 Introducción: El reto de los 1 600 millones.
Introducción: El reto de los 1 600 millones.
La crisis de la vivienda no es solo una estadística, sino una emergencia humanitaria. Según UN-Habitat, más de 1 600 millones de personas carecen de una vivienda adecuada y, para cerrar esta brecha, el mundo debe enfrentarse al titánico reto de construir 96 000 viviendas al día hasta el año 2030. Este desafío tiene un rostro concreto en distritos como Carabayllo, en Lima (Perú), una zona de expansión urbana acelerada donde la necesidad de soluciones rápidas suele chocar con la falta de recursos y la precariedad constructiva.
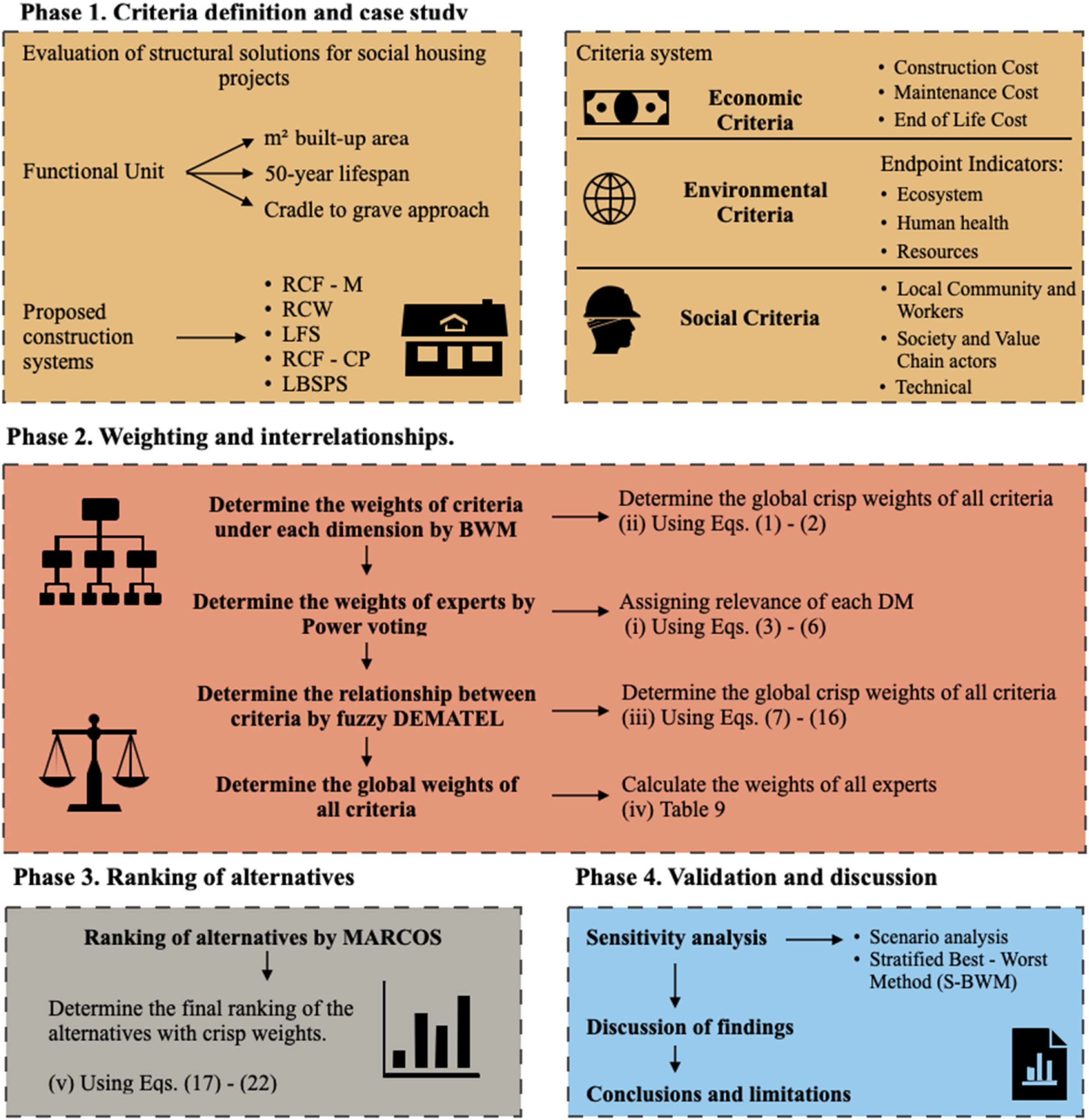
Ante este panorama, surge la pregunta central: ¿es posible construir viviendas económicas y rápidas que también respeten el medio ambiente y la dignidad de quienes las habitan? Para responderla, la ciencia del urbanismo recurre hoy a métodos avanzados de evaluación, como el análisis del ciclo de vida (LCA), el análisis de costes del ciclo de vida (LCC) y el análisis del ciclo de vida social (S-LCA). Los resultados de aplicar estas herramientas en el contexto peruano revelan que el futuro de la vivienda social no radica en el ladrillo tradicional, sino en la construcción industrializada.

Punto 1: el acero ligero (LSF) es el nuevo referente en materia de sostenibilidad.
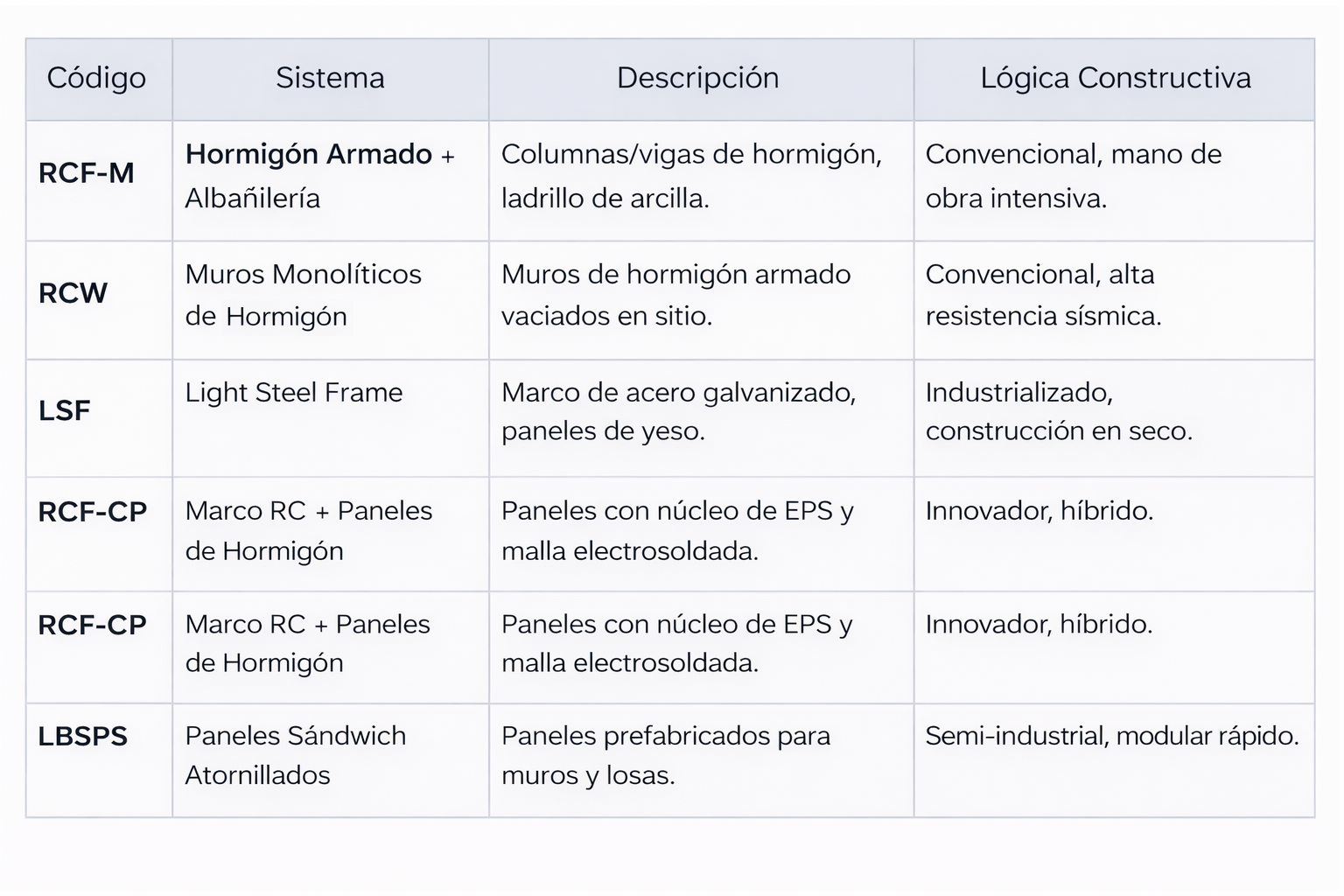
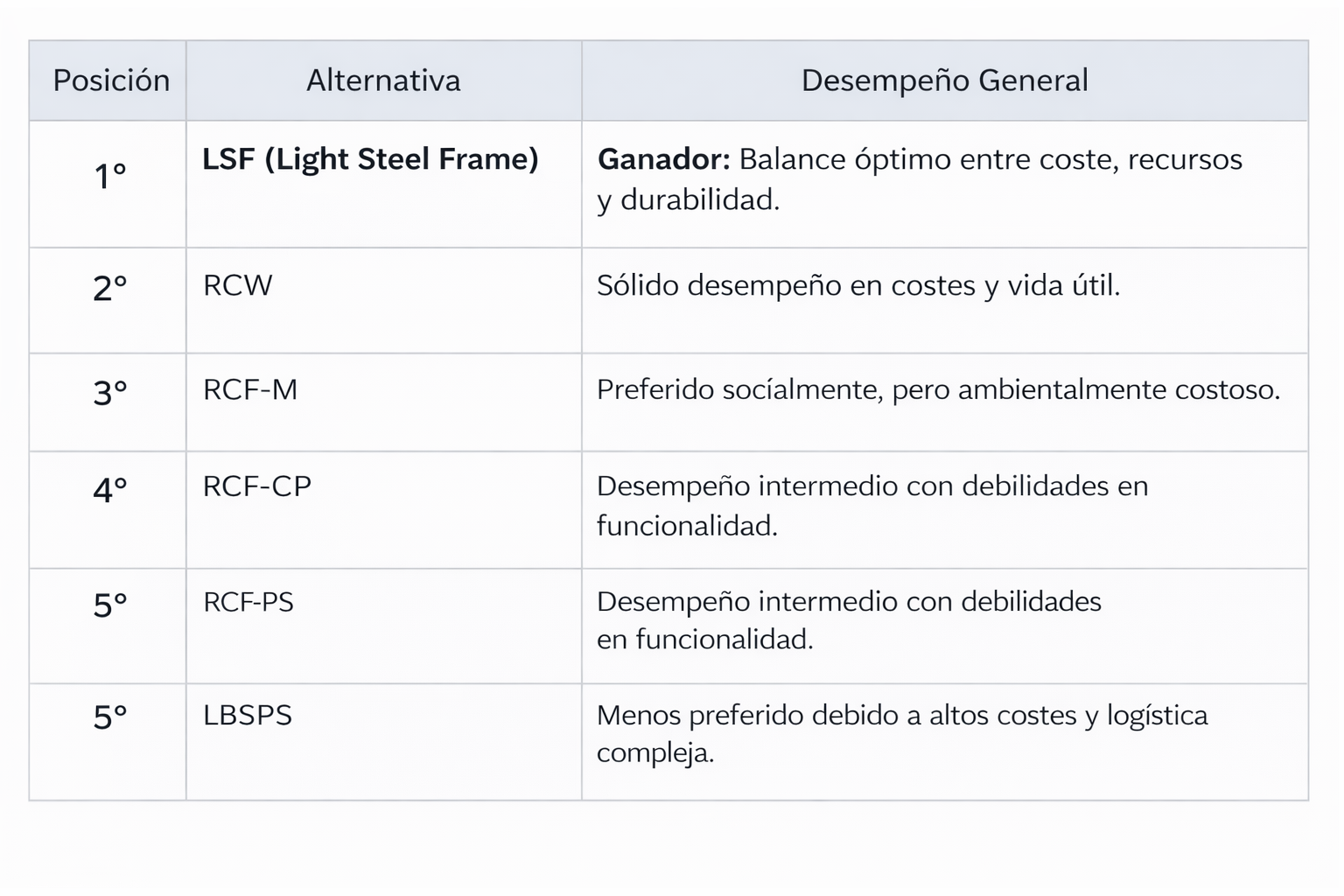
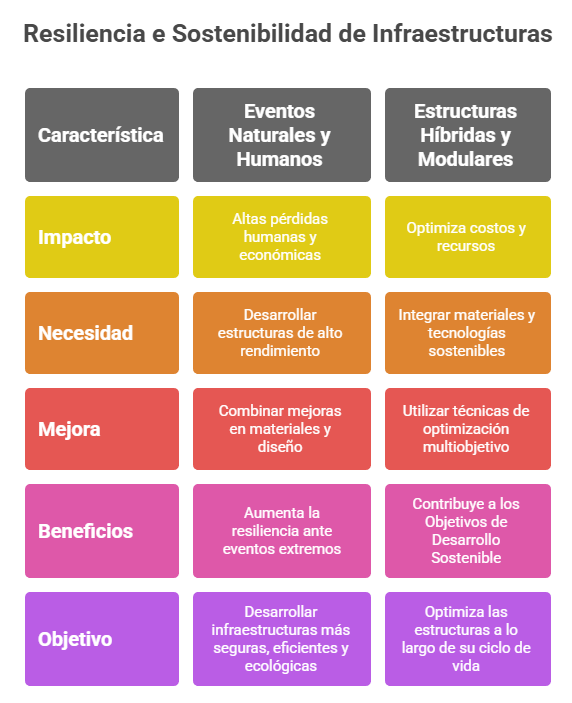
En la búsqueda del sistema constructivo ideal, el acero ligero, también conocido como Light Steel Frame (LSF), ha destronado a las opciones convencionales. Su éxito se debe a su equilibrio casi perfecto entre peso, resistencia y sostenibilidad. Al ser un sistema de baja intensidad material, el LSF utiliza los recursos de forma quirúrgica, minimizando el desperdicio que abunda en las obras tradicionales.
Desde el punto de vista financiero, el LSF no solo es competitivo, sino también transformador: reduce el coste inicial de construcción en un 15 % y los costes de fin de vida (demolición y reciclaje) en un asombroso 77 % en comparación con la mampostería confinada (RCF-M). Al ser altamente reciclable, el acero hace que el edificio, al final de su vida útil, no se convierta en escombro, sino en un recurso.
«El Life Cycle Steel Frame (LSF) ha obtenido la máxima puntuación en sostenibilidad en todas las categorías».
Punto 2: lo social ya no es secundario (pesa un 40 %).
Quizás el hallazgo más revolucionario de la investigación es que la sostenibilidad ya no se mide solo en toneladas de CO₂. Los indicadores sociales representaron casi el 40 % del peso total (38,93 %) en la toma de decisiones, superando por primera vez a los factores económicos y ambientales.
Este estudio introduce una métrica basada en el factor humano: las horas de riesgo medio (MRH). En lugar de limitarse a calcular el ahorro de energía, el análisis cuantifica la seguridad del trabajador, las condiciones laborales y el impacto en la comunidad local. Lo fascinante es que estos resultados son robustos: el análisis de sensibilidad (S-BWM) demostró que, independientemente de si el evaluador era un experto sénior con 35 años de experiencia o un especialista júnior, los datos señalaban de manera consistente al LSF como el camino más ético y eficiente.
Punto 3: La trampa del coste inicial frente al ciclo de vida.
En urbanismo sostenible, lo que hoy es barato puede resultar carísimo mañana. Existe una brecha crítica entre el presupuesto de obra y el LCC (costo del ciclo de vida) a 50 años. Aquí es donde entra en juego la funcionalidad (C9): no debemos considerar la vivienda social como un «refugio temporal», sino como un activo permanente que garantiza la dignidad y el patrimonio familiar.
Los sistemas pesados, como los paneles sándwich, pueden prometer rapidez, pero imponen cargas de mantenimiento y de demolición mucho más elevadas. Para evitar esta trampa, la evaluación debe considerar tres momentos:
- Construcción: el gasto inmediato en materiales y mano de obra especializada.
- Uso (mantenimiento): la inversión necesaria para que la casa sea habitable y segura (pintura, anticorrosión).
- Fin de vida (EoL): el coste de «desaparecer» la estructura de forma responsable.
Punto 4: El «efecto dominó» del coste medioambiental.
Gracias al análisis causal DEMATEL, hemos descubierto que la sostenibilidad funciona como un juego de dominó. El coste de construcción es la pieza clave: el motor principal que impulsa el resto de los impactos.
La ciencia nos dice que no podemos mejorar la salud humana (C5), lo cual actúa como un criterio dependiente o «efecto» si simplemente nos enfocamos en indicadores sanitarios aislados. Para proteger la salud de las poblaciones urbanas, debemos «atacar» los impulsores causales: si optimizamos el coste inicial y la gestión de recursos desde el diseño, reduciremos inevitablemente la contaminación y el estrés ambiental que enferma a las ciudades décadas después.
Punto 5: El mito de que lo prefabricado siempre es mejor.
El estudio revela una ironía tecnológica. Los paneles sándwich con conexiones de pernos (LBSPS), que a primera vista parecen la cúspide de la innovación «prefabricada», ocuparon el último lugar en el ranking de sostenibilidad.
¿Por qué este sistema falló en el contexto de Lima? El análisis revela una paradoja: resultó un 20 % más costoso que la mampostería tradicional que pretendía reemplazar. El sistema se penalizó por una cadena de suministro local inmadura y la necesidad de una mano de obra extremadamente especializada. Esto debe servir de advertencia a los responsables de la toma de decisiones: la tecnología sin un marco institucional y un mercado local preparado es solo una solución teórica, no una realidad social.
Conclusión: una brújula para la política de vivienda.
No existe un sistema «perfecto», sino decisiones equilibradas basadas en datos. Mientras el LSF lidera la vanguardia, los muros de hormigón armado (RCW) se consolidan como la segunda opción: una alternativa económicamente sólida y viable en contextos donde la capacidad industrial del acero es limitada.
Como especialistas, nuestra misión es avanzar hacia procesos de evaluación que no sacrifiquen la calidad de vida en aras de la rapidez. Debemos comprender que cada ladrillo o cada perfil de acero es una decisión que afecta la salud y la economía de las generaciones futuras.
Ante el déficit global de vivienda, ¿estamos dispuestos a cambiar nuestra cultura constructiva para garantizar un hogar digno y sostenible para las generaciones futuras?
Aquí tienes una conversación en la que puedes escuchar argumentos sobre este trabajo.
En este vídeo puedes ver un resumen de las ideas más interesantes sobre este tema.
También os dejo un documento resumen, a modo de presentación.
Vivienda Social Sostenibilidad y Decisiones Integrales.pdf
Referencia:
LUQUE CASTILLO, X.; YEPES-BELLVER, L.; YEPES, V. (2026). Towards Sustainable Social Housing: An Integrative Life Cycle and Multi-Criteria Approach. Sustainable Cities and Society, 137, 107164. DOI:10.1016/j.scs.2026.107164

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.