¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.
Aunque ya he escrito varios artículos sobre este tema en el blog, a continuación, se presentan las cinco claves técnicas que convierten el hormigón en una herramienta de ingeniería de alta precisión.
No se trata solo de soporte, sino de resistencia activa.
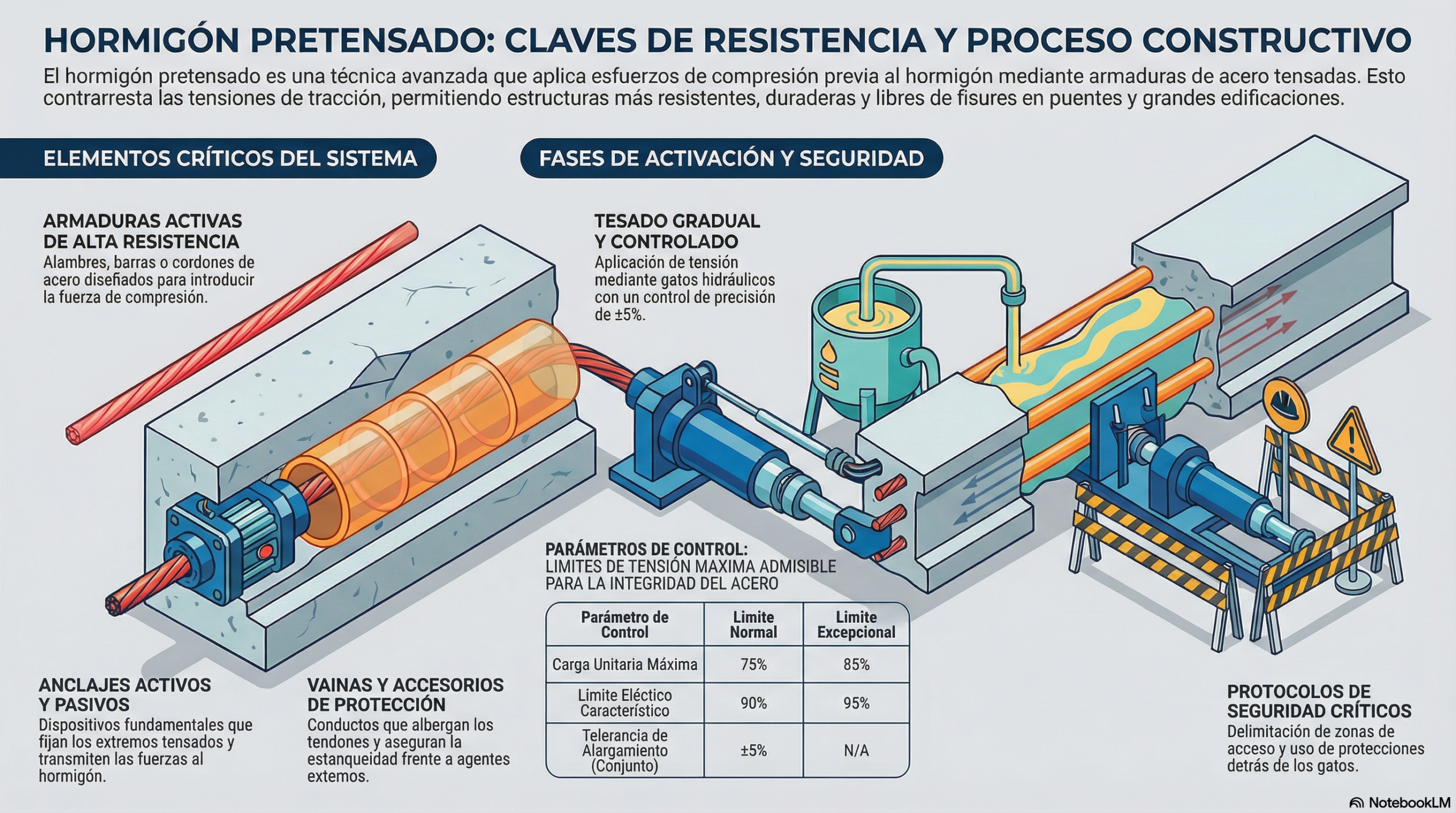
El cambio de paradigma fundamental es que el hormigón pretensado no «espera» a recibir la carga para trabajar. Mediante esta técnica, sometemos al material a un esfuerzo de compresión previo que contrarresta las tracciones que sufrirá durante su vida útil. Esto lo convierte en un sistema dinámico.
Para que esta «fuerza interna» sea efectiva, incluso el almacenamiento de los materiales se rige por estrictas normas de ingeniería. Por ejemplo, los alambres de alta resistencia no pueden enrollarse de cualquier manera: su diámetro de bobinado nunca debe ser inferior a 250 veces el diámetro del propio alambre, a fin de evitar deformaciones permanentes que puedan afectar su capacidad elástica. Como bien define la normativa técnica:
«El pretensado es una técnica que aumenta la capacidad de resistencia del hormigón a las cargas al someterlo previamente a esfuerzos de compresión».
El acero como un «músculo» en tensión.
Las denominadas armaduras activas son el alma de la estructura. No nos referimos al acero corrugado convencional, sino a elementos de alta resistencia que actúan como músculos sometidos a una tensión constante. En función del diseño, el ingeniero selecciona diferentes configuraciones:
Alambres: suministrados en rollos, son fundamentales para el control de la deformación.
Barras: se suministran en tramos rectos para garantizar su integridad y evitar daños durante el transporte.
Cordones: trenzados de dos, tres o siete alambres. Para garantizar su «fuerza vital», los cordones de dos o tres alambres requieren rollos de al menos 600 mm de diámetro, mientras que los de siete alambres exigen bobinas de 750 mm de diámetro.
Para evitar la corrosión y mantener la adherencia, estas armaduras deben guardarse en lugares ventilados, lejos de la humedad y libres de grasas o polvo, que podrían alterar la longitud de transmisión necesaria para transferir el esfuerzo al hormigón.
La coreografía de la precisión: gatos y anclajes.
El proceso de tensado es una coreografía lenta y progresiva en la que la fuerza bruta se gestiona con precisión milimétrica. Utilizamos gatos hidráulicos y centrales de presión para aplicar la carga sobre los anclajes, que se clasifican según su función: el anclaje activo (tipo L) se encuentra en el extremo de tensado, mientras que el anclaje pasivo (tipo S) en el extremo fijo.
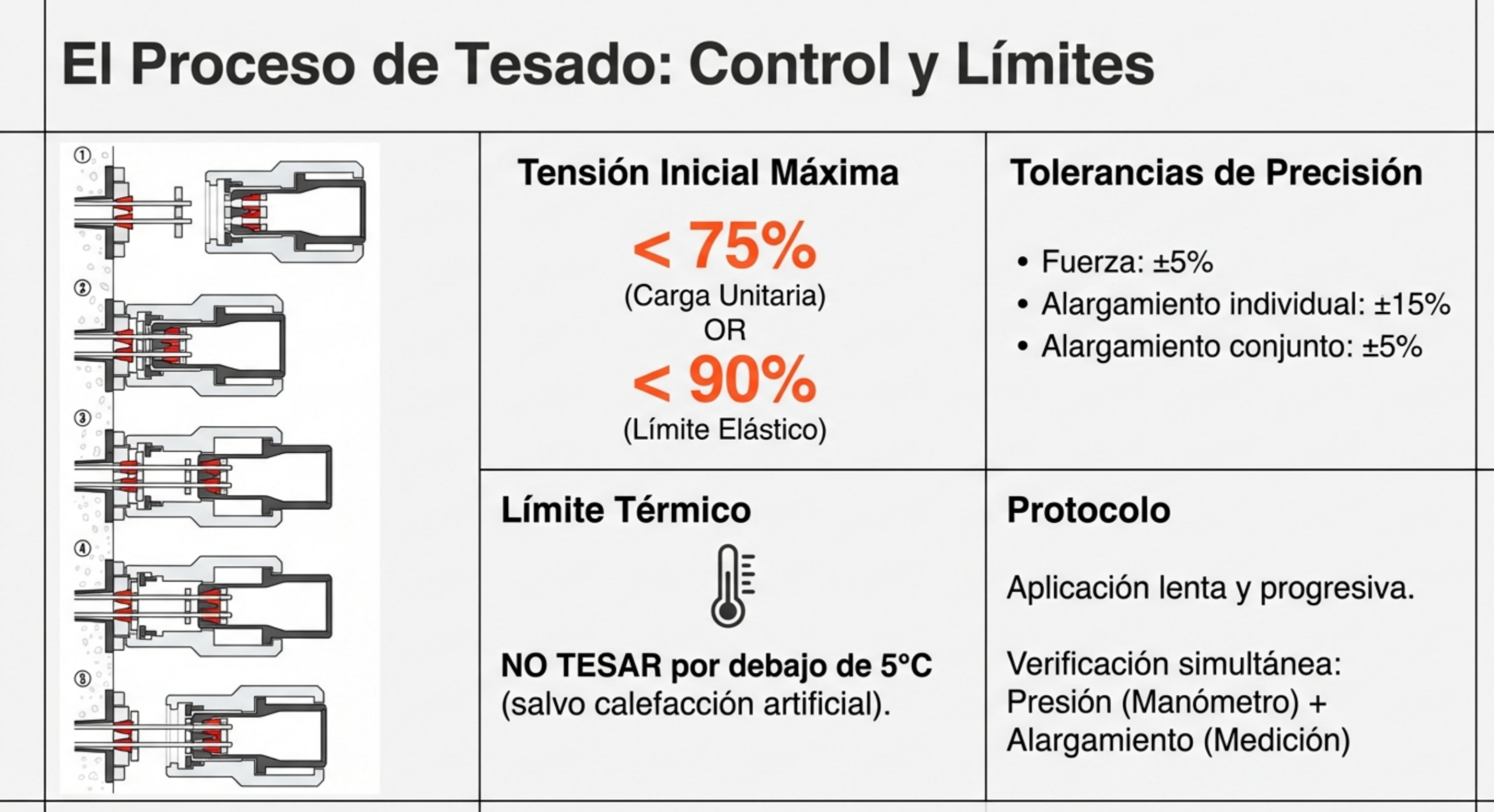
En obra, la precisión no es negociable. La fuerza aplicada debe mantenerse dentro de un margen de ±5 % respecto al valor del proyecto. Controlamos los alargamientos con tolerancias muy estrictas: un máximo de ±15 % para un tendón individual, pero solo de ±5 % para el conjunto de tendones de la misma sección. Además, como ingenieros sénior, sabemos que el termómetro manda: está prohibido iniciar el tesado por debajo de 5 °C sin medidas especiales. Es una máxima del sector que
«Cualquier fallo en el tensado o en los materiales puede afectar a la integridad estructural del proyecto».
Vainas de inyección: mucho más que un relleno.
Las vainas no son simples tubos, sino conductos que garantizan la durabilidad. En los sistemas postensados, tras el tensado, inyectamos una lechada técnica que debe cumplir con estrictos parámetros químicos. Utilizamos cemento Portland CEM-I con una relación agua/cemento (a/c) entre 0,4 y 0,5 para garantizar una porosidad mínima y una protección óptima.
La inyección es un proceso crítico:
Velocidad y longitud: La lechada debe avanzar de forma constante entre 5 y 15 m/min, sin superar nunca una longitud de inyección de 120 m.
Control térmico: La temperatura de la mezcla jamás debe exceder los 30 °C para evitar fraguados prematuros dentro de la vaina.
Puntos de purga: El éxito se confirma en los respiraderos o tubos de purga. La operación solo termina cuando la lechada rebosa por ellos con la misma consistencia y densidad que la mezcla original.
La seguridad en entornos de altas energías.
Un tendón de pretensado que acumula tensión es, en esencia, un resorte gigante con una energía potencial letal. La seguridad no se reduce al sentido común, sino que implica un protocolo de «altas energías». Es obligatorio establecer un perímetro de seguridad estricto y utilizar placas perforadas o envoltorios que actúen como escudo en caso de que una armadura llegara a partirse.
Existen prohibiciones críticas por motivos de seguridad y técnicos: está terminantemente prohibido utilizar aire comprimido para la inyección y, bajo ningún concepto, los operarios deben mirar a través de los tubos o rebosaderos durante el proceso. La ingeniería moderna debe equilibrar una fuerza física inmensa con un control humano absoluto, documentando cada presión y cada alargamiento para garantizar la trazabilidad total de la estructura.
Conclusión: mirando al futuro de la ingeniería.
El hormigón pretensado es la victoria de la inteligencia sobre la debilidad intrínseca de los materiales. Al dominar la presión interna controlada, hemos pasado de construir estructuras pesadas y pasivas a diseñar obras de arte de la ingeniería que, en realidad, son organismos activos en equilibrio.
Al observar la esbeltez de un puente moderno, cabe preguntarse: ¿seremos capaces de diseñar estructuras aún más ligeras y atrevidas ahora que sabemos que la verdadera fuerza reside en la presión interna invisible que las sostiene?
En esta conversación puedes escuchar algunas de las claves del hormigón pretensado.
En este vídeo se resumen las ideas más interesantes de este material.
En este documento se describen las ideas fundamentales:
El hormigón de consistencia líquida es una innovación que destaca por su elevada fluidez y su capacidad de moldeado en la construcción moderna. En otros artículos ya hemos hablado del hormigón autocompactante en relación con este tipo de hormigón. A diferencia del hormigón tradicional, este material requiere muy poco vibrado, lo que optimiza la mano de obra, reduce el ruido y previene afecciones físicas en los trabajadores.
La dosificación de este tipo de hormigón exige un alto contenido de finos, así como el uso de aditivos superfluidificantes y áridos de tamaño reducido para evitar la segregación. Gracias a su facilidad de bombeo, es ideal para estructuras con armaduras densas, revestimientos de túneles y proyectos arquitectónicos complejos. En definitiva, no solo mejora la productividad en la obra, sino que también garantiza una mayor durabilidad y calidad en los acabados finales.
Introducción: el hormigón que fluye como un líquido.
Cuando pensamos en hormigón, nos viene a la mente una masa densa, pesada y difícil de trabajar, que requiere un gran esfuerzo para compactarla. Sin embargo, la ingeniería de materiales ha desarrollado una innovación que desafía esta idea: el hormigón líquido. Este material avanzado fluye con facilidad y se adapta a cualquier molde sin esfuerzo. En realidad, se trata de toda una familia de hormigones de alta fluidez que van desde los fluidos hasta los autocompactantes, diseñados para cada necesidad específica. Entonces, ¿cómo es posible que un hormigón que se comporta como un líquido sea clave para construir estructuras más rápidas, seguras y duraderas? La respuesta radica en una serie de ventajas que trascienden su apariencia superficial.
Los puntos clave del hormigón líquido
A continuación, exploramos las cuatro ventajas fundamentales que explican por qué el hormigón líquido se está convirtiendo en el nuevo estándar del sector.
1. La paradoja del coste: es más caro, pero el proyecto total resulta más barato.
A primera vista, el hormigón líquido parece una opción más costosa. Su precio por metro cúbico es entre un 5 % y un 10 % superior al del hormigón convencional. Sin embargo, esta cifra no lo es todo. El verdadero ahorro se revela al analizar el coste global del proyecto.
La fluidez del material permite una puesta en obra mucho más rápida, lo que reduce el plazo de ejecución en aproximadamente un tercio. A esto hay que sumar que se necesita menos mano de obra para la compactación y que los costes de acabado son más bajos gracias a su superficie más homogénea, lo que compensa con creces el mayor precio del material. En grandes obras de ingeniería civil, como el Viaducto de Bergara de la Y Vasca, esta aceleración es fundamental y demuestra que el proyecto resulta más ventajoso en términos económicos.
2. Su mayor fortaleza no radica en el estado endurecido, sino en su puesta en obra.
Aunque sus propiedades finales son excelentes, las características más competitivas de este hormigón se manifiestan durante su colocación. El principal enemigo de la durabilidad del hormigón convencional son los errores humanos durante su colocación, como un vibrado deficiente o excesivo. De hecho, se ha comprobado que los defectos de compactación pueden aumentar la permeabilidad del hormigón tradicional hasta en diez veces, lo que debilita la estructura desde el primer día.
El hormigón líquido minimiza drásticamente estos errores. Su capacidad para rellenar los encofrados por su propio peso garantiza una compactación óptima con un esfuerzo mínimo, asegurando la calidad y la durabilidad de la estructura desde el principio.
«La necesidad de garantizar la calidad del hormigón y obtener estructuras duraderas es una de las causas fundamentales del desarrollo del hormigón con consistencia líquida».
3. Una revolución silenciosa para la salud y la seguridad laborales.
El proceso de vibrado del hormigón es esencial, pero también conlleva riesgos. Genera niveles de ruido muy elevados y somete a los trabajadores a vibraciones constantes que, a largo plazo, pueden causarles dolores, fatiga, rigidez articular e incluso una afección circulatoria conocida como «dedos blancos», que provoca la pérdida de sensibilidad.
Al reducir drásticamente la necesidad de vibración, el hormigón líquido transforma el entorno de trabajo. Las obras son más silenciosas y se minimizan los riesgos para la salud de los trabajadores. Esto resulta especialmente valioso en aplicaciones como el revestimiento de túneles, donde el ruido se amplifica en espacios confinados, lo que crea un entorno laboral más seguro y sostenible.
4. Mejor que el original: un producto final con propiedades superiores.
Aunque su principal ventaja es la facilidad de uso, el hormigón líquido endurecido también supera al convencional. El secreto radica en unos aditivos superfluidificantes de alta tecnología que permiten reducir el volumen de agua en la mezcla sin que esta pierda fluidez. Esta simple mejora provoca una serie de beneficios: al utilizar menos agua, el hormigón es más impermeable y, por tanto, más duradero.
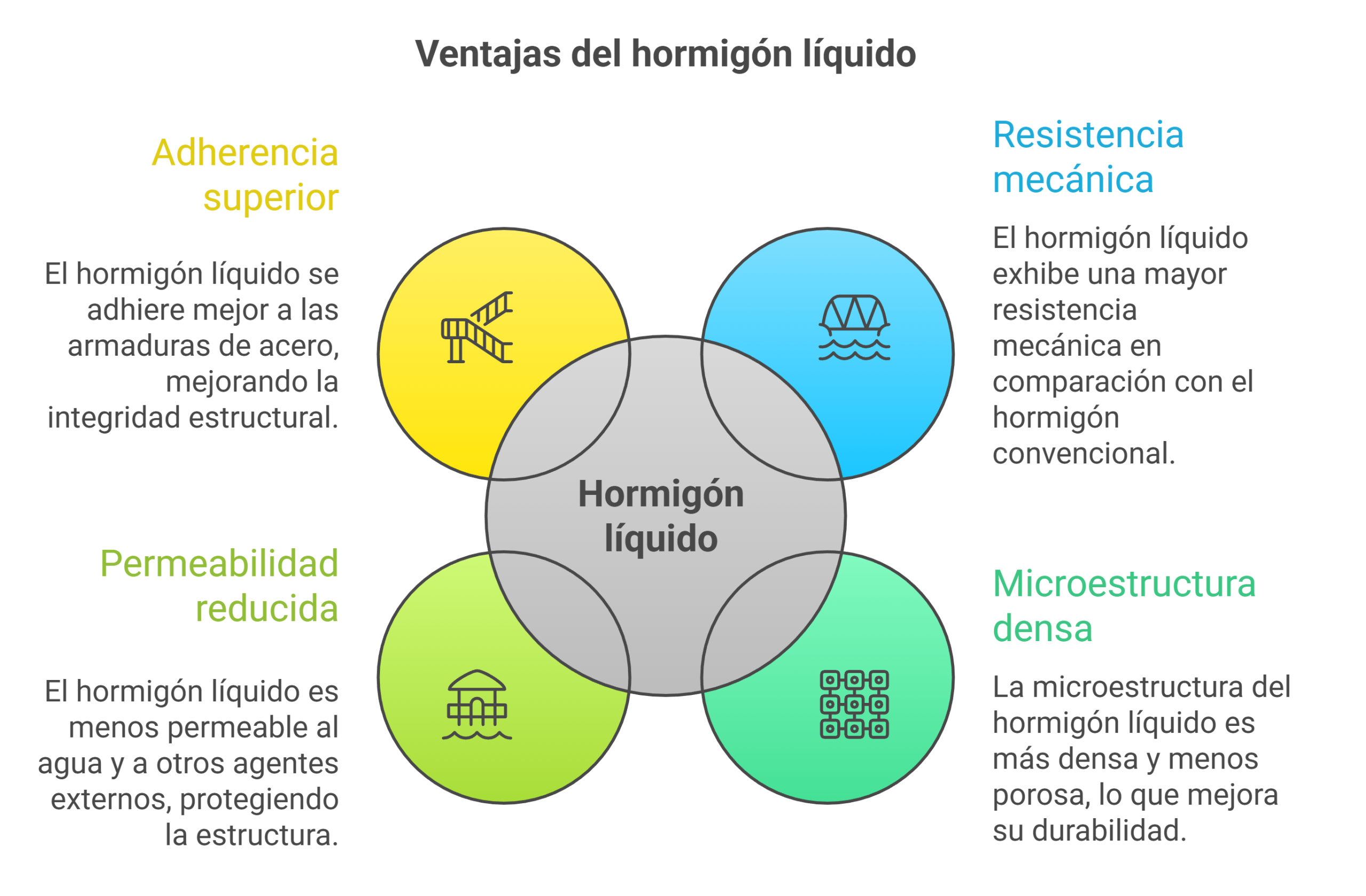
Las conclusiones del proyecto de investigación europeo Brite/EURam son claras: para una misma relación agua/cemento, el hormigón líquido consigue:
Mayores resistencias mecánicas.
Una microestructura más densa y menos porosa.
Menor permeabilidad al agua y a otros agentes externos.
Una adherencia superior a las armaduras de acero.
Esta menor permeabilidad se traduce en una mayor durabilidad, ya que protege las armaduras de acero internas de la corrosión y alarga la vida útil de puentes, edificios y túneles. Además, esta calidad se manifiesta en acabados superficiales superiores, lo que permite crear hormigones arquitectónicos con formas esbeltas y elegantes, como las observadas en rascacielos emblemáticos, como la Torre Iberdrola.
Conclusión: el nuevo estándar de la construcción.
El hormigón líquido ha dejado de ser una tecnología experimental para convertirse en una realidad técnica que se extiende por todo el mundo en aplicaciones que van desde los cimientos más profundos y la prefabricación hasta los rascacielos más emblemáticos y las estaciones de tratamiento de aguas. Su capacidad para optimizar la productividad, garantizar una calidad superior y mejorar la seguridad en las obras lo posiciona no como una alternativa, sino como el futuro estándar de la construcción. Sus ventajas son tan contundentes que invitan a una reflexión final: ¿será este material el pilar sobre el que construiremos las ciudades más eficientes y sostenibles del mañana?
En esta conversación puedes escuchar aspectos interesantes sobre el tema tratado, que te serán de utilidad para comprenderlo mejor.
Este vídeo condensa de manera efectiva las ideas principales sobre los hormigones líquidos.
Os dejo un documento con algunas de las ideas más importantes.
Introducción: El sistema nervioso invisible de un edificio.
Cualquiera que haya pasado junto a una obra habrá visto la escena: grúas que se elevan hacia el cielo, un esqueleto de armaduras de acero esperando el hormigón y un ir y venir constante de los trabajadores. Vemos el progreso físico, la estructura que crece día a día. Pero ¿te has parado a pensar en los procesos invisibles que garantizan que ese gigante de hormigón y acero no solo se mantenga en pie, sino que también sea seguro durante décadas?
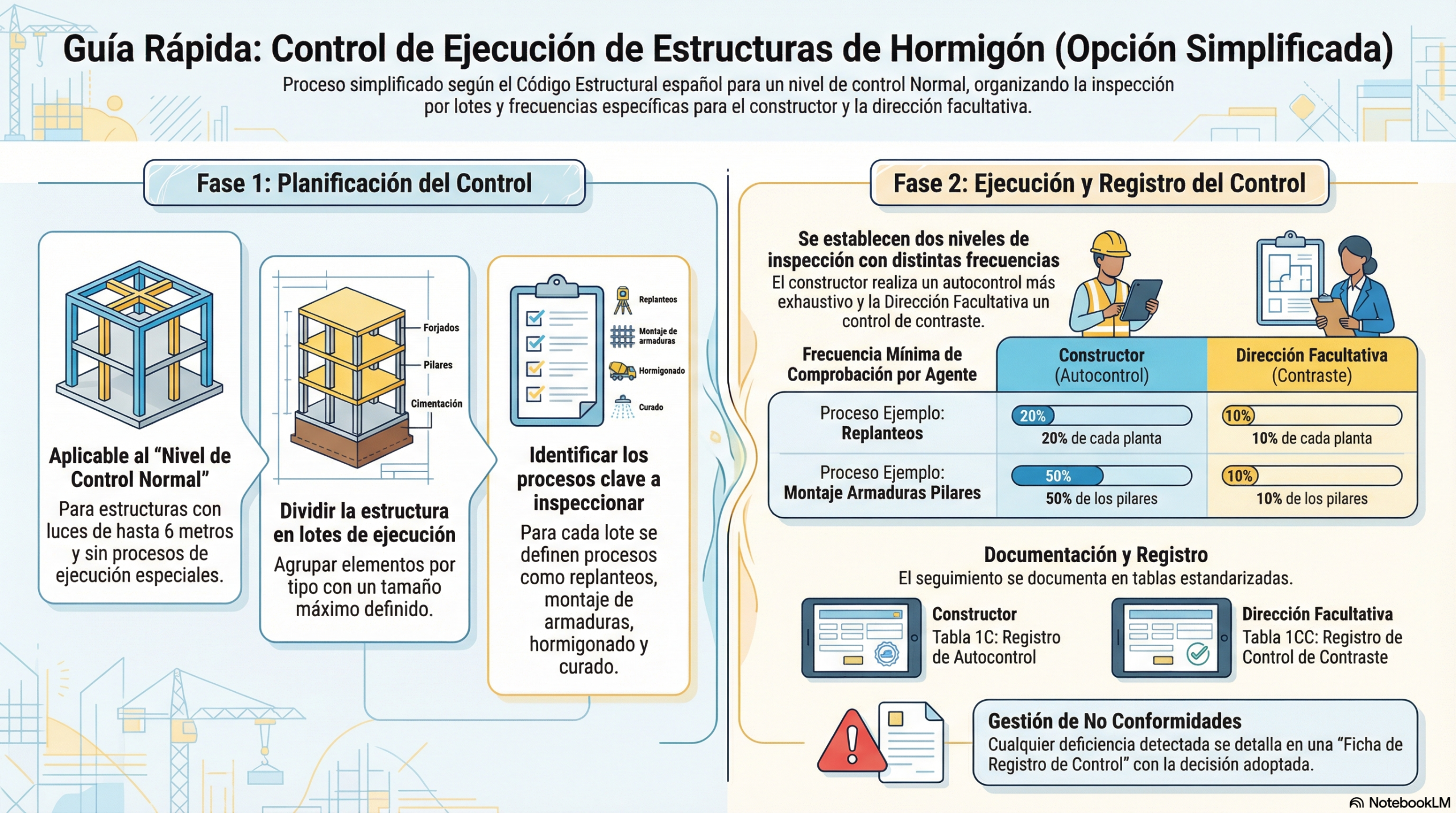
Detrás de cada pilar, viga y forjado existe una meticulosa red de control, un sistema nervioso que garantiza la integridad de toda la estructura. En España, el manual que rige estas normas es el Código Estructural. Este reglamento garantiza que la calidad y la seguridad no se dejan al azar, sino que son el resultado de un plan riguroso y sistemático.
Este artículo revela tres aspectos sorprendentes extraídos directamente de los procedimientos de este código. Son tres verdades sobre el control de calidad que cambiarán tu forma de ver los edificios que te rodean y demostrarán que, al igual que un rascacielos, la confianza se construye paso a paso y con una supervisión implacable.
1. El control se realiza mediante dos llaves: el constructor se autovigila y un supervisor lo supervisa.
En la construcción de una estructura, la responsabilidad no recae en una sola persona, sino en un sistema de doble verificación. Piénsalo como un sistema de doble llave, en el que se requieren dos validaciones para proceder. El Código Estructural establece un mecanismo de control con dos capas fundamentales que garantizan la máxima fiabilidad.
La primera capa es el «autocontrol» del constructor. La propia empresa constructora tiene la obligación de inspeccionar y registrar de forma sistemática la calidad de su trabajo. No es una opción, sino una exigencia. Deben seguir un plan de inspección y dejar constancia de que cada proceso cumple con las especificaciones del proyecto.
La segunda capa es el «control de contraste», que realiza una entidad independiente: la dirección facultativa (el equipo técnico de arquitectos e ingenieros que dirige la obra y actúa como supervisor en nombre del propietario y de la normativa). Este equipo no da por bueno el trabajo del constructor sin más, sino que realiza sus propias comprobaciones para verificar que el autocontrol se ha llevado a cabo correctamente y que los resultados son conformes.
Para comprender la rigurosidad de este sistema, veamos las frecuencias mínimas de inspección de un elemento como el pilar. Según las tablas de inspección del código, el constructor debe comprobar el 50 % de los pilares de un lote, mientras que la dirección facultativa debe realizar un control de contraste del 10 % de dichos pilares. Esta redundancia no es burocracia, sino una red de seguridad diseñada para que nada importante pase desapercibido. Esta redundancia deliberada no solo sirve para detectar errores, sino que forma parte de una filosofía pragmática que reconoce que, en proyectos de esta complejidad, la perfección es imposible, pero garantizar la corrección es posible.
2. La perfección no existe, pero la corrección sí: los errores forman parte del plan.
Podríamos pensar que el objetivo de un sistema de control tan estricto es evitar cometer errores, pero no es así. Sin embargo, la realidad de una obra es compleja y el Código Estructural adopta un enfoque más pragmático y eficaz: asume que se producirán desviaciones, pero exige un proceso robusto para detectarlas, documentarlas y corregirlas antes de que se conviertan en un problema.
Cada vez que una inspección detecta una «no conformidad» (un aspecto que no cumple con el proyecto), se registra en una «Ficha de registro de control». En esta ficha se detalla el problema y, lo más importante, la «decisión adoptada» para solucionarlo. Los ejemplos extraídos de un proyecto real son muy reveladores:
Ejemplo 1 (ficha n.º 6): durante una comprobación de cotas, se detectó que el pilar n.º 20 se había hormigonado 7,5 cm por encima de lo especificado. Un error así habría impedido la correcta colocación de las armaduras de acero del forjado superior. La solución fue directa y contundente: se ordenó demoler el hormigón sobrante hasta alcanzar la cota correcta.
Ejemplo 2 (ficha n.º 3): las barras de acero de espera de un pilar (es decir, las que conectan con el pilar del piso superior) estaban mal posicionadas. Esto comprometía el «recubrimiento», es decir, la capa mínima de hormigón que debe proteger el acero de la corrosión. En este caso, se hizo valer el criterio de ingeniería: en lugar de optar por la demolición, que habría supuesto un enorme coste y un retraso, se tomó una decisión más inteligente. Se aceptó la desviación dentro de las tolerancias y se ordenó modificar la forma final del pilar para garantizar el recubrimiento mínimo y salvar el elemento, sin comprometer en absoluto la seguridad.
Ejemplo 3 (ficha n.º 4): tras retirar el encofrado de un pilar, se observó una fisura horizontal. Aunque resultó alarmante a primera vista, demostró la importancia de un diagnóstico preciso. La inspección determinó que se trataba de una fisura superficial causada por el «asiento plástico» del hormigón fresco, un fenómeno conocido que no tiene impacto estructural. En lugar de provocar una alarma innecesaria, se aplicó una solución precisa: picar la zona afectada y repararla con un mortero especial.
Este enfoque sistemático de la gestión de errores es lo que construye la verdadera seguridad. No se trata de no cometer nunca un error, sino de tener un plan infalible para corregir cada uno de ellos y dejar un registro completo de cada decisión.
3. Lo que se llama «simplificado» resulta sorprendentemente complejo.
El Código Estructural ofrece una «opción simplificada» para el control de la ejecución en obras de edificación con ciertas características. El nombre puede engañar al sugerir un proceso más laxo o básico. Nada más lejos de la realidad.
Esta modalidad «simplificada» sigue siendo un método extraordinariamente metódico y riguroso. Para empezar, obliga a dividir toda la estructura en «lotes de ejecución». Un lote no es una división arbitraria, sino que está perfectamente definido. Por ejemplo, en el caso de pilares y forjados, un lote equivale a un máximo de 250 m² de superficie construida o dos plantas. De este modo, se asegura una inspección granular y manejable de la obra.
Para cada uno de estos lotes, se despliega un plan de inspección que abarca una larga lista de procesos de ejecución. No solo se comprueba si el hormigón se ha vertido correctamente, sino que el control abarca desde la «gestión de acopios» (verificar que los materiales que llegan a la obra son los correctos) y los «replanteos» (asegurar que cada elemento estructural se ubica en su posición exacta según los planos), hasta el «acabado» final de los elementos.
La clave es que en ingeniería estructural no hay atajos. Incluso el camino «simplificado» es un testimonio de una cultura en la que el rigor metodológico es el estándar mínimo para garantizar la seguridad pública.
Conclusión: una nueva mirada sobre las estructuras que nos rodean.
Detrás del hormigón y el acero que vemos tomar forma en una obra, existe una arquitectura invisible de procesos: una coreografía de comprobaciones, registros y correcciones planificadas. Este sistema nervioso invisible de control y corrección es lo que confiere resiliencia a un edificio, permitiéndole nacer conforme a las reglas más estrictas.
No se trata de la ausencia de errores, sino de la certeza de que se corregirán, lo cual nos da tranquilidad. La próxima vez que entres en un edificio, ¿te acordarás de la inmensa red de controles y decisiones de ingeniería que garantizan que el edificio se mantenga firme y seguro sobre tu cabeza?
En esta conversación se exponen varias ideas relacionadas con este tema.
Este vídeo condensa los puntos clave de la opción simplificada del control de calidad, tal y como se establece en el Código Estructural.
Aquí os dejo un resumen que creo que os puede ayudar, ya que os será de gran utilidad para resolver vuestras dudas.
La Fundación Musaat ofrece una monografía que podéis descargar a continuación, que creo que es muy útil para adentrarse en los entresijos del Código Estructural en relación con la opción simplificada del control de ejecución de estructuras de hormigón.
En esta ocasión comparto con los lectores una entrevista que me han realizado a propósito de un reciente estudio publicado en Nature Communications —Vaserman, E., Weaver, J.C., Hayhow, C. et al. (2025), An unfinished Pompeian construction site reveals ancient Roman building technology— que ha generado un notable interés tanto en la comunidad científica como en los medios. El trabajo ha sido también objeto de un artículo en El País (“Así construían los albañiles de la Antigua Roma”, disponible en: https://elpais.com/ciencia/2025-12-09/asi-construian-los-albaniles-de-la-antigua-roma.html), en el que se recoge mi valoración sobre sus implicaciones para la ingeniería civil y la comprensión de las técnicas constructivas romanas. Presento aquí la entrevista completa, con el fin de profundizar en los aspectos técnicos y arqueológicos que hacen de este estudio un caso excepcional para el análisis de los materiales históricos.
El artículo sostiene que en Pompeya se empleaba con cierta frecuencia la mezcla en caliente con cal viva, ¿cómo interpreta esta afirmación?
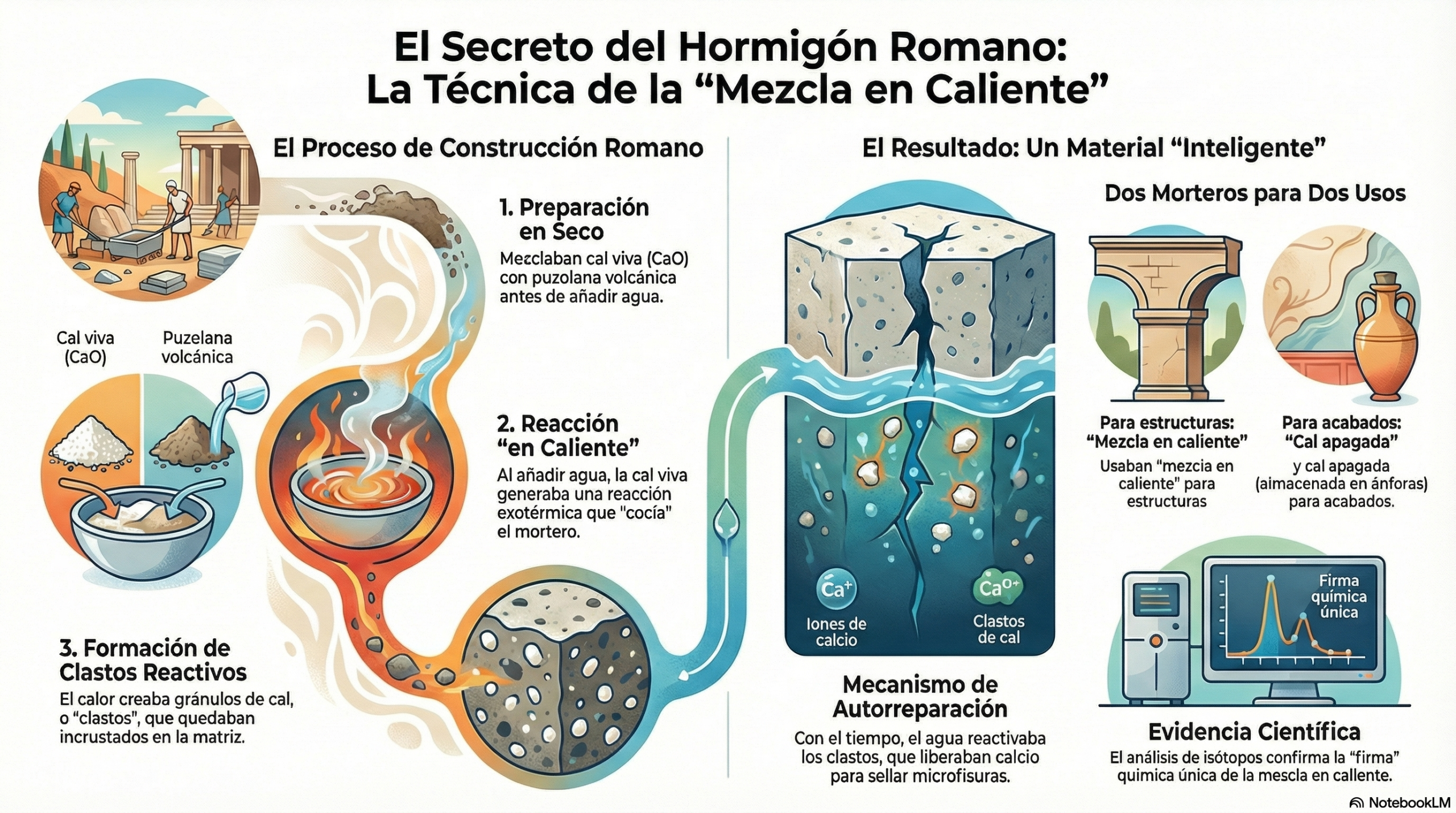
El trabajo presenta una serie de análisis microestructurales y químicos que indican claramente que en la Domus IX 10,1 se utilizó un procedimiento basado en la mezcla de cal viva con materiales puzolánicos en estado seco. Los resultados son coherentes con esta hipótesis y están bien fundamentados en este contexto arqueológico, especialmente debido al hallazgo de montones de material premezclado seco que contenían gránulos de cal viva. No obstante, desde la perspectiva de la ingeniería civil, conviene subrayar que se trata de una evidencia localizada en un momento de reconstrucción posterior al terremoto del año 62 d. C., por lo que no es posible extrapolarla automáticamente a todo el ámbito del Imperio romano. La diversidad de materiales y prácticas constructivas descrita por autores como Vitruvio, quien abogaba por el apagado previo de la cal, hace recomendable interpretar este estudio como una muestra de la coexistencia de métodos alternativos al canon clásico, pero no como una descripción universal.
El estudio plantea que los morteros podrían haber experimentado procesos de autorreparación a muy largo plazo. ¿Cómo valora usted esta idea?
Los datos indican que ciertos clastos de calcita pudieron seguir reaccionando durante un periodo prolongado, actuando como fuente de calcio reactivo. Esto habría favorecido el relleno de microfisuras mediante la recristalización de carbonato cálcico en sus polimorfos de calcita y aragonito. Este comportamiento es interesante desde el punto de vista científico, ya que permite comprender mejor la evolución mineralógica en la interfaz entre los áridos volcánicos y la matriz cementante. No obstante, desde el punto de vista de la ingeniería estructural moderna, es importante tener en cuenta su contexto, ya que se trata de un proceso geoquímico lento, con efectos localizados y condicionado por los ciclos de humedad ambiental. Esta característica ayuda a explicar la durabilidad observada, pero no tiene una equivalencia directa con los mecanismos de reparación activa inmediata que se investigan actualmente en la obra civil.
¿Podría interpretarse la presencia de clastos de cal como un indicio de una mezcla defectuosa?
En determinadas obras históricas, la presencia de grumos de cal puede deberse a procesos de mezcla incompletos o a un apagado insuficiente. Sin embargo, en este caso particular, los análisis de espectroscopía infrarroja y de isótopos estables de carbono y oxígeno indican que estos grumos se formaron durante un proceso térmico y químico compatible con la utilización deliberada de cal viva. Los investigadores documentan, además, la segregación intencionada de materiales: montones de premezcla con cal viva para muros estructurales frente a ánforas con cal apagada para acabados. Por tanto, las pruebas apuntan a una técnica constructiva específica (hot mixing) y no a una ejecución negligente.
¿Cree que estos resultados pueden considerarse representativos del conjunto de la construcción romana?
Los datos corresponden a un escenario muy concreto, que se conserva excepcionalmente bien gracias a la ceniza volcánica de la erupción del 79 d. C., lo que permite analizar materiales «congelados» en plena fase de obra. Precisamente por su carácter singular, lo más prudente es entender que este estudio aporta información específica sobre la logística de una obra doméstica en Pompeya del siglo I, sin que ello implique que todos los constructores romanos actuaran de la misma manera en obras de infraestructura pública o en otras provincias. Para avanzar en esta cuestión, será necesario realizar estudios comparativos con metodologías similares en otros yacimientos u enclaves imperiales.
El artículo distingue entre morteros estructurales y de acabado. ¿Considera acertada esa diferenciación?
Esta diferenciación es coherente con lo que cabría esperar en cualquier tradición constructiva con un mínimo grado de especialización. El estudio documenta el uso de cal apagada almacenada en ánforas recicladas, presumiblemente destinada a morteros de reparación o revestimientos pictóricos, mientras que la cal viva se reservaba para la mampostería estructural. Las propiedades requeridas para un muro de carga no son idénticas a las necesarias para un acabado fino y el análisis químico (ratios Ca/Si) del artículo parece respaldar que se ajustaban las formulaciones según la función. La propuesta es razonable y encaja con el análisis logístico del flujo de trabajo en la obra.
¿Qué aspectos de este trabajo pueden interesar a la ingeniería civil actual, especialmente en relación con los hormigones modernos?
Este estudio contribuye a una comprensión más completa de la evolución de ciertos morteros históricos a lo largo del tiempo, lo que puede resultar inspirador para el desarrollo de nuevos materiales de restauración compatibles y con menor huella de carbono. El uso de la reactividad residual de los clastos de cal para sellar fisuras es un principio valioso para la sostenibilidad. No obstante, los materiales actuales ofrecen prestaciones y un nivel de control muy superiores. Disponemos de cementos compuestos y de normativas de seguridad que permiten diseñar con una fiabilidad estandarizada que no existía en la antigüedad. Por tanto, los morteros romanos son un referente histórico y una fuente de inspiración, pero no un modelo que pueda utilizarse directamente en las grandes infraestructuras contemporáneas.
Algunos autores han sugerido que parte de los carbonatos observados podría ser producto de procesos posteriores a la construcción. ¿Cómo valora la argumentación del estudio?
El artículo describe una serie de observaciones que indican que parte de los carbonatos se formaron durante la vida útil inicial del material. Concretamente, el análisis de isótopos permite distinguir entre la carbonatación rápida en condiciones de mezcla en caliente (fraccionamiento cinético) y la carbonatación lenta en equilibrio. Esto permite a los autores argumentar que los clastos no son únicamente producto de la degradación postdeposicional. No obstante, en materiales con tantos siglos de antigüedad, es razonable tener en cuenta también la influencia del entorno. El estudio aborda este aspecto mediante el análisis de los bordes de reacción de los áridos volcánicos, donde se observa una remineralización continua. Desde un enfoque técnico, el estudio aporta pruebas sólidas para distinguir ambas fases.
Desde su perspectiva como catedrático de ingeniería de la construcción, ¿qué aportación considera más destacable y qué limitaciones observa?
El estudio destaca por ofrecer una visión muy detallada de un proceso constructivo interrumpido, lo que supone una oportunidad excepcional. La identificación de herramientas in situ (plomadas, azadas, pesas) junto con los materiales permite reconstruir el flujo de trabajo real, algo que rara vez se conserva. La principal limitación es su naturaleza localizada, ya que describe un caso concreto de una domus privada en reparación, lo que no permite, por sí solo, establecer conclusiones de alcance general sobre la gran ingeniería pública romana. También sería interesante complementar estas investigaciones en el futuro con datos de resistencia mecánica comparada para realizar una valoración más completa desde el punto de vista de la ingeniería estructural.
En este audio se puede escuchar una conversación que trata sobre este artículo recientemente publicado
Las ideas más interesantes del artículo se puede ver en este vídeo.
En esta presentación se resumen las ideas más importantes.
Todos estamos de acuerdo en que el futuro de la construcción debe ser más ecológico. La descarbonización del entorno construido es una prioridad en la agenda europea y, por intuición, sabemos que debemos favorecer los materiales «verdes». Las etiquetas para productos bajos en carbono parecen una solución obvia y directa para guiar al mercado.
Sin embargo, en el actual debate legislativo, centrado en iniciativas como la Ley de Aceleración de la Descarbonización Industrial (IDAA), la realidad del sector demuestra ser mucho más compleja. La Federación Europea de la Industria de la Construcción (FIEC) ha publicado un análisis estratégico que desmonta varias suposiciones populares y argumenta que las soluciones simplistas no solo son ineficaces, sino que también podrían resultar contraproducentes para la competitividad y la innovación en Europa. Este artículo desglosa las cinco revelaciones más impactantes de su análisis.
Las emisiones bajan, pero por la razón equivocada.
A primera vista, una reducción de las emisiones en industrias de alto consumo energético, como las productoras de acero o cemento, podría parecer una victoria. Sin embargo, el informe de la FIEC encendió una luz de alarma sobre la razón de esta reciente caída. El problema no es que las emisiones bajen, sino el motivo por el que lo hacen. El informe señala que, debido a factores como los altos costes energéticos y la competencia global, la producción industrial europea está en declive.
«Hoy en día, la reducción de las emisiones es con demasiada frecuencia el resultado de una menor producción, en lugar de una mayor eficiencia, una mayor integración del sistema energético y procesos de fabricación descarbonizados…».
Esta observación es crucial. No se trata solo de una mala noticia para la economía, sino de una estrategia climática fallida que simplemente deslocaliza las emisiones en lugar de eliminarlas, y que debilita la capacidad de Europa para construir la infraestructura verde del futuro.
El escepticismo de la industria: ¿por qué las etiquetas verdes son una solución incompleta?
La propuesta de crear etiquetas voluntarias para materiales industriales con bajas emisiones de carbono parece una herramienta lógica. Sin embargo, la FIEC muestra un gran escepticismo sobre su valor real y advierte de varios riesgos potenciales:
Los profesionales no las necesitan: Los equipos de compras no se guían por etiquetas simplificadas. Toman sus decisiones basándose en documentación técnica detallada, como las Declaraciones Ambientales de Producto (DAP o EPDs en inglés), que cuantifican de forma estandarizada el impacto ambiental de un producto a lo largo de su ciclo de vida.
Riesgo de confusión y carga administrativa: Una multiplicación de diferentes etiquetas podría generar confusión y una enorme carga burocrática, afectando especialmente a las pequeñas y medianas empresas (PYMES), que son la columna vertebral del sector.
Fragmentación del mercado: Si cada país establece sus propios umbrales, se corre el riesgo de fragmentar el mercado. No se trata solo de un problema burocrático, sino que socava el principio fundamental del Mercado Único de la UE al crear barreras que impiden a las empresas más innovadoras, independientemente de su país de origen, competir en igualdad de condiciones.
Valor añadido cuestionable: En resumen, no está claro que estas etiquetas aporten un valor real al proceso de toma de decisiones de los profesionales del sector, que ya cuentan con herramientas más sólidas.
El peligro de etiquetar lo incorrecto: el caso del cemento frente al hormigón.
Uno de los argumentos más potentes de la FIEC se centra en el peligro del «etiquetado indirecto». Para ilustrarlo, utilizan el ejemplo del cemento y el hormigón, mostrando cómo centrarse en el material equivocado puede anular los beneficios de una política bienintencionada.
La clave está en comprender que el cemento es un ingrediente y el hormigón es el producto final que adquieren y utilizan las empresas constructoras. Las políticas que se centran exclusivamente en etiquetar el cemento «bajo en carbono» ignoran que muchas de las mayores oportunidades de innovación se encuentran en la fase de producción del hormigón. Por ejemplo, se puede reducir la huella de carbono mediante mezclas innovadoras que logran un rendimiento estructural igual o superior con menos clínker (el componente que más emisiones genera).
Si las políticas solo incentivan un cemento «verde», se desaprovecharán todas estas innovaciones en el ámbito del hormigón. En el peor de los casos, este enfoque podría dar lugar a una «suboptimización», en la que se elige un componente supuestamente ecológico que provoca un impacto ambiental general negativo del producto final.
Si pagamos una «prima verde», el dinero debe reinvertirse.
La industria reconoce que los materiales con bajo contenido de carbono suelen tener un coste más elevado, lo que se conoce como «prima verde». La FIEC no se opone por principio a pagar este sobrecoste, pero establece una condición fundamental e ineludible: cualquier coste adicional pagado por estos productos debe reinvertirse de forma explícita y transparente en un mayor esfuerzo de descarbonización.
Esta condición convierte la «prima verde» en un mecanismo de inversión circular, creando un bucle de retroalimentación positiva en el que la demanda actual financia directamente las tecnologías limpias del futuro. Sin esta garantía, el sistema pierde credibilidad y desaparece el incentivo para que los clientes paguen más.
Una alternativa inteligente: El «precio sombra del CO₂».
En lugar de etiquetas, la FIEC propone un mecanismo más sofisticado y alineado con el mercado para la contratación pública: el «precio sombra del CO₂». Se trata de un mecanismo pragmático y elegante que utiliza herramientas existentes.
Se toma la huella de carbono de un producto de construcción, un dato ya disponible en las Declaraciones Ambientales de Producto (DAP/EPD).
Esa cifra de CO₂ se multiplica por el precio del carbono en el mercado de derechos de emisión de la UE (EU ETS).
El resultado es un «precio sombra» monetario que no se añade al coste, sino que se utiliza como un criterio de evaluación clave en las licitaciones públicas.
Este método incentivaría una competencia real para reducir la huella de carbono de las ofertas. Es fundamental señalar que la FIEC lo concibe como un mecanismo de transición. Para evitar una «doble contabilidad», el precio sombra debería eliminarse progresivamente a medida que el EU ETS funcione sin asignaciones gratuitas.
Conclusión: más allá de la simplicidad.
El mensaje del sector de la construcción es claro: la descarbonización de un sector tan complejo no se puede lograr con gestos simbólicos. Se requieren mecanismos sofisticados que incentiven la innovación en toda la cadena de valor, desde la materia prima hasta la construcción finalizada.
La postura de la FIEC es una llamada al realismo: para lograr una descarbonización efectiva, es necesario pasar de los gestos simbólicos a los incentivos sistémicos. La pregunta crucial para los legisladores es si están dispuestos a diseñar políticas que reflejen la complejidad del mercado o si se conformarán con la falsa simplicidad de una etiqueta.
A continuación, os dejo un audio en el que se puede escuchar una conversación que ilustra claramente el contenido de este tema.
En este vídeo se recogen las ideas más importantes del artículo.
El documento que adjunto a continuación sintetiza la postura de la Federación de la Industria Europea de la Construcción (FIEC) respecto a la próxima «Acta Aceleradora de la Descarbonización Industrial» (IDAA) propuesta por la Comisión Europea. La FIEC apoya el objetivo general de la IDAA de fomentar la producción industrial sostenible y resiliente en la Unión Europea, pero expresa serias preocupaciones sobre los métodos sugeridos, en particular la creación de etiquetas voluntarias para productos industriales con bajas emisiones de carbono, como el acero y el cemento.
Figura 1. Desencofrado en paso superior. Pista de Silla (Valencia). Imagen: V. Yepes
1. Introducción a los pasos superiores pretensados.
Los pasos superiores pretensados construidos in situ constituyen una de las soluciones estructurales más extendidas y fiables para el desarrollo de obras lineales, como carreteras y ferrocarriles, en España. Su prevalencia se debe a una combinación de eficiencia estructural, robustez y notable capacidad de adaptación a las geometrías de cruce requeridas por la infraestructura moderna.
Estas estructuras se definen por una serie de características geométricas fundamentales que optimizan su comportamiento y coste.
Relación canto/luz: La esbeltez del tablero es un indicador clave de su eficiencia. Esta relación se obtiene dividiendo el canto entre la distancia entre apoyos (luz). Por lo general, esta proporción es de aproximadamente 1/25, aunque puede llegar a un límite práctico de 1/30 cuando existen restricciones severas de gálibo vertical. Superar este umbral conduce a diseños que requieren un pretensado excesivo, lo que invalida la eficiencia del concepto estructural y obliga a replantear el diseño por completo.
Configuraciones de vanos: La disposición de los vanos se adapta al obstáculo que hay que salvar, lo que da lugar a configuraciones estandarizadas por la práctica. En autovías, las configuraciones más comunes responden a una lógica funcional:
Dos vanos (por ejemplo, 30-30 m): configuración ideal para autovías de doble calzada, ya que se aprovecha la mediana central para ubicar una pila de apoyo.
Tres vanos (por ejemplo, 20-36-20 m): trazado común para salvar obstáculos más anchos cuando no es factible o deseable una pila central.
Cuatro vanos (por ejemplo, 12-18-18-12 m): solución para cruces amplios que requieren una distribución de apoyos más regular.
Cuando el cruce es esviado (no es perpendicular), las luces aumentan para mantener los gálibos, lo que puede llevar a configuraciones como 14-20-20-14 m. En las líneas de alta velocidad (AVE), son habituales los puentes de tres vanos con luces de 12-17-12 m.
Tipos de estribos: Los estribos, apoyos extremos del puente, pueden ser abiertos o cerrados. Se desaconseja rigurosamente el uso de estribos flotantes en tableros hiperestáticos (continuos sobre múltiples apoyos) debido al elevado riesgo de asientos diferenciales en el terraplén, fenómeno para el que estas estructuras no están preparadas y que comprometería gravemente su integridad.
La preferencia por las soluciones construidas in situ frente a las prefabricadas se debe principalmente a su mejor comportamiento frente a impactos accidentales de vehículos que exceden el gálibo permitido. Su capacidad para redistribuir cargas imprevistas les confiere una resiliencia intrínseca, fundamental para garantizar la seguridad a largo plazo de la infraestructura.
El éxito de estas estructuras depende de una ejecución meticulosa en cada fase. A continuación, se detallará el proceso constructivo, comenzando por los cimientos de la obra: la ejecución de los alzados.
2. Construcción de cimentaciones y alzados (pilas y estribos).
Los alzados del puente (pilas y estribos) representan entre el 30 % y el 50 % del coste total de la estructura y constituyen un componente crítico. Su correcta ejecución, desde la cimentación hasta la coronación, es la garantía fundamental de la estabilidad global y de la transmisión adecuada de las cargas al terreno.
El proceso comienza con la construcción de las cimentaciones, siguiendo una secuencia rigurosa:
Excavación y verificación geotécnica: Se excava el terreno hasta la cota de cimentación definida en el proyecto. En este punto, es fundamental comprobar que el terreno de apoyo real posee las características de resistencia contempladas en el cálculo. Si el estrato esperado no se encuentra a la cota prevista, se debe profundizar la excavación hasta dar con él y rellenar el excedente de profundidad con hormigón pobre. Si el terreno adecuado no aparece, hay que detenerse y reconsiderar el diseño de la cimentación. Una práctica constructiva recomendable consiste en realizar una sobreexcavación de unos 5 cm para que el hormigón, que podría contaminarse con material de las paredes, quede fuera del recubrimiento estructural.
Hormigón de limpieza y armaduras de zapata: Sobre el terreno verificado, se vierte una capa de hormigón de limpieza de entre 10 y 15 cm de espesor. Su función es crear una superficie de trabajo nivelada y limpia, esencial para el montaje correcto de las armaduras pasivas de la zapata. A continuación, se colocan las mallas inferior y superior de armadura, separadas entre sí por barras denominadas «pates», que garantizan la geometría y permiten el tránsito de los operarios sin deformar la armadura.
Figura 2. Cimbra porticada. Imagen: V. Yepes
Una vez completada la cimentación, se procede a la ejecución de los soportes, como en el caso de un estribo abierto:
Montaje de armaduras y encofrados: Se coloca la armadura pasiva del soporte, que suele llegar premontada desde el taller. A continuación, se instalan los encofrados, que suelen ser metálicos en el caso de los paramentos no vistos. Estos se aploman y se arriostran con puntales inclinados para garantizar su estabilidad frente a la presión hidrostática del hormigón fresco.
Hormigonado de soportes: El hormigonado se realiza con un cubilote y una manguera que desciende hasta el fondo del encofrado para evitar la segregación del hormigón al caer desde gran altura. Se utiliza hormigón tipo HA-25 y se vibra en capas de unos 30 cm para asegurar una compactación homogénea.
Desencofrado: El encofrado se retira normalmente a las 24 horas. El acabado superficial de estos paramentos no vistos suele ser de calidad básica, ya que quedarán cubiertos por el relleno de tierras.
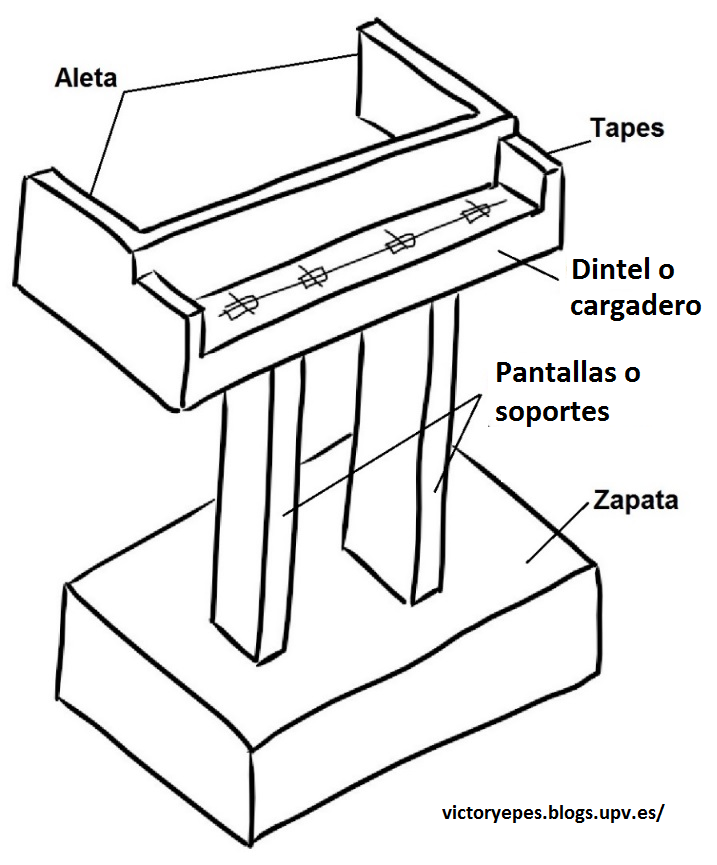
Una vez ejecutados los soportes, se procede al relleno de tierras en la parte trasera del estribo. Esta operación requiere una compactación rigurosa para evitar desprendimientos futuros bajo las cargas de tráfico. Es fundamental coordinar esta tarea con la construcción del cargadero, es decir, la viga de coronación que une los soportes. En la práctica, la coordinación entre los equipos de movimiento de tierras y los de estructuras suele ser un punto conflictivo, pero es imprescindible compactar el relleno antes de hormigonar el cargadero para poder acceder con la maquinaria de compactación.
En paralelo, se construyen las pilas intermedias. Un ejemplo común son las pilas circulares, que se ejecutan con encofrados metálicos semicirculares que se ensamblan para formar los diámetros más frecuentes: 1,00 m o 1,20 m.
Una vez finalizados los alzados, la obra está preparada para la siguiente fase crucial: el montaje de la estructura auxiliar que soportará el tablero.
3. Sistemas de cimbrado y encofrado del tablero.
La ejecución del tablero in situ requiere un sistema de soporte temporal robusto y preciso. Este sistema está compuesto por dos elementos funcionalmente distintos: la cimbra, que es la estructura de apoyo global que transmite las cargas al terreno, y el encofrado, que es el molde en contacto directo con el hormigón y que le confiere su geometría final. A continuación, se analizan las dos metodologías principales empleadas.
3.1 Método 1: cimbra tubular con encofrado de madera.
Este es el sistema más tradicional y versátil. La cimbra tubular (tipo PAL) está formada por torres de perfiles huecos de planta cuadrada o triangular que cubren toda la superficie inferior del tablero. Su montaje, realizado por una cuadrilla de cinco personas, suele durar una semana.
La seguridad y estabilidad de este sistema dependen de varios factores críticos:
Estabilidad y arriostramiento: Para evitar el colapso «en castillo de naipes», es imprescindible escalonar los terraplenes laterales de los vanos extremos y conectar las torres entre sí mediante barras de arriostramiento longitudinales y transversales.
Cimentación y apoyo: La cimbra requiere un terreno con una tensión admisible mínima de 0,10 MPa. Para cumplir este requisito, suele mejorarse el terreno con una capa de grava-cemento y se reparten las cargas de las torres mediante tableros de madera longitudinales o zapatas individuales bajo cada pie.
Drenaje: Una gestión deficiente de las aguas torrenciales puede erosionar el terreno de apoyo y provocar el desplome de la cimbra, por lo que el control de estas aguas es un aspecto fundamental de la seguridad.
Figura 3. Cimbra con torres modulares. Imagen: V. Yepes
Sobre la cimbra tubular se monta el encofrado de madera, cuyo montaje puede llevar de una a tres semanas:
Nivelación y ajuste fino: En la parte superior de cada torre hay husillos de nivelación que permiten ajustar la cota del encofrado con precisión milimétrica. Un aspecto notable de estos diseños es la omisión deliberada de la contraflecha (curvatura ascendente). Esto es posible porque la flecha descendente debida al peso propio y la contraflecha ascendente generada por el pretensado tienen magnitudes similares y se anulan mutuamente, lo que caracteriza un diseño de pretensado eficiente.
Componentes del encofrado: El sistema está compuesto por largueros (vigas longitudinales apoyadas en los husillos), costillas (elementos transversales que dan forma a la sección) y el forro de tabla, que es la superficie en contacto directo con el hormigón.
Elementos específicos: Se deben ejecutar encofrados particulares para elementos como los dados de apoyo sobre los neoprenos y los cajetines de los anclajes del sistema de pretensado.
3.2. Método 2: cimbra industrial con encofrado metálico.
Este sistema es una alternativa más moderna y rápida. Consiste en torres de carga metálicas de alta capacidad, separadas aproximadamente cada 12 metros, sobre las cuales se apoyan vigas en celosía que sostienen los paneles de encofrado metálicos.
Figura 4. Cimbra porticada. Imagen: V. Yepes
Las particularidades de este sistema frente al método tradicional son:
Cimentación: Cada pareja de torres puede soportar cargas de hasta 250 toneladas, por lo que es necesario construir zapatas de hormigón armado de unos 40 cm de espesor. Si el terreno no es adecuado, puede ser necesario realizar pilotajes en estas cimentaciones temporales.
Ventajas: Su principal ventaja es la rapidez de montaje, ya que permite alcanzar ciclos de hormigonado de un tablero al mes. Además, su diseño diáfano permite mantener el paso de los vehículos por debajo de la estructura durante la construcción.
Calidad de acabado: El acabado superficial que deja el encofrado metálico suele ser de peor calidad estética que el de la madera. Para mejorarlo, se pueden aplicar tratamientos al hormigón para dejar el árido visto.
Descimbrado: A diferencia del sistema tubular, el descimbrado se realiza mediante gatos de tornillo situados en la base de las torres, que permiten descender toda la estructura de forma controlada.
Una vez completado el montaje de la cimbra y el encofrado, la estructura está lista para recibir el esqueleto de acero que le conferirá su resistencia.
4. Colocación de armaduras pasivas y activas.
Esta fase consiste en montar el entramado de acero que reforzará el hormigón. Existen dos tipos de armaduras con funciones diferentes: las pasivas, que absorben esfuerzos locales y controlan la fisuración, y las activas, que conforman el sistema de pretensado que proporciona la capacidad portante principal del puente.
Las armaduras pasivas presentan una cuantía que oscila entre 50 y 70 kg/m² de tablero, mientras que las armaduras activas tienen una cuantía menor, que varía entre 12 y 25 kg/m.
Figura 5. Aligeramientos de poliestireno entre armaduras pasivas.
El proceso de montaje se desarrolla de la siguiente manera:
Montaje de armaduras pasivas: Las barras de acero llegan a la obra cortadas y dobladas desde el taller. El montaje comienza con las armaduras transversales («barcas») y las barras maestras longitudinales, con las que se construye un armazón base estable. Una zona que requiere especial atención es el diafragma de estribos (riostra de estribos), una viga transversal integrada diseñada para distribuir las inmensas fuerzas concentradas de los anclajes del pretensado (de hasta 4548 toneladas) en el cuerpo del tablero. El armado en esta zona debe ser extremadamente denso; un armado deficiente podría provocar la rotura del hormigón durante el pretensado. No se trata de una preocupación teórica. En España se han producido accidentes mortales debido a un armado inadecuado en las zonas de anclaje. Por este motivo, considero que la revisión de este detalle específico del armado es uno de los puntos de control más críticos de todo el proceso constructivo.
Colocación de aligeramientos de poliestireno (porexpan): Para optimizar la sección, se emplean bloques de poliestireno como aligeramientos internos. Su función estructural consiste en mejorar la relación inercia/área, al reducir el peso propio y aumentar la eficiencia del pretensado. Estos bloques tienden a flotar en el hormigón fresco. Para evitarlo, se sujetan con barras de acero superiores y transversales. Aun así, la fuerza ascensional es tan elevada que obliga a hormigonar el tablero en tongadas.
Instalación de armaduras activas (pretensado):
Trazado de las vainas: Se colocan las vainas (tubos metálicos corrugados) que alojarán los cables. Su trazado se realiza siguiendo la ley de momentos flectores: se colocan en la parte superior del tablero, sobre los apoyos, y en la parte inferior, en el centro de los vanos, con una tolerancia de colocación de solo 1 cm. Es crucial garantizar un espacio horizontal mínimo de 5 a 6 cm entre las vainas, especialmente en vanos y sobre pilas. Si las vainas quedan alineadas verticalmente, las fuerzas radiales del pretensado pueden generar tracciones que rompan el hormigón entre ellas.
Tubos de purga: En los puntos más altos del trazado (generalmente, sobre las pilas) se instalan tubos de purga. Estos tubos son fundamentales para permitir la salida del aire durante la inyección posterior de mortero, lo que garantiza la protección completa del acero y la durabilidad del puente.
Enfilado de torones: El día antes del hormigonado, los torones de acero se enfilan en las vainas mediante una enfiladora mecánica, dejando un metro de cable sobrante en cada extremo para el anclaje del gato de tesado.
Figura 6. Enfilando cables de pretensado. Youtube.
Tras el meticuloso ensamblaje e inspección de las armaduras, se alcanza el punto de no retorno: el vertido monolítico que dará al puente su forma definitiva.
5. Hormigonado del tablero.
El hormigonado del tablero es una de las fases más críticas y logísticamente complejas. Debe ejecutarse de forma continua, de principio a fin y sin juntas de construcción, para garantizar la integridad monolítica de la estructura.
Una planificación logística adecuada es fundamental para garantizar un hormigonado ininterrumpido:
Volumen y suministro: Se manejan volúmenes de entre 300 y 700 m³, normalmente de hormigón HP-35. Para evitar paradas, la estrategia habitual consiste en contratar el suministro de dos plantas diferentes, de modo que una pueda cubrir a la otra en caso de avería.
Equipos: Es indispensable contar con una bomba de hormigón de repuesto en la obra para sustituir de inmediato la principal en caso de fallo.
Condiciones ambientales: La operación se pospone ante riesgo de heladas o si las temperaturas superan los 40 °C. No obstante, una vez iniciado, el hormigonado debe continuar incluso si comienza a llover.
Figura 7. Hormigonado del tablero. https://economis.com.ar/puente-san-francisco-en-andresito-se-avanzo-con-el-hormigonado-del-tablero/
El proceso de ejecución en obra se realiza con un estricto control de calidad:
Técnica de vertido en tongadas: Para evitar la flotación de los aligeramientos de poliestireno, el hormigonado se realiza en tres capas o tongadas sucesivas: primero la losa inferior, luego las almas y, por último, la losa superior. Es fundamental que el vibrador penetre en la capa anterior para asegurar un vínculo monolítico y evitar juntas frías entre vertidos.
Control de calidad del hormigón: Se comprueba la consistencia del hormigón con el cono de Abrams y se toman muestras cilíndricas (aproximadamente seis por cada tercio de las cubas) para realizar ensayos de rotura en el laboratorio y confirmar que la resistencia alcanza los valores requeridos a los 7 y 28 días.
La cuadrilla de trabajo se guía por «tochos», barras con marcas de cota establecidas según la topografía, para garantizar que la superficie final del tablero tenga la geometría exacta definida en los planos.
Cuando el hormigón alcanza la resistencia necesaria, se somete la estructura a su primera prueba de carga real: el pretensado.
6. Operaciones de pretensado del tablero.
Figura 8. Tesado de los cables.
El tesado de los cables es la operación estructuralmente más crítica, ya que somete al puente a una de sus situaciones de carga más exigentes: la combinación del pretensado máximo con únicamente el peso propio de la estructura.
Para llevar a cabo el tesado, deben cumplirse unos requisitos previos:
Resistencia del hormigón: El hormigón debe alcanzar una resistencia mínima especificada de 27,5 MPa para el hormigón HP-35. Este valor, que suele alcanzarse a los siete días, es necesario para que el hormigón soporte las altas cargas concentradas en los anclajes y para limitar las pérdidas de pretensado a largo plazo.
Equipo de tesado: El equipo consta de un gato de pretensado, una centralita hidráulica y un grupo electrógeno.
El procedimiento de tesado de cada tendón, que dura aproximadamente 45 minutos, sigue una secuencia metódica:
Secuencia: El tesado sigue un orden definido en los planos, generalmente desde los tendones centrales hacia los extremos para mantener la simetría de las cargas.
Preparación: Se enfilan los bloques de anclaje («quesos») y se colocan las cuñas cónicas que los bloquearán.
Aplicación de carga y control dual: Se aplica la presión hidráulica al gato de forma gradual. La correcta aplicación de la fuerza se verifica mediante un doble control: se mide la presión en el manómetro y, simultáneamente, el alargamiento real del cable.
Criterio de aceptación: El tesado se considera correcto si la desviación media entre el alargamiento real y el teórico es inferior al 5 %. Si la discrepancia es mayor, el primer paso es reevaluar el alargamiento teórico utilizando el módulo de elasticidad real del acero, obtenido de los ensayos de control de calidad, ya que esta es una causa frecuente de disparidad.
Tras tesar desde un extremo, se repite la operación desde el otro; el alargamiento total es la suma de ambos. Una vez aprobado el tesado, se cortan los sobrantes de los torones y se puede proceder al descimbrado.
Para garantizar la durabilidad a largo plazo de la armadura activa, es imprescindible realizar la siguiente operación: la inyección de las vainas.
7. Inyección de vainas.
La inyección consiste en rellenar los conductos (vainas) que alojan los cables de pretensado con un mortero específico. Cumple dos funciones fundamentales:
Protección contra la corrosión: El mortero aísla las armaduras activas del ambiente exterior, lo que previene su oxidación.
Adherencia: La inyección crea un vínculo mecánico sólido entre la armadura activa y el hormigón circundante.
El procedimiento se realiza de la siguiente manera:
Equipo y mezcla: Se utiliza una amasadora y una bomba de inyección. Está prohibido amasar a mano.
Proceso de relleno: El mortero se inyecta a presión (aproximadamente 0,50 N/mm²) desde un extremo de la vaina.
Purga de aire: A medida que el mortero avanza, se abren los tubos de purga en los puntos más altos para expulsar el aire atrapado. No se cierran hasta que por el tubo emane un «chorro sólido de inyección». Este paso es absolutamente crítico. Una inyección deficiente con aire ocluido «puede dar lugar, en un plazo de 10 a 20 años, a la corrosión de las armaduras activas y al desplome del puente».
Una vez asegurada la integridad estructural interna, se procede a las fases de acabado exterior y de superestructura.
8. Acabados y superestructura.
Esta fase incluye todos los trabajos destinados a la finalización estética y funcional del puente, desde el tratamiento de las superficies de hormigón hasta la instalación de los elementos de circulación.
La calidad de los acabados del hormigón visto depende directamente del tipo de encofrado utilizado:
Encofrado de madera: Proporciona un acabado de alta calidad que deja marcada la veta de la tabla y es ideal para entornos urbanos. Para mantener esta calidad, suele limitarse el número de usos. Si se busca la máxima calidad, suele exigirse madera de primera puesta.
Encofrado metálico: Puede dejar acabados de menor calidad, con marcas visibles en las juntas y manchas si no se toman precauciones.
Desde el punto de vista estético, la esbeltez del puente (con una relación luz/canto de 27,5, por ejemplo) es uno de sus principales atributos. Para preservar la elegancia visual que aporta la esbeltez del tablero, debe evitarse el uso de parapetos de hormigón macizo. Estos añaden un volumen visual que contradice la eficiencia estructural del diseño. Las barandillas metálicas abiertas son la opción más apropiada para mantener la estética deseada.
Finalmente, se ejecutan los elementos de la superestructura.
Aceras: Se forman mediante un bordillo, una solera de hormigón in situ y una imposta lateral. Es fundamental que dispongan de armaduras de conexión con el tablero que resistan los impactos de los vehículos sin desprenderse.
Otros elementos: La construcción se completa con la colocación del firme (pavimento asfáltico) y de las juntas de calzada en los estribos.
Una vez terminada la superestructura, el puente está listo para su validación final mediante la prueba de carga.
9. Prueba de carga.
La prueba de carga es la fase final y obligatoria para todos los puentes con una luz superior a 12 metros en España. Su objetivo es verificar experimentalmente el comportamiento real de la estructura y comprobar que este se corresponde con las previsiones del cálculo antes de su puesta en servicio.
Figura 9. Prueba de carga. https://www.laensa.com/prueba-carga-se40/
La prueba se diseña y ejecuta siguiendo estas pautas:
Objetivo y configuración: El propósito es someter al puente a un tren de cargas que genere esfuerzos cercanos al 70 % de los del tren de cargas del proyecto. Por ejemplo, para un puente cuyo tren de cargas de proyecto suma 348 toneladas, una prueba típica podría emplear ocho camiones de 30 toneladas cada uno, que sumarían 240 toneladas..
Estados de carga: Los camiones se disponen en distintas configuraciones diseñadas para provocar el máximo efecto en las secciones críticas: por ejemplo, en el centro de un vano para generar el máximo momento flector positivo o sobre las pilas para generar el máximo momento flector negativo.
Durante la prueba, se aplica un estricto criterio de aceptación:
Medición de deformaciones: Los desplazamientos verticales (flechas) del tablero se miden con gran precisión mediante pértigas y relojes comparadores.
Resultados típicos: La experiencia demuestra que las flechas medidas suelen representar aproximadamente el 85 % de las teóricas calculadas.
Ciclo de carga y descarga: Se mide la posición en vacío, con carga instantánea, con carga estabilizada y tras la descarga. Para que la prueba se considere satisfactoria, la recuperación de la flecha tras la descarga debe superar el 90 % de la deformación total medida.
La superación de la prueba de carga no es un mero trámite final, sino la validación final de un proceso riguroso. Representa la confirmación de que la intención del diseño se ha traducido meticulosamente en la realidad física mediante una ejecución disciplinada en cada etapa previa. El resultado se documenta en un acta oficial y el paso superior queda listo para entrar en servicio.
Rudolf Saliger nació el 1 de febrero de 1873 en Spachendorf, cerca de Freudenthal, en el Imperio austrohúngaro, y falleció el 31 de enero de 1958 en Viena. Fue un ingeniero civil y profesor universitario austríaco, considerado uno de los pioneros del hormigón armado. Era hijo de Gustav Saliger, un ebanista, y creció como el undécimo de doce hermanos. Cursó sus estudios secundarios en la Realschule de Troppau.
Entre 1891 y 1898 estudió Ingeniería Civil en la Technische Hochschule de Viena, convirtiéndose en uno de los primeros en recibir el título de Diplom-Ingenieur. Interrumpió sus estudios en 1895-1896 para cumplir con su servicio militar anual como voluntario. Tras superar el segundo examen estatal en 1898, comenzó a trabajar en el Brückenbaubüro y en la dirección de vías de la Südbahngesellschaft (1897-1899). Entre 1899 y 1900 trabajó como ingeniero de puentes en la gobernación de Alta Austria, en Linz.
Posteriormente, orientó su carrera hacia Alemania: trabajó en la empresa Beton- und Monierbau AG, colaboró con el Materialprüfungsamt de Berlín-Dahlem en 1906 y ejerció como ingeniero de puentes y de hormigón armado en Kassel. En ese periodo también fue docente en las escuelas de construcción de Poznań y Kassel. Durante esos años, realizó viajes de estudios a Suiza, Francia —donde asistió a la Exposición Universal de París de 1900— y Bélgica, donde se formó en la técnica del hormigón armado bajo la influencia de los pioneros François Hennebique y Joseph Monier.
En 1903 contrajo matrimonio con Marie Hettling y, ese mismo año, obtuvo el título de doctor en la Technische Hochschule de Viena con la tesis Über die Festigkeit der Bauwerke aus veränderlich elastischen Stoffen, vornehmlich der Beton-Eisen-Konstruktionen (publicada en 1904).
En 1907 fue llamado a la Technische Hochschule de Braunschweig y, en 1908/1909, a la Deutsche Technische Hochschule de Praga, donde fue profesor de mecánica estructural y construcción metálica. En 1909 se trasladó a Dresde y, finalmente, en 1910 fue nombrado catedrático de Estática y Hormigón Armado en la Universidad Técnica de Viena, donde permaneció hasta su jubilación en 1940.
Desde 1910, impartía cursos de hormigón armado y, gracias a su iniciativa, esta asignatura se convirtió en obligatoria en el curso 1916/1917. No obstante, no fue hasta el curso 1927/1928 cuando alcanzó el pleno reconocimiento dentro del plan de estudios con su curso de construcción en piedra y hormigón armado. Entre 1920 y 1922 fue decano de la Facultad de Arquitectura y, en 1924/1925, rector de la institución.
Además de su labor docente, entre 1927 y 1934 trabajó como asesor técnico de la ciudad de Viena, donde actuó como consultor y proyectista en obras que se convirtieron en símbolos urbanos, como el Dianabad, el Stadion Wien, el rascacielos de Herrengasse 8, la Reichsbrücke y los estudios cinematográficos de Rosenhügel.
Saliger fue un prolífico autor de manuales y tratados que tuvieron gran difusión internacional. Entre ellos destacan:
Über die Festigkeit veränderlich elastischer Konstruktionen insbesondere von Eisenbeton-Bauten (1904)
Der Eisenbeton in Theorie und Konstruktion (1906)
Praktische Statik (1921)
Schalendach aus Eisenbeton nach Bauart Kolb (1928)
Die neue Theorie des Stahlbetons auf Grund der Bildsamkeit im Bruchzustand (1947)
Ingenieur Gustav Adolf Wayss. Ein Bahnbrecher des Stahlbetons (1948)
Der Stahlbetonbau: Werkstoff, Berechnung, Gestaltung (1956).
Especial relevancia alcanzaron Praktische Statik y Der Stahlbetonbau, que conocieron numerosas ediciones y traducciones, incluidas en español y ruso. Estas obras consolidaron el análisis práctico de estructuras y la aplicación científica del hormigón armado, aportando un corpus sin precedentes a la ingeniería alemana y austríaca en el periodo 1900–1950.
Tras la anexión de Austria por parte de la Alemania nazi en marzo de 1938, Saliger fue nombrado rector interino de la TH de Viena en sustitución de Karl Holey. En este cargo, mostró públicamente su apoyo al régimen mediante telegramas y discursos de adhesión. En 1939, fue elegido miembro de número de la Academia Austríaca de Ciencias y, el 20 de febrero de 1940, solicitó formalmente su ingreso en el NSDAP, que se hizo efectivo el 1 de junio.
Antes de jubilarse en 1939, desempeñó un papel relevante en la nazificación de la universidad y en la discriminación y expulsión de estudiantes y profesores judíos y socialdemócratas. Según la historiadora Juliane Mikoletzky, este proceso se produjo en la TH de Viena de manera especialmente rápida y ordenada.
Tras 1945, fue clasificado como Minderbelasteter (cómplice menor) en los procesos de desnazificación. En 1948, le fue concedido el perdón por «razones técnico-científicas», lo que le permitió mantener su prestigio académico.
Rudolf Saliger falleció en su residencia de Larochegasse 29, en Viena, el 31 de enero de 1958, apenas unas horas antes de recibir la condecoración del presidente de Austria por sus servicios a la ciencia y al arte. Sus restos fueron incinerados y depositados en una tumba de honor diseñada por Viktor Hammer en el cementerio de la Feuerhalle Simmering.
En 1965, la ciudad de Viena dio su nombre a la calle Saligergasse, en el distrito de Favoriten. Décadas después, entre 2011 y 2013, una comisión de historiadores, por encargo del Ayuntamiento de Viena, revisó el papel de las personalidades que habían dado nombre a las calles y situó a Saliger como pionero técnico, pero también como académico vinculado al nacionalsocialismo.
El legado de Rudolf Saliger es amplio y complejo. Como ingeniero, fue pionero en el desarrollo y la enseñanza del hormigón armado en Austria, impulsó su institucionalización universitaria y participó en obras emblemáticas de Viena, además de dejar una extensa bibliografía técnica. Como figura pública, apoyó al régimen nazi y promovió políticas de exclusión en la universidad. Estas dos dimensiones, la científica y la política, forman parte inseparable de su legado en la historia de la ingeniería y del siglo XX.
Los pasos superiores de hormigón pretensado ejecutados in situ son elementos estructurales fundamentales en la construcción de obras lineales, como carreteras y ferrocarriles. Su correcta ejecución es fundamental para garantizar la durabilidad de la infraestructura y, lo que es más importante, la seguridad de los usuarios. Este Plan de Calidad se ha desarrollado como un instrumento de control riguroso, centrado en la identificación sistemática de los puntos críticos de control (PCC), los riesgos inherentes a cada fase y los procedimientos de verificación necesarios para mitigarlos. Basado en las mejores prácticas del sector, su objetivo es servir de guía técnica y procedimental para la dirección de obra y el contratista, garantizando el cumplimiento estricto de las especificaciones del proyecto y la consecución de los más altos estándares de calidad.
Figura 1. Paso superior en la autovía A-7, en Cocentaina (Alicante). Imagen: Lorena Yepes-Bellver
Este documento abarca las fases clave en la construcción de este tipo de estructuras y cubre el proceso constructivo de manera integral. En concreto, el plan abarca:
La ejecución de las cimentaciones y alzados (pilas y estribos).
El montaje, nivelación y aseguramiento de cimbras y encofrados.
La correcta colocación de armaduras pasivas, activas y elementos aligerantes.
La planificación y ejecución del hormigonado del tablero.
La operación de tesado del pretensado.
La inyección de vainas para la protección de la armadura activa.
Los controles de acabados y la ejecución de la prueba de carga final.
El proceso constructivo comienza con la ejecución de los alzados, una fase fundamental que sienta las bases para la estabilidad y el correcto comportamiento de toda la estructura.
2. Control de calidad en la construcción de alzados (pilas y estribos).
La construcción de los alzados, que incluye las pilas y los estribos, es una fase de gran importancia. Al representar entre el 30 % y el 50 % del coste total del puente, su correcta ejecución, y en particular la de sus cimentaciones, es la base sobre la que se sustenta la estabilidad de toda la estructura. Las estadísticas del sector son claras: aproximadamente un tercio de los fallos estructurales se deben a cimentaciones deficientes, por lo que esta etapa es un punto de control de máxima prioridad.
Figura 2. Cimentación provisional para las torres de una cimbra porticada. Imagen: V. Yepes
2.1 Verificación geotécnica y cota de cimentación.
El principal riesgo de una verificación incorrecta del terreno de cimentación es la aparición de asientos diferenciales. Un terreno con características resistentes inferiores a las previstas en el proyecto puede provocar movimientos incompatibles con la naturaleza hiperestática de la estructura, lo que conlleva una redistribución de esfuerzos no prevista y, en casos graves, fallos estructurales.
Los procedimientos de verificación y control para este punto crítico son los siguientes:
Revisión documental: antes de iniciar la excavación, es obligatoria la revisión exhaustiva del anexo geotécnico y del anexo de cálculo del proyecto. El equipo de obra debe familiarizarse con los sondeos y las recomendaciones de cimentación.
Inspección visual y verificación in situ: una vez alcanzada la cota final de excavación, se debe realizar una comprobación visual para confirmar que el estrato de apoyo se corresponde con el terreno esperado según los sondeos.
Protocolo de actuación ante discrepancias: si el terreno esperado no se encuentra en la cota prevista, el procedimiento estándar consiste en profundizar la excavación hasta localizarlo y, posteriormente, rellenar el sobreexceso con hormigón pobre. Si tras una profundización razonable no se localiza el estrato, se deberá detener el proceso, plantear un nuevo sondeo y revisar el diseño de la cimentación.
Control de cimentaciones profundas: en el caso de cimentaciones por pilotes, se debe verificar el estadillo de excavación y comprobar que el empotramiento de la punta en el estrato resistente cumple con lo especificado en el proyecto.
2.2 Colocación de armaduras y encofrados de soportes
Una ejecución deficiente en esta fase introduce múltiples riesgos: recubrimientos de hormigón insuficientes que exponen las armaduras a la corrosión, longitudes de empalme de las esperas inadecuadas que impiden la transmisión correcta de esfuerzos y comprometen la capacidad estructural, y una estabilidad deficiente del encofrado que puede provocar su deformación o colapso bajo la presión del hormigón fresco.
Procedimiento de verificación
Criterio de aceptación/rechazo
Medición de recubrimientos: Verificar la correcta colocación de separadores para garantizar la distancia entre la armadura y el encofrado.
El recubrimiento debe cumplir estrictamente con las especificaciones del plano. Se debe colocar un número de separadores suficiente para evitar el hundimiento de la malla superior al ser pisada, utilizando pates o soportes equivalentes de hormigón a razón de, al menos, 1 ud/m².
Comprobación de empalmes: Medir la longitud de solape de las esperas de los soportes.
La longitud debe ser igual o superior a la especificada en el proyecto para garantizar la correcta transmisión de esfuerzos.
Apeo y estabilidad del encofrado: Inspeccionar el sistema de apuntalamiento del encofrado de los soportes, incluyendo los puntales inclinados.
El encofrado debe estar perfectamente aplomado y arriostrado para asegurar su estabilidad y planeidad durante el hormigonado.
2.3 Hormigonado de soportes y curado
El principal riesgo durante el hormigonado de elementos esbeltos y verticales, como los soportes, es la segregación del hormigón. Verter el hormigón desde una altura excesiva hace que los áridos gruesos se separen de la pasta de cemento, por lo que el elemento resultante no es homogéneo y tiene una resistencia local inferior a la prevista.
Para controlar este riesgo, es obligatorio utilizar un embudo metálico y una manguera que descienda hasta el fondo del encofrado. El vertido debe realizarse en capas de aproximadamente 30 cm de espesor, vibrando cada una de ellas para garantizar una compactación adecuada y una distribución homogénea de los componentes del hormigón.
Figura 3. Estribo abierto. Imagen: V. Yepes
2.4. Ejecución y compactación del relleno del trasdós (estribos abiertos).
La coordinación y ejecución del relleno en estribos abiertos es un aspecto crítico que a menudo se subestima. Una compactación deficiente del terreno, especialmente en la zona acotada entre los soportes y bajo el futuro cargadero, puede provocar el desmoronamiento del terraplén cuando la estructura entre en servicio y se vea sometida a las cargas dinámicas del tráfico.
El procedimiento de control clave es secuencial: el relleno y la compactación de las tierras del cono de derrame deben realizarse antes de ejecutar el cargadero superior del estribo. Esta secuencia es la única que garantiza el acceso de la maquinaria de compactación a toda la superficie del trasdós, lo que asegura un grado de compactación uniforme y adecuado en la zona más crítica. Es fundamental señalar que, dado que los equipos de movimiento de tierras y los de estructuras suelen gestionar tajos distintos, coordinar esta tarea no siempre es sencillo, pero es imprescindible para garantizar la calidad final del estribo.
Una vez completados y verificados los alzados, la construcción avanza hacia el montaje de la estructura auxiliar que dará forma al tablero: la cimbra y el encofrado.
3. Control de calidad de cimbras y encofrados del tablero.
La cimbra es una estructura temporal, pero su función durante la construcción es absolutamente crítica. Debe soportar el peso total del hormigón fresco del tablero, las armaduras y las sobrecargas de ejecución, y transmitir estas cargas de forma segura al terreno. Si falla durante el hormigonado, las consecuencias son catastróficas. Los dos sistemas más habituales son la cimbra tubular con encofrado de madera, que ofrece un acabado superficial de mayor calidad, y la cimbra industrial con encofrado metálico, que permite un montaje más rápido a costa de un acabado estético inferior.
3.1. Estabilidad y cimentación de la cimbra.
La estabilidad de la cimbra está amenazada por varios riesgos fundamentales que deben ser controlados rigurosamente:
Fallo del terreno de apoyo: Cimentar sobre un terreno con una tensión admisible inferior a la requerida (el mínimo habitual para cimbra tubular es de 1.00 kp/cm²).
Desplome en «castillo de naipes»: Ausencia de arriostramientos longitudinales y transversales que conecten las torres entre sí, impidiendo una respuesta conjunta de la estructura.
Erosión y lavado: Una escorrentía no controlada de aguas torrenciales puede socavar los apoyos de la cimbra y provocar su colapso.
Deslizamiento en taludes: La falta de un escalonamiento adecuado en los terraplenes laterales donde apoyan los vanos de compensación compromete la estabilidad de las torres.
Figura 4. Escalonamiento con pequeños muros de hormigón junto al estribo. Imagen: V. Yepes
Riesgo identificado
Procedimiento de verificación y control
Criterio de aceptación
Fallo del terreno de apoyo
Inspeccionar el terreno y verificar que se ha ejecutado la capa de mejora de 30 cm de grava-cemento. Comprobar la disposición de tableros o zapatas de madera para el reparto de cargas.
El terreno debe cumplir la tensión admisible especificada en el proyecto de cimbra. Las medidas de mejora y reparto deben estar correctamente ejecutadas.
Desplome en «castillo de naipes»
Inspeccionar visualmente la existencia y correcta instalación de las barras de arriostramiento en ambas direcciones, uniendo todas las torres.
Todas las torres deben estar arriostradas conforme al proyecto de cimbra. No se admitirá la ausencia de estos elementos.
Erosión por lluvia
Verificar la ejecución de una zanja de drenaje aguas arriba y una zanja lateral que evacúe el agua de forma controlada.
El sistema de drenaje debe ser funcional y capaz de gestionar la escorrentía previsible.
Deslizamiento en taludes
Comprobar que los terraplenes laterales han sido escalonados y, si es necesario, reforzados con muretes de hormigón.
La ejecución del escalonamiento debe coincidir con los planos del proyecto de cimbra para garantizar un apoyo seguro.
3.2 Nivelación y geometría del encofrado del tablero.
La precisión en la nivelación del encofrado debe ser milimétrica y crítica. Un principio clave del diseño de estas estructuras es el equilibrio de deformaciones, por lo que no se aplica una contraflecha, ya que las flechas producidas por el peso propio y por la acción del pretensado están diseñadas para compensarse entre sí. Por este motivo, la precisión topográfica inicial del encofrado es un factor absolutamente imprescindible, ya que define directamente la rasante final del tablero.
El procedimiento de control topográfico es esencial. Un topógrafo debe nivelar de manera individual cada uno de los husillos de la cimbra, siguiendo las cotas definidas en los planos del proyecto. Este ajuste preciso garantiza que la geometría del tablero, incluidos los peraltes y los acuerdos, se construya con la máxima fidelidad al diseño.
Una vez verificada la geometría y la estabilidad del «molde» (encofrado), el siguiente punto crítico de control es la correcta colocación de su contenido: las armaduras pasivas y activas.
Figura 5. Encofrado del tablero. Imagen: V. Yepes
4. Control de calidad en la colocación de armaduras y aligeramientos.
Las armaduras de una estructura de hormigón pretensado cumplen una función dual: la armadura pasiva gestiona los esfuerzos secundarios de cortante y torsión, mientras que la armadura activa (los cables de pretensado) confiere al puente su capacidad principal para salvar grandes luces de manera eficiente. Cualquier error en la disposición o la cantidad de acero en esta fase compromete de forma directa e irreversible la capacidad portante de la estructura.
4.1 Trazado y sujeción de vainas de pretensado.
El trazado de las vainas de pretensado es un riesgo de primer orden. La armadura activa no es más que una armadura de tracción que debe colocarse donde se producen dichas tracciones: en la parte superior, sobre las pilas, y en la inferior, en el centro del vano. Si su posición vertical (excentricidad) es incorrecta, la fuerza de pretensado no generará el momento flector interno deseado, lo que invalidaría los cálculos del proyecto y comprometería la seguridad y el comportamiento de la estructura.
El protocolo de verificación del trazado de vainas es el siguiente:
Verificación por puntos: Se debe comprobar la cota vertical de todas las vainas en intervalos de 2.00 a 3.00 metros, contrastando las mediciones con los planos de pretensado.
Tolerancia: El trazado en vertical debe ajustarse con una tolerancia máxima de un centímetro, siendo especialmente rigurosos en las secciones críticas sobre pilas y en los centros de vano.
Sujeción: Es imperativo asegurar que las vainas estén firmemente sujetas a los estribos de las almas para evitar su movimiento o desplazamiento durante las operaciones de hormigonado.
Espaciamiento: Se debe verificar que existe un hueco horizontal mínimo de 5-6 cm entre vainas contiguas. Este espacio es crucial para permitir que el hormigón fluya correctamente y envuelva por completo las vainas, evitando la formación de coqueras.
4.2 Sujeción de aligeramientos contra la flotación.
Los aligeramientos de poliestireno expandido, al tener una densidad muy baja, están sometidos a una gran fuerza de flotación cuando se vierte el hormigón fresco. Este riesgo es crítico, por ejemplo, en un tablero con cuatro aligeramientos de 80 cm de diámetro, ya que el empuje de flotación puede alcanzar las 4,83 t/m, una fuerza muy superior al peso de la armadura pasiva que los recubre (aproximadamente 0,72 t/m). Si los aligeramientos no están adecuadamente anclados, flotarán y se desplazarán de su posición teórica, lo que alterará la sección transversal del tablero y constituirá un defecto estructural de difícil y costosa solución.
Figura 6. Aligeramiento puente losa.
Para mitigar este riesgo, deben aplicarse obligatoriamente dos medidas de control combinadas:
Anclaje mecánico: verificar la colocación de un sistema de sujeción robusto. Este sistema puede consistir en barras de acero (por ejemplo, de 12 o 16 mm de diámetro) dispuestas por encima de los aligeramientos y atadas a los cercos de las almas, o bien en flejes metálicos que rodean los aligeramientos y se anclan al fondo del encofrado.
Hormigonado por fases: se debe exigir que el hormigonado del tablero se realice en tres tongadas o capas sucesivas (losa inferior, almas y losa superior). Esta estrategia de vertido es fundamental, ya que el peso del hormigón de cada capa contrarresta de forma progresiva la fuerza ascensional, impidiendo la flotación.
4.3. Control de armado en zonas de alta concentración de esfuerzos.
La riostra sobre los estribos es una de las zonas más críticas de la estructura. Su función es difundir las cargas altamente concentradas de todos los anclajes del pretensado (que pueden sumar miles de toneladas, como las 4548 t del caso de referencia) hacia el resto del tablero. Un armado insuficiente en esta zona puede provocar la rotura de la riostra durante la operación de tesado, lo que supondría un fallo frágil y catastrófico. La gravedad de este riesgo no es teórica: recientemente se ha producido algún caso en España con víctimas mortales y heridos graves.
Como procedimiento de control, se establece una inspección final obligatoria y la emisión de un visto bueno formal por parte de la dirección de obra para la totalidad del armado del tablero antes de autorizar el inicio del hormigonado. Por experiencia, se sabe que las prisas en esta revisión final son la causa principal de la omisión de armaduras de refuerzo críticas. Este control debe ser un «punto de espera» formal y sin prisas en la planificación de la obra.
Una vez que el acero está correctamente posicionado y asegurado, el siguiente paso es hormigonar el tablero, una operación logística de gran envergadura y alta criticidad.
5. Control de calidad en el hormigonado del tablero.
El hormigonado del tablero de un paso superior es una operación logística de alta criticidad. Debe ejecutarse de forma continua, sin juntas de construcción, y conlleva el uso de grandes volúmenes de hormigón (normalmente entre 300 y 700 m³). Este proceso exige una planificación exhaustiva y la implementación de planes de contingencia para evitar cualquier interrupción que pueda afectar a la monoliticidad y a la integridad estructural del elemento.
5.1 Aseguramiento del suministro continuo de hormigón.
El principal riesgo durante esta fase es la interrupción del hormigonado. Cualquier detención prolongada crearía una junta fría que actuaría como un plano de debilidad estructural, algo inaceptable en el tablero de un puente. Los puntos de fallo más probables son una avería en la planta de hormigón o una avería mecánica en la bomba de hormigonado.
Para mitigar este riesgo, es obligatorio disponer de un plan de contingencia robusto:
Doble suministro: Se debe contratar el hormigón con dos plantas de producción independientes o, como alternativa, contratar una planta principal y mantener una segunda planta en servicio de guardia, lista para asumir la producción en caso de fallo de la primera.
Bomba de repuesto: Es imprescindible disponer de una segunda bomba de hormigón en la obra, totalmente operativa y lista para sustituir a la principal de forma inmediata en caso de avería.
Logística de personal: La jornada de hormigonado, que puede extenderse por más de 10 horas, debe ser planificada con personal suficiente para permitir turnos de descanso. Asimismo, el avituallamiento (comida y bebida) debe ser provisto en la propia obra para no interrumpir el ritmo de trabajo.
5.2. Control de calidad del hormigón en fresco y endurecido.
El control de calidad del material es tan importante como la logística de su colocación. Dichos controles deben ser sistemáticos y rigurosos.
Fase de control
Parámetro a controlar
Procedimiento de verificación
Criterio de aceptación/rechazo
Recepción en obra
Trabajabilidad (cono)
Realizar el ensayo del cono de Abrams a todas las cubas antes de su vertido en la bomba.
El cono medido debe estar dentro de la tolerancia especificada (p. ej., para un cono de 12 cm, se acepta ±2 cm). Las cubas fuera de rango deben ser rechazadas y vertidas en un lugar previsto para ello.
Muestreo para ensayo
Resistencia a compresión
Realizar un muestreo estadístico (p. ej., de un tercio de las cubas). De cada amasada controlada, se deben fabricar 6 probetas para su ensayo en laboratorio.
El resultado del ensayo a 28 días debe cumplir o superar la resistencia característica de proyecto (p. ej., HP-35).
Control para tesado
Resistencia temprana
Ensayo a compresión de una serie de probetas a 7 días (o 3 días si se prevé un tesado temprano). Se recomienda curar una serie de estas probetas a pie de puente, en las mismas condiciones ambientales que el tablero, para obtener una medida más representativa de la resistencia real.
La resistencia media obtenida debe alcanzar el valor mínimo especificado en el proyecto para autorizar el tesado (p. ej., 27.5 MPa).
Una vez colocado el hormigón y alcanzada la resistencia necesaria, se pasa a la siguiente fase crítica: el pretensado, que constituye la auténtica prueba de carga de la estructura.
6. Control de calidad en el pretensado del tablero.
La operación de tesado del tablero es extremadamente crítica. En esta fase, la estructura se somete a una de sus situaciones de carga más desfavorables, ya que se aplica la fuerza máxima de pretensado con únicamente el peso propio del tablero actuando. Esta situación pone a prueba los límites de resistencia tanto del hormigón en las zonas de anclaje como del acero de alta resistencia de los tendones.
Figura 7. Anclajes de hormigón postesado. https://www.becosan.com/es/hormigon-pretensado/
6.1 Verificación dual de la fuerza de tesado.
El principal riesgo de esta operación es aplicar una fuerza de pretensado incorrecta, ya sea por exceso o por defecto. Un tesado insuficiente no conferirá a la estructura la capacidad portante para la que fue diseñada, por lo que quedará vulnerable ante las cargas de servicio. Por el contrario, un tesado excesivo puede provocar daños por compresión en el hormigón o incluso la rotura de los propios tendones.
Para garantizar la correcta aplicación de la fuerza, es obligatorio realizar un procedimiento de control dual.
Control de presión: Monitorizar y registrar la presión aplicada al gato hidráulico a través del manómetro de la centralita.
Control de alargamiento: Medir físicamente con una cinta métrica el alargamiento real que experimentan los tendones en cada extremo.
El criterio principal de aceptación es que la media de la desviación entre los alargamientos reales medidos y los alargamientos teóricos calculados en el proyecto debe ser inferior al 5 %. Si se supera este umbral, se debe detener la operación. Hay que informar inmediatamente al proyectista, analizar las posibles causas (por ejemplo, una discrepancia en el módulo de deformación real del acero de las bobinas suministradas) y no proceder hasta haberlas determinado.
6.2 Secuencia de tesado y seguridad operacional.
Una secuencia de tesado incorrecta, por ejemplo, asimétrica, puede inducir esfuerzos parásitos en la estructura que no se tuvieron en cuenta en el cálculo. Además, la operación conlleva un riesgo intrínseco muy elevado debido a las grandes energías almacenadas; la rotura de un anclaje o de un tendón puede tener consecuencias mortales.
Los procedimientos de control que se deben aplicar son:
Secuencia de tesado: Verificar que la operación sigue estrictamente el orden de tesado de los tendones especificado en los planos del proyecto. Generalmente, la secuencia procede desde los tendones centrales hacia los extremos, manteniendo siempre la simetría para no inducir momentos torsores no deseados.
Seguridad: Se prohíbe de forma taxativa la permanencia de personal no esencial en la zona posterior a los anclajes durante la aplicación de la carga.
Tras el tesado y su aprobación, es crucial proteger el acero activo contra la corrosión mediante la inyección de las vainas.
7. Control de calidad en la inyección de vainas.
La inyección de las vainas con mortero cumple dos funciones vitales: en primer lugar, proteger las armaduras activas de alta resistencia contra la corrosión y, en segundo lugar, garantizar la adherencia entre el cable y el hormigón circundante. No se debe subestimar la importancia de esta fase; los fallos por corrosión debidos a una inyección deficiente en el Reino Unido provocaron una moratoria en la construcción de este tipo de puentes, lo que subraya la gravedad de ejecutar incorrectamente este proceso.
7.1. Vaciado completo del aire ocluido.
El principal riesgo durante la inyección es la presencia de aire atrapado en los puntos más altos del recorrido de la vaina. Estas bolsas de aire impiden que el mortero de protección llegue a todas las partes del cable, por lo que quedan secciones del acero expuestas a la humedad y, por tanto, a un alto riesgo de corrosión a largo plazo.
El procedimiento de inyección y purga debe seguirse meticulosamente:
Se inyecta la lechada de mortero por uno de los extremos de la vaina a una presión controlada (alrededor de 5 kp/cm²).
Se espera hasta que la lechada fluya de manera continua por el extremo opuesto, momento en el que dicho extremo se tapa para presurizar la vaina.
A continuación, se abre el primer tubo de purga, que se encuentra en el punto más alto cercano al punto de inyección (normalmente sobre una pila).
Se mantiene el tubo de purga abierto hasta que por él salga un chorro sólido y continuo de inyección, sin burbujas de aire. En ese momento, se cierra herméticamente.
El proceso de purga se repite de forma secuencial para todos los tubos situados en los puntos altos a lo largo del trazado del cable.
Esta operación debe realizarse lo antes posible una vez recibido el visto bueno del tesado, sin posponerla, para minimizar el tiempo que el acero activo permanece desprotegido.
Una vez finalizadas las fases estructurales principales, se procede a ejecutar los elementos de acabado y a verificar el comportamiento final de la estructura mediante la prueba de carga.
8. Control de calidad de los acabados y prueba de carga.
Aunque la integridad estructural del puente ya está asegurada en esta fase, la ejecución de los acabados define su durabilidad y su aspecto final, mientras que la prueba de carga supone la aceptación formal de la obra y demuestra empíricamente que su comportamiento bajo carga es el esperado.
Figura 8. Prueba de carga. https://indaico.es/servicios/pruebas-de-carga
8.1 Ejecución de la prueba de carga.
La prueba de carga, que es obligatoria para puentes con luces superiores a 12 metros, tiene como objetivo someter la estructura a un estado de cargas que genere esfuerzos equivalentes a aproximadamente el 70 % de los producidos por el tren de cargas del proyecto. Supone la verificación final y tangible del trabajo realizado.
Los procedimientos de control para la prueba son los siguientes:
Proyecto de prueba: Se debe exigir un proyecto específico de prueba de carga, preparado por el calculista de la estructura. Este documento debe definir el número de camiones, sus pesos exactos y sus posiciones sobre el tablero para los distintos estados de carga que se van a probar (por ejemplo, el máximo momento flector positivo en el vano central y el máximo momento negativo sobre las pilas).
Medición de deformaciones: Utilizando equipos de precisión, se deben medir los desplazamientos verticales (flechas) en puntos clave del tablero. Las mediciones se toman antes de la carga (lectura de cero), durante la aplicación de la carga (respuesta instantánea) y tras un periodo de estabilización.
Medición de recuperación: Tras la retirada completa de la carga, se mide la flecha remanente para evaluar el comportamiento elástico de la estructura.
Criterios de aceptación: Se deben cumplir dos criterios principales:
La flecha máxima medida debe ser coherente con la calculada teóricamente (la experiencia indica que suele ser en torno al 85 % de la teórica).
La recuperación elástica debe ser superior al 90 % de la flecha máxima medida.
Acta de prueba: Los resultados de la prueba deben formalizarse en un acta oficial que se incorporará al expediente final de la obra como constancia de la correcta ejecución y comportamiento de la estructura.
8.2 Ejecución correcta de la superestructura.
Por último, hay que comprobar los elementos de la superestructura que completan el puente:
Aceras: Es crucial verificar la existencia de las armaduras de conexión (normalmente redondas de 12 a 25) que anclan la acera al tablero. Esta armadura evita que la acera pueda ser arrancada por impactos accidentales de vehículos contra el bordillo.
Estética: Se debe comprobar que los elementos de borde, como barandillas metálicas o parapetos, respetan la estética de la esbeltez del tablero. Se debe evitar el uso de parapetos de hormigón macizo, ya que aumentan visualmente el canto y restan elegancia al diseño. Esto es especialmente relevante si se han utilizado sistemas de cimbra industrial que, como se mencionó, priorizan la velocidad sobre la calidad del acabado superficial y dejan marcas y manchas que deben gestionarse para obtener un resultado final aceptable.
El cumplimiento riguroso y sistemático de todos los puntos de control detallados en este plan es esencial para garantizar la entrega de una estructura segura, duradera y conforme a los más altos estándares de calidad en ingeniería civil.
François Hennebique (1842 – 1921). https://es.wikipedia.org/wiki/Fran%C3%A7ois_Hennebique
François Hennebique (Neuville-Saint-Vaast, 25 de abril de 1842 – París, 7 de marzo de 1921) fue un ingeniero, arquitecto y constructor francés autodidacta, pionero en el empleo del hormigón armado. Gracias a sus aportaciones prácticas, sus intuiciones estructurales y su extraordinaria capacidad empresarial, el hormigón armado se difundió rápidamente por toda Europa a finales del siglo XIX y principios del XX, hasta convertirse en el sistema constructivo hegemónico del siglo XX.
Entre las figuras vinculadas al desarrollo del hormigón armado, Hennebique ocupa un lugar destacado. No puede atribuírsele la invención de este material ni tampoco se le considera entre los científicos que, en sus inicios, intentaron comprender su comportamiento y formular modelos de cálculo basados en fundamentos teóricos. Tampoco creó una escuela propiamente dicha en los ámbitos de la ingeniería y la arquitectura. Sin embargo, fue probablemente la persona que más contribuyó a la difusión y consolidación del hormigón como material de construcción gracias a su intuición, más que a su erudición o formación técnica, y a su notable espíritu emprendedor y comercial.
Su padre, Benjamin Hennebique, era comerciante. Hennebique se formó inicialmente como albañil. Desde joven se formó como albañil y comenzó a ejercer en 1860, mostrando muy pronto un interés particular por la restauración de iglesias. En 1865 participó en la reconstrucción de la iglesia de Saint-Martin de Courtrai (Cortrique) y se especializó en este tipo de obras religiosas.
En 1867, con veinticinco años, se estableció por cuenta propia en Bruselas como contratista, donde fundó una empresa de construcción y reparación. Ese mismo año, durante la Exposición Universal de París, conoció los experimentos de Joseph Monier, quien utilizaba hormigón armado con mallas metálicas para fabricar tinas y depósitos. La visión de aquellas piezas lo estimuló para investigar cómo aplicar ese nuevo material a la construcción de edificios.
Durante la década de 1870, Hennebique se dedicó a la reconstrucción de iglesias, pero, paralelamente, buscó la manera de mejorar la resistencia al fuego de los edificios. Ideó un sistema de forjados con hierro forjado como refuerzo ignífugo que aplicó por primera vez en 1879 en un edificio residencial de Bruselas, donde recubrió perfiles metálicos con hormigón para protegerlos del fuego.
Durante este tiempo, Hennebique comprendió que el sistema podía perfeccionarse, de modo que el hierro se utilizara solo en las zonas sometidas a tracción y el hormigón trabajara en compresión. Así sentó las bases del hormigón armado moderno, que se concibió como una losa de hormigón con armaduras metálicas en la cara inferior. En 1886, registró en Bruselas su primera patente, relativa a un sistema de forjados tubulares de hormigón con barras longitudinales sujetas por placas metálicas. Ese mismo año formuló una idea fundamental: las fuerzas en el hormigón podían ser absorbidas por el refuerzo metálico, lo que permitía ahorrar material y mejorar la eficiencia estructural. Al describir las ventajas de su patente a los arquitectos belgas, Hennebique hizo hincapié en la economía de su sistema y en lo que sería una constante a lo largo de los años posteriores: la resistencia al fuego.
El gran salto llegó en 1892, cuando Hennebique registró en Francia y Bélgica su célebre patente titulada «Combinación especial del metal y el cemento para la formación de viguetas muy ligeras y de gran resistencia». Este invento dio origen al sistema Hennebique, que integraba de manera monolítica los distintos elementos estructurales (pilares, vigas y losas), y que supuso una de las primeras apariciones del método moderno de construcción en hormigón armado. Esta patente para construir forjados unidireccionales con chapa doblada, que cumplía una doble función: servir de encofrado y de elemento metálico resistente a la tracción. La estética de este tipo de forjado permite enmascarar fácilmente el uso del hormigón y hacerlo pasar por viguetas de madera.
La gran aportación de Hennebique fue la concepción de una articulación monolítica eficaz que integraba vigas, pilares y forjados en una única estructura. Para ello, empleó barras cilíndricas curvadas y entrelazadas entre sí, complementadas con estribos en los apoyos para resistir el esfuerzo cortante. Esta disposición, fruto más de la intuición que del cálculo matemático, anticipaba los sistemas de armado que hoy se utilizan de manera generalizada. En 1897, mejoró su patente al introducir vigas continuas mediante barras dobladas en los apoyos que reforzaban los momentos negativos, lo que incrementaba notablemente la resistencia y la economía del sistema. Su primera gran obra con este material fue un puente en Suiza en 1894, considerado el primer puente de hormigón armado diseñado por él.
Inmueble Hennebique (1900). 1, rue Danton
Paralelamente a sus innovaciones, Hennebique supo organizar una maquinaria empresarial y propagandística sin precedentes. En 1892, fundó en París la Maison Hennebique, cuya plantilla pasó rápidamente de cinco a veintidós empleados, por lo que fue necesario trasladarse a unas instalaciones más grandes.
La difusión internacional de su sistema se llevó a cabo mediante la concesión de licencias a socios en distintos países. Entre ellos, destacaron Louis Gustave Mouchel, en el Reino Unido; Eduard Züblin, en Alemania, y José Eugenio Ribera, en España. En Alemania, además, tuvo que competir con la empresa G. A. Wayss, que había comprado la patente Monier en 1879.
Su propaganda se basaba en dos argumentos constantes: la economía y la resistencia al fuego. Su lema era “Inalterables y a prueba de incendios”. Organizó demostraciones públicas en las que incendiaba edificios de prueba o sometía vigas a cargas excepcionales para demostrar la incombustibilidad y resistencia de su sistema.
En 1896, publicó un artículo en la revista Béton Armé. En 1898, lanzó su propia revista periódica, Le Béton Armé, que se convirtió en el escaparate principal de su empresa y en el que difundía con profusión de fotografías, proyectos y resultados de ensayos, funcionando como órgano propagandístico de su firma.
En 1900, construyó en la calle Danton de París el Edificio Hennebique, sede de su empresa hasta 1967, que fue el primer edificio parisino construido íntegramente con hormigón armado. El inmueble, sede de su empresa hasta 1967, mostraba molduras y balaustradas en hormigón que imitaban piedra tallada, prueba de la versatilidad arquitectónica del material.
El primer puente de hormigón armado diseñado por Hennebique y la obra más importante de este tipo construida hasta entonces fue el puente Camille de Hogues, erigido entre 1899 y 1900 en Châtellerault sobre el río Vienne. La estructura mide 140 metros de largo y está formada por tres arcos rebajados empotrados; el arco central es el de mayor tamaño y tiene una luz de 50 metros.
Entre 1901 y 1903, Hennebique construyó su residencia familiar en Bourg-la-Reine, una obra de arquitectura exuberante y técnicamente avanzada concebida para demostrar las amplias posibilidades del hormigón armado. La vivienda incluye una torre de 40 metros de altura que alberga un depósito de agua para el riego por gravedad de los parterres y jardines suspendidos de la propiedad. Con esta construcción, Hennebique quiso demostrar su convicción de que «al hormigón armado se le puede pedir todo y él puede reproducirlo». Desde 1972, la casa está catalogada como monumento histórico.
Entre 1892 y 1902 se construyeron más de 7000 edificios con el sistema Hennebique, que se aplicó en puentes, torres de agua, fábricas, presas y viviendas. Entre sus obras más relevantes destacan el puente de Wiggen, en Suiza (1894); el puente Camille de Hogues, en Châtellerault (1899-1900), el primer puente francés íntegramente de hormigón armado, con 140 m de longitud y un vano central de 50 m; los silos del puerto de Génova (1901); su participación en el Grand Palais de París (1900); y su casa familiar en Bourg-la-Reine (1890-1904), que contaba con una torre de 40 m que albergaba un depósito de agua, así como un complejo residencial en Bourg.-la-Reine (1904), el puente del Risorgimento en Roma (1910-1912) y su proyecto para la presa de Asuán en Egipto (1899), que no llegó a materializarse.
Puente Camille de Hogues (1900). Hennebique. https://es.m.wikipedia.org/wiki/Archivo:Ch%C3%A2tellerault_-_Pont_Camille-de-Hogues_-1.JPG
En 1896, Hector Guimard le encargó la terraza del arsenal Coutolleau, en Angers. El primer edificio británico construido con este sistema fue el Weaver Building de Swansea (1897), demolido en 1984. Se conservan restos de su estructura en el Science Museum, el Amberley Museum y junto al río Tawe, donde una placa lo conmemora (con el error de llamarlo «Francais» en lugar de François). En Irlanda, destacan el Batchelors Building de Sligo (1905), originariamente un molino y silo de grano, y el Irish Independent Building de Dublín (1924), obra de Donnelly, Moore, Robinson y Keefe.
El puente de la Mescla es un puente de arco superior de 75 metros de longitud, construido completamente en hormigón armado, tanto el arco como el tablero. Inaugurado en 1909, fue construido para dar servicio a una línea de ferrocarril ligero.
Puente de La Mescla (1909).
El sistema Hennebique se implantó con gran éxito en numerosos países, no solo en Francia y Bélgica, sino también en España (de la mano del ingeniero de Caminos, Canales y Puertos J. Eugenio Ribera), Suiza, Italia, Turquía y Egipto. En Alemania, la implantación de la patente Monier a través de Wayss & Freytag le mantuvo muy cerrado el mercado. Hennebique patentó en España más de diez aplicaciones de su sistema para traviesas de ferrocarril, pilotes, muros de contención y cimentación, tubos, cañerías, bloques flotantes para obras marítimas e incluso presas de hormigón armado.
Cabe destacar dos obras realizadas en Italia a comienzos del siglo XX: el edificio de silos del puerto de Génova, levantado en 1901, que fue el primero construido en el país con el sistema Hennebique, y el edificio de la Sociedad de Salvamento de Nápoles, construido en 1906. La primera de ellas, y la primera construida en el país con el sistema Hennebique, es el edificio de silos del puerto de Génova, levantado en 1901. Se trata de una obra de gran envergadura propia del ámbito portuario: el edificio mide 500 metros de largo y ocupa una superficie de 15 000 metros cuadrados. Está compuesto por enormes depósitos de grano de sección rectangular y más de 20 metros de altura.
Edificio de silos en Génova. https://upload.wikimedia.org/wikipedia/commons/2/2a/Silos_di_Genoa.jpg
El puente del Risorgimento es un arco muy rebajado construido entre 1910 y 1911. Fue construido con motivo del 50.º aniversario de la Unificación de Italia, en 1909. Su técnica de construcción, basada en el método de Hennebique, permitió llevar a cabo una obra atrevida para la época: un arco de más de 100 metros de luz y 20 metros de ancho.
Puente del Risorgimiento. https://tour.rome.it/es/roma/qu%C3%A9-ver/detalles/ponte-risorgimento-roma
Una de las aplicaciones más extendidas del sistema Hennebique fue la de los forjados de edificios, cuyo proceso consistía en la construcción de encofrados de vigas y viguetas, la colocación de armaduras longitudinales en las esquinas de los soportes y en las vigas y, por último, el hormigonado. Las maquetas demostrativas mostraban, mediante piezas de metacrilato transparente, la disposición de platabandas que unían las armaduras, las barras dobladas en los apoyos para resistir los esfuerzos cortantes, la mayor densidad de refuerzos cerca de los apoyos, las esperas necesarias para conectar fases de hormigonado y el engrosamiento característico de los soportes en su encuentro con las vigas.
El sistema Hennebique alcanzó su mayor auge hacia 1905, cuando la Maison Hennebique gestionaba 50 gabinetes de estudios, contaba con 380 técnicos, entre ingenieros y delineantes, y más de 10 000 obreros activos, y controlaba cerca del 20 % del mercado mundial del hormigón armado. En 1909, la red ya incluía 62 oficinas, 43 en Europa y 12 en Estados Unidos. No obstante, en 1903, la Oficina de Patentes francesa desestimó su patente en favor de la de Monier (1878), y aunque Hennebique ganó un pleito contra el constructor Boussiron por plagio, los derechos exclusivos de su sistema quedaron debilitados.
El verdadero golpe llegó con la Circular Ministerial francesa de 1906, que estableció una reglamentación científica general para el cálculo del hormigón armado, de modo que este material dejó de ser un «sistema» patentado para convertirse en un material estructural regulado y calculable. Esto supuso la separación de roles entre proyectista y constructor, y redujo el control que ejercía Hennebique, que a partir de entonces se dedicó principalmente a la consultoría técnica apoyada en el equipo de ingenieros que había formado.
François Hennebique falleció en París el 7 de marzo de 1921. Para entonces, su empresa había participado en más de 150 000 proyectos en todo el mundo. La empresa Bétons Armés Hennebique (BAH) permaneció activa hasta 1967, año en que cesó su actividad definitivamente.
Aunque no fue un gran teórico, sus estudios contribuyeron a consolidar el hormigón armado como material constructivo. Su verdadero talento residía en la combinación de intuición técnica, visión empresarial y capacidad propagandística, que permitió una difusión vertiginosa de este material en Europa y más allá.
Gracias a él, el hormigón armado pasó de ser una curiosidad experimental a convertirse en el material hegemónico de la ingeniería y la arquitectura del siglo XX.
La impresión 3D de hormigón (3D Concrete Printing o 3DCP) se ha consolidado como una de las tecnologías emergentes más prometedoras en ingeniería civil. Consiste en fabricar elementos constructivos depositando, capa a capa, una mezcla cementicia diseñada para ser bombeada y extruida, lo que elimina la necesidad de encofrados tradicionales y reduce el consumo de materiales. Este enfoque permite una construcción más eficiente, flexible en sus formas y potencialmente más sostenible.
Propiedades del hormigón fresco: extrusibilidad, constructividad y tiempo abierto
El rendimiento de un hormigón por impresión 3D se evalúa en gran medida por sus propiedades en estado fresco. La extrusibilidad implica que la mezcla pueda fluir de manera continua por el sistema de bombeo y la boquilla sin obstruirse, lo cual se logra mediante un diseño adecuado de la granulometría y la incorporación de aditivos superplastificantes o modificadores de la viscosidad. La constructividad (buildability), por otro lado, se refiere a la capacidad de cada capa depositada para soportar las cargas de las capas sucesivas sin deformarse y está directamente relacionada con la tixotropía y la recuperación estructural de la mezcla. El tiempo abierto (open time) define el tiempo útil de aplicación o periodo de trabajabilidad durante el cual la mezcla mantiene condiciones reológicas adecuadas para la impresión. Este parámetro es crítico en proyectos de mayor escala o en entornos variables.
Adherencia intercapas, anisotropía y parámetros del proceso
Una de las limitaciones clave del hormigón impreso es la baja resistencia en los planos de unión entre capas. La adhesión entre capas depende de factores como el tiempo transcurrido desde su aplicación, la humedad superficial y las condiciones de curado. Los intervalos prolongados o las superficies secas tienden a generar juntas frías que actúan como planos de debilidad. Estudios recientes han propuesto estrategias para mitigar este efecto, como inducir condiciones termo-higrotérmicas durante la deposición, lo que puede aumentar la resistencia de la interfaz hasta en un 78 %. También se está investigando el uso de materiales compuestos especiales, como los cementicios de endurecimiento por deformación (SHCC), como materiales de unión, con los que se logran mejoras significativas en la adherencia y la resistencia a la flexión.
Propiedades mecánicas, durabilidad y microestructura
En estado endurecido, los hormigones impresos presentan resistencias a la compresión y a la flexión comparables a las de los hormigones convencionales, pero con un marcado carácter anisótropo debido a la orientación de las capas y a la presencia de vacíos entre los filamentos. La microestructura interfacial suele presentar una mayor porosidad, lo que influye en las propiedades de durabilidad, como la penetración de cloruros, la carbonatación o la resistencia a los ciclos de hielo y deshielo. Investigaciones recientes han demostrado que tanto el tiempo entre capas como las condiciones de curado influyen notablemente en la durabilidad y pueden afectar a la sorptividad y a la conductividad del ión cloruro.
Estrategias de refuerzo y mejoras funcionales
El hormigón impreso no puede resistir esfuerzos de tracción si no se integra algún tipo de refuerzo. Las estrategias actuales incluyen la incorporación de fibras (plásticas, metálicas o de vidrio) en la propia mezcla, la inserción de mallas de acero o textiles durante el proceso de impresión o el uso de composites reforzados, como el SHCC, entre capas. Los métodos en proceso, como la colocación automatizada de refuerzos textiles durante la impresión, han demostrado mejorar significativamente la ductilidad y la resistencia final de los elementos curvos. Estas soluciones avanzadas buscan superar la principal barrera de la impresión 3D para uso estructural: garantizar la capacidad portante frente a esfuerzos de tracción y flexión.
Sostenibilidad y materiales alternativos
Una de las mayores promesas de la impresión 3D de hormigón es su potencial de sostenibilidad. La eliminación de encofrados reduce los residuos y la energía necesaria y el diseño libre permite optimizar las formas para minimizar el uso de material. No obstante, la reducción real de la huella de carbono depende del uso de adiciones minerales (SCM, supplementary cementitious materials) y de áridos reciclados. Según diversos estudios, es posible incorporar cenizas volantes, escorias y residuos industriales para mejorar la sostenibilidad y reducir el coste. Investigaciones específicas demuestran que el uso de escoria de acero como árido fino es viable y que se pueden alcanzar resistencias comparables a las de las mezclas tradicionales. Asimismo, los diseños de mezclas con altos volúmenes de ceniza volante han demostrado un buen equilibrio entre la imprimibilidad y el rendimiento estructural.
Modelización, normativa y aplicación a escala real
La investigación también avanza en la modelización de los fenómenos que afectan a la impresión. Se han propuesto modelos informáticos que predicen la formación de juntas frías en función de la humedad superficial y del tiempo de deposición. Al mismo tiempo, en conferencias internacionales como Digital Concrete, impulsadas por RILEM, se han establecido procedimientos experimentales para caracterizar las propiedades de las mezclas imprimibles y evaluar la adhesión entre capas. A pesar de ello, todavía no existen normativas consolidadas que permitan el diseño estructural con garantías, por lo que la aplicación en obras reales se limita a proyectos piloto y prototipos. Revisiones recientes señalan que la falta de normas y metodologías de control de calidad es uno de los principales obstáculos para su industrialización.
Retos principales y recomendaciones prácticas
Los principales desafíos de esta tecnología son evidentes. La adherencia entre capas sigue siendo un punto débil que debe mejorarse mediante el control del tiempo de impresión, de la humedad y de los materiales de unión. La variabilidad debida a las condiciones ambientales exige una instrumentación avanzada y el control en tiempo real de los parámetros reológicos. El refuerzo requiere soluciones automatizadas y compatibles con la impresión continua, mientras que la sostenibilidad exige el uso intensivo de subproductos y una evaluación rigurosa del ciclo de vida. Por último, la escalabilidad industrial dependerá de la normalización de las pruebas y de la estandarización de los procesos.
Conclusión
El hormigón por impresión 3D se encuentra en una fase avanzada de desarrollo, con avances significativos en reología, adherencia, refuerzo y sostenibilidad. No obstante, aún es necesario superar retos relacionados con el control de calidad, la normativa y la durabilidad para garantizar su aplicación masiva en obras civiles. Su éxito dependerá de la integración de avances materiales, mecánicos y normativos, así como de la estrecha colaboración entre la universidad, la industria y los organismos de normalización. A corto plazo, la impresión 3D no sustituirá al hormigón convencional, pero sí abrirá un nuevo campo de aplicaciones en prefabricados, prototipos y proyectos singulares de alta eficiencia en materiales.
Os dejo algunos vídeos sobre este tipo de hormigón.
Referencias
Arrêteau, M., Fabien, A., El Haddaji, B., Chateigner, D., Sonebi, M., & Sebaibi, N. (2023). Review of Advances in 3D Printing Technology of Cementitious Materials: Key Printing Parameters and Properties Characterization. Buildings, 13(7), 1828. https://doi.org/10.3390/buildings13071828
Bentz, D. P., Jones, S. Z., Bentz, I. R., & Peltz, M. A. (2019). Towards the Formulation of Robust and Sustainable Cementitious Binders for 3D Additive Construction by Extrusion. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 307–330). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00015-2
Bos, F. P., Wolfs, R. J. M., Ahmed, Z., & Salet, T. A. M. (2016). Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual and Physical Prototyping, 11(3), 209–225. https://doi.org/10.1080/17452759.2016.1209867
Dey, D., Srinivas, D., Panda, B., Suraneni, P., & Sitharam, T. G. (2022). Use of industrial waste materials for 3D printing of sustainable concrete: A review. Journal of Cleaner Production, 340, 130749. https://doi.org/10.1016/j.jclepro.2022.130749
Du, G., Sun, Y., & Qian, Y. (2024). 3D printed strain-hardening cementitious composites (3DP-SHCC) reticulated shell roof inspired by the water spider. Automation in Construction, 167, 105717. https://doi.org/10.1016/j.autcon.2024.105717
Feng, P., Meng, X., Chen, J. F., & Ye, L. (2019). Mechanical Properties of Structures 3D-Printed With Cementitious Powders. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 179–208). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00009-9
Gaudillière, N., Duballet, R., Bouyssou, C., Mallet, A., Roux, P., Zakeri, M., & Dirrenberger, J. (2019). Building Applications Using Lost Formworks Obtained Through Large-Scale Additive Manufacturing of Ultra-High-Performance Concrete. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 37–58). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00003-8
Hambach, M., & Volkmer, D. (2017). Properties of 3D-printed fiber-reinforced Portland cement paste. Cement and Concrete Composites, 79, 62–70. https://doi.org/10.1016/j.cemconcomp.2017.02.001
Irshidat, M., Cabibihan, J.-J., Fadli, F., Al-Ramahi, S., & Saadeh, M. (2025). Waste materials utilization in 3D printable concrete for sustainable construction applications: A review. Emergent Materials, 8(3), 1357–1379. https://doi.org/10.1007/s42247-024-00942-4
Kazemian, A., Yuan, X., Meier, R., & Khoshnevis, B. (2019). Performance-Based Testing of Portland Cement Concrete for Construction-Scale 3D Printing. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 13–36). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00002-6
Khoshnevis, B., Hwang, D., Yao, K.-T., & Yeh, Z. (2006). Mega-scale fabrication by contour crafting. International Journal of Industrial and Systems Engineering, 1(3), 301–320. https://doi.org/10.1504/IJISE.2006.009791
Li, Z., Wang, L., & Ma, G. (2019). Method for the Enhancement of Buildability and Bending Resistance of Three-Dimensional-Printable Tailing Mortar. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 161–178). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00008-7
Li, Z., Wang, L., Ma, G., Sanjayan, J., & Feng, D. (2020). Strength and ductility enhancement of 3D printing structure reinforced by embedding continuous micro-cables. Construction and Building Materials, 264, 120196. https://doi.org/10.1016/j.conbuildmat.2020.120196
Liu, D., Zhang, Z., Zhang, X., & Chen, Z. (2023). A review on 3D printing concrete structures: Mechanical properties, structural forms, optimal design and connection methods. Construction and Building Materials, 405, 133364. https://doi.org/10.1016/j.conbuildmat.2023.133364
Marchment, T., & Sanjayan, J. (2020). Mesh reinforcing method for 3D Concrete Printing. Automation in Construction, 109, 102992. https://doi.org/10.1016/j.autcon.2019.102992
Mechtcherine, V., Buswell, R., Kloft, H., Bos, F. P., Hack, N., Wolfs, R., Sanjayan, J., Nematollahi, B., Ivaniuk, E., & Neef, T. (2021). Integrating reinforcement in digital fabrication with concrete: A review and classification framework. Cement and Concrete Composites, 119, 103964. https://doi.org/10.1016/j.cemconcomp.2021.103964
Nam, Y. J., Hwang, Y. K., Park, J. W., & Lim, Y. M. (2018). Fiber-Reinforced Cementitious Composite Design with Controlled Distribution and Orientation of Fibers Using Three-Dimensional Printing Technology. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 59–76). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00004-X
Nematollahi, B., Xia, M., Vijay, P., & Sanjayan, J. (2019). Properties of Extrusion-Based 3D Printable Geopolymers for Digital Construction Applications. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 369–380). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00018-X
Nerella, V. N., & Mechtcherine, V. (2019). Studying the Printability of Fresh Concrete for Formwork-Free Concrete Onsite 3D Printing Technology (CONPrint3D). In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 333–348). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00016-6
Rehman, A. U., & Kim, J.-H. (2021). 3D concrete printing: A systematic review of rheology, mix designs, mechanical, microstructural, and durability characteristics. Materials, 14(14), 3800. https://doi.org/10.3390/ma14143800
Salet, T. A. M., Ahmed, Z. Y., Bos, F. P., & Laagland, H. L. M. (2018). Design of a 3D printed concrete bridge by testing. Virtual and Physical Prototyping, 13(3), 222–236. https://doi.org/10.1080/17452759.2018.1479528
Sanjayan, J. G., & Nematollahi, B. (2019). 3D Concrete Printing for Construction Applications. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 1–11). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00001-4
Tran, N., Tran, M. V., Tran, P., Nguyen, A. K., & Nguyen, C. Q. (2024). Eco-Friendly 3D-Printed Concrete Using Steel Slag Aggregate: Buildability, Printability and Mechanical Properties. International Journal of Concrete Structures and Materials, 18(66). https://doi.org/10.1186/s40069-024-00705-9
Weng, Y., Li, M., Tan, M. J., & Qian, S. (2019). Design 3D Printing Cementitious Materials Via Fuller Thompson Theory and Marson-Percy Model. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 285–302). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00014-0
Wolfs, R. J. M., Bos, F. P., & Salet, T. A. M. (2019). Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cement and Concrete Research, 119, 132–140. https://doi.org/10.1016/j.cemconres.2019.02.017
Xia, M., Nematollahi, B., & Sanjayan, J. G. (2019). Development of Powder-Based 3D Concrete Printing Using Geopolymers. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 235–244). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00011-7
Zareiyan, B., & Khoshnevis, B. (2017). Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Automation in Construction, 83, 212–221. https://doi.org/10.1016/j.autcon.2017.08.019
 ¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.
¿Cómo es posible que una viga de hormigón, un material intrínsecamente frágil en lo que respecta a la tracción, soporte el paso de miles de vehículos en un viaducto sin colapsar ni agrietarse? La respuesta no radica en el grosor de la estructura, sino en un «secreto invisible»: la precompresión activa. Como ingenieros, no solo vertemos material, sino que diseñamos un estado de tensiones internas que permite a las infraestructuras modernas desafiar los límites de la física.