Tengo el placer de presentar un nuevo libro que acaba de salir de imprenta. Se trata de una colaboración con los profesores Pedro Martínez Pagán y Marcos A. Martínez Segura, de la Universidad Politécnica de Cartagena.
Es un libro que está editado en abierto, por lo que es posible su descarga gratuita. Se trata de un libro sobre ejercicios resueltos de sistemas de transporte continuo, centrado en bombas y cintas transportadoras.
Los problemas tipo que aquí se abordan son similares a los tratados durante las clases de resolución de problemas y casos prácticos que se imparten en la asignatura de Ingeniería Minera del Grado en Recursos Minerales y Energía (GIRME) de la Universidad Politécnica de Cartagena (España). De esta forma, el libro es apropiado para todos aquellos estudiantes de grado o cursos de máster relacionados con la industria mineral, de los áridos o de la obra civil; donde se presenta la necesidad de resolver problemas sobre bombeo de pulpas, elevación de agua, transporte de materias primas, etc.
Al final del texto se facilitan algunos libros y enlaces que los autores sugieren para completar o adquirir conocimientos que serían recomendables para la resolución de algunos de los problemas que aquí se presentan, así como las plantillas y ábacos utilizados en la resolución de los problemas. Los autores quieren agradecer las útiles sugerencias y aportaciones recibidas durante la elaboración de este trabajo por todos aquellos especialistas en esta materia, especialmente a D. Juan Luis Bouso Aragonés, presidente de Eral Chile, S.A.
También aquí, como en otros libros anteriores, esperamos y deseamos que su consulta sea útil y que el lector sepa disculpar posibles erratas que hayan podido producirse.
Resumen:
Este libro lo componen unos 40 problemas tipo totalmente resueltos, abordando la resolución de sistemas hidráulicos de bombeo para el transporte de aguas y pulpas y transporte de material sólido a granel por medio de cintas transportadoras, unidades imprescindibles encargadas de favorecer y mantener el flujo continuo entre unidades de procesos en la industria minera y civil. Por ello, estos equipos se encuentran instalados de una manera muy extendida en la industria: plantas de tratamiento de recursos minerales, petroquímicas, canteras para la fabricación de áridos, cementeras, obras civiles, etc. En definitiva, estos ejercicios resueltos pretenden ayudar a dimensionar y seleccionar adecuadamente estas unidades, siguiendo criterios internacionalmente establecidos, por lo que lo convierten en un libro de consulta idóneo para aquellos profesionales o especialistas relacionados con los procesos de minerales, las plantas de áridos, la construcción, la obra civil, etc.
Palabras clave:
Cintas transportadoras; bombas; transporte de graneles sólidos; transporte hidráulico de pulpas; sustancias minerales; mineralurgia; procesos minerales; materias primas
Perforación a percusión con cable. https://www.massenzaperforadoras.es/la-perforacion-de-percusion/
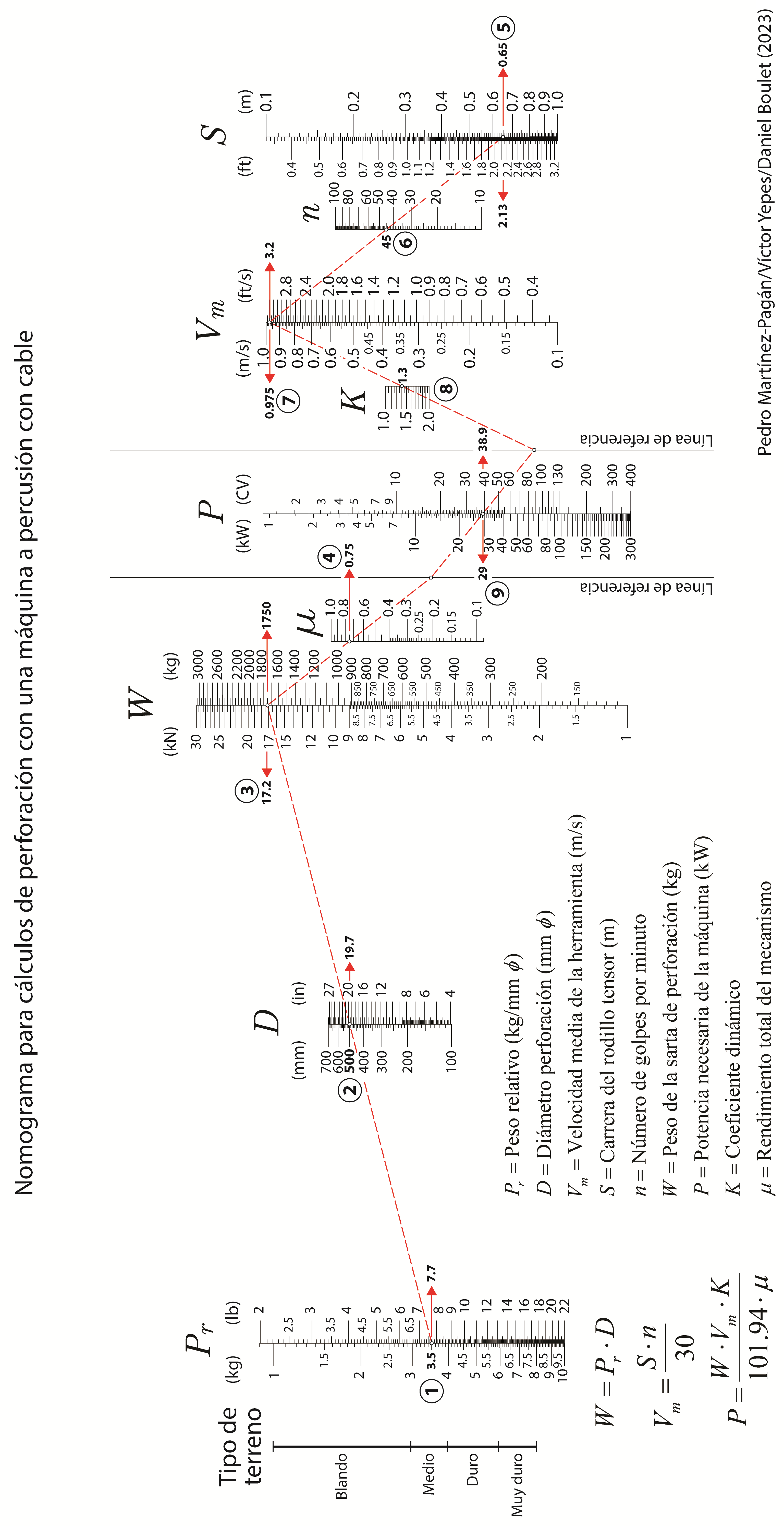
La perforación a percusión con cable es un método de perforación vertical que se basa en el golpeteo de un trépano pesado, elevado por un cable y que cae por gravedad, fragmentando el suelo. Este método se utiliza en terrenos de dureza media a baja o en terrenos duros frágiles, pero se desaconseja en terrenos detríticos no cohesionados, muy duros, abrasivos y plásticos. La frecuencia de golpeo se encuentra entre 40 y 50 impactos por minuto, y se obtienen rendimientos medios de 2 a 4 m/día en materiales duros y de 10 a 20 m/día en materiales blandos. La altura de caída del trépano depende de la dureza del terreno y de la profundidad del fondo de la perforación.
Aquí os traigo un nomograma original, elaborado en colaboración con los profesores Pedro Martínez-Pagán y Daniel Boulet, en el que se pueden calcular las características propias de este método de perforación, tales como el peso de la sarta de perforación, la velocidad media de la herramienta o la potencia necesaria de la máquina. También os paso un problema resuelto que espero que sea de vuestro interés.
Figura 1. https://www.publicdomainpictures.net/es/view-image.php?image=89500&picture=draga
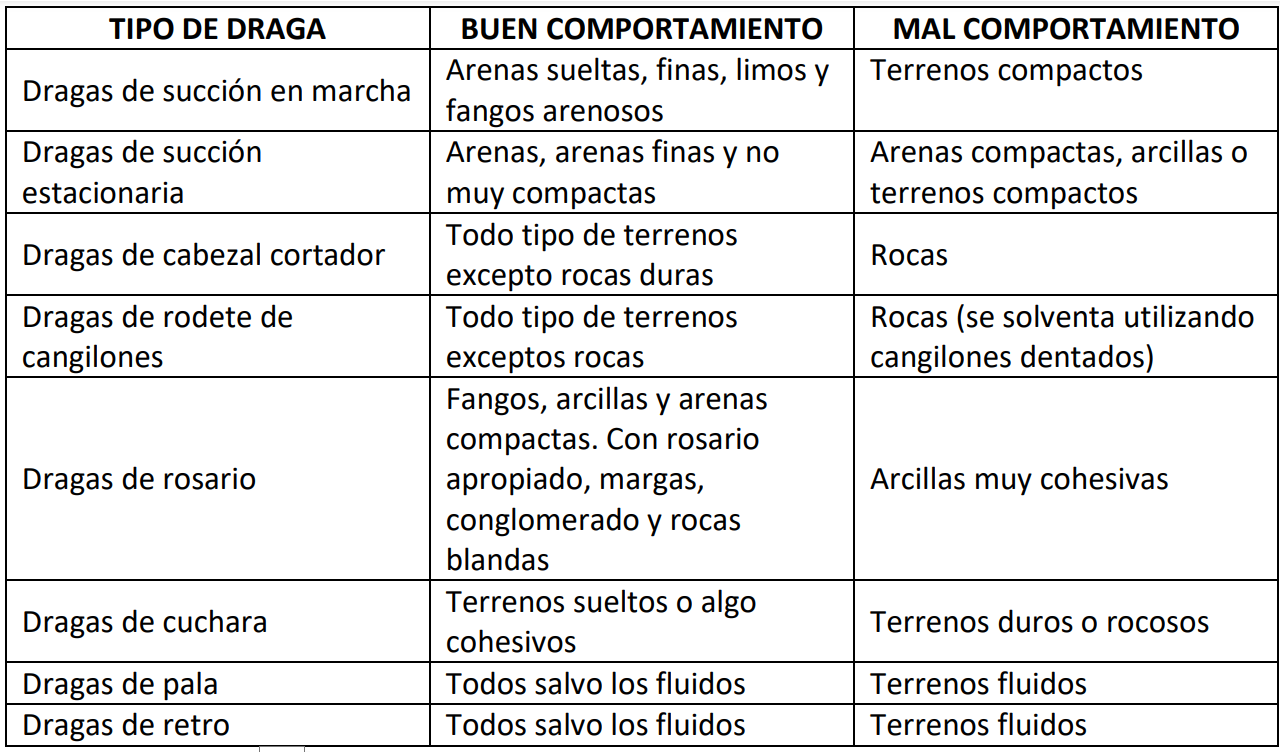
Para planificar un proyecto de dragado es fundamental disponer de información geotécnica detallada del material a extraer. Esto permitirá seleccionar el equipo adecuado, estimar los rendimientos y prever la necesidad de sobre-excavación. Es importante tener en cuenta el tipo de terreno a dragar para identificar los más apropiados.
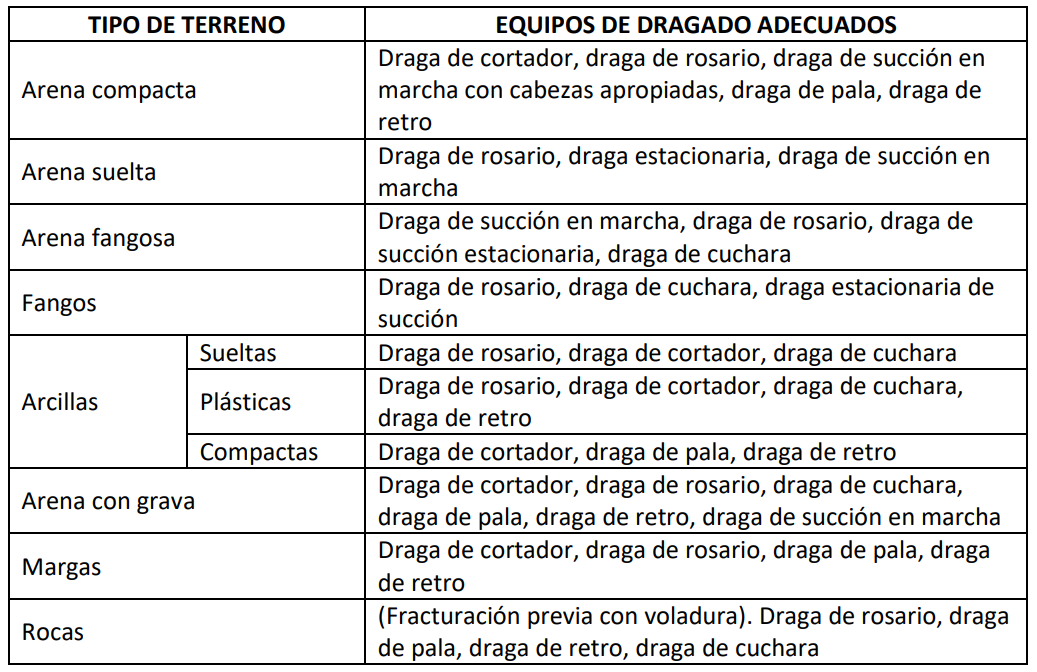
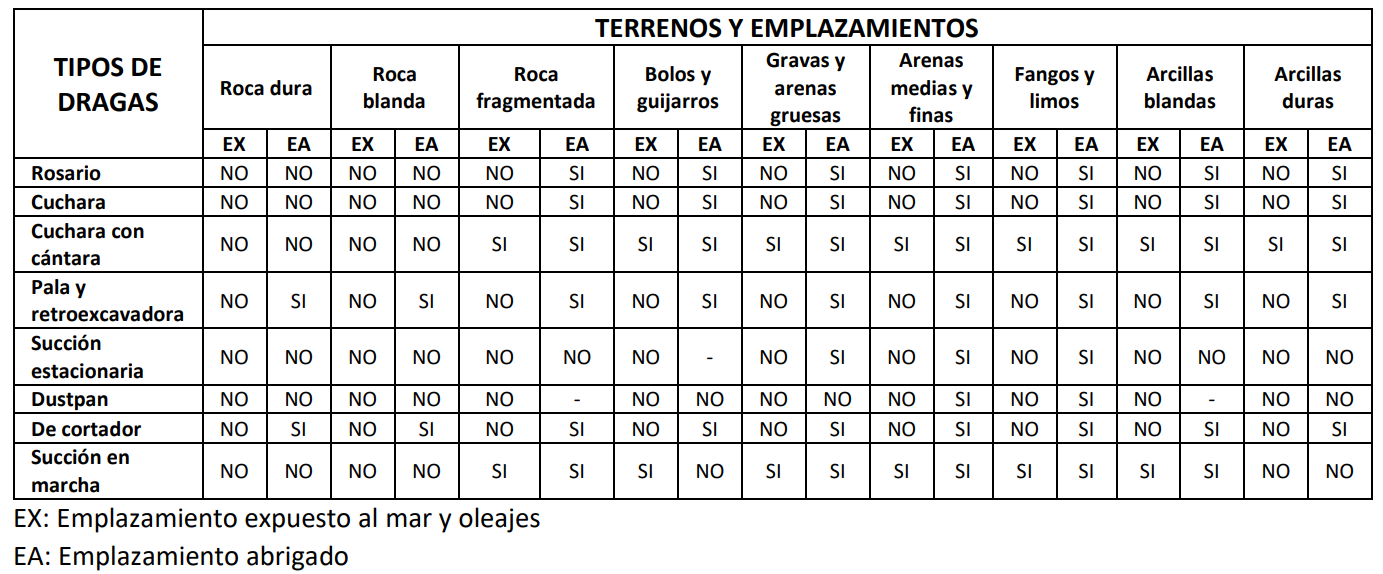
Las tablas que se presentan resumen las características de las dragas según el terreno, lo que facilita la elección del equipo adecuado y contribuye a una ejecución más eficiente del dragado.
Tabla 1. Comportamiento de las dragas en función del terreno (Vigueras, 1997)
Tabla 2. Equipos más adecuados para cada terreno (Vigueras, 1997)
Tabla 3. Uso de los equipos de dragado en función del emplazamiento y las características de los materiales a dragar (Vigueras, 1997)
Referencias:
BRAY, R.N.; BATES, A.D.; LAND, J.M. (1997). Dredging: A handbook for engineers. 2nd edition, Willey, 434 pp.
CLEMENTE, J.J.; GONZÁLEZ-VIDOSA, F.; YEPES, V.; ALCALÁ, J.; MARTÍ, J.V. (2010). Temas de procedimientos de construcción. Equipos de dragado. Editorial de la Universitat Politècnica de València. Ref. 2010.4038.
SANZ, C. (2001). Manual de equipos de dragado. Ed. Carlos López Jimeno. Madrid, 323 pp.
VIGUERAS, M. (1997). Organización y ejecución de las obras. Conferencia 7. Curso General de Dragados Ente Público Puertos del Estado.
Figura 1. https://www.monografias.com/trabajos68/tubos-exploracion-taladros-explotacion-subterranea/tubos-exploracion-taladros-explotacion-subterranea2
La perforación rotopercutiva con martillos hidráulicos es el método predominante en las voladuras a cielo abierto. Dentro de esta técnica se identifican tres grupos principales. De los dos primeros ya hemos hablado en sendos artículos de este blog.
El primer grupo son los martillos en cabeza, donde la rotación y la percusión ocurren fuera del barreno y se transmiten mediante la espiga y la sarta hasta la boca de perforación. Los martillos pueden ser neumáticos o hidráulicos, siendo estos últimos los más comunes. El rango de perforación es hasta 89 mm de diámetro y profundidades máximas de 15-20 m debido a las pérdidas de energía que se producen en la transmisión de la percusión a través del varillaje, siendo la desviación que es mayor en comparación con otros grupos. Las ventajas incluyen un menor coste de equipo y de energía, accesorios de perforación más económicos que los de los martillos de fondo, mayor velocidad de perforación y mayor facilidad de automatización de los equipos. Sin embargo, sus desventajas son una mayor desviación y un mantenimiento más complejo.
El segundo grupo es el martillo en fondo, donde la percusión se realiza directamente sobre la boca de perforación y la rotación se realiza en el exterior del barreno. El pistón se acciona mediante aire comprimido o agua, mientras que la rotación puede ser neumática o hidráulica. El rango de perforación va de 89 mm a 250 mm de diámetro y una profundidad máxima de 60 m. Las ventajas incluyen una velocidad de perforación constante a lo largo de la profundidad, menor desgaste en la boca y mayor vida útil del varillaje. Las desventajas son una menor velocidad de perforación y mayores costos de los fungibles, como los tubos y las bocas. Además, se puede perder el martillo si se atranca en el fondo del barreno.
El tercer grupo es el Sistema COPROD, que combina la tecnología de martillo en cabeza y en fondo para la perforación. Se utilizan perforadoras similares a las de martillo en cabeza, pero se llevan a cabo la percusión y la rotación del martillo por separado, lo que une la velocidad de perforación del martillo en cabeza con la menor desviación del martillo en el fondo. El varillaje transmite la percusión y el aire de barrido necesarios hasta la boca del pozo. La rotación también se realiza desde la superficie mediante una tubería exterior unida al varillaje mediante guías, lo que proporciona mayor rigidez y peso y reduce el espacio entre las paredes del barreno y el varillaje. Entre las ventajas se incluyen el aumento del diámetro de perforación, el menor riesgo de atranques, el menor consumo de energía, la mayor vida útil de los accesorios de perforación y la menor desviación en comparación con otros métodos. Sin embargo, es importante tener en cuenta que el COPROD puede resultar más costoso que otros métodos.
Os dejo algunos vídeos explicativos sobre la perforación COPROD que espero que os sean de interés.
Referencias:
DIRECCIÓN GENERAL DE CARRETERAS (1998). Manual para el control y diseño de voladuras en obras de carreteras. Ministerio de Fomento, Madrid, 390 pp.
INSTITUTO TECNOLÓGICO GEOMINERO DE ESPAÑA (1994). Manual de perforación y voladura de rocas. Serie Tecnológica y Seguridad Minera, 2ª Edición, Madrid, 541 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Editorial de la Universitat Politècnica de València. Ref. 530, 165 pp.
UNIÓN ESPAÑOLA DE EXPLOSIVOS (1990). Manual de perforación. Rio Blast, S.A., Madrid, 206 pp.
YEPES, V. (2022). Maquinaria para sondeos, movimientos de tierras y construcción de firmes. Apuntes de la Universitat Politècnica de València, Ref. 22.
Figura 1. Draga de cuchara. https://pxhere.com/es/photo/1274135
El emplazamiento influye en la selección del equipo de dragado. Entre los factores que intervienen se incluyen las dimensiones del área a dragar, la profundidad de dragado, la exposición ambiental, la ubicación de los puntos de descarga, las restricciones medioambientales del lugar, entre otros. A continuación, se presenta una breve descripción de cada uno de ellos.
Dimensiones de la zona a dragar
Las dimensiones de la zona donde se llevará a cabo el dragado condicionan la selección de los equipos. En espacios reducidos, como canales estrechos, no es posible emplear máquinas de gran tamaño, que requieren cierto espacio para funcionar de manera óptima. Además, las grandes dimensiones a menudo requieren grandes volúmenes de dragado, por lo que el uso de dragas de cuchara no suele recomendarse debido a su baja producción real.
Profundidad de dragado
El calado de la zona de trabajo es crucial, ya que las dragas están diseñadas para operar a una profundidad específica. Aunque es posible aumentar el calado, suele encarecer el costo de la draga. Este desafío se agrava en dragados de pequeña escala, donde elegir equipos grandes para aumentar la profundidad de dragado puede provocar un sobredimensionamiento excesivo y un aumento significativo de los costes.
Las bombas sumergibles modernas permiten que los equipos de dragado hidráulico alcancen calados significativos. Si bien los equipos mecánicos también alcanzan grandes profundidades, su rendimiento se ve limitado por la mayor duración del ciclo de trabajo.
La profundidad del área de trabajo afecta la maniobrabilidad del equipo. La draga autoportante opera en aguas profundas y es capaz de excavar a 30 m o incluso más. Sin embargo, con menor profundidad, los equipos grandes pueden encallar, ya que alcanzan calados de 6 a 10 m cuando están cargados. A profundidades reducidas, se recomienda el uso de cualquier tipo de draga equipada sobre pontón, debido al pequeño calado nominal que presenta.
Algunos equipos son capaces de trabajar en cauces de calado más bajo del necesario para su desplazamiento, pues van abriendo camino mientras realizan el dragado. Este es el caso de las dragas de pala o de retroexcavadora cuando operan en avance.
Grado de agitación
En zonas con oleaje fuerte, no se recomiendan las dragas estacionarias, ya que el oleaje puede dañar la embarcación y los anclajes. Igualmente, el uso de barcazas presenta riesgos, pues pueden sufrir daños durante la maniobra de acercamiento por choques con los gánguiles.
Al usar una draga estacionaria, se deben tomar precauciones adicionales y mantener un remolcador disponible para trasladar la embarcación a un lugar seguro ante un temporal inesperado. Además, los anclajes de la draga y las tuberías de vertido pueden causar problemas de navegación para las embarcaciones cercanas, por lo que es importante considerar el tráfico marítimo antes de seleccionar el equipo y los métodos de operación.
En resumen, las condiciones del agua, como las mareas y las tormentas, son factores críticos en dragados en aguas interiores, costeras o ríos caudalosos. Por ejemplo, en la regeneración de playas y la excavación de zanjas cercanas a la costa, las condiciones del mar dictarán el método y el rendimiento del trabajo.
Ubicación del punto de vertido
El emplazamiento del vertido es un factor crucial al elegir el equipo de dragado. Cuando los puntos de vertido se encuentran cerca de la zona de extracción, se recomienda utilizar una draga con cabezal cortador. Sin embargo, si no es posible instalar tuberías flotantes, las mejores opciones son las dragas de rosario o de succión.
Por otro lado, si los puntos de vertido se alejan más de un kilómetro de la zona de dragado, se deben descartar las tuberías o el vertido por impulsión. En este caso, se recomiendan las dragas de succión si el material decanta adecuadamente en la cántara; de lo contrario, las dragas mecánicas combinadas con gánguiles de transporte.
Requerimientos medioambientales de la zona
Las restricciones medioambientales en la zona a dragar y en el recorrido del transporte pueden condicionar los proyectos de dragado. En algunos casos, la presencia de fauna y flora protegidas impide llevar a cabo estas operaciones, mientras que en otros se requieren equipos especiales para evitar el enturbiamiento del agua, como dragas de succión o cucharas cerradas para terrenos fangosos. Por este motivo, es necesario utilizar sistemas de posicionamiento precisos. Además, es importante valorar los impactos de las operaciones de dragado en los núcleos urbanos cercanos. Esto incluye considerar los olores y ruidos generados por el uso de equipos mecánicos, en especial cuando se dragan rocas.
Figura 2. Conducciones de dragado en playa. https://www.publicdomainpictures.net/es/view-image.php?image=93081&picture=playa-de-dragado
Referencias:
BRAY, R.N.; BATES, A.D.; LAND, J.M. (1997). Dredging: A handbook for engineers. 2nd edition, Willey, 434 pp.
CLEMENTE, J.J.; GONZÁLEZ-VIDOSA, F.; YEPES, V.; ALCALÁ, J.; MARTÍ, J.V. (2010). Temas de procedimientos de construcción. Equipos de dragado. Editorial de la Universitat Politècnica de València. Ref. 2010.4038.
SANZ, C. (2001). Manual de equipos de dragado. Ed. Carlos López Jimeno. Madrid, 323 pp.
Figura 1. Bomba horizontal de pulpas (Bouso y Martínez-Pagán, 2023)
Una pulpa es una mezcla líquida que contiene partículas sólidas en suspensión. Las características de la pulpa dependen de la naturaleza, el tamaño, la forma, la densidad y la cantidad de las partículas sólidas, así como de la naturaleza, la densidad y la viscosidad del líquido. El flujo de las pulpas difiere del de los líquidos homogéneos, en los que su naturaleza (laminar, transitorio o turbulento) se determina a partir de las propiedades físicas del líquido y de su conductividad. Para calcular un sistema de transporte hidráulico de pulpa, compuesto por una bomba y una tubería, es esencial conocer previamente parámetros como la densidad de sólido y de líquido, la viscosidad, la concentración de sólidos, el tipo de tubería y la topografía del terreno.
La caracterización de una pulpa es más compleja que la de un líquido debido a la presencia de partículas sólidas y su influencia en la mezcla. Es importante tener en cuenta que una pulpa no es una disolución, sino una suspensión de sólidos en líquidos, en la que cada componente está claramente definido. Debemos considerar el fenómeno de sedimentación de sólidos en un líquido, especialmente cuando las turbulencias son bajas o no existen. Este fenómeno puede provocar acumulaciones de sólidos y dificultar las operaciones de transporte o de almacenamiento. En términos generales, las pulpas se pueden clasificar en dos grupos: pulpas sin sedimentación y pulpas con sedimentación.
Figura 2. Bomba de pulpas. https://www.mogroup.com/es/informacion/e-books/manual-de-bombas–para-pulpa/
Las pulpas sin sedimentación, también conocidas como pulpas homogéneas, están compuestas por partículas finas (menores de 50 mm) y forman una mezcla homogénea y estable. No causan desgaste significativo, pero requieren una atención especial en la selección y el funcionamiento de las bombas debido a su mayor viscosidad. Cuando el contenido de partículas es alto, su reología se asemeja a la de líquidos no newtonianos. Ejemplos de este tipo de pulpa incluyen lodos espesados de extracción de áridos, lechadas de cemento y lodos de perforación.
Las pulpas con sedimentación están formadas por partículas gruesas que tienden a formar una mezcla inestable y se comportan como líquidos newtonianos. Generalmente, causan un elevado desgaste y requieren una selección cuidadosa de las tuberías, debido a su tendencia a sedimentar y causar obstrucciones. Este tipo de pulpa es común en el transporte de pulpas y se conoce como pulpa heterogénea, ya que los sólidos no se distribuyen uniformemente en las conducciones horizontales a lo largo de su eje vertical a altas velocidades. Las fases sólida y líquida mantienen su propia identidad, y el aumento de la viscosidad suele ser de poca importancia. Las pulpas heterogéneas suelen ser de menor concentración de sólidos y con partículas de mayor diámetro que las pulpas homogéneas. Ejemplos incluyen pulpas en plantas de tratamiento de áridos y minerales, equipos de dragado, entre otros.
En el transporte de pulpas minerales por tubería, la naturaleza de las partículas y las velocidades de flujo determinan los regímenes de flujo, que pueden ser tanto turbulentos como laminares. Sin embargo, en la mayoría de las aplicaciones, el régimen turbulento, que se produce cuando las partículas son gruesas y tienden a sedimentar, es el más común. Este tipo de fluido se conoce como newtoniano. En cambio, las pulpas con partículas finas y uniformes suelen producir regímenes de flujo laminar.
A continuación, os dejo un artículo, elaborado por Juan Luis Bouso y Pedro Martínez-Pagán, en el que se presenta un ejemplo de cálculo para una operación de bombeo de pulpas. Se exploran las diferentes alternativas de cálculo, que pueden variar debido a las preferencias personales de los técnicos o a la adaptabilidad de un procedimiento específico a las características de la operación de bombeo. Al final del trabajo se incluye un anexo con gráficos y cálculos que pueden resultar muy útiles. Espero que os sea de interés.
BOUSO, J.L.; MARTÍNEZ-PAGÁN, P. (2023). Bombeo de pulpas minerales. Diferentes procedimientos de cálculo. Rocas y Minerales, 605:56-73.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
Figura 1. Dragado mediante una retroexcavadora. https://es.wikipedia.org/
Las operaciones de dragado implican, en esencia, la eliminación de materiales de los fondos marinos y fluviales, así como su transporte y descarga en ubicaciones específicas. Su uso es muy versátil y se centra principalmente en la ingeniería civil y la minería. En un artículo anterior ya se destacó la importancia de las obras de dragado.
En este artículo, clasificaremos las obras de dragado según su objetivo, su ubicación y las características del terreno a trabajar. Es crucial destacar que el dragado es un medio y no un objetivo en sí mismo.
Según el objetivo o destino del dragado
El dragado es de gran importancia en la ingeniería portuaria, ya sea para mantener y mejorar los calados, desarrollar nuevas instalaciones o construir puertos. Muchos puertos requieren trabajos de dragado periódicos para optimizar la navegación. Además, estas obras pueden mantener o ampliar los cauces de los ríos, mejorar su capacidad de drenaje y facilitar la extracción de materiales de construcción y de minerales en ambientes marinos.
Otro empleo cada vez más frecuente de los materiales de dragado es como material de relleno o de sustitución. Estos rellenos son necesarios en diversas obras, como el trasdosado de muelles, la construcción de carreteras, aeropuertos o el reemplazo de terrenos de baja calidad para mejorar las condiciones geotécnicas en la cimentación de muelles y otras estructuras. El dragado también se utiliza para excavar zanjas para tuberías y cables.
En algunos casos, forma parte de proyectos de restauración ambiental, como la limpieza de fondos marinos contaminados o el drenaje de zonas pantanosas. En los últimos años, el dragado ha cobrado importancia en relación con la regeneración y protección de playas mediante la adición artificial de arena
Actualmente, las técnicas de dragado son esenciales en proyectos que buscan ampliar las áreas de uso en el mar, frecuentemente relacionados con el transporte de mercancías y pasajeros, como es el caso de la isla artificial construida en Hong Kong para alojar un aeropuerto (véase la Figura 2).
Figura 2. Aeropuerto Internacional de Hong Kong, China. https://www.guiaviajesa.com/aeropuertos-mas-estranos-en-islas-artificiales/
Según el emplazamiento:
Las condiciones en las que se llevan a cabo las obras de dragado varían según su ubicación respecto de la costa. Pueden realizarse en el mar abierto, en la zona costera o en aguas protegidas, como en el interior de un puerto, un río o un lago.
Según las características del terreno:
Los terrenos a dragar varían en su composición, desde rocas duras hasta fangos, lo que afecta su comportamiento durante la excavación, el transporte y el vertido. Por lo tanto, la naturaleza del material a dragar influye en la elección de la draga y de la técnica de dragado.
He grabado un vídeo explicativo sobre este tema, que espero sea de interés.
Os dejo un vídeo en el que se describe el dragado del Canal de Panamá.
En este otro vídeo vemos la draga en acción en el puerto de Nueva York.
Referencias:
CLEMENTE, J.J.; GONZÁLEZ-VIDOSA, F.; YEPES, V.; ALCALÁ, J.; MARTÍ, J.V. (2010). Temas de procedimientos de construcción. Equipos de dragado. Editorial de la Universitat Politècnica de València. Ref. 2010.4038.
SANZ, C. (2001). Manual de equipos de dragado. Ed. Carlos López Jimeno. Madrid, 323 pp.
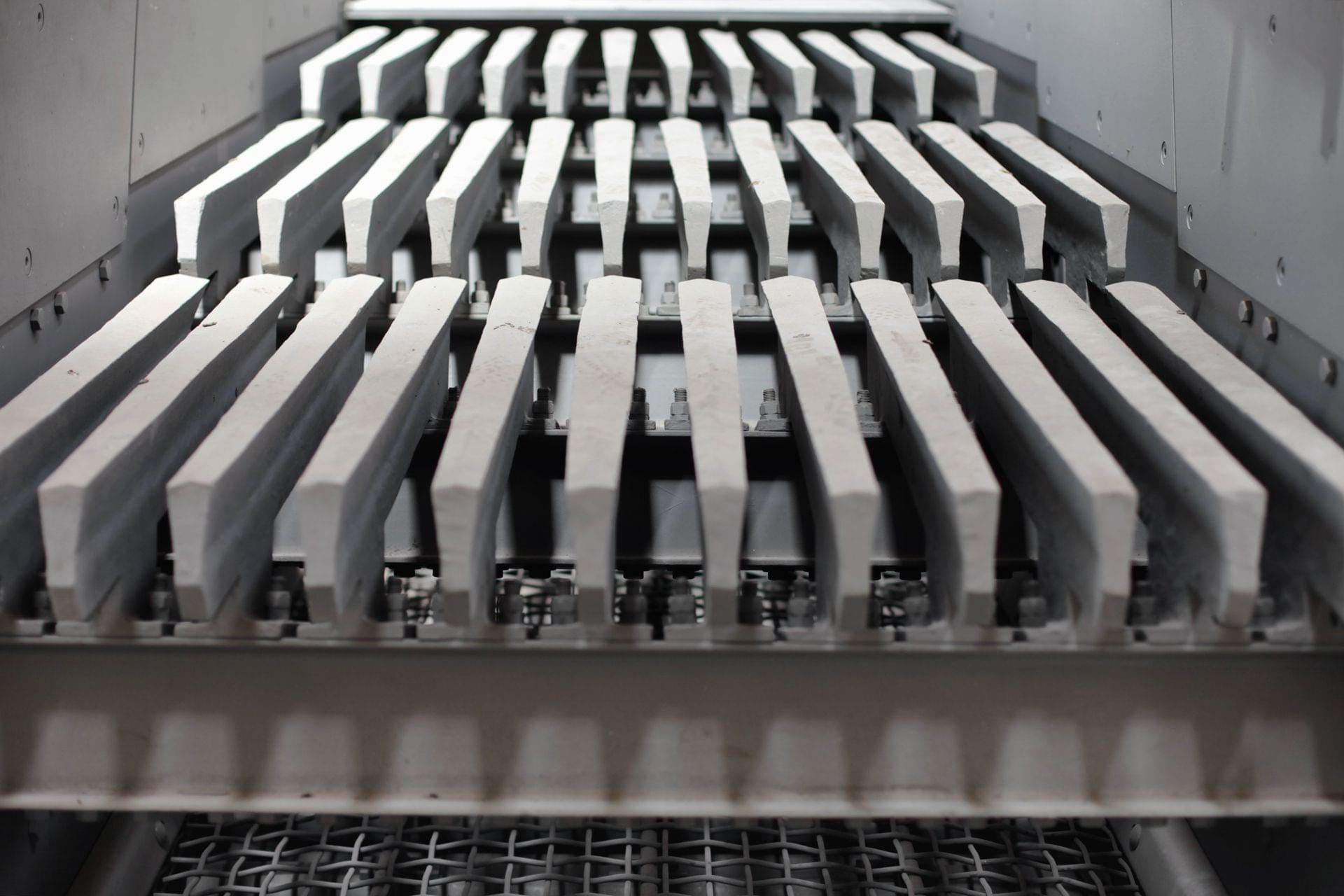
Figura 1. Parrillas de barras. https://www.mekaglobal.com/es/productos/trituradores-y-cribas/cribas/criba-de-parrilla
Las parrillas de barras, cribas debarrotes o superficies formadas se utilizan en cribados en seco de material grueso o muy grueso antes de la trituración primaria, con tamaños superiores a 150 mm (Figura 1). Algunas de las aplicaciones más comunes de este tipo de cribado incluyen:
Realizar un escalpado, es decir, prevenir la entrada de material de gran tamaño a la trituradora primaria o a un sistema de transporte de material, como una cinta transportadora. Las partículas demasiado grandes podrían atascar las trituradoras.
Eliminar de la alimentación a la trituradora primaria las fracciones inferiores, ya sea para evitar su trituración o para producir un producto específico de cantera.
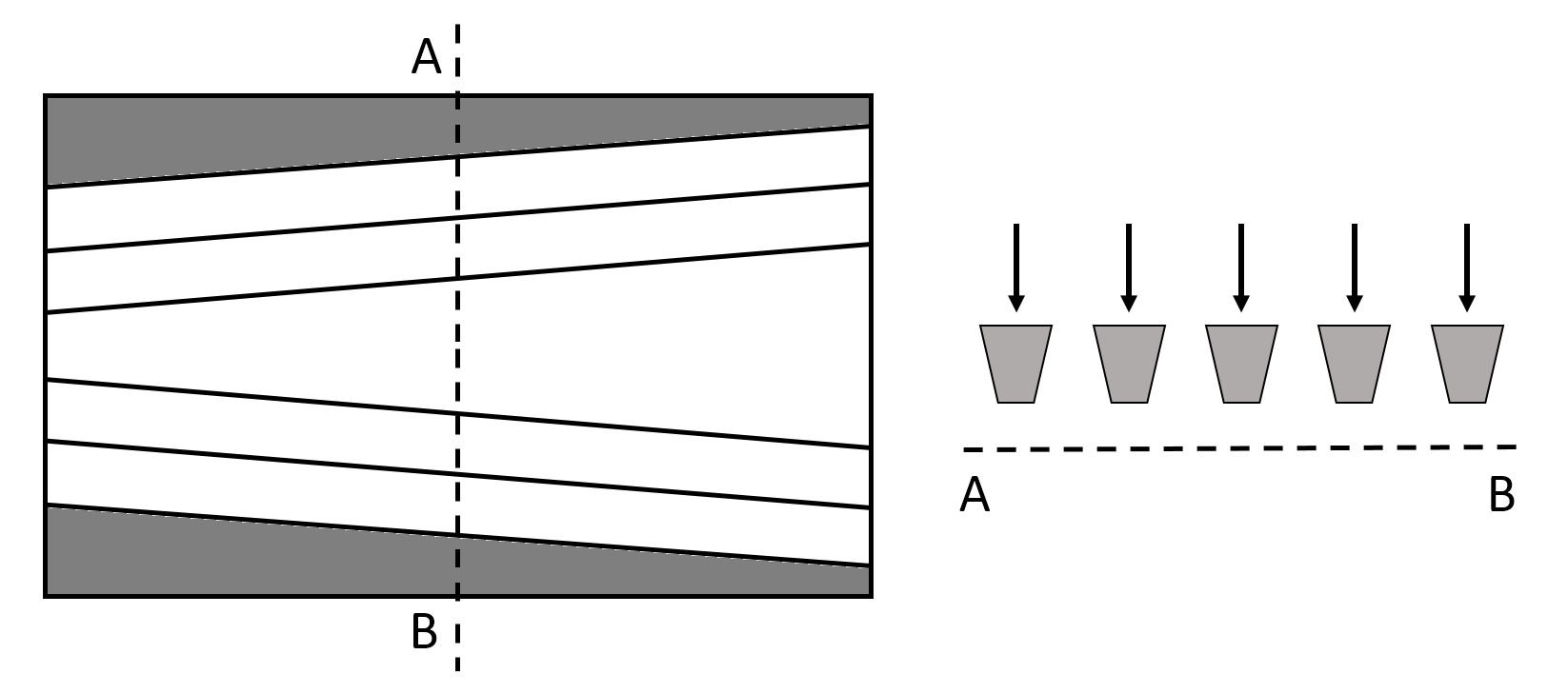
Estas parrillas son de construcción robusta, compuestas por barras, perfiles o carriles de vía invertidos, hechos de acero. Están dispuestos en paralelo y separados con precisión para cumplir con la clasificación deseada. Para trabajos duros y de alta abrasividad, se emplea acero al manganeso o aleado al cromo. La longitud máxima de las barras se alinea con la dirección del flujo del material y suele tener una sección trapezoidal invertida para evitar obstrucciones. La sección de las barras se va estrechando hacia el final de la criba, lo que provoca una divergencia hacia la salida que impide atascos (ver Figura 2).
Figura 2. Criba de barrotes longitudinales. Detalle de la sección transversal y de la planta.
Las parrillas de barras fijas tienen una inclinación que promueve el avance del material, que va de 20° a 45°. Esto aumenta el caudal de alimentación, pero disminuye su eficiencia. La separación entre las barras puede oscilar entre 25 mm y 250 mm, y la capacidad es proporcional al área, de 0,5-2,5 t/h por m² de superficie útil por mm de abertura.
Una variante son los precribadores de barras móviles. En este caso, las barras están fijas solo en un extremo, por lo que el golpeteo del material genera cierta vibración que mejora su limpieza. Están formados por dos juegos de barras longitudinales alternadas. Se emplean para alimentar machacadoras y molinos de tamaño mediano a pequeño.
Figura 3. Cribas de barras móviles. https://www.eralki.com/maquinas/cribas-vibrantes/
La otra opción son los precribadores vibrantes. Las barras se montan en una estructura vibrante que cuenta con dos o más series de superficies cribadoras formadas por barras. Estas pueden estar situadas una encima de la otra, como en una criba normal (scalper), o dispuestas en varios escalones en cascada (grizzly). Su función principal es evitar la entrada de materiales reducidos y arcillosos antes de que lleguen a la trituradora. En este caso, la separación entre barras varía entre 50 mm y 150 mm y las dimensiones de las bandejas van de 1.200 x 2.000 mm a 2.000 x 6.000 mm. Las potencias van de 11 kW a 30 kW. El scalper está diseñado para soportar impactos de bloques más grandes que los del grizzly.
Figura 4. Criba vibrante de barras tipo grizzly. https://tallereslosan.com/cribas/cribas-vibrantes-barras-grizzlyz/
Os he grabado un vídeo explicativo sobre este tema, que espero os sea de interés.
A continuación os dejo un vídeo de una criba scalper. Espero que os sea útil.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
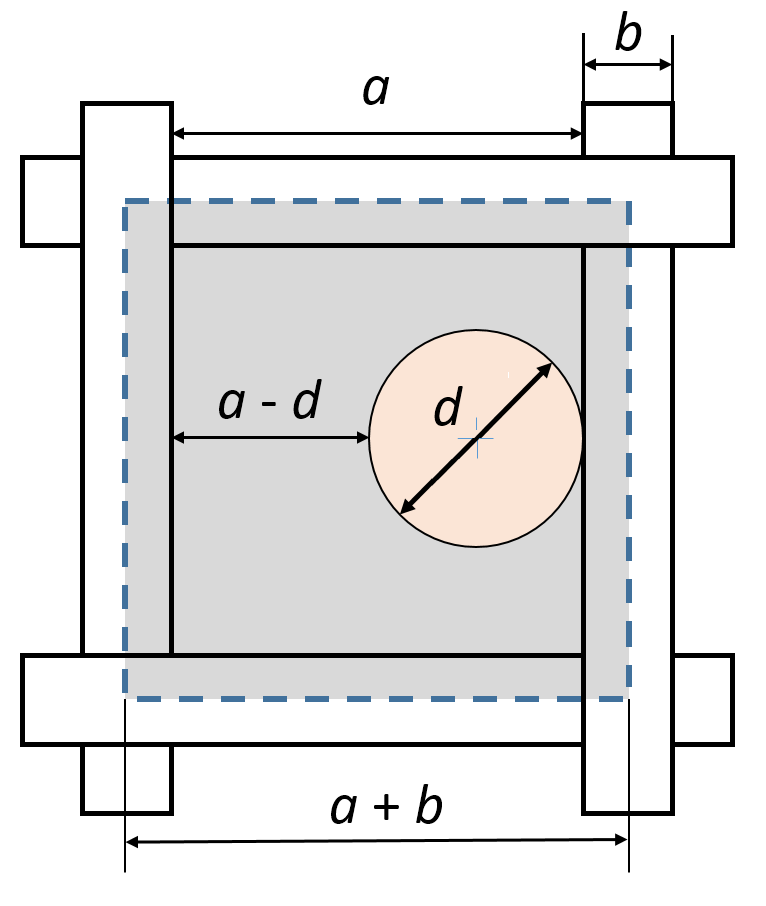
Figura 1. Relación entre los parámetros de una criba.
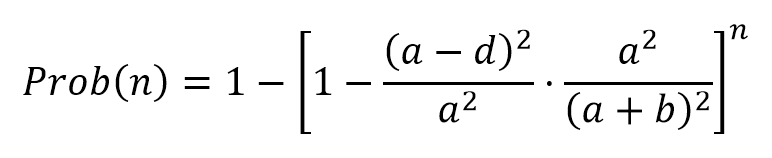
Sea una partícula esférica de diámetro d que cae perpendicularmente a la superficie de cribado. La probabilidad P de que pase a través de la malla, sin considerar los roces o rebotes en los hilos de la malla, puede expresarse como la relación entre el área libre en la que la partícula puede pasar libremente y el área total de la malla, incluida la porción del hilo.
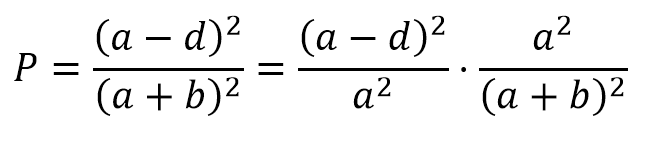
Siendo a la abertura cuadrada de la criba y b el diámetro de los alambres, tal y como se puede ver en la Figura 1, la expresión sería la siguiente:
En la expresión anterior, el primer término se refiere a la proporción del área de paso efectiva, que depende de la relación entre el tamaño de la partícula y la abertura de la malla. El segundo término representa la proporción de la superficie de cribado libre de obstáculos, lo que permite el paso de la partícula.
La probabilidad de ser cribado para un grano de tamaño d<a, cuando se da un número n de rebotes encima de la criba será:
Prob (1) Probabilidad de pasar en un salto
Prob (0) = 1 – Prob (1) Probabilidad de no pasar en un salto
Por tanto, la probabilidad de no pasar en n rebotes será:
Como la suma de la probabilidad de paso más la de no paso es igual a uno, tenemos por diferencia que la probabilidad de paso de una partícula de tamaño d<a, para el total de n rebotes encima de la criba, se obtiene de la siguiente expresión general:
Y, por tanto,
Esta expresión no considera la interacción entre las partículas ni otros factores presentes durante el proceso de cribado; sin embargo, permite deducir propiedades esenciales del funcionamiento de una criba.
A continuación, comparto un par de problemas resueltos que espero os resulten útiles. Se puede ver que las partículas con un tamaño menor que la mitad de la malla de la criba pasan inmediatamente al caer y prácticamente no afectan el cálculo de su capacidad, siempre que su proporción sea baja. Por tanto, en los cálculos de la capacidad de una criba, se consideran los tamaños comprendidos entre 0,5 y 1 vez el tamaño de la malla. Se ha determinado que los granos con tamaños entre 0,5 y 1,5 veces el tamaño de la malla son los que más intervienen en el cribado, causando cierta obstrucción. Estos granos se conocen como tamaños críticos. En general, la criba directa, tanto en seco como en húmedo, se limita a tamaños de hasta 0,5 mm, salvo algunos casos específicos que pueden alcanzar 0,1 o 0,2 mm.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
MARTÍNEZ PAGÁN, P. (2021). Ejercicios resueltos de plantas de tratamiento de recursos minerales. Universidad Politécnica de Cartagena, CRAI Biblioteca, Cartagena, 211 pp.
WILLS, B.A.; NAPIER-MUNN, T. (2006). Mineral Processing Technology. An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery. Elsevier Science & Technology Books, 7th edition.
Figura 1. Molino de bolas. https://commons.wikimedia.org/wiki/File:Ball_mill.gif
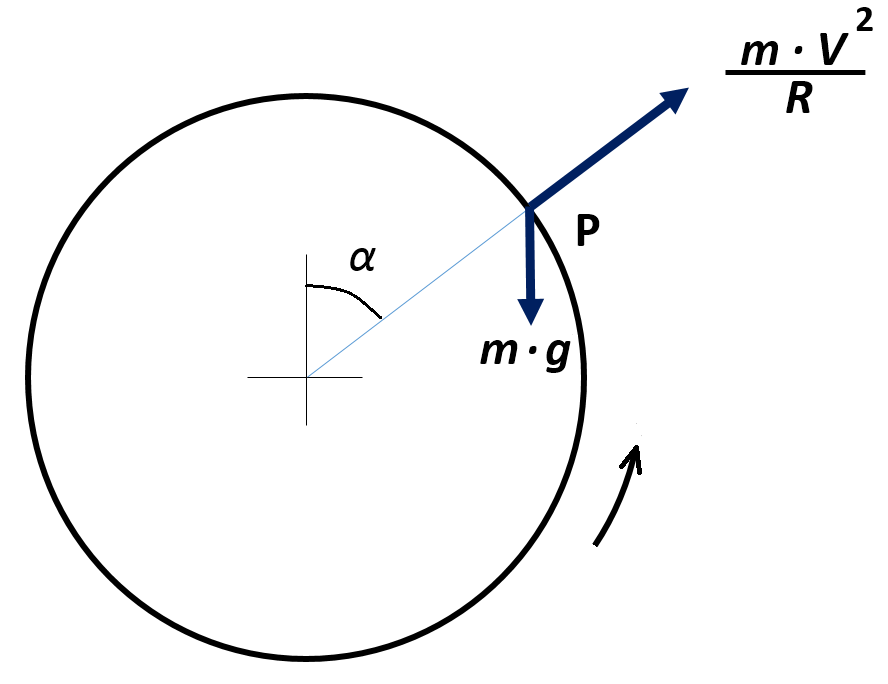
La velocidad crítica es aquella a la que una partícula infinitesimal en la periferia interna del molino se centrifugaría (se puede ver en las Figuras 1 y 2). Cuando se alcanza esta velocidad, el molino pierde su capacidad de molienda, ya que una parte de la carga de materiales molturadores deja de funcionar.
Siguiendo la recomendación de Wills y Napier-Munn (2006), se recomienda que el molino opere entre el 50% y el 90% de su velocidad crítica, según factores económicos. Sin embargo, el punto de máxima eficiencia, medido por la potencia requerida para accionar el molino, se sitúa cerca del 75%. Por lo tanto, se suelen utilizar velocidades de rotación del 65-70% en los molinos de bolas y del 50-70% en los molinos de barras.
Figura 2. Equilibrio entre el peso de una partícula y la fuerza centrífuga dentro de un molino de bolas
A continuación, os presento la demostración de dicha velocidad crítica y un problema de aplicación. Podéis observar que esta velocidad crítica es independiente del tipo de material molido. Espero que os sea de interés.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
MARTÍNEZ PAGÁN, P. (2021). Ejercicios resueltos de plantas de tratamiento de recursos minerales. Universidad Politécnica de Cartagena, CRAI Biblioteca, Cartagena, 211 pp.
WILLS, B.A.; NAPIER-MUNN, T. (2006). Mineral Processing Technology. An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery. Elsevier Science & Technology Books, 7th edition.
 Tengo el placer de presentar un nuevo libro que acaba de salir de imprenta. Se trata de una colaboración con los profesores Pedro Martínez Pagán y Marcos A. Martínez Segura, de la Universidad Politécnica de Cartagena.
Tengo el placer de presentar un nuevo libro que acaba de salir de imprenta. Se trata de una colaboración con los profesores Pedro Martínez Pagán y Marcos A. Martínez Segura, de la Universidad Politécnica de Cartagena.