¿Cómo podemos averiguar la producción de una máquina en una obra? Muchas veces se cometen errores de bulto a la hora de establecer el volumen producido de los equipos por parte de los responsables de una obra. No es apropiado acudir a libros, folletos o incluso obras anteriores; tampoco es lo mismo una máquina que trabaje en solitario que un grupo de ellas que trabajen coordinadas. Cada obra tiene sus peculiaridades y es fácil cometer errores que pongan en riesgo la previsión de resultados correspondiente. En posts anteriores ya resaltamos la importancia de la productividad y del fondo horario de la maquinaria. No basta con conocer con precisión el coste horario de las máquinas, sino que es imprescindible conocer la producción de los equipos en nuestra obra para poder establecer el coste unitario correspondiente. Vamos, pues a dar una pincelada a estos conceptos. Para ello os dejo una presentación sobre la producción de los equipos que se basa en los apuntes de clase de la asignatura Procedimientos de Construcción. Espero que os guste este Polimedia divulgativo.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
En este trabajo se describe una metodología para minimizar las emisiones de CO₂ y los costes de puentes de carretera de vigas de hormigón pretensado prefabricadas con sección transversal en doble U. Para ello se ha utilizado un algoritmo híbrido de optimización por enjambre de luciérnagas (glowworm swarm optimization, GSO) y el recocido simulado (simulated anneling, SA), que se ha denominado SAGSO. La estructura se define por 40 variables, que determina la geometría, los tipos de materiales y las armaduras de la viga y de la losa. Se emplea hormigón de alta resistencia autocompactante en la fabricación de las vigas. Los resultados suponen para los ingenieros proyectistas una guía útil para el predimensionamiento de puentes prefabricados de este tipo. Además, los resultados indican que, de media, la reducción de 1 euro en coste permite ahorrar hasta 1,75 Kg en emisiones de CO₂. Además, el estudio paramétrico realizado muestra que las soluciones de menor coste presentan un resultado medioambiental satisfactorio, que difiere en muy poco respecto a las soluciones que provocan menores emisiones.
Resultados interesantes:
El coste C, en euros, y las emisiones de CO₂, en kg varían de forma parabólica con la luz (L) del vano, en metros:
C=48.088L2+613.99L+31139
kgCO2=63.418L2+2392.3L+13328
Si se minimiza el coste, también se reducen las emisiones de CO₂, de forma que el ahorro en 1 euro equivale a ahorrar 1,75 kg de CO₂.
La esbeltez de los puentes de mínimo coste (L/18.08) y de mínimas emisiones (L/17,57) siempre son inferiores a L/17.
El espaciamiento entre las vigas se sitúa en torno a 5,85 m, oscilando entre 5,65 y 5,95 m.
Las estructuras de coste mínimo precisan 42,35 kg/m² de armadura pasiva, mientras que si se optimizan las emisiones, se necesitarían 37,04 kg/m².
Sorprende observar que, aunque parece que el hormigón de alta resistencia sería el adecuado para el prefabricado de las vigas, las estructuras óptimas se alejan de este supuesto. De hecho, el hormigón para el coste mínimo en las vigas prefabricadas oscila entre 40 y 50 MPa, alejado de los 100 MPa que permitía la optimización.
Por último, un análisis de sensibilidad de costes en los resultados optimizados indica que un aumento del 20% en los costes del acero haría que el coste total de la estructura aumentara un 10,27%, disminuyendo el volumen de acero empleado. Sin embargo, si sube un 20% el precio del hormigón, el coste total únicamente subiría un 3,41% y no variaría apenas el volumen consumido de hormigón.
Referencia:
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T. (2014). Cost and CO2 emission optimization of precast-prestressed concrete U-beam road bridges by a hybrid glowworm swarm algorithm.Automation in Construction, 49:123-134. DOI: 10.1016/j.autcon.2014.10.013 (link)
En artículos anteriores nos hemos referido a temas tan importantes como el despilfarro y los costes de calidad en las empresas. Seis Sigma constituye una metodología de gestión que ha significado para ciertas empresas una reducción drástica de sus fallos y costes de calidad. Si bien esta metodología se desarrolló fundamentalmente para disminuir la variabilidad de procesos repetitivos, también es verdad que la filosofía que subyace en Seis Sigma posiblemente pueda reducir significativamente el coste y el número de fallos debido a una calidad deficiente en el diseño y la ejecución de los proyectos de construcción. Veamos aquí, como siempre, con ánimo divulgativo, alguno de los aspectos más característicos de esta metodología.
La historia de Seis Sigma se inicia a mediados de los años 80 en Motorola, cuando un ingeniero (Mikel Harry) comienza a estudiar la reducción en la variación de los procesos para mejorarlos. Esta herramienta tenía una fuerte base estadística y pretendía alcanzar unos niveles de calidad en los procesos y en los productos de la organización próximos a los cero defectos. Constituye una metodología sistemática para reducir errores, concentrándose en la mejora de los procesos, el trabajo en equipo y con una gran implicación por parte de la Dirección (de Benito, 2000; Membrado, 2004; Harry y Schroeder, 2004).
En los años 90, Jack Welch, presidente de General Electric, decidió utilizar Seis Sigma consiguiendo resultados económicos espectaculares. Desde entonces, Seis Sigma se ha convertido en una de las herramientas de mejora más empleadas, habiendo sido adoptada por compañías como Motorola, General Electric, Allied Signal, Polaroid, Toshiba, Honeywell, City Bank o American Express. Más recientemente, Seis Sigma ha llegado a Europa, donde numerosas empresas están empezando a implantarla (en España, empresas como Telefónica, e-La Caixa o Iberia).
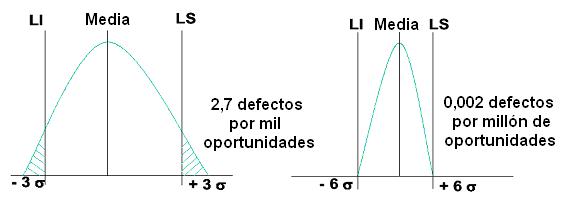
La letra griega sigma (s) se emplea en estadística para representar la variación típica de una población. El “nivel sigma” de un proceso mide la distancia entre la media y los límites superior e inferior de la especificación correspondiente (Figura 3). Ha sido habitual considerar como suficiente que un proceso tuviese una desviación de ±3s, lo cual significa que dicho proceso era capaz de producir solo 2,7 defectos por cada mil oportunidades. La idea de un “porcentaje de error aceptable” (a veces denominado un “nivel de calidad aceptable”) es un curioso remanente de la era del “control de calidad”. En aquellos tiempos se podían encontrar maneras de justificar estadísticamente los naturales fallos humanas, sosteniendo que nadie podía ser perfecto. Hoy día dicho nivel de calidad es inaceptable para muchos procesos (supondría aceptar 68 aterrizajes forzosos en un aeropuerto internacional cada mes, o bien 54.000 prescripciones médicas erradas por año). Seis Sigma hace referencia a un nivel de calidad capaz de producir con un mínimo de 3,4 defectos por millón de oportunidades (0,09 aterrizajes forzosos en un aeropuerto internacional cada mes, o una prescripción médica errada en 25 años). Esta calidad se aproxima al ideal del cero-defectos y puede ser aplicado no solo a procesos industriales, sino a servicios y, por supuesto, al proceso proyecto-construcción.
Niveles sigma de un proceso
Sin embargo, los principios estadísticos anteriores poco tienen que ver con lo que actualmente se entiende por Seis Sigma. De hecho, es una filosofía que promueve la utilización de herramientas y métodos estadísticos de manera sistemática y organizada, que permite a las empresas alcanzar considerables ahorros económicos a la vez que mejorar la satisfacción de sus clientes, todo ello en un periodo de tiempo muy corto.
Los cambios radicales se consiguen básicamente traduciendo las necesidades de los clientes al lenguaje de las operaciones y definiendo los procesos y las tareas críticas que hay que realizar de forma excelente. En función de las intervenciones de análisis y mejora siguientes, Seis Sigma lleva el funcionamiento de los productos, servicios y procesos a niveles nunca conseguidos anteriormente.
Seis Sigma se utiliza para eliminar los costes de no calidad (desperdicios, reprocesos, etc.), reducir la variación de un aspecto o característica de un producto, acortar los tiempos de respuesta a las peticiones de los clientes, mejorar la productividad y acortar los tiempos de ciclo de cualquier tipo de proceso, centrándose en aquellas características o atributos que son clave para los clientes y, por tanto, mejorando notablemente su satisfacción. Para ello, la Dirección identifica las cuestiones que más incidencia tienen en los resultados económicos y asigna a los mejores profesionales, tras formarlos intensivamente, a trabajar en los mismos.
Los elementos clave que soportan la filosofía Seis Sigma son los siguientes: (a) conocimiento de los requerimientos del cliente, (b) dirección basada en datos y hechos, (c) mejora de procesos y (d) implicación de la Dirección.
Un elemento básico en Seis Sigma es la formación. Para ello se definen diferentes papeles para distintas personas de la organización, con denominaciones peculiares y características. El directivo que va a definir, concretar, monitorizar y apoyar los proyectos de mejora se designa Champion. Para desarrollar estos proyectos se escogen y preparan expertos conocidos con los nombres de Master Black Belt, Black Belt y Green Belt, quienes se convierten en los agentes de cambio, en conjunto con los equipos de trabajo seleccionados para los mismos.
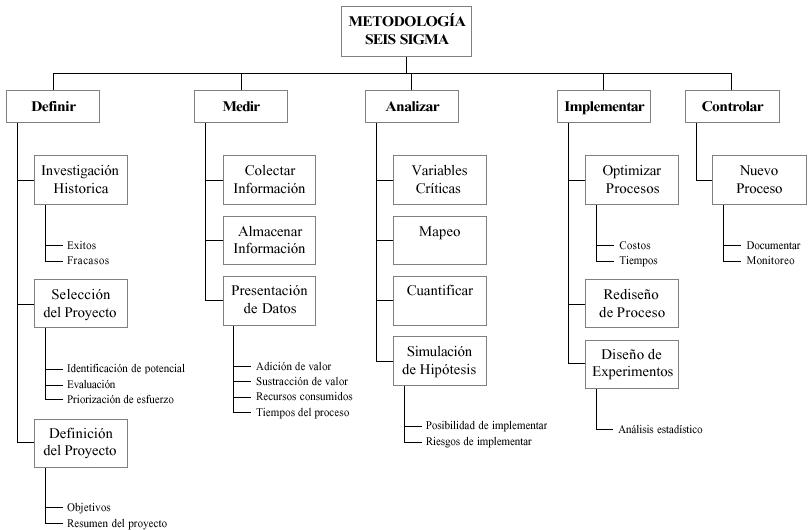
LA METODOLOGÍA SEIS SIGMA
El proceso comienza con un “cambio radical… de actitud”. La Dirección debe ser consciente de que la mejora continua ya no es suficiente para alcanzar los objetivos estratégicos, financieros y operativos. La mejora radical es necesaria para reducir con rapidez los desperdicios crónicos.
Los proyectos son seleccionados en función de los beneficios. La empresa Seis Sigma aporta una metodología de mejora basada en un esquema denominado DMAIC: Definir los problemas y situaciones a mejorar, Medir para obtener la información y los datos, Analizar la información recogida, Incorporar y emprender mejoras en los procesos y, finalmente, Controlar o rediseñar los procesos o productos existentes. Las claves del DMAIC se encuentran en:
Medir el problema. Siempre es necesario tener una clara noción de los defectos que se están produciendo, tanto en cantidad como en coste.
Enfocarse al cliente. Sus necesidades y requerimientos son fundamentales, y deben tenerse siempre en consideración.
Verificar la causa raíz. Es necesario llegar hasta la causa relevante de los problemas, y no quedarse en los efectos.
Romper los malos hábitos. Un cambio verdadero requiere soluciones creativas.
Gestionar los riesgos. La prueba y el perfeccionamiento de las soluciones es una parte esencial de Seis Sigma.
Medir los resultados. El seguimiento de cualquier solución significa comprobar su impacto real.
Sostener el cambio. La clave final es conseguir que el cambio perdure.
La metodología DMAIC hace mucho énfasis en el proceso de medición, análisis y mejora y no está planteada como un proceso de mejora continua, pues los proyectos Seis Sigma deben tener una duración limitada en el tiempo. Los proyectos Seis Sigma surgen bajo el liderazgo de la Dirección, quien identifica las áreas a mejorar, define la constitución de los equipos y garantiza el enfoque hacia el cliente y sus necesidades y a los ahorros económicos. Sin embargo, antes de que un equipo Seis Sigma aborde el ciclo de la mejora, han de desarrollarse una serie de actividades necesarias para el éxito del proyecto: (1) identificación y selección de proyectos, (2) constitución del equipo, (3) definición del proyecto, (4) formación de los miembros del equipo, (5) ejecución del proceso DMAIC y (6) extensión de la solución.
Seis Sigma utiliza casi todo el arsenal de herramientas conocidas en el mundo de la calidad. Sin embargo, no son los instrumentos los que fundamentan por sí solos el éxito de la metodología Seis Sigma; de hecho, es la infraestructura humana y su formación la que con estas herramientas consigue el éxito.
Metodología DMAIC para la mejora
Referencias:
DE BENITO, C.M. La mejora continua en la gestión de calidad. Seis sigma, el camino para la excelencia. Economía Industrial, 331, p. 59-66.
HARRY, M.; SCHROEDER, R. Six Sigma. Ed. Rosetta Books, 2000.
MEMBRADO, J. Curso Seis Sigma. Una estrategia de mejora. Qualitas Hodie, 95, p. 16-21.
PÉREZ, J.B.; SABADOR, A. Calidad del diseño en la construcción. Ed. Díaz de Santos, 2004.
YEPES, V.; PELLICER, E. (2005). Aplicación de la metodología seis sigma en la mejora de resultados de los proyectos de construcción. Actas IX Congreso Internacional de Ingeniería de Proyectos. Málaga, 22, 23 y 25 de junio de 2005, libro CD, 9 pp. ISBN: 84-89791-09-0.
Curvas S. Vía Diego Navarro http://direccion-proyectos.blogspot.com.es/
La curva de avance o curva“S”, representa en un proyecto el avance real respecto al planificado en un periodo acumulado hasta la fecha. La curva recibe el nombre de «S» por su forma: al principio del proyecto hay una tendencia de costes acumulados crecientes, mientras que estos costes acumulados decrecen hacia el final.
La primera versión de la Curva S se crea a partir del cronograma vigente y el presupuesto inicial. Posteriormente, se puede actualizar conforme se generan las nuevas versiones. El objetivo es detectar las desviaciones existentes y tomar medidas para corregirlas. Esta curva indica que porcentaje de avance físico de trabajo es más bajo al inicio y al final de la actividad. Este hecho se debe a que en el inicio del trabajo, se requiere tiempo para familiarizarse con la documentación, necesidades del cliente y suscitar el ambiente motivacional sobre el cual se desarrollará el proyecto.
Para aclarar estos conceptos, os dejo un vídeo explicativo que espero os guste.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
¿La calidad de diseño y proyecto evita costes de mantenimiento en las infraestructuras? La pregunta que hacemos parece retórica, pero a la vista de lo visto en muchos edificios, obras civiles y demás construcciones, parece que no es una pregunta con respuesta evidente. Es el momento de ahondar más en la reflexión y apuntar algún ejemplo que sirva. Hemos elegido el caso de los hoteles como caso de estudio en este post. Es evidente que, donde pongamos la palabra “hotel” puede otro lector poner “carretera”, “hospital” o “central hidroeléctrica”, por poner algunos ejemplos. Me parece especialmente interesante la “Ley de los Cincos”, de Sitter, que creo que todos deberíamos tener marcado a fuego cuando se escatiman los esfuerzos necesarios para realizar un buen proyecto constructivo. Si seguís leyendo el post, enseguida la explicamos.
La calidad se ha convertido en una estrategia competitiva para cualquier industria cuyos objetivos básicos son la satisfacción del cliente y la eficiencia económica de la empresa. Si bien la calidad de diseño de una infraestructura y su permanencia en tiempo no supone una garantía suficiente para ofrecer a los clientes un servicio de calidad, es cierto que los errores cometidos en los estudios de viabilidad y en el proyecto de una infraestructura condicionan gravemente la rentabilidad del negocio no solo durante el proceso de construcción de las instalaciones, sino posteriormente en su funcionamiento (Yepes, 1997). La consideración de una infraestructura como un sistema donde se debe optimizar el coste de su ciclo de vida aporta una nueva visión al negocio. La calidad de diseño debe conducir a la satisfacción de las demandas de los clientes, tanto internos como externos, y a una solución óptima en funcionamiento y costes.
La atención a los distintos requerimientos de un cliente conduciría al diseño de un hotel diferente para cada uno de ellos. Por tanto, antes de iniciar el proyecto, se deben segmentar las tipologías de usuarios para elegir las prestaciones a cubrir. Si bien un superior grado calidad de diseño implica normalmente mayores costos, estos pueden ser asumibles si permiten una satisfacción de las expectativas y suponen a largo plazo menores costes de mantenimiento y explotación.
Una buena calidad de diseño es decisiva para el comportamiento, por ejemplo, de un hotel, pero no es suficiente para perfeccionar la satisfacción del cliente. No obstante, no se debe de menospreciar dicha faceta de calidad, ya que compromete aspectos tales como la duración de la propia instalación, su fiabilidad, su comodidad, ausencia de ruidos, características de intercambiabilidad, tiempos de espera y prontitud en el servicio, consumos energéticos y otros, que ponen en evidencia la satisfacción del usuario y la eficiencia económica de la empresa. Se pueden suplir ciertas deficiencias con la voluntad y el buen hacer de los recursos humanos, pero las carencias estructurales comprometen la competitividad y, por tanto, la viabilidad del negocio.
Las estadísticas europeas señalan (ver Calavera, 1995) que el proyecto es el responsable del 35-45% de los problemas en construcción. A este respecto, Sitter (véase Rostman, 1992) ha introducido la llamada “Ley de los Cincos”, postulando que un dólar gastado en fase de diseño y construcción elimina costes de 5 dólares en mantenimiento preventivo, 25 dólares en labores de reparación y 125 en rehabilitación.
¿Alguien duda aún que menoscabar en los recursos destinados a redactar un buen proyecto aún es una pérdida de dinero? Desgraciadamente, aún existen aquellos que ahorran hasta en lo esencial.
Referencias:
CALAVERA, J. (1995). Proyectar y controlar proyectos. Revista de Obras Públicas, n.º 3.346. Madrid, septiembre.
ROSTMAN, S. (1992). Tecnología moderna de durabilidad. Cuadernos Intemac, 5.
YEPES, V. (1997). Calidad de diseño y efectividad de un sistema hotelero.Papers de Turisme, 20: 137-167.
YEPES, V. (1998). La calidad económica. Qualitas Hodie, 44: 90-92.
Este artículo describe la impartición de un curso de posgrado en el diseño automatizado y optimización económica de estructuras de hormigón. El contenido forma parte de un Máster en Ingeniería de Hormigón que comenzó en octubre de 2007. El curso aplica los algoritmos heurísticos al diseño práctico de estructuras reales de hormigón, tales como muros, pórticos y marcos de pasos inferiores de carreteras, pórticos de edificación, bóvedas, pilas, estribos y tableros de puentes. Se presentan como casos prácticos dos tableros de puente de hormigón pretensado usados en la obra pública de construcción de carreteras. En primer lugar, se aplica SA a un tablero de un puente peatonal de viga artesa de hormigón prefabricado. El segundo ejemplo aplica TA a un tablero de losa continua de hormigón postesado. Los casos estudiados indican que la optimización heurística es una buena opción para diseñar estructuras de hormigón pretensado reduciendo los costes.
¿Qué hace una máquina desde que llega a una obra? ¿Por qué se pierde dinero en una obra cuando las máquinas se encuentran paradas? Resulta evidente que es totalmente engañoso intentar hacer un presupuesto de una obra con datos erróneos en relación con la producción de los equipos, el uso del tiempo de la máquina, la organización de la obra, etc. Existen técnicos sin mucha experiencia que piensan que los datos de producción o incluso los costes horarios de las máquinas son datos que alguien nos tiene que dar y que se pueden buscar en folletos e incluso por internet. En este post vamos a intentar divulgar alguno de los conceptos básicos que tienen que ver con la producción de los equipos y que iremos ampliando en otros posts posteriores. Espero que os guste.
De los días que una máquina permanece en una obra, sólo una parte es reconocida por la legislación laboral y la organización de la obra para trabajar: es el tiempo de calendario laborable. El resto del tiempo la máquina permanece estacionada o puede ser utilizado para su mantenimiento o reparación. Las máquinas sólo pueden aprovechar un número de horas del calendario laborable denominado tiempo laborable realHl debido a circunstancias fortuitas como los fenómenos atmosféricos, las huelgas, las catástrofes y otros motivos no previstos. La máquina se encuentra operativa, apta y dispuesta para el trabajo durante el tiempo de máquina en disposiciónHd. Cuando la máquina se encuentra fuera de disposición, unas horas Hm se emplean en tareas previsibles como el mantenimiento, y otras horas Ha son imprevisibles como las reparaciones de averías. Un equipo en estado operativo puede estar parado Hp horas por causas ajenas a la propia máquina debido a una deficiente organización de la obra, a la falta de tajo, a la imprevisión de los suministros, al mal dimensionamiento de los equipos, a las averías de otras máquinas, etc. Por tanto una máquina sólo dispone de un tiempo de trabajo útil Hu, donde puede producir durante Ht horas, o bien realizando trabajos no productivos o complementarios como cambios o preparación de tajos durante Hc horas.
La adquisición de maquinaria puede motivarse, bien por la implantación de un proceso novedoso, por la mejora de otro ya existente, por el incremento de la capacidad de producción, o simplemente por una sustitución periódica de otra máquina similar que llegó al término de su vida económica. El conocimiento de las causas que provocan la pérdida de valor de las máquinas proporciona las pautas para su renovación, que dependerán, en gran medida, de las disponibilidades y circunstancias de la empresa. El envejecimiento de los equipos, una producción baja o con unos costes elevados y el mercado de maquinaria nueva y usada son algunos de los criterios que deberían guiar a la empresa en la adquisición de una máquina. Además, deben considerarse otros factores como el estado general de la economía, el futuro de la empresa y sus necesidades inmediatas, los objetivos a largo plazo y la selección de los medios adecuados para sus logros. Sin embargo, la realidad es que la necesidad concreta que surge en una obra determinada es la que plantea la adquisición de una nueva máquina.
El problema de la renovación es independiente de la dimensión de las organizaciones. Las pequeñas empresas deben afrontar el reemplazamiento de los equipos con la misma amplitud que las grandes, so pena de soportar serios problemas de descapitalización y de incrementos en los costes de producción. Las opciones a la compra de un equipo nuevo son la gran reparación, el alquiler, el arrendamiento financiero y la compra de máquinas usadas. Siempre que la empresa pueda abordar la adquisición de un nuevo equipo, son los criterios de rentabilidad económica durante la vida útil los que decidirán la opción más adecuada en cada caso. Como variantes a la adquisición de equipos para grandes obras, en ocasiones se compran los equipos para una obra y se venden a terceros cuando se termina, o bien se adquieren con el compromiso de recompra por parte del vendedor. Con ello se evita que estos equipos graven al parque de maquinaria por su falta de empleo. La maquinaria propia representa para la empresa un mayor potencial y prestigio; sin embargo, supone un mayor inmovilizado, el riesgo de paralización si no existe suficiente obra, la necesidad de contar con un parque o servicio de maquinaria y el riesgo de personal excedente cuando se paran las máquinas. Una alternativa puede ser el alquiler.
Para profundizar un poco más en este tema, os paso un vídeo Polimedia sobre el tema. Espero que os guste.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
El artículo, denominado «Teoría del valor extremo como criterio de parada en la optimización heurística de bóvedas de hormigón estructural» establece un criterio de parada para un algoritmo multiarranque de búsqueda exhaustiva de máximo gradiente basado en una codificación Gray aplicado a la optimización de bóvedas de hormigón. Para ello se ha comprobado que los óptimos locales encontrados constituyen valores extremos que ajustan a una función Weibull de tres parámetros, siendo el de posición, γ, una estimación del óptimo global que puede alcanzar el algoritmo. Se puede estimar un intervalo de confianza para γ ajustando una distribución Weibull a muestras de óptimos locales extraídas mediante una técnica bootstrap de los óptimos disponibles. El algoritmo multiarranque se detendrá cuando se acote el intervalo de confianza y la diferencia entre el menor coste encontrado y el teórico ajustado a dicha función Weibull.
YEPES, V.; CARBONELL, A.; GONZÁLEZ-VIDOSA, F. (2010). Teoría del valor extremo como criterio de parada en la optimización heurística de bóvedas de hormigón estructural. Actas del VII Congreso Español sobre Metaheurísticas, Algoritmos Evolutivos y Bioinspirados MAEB 2010, Valencia, 8-10 septiembre, pp. 553-560. Garceta Grupo Editorial. ISBN: 978-84-92812-58-5.
Los problemas de decisión están presentes en todos los ámbitos del ser humano: finanzas, empresa, ingeniería, salud, etc. Una de las grandes dificultades al tomar una decisión ocurre cuando queremos conseguir varios objetivos distintos, muchos de ellos incompatibles o contradictorios. Por ejemplo, si queremos un vehículo que sea muy veloz, debería tener un perfil aerodinámico que a veces es incompatible con la comodidad de los usuarios; si queremos hacer un negocio con grandes beneficios, a veces tenemos que asumir ciertos riesgos, etc. Una herramienta que permite afrontar este tipo de problemas de decisión es el denominado «óptimo de Pareto«. A continuación os paso un vídeo explicativo de este tema. Espero que os guste.
 ¿Cómo podemos averiguar la producción de una máquina en una obra? Muchas veces se cometen errores de bulto a la hora de establecer el volumen producido de los equipos por parte de los responsables de una obra. No es apropiado acudir a libros, folletos o incluso obras anteriores; tampoco es lo mismo una máquina que trabaje en solitario que un grupo de ellas que trabajen coordinadas. Cada obra tiene sus peculiaridades y es fácil cometer errores que pongan en riesgo la previsión de resultados correspondiente. En posts anteriores ya resaltamos la importancia de la productividad y del fondo horario de la maquinaria. No basta con conocer con precisión el coste horario de las máquinas, sino que es imprescindible conocer la producción de los equipos en nuestra obra para poder establecer el coste unitario correspondiente. Vamos, pues a dar una pincelada a estos conceptos. Para ello os dejo una presentación sobre la producción de los equipos que se basa en los apuntes de clase de la asignatura Procedimientos de Construcción. Espero que os guste este Polimedia divulgativo.
¿Cómo podemos averiguar la producción de una máquina en una obra? Muchas veces se cometen errores de bulto a la hora de establecer el volumen producido de los equipos por parte de los responsables de una obra. No es apropiado acudir a libros, folletos o incluso obras anteriores; tampoco es lo mismo una máquina que trabaje en solitario que un grupo de ellas que trabajen coordinadas. Cada obra tiene sus peculiaridades y es fácil cometer errores que pongan en riesgo la previsión de resultados correspondiente. En posts anteriores ya resaltamos la importancia de la productividad y del fondo horario de la maquinaria. No basta con conocer con precisión el coste horario de las máquinas, sino que es imprescindible conocer la producción de los equipos en nuestra obra para poder establecer el coste unitario correspondiente. Vamos, pues a dar una pincelada a estos conceptos. Para ello os dejo una presentación sobre la producción de los equipos que se basa en los apuntes de clase de la asignatura Procedimientos de Construcción. Espero que os guste este Polimedia divulgativo.