El mantenimiento y la reparación de los equipos supone un coste importante para los parques de maquinaria de las empresas constructoras. Una posibilidad que tienen los parques es acordar un acuerdo con un proveedor que realice las labores de mantenimiento.
En un artículo anterior explicamos cómo se podría seleccionar una máquina empleada en la construcción atendiendo a criterios económicos. Para eso explicamos los conceptos de Valor Actual Neto (VAN) y Tasa Interna de Rentabilidad (TIR). Sin embargo, la inflación influye en el cálculo de estos indicadores. Vamos a explicar ahora cómo influye la variación de los precios en la selección económica de los equipos. Pero aquellos que estéis más interesados en profundizar en aspectos de gestión de costes y producción de la maquinaria, podéis consultar en siguiente curso que he preparado: https://ingeoexpert.com/cursos/curso-de-gestion-de-costes-y-produccion-de-la-maquinaria-empleada-en-la-construccion/
Los flujos de caja de la mayor parte de las inversiones productivas, entre las que se encuentran las máquinas empleadas en la construcción, se ven afectadas por la inflación. Evidentemente, la inflación provocará que la empresa incremente el precio de sus productos y, por tanto, los flujos netos de caja. Sin embargo, no se debe olvidar que la inflación también afectará a los precios de las materias prima, mano de obra, etc.
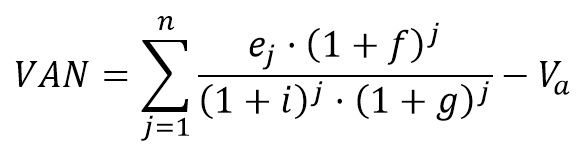
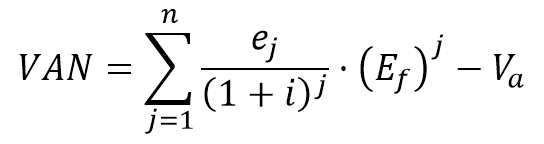
Si denominamos ej los ingresos netos en el año j, n el número de periodos, e i la tasa de actualización o coste del capital, g a la tasa de inflación y f al tanto por uno en que cada año incrementa el valor nominal de los flujos netos de caja a consecuencia de la inflación, el valor actual neto (VAN) se puede calcular de la siguiente forma:
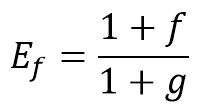
Por otra parte, el efecto de la inflación se puede introducir en términos de elasticidad. Así, la elasticidad de los flujos netos de caja-índice general de precios se puede expresar como:
De esta forma,
Se puede calcular la tasa interna de retorno (TIR) como el valor de i que anula el VAN.
Si Ef es mayor que uno, la inflación influye favorablemente sobre la inversión, pues eleva su valor capital y su tasa de retorno. En caso contrario, repercute negativamente. En caso de ser Ef igual a la unidad, no existe repercusión de la inflación en las decisiones de inversión.
Pero creo que será mejor que veamos algunos problemas resueltos para que tengáis claro cómo se calculan estos índices con la inflación. Espero que os sean de interés.
La Universitat Politècnica de València, en colaboración con la empresa Ingeoexpert, ha elaborado un Curso online sobre “Gestión de costes y producción de la maquinaria empleada en la construcción”.
El curso, totalmente en línea, se desarrollará en 6 semanas, con un contenido de 75 horas de dedicación del estudiante. Hay plazas limitadas.
Os paso un vídeo explicativo y os doy algo de información tras el vídeo.
Este es un curso básico sobre la gestión de los costes y la producción de los equipos y maquinaria empleada en la construcción, tanto en obras civiles y de edificación. Se trata de un curso que no requiere conocimientos previos especiales y está diseñado para que sea útil a un amplio abanico de profesionales con o sin experiencia, estudiantes de cualquier rama de la construcción, ya sea universitaria o de formación profesional. Además, el aprendizaje se ha escalonado para que el estudiante pueda profundizar en aquellos aspectos que les sea de interés mediante documentación complementaria y enlaces de internet a vídeos, catálogos, etc.
En este curso aprenderás los conceptos básicos sobre la gestión de la producción, la selección económica de los bienes de equipo, los costes de propiedad y operación de la maquinaria, su amortización, la disponibilidad y fiabilidad de los equipos, el mantenimiento y reparación, los parques de maquinaria y la gestión de instalaciones, almacenes e inventarios, el estudio del trabajo y la productividad, las políticas de incentivos, métodos de medición del trabajo y la producción de equipos de máquinas. El curso se centra especialmente en la comprensión de los fundamentos básicos que gobiernan la gestión de los costes y la producción de los equipos, mostrando especial atención a la maquinaria pesada de movimientos de tierras y compactación. Es un curso de espectro amplio que incide en el conocimiento de los fundamentos de la ingeniería de la producción. Resulta de especial interés desarrollar el pensamiento crítico del estudiante en relación con la selección de los métodos y técnicas empleadas en la gestión de los costes y el rendimiento de la maquinaria en casos concretos. El curso trata llenar el hueco que deja la bibliografía habitual, donde no se profundiza en el coste y la producción de conjuntos de equipos. Además, el curso está diseñado para que el estudiante pueda ampliar por sí mismo la profundidad de los conocimientos adquiridos en función de su experiencia previa o sus objetivos personales o de empresa.
El contenido del curso se organiza en 30 lecciones, que constituyen cada una de ellas una secuencia de aprendizaje completa. Además, se entregan 75 problemas resueltos que complementan la teoría estudiada en cada lección. La dedicación aproximada para cada lección se estima en 2-3 horas, en función del interés del estudiante para ampliar los temas con el material adicional. Al finalizar cada unidad didáctica, el estudiante afronta una batería de preguntas cuyo objetivo fundamental es afianzar los conceptos básicos y provocar la duda o el interés por aspectos del tema abordado. Al final se han diseñado tres unidades adicionales para afianzar los conocimientos adquiridos a través del desarrollo de casos prácticos, donde lo importante es desarrollar el espíritu crítico y su capacidad para resolver problemas reales. Por último, al finalizar el curso se realiza una batería de preguntas tipo test cuyo objetivo es conocer el aprovechamiento del estudiante, además de servir como herramienta de aprendizaje.
El curso está programado para 75 horas de dedicación por parte del estudiante. Se pretende un ritmo moderado, con una dedicación semanal en torno a las 10-15 horas, dependiendo de la profundidad requerida por el estudiante, con una duración total de 6 semanas de aprendizaje.
Objetivos
Al finalizar el curso, los objetivos de aprendizaje básicos son los siguientes:
Comprender la utilidad y las limitaciones de las técnicas actuales para la gestión de costes y producción de los equipos de máquinas empleados para la construcción
Evaluar y seleccionar la maquinaria atendiendo a criterios económicos y técnicos
Conocer la gestión de los sistemas de almacenamiento de materiales en obra y los parques de maquinaria
Aplicar las técnicas de estudios de métodos y medición del trabajo para mejorar la eficiencia de los equipos
Aplicar técnicas de aprendizaje e incentivos a la producción para mejorar la productividad
Programa
– Lección 1. Mecanización de las obras
– Lección 2. Adquisición y renovación de la maquinaria
– Lección 3. La depreciación de los equipos y su vida económica
– Lección 4. Selección de máquinas y equipos
– Lección 5. La estructura del coste
– Lección 6. Costes de propiedad de las máquinas
– Lección 7. Costes de operación de las máquinas
– Lección 8. Fondo horario y disponibilidad de los equipos
– Lección 9. Fiabilidad de los equipos
– Lección 10. Mantenimiento y reparación de los equipos
– Lección 11. Instalación y organización interna de la obra
– Lección 12. Parques de maquinaria y gestión de inventarios
– Lección 13. Constructividad y constructibilidad
– Lección 14. Estudio del trabajo y productividad
– Lección 15. Los incentivos a la productividad en la construcción
– Lección 16. Estudio de métodos
– Lección 17. Medición del trabajo
– Lección 18. La curva de aprendizaje en la construcción
– Lección 19. Ciclo de trabajo y factor de acoplamiento
– Lección 20. Producción de los equipos
– Lección 21. Composición y clasificación de suelos
– Lección 22. Movimiento de tierras y factor de esponjamiento
– Lección 23. Producción de los buldóceres
– Lección 24. Producción de las cargadoras
– Lección 25. Producción de las motoniveladoras
– Lección 26. Producción de las mototraíllas
– Lección 27. Producción de las retroexcavadoras
– Lección 28. Producción de las dragalinas
– Lección 29. Producción de los equipos de acarreo
– Lección 30. Producción de los compactadores
– Supuesto práctico 1.
– Supuesto práctico 2.
– Supuesto práctico 3.
– Batería de preguntas final
Profesorado
Víctor Yepes Piqueras
Doctor Ingeniero de Caminos, Canales y Puertos. Universitat Politècnica de València
Ingeniero de Caminos, Canales y Puertos (1982-1988). Número 1 de promoción (Sobresaliente Matrícula de Honor). Especialista Universitario en Gestión y Control de la Calidad (2000). Doctor Ingeniero de Caminos, Canales y Puertos, Sobresaliente «cum laude». Catedrático de Universidad en el área de ingeniería de la construcción en la Universitat Politècnica de València y profesor, entre otras, de las asignaturas de Procedimientos de Construcción en los grados de ingeniería civil y de obras públicas. Su experiencia profesional se ha desarrollado como jefe de obra en Dragados y Construcciones S.A. (1989-1992) y en la Generalitat Valenciana como Director de Área de Infraestructuras e I+D+i (1992-2008). Ha sido Director Académico del Máster Universitario en Ingeniería del Hormigón (2008-2017), obteniendo durante su dirección la acreditación EUR-ACE para el título. Profesor Visitante en la Pontificia Universidad Católica de Chile. Investigador Principal en 5 proyectos de investigación competitivos. Ha publicado más de 160 artículos en revistas indexadas en el JCR. Autor de 10 libros, 22 apuntes docentes y más de 350 comunicaciones a congresos. Ha dirigido 16 tesis doctorales, con 10 más en marcha. Sus líneas de investigación actuales son las siguientes: (1) optimización sostenible multiobjetivo y análisis del ciclo de vida de estructuras de hormigón, (2) toma de decisiones y evaluación multicriterio de la sostenibilidad social de las infraestructuras y (3) innovación y competitividad de empresas constructoras en sus procesos. Ha recibido el Premio a la Excelencia Docente por parte del Consejo Social, así como el Premio a la Trayectoria Excelente en Investigación y el Premio al Impacto Excelente en Investigación, ambos otorgados por la Universitat Politècnica de València.
Lorena Yepes Bellver
Ingeniera civil, máster en ingeniería de caminos, canales y puertos y máster en ingeniería del hormigón. Universitat Politècnica de València.
Profesora Asociada en el Departamento de Mecánica de los Medios Continuos y Teoría de las Estructuras de la Universitat Politècnica de València. Es ingeniera civil, máster en ingeniería de caminos, canales y puertos y máster en ingeniería del hormigón. Ha trabajado en los últimos años en empresas constructoras y consultoras de ámbito internacional. Aparte de su dedicación docente e investigadora, actualmente se dedica a la consultoría en materia de ingeniería y formación.
La construcción con hormigón prefabricado presenta claras ventajas económicas cuando se fabrican en taller piezas en grandes series. El ahorro en material y en mano de obra, la elevada calidad en el producto y el rápido montaje son razones que justifican, por sí solas, el uso de la construcción prefabricada. Sin embargo, hoy en día existen motivos adicionales basados en beneficios sociales y medioambientales que justifican la adopción de la tecnología del hormigón prefabricado. Asimismo, los proyectistas han tomado buena nota de las ventajas del prefabricado cuando se trata de construir puentes con luces moderadas, de 10 a 50 m. En estos casos, la disminución del peso resulta fundamental para reducir los costes de elevación y transporte de las piezas. En este contexto, la optimización estructural del coste necesario para construir un puente de vigas prefabricadas constituye un área de gran interés,especialmente cuando se realizan grandes series de piezas.
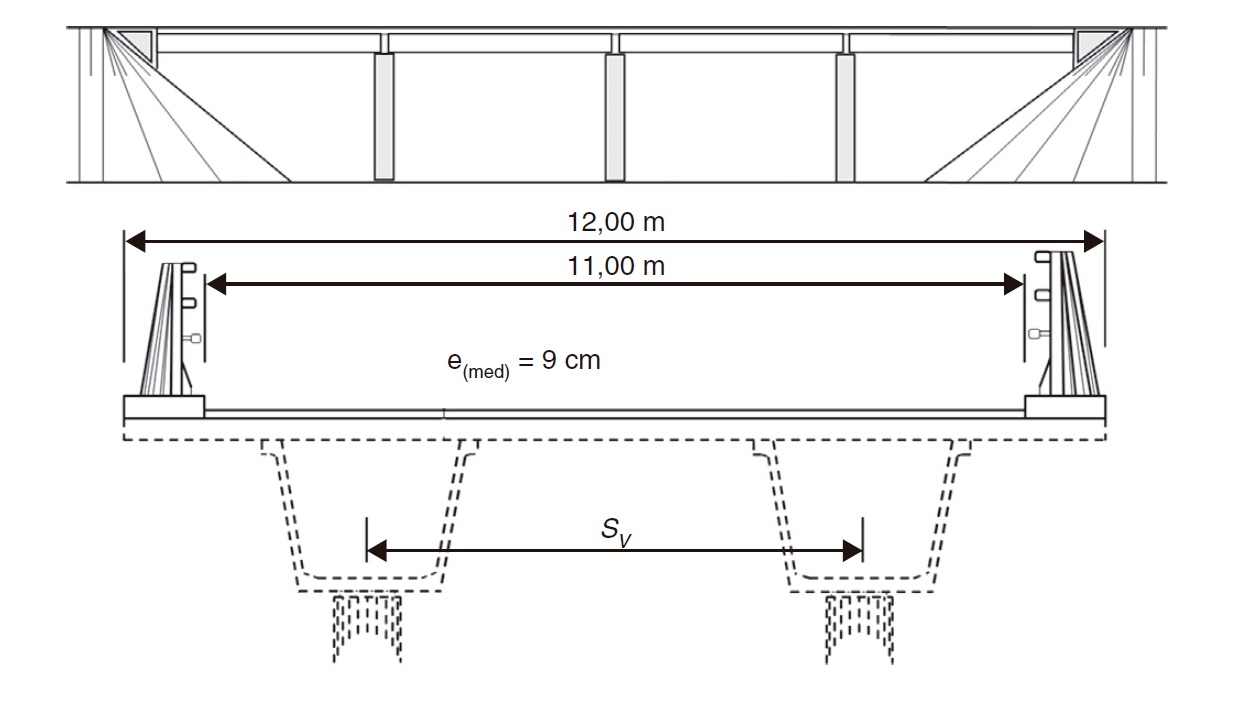
Siguiendo esta línea de trabajo, nuestro grupo de investigación se ha centrado en los últimos años en el diseño automatizado de puentes de vigas artesa prefabricadas de hormigón pretensado (HP) empleados como pasos superiores sobre vías de comunicación. Las luces vienen impuestas por las dimensiones de la vía inferior, con rangos habituales que oscilan entre los 20 y los 40 m. Estos puentes consisten en vigas de HP con forma de U con losa superior colaborante (Figura 2) y un tablero de hormigón, parcialmente prefabricado o construido «in situ». Esta tipología cuenta a su favor, entre otras, con las ventajas derivadas de la prefabricación, como por ejemplo la construcción industrializada, los moldes reutilizables, los plazos reducidos de ejecución en obra y la baja interferencia con el tráfico inferior. La solución de viga en U permite eliminar completamente los poco agraciados cabezales sobre pila de los tableros de viga en doble T.
Figura 2. Esquema longitudinal del puente y sección transversal del tablero
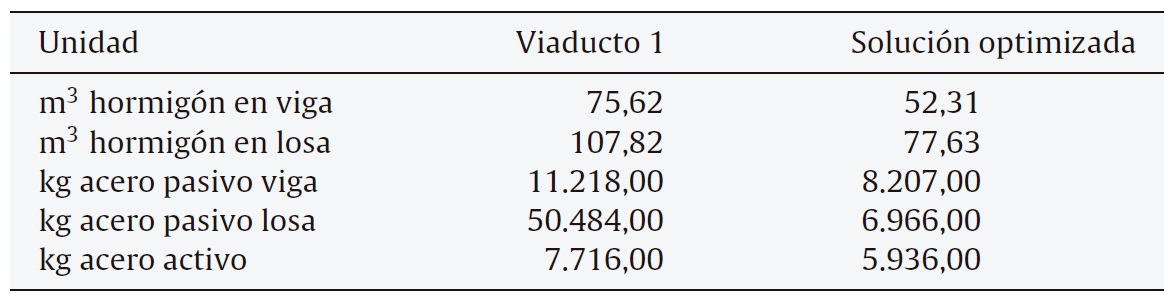
Resulta interesante comparar la mejor solución alcanzada por alguno de los algoritmos desarrollados por nuestro gruporespecto a una estructura realmente construida y calculada mediante procedimientos habituales. Se han comprobado para casos similares ahorros apreciables en torno al 7-8%. Sin embargo, en algún caso extremo, como el caso del viaducto 1 del tramo Muro de Alcoy-Puerto de Albaida del proyecto de construcción de la autovía del Mediterráneo, el ahorro se ha estimado en un 50% (Martí et al., 2014). En este caso, el puente tenía una luz de 35 m y un ancho de tablero igual al de la solución optimizada, siendo el ahorro alcanzado tan importante a causa de las diferencias en la medición de las unidades de obra en materiales que pueden apreciarse en la Tabla 1.
Tabla 1. Comparación de las mediciones en las unidades de obra significativas correspondientes al viaducto 1 del tramo Muro de Alcoy-Puerto de Albaida, de luz 35 m, respecto a la solución optimizada (Martí et al., 2014)
Resulta evidente que los resultados alcanzados por nuestro grupo de investigación pueden ser de gran interés para su transferencia a las empresas de prefabricados, constructoras y proyectistas. Este diseño automatizado supone un auténtico revulsivo en la forma de entender el proyecto de las estructuras. No obstante, ciertas prácticas comunes como introducir en los proyectos estructuras prefabricadas sobredimensionadas y luego ajustarlas durante la obra (con los consiguientes ahorros para las partes) pueden verse afectadas por este tipo de diseño optimizado. Esta mala praxis puede ser un impedimento para que el diseño optimizado entre a formar parte de la práctica habitual en nuestro sector.
Os dejo a continuación un vídeo del GRUPO BERTOLÍN donde distintos técnicos nos explican las características de los puentes construidos con vigas artesas, sus partes principales y los procesos de ingeniería, mostrando como ejemplo diferentes estructuras en las que Bertolín trabaja actualmente: 4 estructuras en la variante norte de Bétera, acceso a Torrente por el barranco de Chiva, duplicación del puente de Malilla en Valencia y la mejora del acceso de la V30 a la V31.
A continuación os dejo las publicaciones científicas que ha realizado nuestro grupo de investigación al respecto de los puentes de vigas artesa. Estamos, cómo no, en disposición de realizar transferencia tecnológica a las empresas que así nos lo soliciten.
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T.; GONZÁLEZ-VIDOSA, F. (2017). Heuristics in optimal detailed design of precast road bridges.Archives of Civil and Mechanical Engineering, 17(4):738-749. DOI:10.1016/j.acme.2017.02.006
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T. (2017). Design optimization of precast-prestressed concrete road bridges with steel fiber-reinforcement by a hybrid evolutionary algorithm.International Journal of Computational Methods and Experimental Measurements, 5(2):179-189.
MARTÍ, J.V.; GARCÍA-SEGURA, T.; YEPES, V. (2016). Structural design of precast-prestressed concrete U-beam road bridges based on embodied energy. Journal of Cleaner Production, 120:231-240. DOI:10.1016/j.jclepro.2016.02.024
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ-VIDOSA, F. (2015). Memetic algorithm approach to designing of precast-prestressed concrete road bridges with steel fiber-reinforcement.Journal of Structural Engineering, 141(2): 04014114. DOI:10.1061/(ASCE)ST.1943-541X.0001058
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T. (2015). Cost and CO2 emission optimization of precast-prestressed concrete U-beam road bridges by a hybrid glowworm swarm algorithm.Automation in Construction, 49:123-134. DOI:10.1016/j.autcon.2014.10.013
Figura 1. Aumentar la disponibilidad de un equipo en obra es un factor clave para la productividad. Imagen: V. Yepes
En un artículo anterior discutimos los distintos componentes del fondo horario de una máquina, o lo que es lo mismo, nos hacíamos la siguiente pregunta: ¿Por qué las máquinas pierden tanto tiempo en las obras? Ahora vamos a analizar el concepto de disponibilidad, muy relacionado con lo expuesto en aquel artículo.
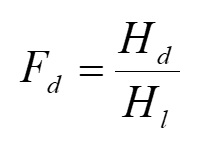
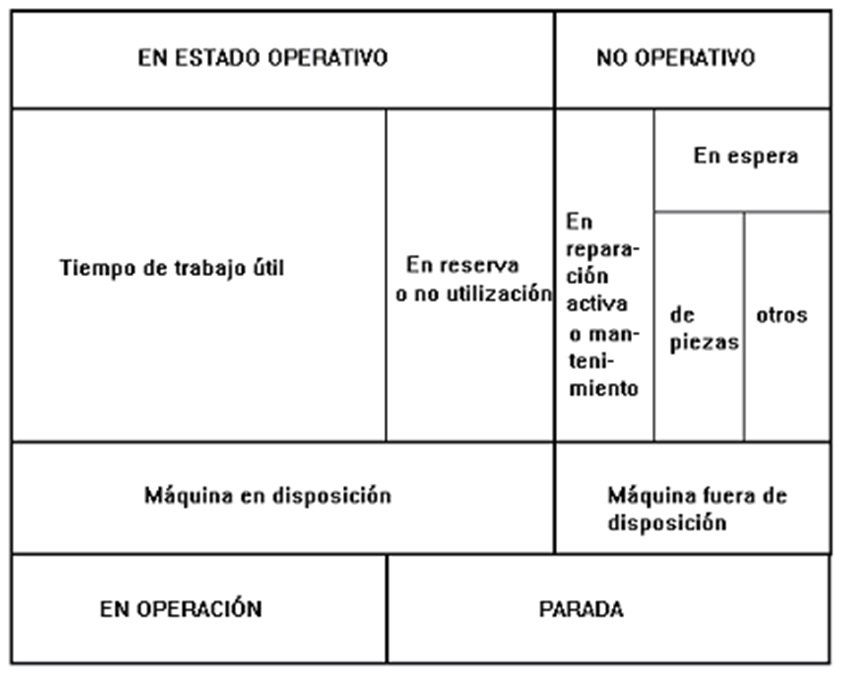
Una máquina se encuentra disponible cuando se encuentra en estado operativo, es decir, en tiempo de disposición. La disponibilidad en obra o factor de disponibilidad Fdse define como el cociente entre el tiempo en que una máquina se encuentra en estado operativo y el tiempo laborable real.
La disponibilidad intrínsecad es el cociente entre el tiempo de utilización y el tiempo laborable real, sin tener en cuenta las paradas ajenas a la máquina debidas a tiempo disponible no utilizado (mala organización de obra, etc.). Valores bajos de estos factores se deben a causas tales como la mala conservación, la lentitud en las reparaciones, la falta de repuestos, el mal estado de la máquina, etc.
Los componentes de la disponibilidad se representan en la Figura 2.
Figura 2. Componentes de la fiabilidad
Suponiendo que las averías ocurren dentro de la jornada laboral, pero el mantenimiento se realiza fuera de esta, la disponibilidad intrínseca se define, en términos estadísticos, como la probabilidad de que una máquina funcione satisfactoriamente en un momento dado o de que no presente averías que no puedan ser reparadas en un período de tiempo máximo permitido; es decir, sería el porcentaje del tiempo medio durante el cual el sistema está disponible para el servicio.
donde TMEF es el tiempo medio entre fallos y TMDR es el tiempo medio de reparación.
Desde la perspectiva de la disponibilidad, las máquinas se clasifican en dos grupos:
1.- Principales, cuyo fallo paraliza la producción de un equipo de máquinas: excavadoras, cargadoras, tractores empujadores de mototraíllas, etc. Precisan de una elevada disponibilidad.
2.- Máquinas de producción trabajando solas, y máquinas secundarias en equipo con otras: buldócer, excavando o ripando, retroexcavadoras en zanjeo, camiones y dúmperes, mototraíllas, compactadoras, etc.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Es más, ¿es posible que un ordenador sea capaz de diseñar de forma automática estructuras óptimas sin darle ninguna pista o información previa? Estoy convencido que a la vuelta de un par de años, todos los programas comerciales tendrán paquetes de optimización estructural que permitirán reducciones de coste en torno al 5-15% respecto a los programas actuales. Ya os adelanto que esta nueva tecnología va a traer consigo nuevas patologías en las estructuras de hormigón, que con la optimización se parecen más a las estructuras metálicas. Con el tiempo habrá que introducir capítulos o restricciones en las futuras versiones de la EHE o de los Eurocódigos. En este post vamos a continuar comentando aspectos relacionados con la modelización matemática, la optimización combinatoria, las metaheurísticas y los algoritmos.
Toda esta aventura la empezamos en el año 2002, con el primer curso de doctorado sobre optimización heurística en la ingeniería civil, que luego hemos ido ampliando y mejorando en el actual Máster Oficial en Ingeniería del Hormigón. Ya tenemos varias tesis doctorales y artículos científicos al respecto para aquellos de vosotros curiosos o interesados en el tema. Para aquellos que queráis ver algunas aplicaciones concretas, os recomiendo el siguiente capítulo de libro que escribimos sobre la optimización de distintas estructuras con un algoritmo tan simple como la cristalización simulada. Para aquellos otros que tengáis más curiosidad, os dejo algunas publicaciones de nuestro grupo de investigación en el apartado de referencias.
Os paso, para abrir boca, una forma sencilla de optimizar a través de este Polimedia. Espero que os guste.
Referencias:
MOLINA-MORENO, F.; MARTÍ, J.V.; YEPES, V. (2017). Carbon embodied optimization for buttressed earth-retaining walls: implications for low-carbon conceptual designs.Journal of Cleaner Production, 164:872-884. https://authors.elsevier.com/a/1VLOP3QCo9NDzg
GARCÍA-SEGURA, T.; YEPES, V.; FRANGOPOL, D.M. (2017). Multi-Objective Design of Post-Tensioned Concrete Road Bridges Using Artificial Neural Networks.Structural and Multidisciplinary Optimization, 56(1):139-150. doi: 10.1007/s00158-017-1653-0
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T.; GONZÁLEZ-VIDOSA, F. (2017). Heuristics in optimal detailed design of precast road bridges.Archives of Civil and Mechanical Engineering, 17(4):738-749. DOI: 10.1016/j.acme.2017.02.006
MOLINA-MORENO, F.; GARCÍA-SEGURA; MARTÍ, J.V.; YEPES, V. (2017). Optimization of Buttressed Earth-Retaining Walls using Hybrid Harmony Search Algorithms.Engineering Structures, 134:205-216. DOI: 10.1016/j.engstruct.2016.12.042
GARCÍA-SEGURA, T.; YEPES, V. (2016). Multiobjective optimization of post-tensioned concrete box-girder road bridges considering cost, CO2 emissions, and safety.Engineering Structures, 125:325-336. DOI: 10.1016/j.engstruct.2016.07.012.
MARTÍ, J.V.; GARCÍA-SEGURA, T.; YEPES, V. (2016). Structural design of precast-prestressed concrete U-beam road bridges based on embodied energy.Journal of Cleaner Production, 120:231-240. DOI: 10.1016/j.jclepro.2016.02.024
GARCÍA-SEGURA, T.; YEPES, V.; ALCALÁ, J.; PÉREZ-LÓPEZ, E. (2015). Hybrid harmony search for sustainable design of post-tensioned concrete box-girder pedestrian bridges.Engineering Structures, 92:112-122. DOI: 10.1016/j.engstruct.2015.03.015 (link)
LUZ, A.; YEPES, V.; GONZÁLEZ-VIDOSA, F.; MARTÍ, J.V. (2015). Diseño de estribos abiertos en puentes de carretera obtenidos mediante optimización híbrida de escalada estocástica.Informes de la Construcción, 67(540), e114. DOI: 10.3989/ic.14.089
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ-VIDOSA, F. (2015). Memetic algorithm approach to designing of precast-prestressed concrete road bridges with steel fiber-reinforcement.Journal of Structural Engineering ASCE, 141(2): 04014114. DOI:10.1061/(ASCE)ST.1943-541X.0001058(descargar versión autor)
YEPES, V.; GARCÍA-SEGURA, T.; MORENO-JIMÉNEZ, J.M. (2015). A cognitive approach for the multi-objective optimization of RC structural problems.Archives of Civil and Mechanical Engineering, 15(4):1024-1036. doi:10.1016/j.acme.2015.05.001
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T. (2015). Cost and CO2 emission optimization of precast-prestressed concrete U-beam road bridges by a hybrid glowworm swarm algorithm.Automation in Construction, 49:123-134. DOI: 10.1016/j.autcon.2014.10.013 (link)
GARCÍA-SEGURA, T.; YEPES, V.; MARTÍ, J.V.; ALCALÁ, J. (2014). Optimization of concrete I-beams using a new hybrid glowworm swarm algorithm. Latin American Journal of Solids and Structures, 11(7):1190 – 1205. ISSN: 1679-7817. (link)
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ-VIDOSA, F.; LUZ, A. (2013). Diseño automático de tableros óptimos de puentes de carretera de vigas artesa prefabricadas mediante algoritmos meméticos híbridos.Revista Internacional de Métodos Numéricos para Cálculo y Diseño en Ingeniería, DOI: http://dx.doi.org/10.1016/j.rimni.2013.04.010.
TORRES-MACHÍ, C.; YEPES, V.; ALCALA, J.; PELLICER, E. (2013). Optimization of high-performance concrete structures by variable neighborhood search.International Journal of Civil Engineering, 11(2):90-99 . ISSN: 1735-0522. (link)
MARTÍNEZ-MARTÍN, F.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A.; YEPES, V. (2013). A parametric study of optimum tall piers for railway bridge viaducts.Structural Engineering and Mechanics, 45(6): 723-740. (link)
MARTINEZ-MARTIN, F.J.; GONZALEZ-VIDOSA, F.; HOSPITALER, A.; YEPES, V. (2012). Multi-objective optimization design of bridge piers with hybrid heuristic algorithms.Journal of Zhejiang University-SCIENCE A (Applied Physics & Engineering, 13(6):420-432. DOI: 10.1631/jzus.A1100304. ISSN 1673-565X (Print); ISSN 1862-1775 (Online). (link)
MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F.; YEPES, V.; ALCALÁ, J. (2013). Design of prestressed concrete precast road bridges with hybrid simulated annealing.Engineering Structures, 48:342-352. DOI:10.1016/j.engstruct.2012.09.014. ISSN: 0141-0296.(link)
YEPES, V.; GONZÁLEZ-VIDOSA, F.; ALCALÁ, J.; VILLALBA, P. (2012). CO2-Optimization Design of Reinforced Concrete Retaining Walls based on a VNS-Threshold Acceptance Strategy.Journal of Computing in Civil Engineering ASCE, 26 (3):378-386. DOI: 10.1061/(ASCE)CP.1943-5487.0000140. ISNN: 0887-3801. (link)
CARBONELL, A.; YEPES, V.; GONZÁLEZ-VIDOSA, F. (2011). Búsqueda exhaustiva por entornos aplicada al diseño económico de bóvedas de hormigón armado. Revista Internacional de Métodos Numéricos para Cálculo y Diseño en Ingeniería, 27(3):227-235. (link) [Global best local search applied to the economic design of reinforced concrete vauls]
CARBONELL, A.; GONZÁLEZ-VIDOSA, F.; YEPES, V. (2011). Heuristic optimization of reinforced concrete road vault underpasses.Advances in Engineering Software, 42(4): 151-159. ISSN: 0965-9978. (link)
MARTÍNEZ, F.J.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A. (2011). Estudio paramétrico de pilas para viaductos de carretera.Revista Internacional de Métodos Numéricos para Cálculo y Diseño en Ingeniería, 27(3):236-250. (link)
MARTÍNEZ, F.J.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A.; ALCALÁ, J. (2011). Design of tall bridge piers by ant colony optimization.Engineering Structures, 33:2320-2329.
PEREA, C.; YEPES, V.; ALCALÁ, J.; HOSPITALER, A.; GONZÁLEZ-VIDOSA, F. (2010). A parametric study of optimum road frame bridges by threshold acceptance.Indian Journal of Engineering & Materials Sciences, 17(6):427-437. ISSN: 0971-4588. (link)
PAYÁ-ZAFORTEZA, I.; YEPES, V.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A. (2010). On the Weibull cost estimation of building frames designed by simulated annealing.Meccanica, 45(5): 693-704. DOI 10.1007/s11012-010-9285-0. ISSN: 0025-6455. (link)
MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F. (2010). Design of prestressed concrete precast pedestrian bridges by heuristic optimization.Advances in Engineering Software, 41(7-8): 916-922. http://dx.doi.org/10.1016/j.advengsoft.2010.05.003
MARTÍNEZ, F.J.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A.; YEPES, V. (2010). Heuristic Optimization of RC Bridge Piers with Rectangular Hollow Sections.Computers & Structures, 88: 375-386. ISSN: 0045-7949. (link)
PAYÁ, I.; YEPES, V.; HOSPITALER, A.; GONZÁLEZ-VIDOSA, F. (2009). CO2-EfficientDesign of Reinforced Concrete Building Frames.Engineering Structures, 31: 1501-1508. ISSN: 0141-0296. (link)
YEPES, V.; ALCALÁ, J.; PEREA, C.; GONZÁLEZ-VIDOSA, F. (2008). A Parametric Study of Optimum Earth Retaining Walls by Simulated Annealing. Engineering Structures, 30(3): 821-830. ISSN: 0141-0296. (link)
PEREA, C.; ALCALÁ, J.; YEPES, V.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A. (2008). Design of Reinforced Concrete Bridge Frames by Heuristic Optimization.Advances in Engineering Software, 39(8): 676-688. ISSN: 0965-9978. (link)
PAYÁ, I.; YEPES, V.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A. (2008). Multiobjective Optimization of Reinforced Concrete Building Frames by Simulated Annealing.Computer-Aided Civil and Infrastructure Engineering, 23(8): 596-610. ISSN: 1093-9687. (link)
PAYÁ, I.; YEPES, V.; CLEMENTE, J.J.; GONZÁLEZ-VIDOSA, F. (2006). Optimización heurística de pórticos de edificación de hormigón armado.Revista Internacional de Métodos Numéricos para Cálculo y Diseño en Ingeniería, 22(3): 241-259. [Heuristic optimization of reinforced concrete building frames]. (link)
Labor productivity is one the least studied areas within the construction industry. Productivity improvements achieve high cost savings with minimal investment. Due to the fact that profit margins are small on construction projects, cost savings associated with productivity are crucial to becoming a successful contractor. The chief setback to improving labor productivity is measuring labor productivity.
However, labor productivity involves many aspects. The aim of this research is to focus in some of them such as construction trades and how different factors affect their labor productivity through benchmarking in both online and hard copy format. A list of 37 construction trades was selected based on the Construction Industry Council of Hong Kong (CIC) in order to see their construction cost, labor cost and labor shortage criticality and their automation level. A list of 40 factors affecting the labor productivity was selected based on experts at The Hong Kong University of Science and Technology, in order to see in which level they affect the critical construction trades labor productivity found previously. Both results were analyzed using the relative importance index (RII).
These results are used in an additional case study, based on the comparison of them with another study with the same objectives did by some colleagues from The Hong Kong University of Science and Technology. An additional improvement of the labor productivity can be done by the mixture of both studies.
Results found previously can be used in a future study to create a tool to help contractor’s grade productivity on their projects in the preplanning stage and plan improvements in the most beneficial areas.
Reference:
ZABALLOS, I. (2016). Study on Improving Labor Productivity in the Construction Industry. The Cases of Europe and Hong Kong. Trabajo Final de Grado. Universitat Politècnica de València.
En las empresas constructoras, la forma de asignar los costes en obra a veces oculta o camufla los verdaderos costes en los que se incurre para producir determinada unidad de obra. En este post se da repaso a una técnica bien conocida en el ámbito empresarial, pero que se aplica muy poco en el ámbito de la industria de la construcción. Se trata del sistema de costes basado en actividades (Catalá y Yepes, 1999).
La utilización del Sistema de Costes basados en Actividades (ABC) «Activity-Based Costing» -introducido a finales de los 80 para mejorar la determinación del coste del producto y servicio prestado por una empresa, se ha considerado como una herramienta de análisis poderosa en los últimos años, pues presenta ventajas frente a otras herramientas como la asignación de costes tradicional («full» y «direct costing«). El ABC imputa metódicamente todos los costes indirectos de una empresa a las “actividades” que los hacen necesarios, y luego distribuye los costes de las actividades entre los productos. Esta técnica analiza las tareas como parte de un proceso, permitiendo obtener información valiosa que es capaz de eliminar aquellas que no aportan valor añadido a la empresa constructora, dentro de un objetivo de mejora continua de la organización.
La noción de cadena de valor refuerza la necesidad de hacer un análisis desagregado de costes, en otras palabras, la unidad relevante para el análisis estratégico de costes son las actividades y no los productos o servicios finales. Manejar costes a nivel de unidad de obra supone moverse en un plano demasiado agregado para que puedan alcanzarse conclusiones verdaderamente significativas desde un punto de vista competitivo. Si una actividad es común a varios productos, la información importante en costes no es la que procede de cada uno de ellos, sino la creada por el efecto combinado de todos los productos o servicios que comparten dicha actividad.
El sistema ABC establece la asignación de los costes indirectos no por el volumen de ventas, sino por la utilización efectiva que para cada producto se hace de una actividad concreta. La imputación de los costes indirectos se establece en dos etapas. En primer lugar, los costes no asignables directamente a cada una de las unidades de obra, deberían agruparse respecto a centros de coste que tuviesen un nexo común —siendo esta etapa de asignación típicamente utilizada para evaluar los resultados del responsable del Grupo de Actividades—, y en una segunda etapa se seleccionarían las medidas de asignación de los gastos a cada una de las unidades de obra utilizando relaciones causa-efecto. Cada eslabón o actividad diferenciada puede tener su cost driver o inductor de coste, que son aquellos factores estructurales que determinan el comportamiento del coste dentro de cada actividad y que componen la cadena de valor de un negocio.
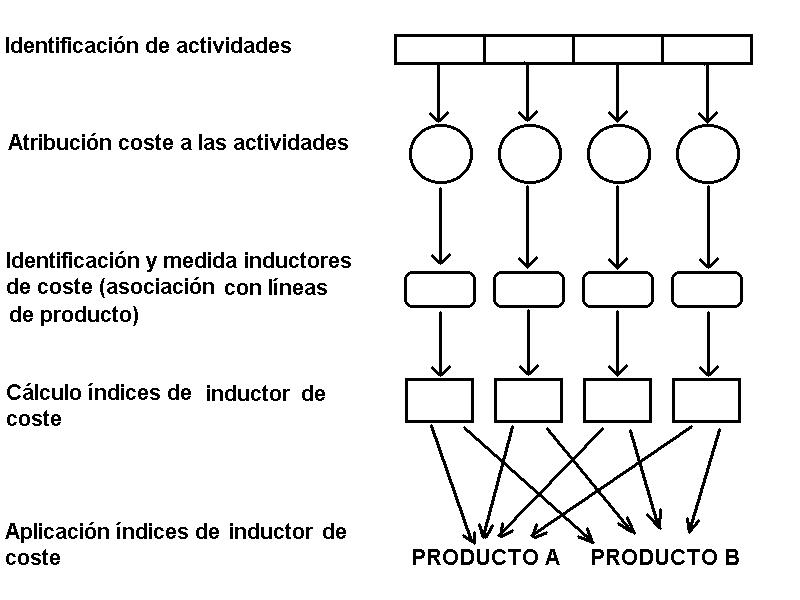
La metodología empleada en los sistemas ABC es la siguiente:
1.Identificación de las diferentes actividades.
2.Definición de los inductores de coste para cuantificar el volumen de costes vinculados a cada actividad.
3.Agrupación de las actividades homogéneas que se desarrollen en los diferentes centros de responsabilidad y determinación del coste unitario del inductor de coste.
4.Determinación del coste del producto o servicio final mediante la agregación de costes asignados a los diferentes componentes intermedios que lo integran.
La aplicación de los sistemas ABC en la construcción se centra en las actividades realizadas para producir cada unidad de obra. El coste de las actividades se asigna a cada unidad de obra basándose en los consumos que, de dichas actividades se realizan. Por tanto, la diferencia respecto a la metodología expuesta en el punto anterior es clara: no existe una asignación arbitrariamente lineal.
Un sistema ABC se estructuraría, como mínimo, en cuatro diferentes categorías o tipos de actividades:
·Actividades de Nivel Unitario, realizadas cada vez que se produce una unidad de producto.
·Actividades de Nivel Lote, realizadas cada vez que un lote de producto es producido.
·Actividades de Mantenimiento, que se realizan como una necesidad para mantener la producción de cada diferente tipo de producto.
·Actividades de Apoyo, que sustenten el funcionamiento general del proceso de fabricación.
Dentro de las tres primeras categorías, es posible asignar sus costes generados a cada una de las unidades de obra correspondientes. Sin embargo, las actividades de apoyo en obra tales como limpieza y seguridad de las instalaciones, labores de carácter administrativo, etc. se intentarán asignar para evitar, en lo posible, su imputación arbitraria a las unidades. En algunas ocasiones no deberían atribuirse estos costes de apoyo a las unidades de obra, ya que su arbitraria asignación no añade información económica susceptible de establecer acciones correctoras para dicha unidad.
Los costes determinados con el sistema ABC no coinciden con el obtenido de forma tradicional, pues, al eliminar determinados sesgos, distorsiona menos el coste real de la unidad de obra. Por tanto, con sistemas de coste basados en las actividades se obtiene información de mayor calidad para la gestión de una empresa constructora.
El análisis planteado se hace más complejo que el tradicional, puesto que no se trata solo de diferenciar actividades, sino también de investigar por separado en cada una de ellas cuál es el factor que propulsa su comportamiento, de su coste. La asignación no rigurosa de los costes no imputables directamente a cada unidad de obra, puede fácilmente camuflar ineficiencias de la empresa constructora, compensando costes entre las diversas unidades, perdiéndose, por tanto, oportunidades de mejora en la competitividad.
Referencias
CATALÁ, J.; YEPES, V. (1999). Aplicación del sistema de costes ABC en la gestión de proyectos y obras. Forum Calidad, 102:42-47. Junio. Depósito Legal: M-9765-1989. ISSN: 1139-5567. Edita: Forum Calidad, S.R.L. Alcobendas (Madrid). (pdf)
¿Sabíais que hoy día el éxito económico de una obra pasa por la correcta gestión de la maquinaria empleada? La mecanización del trabajo en cualquier obra civil o de edificación es totalmente necesaria desde la perspectiva técnica, económica, humana e incluso jurídica. Las máquinas, que nacieron con el propósito de liberar al hombre de los trabajos más penosos, se han convertido en herramientas para producir más, más barato y con mejor calidad. Han permitido abreviar la realización de trabajos que en otros tiempos parecían imposibles y, por consiguiente, han conseguido acelerar la acción del hombre sobre su entorno más inmediato. La adjudicación de un contrato suele requerir de la empresa constructora la disposición de la maquinaria adecuada que garantice los plazos, las calidades y la seguridad de la obra. Además, determinadas unidades de obra no son factibles sin el uso de la maquinaria, tales como las inyecciones, el pilotaje, los dragados, cimentaciones por aire comprimido, etc. En otros casos, la realización manual de hormigones, compactaciones de tierras, etc., no podría satisfacer las elevadas exigencias de los pliegos de condiciones técnicas vigentes.
Las máquinas suponen fuertes inversiones para las empresas constructoras, que si bien son menores en obras de edificación, mayores en obras de carreteras e hidráulicas, son importantísimas en obras portuarias. El índice de inversión en maquinaria, calculado como la relación entre el valor anual de adquisición de maquinaria y la obra total anual, varía entre el 3 y el 13%. Se evalúa entre el 13% y el 19% el índice de mecanización —valor del parque de maquinaria respecto a la producción anual— de las firmas constructoras.
¿Cómo podemos calcular los costes de la maquinaria? Os paso un Polimedia divulgativo acerca de los costes de explotación de la maquinaria. Espero que os guste.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Ha caído en mis manos un antiguo manual de Ferrovial fechado en julio de 1962, ya hace 50 años, denominado «Manual contra el despilfarro». Es una joya que pone de manifiesto que el problema de los costes de la calidad viene de antiguo y hoy es un tema candente. Se habla del Despilfarro —con mayúsculas— como del dragón de siete cabezas que se infiltra por todas partes. Veamos la definición que nos da este pequeño manual:
«Despilfarro es UNA PÉRDIDA que no se recupera, y que a nadie beneficia y a todos perjudica. Ya sean materiales, tiempo, trabajo o energía, se pierden las más de las veces por falta de organización o negligencia, sin que esta pérdida —que perjudica a la empresa y a su personal— produzca regularmente el menor beneficio a nadie».
Es un buen comienzo para enlazar esta entrada con otras anteriores relacionadas con la calidad, los clientes, los proyectos y la innovación. En este caso, os invitamos a ver un pequeño vídeo de unos 10 minutos en el que se explican los conceptos más importantes relacionados con los costes de la calidad. Algunos de ellos están relacionados con el despilfarro mencionado y otros son justamente necesarios para erradicarlo. Espero que os resulte útil.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 1.Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-660. Depósito Legal: V-3150-2001.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 2. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-961. Depósito Legal: V-3151-2001.
 El mantenimiento y la reparación de los equipos supone un coste importante para los parques de maquinaria de las empresas constructoras. Una posibilidad que tienen los parques es acordar un acuerdo con un proveedor que realice las labores de mantenimiento.
El mantenimiento y la reparación de los equipos supone un coste importante para los parques de maquinaria de las empresas constructoras. Una posibilidad que tienen los parques es acordar un acuerdo con un proveedor que realice las labores de mantenimiento.





 Ha caído en mis manos un antiguo manual de Ferrovial fechado en julio de 1962, ya hace 50 años, denominado
Ha caído en mis manos un antiguo manual de Ferrovial fechado en julio de 1962, ya hace 50 años, denominado