Aprovechando las nuevas tecnologías, aprovecho para colgar como post una conferencia que, bajo el título «Integrando innovación y gestión de la calidad, tuve la ocasión de impartir en Santiago de Chile en noviembre de 2009. Se trató de una conferencia en el marco de un seminario sobre metodologías avanzadas en gestión de la construcción y supuso un gratificante intercambio que tuvimos de experiencias con los alumnos de ingeniería civil de la Pontificia Universidad Católica. Aunque no disponemos de la conferencia grabada, al menos dejaremos aquí la presentación que se utilizó. Espero que os guste.
Perforación a rotación por circulación inversa

Existen dos posibilidades a la hora de realizar una perforación a rotación: la rotación con circulación directa y la rotación con circulación inversa. La diferencia entre ambas estriba en el sentido de circulación del fluido de perforación. En la circulación inversa, objeto de este post, el fluido de perforación y el detritus se eleva a la superficie por el interior del varillaje hasta una balsa de lodos. En este depósito, el lodo se recupera para volver a introducirlo en la perforación por el espacio anular comprendido entre el varillaje y la perforación. La principal diferencia entre los equipos de rotación directa o los de rotación inversa es que, mientras los primeros utilizan una bomba de lodos, los segundos utilizan un compresor, que generalmente suele llevar su propio motor. En ambos casos, estos elementos suelen ir montados sobre el propio chasis de la máquina, aunque a veces, debido al tamaño de los compresores, suelen ir en remolques independientes.
Este sentido inverso de circulación es adecuado cuando el diámetro de la perforación es elevado (un diámetro habitual de trabajo es de 600 mm, pudiendo ser mayor). El método de perforación por Circulación Inversa depende del potencial del agua para contener las paredes de la perforación, precisando un mínimo de 3 metros de columna desde el fondo de la perforación. Ante suelos de alta transmisividad, igualmente puede ser requerido un elevado ratio de bombeo de fluido de perforación, dadas las perdidas, o bien se puede necesitar algún aditivo para impermeabilizar las paredes de la perforación, que posteriormente deberá ser eliminado mediante el debido desarrollo.

Para entender mejor este sistema, os dejo a continuación unos vídeos explicativos que espero os gusten.
[politube2]65114:450:358[/politube2]
Referencias:
YEPES, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Construcción del puente «Arcos de Alconétar» y la resonancia

El puente «Arcos de Alconétar» atraviesa el río Tajo cerca de la frontera con Portugal, en la provincia de Cáceres. Su nombre se corresponde con un puente romano de piedra cuyos restos aún pueden observarse en la cola del embalse de Alcántara. Forma parte de la Ruta de la Plata (autovía A-66). Se trata de dos estructuras gemelas de acero y hormigón (400,7 m de longitud y más de 4.350 toneladas de peso) diseñadas por los ingenieros Sergio Couto, José Antonio Llombart y Jordi Revoltós. La empresa constructora fue OHL. Entró el puente en servicio en julio de 2006.
Destacan dos grandes arcos paralelos de 220 m de luz y 42,5 de altura máxima que se unen a los tableros mediante pilares. Los arcos son metálicos y están empotrados en las zapatas de arranque. Las pilas situadas sobre el arco son metálicas y las de los viaductos de acompañamiento de hormigón HA-30. El acero utilizado es el S355 de tipo CORTEN que proporciona una resistencia a la corrosión atmosférica sin necesidad de pintura, importante a la hora de la conservación posterior. Su proceso constructivo se basa en el abatimiento de los semiarcos, construidos previamente en taller. La obra supuso un hito tecnológico (premio Construmat a la Innovación Tecnológica en Ingeniería Civil de 2007). Nunca se habían superado los 200 m de luz en este sistema constructivo.
A continuación os paso algunos vídeos que permitirán comprender el proceso constructivo y detalles sobre el puente. En primer lugar os dejo una infografía del proceso constructivo.
A continuación, os dejo una presentación de las obras y el método constructivo.
Otro vídeo al respecto es el siguiente:
Por último, os dejo un espectacular vídeo de la resonancia sufrida por el puente.
Referencia:
Llombart, J.A.; Revoltós, J.; Couto, S. (2006). Puente sobre el río Tajo, en el embalse de Alcántara («Arcos de Alconétar»). Hormigón y Acero, 242:5-38. (enlace)
Optimización económica de redes de transporte
 Trascendencia del transporte
Trascendencia del transporte
La trascendencia económica del sector del transporte genera costos sociales y medioambientales de gran magnitud. Esta actividad supone aproximadamente un sexto del Producto Interno Bruto (PIB) de los países industrializados (ver Yepes, 2002). Un estudio del National Council of Physical Distribution (ver Ballou, 1991) estima que el transporte representó el 15% del PIB de Estados Unidos en 1978, lo que supuso más del 45% de los costes logísticos de las organizaciones. En España, según datos del Ministerio de Fomento (ver CTCICCP, 2001), la participación del sector en el valor añadido bruto del año 1997 se situó en un 4,6%. En cuanto al empleo, 613.400 personas se encontraban ocupadas en el sector de los transportes en España en 1999, lo que representaba el 3,69% de la población activa. La distribución física representa para las empresas entre la sexta y la cuarta parte de las ventas y entre uno y dos tercios del total de los costos logísticos (Ballou, 1991).
Además, una adecuada gestión de los problemas de distribución afecta directamente a la competitividad de las empresas. Así, el establecimiento de rutas y horarios para vehículos constituye un conjunto de problemas habituales que no se resuelven de manera óptima y acarrean una merma significativa en la cuenta de resultados de las empresas. Autores como Kotler (1991) afirman que se pueden obtener ahorros sustanciales en el área de la distribución física y la describen como “la última frontera para obtener economías en los costos” y “el continente oscuro de la economía”. Drucker (1962) describió las actividades logísticas que se llevaban a cabo tras la fabricación como las “áreas peor realizadas y, a la vez, más prometedoras dentro del mundo industrial”. Incluso el recorte de una pequeña fracción de los costos de distribución puede aflorar enormes ahorros económicos y una reducción de los impactos sociales y ambientales ocasionados por los accidentes, la polución y el ruido, además de incrementar significativamente la satisfacción de los clientes.
Todo ello se enmarca en un escenario en el que han crecido enormemente las expectativas de los clientes, al igual que los productos disponibles en el mercado. Ello provoca que las empresas se enfrenten a retos más dinámicos, que van desde aumentos en los niveles de servicio hasta rupturas de fronteras o la entrada en el comercio electrónico. La globalización de los mercados ha provocado, de hecho, una aceleración del comercio. El transporte, que ya es una función vital, tendrá aún una posición más estratégica para las industrias en el futuro.
Los problemas de rutas son difíciles de optimizar en situaciones reales debido a los procedimientos de resolución exactos, debido al incremento exponencial del esfuerzo de cálculo necesario en función de la dimensión del problema. En estas circunstancias, los métodos de resolución aproximados que emulan estrategias eficientes empleadas por la naturaleza y utilizadas en la inteligencia artificial pueden proporcionar soluciones satisfactorias en tiempos de cálculo razonables, constituyendo herramientas tecnológicas capaces de incrementar la competitividad de las empresas dedicadas al transporte.
Problemas de distribución física
Los problemas de distribución física consisten básicamente en asignar una ruta a cada vehículo de una flota para repartir o recoger mercancías. Los clientes se localizan en puntos o arcos y, a su vez, pueden presentar horarios de servicio determinados; el problema consiste en establecer secuencias de clientes y programar los horarios de los vehículos de manera óptima. Los problemas reales de transporte son extraordinariamente diversos. Yepes (2002) propone una clasificación que incluye un mínimo de 8,8·109 combinaciones posibles de modelos de distribución. Si alguien fuese capaz de describir cada uno de ellos en un segundo, tardaría cerca de 280 años en enunciarlos todos. La investigación científica se ha centrado, por tanto, en un grupo muy reducido de modelos teóricos que, además, tienden a simplificar excesivamente los problemas reales.
El problema más famoso y sencillo de plantear se conoce como el del viajante de comercio (“Traveling Salesman Problem”, TSP). Se debe visitar un conjunto de ciudades una sola vez y volver a la ciudad de partida, de modo que la distancia recorrida sea mínima. Es un problema intensivo en términos de cálculo, puesto que un procesador que calculara un billón de soluciones por segundo tardaría unos 50 minutos en enumerar todos los casos posibles con 20 nodos y casi cinco siglos con 25.
El problema de las rutas “Vehicle Routing Problem, VRP” presenta una demanda asociada a cada ciudad y una capacidad determinada de transporte para cada uno de los vehículos. Aquí, el objetivo puede ser reducir al mínimo posible la suma de la distancia recorrida por todas las rutas, el número de vehículos, o una combinación de ambos criterios. Es importante destacar el hecho de que tanto para los problemas TSP como para los VRP, la dirección en la cual se desarrolla el camino carece de importancia, cosa que no ocurre con los problemas de rutas de reparto con restricciones en los horarios de servicio “Vehicle Routing Problem with Time Windows, VRPTW”, donde cada cliente restringe la satisfacción de su demanda a un horario de reparto o recogida determinado (ventana de tiempo). En estos casos, la ventana de tiempo obliga a esperar si el vehículo llega antes de su apertura e impide la prestación del servicio si se llega fuera del plazo previsto.
Estos problemas son difíciles de resolver debido al crecimiento exponencial de las soluciones en función del número de clientes. De hecho, solo algunos problemas de VRPTW de hasta 100 nodos han podido resolverse mediante métodos exactos. En estas circunstancias, es posible aplicar algoritmos de aproximación que proporcionen soluciones viables y razonables.
Sistemas inteligentes
Las metaheurísticas son métodos generales, aplicables a amplios conjuntos de problemas, que normalmente emulan estrategias eficientes empleadas por la naturaleza y utilizadas en la inteligencia artificial (evolución biológica, funcionamiento del cerebro, comportamiento de los insectos, mecánica estadística, etc.), y que sirven para guiar el funcionamiento de las heurísticas u otros procedimientos de optimización específicos. En el campo de la optimización combinatoria y en los problemas de transporte, se utiliza comúnmente el término metaheurística, mientras que en otros campos se conocen estos métodos como sistemas inteligentes (Goonatilake et al., 1995). Las redes neuronales, la lógica borrosa, los algoritmos evolutivos, la búsqueda tabú o la cristalización simulada son algunas técnicas que han probado su eficacia en la explotación de datos, en el descubrimiento de conocimiento y en la solución de problemas combinatorios en diferentes campos técnicos y científicos.
Modelo económico rutas de transporte
En las últimas décadas, la investigación científica ha dedicado un gran esfuerzo al desarrollo de técnicas para resolver modelos teóricos de transporte. Sin embargo, Yepes y Medina (2000) comprueban que la maximización de la rentabilidad de las operaciones reales de distribución debe contemplar funciones objetivo económicas basadas en los ingresos y los costos. Este mismo principio debe exigirse a los algoritmos empleados en su resolución. El éxito de una metaheurística especializada en un modelo teórico concreto, no garantiza su adecuación ante escenarios reales complejos propios de las empresas de transporte.
En la distribución real de mercancías, es habitual el empleo de flotas heterogéneas de vehículos, con características propias en costos, capacidad de carga, velocidad y jornadas de trabajo limitadas, con posibilidad de horas extraordinarias. Asimismo, la duración de los viajes depende del nivel de congestión y de los problemas de acceso a los clientes. Además, los vehículos pueden iniciar nuevas rutas si lo permite su jornada laboral, lo cual es habitual cuando las demandas de cada cliente superan la capacidad de transporte del vehículo, o bien cuando se emplea poco tiempo en recorrer las distancias hacia los diversos nodos. También es razonable acordar con los clientes bonificaciones en caso de que se rompan los horarios (rotura de servicio).
Para definir un esquema que cumpla las características anteriores, aproximadas al problema real de distribución, se define un problema de rutas con flotas heterogéneas y múltiples usos, con restricciones horarias blandas de servicio: “Vehicle routing problem with a heterogeneous fleet of vehicles with soft time windows and with multiple use of vehicles, VRPHEMSTW”.
Consecuencias de interés para las empresas
Algunas conclusiones de interés práctico que se han comprobado al emplear los sistemas inteligentes en la resolución de problemas que, lejos de ser teóricos, se acercan a la realidad cotidiana de las empresas de distribución son las siguientes (Yepes, 2002):
Los problemas reales de rutas no se modelan bien con funciones objetivo teóricas habituales. En efecto, posibles variaciones en los costos o en las tarifas provocan que soluciones buenas a problemas teóricos resulten muy malas para los problemas reales. Como empresario, debe exigir que el software que emplee maximice el beneficio y no solo minimice los costes. Una empresa que quiera maximizar sus beneficios en la distribución puede incurrir en grandes costos de oportunidad involuntarios si adopta algoritmos especializados para resolver problemas teóricos. En general, estos procedimientos no son óptimos en escenarios reales. Mucho software es teórico y no está adaptado a su empresa.
Los modelos que utilizan funciones objetivo basadas en los costos globales y los ingresos, simulan mejor las operaciones de distribución. Cada cliente puede requerir una política de precios diferenciada. Exija a su software la posibilidad de segmentar a sus clientes según tarifas específicas. Una ligera flexibilización en los horarios de servicio permite, aun cuando exista cierta penalización económica por la transgresión de las ventanas horarias, una mejora en la calidad de las soluciones obtenidas. Negocie con sus clientes bonificaciones por incumplimientos de los horarios de entrega; al final, ello le puede llevar a mayores beneficios. Un elevado costo fijo por disposición de los vehículos conlleva que la solución de mayor beneficio sea aquella que autorice el inicio de nuevas rutas por parte de un mismo vehículo, siempre que su jornada laboral lo permita. Desconfíe del software que no le permita discriminar situaciones como el alquiler o la compra de vehículos. La planificación de las rutas puede cambiar y su empresa puede perder beneficios. En una operación de distribución de mercancías, el uso múltiple o sencillo de los vehículos, dentro de su jornada de trabajo, es una decisión que depende de la estructura de costos de cada problema concreto. Esta posibilidad no se contempla por el software habitual y le puede hacer perder dinero.
En esta apretada síntesis, la empresa dedicada a la distribución de personas o mercancías dispone de nuevos conceptos para resolver sus complejos problemas de transporte. El reto consiste en elegir entre el vasto universo de técnicas posibles, aquella que sea capaz de aportar una solución de calidad dentro de un tiempo de cálculo razonable, teniendo presente que un problema de transporte determinado presenta múltiples escenarios posibles, y manejando un modelo económico adecuado a las variables y restricciones reales.
Referencias
Ballou, R. H. (1991). Logística empresarial. Control y planificación. Ed. Díaz de Santos, Madrid.
Comisión de Transportes del Colegio de Ingenieros de Caminos, Canales y Puertos (2001). Libro verde del transporte en España. Disponible en internet.
Drucker, P. (1962). The economy’s dark continent. Fortune, April, 265-270.
Goonatilake, S.; Treleaven, P. (Eds) (1995). Intelligent systems for finance and business. John Wiley & Sons, Chichester, England.
Kotler, P. (1991). Marketing management. Analysis, planning, implementation, and control. Prentice Hall International. United Kingdom.
Yepes, V. (2002). Optimización heurística económica aplicada a las redes de transporte del tipo Vrptw. Tesis Doctoral. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos, Universidad Politécnica de Valencia.
Yepes, V.; Medina, J.R. (2000). Optimización del problema generalizado de las rutas con restricciones temporales y de capacidad (CVRPSTW), en Colomer, J.V. y García, A. (Eds.): Actas del IV Congreso de Ingeniería del Transporte. Vol. 2, pp. 705-710. Valencia.
Carros de encofrado para túnel
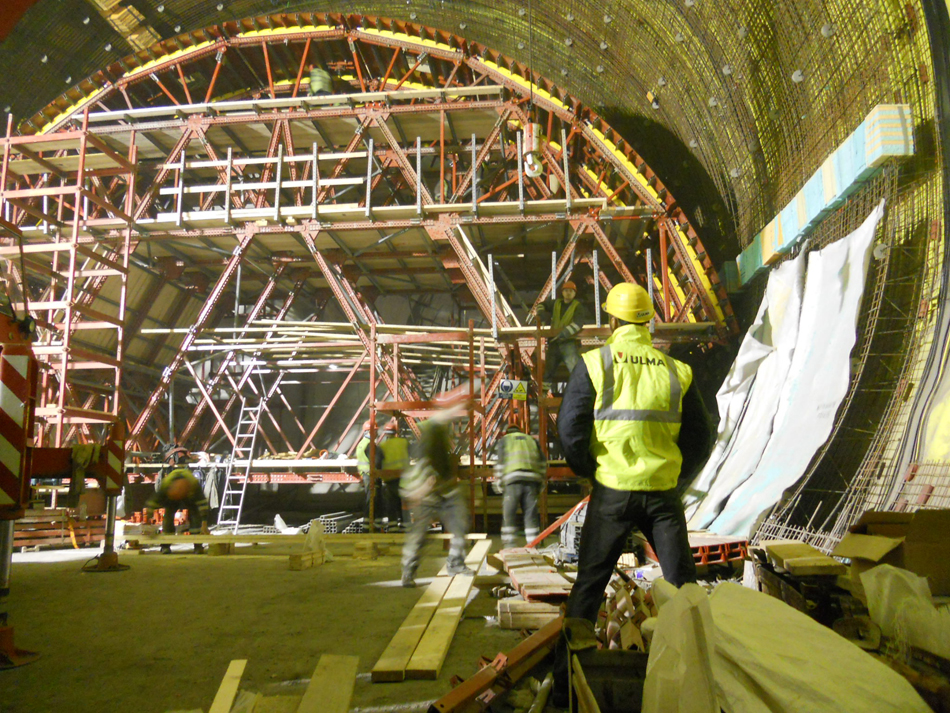
Los carros de encofrado o encofrados automotores para túneles son estructuras auxiliares móviles que sirven para realizar el hormigonado de la sección. Reciben el nombre de encofrados telescópicos autoportantes, puesto que con este sistema, el carro no es solidario con el encofrado, lo que permite, una vez colocado en posición el módulo de encofrado, retirar el carro y dedicarlo a otros trabajos como el transporte y desencofrado de otros módulos.
Combina la estructura de apeo con el encofrado que da forma a la bóveda. Estos sistemas de encofrado están formados por una subestructura interior y paneles que cubren y se unen solidariamente a dicha subestructura, ambos de naturaleza metálica, conformando un carro de encofrado ajustado a la geometría de sección del túnel, cuyo avance se realiza a través de carriles o raíles. Suelen disponer de sistemas hidráulicos para el avance, el encofrado, el desencofrado, el centraje transversal y el plegado de los hastiales, aunque también existen sistemas de accionamiento manual.
El encofrado puede estar compuesto por dos paneles hastiales y un panel clave, lo cual ocurre en la mayoría de los túneles. Si la sección del túnel es próxima a circular, se añade un faldón inferior a los hastiales laterales. Los hastiales presentan ventanas de hormigonado e inspección, y soportes para vibradores de superficie e instalación neumática para la alimentación de los vibradores. A los paneles clave se les dota de bocas de hormigonado.
Se pueden distinguir dos tipos diferentes: los carros de túnel en mina (en espacio confinado) o bien carros empleados para la construcción de falsos túneles (en espacio abierto).
Las características de cada túnel difieren (secciones, desarrollo en planta, tipo y espesor del hormigón, etc.) por lo que no se permite el empleo de estos equipos con un estudio de adecuación, es necesario la redacción de un proyecto específico completo para la utilización del sistema con los condicionantes propios exigidos en la obra a ejecutar. Las operaciones de montaje, desmontaje, fase de trabajo, y de traslado, supervisadas y coordinadas por técnico competente (titulación universitaria habilitante) con probados conocimientos en túneles y elementos auxiliares, que deberá estar adscrito a la empresa propietaria del elemento auxiliar.
Por tanto, estos medios auxiliares automotores presentan una serie de requisitos documentales:
- Redacción de un proyecto específico visado con los condicionantes propios exigidos para la obra.
- Manual de instrucciones de montaje para la correcta instalación del equipo proporcionado.
- Como el equipo de trabajo se realiza mediante accionamientos hidráulicos y tiene condición de máquina, con marcado CE, de acuerdo con la reglamentación sobre la puesta en servicio y comercialización de máquinas.
- En cumplimiento del R.D. 1627/1997 “Disposiciones mínimas de seguridad y de salud en las obras de construcción”, se debe modificar el Plan de seguridad y salud de la obra mediante la redacción de un anexo al plan. Todas las empresas afectadas por estas actividades deben recibir una copia del mismo.
- En cumplimiento de lo estipulado en el Real Decreto 837/2003, de 27 de junio, relativo a grúas móviles autopropulsadas, debe designarse un jefe de maniobras.
- De acuerdo con lo establecido en el Anexo IV, parte C del R.D. 1627/1997, persona competente para la vigilancia, el control y la dirección de los trabajos.
- Previa puesta en servicio del carro, el técnico de montaje, de acuerdo con la normativa vigente, elaborará tanto el Acta de inspección inicial del carro como el Certificado de correcto montaje del carro.

En el vídeo de Dema Formworks se puede ver el procedimiento constructivo.
El siguiente vídeo describe un carro MK para túnel en mina de la empresa ULMA Construction.
En este caso, es un carro MK para túneles a cielo abierto, de la misma empresa.
A continuación, te dejo un vídeo realizado por la empresa ADARVE PRODUCCIONES sobre carros de encofrado para túneles para la firma RÚBRICA. Espero que os guste.
Referencias:
ESPASANDÍN, J.; GARCÍA, J.I. (2002). Apeos y refuerzos alternativos. Manual de cálculo y construcción. Editorial Munilla-Lería, Madrid.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2004). Temas de procedimientos de construcción. Cimbras, andamios y encofrados. Editorial de la Universidad Politécnica de Valencia.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp.
Curso:

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.
¿Qué es la sustitución dinámica?

La sustitución dinámica o «puits ballastés» constituye una variante diferenciada de la compactación dinámica, en la cual la energía de compactación sirve para formar inclusiones granulares de gran diámetro, como refuerzo de los terrenos compresibles, que requieren varios metros de espesor sobre un estrato de terreno con capacidad portante suficiente.
En este caso, se punzona el terreno con una maza pequeña y pesada que se deja caer desde cierta altura. Este procedimiento crea un cráter que se rellena con material granular, que se golpea nuevamente con el objeto de desplazar el terreno y hacer penetrar dicho material granular. Con este procedimiento se consigue rigidizar el terreno mediante puntos de apoyo que soportan una mayor carga admisible. Además, la ventaja es que constituyen drenes verticales, aunque no muy profundos, por lo que podrían combinarse con tratamientos de mejora de la precarga, de forma que se reducirían los tiempos de consolidación del suelo.
Esta técnica combina, por tanto, las ventajas de la compactación dinámica y de las columnas de grava.
Aplicaciones:
– Terrenos cohesivos (arcillas y limos blandos o muy blandos), apoyados sobre un sustrato rocoso
– Necesidad de estabilización y reducción de los asientos de terraplenes viarios y ferroviarios
– Estructuras con distribución heterogénea de grandes cargas repartidas y puntuales
– Necesidad de estabilización y reducción de los asientos de terraplenes viarios y ferroviarios
– Estructuras con distribución heterogénea de grandes cargas repartidas y puntuales

Principales características:
– Tasa de incorporación de material claramente superior a la obtenida por medio de columnas de grava (hasta 20 a 25%)
– Muy alta compacidad de las inclusiones constituidas
– Cada «columna» granular puede soportar cargas importantes de hasta 150 t
– Mejora de las características mecánicas de las capas superficiales del terreno entre las columnas en un 25% y en torno al 50% en los estratos más profundos
– Funcionamiento de las inclusiones como drenes verticales reduciendo así el tiempo de consolidación y acelerando los asientos antes de la construcción

Ventajas:
– Fuerte incremento del módulo de deformación, de la capacidad portante y de la capacidad drenante del terreno
– Técnica bien adaptada a grandes cargas
– Muy alta resistencia interna al corte del material granular que constituye la inclusión
– A diferencia de las columnas de grava, aplicación adaptada a suelos evolutivos (turbas, orgánicos…) debido a su reducida esbeltez.
La profundidad del terreno mejorado con esta técnica depende tanto de las características del terreno como de la energía de los impactos. A este respecto, Menard nos facilita la siguiente fórmula para calcular dicha profundidad (García Valcarce et al., 2003):
D2 ≤ 10·M·h
donde:
D: Espesor a compactar (m)
M: Peso de la maza (kN)
h: Altura de caída de la maza (m)
Aunque la máxima profundidad afectada quedaría limitada por la siguiente expresión:
D = 0,44·√10Mh
Os paso a continuación un Polimedia explicativo de esta técnica que espero que os guste:
A continuación, les dejo el folleto explicativo de Menard.
Referencias:
GARCÍA VALCARCE, A. (dir.) (2003). Manual de edificación: mecánica de los terrenos y cimientos. CIE Inversiones Editoriales Dossat-2000 S.L. Madrid, 716 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2004). Temas de procedimientos de construcción. Mejora de terrenos. Editorial de la Universidad Politécnica de Valencia. Ref. 2004.844. Valencia.
YEPES, V. (2020). Procedimientos de construcción de cimentaciones y estructuras de contención. Colección Manual de Referencia, 2ª edición. Editorial Universitat Politècnica de València, 480 pp. Ref. 328. ISBN: 978-84-9048-903-1.
Curso:
Curso de compactación superficial y profunda de suelos en obras de ingeniería civil y edificación.
Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.
Construcción de túneles mediante empuje de tramos sucesivos
 Una forma de construir un túnel consiste en ir empujando, mediante gatos, tramos sucesivos. Este método es similar al de los cajones empujados.
Una forma de construir un túnel consiste en ir empujando, mediante gatos, tramos sucesivos. Este método es similar al de los cajones empujados.
A continuación os paso una infografía realizada por Hispana y Estudio da Vinci, en León, sobre este procedimiento constructivo empleado por la empresa española OPEMA. Espero que os guste.
Referencia:
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Apuntes de la Universitat Politècnica de València. Ref. 530, 165 pp.
¿Hormigón casi tan resistente como el acero?
 El otro día, al entrar al despacho de los doctorandos del Departamento de Ingeniería de la Construcción, vi junto a la mesa de Esteban Camacho una silla realmente sorprendente, pues, contrariamente a lo que pudiera parecer, estaba fabricada con hormigón y, aunque uno se sentara encima, increíblemente no se rompía.
El otro día, al entrar al despacho de los doctorandos del Departamento de Ingeniería de la Construcción, vi junto a la mesa de Esteban Camacho una silla realmente sorprendente, pues, contrariamente a lo que pudiera parecer, estaba fabricada con hormigón y, aunque uno se sentara encima, increíblemente no se rompía.
Se trata del HMAR (Hormigón de Muy Alto Rendimiento). En realidad, es un nuevo material que se encuentra en investigación en el grupo del profesor Pedro Serna, del Instituto de Ciencia y Tecnología del Hormigón (ICITECH) de la Universidad Politécnica de Valencia. Como dice nuestro amigo Esteban, se trata realmente de un «acero pobre».
Resulta increíble que, con espesores de entre 16 y 38 mm, sin utilizar ningún tipo de refuerzo convencional, este tipo de material presenta más de 160 MPa de resistencia a compresión y más de 30 MPa a flexión equivalente. ¡Con razón permite soportar perfectamente el peso de una persona!

Las ventajas respecto al acero son fácilmente adivinables: peso de 3 a 4 veces menor, mayor facilidad de transporte, mayor resistencia al impacto y a agentes ambientales, etc. Además, respecto al hormigón convencional, presenta mayor resistencia a compresión, mayor versatilidad de formas, mayor gama de acabados superficiales, etc.
Es evidente que, hoy día, aún puede ser un problema el coste respecto al hormigón convencional, pero probablemente sea un material de futuro claro. ¡Habrá que reinventar las normas! Aunque es de hormigón, su extrema esbeltez obliga a considerar los problemas típicos de las estructuras metálicas, como la esbeltez o la abolladura.
El grupo de investigación está, en este momento, realizando un puente a escala real con este material. Sin embargo, para los más curiosos, os dejo la fotografía de un anillo realizado con HMAR. ¿Quién iba a decir que el hormigón sería objeto de culto en la joyería?

Curso:
Los ingenieros, los ordenadores y mil un indios
 Los ingenieros, los ordenadores y «mil un indios». Un título algo ambiguo para algo tan sencillo como que es posible que nuestros ingenieros más jóvenes hayan perdido cierta habilidad en la resolución y cálculo de problemas debido al uso masivo de los ordenadores y las nuevas tecnologías. Primero veamos el chiste (que espero que nadie se sienta mal), y luego reflexionemos un poco.
Los ingenieros, los ordenadores y «mil un indios». Un título algo ambiguo para algo tan sencillo como que es posible que nuestros ingenieros más jóvenes hayan perdido cierta habilidad en la resolución y cálculo de problemas debido al uso masivo de los ordenadores y las nuevas tecnologías. Primero veamos el chiste (que espero que nadie se sienta mal), y luego reflexionemos un poco.
- !Mi General! - !Sí! - !Nos atacan mil un indios! - ... oiga, Toto? Y cómo sabe que son mil uno? - Porque viene uno adelante... !y cómo mil atrás!
El 23 de febrero de 2012 tuvo lugar un panel-debate en el seno del VI Congreso Nacional de la Ingeniería Civil, celebrado en Valencia. Allí, Gozard Humar, presidente del European Council of Civil Engineers (ECCE), en una de sus intervenciones respondiendo a un debate generado por el público asistente, vino a decir que se debería prohibir en los primeros cursos de ingeniería el uso de ordenadores, pues estas herramientas atrofian la capacidad intuitiva y de cálculo de los futuros profesionales. Algo de razón no le falta a este representante europeo de la ingeniería civil.
«Al hombre instruido le caracteriza el buscar en los problemas aquella precisión que por su naturaleza admiten, por tanto tan necio es aceptar razonamientos imprecisos de un matemático como pedir demostraciones científicas a un retórico«. Aristóteles
El abandono de la regla de cálculo por la calculadora electrónica, luego por la programable y, por último, el uso masivo del ordenador por parte de los alumnos ha traído, por una parte, las ventajas abrumadoras del empleo de las tecnologías de la información y la comunicación en el ámbito de la ingeniería. Pero, por otro lado, hoy resulta complicado encontrar alumnos capaces de hacer a mano una raíz cuadrada o cualquier cálculo simple sin el uso de una calculadora. No es difícil encontrar anécdotas de jóvenes ingenieros que, ante problemas más o menos complicados, se encierran con el ordenador para buscar una solución “con diez decimales” y luego un ingeniero sénior o un catedrático avezado encuentra algún error de bulto en la solución, haciendo un “cálculo de servilleta” y usando lo que viene a ser “números gordos”. A veces un método sencillo, aunque algo impreciso, es suficiente para encuadrar el orden de magnitud de un problema.
Imaginemos que se le pide a uno de nuestros alumnos que calcule el número de latidos del corazón de un hombre a lo largo de su vida. Si acaba de aprobar la asignatura de Estadística, lo que hará será calcular la esperanza de vida media, con una desviación típica determinada. Lo mismo deberá hacer con el número de latidos. Se pondrá nervioso porque no encuentra datos, pero al final, nos dará una cifra (probablemente con varios decimales).
Suponiendo que el año tiene 400 días, un día tiene 25 horas y cada hora tiene 60 minutos, el número aproximado de minutos en un año es de 6 × 10^5. El número aproximado de minutos en 70 años (suponiendo que es esta la vida media) es de 4 × 10^7 minutos. Si las pulsaciones medias son de 70 al minuto, el resultado será de 10^9.
¿Y si la vida promedio se estimase en 80 años en vez de 70? El número de minutos en 80 años sería de 5 × 10^8, lo que implica que el resultado sigue en el orden de magnitud de 10^9.
Otra idea que ya no se suele utilizar debido al abuso de las calculadoras: el concepto de cifras significativas. Esto está muy relacionado con los «mil un indios».
Supongamos que pedimos a nuestros futuros ingenieros que hallen la superficie de una habitación cuadrada de 10,46 m de lado. Tenemos dos decimales porque la precisión es de 1 cm. Es decir, que realmente el lado podría medir 10,45 m o 10,46 m. El resultado más probable que nos darían sería 109,4116 m², lo cual no es correcto. Deberíamos haber respondido 109,4 m². Nos olvidamos del siguiente hecho: cuando se multiplican cantidades, el número de cifras significativas en la respuesta final es igual al de la cantidad con menos cifras significativas. Dicha regla se aplica también a la división. Otro ejemplo: el área de un círculo de 6,0 cm de radio no debería expresarse como 113 cm², puesto que esta respuesta tiene 3 cifras significativas, mientras que el radio solo tiene 2. El resultado aceptable sería 1,1 × 10^2 cm².
Lo mismo le pasa a la suma y a la resta, aunque aquí la regla es distinta: cuando los números se sumen o se resten, el número de lugares decimales en el resultado debe ser igual al número de lugares decimales más pequeño de cualquier término de la suma. Así, 150 + 12,35 debería ser 162 y no 162,35.
¿Cómo reducimos el número de cifras significativas? Se puede usar el redondeo: si el último dígito eliminado es mayor que 5, se incrementa en 1. Si es menor que 5, se reduce en 1. En el caso de que el último dígito eliminado sea igual a 5, el dígito restante debe redondearse al número par más cercano. Esta regla ayuda a evitar la acumulación de errores en procesos aritméticos largos. Otra técnica para evitar la acumulación de errores es demorar el redondeo en el cálculo hasta obtener la respuesta final de la calculadora, antes de redondear al número correcto de cifras significativas.
Como pasatiempo: ¿cuánto hormigón sería necesario para construir un muro de hormigón armado? Dos formas de abordarlo, mediante el cálculo exhaustivo o bien con un número gordo. Os dejo la solución del número gordo para pasatiempo y, un día de estos, os la cuento. Es muy fácil.
¿Cuándo se inventó el primer cemento artificial?

Los datos históricos indican que ya se emplearon diversos morteros y hormigones en civilizaciones tan antiguas como la egipcia y la china hacia el 3000 a.C. Sin embargo, fueron los romanos quienes utilizaron su famoso mortero, formado por cal y adiciones de tierra volcánica abundante en Pozzuoli, a las faldas del Vesubio. Con este material se construyeron numerosas obras, entre las que podemos destacar el teatro de Pompeya, los baños públicos de Roma, el Pont du Gard o el Panteón.
Hubo que esperar hasta 1756, cuando John Smeaton empleó morteros obtenidos mediante la calcinación de mezclas de calizas y arcillas para reconstruir el faro de Eddystone. Años más tarde, en 1796, James Parker patenta un cemento hidráulico natural al calcinar caliza con impurezas de arcilla, denominándolo «Cemento Parker» o «Cemento Romano». Es en estos años, a caballo entre el final del siglo XVIII y el principio del XIX, cuando se registran numerosas patentes de cementos naturales, destacándose el cemento de Louis Vicat, fruto de la mezcla de cales y arcillas en proporciones adecuadas y molidas conjuntamente. Ello permitió proyectar al propio Vicat el primer puente construido con hormigón en masa, el puente de Souillac, entre 1812 y 1824.


Sin embargo, el denominado cemento Portland es el que supuso la aparición del cemento artificial propiamente dicho, patentado en 1824 por Joseph Aspdin. El invento consistió en cocer en un horno a altas temperaturas una mezcla molida de creta calcinada y arcilla, de forma muy similar a la actual. El nombre se debió a que el color era similar al de la piedra natural de la localidad inglesa de Portland. Con este nuevo cemento, en 1828, Isambard K. Brunel obtuvo un hormigón con el que se repararon varias brechas en el famoso túnel del Támesis en Londres.
La producción de este cemento artificial a escala industrial tuvo que esperar. Fue Isaac Jonson quien, en 1840, puso en marcha la primera cementera del mundo, logrando, cinco años más tarde, alcanzar una temperatura suficientemente elevada como para clinkerizar la mezcla de cal y arcilla empleada como materia prima. En España tuvimos que esperar más, hasta 1899, para tener la primera fábrica de cemento Portland, que se creó en Tudela Veguín (Asturias), con accionariado íntegramente español.
Curso: