedicadas al diseño de productos deberían focalizar sus esfuerzos en que dicho producto tenga una elevada fiabilidad, es decir, que su probabilidad de fallo se reduzca al mínimo posible. Para asegurarse de que el diseño satisface las necesidades del cliente a un coste proporcionado al valor añadido, es posible utilizar diversas técnicas como son, entre otras, el despliegue de la función de calidad (QFD, Quality Function Deployment), el análisis modal de fallos y efectos (AMFE) y el análisis del valor.
El despliegue de la función de calidad, QFD, permite traducir los requerimientos de calidad del cliente en características técnicas del producto. Se trata de una metodología simple y lógica que involucra un conjunto de matrices, las cuales permiten determinar las necesidades del cliente, analizar a la competencia y descubrir los nichos de mercado no explotados.
El análisis modal de fallos y efectos, AMFE, es una metodología analítica estructurada que permite tener en cuenta y se han resuelto los modos de fallo potencial de un producto o sistema y sus causas, para evitarlos.
El análisis del valor trata de reducir el coste de un producto sin eliminar las características demandadas por los clientes. También permite detectar los cambios que deberían realizarse para dar mayor al producto sin que el incremento de coste sea superior al aumento de precio.
A continuación os dejo algunos vídeos explicativos de estas técnicas de prevención de fallos en los productos.
Referencias:
HARRIS, F.; McCAFFER, R. (1999). Construction Management. Manual de gestión de proyecto y dirección de obra. Ed. Gustavo Gili, S.A., Barcelona, 337 pp. ISBN: 84-252-1714-8.
JORDAN, M.; BALBONTIN, E. (1986). Organización, planificación y control. Escuela de la Edificación, UNED, Madrid. ISBN: 84-86957-39-7.
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
VELASCO, J. (2014). Organización de la producción. Distribuciones en planta y mejora de los métodos y los tiempos. 3ª edición, Ed. Pirámide, Madrid. ISBN: 978-84-368-3018-7.
YEPES, V. (2008). Productivity and Performance, in Pellicer, E. et al.: Construction Management. Construction Managers’ Library Leonardo da Vinci: PL/06/B/F/PP/174014. Ed. Warsaw University of Technology, pp. 87-101. ISBN: 83-89780-48-8.
El constructor debe definir y desarrollar un sistema de seguimiento que verifique la conformidad de la ejecución de los trabajos. Para ello debe desarrollar dos documentos. Por una parte el plan de obra, que también se llama «cronograma» en el Código Estructural, y el procedimiento de autocontrol de la ejecución de la estructura (también llamado «programa de autocontrol». Ambos documentos desarrollan el plan de control definido en el proyecto. Entre los tres, darán lugar al programa de control que deberá aprobar la dirección facultativa. Por cierto, ya comentamos en un artículo anterior la confusión de términos cuando se mezclan «plan» y «programa» con «control» y «autocontrol». El Código Estructural se merece que se simplifiquen y aclaren los términos.
El plan de obra lo debe redactar el constructor antes del inicio de los trabajos. El Código también lo llama cronograma para enfatizar el hecho de poner plazos a lo planificado por el constructor. Téngase en cuenta que, junto con el plan de control del proyecto y el programa de autocontrol del constructor, el plan de obra sirve de base al programa de control que debe aprobar la dirección facultativa.
Los contenidos mínimos que debe disponer el sistema de seguimiento de la obra del constructor (plan de obra y programa de autocontrol) son los siguientes:
El plan de obra o cronograma.
El sistema de gestión de los materiales, productos y elementos que se vayan a colocar en la obra, para garantizar su trazabilidad.
Las particularidades, con relación a los medios, procesos y actividades, para ejecutar la obra.
Las comprobaciones a realizar en el seguimiento de la ejecución, incluyendo su justificación, designación del responsable y de cumplimiento con el proyecto y lo establecido en el Código. Los resultados se documentarán por el constructor en los registros de autocontrol.
El concepto «programa de autocontrol» se puede encontrar disperso a lo largo del Código Estructural. Según el Art. 17 Criterios generales para la gestión de la calidad de las estructuras, el procedimiento de autocontrol del constructor es el sistema de aseguramiento de la calidad propio que incluye las evidencias necesarias para dar cumplimiento a los requerimientos del control e inspección establecidos en el correspondiente proyecto de ejecución y en el Código Estructural. Pero las ideas fundamentales las podemos ver en el Art. 19 Plan y programa de control, Art. 22 Control de la conformidad de los procesos de ejecución, Art. 22.1 Control de la ejecución mediante comprobación del control de producción del constructor y Art. 22.2 Control de la ejecución mediante inspección de los procesos.
A continuación os dejo un mapa conceptual donde se aclaran las relaciones del programa de autocontrol del constructor con otros aspectos del seguimiento de la ejecución (Figura 2).
Figura 2. Mapa conceptual sobre el control de la ejecución de una obra según el Código Estructural. Imagen: V. Yepes.
Aunque tengamos un método eficaz para realizar una tarea, es necesario añadir un tiempo suplementario al tiempo normal o básico de una tarea para el cálculo del tiempo tipo. Las necesidades personales, la fatiga, las demoras o las interferencias son, entre otros, motivos que justifican el cálculo de estos suplementos. El estudio del trabajo se encarga del cálculo de estos tiempos adicionales. Sin embargo, no es sencillo determinar con precisión qué tiempo hay que añadir a las tareas.
Los motivos de estos suplementos pueden deberse a varias circunstancias, destacando las siguientes:
Condiciones del operario: sexo, monotonía o repetición de los trabajos, cargas excesivas, posturas incómodas, necesidades fisiológicas, etc.
Condiciones ambientales: temperatura, humedad, ruido, iluminación excesiva o insuficiente, etc.
Condiciones de la tarea: peligrosidad o riesgo de accidentes, esperas a máquinas u otros operarios, etc.
La parte más importante de los suplementos son por descanso, que trata de reponer al operario de la fatiga. El resto de componentes solo se aplican bajo determinadas condiciones. En la Figura 2 se muestra un modelo básico para el cálculo de los suplementos.
Figura 2. Modelo básico para el cálculo de los suplementos (Caso, 2006)
El suplemento por descanso presenta una parte fija por necesidades personales y fatiga, y otra variable que se añade cuando las condiciones de trabajo difieren de las habituales. Para las necesidades personales (ir al baño, beber agua, etc.) se suele aplicar un suplemento entre un 5 y un 7 %. La fatiga y monotonía de un trabajo se valora en un 4 %.
El suplemento por contingencias incluye los retrasos inevitables y pequeños trabajos ocasionales que se producen esporádicamente. Los suplementos por política de empresa se motivan por por diversas razones organizativas o de producción propias. Se añaden suplementos especiales cuando hay actividades que no forman parte del ciclo del trabajo pero que son imprescindibles para su correcta ejecución. También se podría justificar unos suplementos por comienzo o cierre de la actividad, por herramientas, por montaje o desmontaje, por aprendizaje o formación, etc.
Os paso un vídeo del profesor Cristóbal Miralles, de la Universitat Politècnica de València, donde se explica el cálculo del suplemento de fatiga para la definición de estándares de trabajo. Espero que os sea útil.
En el documento que adjunto, correspondiente a la Organización Internacional del Trabajo (OIT), se recoge un sistema de suplementos por descanso como porcentajes de los tiempos básicos.
CASO, A. (2006). Técnicas de medición del trabajo. FC Editorial, 2ª edición, Madrid, 231 pp. ISBN: 978-84-96169-89-8.
HARRIS, F.; McCAFFER, R. (1999). Construction Management. Manual de gestión de proyecto y dirección de obra. Ed. Gustavo Gili, S.A., Barcelona, 337 pp. ISBN: 84-252-1714-8.
JORDAN, M.; BALBONTIN, E. (1986). Organización, planificación y control. Escuela de la Edificación, UNED, Madrid. ISBN: 84-86957-39-7.
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
VELASCO, J. (2014). Organización de la producción. Distribuciones en planta y mejora de los métodos y los tiempos. 3ª edición, Ed. Pirámide, Madrid. ISBN: 978-84-368-3018-7.
YEPES, V. (2008). Productivity and Performance, in Pellicer, E. et al.: Construction Management. Construction Managers’ Library Leonardo da Vinci: PL/06/B/F/PP/174014. Ed. Warsaw University of Technology, pp. 87-101. ISBN: 83-89780-48-8.
Una forma de aumentar la productividad en la construcción es disponer de un sistema de incentivos que aliente a los operarios a pasar de su ritmo normal de actividad a una actividad óptima. Estos incentivos pueden ser o no económicos. Por ejemplo, se puede aumentar la autoestima social y la satisfacción en el trabajo, pero también se pueden incrementar las remuneraciones, brindar oportunidades de ascenso, asistencia social, seguridad laboral o seguridad en caso de accidente.
Cualquiera que sea la forma de acrecentar la productividad sin aumentar los medios provocaría una reducción del coste total debido a una disminución en los plazos. Vamos a centrar este artículo en los sistemas de primas a la producción. Se basan en ofrecer a los operarios una parte del ahorro, distribuida según la importancia de las funciones que desempeña cada uno. Este sistema se introdujo a finales del siglo XIX y supuso un cambio en las relaciones laborales entre los empresarios y los trabajadores.
Las primas a la producción se pueden dividir en dos grandes grupos:
a) Gratificaciones. Son primas establecidas por calificaciones periódicas del personal. Es una cantidad de dinero concedida de una sola vez.
b) Primas formales. Se relaciona la prima con la producción, tras un análisis del trabajo detallado, estando garantizado un nivel de calidad mínimo. Se parte de un salario básico asegurado, y por tanto, es un complemento al salario contractual.
Las gratificaciones suelen emplearse cuando es complicado determinar un rendimiento normal de una actividad. Sin embargo, se desaconseja su uso debido a que los empleados la consideran como parte de su salario, siempre que tengan un buen comportamiento. De nada sirve si no hay una vigilancia constante. Además, al depender de calificaciones subjetivas, pueden ser injustas o propensas a errores.
Por el contrario, las primas formales, si se establecen correctamente, estimulan al operario a aumentar la producción, independientemente de una vigilancia estricta. Fomenta mejores sistemas de trabajo. También se garantiza la rentabilidad, sea cual sea la producción. Por último, facilita la selección del personal y la retención de los empleados valiosos. La condición para que prospere este sistema es el compromiso de la dirección para respetar las reglas de juego. Entre dichas normas deben figurar las circunstancias por las que se puede modificar la prima. Si se cumplen, mejora el ambiente de trabajo. Además, los trabajadores deben disponer de discrecionalidad suficiente para poder influir en la producción.
Por tanto, si se pretende implantar un sistema de incentivos económicos formales, se debe realizar lo siguiente:
Determinar el rendimiento normal mediante un minucioso y profundo estudio del trabajo. Debe definirse la tarea y su procedimiento. Además, debe haberse controlado la producción antes de implantar la prima, con un sistema consolidado.
Elegir un sistema de incentivos adecuado a las condiciones del tajo. Cuando se supere el rendimiento normal, la prima debe ser creciente con la mejora.
Calcular la rentabilidad. Es importante que el coste del incentivo sea inferior al ahorro producido por el aumento de la producción.
Veamos algunos vídeos explicativos respecto a este tema.
Referencias:
HARRIS, F.; McCAFFER, R. (1999). Construction Management. Manual de gestión de proyecto y dirección de obra. Ed. Gustavo Gili, S.A., Barcelona, 337 pp. ISBN: 84-252-1714-8.
JORDAN, M.; BALBONTIN, E. (1986). Organización, planificación y control. Escuela de la Edificación, UNED, Madrid. ISBN: 84-86957-39-7.
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
VELASCO, J. (2014). Organización de la producción. Distribuciones en planta y mejora de los métodos y los tiempos. 3ª edición, Ed. Pirámide, Madrid. ISBN: 978-84-368-3018-7.
YEPES, V. (2008). Productivity and Performance, in Pellicer, E. et al.: Construction Management. Construction Managers’ Library Leonardo da Vinci: PL/06/B/F/PP/174014. Ed. Warsaw University of Technology, pp. 87-101. ISBN: 83-89780-48-8.
El diagrama planimétrico de flujo o diagrama de recorrido es una representación gráfica sobre plano del área en la cual se desarrolla la actividad, con las ubicaciones indicadas de los puestos de trabajo y el trazado de los movimientos de los hombres y/o de los materiales.
Es un diagrama que se emplea para establecer el recorrido de un solo producto o proceso. Tiene en cuenta las operaciones, inspecciones, demoras, transporte y almacenamiento. Se utiliza la misma simbología que la de un diagrama de proceso.
Este diagrama permite identificar las posibles áreas congestionadas, determinar los avances y retrocesos del proceso y facilitar el desarrollo de una mejor distribución de la planta. El objetivo, por tanto, es la mejora de métodos, eliminando o reduciendo los recorridos mediante la adecuada distribución en planta. El diagrama de recorrido puede ser bidimensional, o incluso tridimensional.
El diagrama de recorrido normalmente puede disponer dos formatos, uno referido al operario o la máquina, y otro relacionado con el material.
La manipulación de los materiales incrementa el coste de producción sin añadir valor al producto. Por tanto, para reducirla se recomienda lo siguiente:
Disponer los materiales a la altura en la que se va a trabajar con ellos.
Disminuir en lo posible las distancias que recorre el material manipulado.
Aprovecharse de la gravedad cuando sea posible.
Transportar la máxima cantidad posible.
Mantener despejados los lugares de paso.
Una buena disposición en planta del lugar de trabajo depende, entre otros, de los siguientes factores:
Peso, tamaño y movilidad del producto. Un producto pesado es difícil de manipular, requiriendo maquinaria específica. Por tanto, se debe mover lo menos posible.
Complejidad del producto. Un producto con muchas piezas pasará por distintos sitios, con más recorrido. En consecuencia, la disposición en planta tratará de reducir tiempo y energía reduciendo los transportes.
Duración del proceso. Si se dedica mucho tiempo al transporte, cualquier disminución del recorrido mejorará la productividad.
Normalmente, se aconseja utilizar el diagrama de análisis del proceso con el de recorrido cuando los procesos tienen un gran número de operaciones. En una obra normalmente los procesos son suficientemente sencillos para no ser necesario representar gráficamente lo que ocurre. Por tanto, el diagrama de recorrido sería de mayor utilidad en talleres y factorías.
Veamos a continuación algunos vídeos explicativos sobre el diagrama de recorridos.
Referencias:
HARRIS, F.; McCAFFER, R. (1999). Construction Management. Manual de gestión de proyecto y dirección de obra. Ed. Gustavo Gili, S.A., Barcelona, 337 pp. ISBN: 84-252-1714-8.
JORDAN, M.; BALBONTIN, E. (1986). Organización, planificación y control. Escuela de la Edificación, UNED, Madrid. ISBN: 84-86957-39-7.
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
VELASCO, J. (2014). Organización de la producción. Distribuciones en planta y mejora de los métodos y los tiempos. 3ª edición, Ed. Pirámide, Madrid. ISBN: 978-84-368-3018-7.
Acaban de publicarnos un artículo en la revista Journal of Cleaner Production, revista de ELSEVIER indexada en el primer decil del JCR.
El terreno no siempre es adecuado o competente para soportar una cimentación superficial directa. En muchos casos, para evitar costosas cimentaciones profundas, está indicado sustituir, mejorar o reforzar dicho terreno. Este trabajo se centra en evaluar la contribución a la sostenibilidad entre diferentes técnicas de mejora del suelo y el resultado de su aplicación a la cimentación de una vivienda unifamiliar como alternativa a la construida. Se compara el rendimiento del ciclo de vida en materia de sostenibilidad entre el diseño de referencia (sin intervención), el relleno y la compactación del suelo, las columnas de suelo-cemento, la inclusión rígida de micropilotes y el clavado de viguetas prefabricadas. Para caracterizar la sostenibilidad, se propone un conjunto de 37 indicadores que integran los aspectos económicos o ambientales de cada alternativa de diseño y sus impactos sociales. Se obtiene un ranking de sostenibilidad para las diferentes alternativas basado en el método ELECTRE IS para la toma de decisiones multicriterio (MCDM). Se evalúa la sensibilidad de los resultados obtenidos frente a diferentes métodos MCDM (TOPSIS, COPRAS) y diferentes ponderaciones de criterios. La evaluación proporciona una visión transversal, comparando la capacidad y fiabilidad de cada técnica para priorizar la solución de consolidación del terreno que mejor contribuye a la sostenibilidad en el diseño de la subestructura de un edificio.
El trabajo se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
Evaluation of soil consolidation techniques for a single-family house’s foundation.
A deep foundation is compared to four alternatives that consider soil improvement.
37 indicators characterize the sustainability of substructure in residential buildings.
The aggregation of the different sustainability criteria is applied in 3 MCDM methods.
Nailing precast joists into the ground achieves the best sustainability result.
Abstract
The soil is not always suitable or competent to support a direct shallow foundation in construction. In many cases, to avoid costly deep foundations, it is indicated to replace, improve, or reinforce such soil. This paper focuses on evaluating the contribution to sustainability between different soil improvement techniques and the outcome of their application to the foundation of a single-family house as an alternative to the one built. The life-cycle performance in sustainability is compared between the baseline design (without intervention), backfilling and soil compaction, soil-cement columns, rigid inclusion of micropiles, and nailing of precast joists. To characterize sustainability, a set of 37 indicators is proposed that integrate the economic or environmental aspects of each design alternative and its social impacts. A sustainability ranking is obtained for the different alternatives based on the ELECTRE IS method for multi-criteria decision-making (MCDM). The sensitivity of the obtained results is evaluated against different MCDM methods (TOPSIS, COPRAS) and different criteria weights. The evaluation provides a cross-cutting view, comparing the ability and reliability of each technique to prioritize the ground consolidation solution that best contributes to the sustainability in the design of a building’s substructure.
Keywords
Sustainability; Construction; Multi-criteria decision analysis; Life cycle assessment; Modern methods of construction; Soil improvement; Foundations; ELECTRE IS; TOPSIS; COPRAS
 En un artículo anterior introdujimos el concepto de incentivo en el sector de la construcción. Se trata de intentar aumentar la productividad sin menoscabo de la calidad de las tareas realizadas.
En un artículo anterior introdujimos el concepto de incentivo en el sector de la construcción. Se trata de intentar aumentar la productividad sin menoscabo de la calidad de las tareas realizadas.