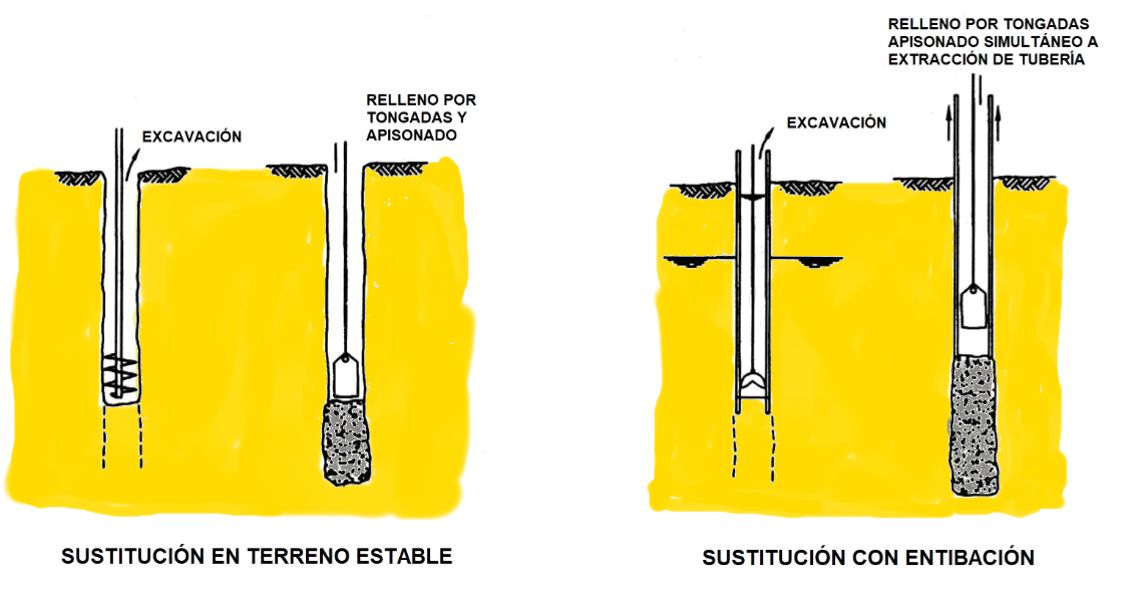
Una columna de grava no solo puede construirse con técnicas como la vibrosustitución o el vibrodesplazamiento, sino que también puede ejecutarse con medios convencionales propios de los pilotes. En las Figuras 1 y 2 se observan tres procedimientos para la ejecución de pilotes de grava mediante la sustitución del terreno.
Si el terreno es estable, la ejecución es similar a la de los pilotes de extracción con barrera sin entubación (pilotes CPI-7, según la nomenclatura de NTE). En este caso, tras la excavación con una barrena, se rellena la perforación con gravas, apisonando cada una de las tongadas.
Si el terreno no es estable, es necesario utilizar una camisa recuperable que sostenga la excavación (similar a la ejecución del pilote CPI-4). En este caso, se va excavando el material mientras se introduce la camisa. Tras llegar a la profundidad requerida, se va retirando la entubación conforme se van rellenando y apisonando las gravas por tongadas.
Figura 1. Ejecución de una columna de grava mediante sustitución en terreno estable o con entibación (Uriel, 1985)
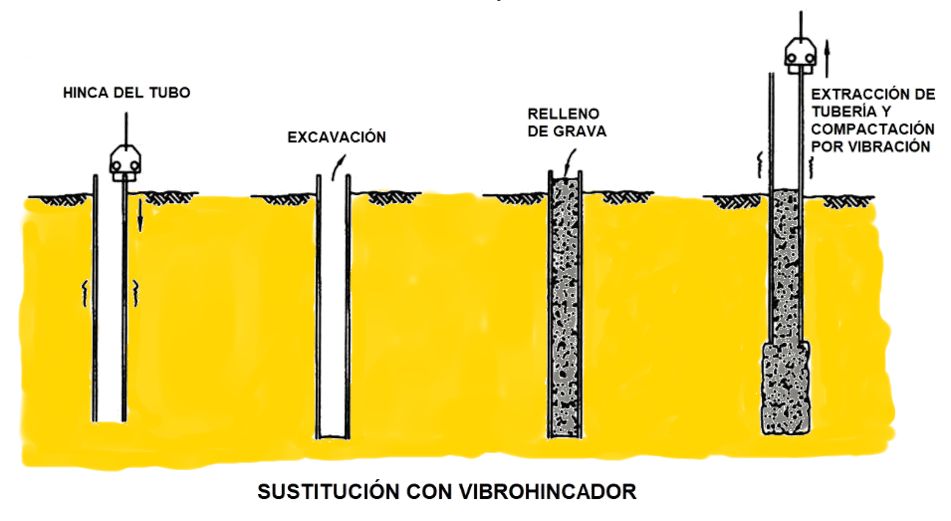
En la Figura 2 se muestra un tercer procedimiento similar al anterior. Se trata de introducir la camisa mediante un vibrohincador. Una vez se alcanza la profundidad prevista, se rellena la entubación con grava y, una vez llena, se extrae la tubería mediante vibración, que, a su vez, compacta la grava. No obstante, también es posible introducir la entubación mediante empuje, apoyándose en el par de la perforadora.
Figura 2. Ejecución de una columna de grava mediante sustitución con vibrohincador (Uriel, 1985)
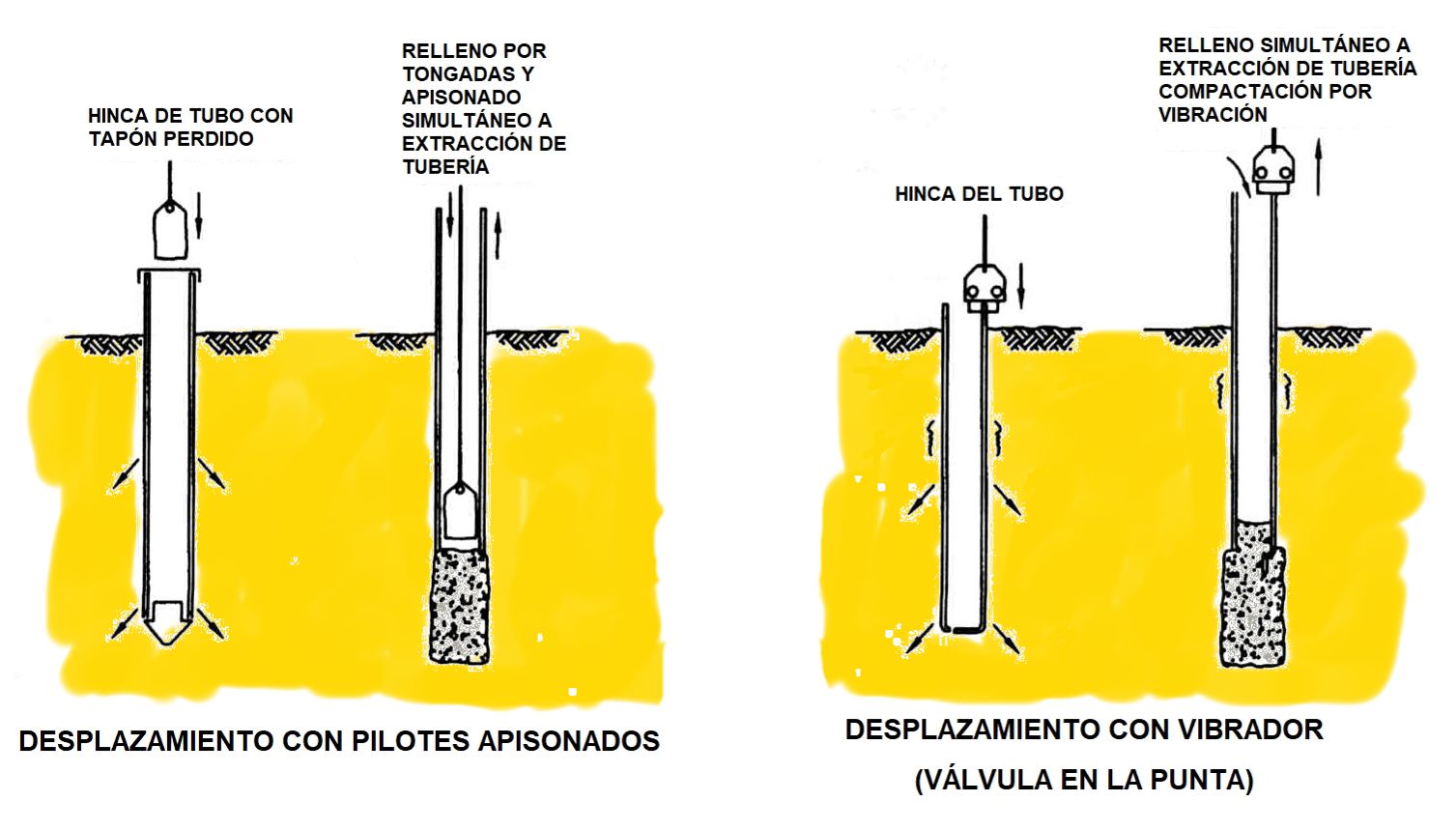
En la Figura 3 se describen dos sistemas constructivos de la columna de gravas en el caso de desplazar el terreno. En el primer caso, se hinca la entubación con un tapón perdido en el fondo, así como los pilotes de desplazamiento con azuche y tubería recuperable (CPI-2). Tras alcanzar la profundidad necesaria, se rellena la entubación con tongadas y se apisona simultáneamente con la extracción de la tubería. Una variante es hincar el tubo con un vibrohincador. Este tubo presenta una válvula en la punta que permite la hinca y el desplazamiento del terreno. Posteriormente, se rellena con grava y se extrae la tubería mediante vibración, que también compacta las gravas.
Figura 3. Ejecución de una columna de grava mediante desplazamiento (Uriel, 1985)
En Japón se ha desarrollado y utilizado ampliamente la técnica de ejecución de columnas de grava mediante un vibrohincador pesado en cabeza. Pero en este caso, el relleno suele ser de arena en vez de grava, que se compacta e imbrica con el terreno natural mediante sucesivos descensos y elevaciones de la camisa en vibración (Ortuño, 2003).
En otros artículos anteriores ya hemos hablado de la computación cuántica y de los gemelos híbridos digitales en ingeniería civil y edificación. Ahora os paso una comunicación que hicimos en el EAAE-ARCC International Conference que se celebró en Valencia el verano pasado, organizado por la Universitat Politècnica de València.
La introducción de los estándares de Lean Construction en la industria de la construcción ha cambiado la forma en que los profesionales abordan los problemas. El BIM y los gemelos digitales híbridos son tecnologías emergentes que mejoran la eficiencia de los procedimientos del sector. Los algoritmos de optimización se utilizan a menudo en combinación con estas técnicas para mejorar los resultados en varios puntos de la fase de diseño, incluido el proyecto estructural. La optimización puede realizarse utilizando diferentes criterios, como la economía, la sostenibilidad, el consumo de energía o la constructibilidad, o una combinación de ellos. Aunque existen fórmulas exactas para cuantificar algunos de estos criterios, no existe una fórmula universal para cuantificar la constructibilidad. En este artículo, establecemos los puntos clave para definir un criterio de constructibilidad para cada proyecto estructural y explorar su eficiencia. La forma de cuantificar la constructibilidad depende del diseño estructural y del elemento a optimizar, y como no existe una fórmula exacta para cuantificarla, se han definido los diferentes factores que influyen en ella y se han explorado sus combinaciones para un problema estructural determinado: la optimización de una viga de hormigón. Con ello, se consigue cuantificar la facilidad para construir un determinado proyecto estructural y reducir el tiempo de construcción y el coste de las cuadrillas y crear una forma de mejorar el diseño estructural. Este método expuesto puede ampliarse posteriormente a diferentes elementos estructurales.
Referencia:
FERNÁNDEZ-MORA, V.; YEPES, V. (2020). Constructability criterion for structural optimization in BIM and Hybrid Digital Twins.EAAE-ARCC International Conference, June, 10-13, Valencia, 8 pp. DOI: http://dx.doi.org/10.4995/EAAE-ARCC-IC-2020.2020.XXXX
Figura 1. https://www.youtube.com/watch?v=kV2C-61N_Zs
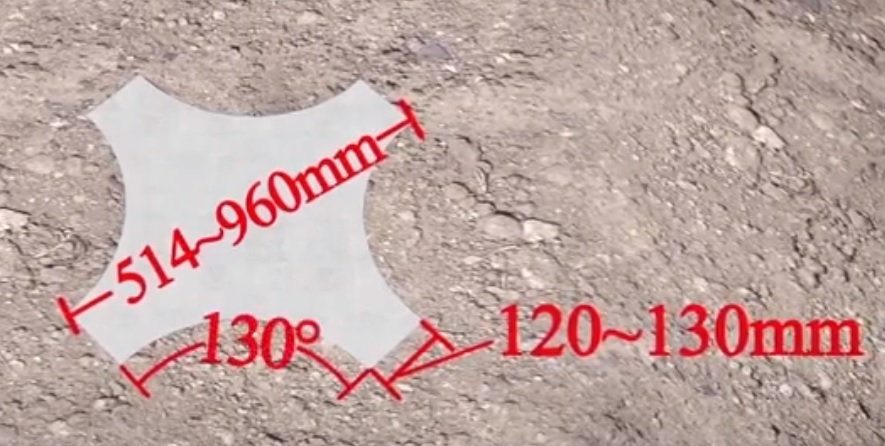
Recientemente, se han desarrollado pilotes de hormigón ejecutados «in situ» con secciones en X o en Y para mejorar la fricción con el terreno. Esta idea no es del todo nueva, puesto que los pilotes metálicos de sección en I o en H, las barretes, etc., disponen de secciones que mejoran el rozamiento.
Los pilotes de hormigón ejecutados «in situ» con sección en X («X-section cast-in-place concrete pile«, XCC) fueron patentados en China por el Geotechnical Institute of Hohai University. En este caso, utilizando secciones circulares inversas, se pueden ejecutar pilotes ahorrando hormigón y con la misma área de superficie que un pilote circular del mismo diámetro. Su ejecución se basa en una tubería metálica con un tope en punta que se introduce en el terreno antes de hormigonar. El diámetro de la camisa metálica oscila entre 0,25 y 1,00 m, alcanzando una profundidad de 25 m. Además, diversos estudios han comprobado que la capacidad vertical del pilote con sección en X es un 20% mayor que la de sección circular con la misma cantidad de hormigón debido a su mayor superficie de fricción (Lv et al., 2011).
Figura 2. Detalle de la punta de la camisa. https://www.youtube.com/watch?v=kV2C-61N_Zs
A continuación, os dejo un vídeo explicativo sobre la instalación de este tipo de pilotes.
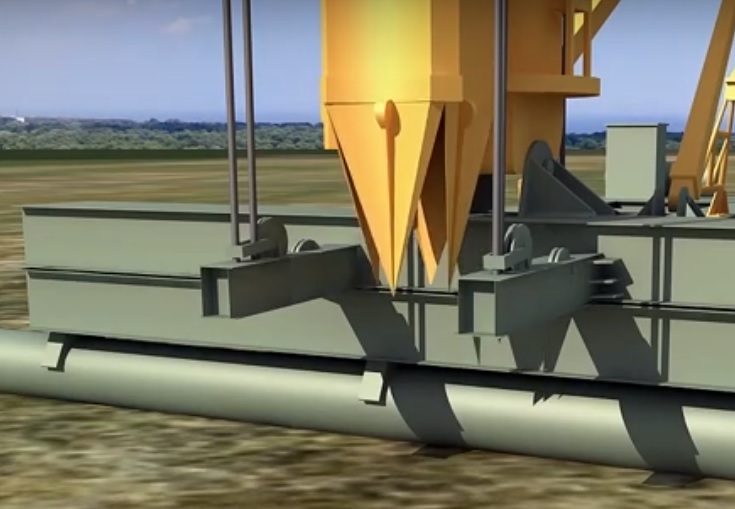
Figura 1. Máquina para instalar pilotes PCC. Fuente: https://www.youtube.com/watch?v=AtOu0L2sXkw
Los pilotes de hormigón «in situ» huecos y de gran diámetro («cast-in-place concrete large-diameter pipe«, PCC) constituyen una técnica de mejora de suelos basada en inclusiones rígidas, desarrollada recientemente en China debido a su bajo coste y a su alta capacidad de carga. La función de este sistema es minimizar los asentamientos totales y diferenciales tras la construcción de un terraplén sobre un suelo blando.
Se trata de un pilote tubular de hormigón vertido «in situ» que se construye con una carcasa formada por dos tubos de acero de distinto diámetro colocados uno dentro del otro, auxiliados por una pilotadora dotada de un vibrador (Figura 1).
El espacio entre los dos tubos se cierra en la parte inferior y el pilote se hace vibrar en el suelo. Una vez alcanzada la profundidad requerida, se vierte hormigón en la zona hueca creada entre los dos tubos del pilote, se comprime mediante vibración y se retrae el armazón. Este proceso abre el cierre entre las dos carcasas, permitiendo que el tubo de hormigón permanezca en el suelo mientras se retraen las tuberías concéntricas.
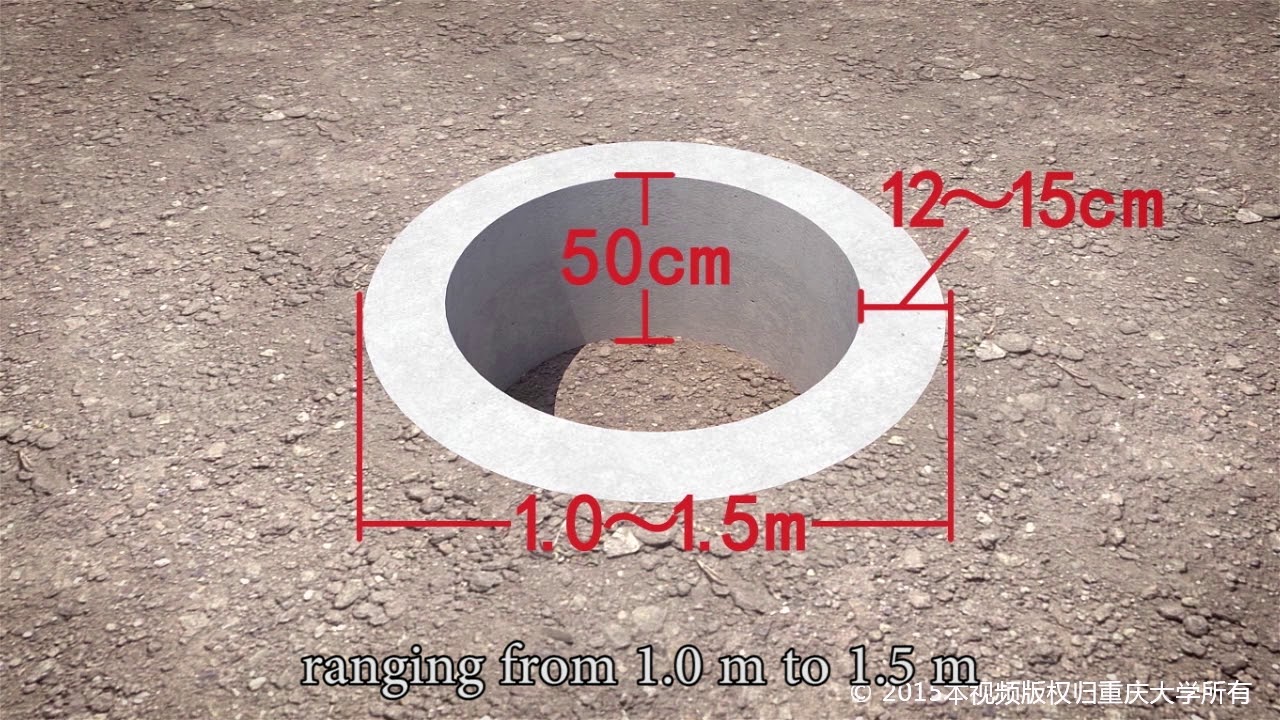
El pilote final tiene un diámetro de 1,0 a 1,5 m, un grosor de pared de 100 a 150 mm, una longitud de hasta 25 m y una distancia entre centros de 2,5 a 4,0 m (Figura 2).
Figura 2. Dimensiones de un pilote PCC. Fuente: https://www.youtube.com/watch?v=AtOu0L2sXkw
Sobre el campo de pilotes se coloca un colchón formado por tres capas de geotextil, con grava entre ellas, para redistribuir la carga del relleno a los pilotes. Se comprueba que la velocidad de instalación es bastante lenta, pero que, racionalizando el hormigonado, se puede ganar tiempo. Se realizan pruebas posteriores para verificar la calidad del pilote individual y de la mejora del suelo como un todo.
El pilote PCC ofrece un mejor rendimiento económico que otros métodos convencionales. Presenta un mejor control de calidad, pues tanto la integridad como el grosor de la pared pueden verificarse más fácilmente. Combina las ventajas del pilote de hormigón pretensado, del pilote perforado y del pilote de acero. Así, el PPC puede alcanzar profundidades de 25 m con diámetros de hasta 1,50 m, mientras que las columnas de grava y las columnas de suelo-cemento presentan diámetros que rondan los 0,50 m y profundidades normalmente limitadas a 15 m. Por otra parte, pilotes de estas dimensiones no podrían prefabricarse ni colocarse sin que estuvieran fuertemente armados, lo cual no ocurre con un PPC.
La capacidad portante del PCC es elevada, pues el rozamiento es alto debido a su diámetro y a que se desarrolla tanto por el interior como por el exterior del pilote tubular. Ello permite separar los pilotes entre sí, disminuyendo el número total necesario. Además, la forma anular del elemento rebaja la cantidad de hormigón empleado.
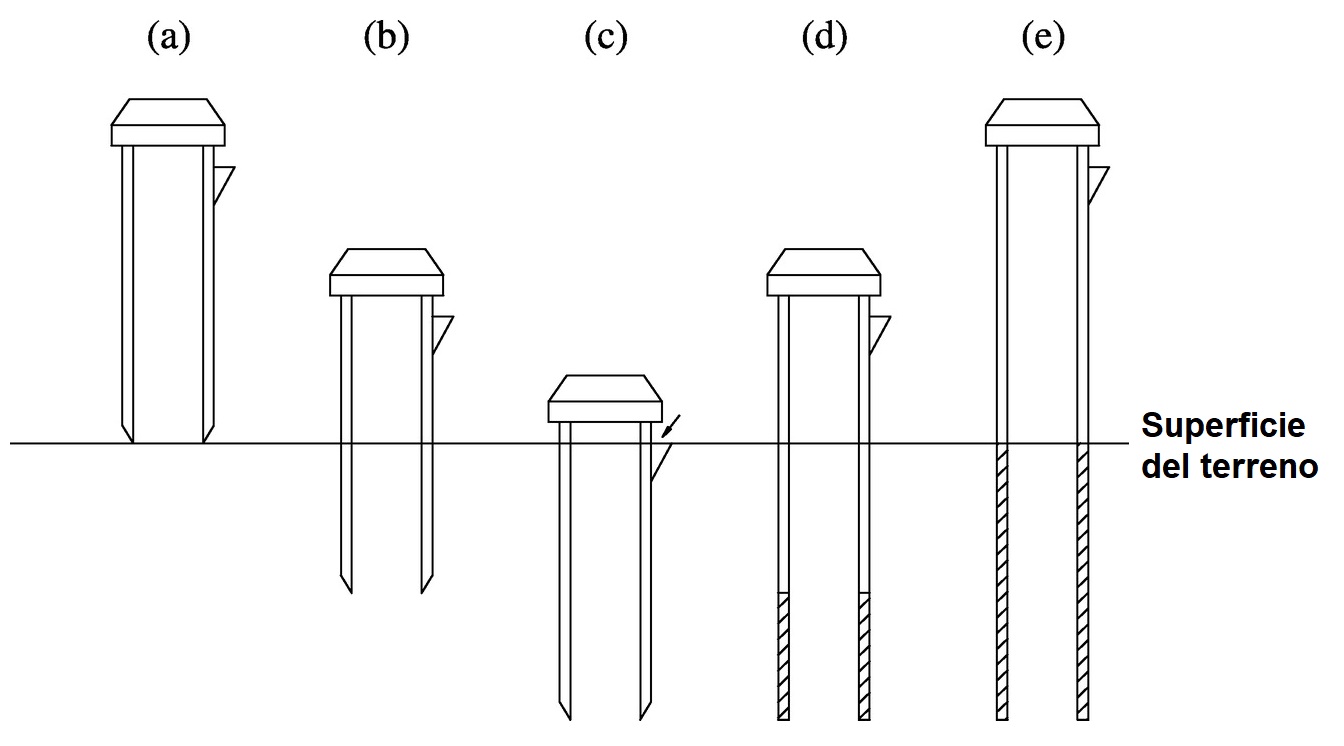
En la Figura 3 se muestra la secuencia de la instalación del PCC. Primero se monta la carcasa anular en la pilotadora (a), se empuja al principio y luego se vibra para introducirla en el terreno (b). Una vez alcanzada la profundidad, se vierte hormigón en el espacio anular (c). Después, se extrae la doble tubería de acero mediante vibración (d) hasta completar el pilote (e).
Figura 3. Fases de la ejecución de un pilote PPC (Liu et al., 2009)
Os dejo a continuación un vídeo explicativo que creo que os puede servir para entender el procedimiento constructivo de este tipo de pilotes.
Referencias:
LIU, H.L.; FEI, K.; MA, X.H.; GAO, Y.F. (2003). Cast-in-situ concrete thin-wall pipe pile with vibrated and steel tube mould technology and its application (I): Development and design. Rock Soil Mechanics, 24:164–168.
LIU, H.L.; CHU, J.; DENG, A. (2009). Use of large-diameter, cast-in situ concrete pipe piles for embankment over soft clay. Canadian Geotechnical Journal, 46(8): 915–927.
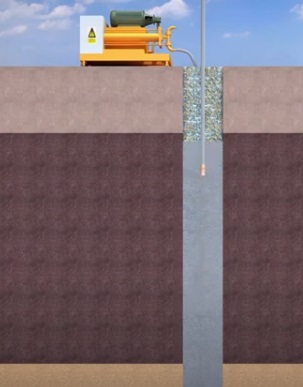
Figura 1. Esquema del procedimiento constructivo de una columna de grava inyectada. https://www.youtube.com/watch?v=M3CWe35KoTw
Se puede mejorar la resistencia y la rigidez de una columna de gravas inyectando una lechada («grouted gravel pile«). Se trata de preinstalar un tubo de inyección en la perforación antes de que se vierta la grava. La columna de grava se ejecuta mediante vibración, dependiendo de la profundidad de la columna de la altura de la máquina. La lechada se inyecta a medida que se extrae el tubo. Este tratamiento, además, permite impermeabilizar la columna.
Esta técnica se ha aplicado con éxito para el refuerzo de terrenos blandos en plataformas ferroviarias, carreteras, puertos, etc. Las columnas de grava inyectada son una técnica inventada por el profesor Hanlog Liu.
La columna de grava inyectada presenta ventajas respecto a la columna de gravas convencional (Liu et al., 2015):
a) Mientras la columna de grava se considera flexible, con una longitud efectiva entre 6 y 10 veces su diámetro, o entre 6 y 8 m de longitud, la inyectada es rígida y su longitud efectiva puede llegar a 35 m.
b) Las inyectadas son más eficaces para controlar los asientos debido a su mayor rigidez.
c) Las columnas de grava no pueden utilizarse cuando la resistencia al corte no drenada del suelo es inferior a 15 kPa, lo cual no ocurre con las inyectadas.
d) Las columnas de grava requieren una máquina con un mástil tan alto como la longitud de la columna, lo cual no ocurre con la grava inyectada.
Figura 2. Aspecto de la columna de grava inyectada. https://kknews.cc/news/699b6m.html
El procedimiento constructivo se realizaría de la siguiente forma (Liu et al., 2015):
Se perfora un pozo con un diámetro de entre 40 y 80 cm, utilizando lodos de perforación. La velocidad de perforación, la densidad y la consistencia del lodo se controlan en los rangos de 50 a 100 revoluciones/min, 1150 a 1300 kg/m³ y 18 a 25 s, respectivamente. Una vez alcanzada la profundidad requerida, el tubo de perforación se eleva unos 30 cm y luego se gira durante 25-30 minutos. La tierra que queda en el fondo de la perforación debe ser inferior a 30 cm.
Se añade agua a través del tubo de perforación para limpiar el pozo y reducir la densidad del lodo a aproximadamente 1100 kg/m³.
Se coloca un tubo de inyección en el centro de la perforación. Se vierte grava en la perforación. Se añade agua de forma continua para limpiar la perforación y reducir la densidad de la lechada a 1050 kg/m³.
La lechada de cemento hecha de una mezcla de cemento de 32,5 MPa con una proporción de agua-cemento de 0,5-0,6 se bombea en el pozo a través de la tubería de inyección utilizando un método de abajo hacia arriba. La salida del tubo de inyección se coloca inicialmente a 15-30 cm por encima del fondo del pozo. Una presión de inyección de 0,3 a 0,7 MPa. A continuación, el tubo de inyección se retira a una velocidad de 0,3-0,5 m/min. Sin embargo, se puede utilizar una velocidad más baja, de 0,2-0,3 m/min, cuando se encuentre una capa de arena suelta o medianamente suelta.
Se retira el tubo de lechada. Después de 7 a 10 días, se coloca una zapata de hormigón armado en la parte superior de la columna.
Os dejo un vídeo explicativo de la técnica.
Referencias:
LIU, H.; KONG, G.Q.; CHU, J. (2015). Grouted gravel column-supported highway embankment over sfot clay: Case study. Canadian Geotechnical Journal, 52(11):150414143659002.
Figura 1. Compactadores de Suelos Vibratorios de la serie GC de Cat®. Fuente: https://www.cat.com/es_MX/campaigns/npi/Compactadores-de-Suelo-Vibratorios-de-la-SerieGC.html
Son máquinas caracterizadas por transmitir el esfuerzo de compactación al terreno mediante la vibración de una masa, que puede ser un cilindro o un bloque aislado. La primera máquina de este tipo se empleó en Alemania en los años 30: era una bandeja vibratoria autopropulsada.
Estos equipos combinan los esfuerzos estáticos con los dinámicos. Eliminan en gran medida la fricción interna entre las partículas del suelo y mejoran la compactación. El resultado es mejor en terrenos granulares que en terrenos cohesivos. Otro efecto es el despegue del rodillo del suelo debido al impacto que este ejerce por la vibración. Todo ello ha propiciado mayores rendimientos que la compactación estática, pudiendo compactarse tongadas de mayor espesor. La acción de un rodillo vibrante equivale a la de otro estático de mucho mayor peso, según el material a compactar. Como idea orientativa, esta equivalencia es de 12 en gravas y escollera y de 8 en suelos cohesivos.
El número de impulsos ejercidos por unidad de tiempo se denomina frecuencia y se expresa en ciclos por segundo. La distancia máxima que recorre la masa vibrante desde su posición de equilibrio se denomina amplitud.
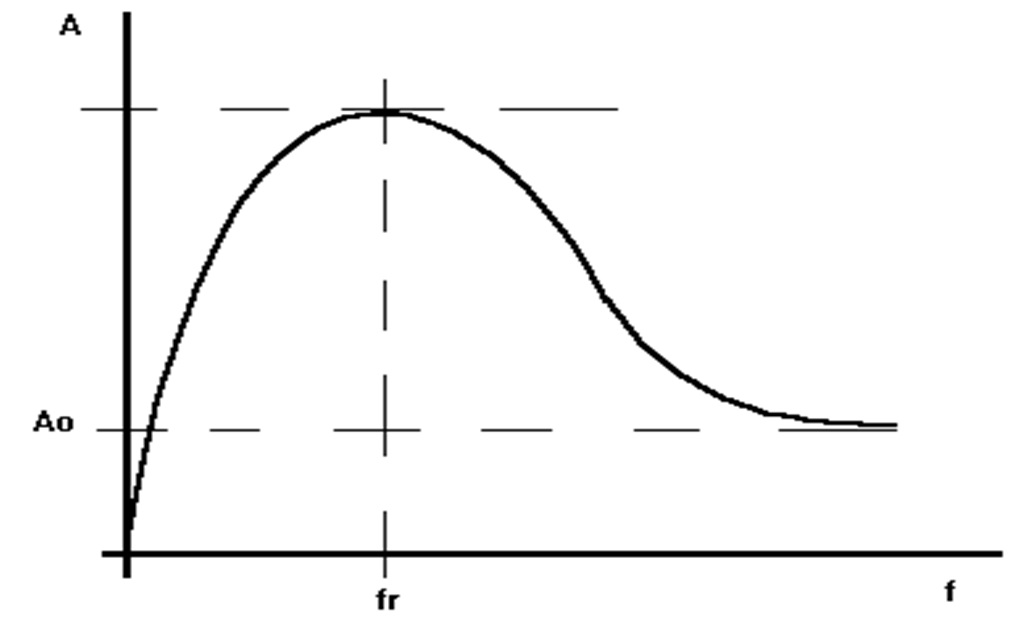
La energía que el rodillo transmite al suelo depende no solo de su masa, sino también de la amplitud alcanzada por la oscilación. Esta amplitud está relacionada con la frecuencia, y ambas crecen hasta alcanzar la frecuencia natural o de resonancia del sistema suelo-rodillo. Posteriormente, disminuye asintóticamente la amplitud hasta el límite nominal del rodillo.
Figura 2. Frecuencia-amplitud. A0 : Amplitud nominal del rodillo, fr : Frecuencia de resonancia
Al emplear el mismo compactador, la frecuencia natural aumenta a medida que aumenta la densidad y disminuye la compresibilidad del terreno. Algunas máquinas utilizan este fenómeno para evaluar el grado de compactación. Por ello, a medida que se dan pases del cilindro sobre el relleno, varía la frecuencia de resonancia y, por consiguiente, para seguir compactando en condiciones óptimas se tendrá que modificar en cada pasada la frecuencia de vibración, incrementándola. El asiento aumenta con rapidez al acercarse a la frecuencia natural, y es superior al producido por una carga estática de la misma magnitud que la fuerza vibratoria. Se llama zona crítica de frecuencias a la zona donde se produce el mayor asiento y se extiende normalmente entre 0,5 y 1,5 veces la frecuencia natural.
La fuerza total aplicada sobre el suelo depende de la componente vertical de la fuerza centrífuga de la masa excéntrica, que varía de forma sinusoidal, y del peso del cilindro. Puede “despegar” el rodillo del suelo en determinadas circunstancias y añadir una acción de “impacto” sobre el terreno, consiguiéndose cierto efecto en la “profundidad” de la compactación.
La amplitud de la vibración influye en el reparto de densidades en profundidad. De este modo, las amplitudes bajas dan valores más altos en superficie y las altas, en el fondo.
Como regla válida en un gran número de casos, se puede decir que los materiales granulares se compactan mejor con frecuencia alta y amplitud reducida, mientras que para los cohesivos es preferible mayor amplitud y menor frecuencia.
Estas circunstancias implican que, en un rodillo vibrante, se debe:
Utilizar la máxima amplitud posible, acorde con el tipo de relleno a compactar.
Tener un dispositivo de ajuste de frecuencias para acercarse a la frecuencia de resonancia.
Disponer una suspensión elástica en la máquina que debe aislar al menor costo el chasis del elemento vibrador.
Son idóneos en arenas y gravas sin finos y en terrenos húmedos cohesivos. No son adecuados para limos y arcillas, suelos con un 5% o más de finos, ni para suelos secos.
Generalmente, el efecto en profundidad con los rodillos vibratorios es mayor en el lado húmedo que en el seco, y más importante cuanto más arcilloso es el material.
Os dejo algún vídeo de este tipo de maquinaria.
También les dejo un folleto de la empresa Caterpillar sobre sus compactadores de suelos vibratorios de un solo tambor.
Figura 1. https://www.obrasurbanas.es/stabile-estabilizacion-suelos-carreteras/
Un suelo puede estabilizarse con cemento. Según el artículo 512 del PG3, consiste en la mezcla íntima, convenientemente compactada, de terreno, cemento, agua y eventualmente adiciones, a la cual se le exigen unas determinadas condiciones de insusceptibilidad al agua, resistencia y durabilidad.
En efecto, al fraguar e hidratarse los silicatos y aluminatos cálcicos anhidros, une las partículas del suelo, reduce su sensibilidad al agua, disminuye la deformación del suelo estabilizado y proporciona cierta resistencia a tracción según la dosificación empleada. Se pueden estabilizar tanto los suelos granulares como los de grano fino, salvo que sean muy plásticos o presenten mucha humedad. En este último caso, se podrían tratar previamente con cal. No se podrán utilizar suelos con material vegetal u orgánica, o cualquier otra sustancia que perjudique el fraguado del cemento.
Según las propiedades de la mezcla resultante, el suelo estabilizado con cemento se puede dividir en dos grupos:
Suelos mejorados con cemento, en los que se agrega una cantidad relativamente pequeña de cemento para mejorar algunas propiedades, como su sensibilidad a los cambios de humedad o su mayor capacidad de soporte, quedando el material suelto tras su tratamiento. Es una técnica orientada a mejorar las explanadas. La mezcla se realiza in situ, con dosificaciones inferiores al 3% del peso seco del suelo. El PG3 los clasifica en S-EST 1 y S-EST 2.
Suelos estabilizados con cemento, donde tras el fraguado del cemento, se obtiene un material con cierta resistencia mecánica. No se trata de hormigón, pues los granos no se ven envueltos en pasta de cemento, sino que su unión es puntual. El PG3 los divide en S-EST 3 si la resistencia a la compresión a 7 días es de 1,5 MPa, para uso en explanadas, y en suelos estabilizados para subbases y bases, donde se eleva dicha resistencia mínima a 2,5 MPa. En este último caso, su denominación habitual es suelocemento, cuya fabricación se realiza en central. Se exige un adecuado curado, lo que implica que tras la extensión y compactación de la capa, se riega con una emulsión bituminosa de rotura rápida para evitar la evaporación prematura.
Se necesitaría un elevado contenido de cemento si el suelo presenta muchos finos plásticos, lo que, además, dificultaría el mezclado. Por ello se limitan los tratamientos con cemento a suelos que cumplan las siguientes condiciones:
Límite líquido < 40 en los S-EST 2 y S-EST 3
Índice de plasticidad < 15
Cernido ponderal por el tamiz UNE 2 mm > 20 %
Cernido ponderal por el tamiz UNE 0,063 mm ≤ 35 % (50 % en los S-EST 1 y S-EST 2)
Con carácter general, el procedimiento constructivo de una estabilización con cemento se divide en las siguientes fases: preparación del terreno, mezclado “in situ” o en central, compactación, ejecución de juntas y curado de la mezcla. Normalmente, se compacta en capas de 20 a 30 cm.
Los cementos más adecuados para estabilizar suelos son aquellos que presentan un plazo elevado para que se puedan trabajar fácilmente, un moderado calor de hidratación y un lento desarrollo de resistencia que minimice las fisuras de retracción. Por ello son adecuados cementos con mayor contenido de adiciones activas (escorias de horno alto, puzolanas naturales y cenizas volantes), tales como los tipos CEM III, IV y V.
Aquí podéis ver una pequeña explicación de la profesora Ana María Pérez, de la Universitat Politècnica de València, de lo que es un suelocemento.
Os dejo algunos vídeos de esta técnica de mejora de suelos.
A continuación, os dejo una guía de soluciones para obras de estabilización de suelos, ejecución de suelo-cemento in situ y reciclado de firmes elaborada por la Asociación Nacional Técnica de Estabilizados de Suelos y Reciclados de Firmes (ANTER).
KRAEMER, C.; MORILLA, I.; DEL VAL, M.A. (1999). Carreteras II. Explanaciones, firmes, drenaje, pavimentos. Colegio de Ingenieros de Caminos, Canales y Puertos, Madrid.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2004). Temas de procedimientos de construcción. Mejora de terrenos.Editorial de la Universidad Politécnica de Valencia. Ref. 2004.844.
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
Acaban de publicarnos un artículo en la revista científica Journal of Civil Engineering & Management (indexada en el JCR, Q2) un artículo que analiza la evolución de una de las revistas científicas de mayor impacto en ingeniería civil: Automation in Construction. Este tipo de publicaciones críticas está siendo habitual en el ámbito científico porque permite conocer las luces y las sombras, así como detectar las claves de las líneas de investigación punteras ahora y en un futuro próximo. Además, permite a los editores conocer si están acertando en su línea editorial o está la revista escorándose hacia derroteros poco recomendables. No es el caso. Asimismo, esta publicación es de especial interés porque se encardina dentro de mi colaboración internacional, que está creciendo enormemente en estos últimos años.
Automation in Construction es una de las principales revistas internacionales de ingeniería civil y construcción que se remonta a 1992. En este trabajo se ha cuantificado y visualizado la evolución de las publicaciones de esta revista mediante métodos bibliométricos. Nuestro trabajo consta de dos partes: 1) estadísticas de publicación y citación en términos de distribución anual, fuentes de citación, países/regiones e institutos prolíficos y artículos altamente citados, 2) análisis de redes y mapas científicos en términos de red de coautoría, red de co-citación y evolución temática. Para realizar los análisis se utilizan dos programas informáticos bibliométricos, VOSviewer y SciMAT. Los resultados sugieren que la revista ha obtenido una creciente influencia y reputación por parte de la comunidad científica en las últimas décadas. Se espera que nuestro estudio tenga una importancia orientadora para los editores y los lectores de esta revista, pues proporciona información clave sobre la evolución en el tiempo.
Automation in Construction is one of the leading international journals in construction and building dating back to 1992. This study aims to quantify and visualize the evolution of Automation in Construction publications using bibliometric methods. Our work has two parts: 1) publication and citation statistics in terms of annual distributions, citing sources, prolific countries/regions and institutes, and highly cited papers, 2) network and science mapping analyses in terms of co-authorship network, co-citation network and thematic evolution. Two bibliometric software, VOSviewer and SciMAT, are used to help us carry out the analyses. The results suggest that Automation in Construction has obtained increasing influence and reputation from scientific community over the past decades. It is expected that our study has guiding significance for editors and readers of this journal through providing key insights about the evolution over time.
Keywords:
Automation in Construction, bibliometric, publications and citations, science mapping analyses, thematic evolution
Acaban de publicarnos un artículo en la revista científica Applied Sciences (indexada en el JCR, Q2) un artículo que trata sobre el uso de distintas técnicas heurísticas para optimizar una pasarela de sección mixta hormigón-acero. El trabajo se enmarca dentro del proyecto de investigación DIMALIFE que dirijo como investigador principal en la Universitat Politècnica de València.
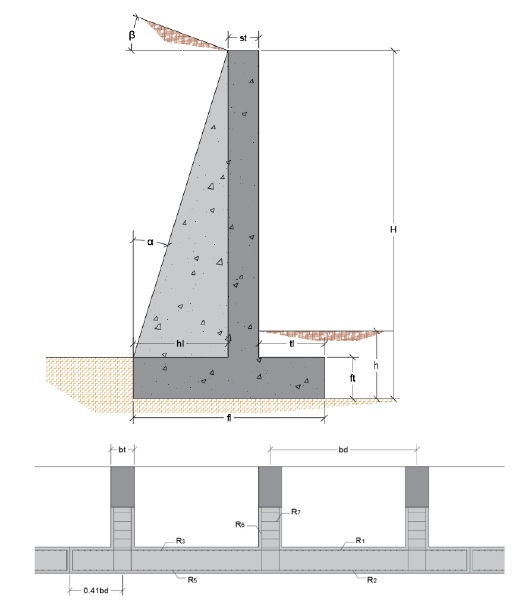
La importancia de la construcción en el consumo de recursos naturales está llevando a los profesionales del diseño estructural a crear diseños de estructuras más eficientes que reduzcan tanto las emisiones como la energía consumida. En este trabajo se presenta un proceso automatizado para obtener diseños óptimos energéticos de muros de contrafuertes. Se consideraron dos funciones objetivo para comparar la diferencia entre una optimización de costes y una optimización de energía incorporada. Para alcanzar el mejor diseño para cada criterio de optimización, se ajustaron los parámetros del algoritmo. Este estudio utilizó un algoritmo híbrido de optimización simulada para obtener los valores de la geometría, las resistencias del hormigón y las cantidades de hormigón y materiales. La relación entre todas las variables geométricas y la altura del muro se obtuvo ajustando las funciones lineales y parabólicas. Se encontró que la optimización de los costes y de la energía están vinculados. Una reducción de costes de 1 euro lleva asociada una reducción del consumo energético de 4,54 kWh. Para conseguir un diseño de baja energía, se recomienda reducir la distancia entre los contrafuertes con respecto a la optimización económica. Esta disminución permite reducir los refuerzos necesarios para resistir la flexión del alzado. La diferencia entre los resultados de las variables geométricas de la cimentación para los dos objetivos de optimización apenas revela variaciones entre ellos. Este trabajo proporciona a los técnicos algunas reglas prácticas de diseño óptimo. Además, compara los diseños obtenidos mediante estos dos objetivos de optimización con las recomendaciones de diseño tradicionales.
The importance of construction in the consumption of natural resources is leading structural design professionals to create more efficient structure designs that reduce emissions as well as the energy consumed. This paper presents an automated process to obtain low embodied energy buttressed earth-retaining wall optimum designs. Two objective functions were considered to compare the difference between a cost optimization and an embodied energy optimization. To reach the best design for every optimization criterion, a tuning of the algorithm parameters was carried out. This study used a hybrid simulated optimization algorithm to obtain the values of the geometry, the concrete resistances, and the amounts of concrete and materials to obtain an optimum buttressed earth-retaining wall low embodied energy design. The relation between all the geometric variables and the wall height was obtained by adjusting the linear and parabolic functions. A relationship was found between the two optimization criteria, and it can be concluded that cost and energy optimization are linked. This allows us to state that a cost reduction of €1 has an associated energy consumption reduction of 4.54 kWh. To achieve a low embodied energy design, it is recommended to reduce the distance between buttresses with respect to economic optimization. This decrease allows a reduction in the reinforcing steel needed to resist stem bending. The difference between the results of the geometric variables of the foundation for the two-optimization objectives reveals hardly any variation between them. This work gives technicians some rules to get optimum cost and embodied energy design. Furthermore, it compares designs obtained through these two optimization objectives with traditional design recommendations.
Keywords:
Heuristic optimization; energy savings; sustainable construction; buttressed earth-retaining walls
Figura 1. Perforación a rotación con cuchara. Imagen: V. Yepes
Se denominan pilotes excavados, perforados o de extracción, los que en su ejecución la perforación se efectúa por extracción del terreno. Debido a esta forma de instalación, se suelen denominar también pilotes de sustitución. Los pilotes perforados se hormigonan en obra. Son pilotes muy utilizados, aunque en edificación se reduce su uso a pilotes de un diámetro menor al metro. Sus diámetros habituales varían entre 350 y 3000 mm. Actualmente se encuentra vigente la norma europea UNE-EN 1536:2011+A1:2016 que establece los principios generales para la ejecución de pilotes perforados.
La excavación del terreno para ejecutar estos pilotes suele ser a percusión con cucharas de distintos tipos o trépanos. Sin embargo, también se perfora a rotación con distintos tipos de corona o cuchara (Figura 1), a rotopercusión si los terrenos son duros, compactos o rocosos o mediante útiles helicoidales que se hincan con giro y se extraen sin él (Figura 2). Cada método de excavación influye de forma diferente en el terreno, lo cual modifica el comportamiento pilote-terreno.
Figura 2. Perforación a rotación con hélice. Imagen: V. Yepes
Respecto a los pilotes hincados, los excavados presentan las siguientes ventajas:
Pueden obtenerse muestras del terreno mientras se realiza la excavación.
Pueden atravesarse con más facilidad estratos duros.
Los sistemas de perforación producen mucho menos ruido y vibraciones, con maquinaria generalmente más ligera y más barata. En su caso, solo hay vibraciones cuando se hincas las camisas. Es por ello que se emplean más en zonas urbanas que los hincados.
Pueden alcanzarse mayores profundidades.
Sin embargo, respecto a los hincados, los pilotes de perforación no se pueden construir con una inclinación significativa (existen casos como en la cimentación de un estribo de un puente, donde algunos de los pilotes se pueden construir con cierta inclinación, en torno a 12:1), el hormigón puede presentar mala calidad por su difícil puesta en obra y problemas de curado en contacto con el terreno, una colocación deficiente de las armaduras, la excavación afloja los terrenos arenosos y pueden estrangularse al extraer la camisa o la hélice. Además, para tener una idea de la sección real de la excavación y del pilote frente a la sección teórica, se utiliza la “curva de hormigonado”, que nos indica el consumo real de hormigón en función de la profundidad.
El hormigón que se vierte para conformar este tipo de pilotes debe presentar algunas características especiales, como utilizar un cemento resistente en terrenos agresivos. Según indica el CTE, el hormigón de los pilotes perforados debe presentar las siguientes características:
Alta capacidad de resistencia contra la segregación
Alta plasticidad y buena cohesión
Buena fluidez
Capacidad de autocompactación
Suficiente trabajabilidad durante el proceso de vertido, incluida la retirada, en su caso, de los entubados provisionales
Por tanto, no se aconseja el uso de cementos de gran finura de molido y alto calor de hidratación, debido al empleo de altas dosificaciones. No se recomiendan los cementos de aluminato de calcio, aconsejándose los cementos con adiciones (tipo CEM II), porque las adiciones mejoran la durabilidad y la trabajabilidad, reduciendo la generación de calor durante el curado. Si la agresividad del terreno es muy elevada, se deben emplear cementos con la característica especial de resistencia a sulfatos o agua de mar (SR/MR).
En cuanto a los áridos, se utilizará una granulometría continua para evitar la segregación. También se preferirá el empleo de áridos redondeados cuando la colocación del hormigón se realice mediante tubo tremie. El tamaño máximo se limita a 32 mm o a ¼ de la separación entre armaduras longitudinales, eligiéndose el valor menor de ambos. En condiciones normales, se utilizarán tamaños máximos de árido de 25 mm si es rodado y 20 mm si es de machaqueo.
Como en los hincados, existen diversos procedimientos de ejecución, con o sin entubación según la consistencia y estabilidad del terreno y con diferentes sistemas de compactación del hormigón: mecánicamente o con aire comprimido.
Si se emplea entubación, su recuperación o integración definitiva se debe decidir con los mismos criterios que en los pilotes hincados; en terrenos de cierta consistencia, puede no ser necesaria la entubación, en cuyo caso la excavación puede realizarse con lodos o en seco. Los métodos de entibación o sostenimiento de la perforación son más complejos y caros cuanto menos consistente es el terreno. Así, rocas, arcillas, limos y arenas son, por este orden, cada una más difícil de sostener. Además, la presencia del nivel freático acrecienta el problema, más si el agua está en movimiento o está cargada de sales.
Por otra parte, hay que tener presente que, en una zona de relativamente poco espesor alrededor del terreno excavado, se produce una alteración que depende del método de perforación y que normalmente producirá una disminución de la tensión lateral previa a la instalación del pilote. Ello se traduce en un descenso de la densidad y del ángulo de rozamiento, sobre todo en las arcillas (en arenas la perforación no puede realizarse sin entibación, que incluso puede densificar el terreno si la perforación se realiza dentro de un tubo hincado previamente).
Así, el uso de hélices discontinuas para realizar la excavación deja peor el fondo de la excavación por falta de limpieza adecuada y caída de detritus de las paredes al introducir las armaduras. Ello influye en la resistencia por punta del pilote, que podría mejorarse con una inyección de “jet-grouting” en el fondo de la excavación.
Los pilotes perforados, si llegan a un sustrato rocoso, deberían poder empotrarse en él de alguna forma. Para ello se excava la roca con trépano o con otro medio. En el caso de que el empotramiento no supere un diámetro de profundidad, entonces se considera que el pilote está simplemente apoyado. En estos casos, hay que asegurar que el fondo de la perforación se encuentre limpio para evitar depósitos de material compresible que originen asientos y pérdida de capacidad portante por la base.
No se debe permitir la hinca con desplazamiento de pilotes o entibaciones a distancias menores a 3 m de un pilote hormigonado hasta que este hormigón presente una resistencia mínima de 3 MPa. Este plazo también se debe respetar cuando se realice la perforación con extracción, a una distancia mínima de 3,5 diámetros medidos desde el centro del pilote.
Solo se pueden ejecutar pilotes aislados hormigonados “in situ” si su diámetro supera los 1000 mm y se arman para las excentricidades y momentos resultantes. No se deben ejecutar pilotes aislados de este tipo si su diámetro es inferior a los 450 mm. En diámetros intermedios, solo se permiten pilotes aislados si se arriostran en dos direcciones perpendiculares.
La norma NTE-CPI “Cimentaciones. Pilotes in situ”, indica que el hormigonado del pilote quedará a una altura superior a la definitiva, debiéndose demoler el exceso una vez endurecido el hormigón. La altura a sanear será como mínimo la mitad del diámetro cuando la cabeza quede sobre el nivel freático, o de vez y media el diámetro cuando la cabeza quede por debajo. De todos modos, la recomendación es que la Dirección Facultativa indique la profundidad a descabezar teniendo en cuenta estos factores y el grado de contaminación del hormigón de la parte superior del pilote.
En cuanto a los ensayos de control de los pilotes terminados, se distinguen los ensayos de integridad a lo largo del pilote y los ensayos de carga (estáticos o dinámicos). Los primeros comprueban la continuidad del fuste del pilote y la resistencia del hormigón; para ello pueden ser ensayos de transparencia sónica, de impedancia mecánica o sondeos mecánicos a lo largo del pilote. El Código Técnico de Edificación CTE DB-SE C establece que el número de ensayos de integridad no debe ser inferior a 1 por cada 20 pilotes, salvo en el caso de pilotes aislados de diámetros entre 450 y 1000 mm, que no debe ser inferior a 2 por cada 20 pilotes. En pilotes aislados de diámetro superior a 1000 mm, no debe ser inferior a 5 por cada 20 pilotes. Sin embargo, son frecuencias de muestreo muy bajas, pues no son las habituales aceptadas internacionalmente, donde se especifica un mínimo del 30% como muestra. Con todo, se recomienda ensayar al 100% todos los pilotes, al menos con el ensayo sónico mediante martillo de mano.
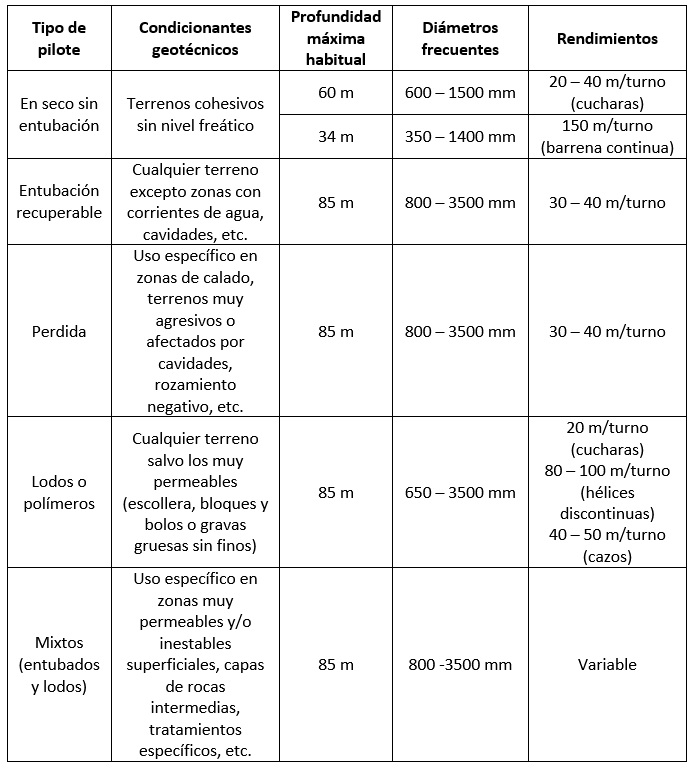
En la Tabla 1 se recoge el uso de los pilotes perforados en función de los condicionantes geotécnicos, diámetro, profundidad y rendimientos que puede tener, todo ello para tener un orden de magnitud de sus características principales.
Tabla 1. Clasificación de pilotes perforados en función del sistema de ejecución y características del terreno (Caro, 2017)