La excavación de túneles en arcillas y areniscas, terrenos comunes en Inglaterra, ha dado origen al método de construcción conocido como “procedimiento de construcción de túneles a sección completa” o “método de ataque a plena sección”.
Este método se utiliza en túneles de pequeña sección, con un diámetro no mayor de 15 m², y permite corregir cualquier imprevisto durante la excavación. Fue empleado en el primer túnel subterráneo bajo el Támesis en 1825, gracias a la utilización de un escudo de frente abierto.
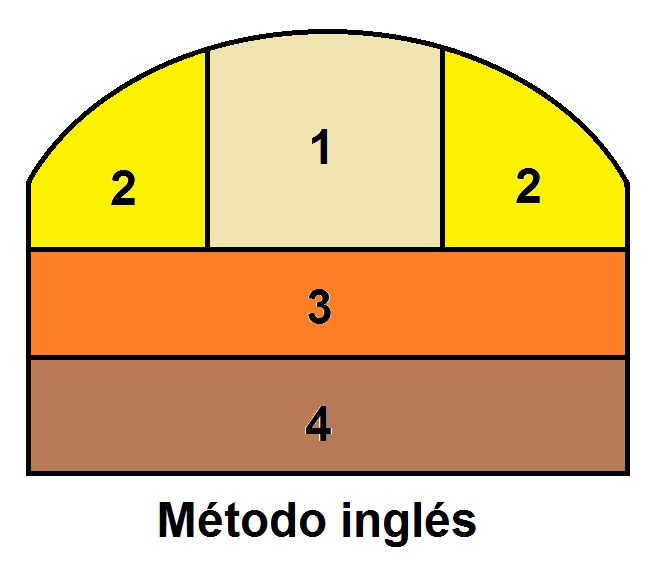
El proceso de excavación comienza con la creación de una galería central de pequeña sección y fácil control, con un diámetro aproximado de 3 m² y una longitud de entre 3 y 4 metros. La seguridad de la galería se asegura mediante el uso de puntales y tablones o placas metálicas. Una vez estabilizada la primera fase, la excavación se expande hacia los laterales en la segunda fase, lo que permite una mayor velocidad de ejecución. Posteriormente, la excavación se realiza en franjas horizontales en las fases 3 y 4. Una vez completada la excavación de la sección completa del túnel, se procede al revestimiento, comenzando por la solera o contrabóveda.
Este procedimiento de construcción tiene la ventaja de que el hormigonado se puede ejecutar de manera continua, lo que evita la necesidad de juntas y previene posibles asentamientos. Sin embargo, es importante tener en cuenta que no se termina de hormigonar hasta que se haya excavado todo, lo que puede generar riesgos en el sostenimiento en cualquier momento. Por esta razón, es necesario que el material tenga una cohesión mínima para poder excavar la destroza y la contrabóveda en una única fase. Este método también se puede aplicar en roca, cuando no es necesario revestir.
A continuación, os dejo un vídeo sobre la construcción del metro bajo el Támesis, obra de Sir Marc Isambard Brunel. Espero que os guste.
Referencias:
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Apuntes de la Universitat Politècnica de València. Ref. 530, 165 pp.
Los ligantes hidrocarbonados son productos bituminosos viscosos, preparados a partir de hidrocarburos naturales que poseen propiedades aglomerantes. Son de un color oscuro (casi negro), carácter termoplástico (variación de la consistencia con la temperatura) y buena adhesividad con los áridos. Dentro de este grupo genérico, se pueden dividir dos subcategorías:
Ligantes básicos: betunes y alquitranes
Ligantes derivados: betunes fluidificados, betunes fluxados, emulsiones de betún, ligantes mixtos (compuestos y modificados) y ligantes fillerizados
El betún y el alquitrán son productos básicos. El betún es una mezcla de hidrocarburos naturales completamente solubles en sulfuro de carbono, mientras que el alquitrán se obtiene por destilación destructiva de materias orgánicas y no son solubles en sulfuro de carbono. Sin embargo, el alquitrán presenta un mayor envejecimiento que el betún y se han eliminado en la regulación española como productos regulados por el Pliego de Prescripciones Técnicas Generales para obras de carreteras y puentes (PG-3) debido a que son productos cancerígenos.
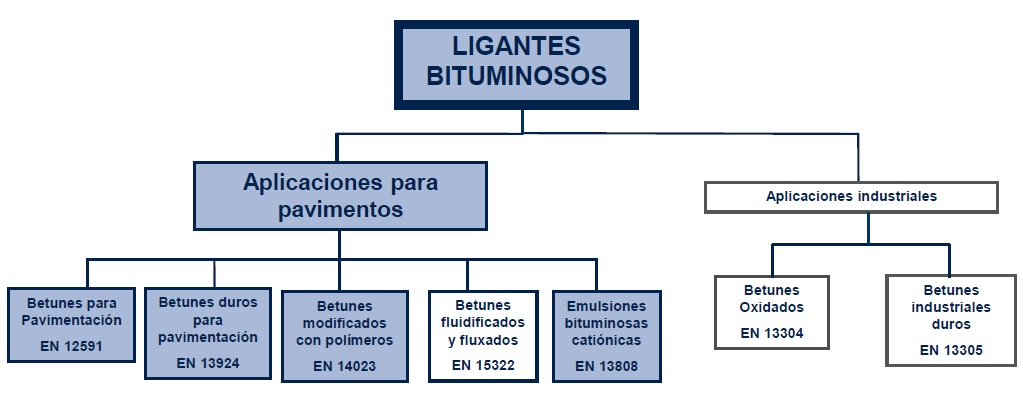
Es importante señalar que los ligantes bituminosos requieren obligatoriamente del marcado CE para la libre circulación de productor por la Unión Europea, siendo responsabilidad del fabricante. En la figura que sigue podemos ver las normas que rigen los requisitos de estos ligantes.
Normas que regulan los distintos ligantes bituminosos
Los betunes asfálticos o de destilación son ligantes obtenidos como producto final en las refinerías de crudo asfáltico o como residuo en todas las refinerías de petróleo. Son productos bituminosos sólidos o viscosos, naturales o preparados a partir de los hidrocarburos naturales por destilación, oxidación o cracking, que contienen un pequeño porcentaje de productos volátiles, poseen características aglomerantes y son esencialmente solubles en sulfuro de carbono. Se clasifican por su mayor o menor consistencia en el ensayo de penetración (por lo que reciben el nombre de betunes de penetración). Los asfaltos propiamente dichos serían una mezcla de betunes con impurezas insolubles en sulfuro de carbono (sílice, arena, arcilla), en una proporción superior al 5%, y por tanto, a diferencia de los betunes, no son solubles en su totalidad en tolueno. Los betunes asfálticos se caracterizan mediante el ensayo de penetración y el de anillo y bola para medir el punto de reblandecimiento del betún en unas determinadas condiciones. El betún, con el tiempo, experimenta un envejecimiento, sin duda debido a una oxidación. Los rayos ultravioletas del sol también le atacan, así como el prolongado contacto con el agua estancada y sobre todo, la saturada de cal a 50ºC. Los betunes para pavimentación siguen la norma armonizada UNE-EN 12591 y el artículo 211 de la norma española PG-3.
Los betunes modificados con polímeros son ligantes hidrocarbonados cuyas propiedades reológicas han sido modificadas durante la fabricación por el empleo de uno o más polímeros orgánicos. Las fibras orgánicas no se consideran modificadores del betún. Se denominan en el artículo 212 del PG-3 con las letras PMB seguidas de tres números; los dos primeros representativos de su penetración mínima y máxima, y el tercero representativo del punto de reblandecimiento. Las especificaciones de estos betunes siguen la norma UNE-EN 14023.
Los betunes fluidificados o «cut-backs» son ligantes obtenidos por adición a un betún de fracciones más o menos volátiles, procedentes de la destilación del petróleo. Aparecieron para facilitar el empleo de betunes de penetración en situaciones cuando las temperaturas o el tipo de tratamiento exigen unas viscosidades de aplicación menores que las que se obtienen calentando fuertemente el material. El betún fluxado se obtienen de mezclar betún asfáltico con aceites derivados de la hulla. Su empleo produce el mismo efecto que el de los fluidificados (mejora de la viscosidad a temperaturas menores que las habituales), sólo que con la ventaja de que no tiene problemas de inflamabilidad. Ambos son ligantes de mucha menos consistencia a temperatura ambiente (incluso líquidos). Tras su aplicación, el aceite se evapora a una velocidad característica de cada producto: es el proceso de curado, que permite distinguir los betunes fluidificantes de curado rápido de los de curado medio. Los betunes fluxados solo se clasifican por su viscosidad a determinada temperatura. Para caracterizar tanto las emulsiones fluidificadas y fluxantes, como las bituminosas se realizan los ensayos de viscosidad relativa y de destilación para ver las proporciones en las que se encuentran los diferentes componentes. Sin embargo, estos betunes no aparecen en el PG-3.
Las emulsiones bituminosas son ligantes hidrocarbonados obtenidos de la adición de agua al betún asfáltico. Se emplean para facilitar la puesta en obra del betún disminuyendo su viscosidad y son ideales para aplicarlas en tiempo lluvioso, con áridos húmedos e incluso con temperaturas bajas sin los inconvenientes que presentan habitualmente los betunes fluidificados. Para que la dispersión del betún en el agua sea estable se añaden sustancias que dotan a la emulsión de carácter polar, habiendo así emulsiones aniónicas y catiónicas. Según la polaridad de los áridos, puede ser necesario el uso de un polarizante para poder mejorar la adherencia de la emulsión con el árido. Para que el ligante cumpla el objetivo de aglomerante, debe producirse la separación del agua y el betún; este proceso se denomina rotura y dependiendo de su velocidad se habla de emulsiones de rotura rápida, media y lenta. Las emulsiones aniónicas presentan una buena adhesividad con áridos calizos, pero no aparecen en el PG-3. Las catiónicas presentan una buena adhesividad con áridos silíceos y con la mayoría de los calizos (más usadas).
A continuación os dejo un vídeo explicativo del profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid, sobre los ligantes modificados.
Referencias:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
Busto de Juanelo Turriano realizado por Alonso Berruguete. Wikipedia
Juanelo Turriano o Giovanni Torriani (1501 — 1585) fue un ingeniero e inventor italo-español. Turriano se había forjado como maestro relojero en el taller de su padre y adquirida cierta reputación como ingeniero e inventor, por haber fabricado, entre otros, una grúa mecánica para elevar cañones o una dragadora para la laguna de Venecia.
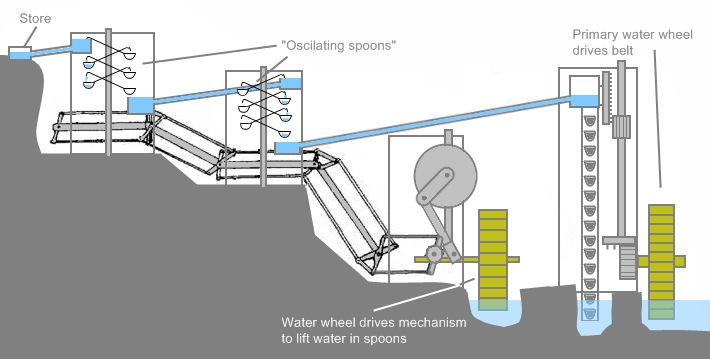
Pero quizá lo más conocido de este inventor sea una máquina hidráulica diseñada en el siglo XVI para llevar agua del río Tajo a la ciudad de Toledo salvando un desnivel de más de 100 metros. La primera subida de agua tuvo lugar el 23 de febrero de 1569 y suministraba a la ciudad 14 100 litros de agua al día, es decir, una vez y media más de lo pactado. Fue uno de los grandes inventos del Renacimiento y alcanzó gran popularidad nacional e internacional, y fue mencionado por muchos escritores del Siglo de Oro en sus obras. Baste decir que, hasta aquella obra, solo se había conseguido subir agua a 40 metros con un tornillo de Arquímedes en Habsburgo.
Artificio de Juanelo Turriano. Wikipedia
Pero creo que lo mejor será que veáis este vídeo donde se explica el funcionamiento del artificio.
La economía circular es una estrategia que tiene por objeto reducir tanto la entrada de los materiales como la producción de desechos vírgenes, cerrando los «bucles» o flujos económicos y ecológicos de los recursos. Actualmente, es la principal estrategia de Europa para generar crecimiento y empleo, con el respaldo del Parlamento Europeo y el Consejo Europeo. De hecho, la Comisión Europea, como órgano colegiado, ha adoptado la eficiencia de los recursos como un pilar central de su estrategia económica estructural Europa 2020».
Os dejo un pequeño vídeo sobre la fabricación del cemento y economía circular de la Fundación Cema.
A continuación, os dejo un artículo de Alejandro López Vidal sobre este concepto aplicado a los prefabricados de hormigón. Actualmente, el autor es el director técnico de la Asociación Nacional de la Industria del Prefabricado de Hormigón (ANDECE). El artículo se publicó recientemente en la Revista Técnica CEMENTO HORMIGÓN, n.º 976 (2016), sobre la economía circular en los prefabricados de hormigón, en línea con el uso más eficiente de los recursos auspiciado por la Comisión Europea.
Los encofrados deslizantes (slip form, en inglés) consisten en un molde de poca altura, capaz de configurar una sección de hormigón vertida en él de forma constante y a la misma velocidad que se eleva dicho molde.
Este se cuelga de unos marcos o caballetes de madera o metal a una serie de dispositivos de elevación soportados por barras metálicas o por otros elementos que se apoyan sobre los cimientos o sobre el hormigón endurecido. El hormigón se vierte en el encofrado y, a medida que se endurece, este se va levantando progresivamente, mientras el encofrado es arrastrado por los dispositivos de elevación de los que está colgado. Se trata de un sistema de encofrado independiente que requiere poco tiempo de grúa durante la construcción.
Los encofrados deslizantes se utilizan preferentemente en obras de gran altura, con sección constante o que varía ligeramente con la altura y con espesores también variables, como ascensores, escaleras, torres, etc. Hoy en día es posible realizar variaciones importantes en el espesor de la sección, aunque ello supone cierta dificultad añadida. En silos y estructuras que así lo permitan, suele utilizarse una grúa torre para hormigonar. Su utilización se ha extendido a estructuras inclinadas complejas y a estructuras compuestas combinables con elementos prefabricados.
El vertido del hormigón, el montaje de las armaduras, de los marcos de puertas y ventanas, de los moldes para crear aberturas, etc., se realiza conforme se eleva el encofrado, a partir de una plataforma de trabajo situada a la altura del borde superior. De esta plataforma se cuelgan, a una altura de 3 o 4 m, una o dos plataformas inferiores, desde las cuales se vigila la calidad del vertido del hormigón. El encofrado deslizante se eleva continuamente a una velocidad de entre 5 y 30 cm por hora, según el endurecimiento del hormigón, para garantizar una cadena tecnológica.
El sistema es rápido, ya que está fuertemente industrializado, pero tiene un alto coste de primera instalación, por lo que solo es rentable con alturas muy importantes (en pilas se prefieren alturas por encima de 70 m) o con alturas menores si el número de piezas que se van a deslizar en la misma obra es muy significativo. El encofrado se puede retirar entre 4 y 12 horas después de colocar el hormigón. El trabajo no se debe interrumpir, aunque es posible adoptando las medidas apropiadas, por lo que se necesitan dos o tres turnos. Esto significa que la construcción puede elevarse entre 1,5 y 6 m al día.
Por tanto, cuando se usa un encofrado deslizante, los procesos de armado, encofrado, hormigonado y desencofrado se ejecutan de forma simultánea y continua. La forma de elevar el molde, que al principio era manual, ahora se efectúa de forma mecánica mediante sistemas hidráulicos, con un ascenso automático y a la velocidad deseada. Existen dos tipos de encofrados deslizantes: los empleados para obras en vertical (silos, pozos, chimeneas, pilas, etc.) y los destinados a obras en horizontal (canales, etc.).
Normalmente, el sistema de encofrado cuenta con tres plataformas. La plataforma superior actúa como área de almacenamiento y distribución, mientras que la plataforma intermedia, situada por encima del nivel de hormigón vertido, es la zona principal de trabajo. Por último, la plataforma inferior permite el acabado del hormigón.
La secuencia básica de construcción utilizando este encofrado es la siguiente:
Se ensamblan el encofrado y la plataforma de acceso en el suelo.
El ensamblaje se eleva mediante gatos hidráulicos.
A medida que el encofrado se eleva continuamente, se requiere un suministro constante de hormigón y armaduras hasta que la operación esté finalizada.
Al culminar la operación, el encofrado se retira utilizando una grúa.
Este sistema se empezó a emplear en Estados Unidos en 1903 y en Europa en 1924 para la construcción de silos. Sin embargo, pronto se empezó a utilizar en otros tipos de obras, como pilas de puente, depósitos elevados de agua o faros. En España, las primeras realizaciones fueron en silos de grano a finales de los años cuarenta del siglo pasado.
En España destaca la realización con este método de la chimenea de la central térmica de Puentes de García Rodríguez (propiedad de ENDESA) que con una altura de 356 m y un diámetro de 36 m en la base (espesor de 1,25 m) y de 18 m en coronación (espesor de 0,25 m). Esta chimenea (Endesa Termic), que comenzó a construirse en 1972 y cuyo funcionamiento empezó en 1976, fue realizada por Entrecanales y Tavora S.A., fue en su momento la más alta de Europa y la tercera del mundo (ver nota a pie de página).
Figura 2. Endesa Termic, chimenea de la central térmica de Puentes de García Rodríguez. Wikipedia
Ventajas del sistema:
a) Se realizan de forma simultánea varias operaciones, que en otros métodos deben hacerse de forma sucesiva, lo que supone una reducción del plazo de ejecución
b) Se suprimen tiempos muertos y cuellos de botella en las operaciones
c) Se consigue una gran velocidad de ejecución (hasta 6 m/día), con una muy buena calidad de obra
d) Se logra un gran número de reutilizaciones de los paneles
e) Es posible la construcción de obras de gran altura sin andamiajes, aplicando sistemas de elevación para personal y materiales
f) Economías significativas de mano de obra, al mecanizarse gran parte de las operaciones
g) Continuidad en la ejecución, incluso en tiempo frío, tomando las medidas que garanticen el endurecimiento del hormigón
h) Muy buen acabado de obra, debido al monolitismo, sin juntas frías, y a la uniformidad
Figura 3. Esquema de encofrado deslizante
Condiciones de aplicación:
En contrapartida a las ventajas anteriores, el sistema exige:
a) Estudio y redacción de todo un proyecto de encofrado mecanizado por técnicos competentes
b) La ejecución de las obras debería ser dirigida por técnicos que hayan aplicado ya el método
c) Organización perfecta de la ejecución, con personal muy especializado, que asegure el trabajo las 24 horas
d) Fabricación y montaje de encofrados con gran exactitud, con tolerancias muy estrictas
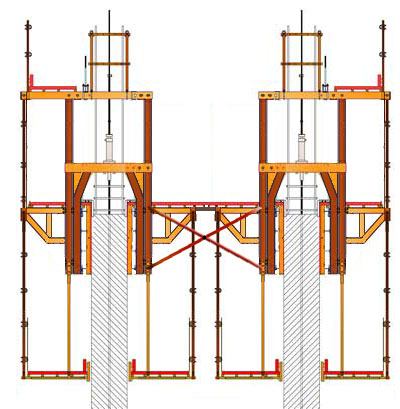
Figura 4. Esquema de encofrado deslizante
El principio de funcionamiento:
La unidad fundamental del equipo son los gatos de trepa. Son huecos por donde pasa un tubo de acero que es la barra de trepa, que se apoya en la cimentación. El gato dispone de dos juegos de cuñas dentadas que se clavan alternativamente en la barra y hacen que el gato ascienda a lo largo de esta. Del gato cuelgan dos vigas de acero por medio de una transversal que forman lo que se denomina normalmente «yugo» o «caballete». De los yugos se suspende el encofrado y el resto de estructuras, andamios y plataformas necesarias para las tareas de ferralla, hormigonado, etc., así como los mecanismos de reducción de diámetro y espesor. Los procedimientos de hormigonado varían en función del tipo de estructura. En estructuras muy altas, como chimeneas o torres de televisión, lo más habitual es colocar un ascensor en el centro, suspendido de unas estructuras radiales y guiado mediante unos cables tensados. En él sube una tolva de hormigón y, una vez retirada esta, sirve también para el ascenso de ferralla y del personal. La vibración es normalmente con aguja.
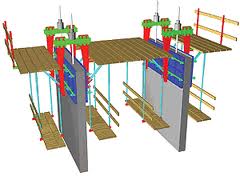
Figura 5. Imagen del yugo en el encofrado deslizante
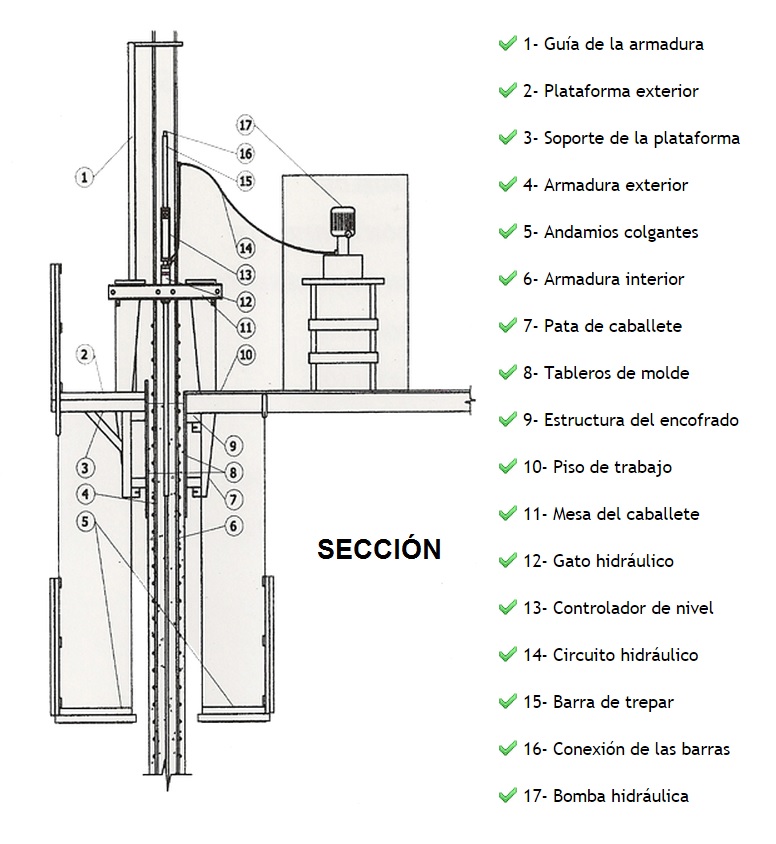
Elementos de un sistema de encofrado deslizante vertical:
a) Paneles: son los tableros del encofrado propiamente dicho
b) Caballetes: para arrastrar los paneles, a los que se anclan
c) Barras de apoyo: sobre las que se transmite el esfuerzo de elevación
d) Dispositivo de elevación: normalmente gatos o crics, actúan sobre los caballetes para elevar los paneles apoyándose en las barras
e) Plataformas de trabajo: de acceso a los diversos puntos de trabajo y control
f) Redes de las diferentes instalaciones: necesarias para el funcionamiento del encofrado
Figura 6. Sección y elementos de un encofrado deslizante
A continuación dejo algunos vídeos donde se puede comprobar el funcionamiento del sistema.
Referencias:
DINESCU, T.; SANDUR, A.; RADULESCU, C. (1973). Los encofrados deslizantes. 1ª edición. Espasa-Calpe, S.A. Pozuelo de Alarcón, 496 pp.
RICOUARD, M.J. (1980). Encofrados. Cálculo y aplicaciones en edificación y obras civiles. Editores Técnicos Asociados, S.A. Barcelona, 312 pp.
Nota: Para la construcción de la chimenea se utilizó una torre colgada de 120 t, con gatos de trepa de 40 m de altura, de la que se atirantaban los soportes. El problema radicó en desmontar esta torre una vez finalizada la operación. Para ello, según me comenta Juan Manuel Lázaro (responsable del Departamento de Obras Singulares de Entrecanales y Tavora en aquel momento), se empleó un puente Bailey de 18 m, colgado por medio de barras Dywidag de dos pórticos apoyados sobre el fuste de hormigón sobre el que se apoyó la torre. Esta maniobra fue idea de Javier Urquijo Grijalba.
La prefabricación en elementos de puentes comenzó en España a principios de los años 50, con los primeros tableros de vigas prefabricadas pretensadas. Hoy en día existen soluciones prefabricadas para casi todas las tipologías de puentes de hormigón, aunque habitualmente solo se prefabrica el tablero.
A continuación, os dejo un vídeo de Grúas Rigar donde se puede ver el montaje de un puente en la carretera Betxí-Borriol. Resulta interesante ver el grado de precisión y maestría necesario para encajar las grandes piezas. Espero que os guste.
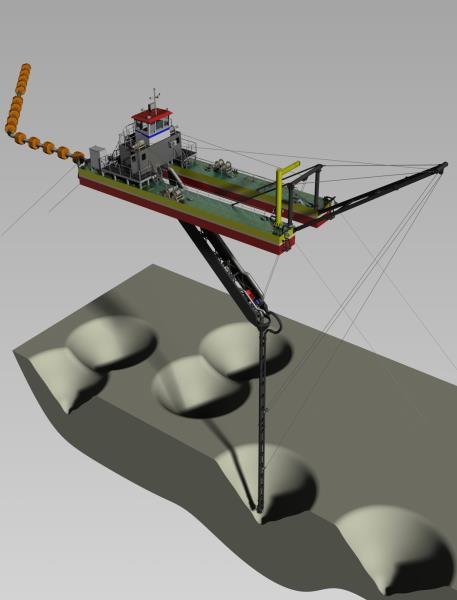
La draga de succiónestacionaria (plain suction dredger, en inglés) es una máquina hidráulica con un mecanismo de succión sumergible similar a las dragas de succión en movimiento. Sin embargo, a diferencia de estas, las dragas estacionarias operan ancladas en un punto fijo y también difieren en la forma de cargar el material extraído. En general, estas dragas no tienen cántara y el material se transporta a través de gánguiles o se bombea por tuberías si la zona de vertido está cerca de la de extracción.
Al estar ancladas, estas dragas crean un hueco con forma de cono invertido en la zona de dragado (ver Figura 1). Por este motivo, no se recomiendan para proyectos que requieran un mayor grado de precisión, como el mantenimiento de canales de navegación o la nivelación de terrenos. En cambio, son ideales para la extracción de material granular en la restauración de terrenos.
Estos equipos están diseñados para dragar materiales sueltos y no cohesivos, como arenas de grano medio. La capacidad de la bomba de succión también influye en el tipo de material que se puede dragar. Ofrecen altos rendimientos cuando la capa de sedimentos es de al menos 3 m de espesor. La profundidad máxima de dragado suele ser de aproximadamente 50 metros. La draga puede trabajar con olas de hasta 3 m de altura y corrientes con velocidades máximas de 3 nudos. Son útiles en zonas de trabajo alejadas de los puntos de vertido, pero tienen la limitación de que la descarga del material en gánguiles solo es posible en aguas tranquilas.
Por lo tanto, las principales ventajas de esta técnica son su capacidad para extraer materiales ubicados bajo capas estériles, la posibilidad de realizar dragados en aguas poco profundas y su alta producción en capas de sedimentos gruesos y sueltos. Por otro lado, entre sus desventajas se encuentran su sensibilidad a las condiciones marítimas si la carga se encuentra sobre gánguiles y su uso limitado a materiales granulares.
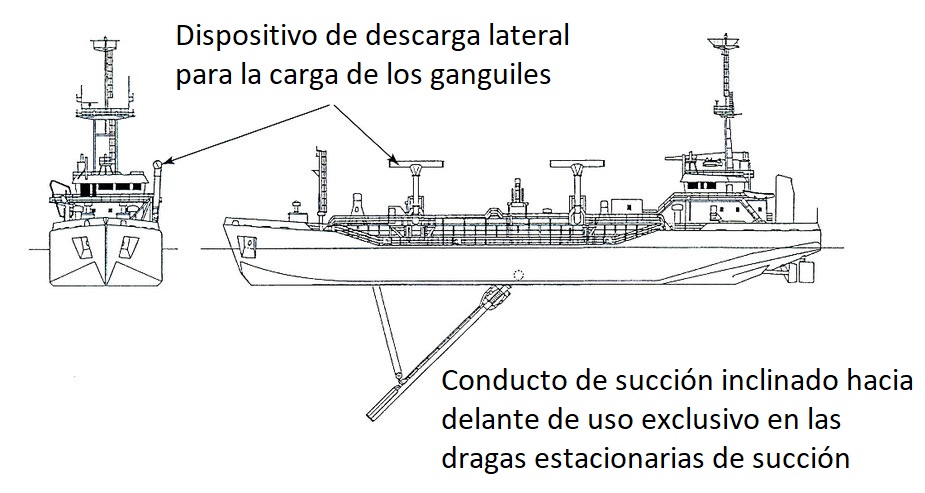
Figura 2. Draga de succión estacionaria (Bray, Bates y Land, 1997)
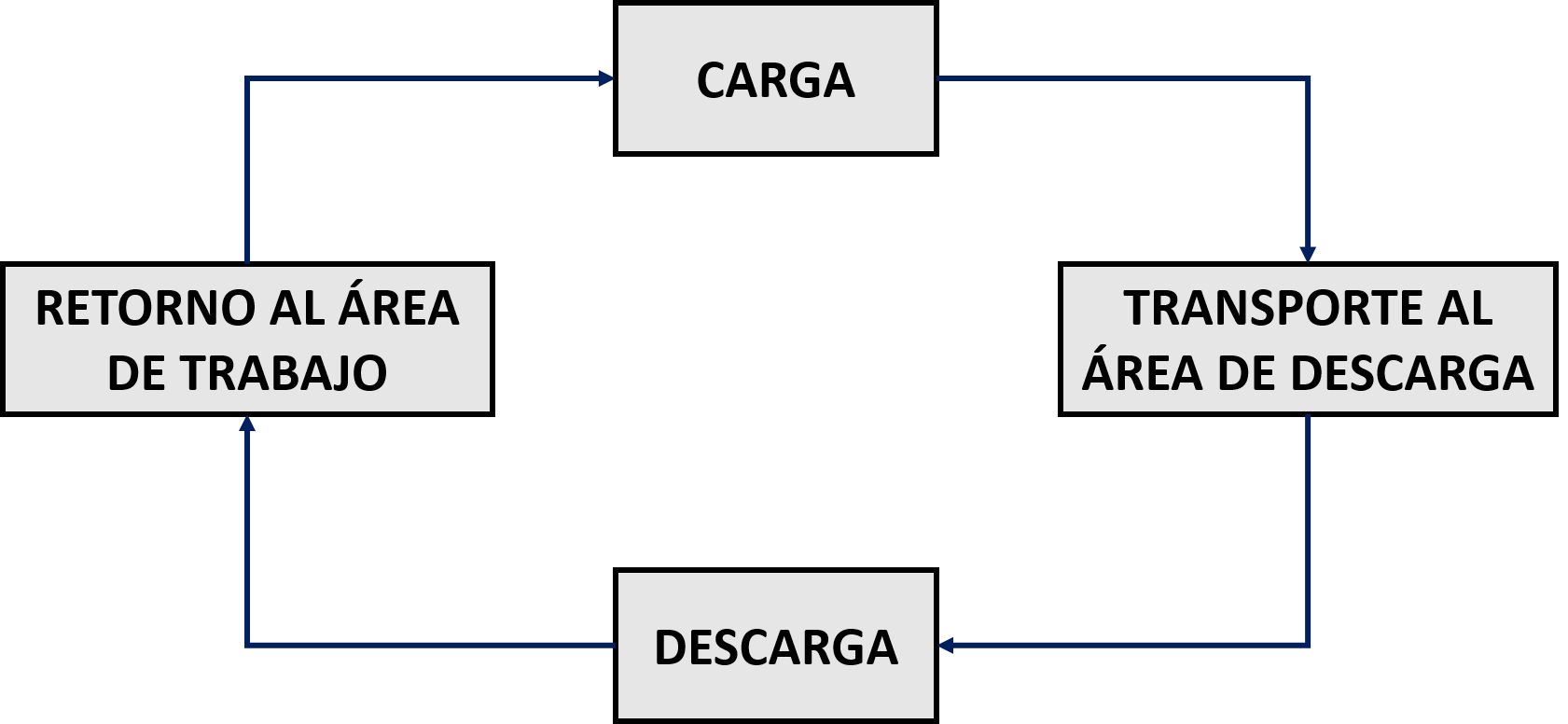
El modo de operación y su ciclo de trabajo (ver Figura 3) es el siguiente:
Estacionamiento en la zona de trabajo
Posicionamiento de la barcaza junto a la draga o conexión a las tuberías de impulsión en el caso de bombeo
Descenso de los equipos de succión hasta la capa de material granular
Puesta en marcha de la succión y de los cabezales inyectores de agua que fluidifican y arrastran el terreno
Carga de los gánguiles a través de conductos elevados con difusores o bombeo
Figura 3. Ciclo de producción de las dragas estacionarias de succión (Bray, Bates y Land, 1997)
Las dragas estacionarias no necesitan un equipo auxiliar muy grande. Solo es necesario ajustar los cabezales de succión y la forma de descarga. Para dragar a profundidades elevadas, se coloca la bomba de dragado en la parte inferior del tubo de succión, lo que soluciona las limitaciones del cabezal hidráulico de succión. En otros casos, se agrega una bomba de chorro en la entrada del conducto de succión. En cualquier caso, estos cambios tienen como objetivo aumentar la cantidad de material que entra en el conducto de succión o disolver los sedimentos del fondo marino cerca de la entrada del conducto de succión, lo que se logra con inyectores de agua de alta presión.
En cuanto a los métodos de descarga, tenemos los siguientes:
Descarga por el fondo: Este método es similar a la descarga de las dragas de succión en marcha.
Conductos laterales: Esta opción es una alternativa a la descarga sobre cántara. La mezcla bombeada se dirige a través de una tubería hasta los conductos laterales, y desde allí se cargan las barcazas o gánguiles.
Tubería: Las dragas estacionarias también pueden descargar el material de manera similar a las dragas con cabezal cortador, conectando tuberías flotantes por donde se desplaza el material dragado.
He grabado un vídeo explicativo que, espero, sea de vuestro interés.
Os pongo un vídeo que muestra el funcionamiento de esta máquina de succión. Espero que os sea útil.
Referencias:
BRAY, R.N.; BATES, A.D.; LAND, J.M. (1997). Dredging: A handbook for engineers. 2nd edition, Willey, 434 pp.
CLEMENTE, J.J.; GONZÁLEZ-VIDOSA, F.; YEPES, V.; ALCALÁ, J.; MARTÍ, J.V. (2010). Temas de procedimientos de construcción. Equipos de dragado. Editorial de la Universitat Politècnica de València. Ref. 2010.4038.
SANZ, C. (2001). Manual de equipos de dragado. Ed. Carlos López Jimeno. Madrid, 323 pp.
A continuación, os dejo un vídeo muy didáctico en el que se explica un fallo muy habitual en muros de contención. En él se puede ver el caso típico de un muro construido para soportar un suelo arenoso seco sobre el que ya existen construcciones. Este caso es muy habitual en carreteras o vías férreas, donde se construye un muro para soportar una excavación. Si el muro se desplaza, se puede observar claramente lo que ocurre en la superficie y con las edificaciones existentes.
El dragado es un proceso que consiste en eliminar rocas, sedimentos y otros materiales subacuáticos en entornos marinos, fluviales o lacustres. Incluye las etapas de extracción, transporte y eliminación de dichos materiales. El dragado puede tener como objetivo profundizar ríos, canales o puertos para mejorar la navegación o evitar inundaciones en zonas situadas aguas abajo, lo que aumenta la capacidad de transporte de agua. La extracción se lleva a cabo con equipos especializados y el transporte puede realizarse mediante la propia embarcación, gánguiles o tuberías. Finalmente, el material se descarga en el fondo de la embarcación transportadora o se bombea a través de tuberías. Cada vez es más frecuente el aprovechamiento de los materiales obtenidos mediante el dragado.
Los dragados tienen una aplicación muy amplia, fundamentalmente en ingeniería civil y minería. Se clasifican según el objetivo del dragado, el emplazamiento y las características de los terrenos a dragar. El dragado se considera un medio para alcanzar un objetivo concreto. Entre otros, se podrían enunciar los siguientes:
Construcción y ampliación de puertos
Mantenimiento y mejora de calados en puertos y cauces
Mantenimiento y mejora de capacidad de desagüe en ríos y canales
Recuperación de zonas bajas inundables y drenaje de zonas pantanosas
Sustitución de terrenos de bajas características geotécnicas
Creación de suelo ganando terreno al mar
Cimentación y protección de Obras marítimas (offshore)
Construcción de rellenos para bases de carreteras, diques y aeropuertos
Trincheras submarinas para oleoductos, tuberías y emisarios
Extracción de materiales para la construcción y minerales
Extracción de sedimentos y áridos marinos
Extracción de arenas para la regeneración de playas
Creación de Islas artificiales en aguas costeras
Limpieza de fondos contaminados y sustitución de los mismos
Actuaciones de regeneración de hábitats subacuáticos
Draga con tolva continua. https://es.m.wikipedia.org/wiki/Archivo:Draga_con_tolva_continua.jpg
Las inversiones en maquinaria y medios especializados son fundamentales en las operaciones de dragado, por lo que es crucial seleccionar los equipos adecuados. Los equipos de dragado se pueden clasificar según el método de excavación, el modo de operación y la disposición del material. Entre estas categorías se incluyen las dragas mecánicas, hidráulicas y especiales. Las dragas mecánicas utilizan medios mecánicos para la excavación y la disposición, mientras que las hidráulicas utilizan medios hidráulicos. Los medios especiales son muy variados y están diseñados para usos específicos.
Antes de realizar una operación de dragado, es importante conocer aspectos como la batimetría, las características geotécnicas y geológicas del material que se va a dragar y las condiciones medioambientales de las zonas de dragado, transporte y disposición. Esta información es fundamental para minimizar los costes ambientales y económicos asociados.
BRAY, R.N.; BATES, A.D.; LAND, J.M. (1997). Dredging: A handbook for engineers. 2nd edition, Willey, 434 pp.
CLEMENTE, J.J.; GONZÁLEZ-VIDOSA, F.; YEPES, V.; ALCALÁ, J.; MARTÍ, J.V. (2010). Temas de procedimientos de construcción. Equipos de dragado. Editorial de la Universitat Politècnica de València. Ref. 2010.4038.
SANZ, C. (2001). Manual de equipos de dragado. Ed. Carlos López Jimeno. Madrid, 323 pp.
Figura 1. http://ingenieriaycomputacion.blogspot.com.es/2011/02/watermaster-classic-excelente-draga-y.html
La draga retroexcavadora (backhoe/dipper dredge, en inglés) es una draga mecánica montada sobre un pedestal situado en un extremo de una pontona. Está equipada con un cazo con una capacidad de entre 1 y 20 m³. Desarrollada a partir de las retroexcavadoras hidráulicas terrestres, en ocasiones se fijan directamente estas últimas a un pontón. Para garantizar su estabilidad durante la excavación, la barcaza se ancla con tres pilones: uno en la popa y dos en los costados de la proa. Las dragas de retroexcavadora son típicas en Europa, mientras que en Estados Unidos es más habitual el uso de palas frontales.
La draga retroexcavadora es apta para suelos de diferentes tipos, incluso rocas con una resistencia a compresión simple de hasta 10 MPa. La profundidad de dragado oscila entre 2 y 24 m. Puede trabajar en condiciones de oleaje con alturas máximas de 1,5 m y velocidades máximas de corriente de 2 nudos. Aunque es adecuada para trabajar en espacios reducidos, su uso en regeneraciones costeras es limitado debido a la necesidad de barcazas o vertido directo. Además, su funcionamiento discontinuo reduce su productividad en comparación con otras dragas. El campo de aplicación de la draga retroexcavadora es similar al de las dragas de rosario, y es más adecuada para dragar rocas y suelos con menor resistencia al oleaje.
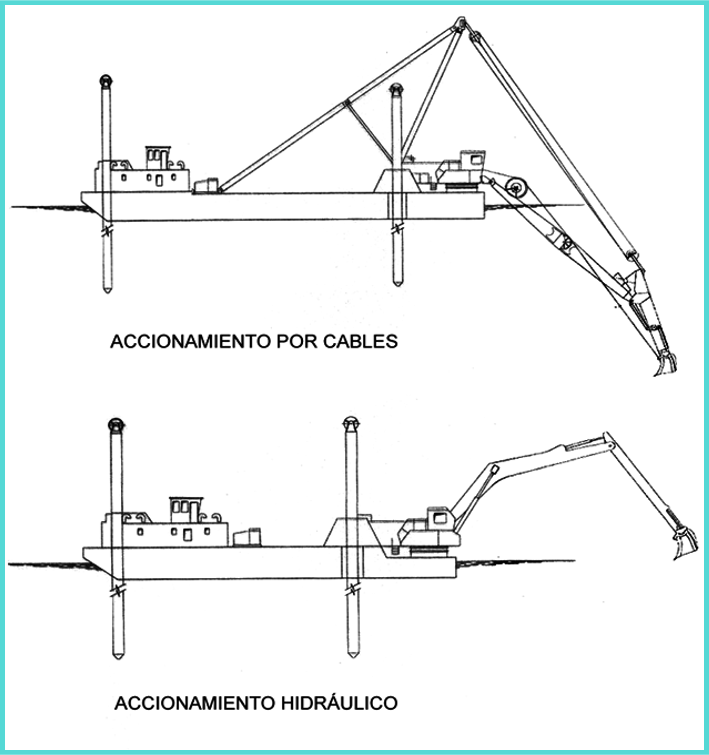
La cuchara de la retroexcavadora tiene una cara cóncava orientada hacia atrás, lo que permite que el cucharón se acerque a la plataforma durante la excavación. La cuchara entra en la capa de material que se va a extraer de arriba hacia abajo. Este método de trabajo es similar al de las dragas de pala frontal al excavar coronas circulares. Sin embargo, estos equipos pueden operar tanto en avance como en retroceso, lo que reduce los derrames y garantiza un fondo dragado de mejor calidad. La capacidad de trabajar en ambas direcciones mejora el rendimiento en la extracción de materiales compactos o rocas rotas. Las dragas retroexcavadoras con cables son muy efectivas en el dragado de arcillas cohesivas, pues se pueden instalar empujadores en la parte inferior del brazo de excavación que facilitan la descarga del material.
Figura 2. Draga retroexcavadora con accionamiento por cables o hidráulico
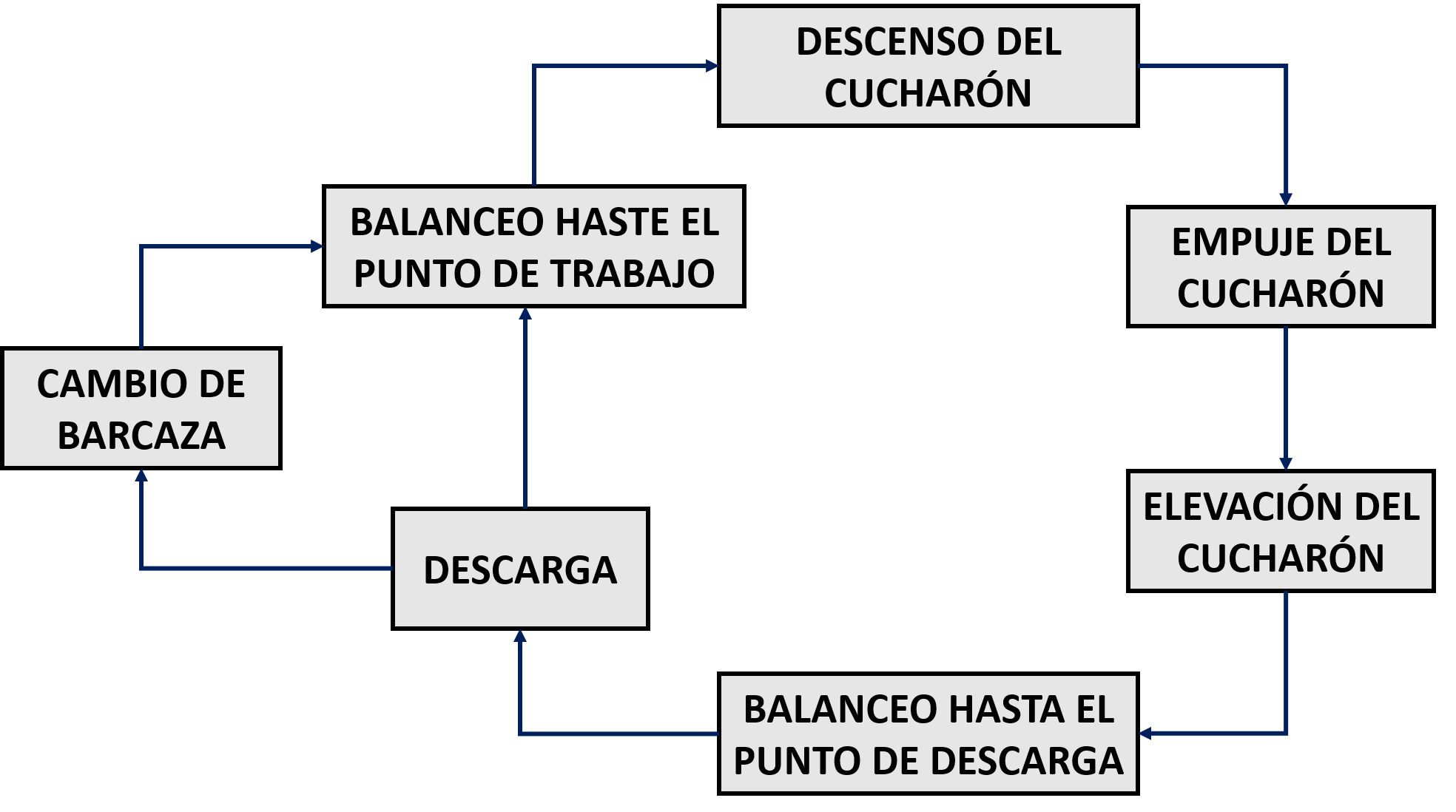
Método de operación:
Situación del pontón en la zona de trabajo (estacionaria)
Descenso de los 3 pilonos de anclaje (spuds) que absorben esfuerzos horizontales de la excavación
Descenso del brazo de la retroexcavadora, extracción y elevación del material
Carga sobre gánguiles
Izado de los 2 spuds situados en el tercio delantero. El spud de popa hace girar a la draga sobre su eje (eje motor). Reinicio del proceso.
Figura 3. Ciclo de trabajo de la draga de retroexcavadora (Bray et al., 1997)
La draga de retroexcavadora presenta varias ventajas, como la capacidad de dragar diferentes tipos de terrenos, incluso con escombros y cantos, de trabajar en espacios reducidos y controlar la posición y profundidad con precisión, de no necesitar anclajes, de diluir el material dragado con mínimas consecuencias y de tener un tiempo de ciclo más corto en comparación con una draga de cuchara de tamaño similar. Además, los componentes clave del equipo se producen en serie, lo que reduce los costes de instalación y mejora la calidad y el control. Solo se requiere una persona para realizar las operaciones de dragado, aunque, por motivos de seguridad y para ayudar en la maniobra del pontón, se recomienda contar con un equipo de dos o tres personas.
El principal desafío de la retroexcavadora es su baja capacidad de producción en comparación con la de otros equipos de dragado que trabajan de forma continua. Este inconveniente es común a la mayoría de las dragas mecánicas, excepto a la draga de Rosario, que también depende de la disponibilidad de los gánguiles de descarga. La habilidad del operador es crucial para lograr un perfil final de trabajo uniforme, pero también es importante tener en cuenta las características del terreno que se va a dragar.
He grabado un vídeo sobre esta draga, que espero os sea de interés.
Os dejo unos vídeos donde podréis ver cómo funciona esta draga. Espero que os gusten.
Referencias:
BRAY, R.N.; BATES, A.D.; LAND, J.M. (1997). Dredging: A handbook for engineers. 2nd edition, Willey, 434 pp.
CLEMENTE, J.J.; GONZÁLEZ-VIDOSA, F.; YEPES, V.; ALCALÁ, J.; MARTÍ, J.V. (2010). Temas de procedimientos de construcción. Equipos de dragado. Editorial de la Universitat Politècnica de València. Ref. 2010.4038.
SANZ, C. (2001). Manual de equipos de dragado. Ed. Carlos López Jimeno. Madrid, 323 pp.
 La excavación de túneles en arcillas y areniscas, terrenos comunes en Inglaterra, ha dado origen al método de construcción conocido como “procedimiento de construcción de túneles a sección completa” o “método de ataque a plena sección”.
La excavación de túneles en arcillas y areniscas, terrenos comunes en Inglaterra, ha dado origen al método de construcción conocido como “procedimiento de construcción de túneles a sección completa” o “método de ataque a plena sección”.