Tengo el placer de compartir con todos vosotros, de forma totalmente abierta, un libro que he editado junto con el profesor José V. Martí. La labor de editar libros científicos es una oportunidad para seleccionar a los autores y los temas que destacan en un ámbito determinado. En este caso, la construcción sostenible.
Además, resulta gratificante ver que el libro está editado en abierto, por lo que cualquiera de vosotros podéis descargarlo sin ningún problema en esta entrada del blog. También os lo podéis descargar, o incluso pedirlo en papel, en la página web de la editorial MPDI: https://www.mdpi.com/books/pdfview/book/3934
Referencia:
YEPES, V.; MARTÍ, J.V. (Eds.) (2021). Sustainable Construction II. MPDI, 112 pp., Basel, Switzerland. ISBN: 978-3-0365-0484-1
Preface to ”Sustainable Construction”
Construction is one of the main sectors that generates greenhouse gases. This industry consumes large amounts of raw materials, such as stone, timber, water, etc. Additionally, infrastructure should provide service for many years without safety problems. Therefore, their correct design, construction, maintenance, and dismantling are essential to reducing economic, environmental, and societal consequences. That is why promoting sustainable construction has recently become extremely important. To help address and resolve these types of questions, this book comprises five chapters that explore new ways to reduce the environmental impacts of the construction sector, while promoting social progress and economic growth. The chapters collect papers included in the “Sustainable Construction II” Special Issue of the Sustainability journal. We would like to thank both the MDPI publishing and editorial staff for their excellent work, as well as the 18 authors who collaborated in its preparation. The papers cover a wide spectrum of issues related to the use of sustainable materials in construction, the optimization of designs based on sustainable indicators, life-cycle assessment, decision-making processes that integrate economic, social, and environmental aspects, and the promotion of durable materials that reduce future maintenance costs.
About the Editors
Víctor Yepes is a full professor of Construction Engineering; he holds a Ph.D. in civil engineering. He serves at the Department of Construction Engineering at the Universitat Politècnica de València, Valencia, Spain. He has been the Academic Director of the M.S. studies in concrete materials and structures since 2007 and a Member of the Concrete Science and Technology Institute (ICITECH). He is currently involved in several projects related to the optimization and life-cycle assessment of concrete structures, as well as in the development of optimization models for infrastructure asset management. He currently teaches courses in construction methods, innovation, and quality management. He has authored more than 250 journals and conference papers, including more than 100 published in journals quoted in JCR. He served as an expert in the evaluation of project proposals for the Spanish Ministry of Technology and Science, and he is a principal researcher on many projects. He currently serves as an Editor-in-Chief for the International Journal of Construction Engineering and Management and a member of the editorial board of 12 other international journals (Structure and Infrastructure Engineering, Structural Engineering and Mechanics, Mathematics, Sustainability, Revista de la Construcción, Advances in Civil Engineering, Advances in Concrete Construction, among others).
José V. Martí is an Associate Professor in the Department of Construction Engineering and Civil Engineering Projects at the Universitat Politècnica de València, Spain. Initially, he worked for private companies in the construction sector, business consulting, and financial entities, and later as a freelance professional. He has taught since 1995 and, in many cases, served as the head of subjects in the Master of Civil Engineering, Geodetic Engineering and Topography, and in the degrees in Civil Engineering and Public Works. He has educated students on all matters related to construction procedures, quality, work organization, and civil engineering machinery. He has participated in nine didactic books, 23 notebooks, 31 articles in teaching congresses, and a teaching innovation project. For his own research, he is the author of a book, a book chapter, and a participant in 29 articles in JCR journals. His lines of research are mainly focused on the optimization of structures through the application of metaheuristic techniques and on the life cycles and sustainability of structures.
En el día de hoy, 29 de junio de 2021, Víctor José Yepes Bellver ha defendido su Proyecto Final de Grado, de forma presencial, como culminación de sus estudios del Grado en Ingeniería Civil, en la Escuela Técnica Superior de Ingeniería de Caminos, Canales y Puertos de Valencia.
El título del TFG fue «Diseño estructural de pasarela ciclopeatonal en el Anillo Verde Metropolitano Sur de Valencia sobre la línea Valencia-Villanueva de Castellón de FGV. PK 1,5 de la carretera CV-407. Término municipal de Valencia«. Este TFG fue dirigido por el profesor Julián Alcalá González. La calificación fue de sobresaliente, 9. ¡Enhorabuena al nuevo ingeniero y a su director!
Figura 1. Inyección de lechada. Fuente: https://www.suelosingenieria.com/index.php/actividades/construccion/mejoramientos-de-suelos/inyecciones-lechada
La inyección de morteros o de suspensiones inestables es el caso habitual en las lechadas de cemento (Figura 1). Se trata de una suspensión de cemento en agua cuya homogeneidad depende de la agitación de la mezcla. Una vez cesa la agitación, se inicia la sedimentación del cemento. Esa sedimentación provoca el taponamiento de los poros y la inyección se obstaculiza. El cemento es un excelente material de inyección, pues no solo rellena los huecos, sino que, al fraguar, endurece el terreno o los macizos rocosos.
La aplicación habitual de la inyección de lechadas inestables es aumentar la resistencia de un macizo rocoso, aunque también se consigue impermeabilizar, especialmente si se emplean lechadas tratadas químicamente (estables). Lo habitual es que la inyección con lechadas de cemento se realice mediante impregnación (2 a 5 MPa) o fractura (9 a 10 MPa). También se podría realizar una inyección de compactación, pero requiere que el fluido sea muy denso, de modo que los bulbos de mortero fraguado desplacen y compacten la masa de suelo en sus alrededores.
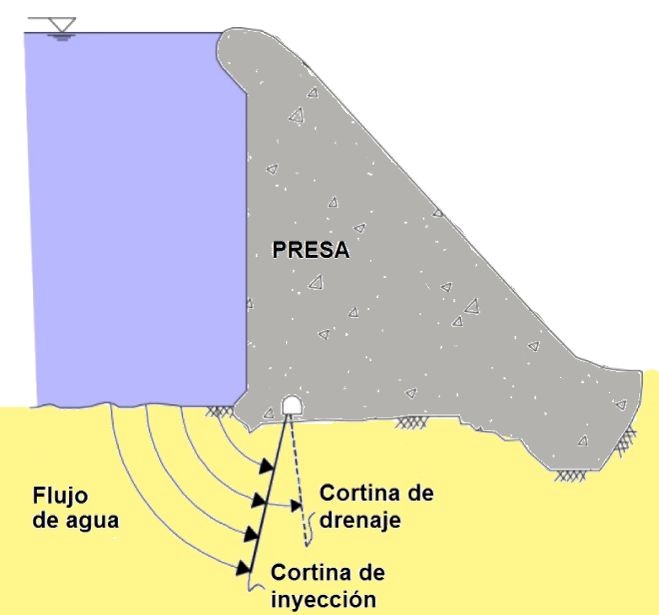
La impermeabilización facilita tanto la ejecución de trabajos posteriores, como es el caso de la excavación de pozos o galerías bajo nivel freático que luego se revestirán, como la ejecución de trabajos definitivos, como es la ejecución de pantallas estancas bajo presas, cuando se adivinan filtraciones de agua importantes (Figura 2). La inyección a alta presión no sería necesaria para garantizar la impermeabilización, sin embargo, es frecuente, pues permite utilizar explosivos en la excavación posterior sin perjudicar la calidad del tratamiento.
Figura 2. Tratamiento de inyecciones en presa de hormigón. Adaptado de Houlsby (1990)
La consolidación mediante inyecciones de cemento en un macizo rocoso facilita la ejecución de trabajos posteriores, como es el caso de la perforación de galerías en terrenos difíciles, y mejora la capacidad resistente de la cimentación de una obra, por ejemplo, bajo la pila de un puente, en los estribos de una presa bóveda, etc.
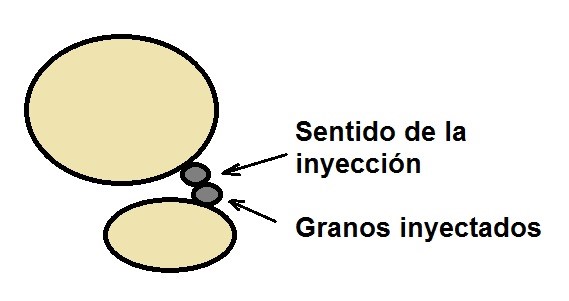
Figura 3. Formación de una bóveda a la entrada de un intersticio en un suelo granular
El prototipo de suspensión inestable es un mortero de un tipo análogo al de uso corriente, pero lo suficientemente diluido como para ser inyectable. Es decir, un mortero muy fluido (lechada), inestable debido al tamaño de los granos de cemento y al proceso de fabricación. El grado de dilución en este tipo de suspensiones es variable, con relaciones máximas de 10 litros de agua/1 kg de cemento, y lo mismo que en los morteros estables pueden añadirse proporciones de arena. Las relaciones agua/cemento varían de 0,5:1 a 10:1, aunque es habitual una proporción de 0,8:1 a 5:1 (Bell, 1993).
La penetrabilidad de las lechadas de cemento depende del tamaño de los granos de cemento, de la posibilidad de formar un cúmulo de granos en bóveda al atravesar un intersticio (Figura 3) y de la velocidad del fluido con la que comienza la sedimentación del cemento. Es por ello una solución muy adecuada para materiales granulares gruesos como zahorras, gravas y arenas gruesas, o bien para la inyección de grietas en macizos rocosos. En cambio, resulta un procedimiento poco eficaz en arenas, excepto si lo que se pretende es la consolidación o compactación conseguida cuando se inyecta en cortos intervalos (Tomlinson, 1982). Se trata de una solución sencilla y de relativamente poco coste, pero se encuentra limitada por la permeabilidad del medio. El uso de cemento Portland corriente y agua ya no es adecuado en suelos con permeabilidad inferior a 10⁻³ m/s.
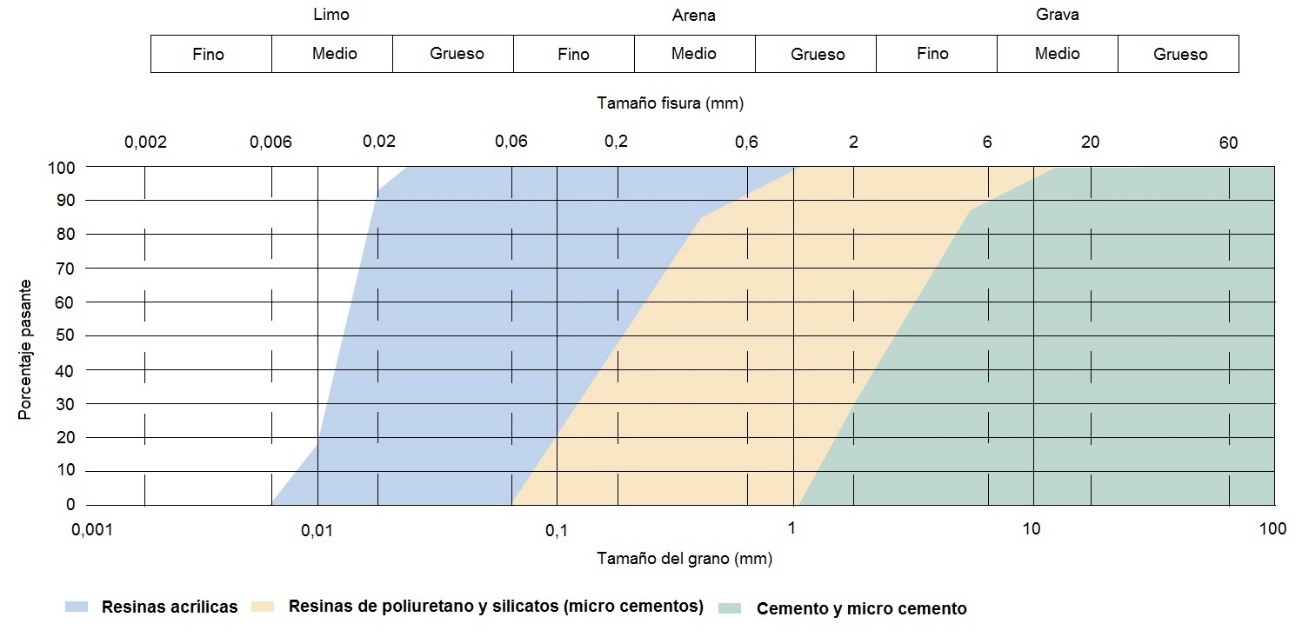
Figura 4. Selección de inyección para la consolidación y estabilización de suelos. Fuente: https://col.sika.com/dms/getdocument.get/8de57674-59ac-3af1-ada7-a6bddb323deb/CONSOLIDACION,%20ESTABILIZACION%20E%20IMP%20DE%20SUELOS%20Y%20ROCAS.pdf
Se pueden distinguir, entre las lechadas de cemento, las siguientes:
Suspensiones de cemento puro: con una relación cemento/agua que oscila entre 0,1 y 0,5 en peso.
Suspensiones de cemento rebajado: donde se reemplaza parte del cemento por un polvo inerte como una arena fina o cenizas volantes. Con el porcentaje de arena, la resistencia disminuye rápidamente, pero no es un problema si se busca impermeabilidad. No obstante, las suspensiones de arena desgastan rápidamente las bombas de inyección.
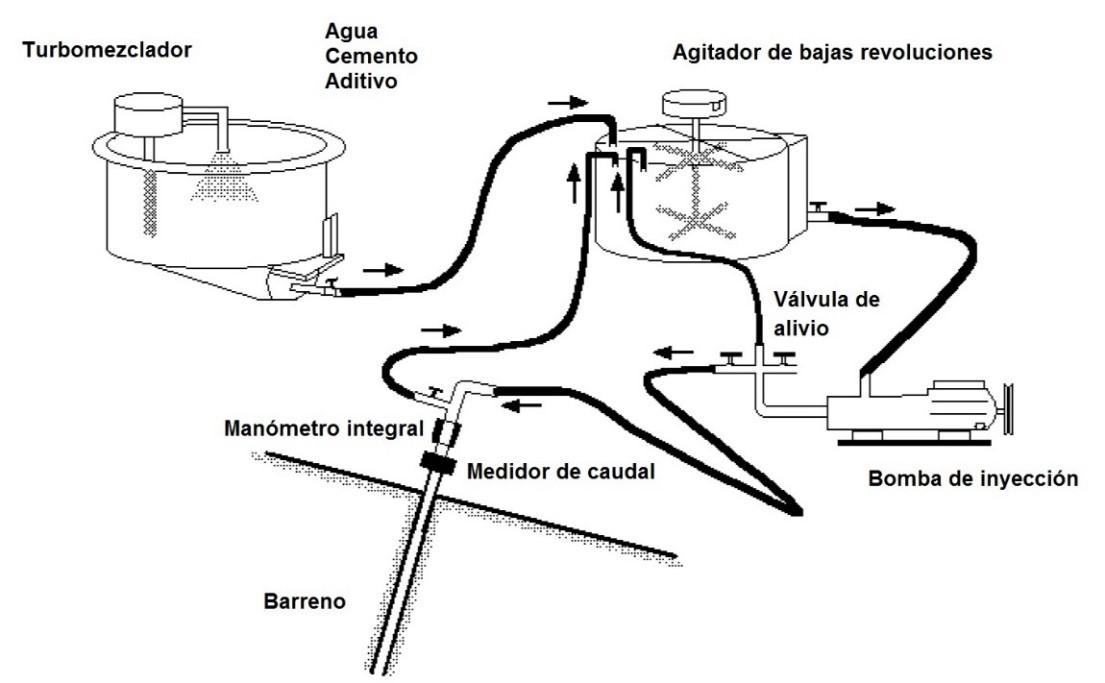
El equipo empleado para la elaboración de las mezclas de cemento consta de un turbo mezclador de altas revoluciones (más de 1250 rpm); un mezclador de bajas revoluciones (de 60 a 80 rpm) que mantiene en agitación la mezcla durante la inyección; bombas de tornillo sinfín o de doble pistón con capacidad de inyección variable de 0 a 60 l/min y presión ajustable de 0 a 3 o 4 MPa; obturadores mecánicos, neumáticos o hidráulicos y manómetros registradores (Figura 5).
Figura 5. Esquema del equipo de inyección (Cambefort, 1968)
El tiempo de inyección está relacionado con la evolución de la viscosidad del material inyectado, con la presión de inyección admisible y con el radio efectivo (Bielza, 1999). En las suspensiones de cemento, el tiempo de inyección se limita a 2-4 horas. Cuando comienza la hidratación total, se inicia el fraguado del cemento. La lechada es bombeable desde la fase de agitación hasta su inyección, y también después del inicio de la hidratación. Sin embargo, tras ese comienzo la resistencia final del material se reduce. Por tanto, no se aconseja la inyección de suspensiones en condiciones de hidratación. Las resistencias normales a la compresión simple oscilan entre 5 y 50 MPa a los 28 días. El tiempo de fraguado aumenta con la relación agua/cemento. Así, las lechadas de cemento fraguan en unas 4-5 horas, pero si están muy diluidas, este periodo se puede alargar a las 10-15 horas. Incluso algunas lechadas con relaciones agua/cemento mayores a 10 nunca llegan a fraguar.
Como las lechadas de cemento son inestables, su velocidad de flujo disminuye rápidamente a medida que aumenta la distancia desde la perforación hasta la zona de inyección, lo que provoca que las partículas se sedimenten en una proporción menor según la relación agua/cemento de la mezcla. Es decir, cuanto mayor sea la dosificación del mortero, más elevada será la velocidad crítica de sedimentación. Por ello, se aconseja que la lechada inicial tenga una dosificación baja, por ejemplo, una relación a/c de 10:1 a 15:1, para evitar los taponamientos prematuros. La dosificación ideal sería la menor que permita alcanzar la contrapresión de rechazo establecida de antemano. En la práctica, la dosificación inicial se determina a partir del resultado del ensayo de agua (Lugeon).
Para aumentar la penetrabilidad, se aconseja el uso de cemento de alta finura de molienda o de microcemento. Se evitan las bóvedas de granos al atravesar los intersticios mediante mezclas muy fluidas, denominadas mezclas medias. Sin embargo, el tratamiento de impregnación en masa no resulta aconsejable para este tipo de suspensiones inestables. Para que una inyección inestable sea factible o no resulte muy complicada, el tamaño mínimo de las partículas del terreno debería situarse entre 5 y 10 mm. Además, en terrenos con un 10% de finos ya no es factible inyectar cemento. En arenas y gravas se hincan tubos de punta perdida, un tubo de inyección cada 4 m² aproximadamente, inyectándose en zonas de unos 50 cm de altura. Si las inyecciones son con lechadas de cemento de molido normal y de tamaños muy diferentes (0 a 160 μm), no se pueden utilizar en fisuras de abertura inferior a 0,1 mm ni en suelos arenosos de tamaño inferior a 0,8 mm, pues se produce un filtrado de las partículas y la lechada no penetra en el terreno (Schulze y Simmer, 1978). Es decir, las arcillas no pueden inyectarse. Por el contrario, si los huecos son demasiado grandes, se deposita inmediatamente la lechada, dando a la inyección un radio de acción muy pequeño.
En cambio, la aplicabilidad de las lechadas de cemento se encuentra plenamente justificada en el caso de macizos rocosos fisurados (presencia de diaclasas, planos de debilidad, estratificación). La presión del fluido disminuye con la distancia y la velocidad, lo que provoca la sedimentación. Son habituales los taladros de 60 a 90 mm, separados entre 2 y 5 m, según la roca. La lechada de cemento se inyecta en capas de 3 a 5 m de espesor, según el porcentaje de finos a cerrar.
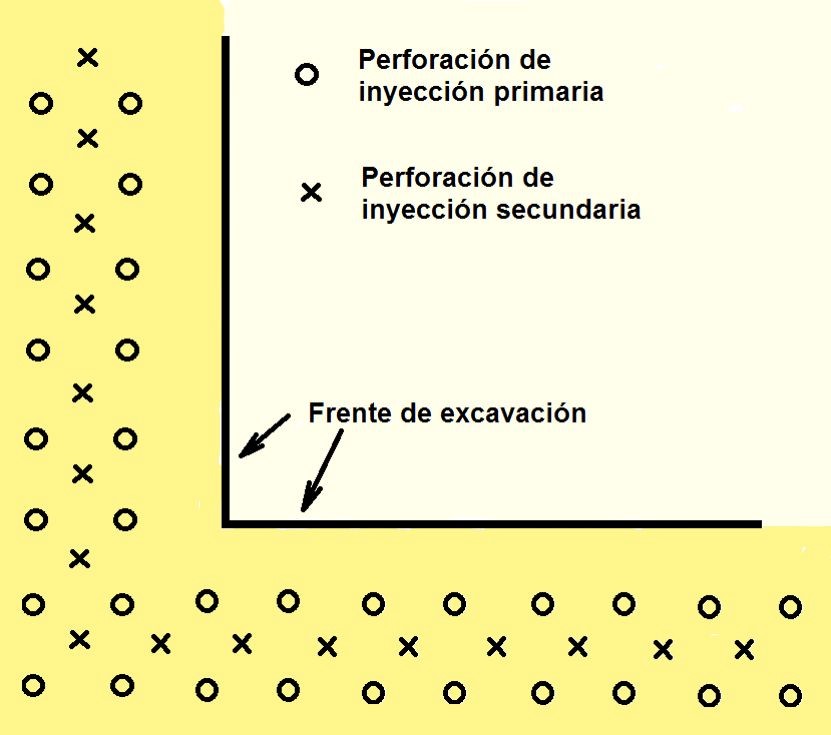
En rocas o materiales gruesos, se puede realizar una excavación por debajo del nivel freático, colocando una cortina de mortero inyectado. Tomlinson (1982) recomienda dos filas de perforaciones para una inyección primaria con sus centros separados de 3 a 6 m en ambas direcciones, con unos segundos taladros, incluso terceros, entre ellos (Figura 6). Una regla empírica habitual para inyectar pasta en las grietas de los estratos rocosos es aplicar 0,07 kg/cm² por cada 30 cm de profundidad de la perforación. Se aplica una mayor presión en las inyecciones secundarias y terciarias según la eficacia de la inyección primaria.
Figura 6. Disposición de perforaciones para formar una cortina impermeable mediante la inyección de lechada de cemento alrededor de una excavación. Adaptado de Tomlinson (1982)
La presión de inyección de las lechadas inestables constituye uno de los parámetros de diseño más importantes, pues favorece la apertura de las fisuras en una roca fisurada. Esta presión puede alcanzar entre 8 y 9 MPa. La presión facilita la expulsión del exceso de agua y permite corregir errores en la dosificación. Agranda tanto la longitud de penetración como las fisuras existentes, y crea nuevas. Independientemente de la presión de inyección, la calidad del cemento depositado en las fisuras aumenta con dicha presión.
Por otra parte, la lechada discurre casi en paralelo a los planos de estratificación o de diaclasas del macizo rocoso. Las fisuras perpendiculares a la inclinación general del macizo son artificiales y se producen en capas menos resistentes bajo la acción de presiones superiores a 10 MPa.
La mayor parte de los tratamientos de inyección en roca se relacionan con la construcción y el mantenimiento de presas y túneles, así como con algunas aplicaciones en minería. Se trata de obras subterráneas en las que las inyecciones buscan reducir y controlar la filtración de agua. Suelen ser habituales las lechadas de cemento, aunque en algunos casos se han realizado inyecciones químicas y con resina.
Hay que apuntar, por último, que actualmente se utilizan las mezclas estables en la mayoría de los tratamientos de inyección y consolidación debido a sus mejores propiedades reológicas. Sin embargo, si el terreno no presenta muchas dificultades, las inyecciones con lechadas inestables son un método económico y eficaz.
Referencias:
BELL, F.G. (1993). Engineering treatment of soils. E & F Spon, Londres.
BIELZA, A. (1999). Manual de técnicas de tratamiento del terreno. Carlos López Jimeno, Madrid, 432 pp.
CAMBEFORT, H. (1968). Inyección de suelos. Omega, Barcelona.
HOULSBY, A.C. (1990). Construction and Design of Cement Grouting. John Wiley & Sons, Inc, New York.
SCHULZE, W.E.; SIMMER, K. (1978). Cimentaciones. Editorial Blume, Madrid, 365 pp.
TOMLINSON, M.J. (1982). Diseño y construcción de cimientos. URMO, S.A. de Ediciones, Bilbao, 825 pp. POWERS, J.P. (1992). Construction dewatering: New methods and applications. Ed. Wiley et al., New York.
Figura 1. Retroexcavadora Cat 663 EH. https://www.diariomotor.com/tecmovia/2012/10/18/caterpillar-anade-un-sistema-hibrido-hidraulico-para-reducir-el-consumo-de-sus-excavadoras/
La adquisición de maquinaria en una empresa constructora es un aspecto de vital importancia para su rentabilidad económica, tanto actual como futura. Por tanto, la selección de los equipos deberá basarse en un estudio económico en profundidad. A continuación, se describen los elementos condicionantes y los criterios de selección.
La situación económica y financiera de la empresa, el tipo de trabajos que realiza, el estado del parque de maquinaria, la política y la estrategia empresarial, el escenario económico y las perspectivas de nuevas obras son factores que influyen en la selección de la maquinaria y en su posible adquisición. Sin embargo, la tipología de los trabajos, la capacidad de producción necesaria, la flexibilidad ante cambios en las condiciones, la fiabilidad y el servicio posventa son las condiciones que rodean el problema de la elección de la máquina más conveniente.
Para la selección, se procurará la unificación de los equipos (mayor simplicidad en el manejo, la conservación y la reparación, menor inventario de repuestos, simplificación de la formación y de la documentación), se considerará la adecuación de las máquinas que han de trabajar en equipo, se analizarán los costes de mantenimiento (consumos de combustibles, materiales de conservación y piezas de desgaste) y se estimarán las producciones previsibles. Además, deben valorarse los costes de los transportes de ida y vuelta, los montajes y los desmontajes, la matriculación y los seguros. La elección de la máquina idónea para una obra determinada depende de factores tales como la situación geográfica de la obra y la facilidad de sus accesos, la climatología, la tipología del terreno, el tipo de energía disponible, el plazo de ejecución, la forma y extensión de las obras, etc.
Tabla 1. Factores que influyen en la elección del tipo de maquinaria
Ubicación de la obra
Zona industrial
Zona urbana
Zona periurbana
Altitud
Forma y extensión de la obra
Reducida
Extensa
Lineal
Puntual
Tipología del terreno
Arenoso
Arcilloso
Rocoso
Anegado
Accesos
Facilidad de transporte
Viales
Carreteras
Caminos
Puentes
Túneles
Personal
Disponibilidad
Calificación
Topografía
Plana
Pendiente
Irregular
Abrupta
Climatología y microclima
Temperaturas extremas
Vientos dominantes
Precipitación máxima
Nieve
Consumos
Combustibles
Lubricantes
Calidad de ejecución
Trabajos de precisión
Trabajos de volumen
Otros
Energías a emplear
Nivel freático
Agua potable
Mantenimiento
Plazo de ejecución
Existen diversas marcas y modelos de máquinas capaces de satisfacer los condicionantes del trabajo requerido. La mejor opción depende del precio de la máquina, del rendimiento previsible y de otros factores como la calidad del servicio posventa, el precio de los repuestos y la rapidez en su suministro, entre otros. El precio de lista de los catálogos de venta puede variar considerablemente según los descuentos, la entrega de la máquina usada, las condiciones de pago y los intereses. El rendimiento previsible es el factor más importante a la hora de elegir la máquina, pero es difícil de estimar a menos que se tenga experiencia previa o se realicen demostraciones reales con el nuevo modelo. Por último, la adquisición de una máquina nueva es una opción tan válida como la compra de maquinaria usada, el alquiler u otros sistemas de financiación como el leasing.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
La adopción de los Objetivos de Desarrollo Sostenible en 2015 exige un cambio de paradigma en la concepción de las infraestructuras. La evaluación de los impactos derivados de las fases de construcción, servicio y cierre de una infraestructura está, por tanto, en el punto de mira de la comunidad investigadora. Dado que el sector de la construcción es uno de los principales estresores del medio ambiente, recientemente se ha prestado mucha atención al diseño estructural desde las perspectivas económicas y medioambientales. Sin embargo, para que una infraestructura sea sostenible, es necesario tener en cuenta también la dimensión social. La evaluación de los impactos sociales de los productos aún se encuentra en una fase muy inicial, por lo que la inclusión de los aspectos sociales en el proyecto de las estructuras suele pasarse por alto. En este estudio se comparan los resultados de la evaluación del ciclo de vida de siete alternativas de diseño de un puente en un entorno costero. Se aplican dos enfoques: el primero considera los aspectos económicos y medioambientales de cada diseño, y el segundo incluye varios impactos sociales desarrollados específicamente para la evaluación de infraestructuras. Estos impactos sociales consideran cuatro partes interesadas: los trabajadores, los consumidores, la comunidad local y la sociedad. Los resultados muestran que la inclusión de los aspectos sociales dará lugar a diferentes opciones preferidas en comparación con los enfoques bidimensionales convencionales. En este caso, el diseño con hormigón adicionado de humo de sílice obtiene un 11 % mayor rendimiento en términos de sostenibilidad que la mejor solución resultante de una evaluación convencional.
Referencia:
NAVARRO, I.J.; YEPES, V.; MARTÍ, J.V. (2021). Sustainability life cycle design of bridges in aggressive environments considering social impacts. International Journal of Computational Methods and Experimental Measurements, 9(2):93-107.
Figura 1. ¿Qué factores influyen en la producción de un equipo?
En un artículo anterior se describió cómo determinar la producción de los equipos. A continuación, profundizaremos en los factores que determinan la producción de un equipo. En efecto, para el responsable de una obra es imprescindible conocer los factores que influyen en los rendimientos de sus máquinas. Este conocimiento puede corregir y elevar los valores de la productividad. Dichos factores son los siguientes:
Factor de disponibilidad Fd: relación entre el tiempo disponible y el tiempo laborable real. Si su valor es bajo, se deben investigar las causas: mala conservación, lentitud en las reparaciones, falta de repuestos, mal estado de la máquina o baja fiabilidad.
Factor de utilización Fu: Relaciona el tiempo de utilización con el de disposición. Nos indica la calidad de la organización y de la planificación de la obra. Un valor bajo de este factor puede deberse a una mala programación, a la falta de comunicación entre los mandos, a la falta de previsión de tajos alternativos, etc.
Eficiencia horaria, factor de eficacia o factor operacional Fe: es el cociente entre la producción media por hora de utilización y la producción tipo de una máquina. Considera las horas de trabajo no productivo dedicadas a diversas tareas, como traslados, preparación de tajo o tareas auxiliares. Depende fundamentalmente de la selección del personal y del método de trabajo. Normalmente su valor oscila entre 1,2 y 0,8.
Con estos tres factores se puede calcular la producción media por hora de utilización de una máquina Pl. En efecto:
Conviene destacar que, de los tres factores que corrigen la producción tipo solo el factor de disponibilidad depende directamente de la máquina y equipo de mantenimiento; los otros dependen de la organización de la obra, de la selección del personal y del método de trabajo. En las Tablas 1 y 2 se consideran los factores de producción en función de las condiciones de trabajo, de la organización de la obra y de los incentivos. Tienen carácter estimativo, por lo que sería aconsejable ajustar los coeficientes en cada caso.
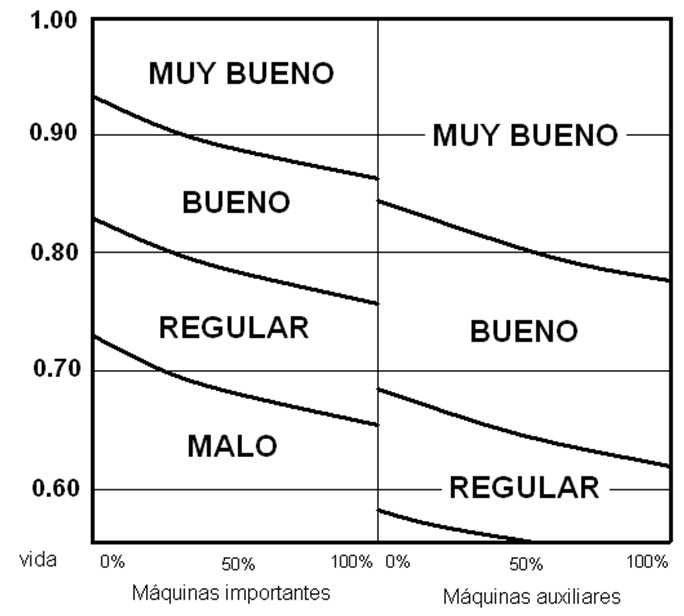
Figura 2. Factor de disponibilidad en una obra (Rojo, 2010)
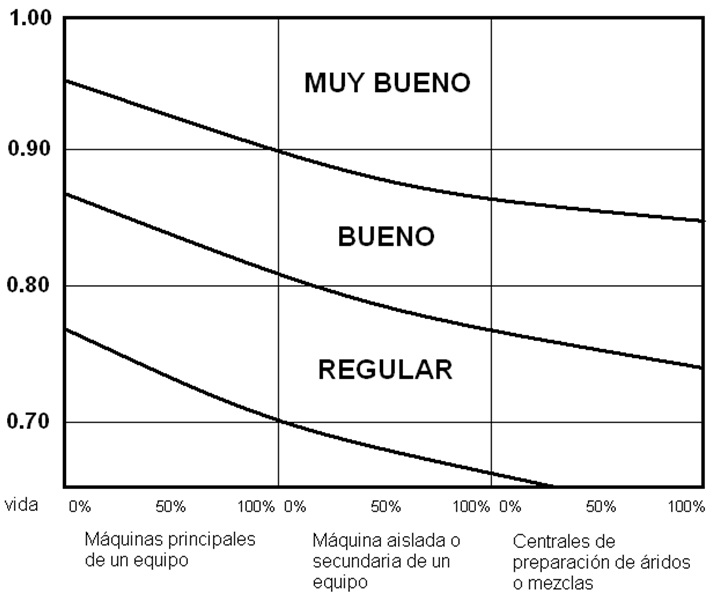
Figura 3. Factor de utilización según la importancia del equipo
Es posible definir un par de índices complementarios a los anteriores. Se denomina índice de paralizaciones p a la relación entre las interrupciones debidas a la organización de la obra, al mal acoplamiento de máquinas, a las paradas por averías de otras máquinas, etc., y el laborable real.
Se llama factor de aprovechamiento Fa al cociente entre el tiempo de utilización de una máquina y el laborable real.
En las Tablas 1 y 2 se presentan algunas estimaciones groseras de los factores de producción, válidas por la falta de datos más precisos.
Tabla 1. Estimación del producto entre la eficiencia horaria y el factor de utilización
Tabla 2. Estimación de la eficiencia horaria según los incentivos y la organización
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
ROJO, J. (2010). Manual de movimiento de tierras a cielo abierto. Fueyo Editores, S.L., Madrid, 926 pp.
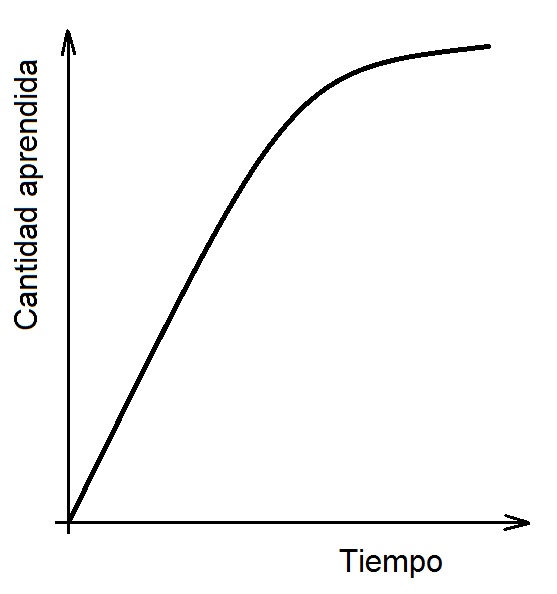
Figura 1. Curva de aprendizaje, que indica la cantidad aprendida en relación con el tiempo
Todos conocemos el fenómeno por el cual, a medida que se aprende a realizar una tarea determinada, disminuye el número de errores y, por tanto, aumenta la productividad. Este fenómeno se ha cuantificado mediante evidencia empírica en una gran variedad de industrias y productos, y, evidentemente, también puede aplicarse al sector de la construcción.
En economía, la curva de aprendizaje (Figura 1) se define como la que describe el grado de éxito alcanzado a lo largo del proceso de aprendizaje en función del tiempo transcurrido. En efecto, a medida que aumenta el número de ciclos o repeticiones, el tiempo o el coste necesario para producir un bien o servicio disminuye, por lo que la productividad aumenta con el tiempo. En la Figura 1, el ritmo de aprendizaje es alto al principio, pero luego tarda más en aprender cosas nuevas. Sin embargo, puede haber tareas en las que resulte difícil aprender al principio, lo que puede suponer una barrera de entrada; luego, todo se vuelva más sencillo.
El aprendizaje puede producirse en distintas escalas dentro de una organización (Serpell, 2002). Así, puede haber aprendizaje organizacional, personal y grupal. La organización puede aprender mejorando su coordinación, sus métodos de trabajo, sus medios de producción o aumentando la formación de sus empleados. En las personas se da una etapa de aprendizaje de la operación, en la que la productividad crece rápidamente, y otra de adquisición de experiencia, en la que la mejora es más gradual. Por otra parte, un grupo puede aprender, en parte, porque aprenden las personas y también porque aprende la organización.
En el caso de la construcción, el aprendizaje se ve afectado por una serie de factores propios de este sector. Por una parte, cada obra es singular y presenta un bajo número de repeticiones, salvo en el caso de la prefabricación u de obras muy específicas con un gran número de ciclos repetitivos. La improvisación, especialmente en la gestión de la obra (organización, dirección, planificación y control), afecta negativamente al proceso de aprendizaje. También influyen negativamente en la curva de aprendizaje la falta de coordinación y de continuidad en los trabajos, y la alta rotación del personal dentro de una obra. Otros factores, como la falta de formación previa de muchos operarios o de motivación, también entorpecen el proceso de aprendizaje.
A continuación, analizamos un modelo analítico de la curva de aprendizaje, que suele ser de tipo logarítmico, aunque existen otras fórmulas de cálculo.
donde
YN = esfuerzo necesario para producir la enésima unidad
K = esfuerzo necesario para producir la primera unidad
N = contador del número de unidades producidas, comenzando por la primera unidad
S = constante que es una medida de la tasa de aprendizaje
La constante S es negativa, pues el esfuerzo por unidad disminuye a medida que aumenta la producción. Suele medirse el esfuerzo por unidad en función del tiempo, del coste u otra medida equivalente. En la Figura 2 se muestra una curva de aprendizaje típica.
Figura 2. La curva de aprendizaje
Este modelo asume que la reducción porcentual del esfuerzo necesario por unidad es constante cada vez que se duplica la producción o número de unidades, es decir, para cualquier valor de S, se tiene que:
Se llama R = 2S al factor de aprendizaje, que es la proporción entre el esfuerzo necesario para 2N y el requerido para N. De esta forma, S = log R/log 2. Por ejemplo, para un factor de aprendizaje del 95%, S = -0,0740. Según estudios de Naciones Unidas (Serpell, 2002), el factor de aprendizaje para la construcción se sitúa entre el 80% y el 95%.
Si integramos la curva de aprendizaje, se puede obtener el esfuerzo total para N unidades:
Y el esfuerzo medio acumulado sería el siguiente:
Para comprobar si habéis entendido bien este modelo, os lanzo el siguiente reto: estimar el número de horas-hombre necesarias para construir 100 casas iguales por la misma cuadrilla de albañiles, sabiendo que han tardado 200 horas-hombre en construir la primera casa y que el factor de aprendizaje es del 90 %. La solución es 117,12 horas-hombre. Si tuviéramos dos cuadrillas, cada una de las cuales hiciera 50 casas, ¿cuántas horas-hombre serían necesarias ahora? La solución es 130,13 horas-hombre.
A continuación, os dejo un vídeo explicativo que espero os resulte de utilidad.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
SERPELL, A. (2002). Administración de operaciones de construcción. Alfaomega, Ediciones Universidad Católica de Chile, Colombia.
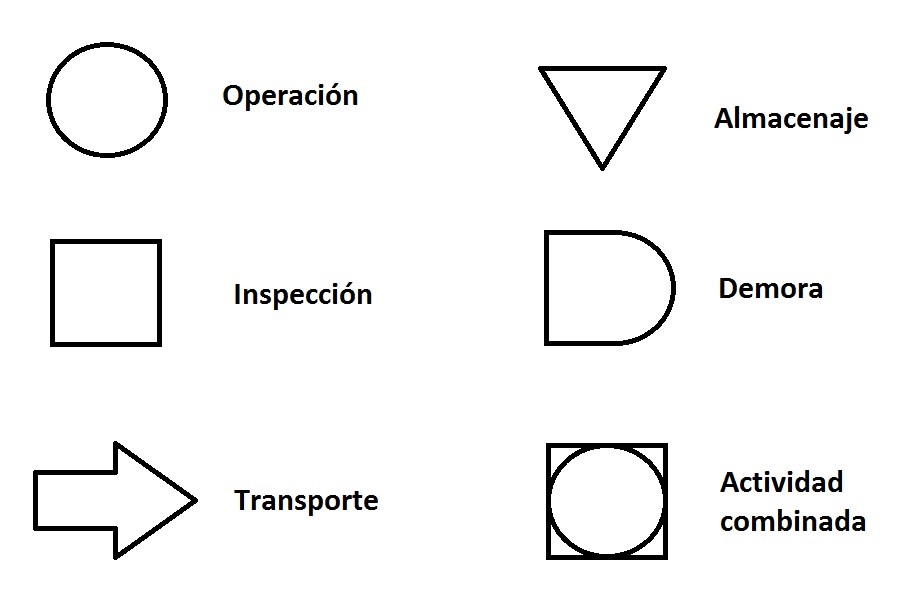
Según la American Society of Mechanical Engineers (ASME), el diagrama de proceso es una representación gráfica de los acontecimientos que ocurren durante una serie de acciones u operaciones, así como de la información relacionada con ellos. Durante un proceso tienen lugar cinco tipos de acciones: operación, transporte, inspección, almacenamiento y demora. En la Figura 1 se muestran los símbolos utilizados para estas acciones o para su combinación.
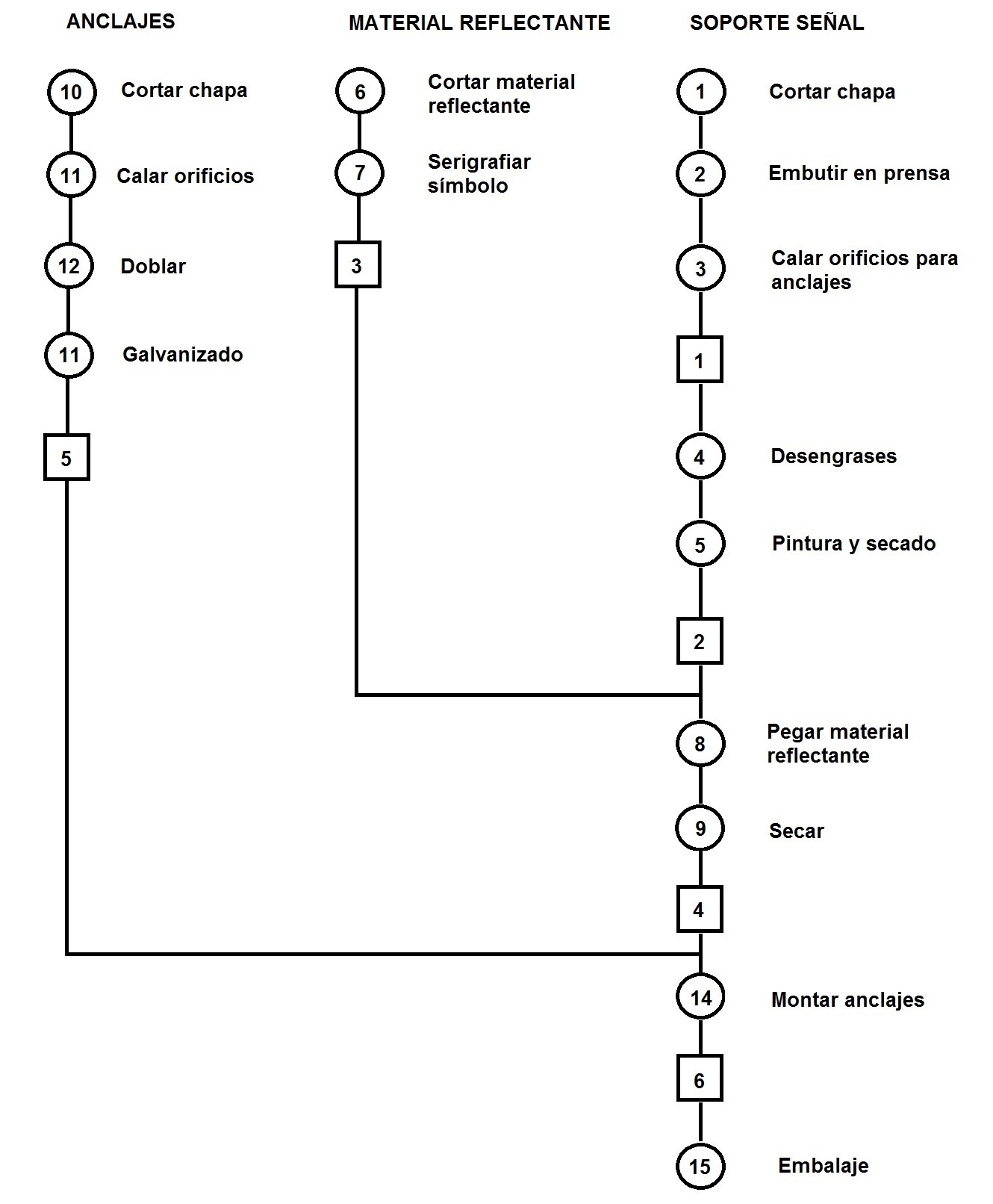
El diagrama de operaciones del proceso (operation process-chart) es una representación gráfica de los puntos de entrada de los materiales en el proceso, de la secuencia de inspecciones y de todas las operaciones, excepto las relacionadas con el manejo de materiales. También incluye información relevante para el análisis, como el tiempo necesario y la ubicación. Este diagrama es útil cuando se va a iniciar el estudio de un proceso complejo o cuando se quiere implantar un nuevo proceso, con el fin de asegurarse de que no se pasa por alto ninguna fase importante. Es una representación gráfica de los puntos en los cuales se introducen los materiales en el proceso y de la secuencia de las inspecciones y de todas las operaciones, excepto las comprendidas en el manejo de materiales. Abarca, además, información de interés para el análisis, como el tiempo requerido y la ubicación. Este diagrama puede utilizarse con provecho cuando se va a iniciar el estudio de un proceso complicado, y también cuando se quiere implantar un nuevo proceso, con el fin de asegurarse de que ninguna fase importante se pasa por alto.
Figura 2. Diagrama de las operaciones del proceso. Fabricación de una señal de tráfico
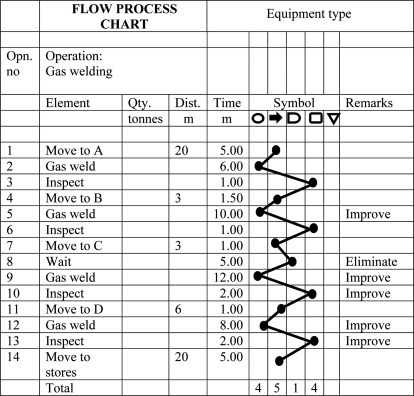
El diagrama de análisis del proceso del recorrido (flow process-chart) es una representación gráfica de todas las operaciones, transportes, inspecciones, demoras y almacenajes que tienen lugar durante el proceso o procedimiento, incluyendo información de interés para el análisis, como la relativa al tiempo requerido y a la distancia recorrida.
Las fases que se siguen para construir este diagrama son las siguientes:
Determinar el producto a seguir y la unidad del mismo a la que se refiere el diagrama.
Apuntar todas las fases del proceso, anotando una breve definición de cada una.
Unir con trazos los símbolos de las fases consecutivas.
Medir las distancias recorridas en los medios de transporte.
Medir la duración de cada actividad.
Figura 3. Diagrama del análisis del proceso del recorrido (flow process-chart)
A continuación, os dejo un vídeo explicativo de esta herramienta.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Figura 1. Aumentar la disponibilidad de un equipo en obra es un factor clave para la productividad. Imagen: V. Yepes
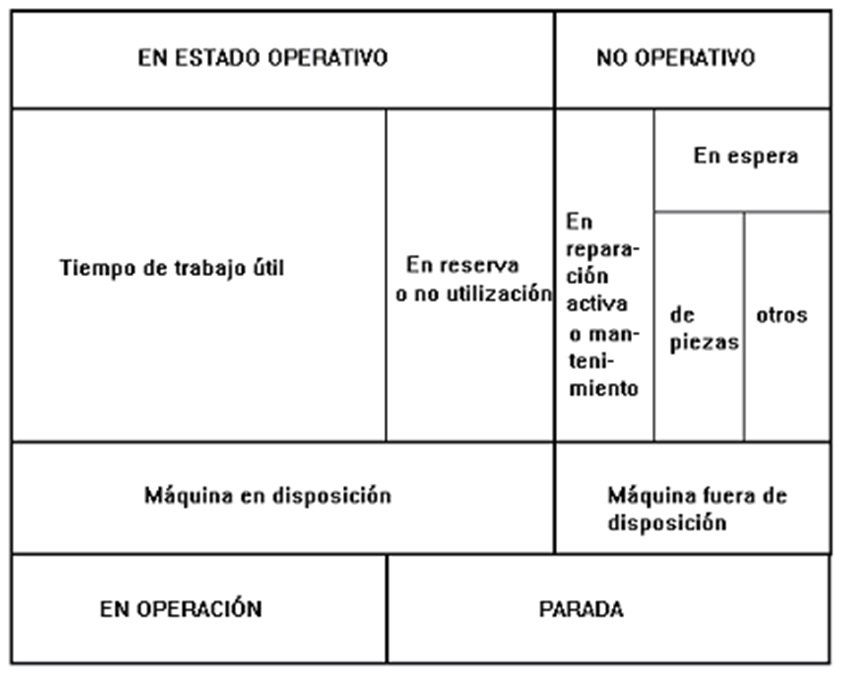
En un artículo anterior discutimos los distintos componentes del fondo horario de una máquina, o lo que es lo mismo, nos hicimos la siguiente pregunta: ¿Por qué las máquinas pierden tanto tiempo en las obras? Ahora vamos a analizar el concepto de disponibilidad, estrechamente relacionado con lo expuesto en aquel artículo.
Una máquina se considera disponible cuando se encuentra en estado operativo, es decir, en tiempo de disposición. La disponibilidad en obra o factor de disponibilidad Fdse define como el cociente entre el tiempo en que una máquina se encuentra en estado operativo y el tiempo laborable real.
La disponibilidad intrínsecad es el cociente entre el tiempo de utilización y el tiempo laborable real, sin tener en cuenta las paradas ajenas a la máquina debidas a tiempo disponible no utilizado (mala organización de obra, etc.). Valores bajos de estos factores se deben a causas tales como la mala conservación, la lentitud en las reparaciones, la falta de repuestos, el mal estado de la máquina, etc.
Los componentes de la disponibilidad se representan en la Figura 2.
Figura 2. Componentes de la fiabilidad
Suponiendo que las averías ocurren dentro de la jornada laboral, pero el mantenimiento se realiza fuera de esta, la disponibilidad intrínseca se define, en términos estadísticos, como la probabilidad de que una máquina funcione satisfactoriamente en un momento dado o de que no presente averías que no puedan ser reparadas en un período de tiempo máximo permitido; es decir, sería el porcentaje del tiempo medio durante el cual el sistema está disponible para el servicio.
donde TMEF es el tiempo medio entre fallos y TMDR es el tiempo medio de reparación.
Desde la perspectiva de la disponibilidad, las máquinas se clasifican en dos grupos:
1.- Principales, cuyo fallo paraliza la producción de un equipo de máquinas: excavadoras, cargadoras, tractores empujadores de mototraíllas, etc. Precisan de una elevada disponibilidad.
2.- Máquinas de producción trabajando solas, y máquinas secundarias en equipo con otras: buldócer, excavando o ripando, retroexcavadoras en zanjeo, camiones y dúmperes, mototraíllas, compactadoras, etc.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Figura 1. Maquinaria auxiliar, habitual en alquiler. Imagen: V. Yepes
Una opción interesante frente a la compra de maquinaria es alquilar las máquinas más comunes y disponibles en el mercado. El alquiler permite reducir el tiempo de inactividad en las obras y evitar que las máquinas queden paradas en momentos de recesión. Por otro lado, la competencia entre las empresas dedicadas al alquiler permite encontrar buenos precios.
También hay otras motivaciones que aconsejan el alquiler frente a la compra: la falta de recursos financieros suficientes en la empresa, una cartera de obras reducida o heterogénea, la dispersión geográfica de las obras, el bajo uso de las máquinas o la falta de mano de obra cualificada. De forma similar al alquiler, existen pequeños subcontratistas que cuentan con máquinas y subcontratan parte de la obra (voladura, movimiento y compactación de tierras, extensión de firme, etc.).
El alquiler puede realizarse con conductor (maquinaria de movimiento de tierras, compactación, etc.) o sin conductor (generadores eléctricos, compresores, etc.). El periodo de alquiler puede ser por horas o por varios meses. También se puede facturar por horas de funcionamiento o de permanencia en la obra.
En la Figura 2 se representa la influencia del coste de la maquinaria según su uso. El alquiler resulta interesante siempre que los costes lo aconsejen, lo cual está relacionado con un bajo grado de utilización de la maquinaria. En empresas pequeñas o medianas, puede considerarse el alquiler de una máquina cuando no se superen las 1000 horas de trabajo anuales.
Figura 2. Conveniencia del alquiler frente a la compra de maquinaria
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
 Tengo el placer de compartir con todos vosotros, de forma totalmente abierta, un libro que he editado junto con el profesor José V. Martí. La labor de editar libros científicos es una oportunidad para seleccionar a los autores y los temas que destacan en un ámbito determinado. En este caso, la construcción sostenible.
Tengo el placer de compartir con todos vosotros, de forma totalmente abierta, un libro que he editado junto con el profesor José V. Martí. La labor de editar libros científicos es una oportunidad para seleccionar a los autores y los temas que destacan en un ámbito determinado. En este caso, la construcción sostenible.