El cribado se refiere a la clasificación por tamaño de los fragmentos de un material, generalmente de más de 2 mm. Estos fragmentos presentan diversas dimensiones y formas. Se someten a una superficie con aberturas, conocida como superficie de cribado, que permite el paso de los fragmentos más pequeños que la apertura (llamados pasantes) y retiene o rechaza aquellos de un tamaño mayor (rechazo).
El cribado se utiliza para separar los fragmentos más gruesos, ya sea para eliminarlos o someterlos a un proceso de fragmentación adicional, en comparación con los de tamaño requerido. Además, elimina los elementos más finos, como las arcillas o los coloidales (proceso conocido como deslamado).
Los métodos de cribado más comunes incluyen el uso de mallas de alambre metálico y chapas perforadas con agujeros circulares. Las máquinas más empleadas son el trómel o criba rotativa y el tamiz o criba plana. Además, el cribado puede realizarse en seco o en húmedo.
En el caso del cribado en seco, el material se somete al cribado tal como se obtiene de la cantera. Sin embargo, presenta la desventaja de que, cuando contiene cierta humedad, los agujeros se obstruyen fácilmente, especialmente en los tamaños más pequeños, como en el caso de la arena. El secado del material resulta costoso. Por otro lado, el cribado en húmedo evita la obstrucción de los agujeros y, al mismo tiempo, permite el lavado de los áridos, lo cual resulta más ventajoso, aunque implica un mayor costo de instalación y la necesidad de un proceso adicional para la recuperación de los finos.
Rechazo: porcentaje de partículas que quedan retenidas en una criba y tienen un tamaño superior al valor de clasificación establecido.
Pasante: porcentaje de partículas que atraviesan una criba y tienen un tamaño inferior al valor de clasificación establecido.
Semitamaño: porcentaje de alimentación a una criba compuesto por partículas con un tamaño inferior a la mitad del tamaño de clasificación.
Desclasificados: porcentaje o masa de partículas finas que no pasan por la criba y se mezclan con la fracción más gruesa (rechazo).
Todo-Uno: es la mezcla completa antes de su clasificación.
Terminología empleada en la clasificación por tamaños:
Escalpado: Operación que consiste en eliminar fragmentos grandes que pueden representar un peligro u obstáculo para las etapas siguientes del proceso.
Precribado: Fracción fina con el tamaño adecuado que evita que pase a la siguiente etapa de trituración o machaqueo.
Calibrado: Clasificación para calibres superiores a 100 mm. Se utilizan parrillas fijas o dinámicas.
Cribado: Clasificación de tamaños entre 150 μm y 100 mm. Se emplean trómeles, cribas de sacudidas o vibrantes.
Tamizado: Clasificación de tamaños entre 40 μm y 150 μm. Se usan cribas rotativas o tamices vibrantes.
Recribado: Operación adicional de clasificación cuyo objetivo es mejorar la eliminación de la fracción fina, en particular de impurezas.
Agotado: Operación que consiste en eliminar el exceso de líquido (generalmente agua) de las mezclas sólido-líquido que se manejan en procesos húmedos.
Os dejo un vídeo sobre el cribado de áridos:
Referencias:
FUEYO, L. (1999). Equipos de trituración, molienda y clasificación. Tecnología, diseño y aplicación. Ed. Rocas y Minerales, Madrid, 360 pp.
MARFANY, A. (2004). Tecnología de canteras y graveras. Fueyo Editores, Madrid, 525 pp.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos — ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
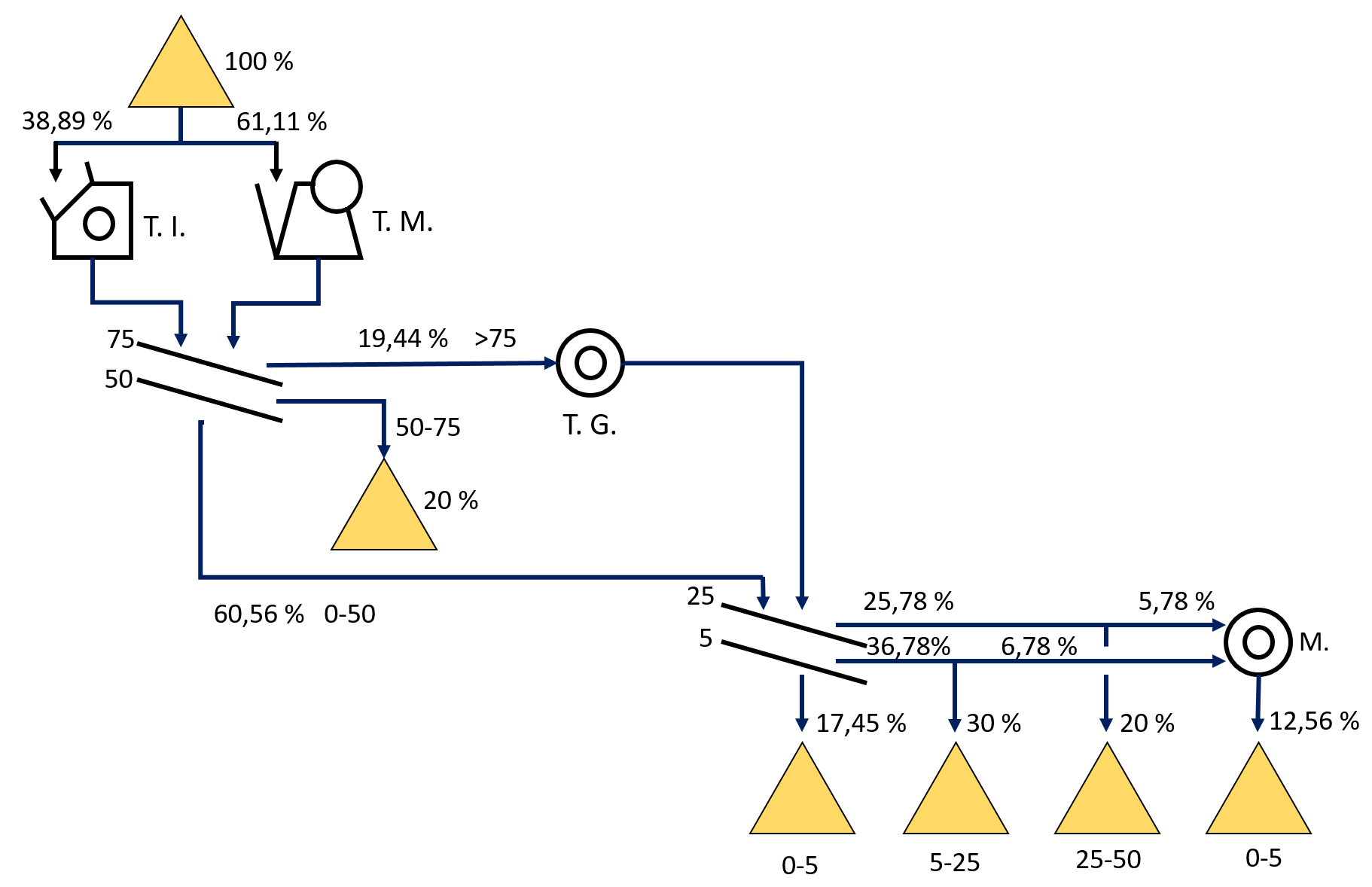
El esquema de circulación es un dibujo que representa los movimientos de los áridos durante los diferentes procesos de trituración, clasificación y almacenamiento, incluyendo los retornos y reciclajes. Estos esquemas se elaboran antes de diseñar la instalación y deben analizarse detalladamente, considerando todas las opciones necesarias para lograr los resultados deseados y sus variantes. Requieren varias iteraciones y ajustes para encontrar la solución más adecuada al problema.
En el esquema, es importante incluir números que indiquen el tamaño de la entrada y la configuración de apertura de salida asignados a cada trituradora. En el caso de las cribas, además de su identificación, deben aparecer las aperturas de malla correspondientes a cada nivel de cribado. Asimismo, en los alimentadores, es necesario indicar su identificación junto con el tamaño máximo de alimentación permitido.
Las líneas que representan las circulaciones deben incluir el caudal horario y el tamaño del árido, indicando sus límites inferior y superior en milímetros. El caudal debe expresarse en toneladas por hora.
Es importante tener en cuenta que las posiciones relativas de las máquinas en el esquema de circulación no reflejan necesariamente las que se adoptarán en el proyecto final. Los acopios representados son simbólicos y podrán ser realizados en forma de montón, depósito de fábrica o tolvas metálicas, pudiendo ser abiertos, cubiertos o cerrados.
El esquema definitivo, que se adopta como solución, se obtiene mediante un proceso iterativo que comienza con una hipótesis de maquinaria con la capacidad adecuada. Se efectúan modificaciones en las variables hasta lograr la proporción de áridos deseada dentro de una tolerancia establecida. Las variables incluyen:
Ajuste de la apertura de salida de los trituradores.
Control de la abertura de las parrillas de los molinos.
Determinación del porcentaje de material pretriturado y clasificado que se someterá a trituración secundaria.
Selección del tipo de máquina utilizada en la trituración secundaria.
Evaluación de la opción de reciclar el material empleando la misma máquina, ya sea con o sin clasificación previa.
Consideración de la posibilidad de efectuar trituraciones terciarias en una o varias fracciones del material clasificado.
A continuación recojo un problema resuelto donde se puede apreciar las características básicas de un ejemplo de circulación y flujos para una instalación de tratamiento de áridos. Espero que sea de vuestro interés.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
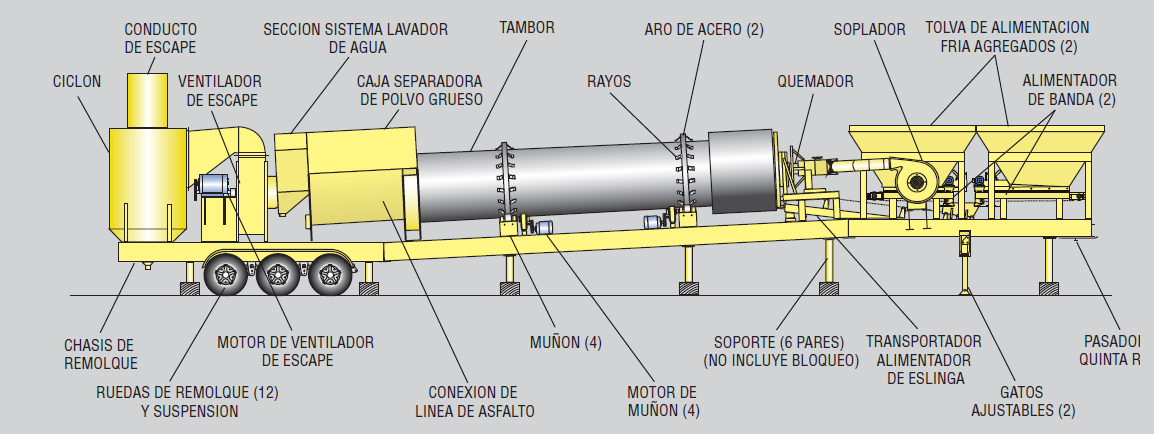
En España, las centrales discontinuas fueron el método predominante para la producción de áridos mezclados con betún hasta los años 80. En ese momento, se introdujo la tecnología de la central continua de tambor secador-mezclador (drum-mixer), capaz de producir hasta 600 toneladas por hora. Esta innovadora planta cuenta con un tambor cilíndrico que se encarga de secar los áridos y mezclarlos con el betún. El tambor gira sobre su propio eje gracias a un motor reductor alimentado por un motor eléctrico.
Las plantas continuas de tambor secador-mezclador se dividen en dos secciones: la primera calienta los áridos, mientras que en la segunda se agregan el ligante y el filler para mezclar. Aunque la corriente de gases durante el proceso arrastra partículas de polvo mineral, el betún presente en la mezcla limita la extracción del filler al 20-25%. Los álabes del tambor se cierran en la zona del quemador para proteger los materiales de la llama, y se abren gradualmente para aumentar el contacto con los gases de la combustión sin oxidar excesivamente el ligante.
El proceso de producción de mezclas asfálticas con áridos fríos comienza en el extremo del quemador, donde los áridos se introducen en el tambor y se calientan para eliminar la humedad. En la sección inicial del tambor, los potentes ventiladores extraen el fíller y lo almacenan para su uso posterior. En la sección media, se pulveriza el betún y el polvo mineral de recuperación y aportación, logrando la mezcla final en la sección final con la ayuda de los álabes. Una variante del proceso utiliza dos tambores consecutivos para calentar los áridos y agregar el ligante. La emulsificación del betún mejora la trabajabilidad de la mezcla, que luego se vierte en camiones o se almacena en silos calorífugos, como en las plantas discontinuas.
Figura 2. Planta móvil de tambor secador-mezclador
La central de tambor secador-mezclador tiene como desventaja que se realiza una única dosificación de áridos en frío, lo que dificulta la obtención de una granulometría precisa, especialmente con arenas con exceso de finos. No obstante, esta planta presenta varias ventajas en comparación con las centrales tradicionales. Es más simple y consume menos energía, debido a que solo hay una dosificación, mientras que en las plantas discontinuas se efectúan varias dosificaciones en diferentes etapas. Además, es más pequeña y fácil de transportar y montar, y también más económica tanto en su adquisición como en su mantenimiento, lo que la hace más rentable económicamente. A pesar de estas ventajas, hay desventajas en que solo hay un proceso de dosificación, lo que puede resultar en dificultades para lograr la granulometría establecida si se utiliza arena con un exceso de polvo mineral. Sin embargo, es muy adecuada para procesos de reciclado en central, para los cuales se dispone en el tambor un anillo con una tolva para la introducción de los productos de reciclado.
Referencias:
KRAEMER, C.; PARDILLO, J.M.; ROCCI, S.; ROMANA, M.G.; SÁNCHEZ, V.; DEL VAL, M.A. (2010). Ingeniería de carreteras II. McGraw-Hill, Madrid.
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
Los generadores eléctricos se utilizan para suministrar energía eléctrica cuando es necesario reemplazar la electricidad proveniente de la red general, ya sea porque las exigencias de la obra lo requieren o porque no hay acceso a una red eléctrica. En algunos casos, es esencial emplear estos generadores debido a la falta de una red eléctrica, mientras que en otros, la demanda total de energía de la obra supera la capacidad ofrecida por la red general, lo que hace necesario recurrir a los generadores.
Además de las situaciones previamente mencionadas, hay otras en las que es necesario el uso de generadores eléctricos. Por ejemplo, cuando la cercanía a la red general no es suficiente para conectarse debido a los costos derivados del enganche y de la instalación de la línea, así como al coste por kW. En estas situaciones, puede resultar más conveniente utilizar sistemas propios de producción de energía eléctrica. En cuanto a su función, los generadores pueden suministrar energía total, ofrecer un servicio continuo, cubrir las horas pico o actuar como fuente de energía de emergencia.
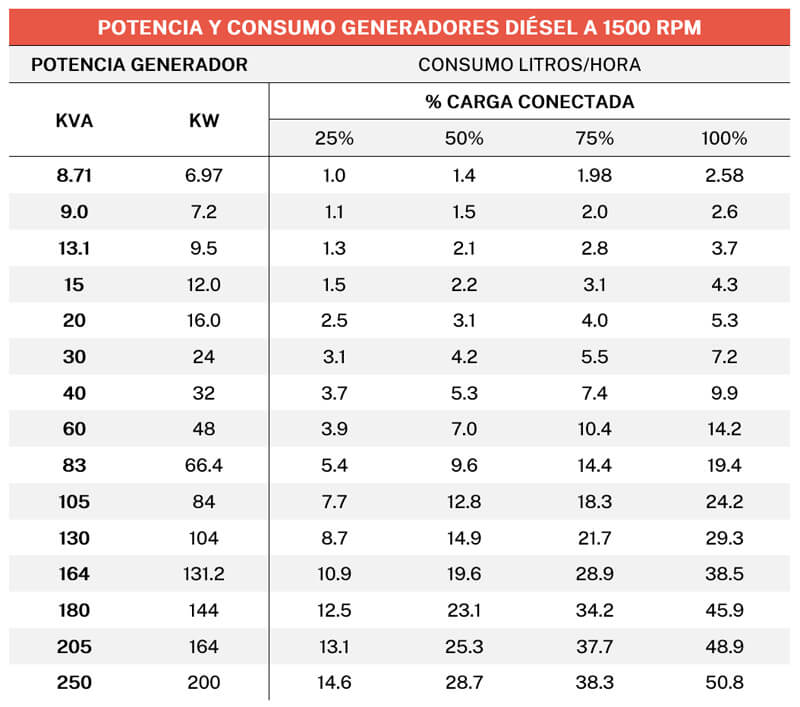
Los grupos mencionados están equipados con un motor de combustión interna, generalmente diésel, y un generador eléctrico que suministra energía eléctrica a la obra en construcción. Su potencia varía habitualmente entre 10 y 100 kVA trifásicos y cuenta con arranque bajo demanda, según el escenario o la potencia requerida. En construcciones de gran envergadura, se han utilizado grupos electrógenos con capacidades de hasta 500 kVA trifásicos, que suelen ser silenciosos. También se instala comúnmente un grupo electrógeno de emergencia al finalizar la obra, para garantizar el suministro eléctrico ante fallos en la red convencional. En la siguiente tabla se puede ver la potencia y el consumo de generadores diésel a 1.500 rpm, en función de la carga conectada.
Tabla. Potencia y consumo de generadores diésel a 1.500 rpm. https://maximdomenech.es/maquinaria-tv/grupos-electrogenos-que-son-tipos-y-como-elegir-el-adecuado/
El rendimiento de los equipos está directamente relacionado con la cantidad y el tipo de generadores empleados. En general, es más rentable y genera menos problemas emplear varios generadores simultáneamente en lugar de uno solo de alta capacidad. El uso de varios generadores permite realizar operaciones de mantenimiento o reparación en uno de ellos sin interrumpir la producción. Es recomendable usar generadores del mismo tipo, con la misma capacidad y del mismo fabricante, para simplificar el almacenamiento y reducir el costo de las piezas de repuesto. De esta forma, se pueden intercambiar piezas entre los equipos si es necesario.
Es fundamental entender la capacidad adecuada del equipo o del conjunto de equipos para su correcto funcionamiento, pues tanto la falta como el exceso de capacidad pueden afectar la vida útil del motor del generador. Si el equipo no cuenta con la capacidad suficiente para cubrir las necesidades de energía requeridas, se producirán sobrecargas y sobrecalentamientos, afectando negativamente el rendimiento del equipo y disminuyendo su vida útil. Por otro lado, si el equipo cuenta con una capacidad excesiva, este trabajará a bajas revoluciones por minuto, lo que puede ocasionar daños en el motor por un funcionamiento incorrecto.
Se recomienda el uso de varios grupos de generadores en lugar de un único grupo de gran capacidad, pues resulta más rentable y evita problemas de averías, reparaciones y revisiones. Al diseñar un conjunto de grupos, es importante garantizar que la suma de todos ellos tenga una reserva del 15% para casos de averías, revisiones, etc., sin afectar significativamente el rendimiento. El uso de varios generadores permite desconectar algunos de ellos durante horas de baja demanda, lo que ahorra combustible y prolonga su vida útil al permitir que los restantes operen a plena carga.
Os dejo algunos vídeos explicativos que espero os resulten de interés.
Referencias:
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
Figura 1. Buldócer Cat D9T. https://commons.wikimedia.org/wiki/File:CatD9T.jpg
Uno de los ejemplos usuales es la producción de un buldócer (bulldozer, en inglés), que primero debe escarificar un terreno y luego debe empujarlo hasta una distancia de transporte determinada. En una entrada anterior dimos la resolución de la producción combinada de un buldócer.
Ahora os presentamos un nomograma elaborado junto con el profesor Pedro Martínez-Pagán sobre la producción del ripado y el transporte con dicha máquina. Se han seguido las recomendaciones empíricas recogidas en el “Manual de arranque, carga y transporte en minería de cielo abierto” (Gómez de las Heras et al., 1995).
GÓMEZ DE LAS HERAS, J.; MANGLANO, S.; TOLEDO, J.; LÓPEZ-JIMENO, C.; LÓPEZ-JIMENO, E. (1995). Manual de arranque, carga y transporte en minería a cielo abierto. Instituto Geológico y Minero de España, Madrid, 604 pp.
YEPES, V. (1995). Maquinaria de movimiento de tierras. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-264. 144 pp.
Figura 1. Pavimento de hormigón compactado con rodillo (HCR). https://www.youtube.com/watch?v=tMCJGh0FLr0
Los pavimentos de hormigón en masa incluyen los pavimentos de hormigón compactado con rodillo (HCR), que se caracterizan por una consistencia muy seca (una relación agua/cemento de 0,35 – 0,40) y requieren una compactación intensa mediante rodillos vibratorios y neumáticos, similar a la técnica utilizada para la gravacemento. A pesar de ello, el contenido de cemento es comparable al de un hormigón para pavimentos (no inferior a 300 kg/m³) y se emplean cementos especiales con un alto contenido de cenizas volantes (superior al 35 %). En el caso de caminos y vías rurales, esta solución resulta económica, duradera y de fácil ejecución.
El HCR puede producirse en una planta mezcladora de suelo-cemento o de mezcla granular, así como en una planta hormigonera con paletas móviles. Las dos primeras se dosifican por volumen, mientras que las segundas por peso. Se ha demostrado que la dosificación por peso es más eficiente, pues garantiza una mezcla uniforme de áridos, cemento y agua. Por otro lado, se ha comprobado que la dosificación por volumen puede provocar variaciones significativas en la mezcla.
La extensión la ejecuta una extendedora de mezcla bituminosa o una motoniveladora, que son las máquinas más empleadas en la construcción de carreteras. Después de compactar la superficie y aplicar un riego para protegerla (que puede ser el mismo que se utiliza para el curado), el hormigón compactado puede abrirse al tráfico en un tiempo relativamente corto. Por lo tanto, este método resulta útil para el refuerzo de carreteras con tráfico constante.
Figura 2. Pavimento de hormigón compactado con rodillo (HCR). https://docplayer.es/81543537-Concreto-compactado-con-rodillos-aplicacion-en-pavimentos-1.html
El HCR puede compactarse en una sola capa con equipos similares a los empleados en el aglomerado asfáltico. Estos equipos incluyen un rodillo vibrante liso y otro rodillo neumático. El primero es el encargado de compactar, lo que permite una rápida capacidad portante para el tráfico y una excelente resistencia mecánica a la tracción durante la fase de endurecimiento. Este rodillo debe tener una carga estática, en generatriz y en tracción, igual o superior a 30 kg/cm. Por otro lado, el rodillo neumático se emplea para el «amasado y la terminación superficial» que el rodillo liso vibrante no puede lograr. Se utiliza con una carga de 3000 kg por rueda y una presión de inflado mayor o igual a 8 kg/cm².
El proceso de compactación comienza con el rodillo estático y, a continuación, se vibra el material hasta alcanzar el número de pasadas necesario para lograr un peso específico igual o superior al 97 % del peso máximo de la mezcla. No hay un número fijo de pasadas con el rodillo liso ni con el rodillo neumático, pues todo depende de las características de la base, del material y del equipo disponible, del espesor y del clima. Finalmente, se emplea el rodillo neumático (10-12 pasadas) para mejorar la terminación superficial, borrando las pequeñas deficiencias que puedan quedar tras el paso del rodillo liso y corrigiendo las fisuras superficiales. En esta etapa, es esencial contar con un equipo de riego por aspersión, de ser necesario, para mantener la humedad óptima y asegurar que la superficie permanezca húmeda sin formar charcos, especialmente en días calurosos y ventosos.
La compactación de los bordes es un aspecto crítico. En los laterales, en pavimentos urbanos, se recomienda utilizar bordillos (en pavimentos urbanos) para lograr una mejor compactación. Si no hay bordillos disponibles, se puede extender el material del arcén y realizar una primera pasada con el rodillo a lo largo del borde antes de la compactación. Posteriormente, se debe realizar una segunda pasada sobre el borde antes de continuar con la compactación normal. Es importante contar con una contención lateral para evitar la descompactación del borde. Si se trabaja por carriles, se debe dejar una tira longitudinal central sin compactar, de alrededor de 40 cm de ancho, que actúe como contención. Luego, se compactará esta tira junto con el segundo carril. El mismo procedimiento se seguirá para la contención lateral, compactando la tira junto con el material de los arcenes.
Para el curado, se recomienda aplicar emulsión asfáltica aniónica tras la compactación para prevenir la pérdida de humedad y permitir que el conglomerante reaccione y fragüe adecuadamente (hidratación del cemento). Se sugiere emplear un camión regador para distribuir la emulsión asfáltica sin transitar por la capa recién compactada. Si se requiere la circulación de vehículos, se debe aplicar una capa de arena de aproximadamente 2 a 6 mm de espesor con una proporción de 4 a 7 litros por metro cuadrado, después de que la emulsión se haya secado, para evitar que las ruedas levanten el asfalto. Si no hay tráfico, se pueden utilizar productos de curado basados en polímeros que evitan la evaporación del agua y crean una superficie más resistente al reaccionar con la capa superficial de unos pocos milímetros del material puesto en obra.
Si se cubre el pavimento de HCR con una capa asfáltica, no se marcarán juntas, a menos que sea necesario realizar una junta transversal de construcción al final de la jornada o debido a interrupciones prolongadas. La junta transversal de construcción se cortará verticalmente hasta una profundidad equivalente al 1/5 del espesor. En primer lugar, se extiende una cuña de hormigón seco para facilitar la salida de los equipos de compactación al final del día. Luego, se corta un poco de este hormigón seco con una motoniveladora y se rellena el espacio adyacente con grava. Las motoniveladoras dejan los bordes verticales, compactan y, al día siguiente, antes de iniciar los trabajos, retiran la grava sin tratar y la cuña de hormigón seco.
En caso de no cubrir el pavimento de HCR, se pueden cortar juntas transversales de contracción con separaciones de entre 12 y 15 m utilizando sistemas tradicionales, o bien permitir que se produzcan libremente, sin corte previo. Si se trabaja por carriles, para evitar la formación de juntas longitudinales en la unión de dos carriles contiguos, se dejará sin compactar un cordón central longitudinal de unos 40 cm de ancho en el primer carril. Este cordón se compactará al ejecutar el segundo carril.
El comportamiento del HCR es similar al de los pavimentos tradicionales de hormigón vibrado. Sin embargo, cuando se compacta con rodillo, la regularidad superficial que se logra a menudo no es suficiente para soportar velocidades de circulación elevadas. Por esta razón, en las autopistas suele colocarse una o varias capas de mezcla bituminosa. No obstante, actualmente se están construyendo algunos pavimentos HCR con extendedoras, lo que permite prescindir de la capa de rodadura bituminosa en algunos casos.
En las carreteras secundarias, se permite que el hormigón se fisure libremente por retracción, aunque a menudo se crean juntas mediante serrado. En cambio, en las carreteras principales es aconsejable colocar juntas transversales cercanas en el momento del vertido, a una distancia de unos 3 m, para que no se abran demasiado ni se reflejen en la posible capa de pavimento bituminoso.
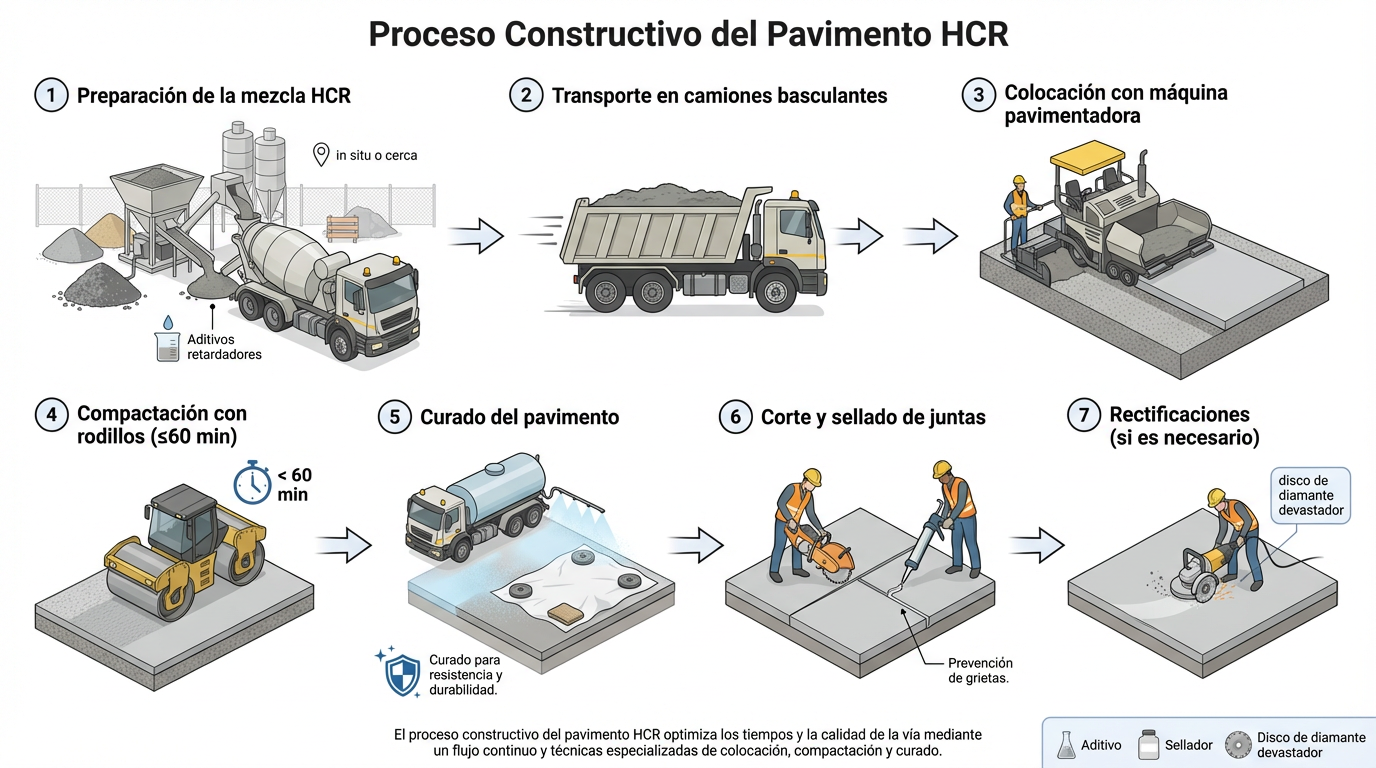
El proceso constructivo del pavimento HCR sigue, en esencia, los mismos pasos que el de un pavimento ordinario. Estos son:
Preparación de la mezcla de hormigón in situ o cerca de ella. En algunos casos, se pueden agregar aditivos para retrasar el endurecimiento.
Transporte de la mezcla en camiones basculantes.
Colocación de hormigón con la máquina de pavimentación habitual de asfalto.
Compactación del hormigón con rodillos, que debe realizarse dentro de los 60 minutos posteriores a la mezcla, cuando el hormigón aún está fresco y maleable.
Aplicación de técnicas de curado para aumentar la resistencia y la durabilidad del pavimento y eliminar posibles grietas.
Corte con sierra y sellado de juntas.
Rectificaciones, si es necesario, con discos de diamante devastadores.
Figura 3. Proceso constructivo del pavimento HCR
Os dejo algunos vídeos que espero os aclaren los aspectos constructivos de este pavimento.
Referencias:
IECA (2012). Firmes de hormigón en carreteras. Guías técnicas. Firmes y explanadas.
KRAEMER, C.; MORILLA, I.; DEL VAL, M.A. (1999). Carreteras II. Explanaciones, firmes, drenaje, pavimentos. Universidad Politécnica de Madrid, Madrid.
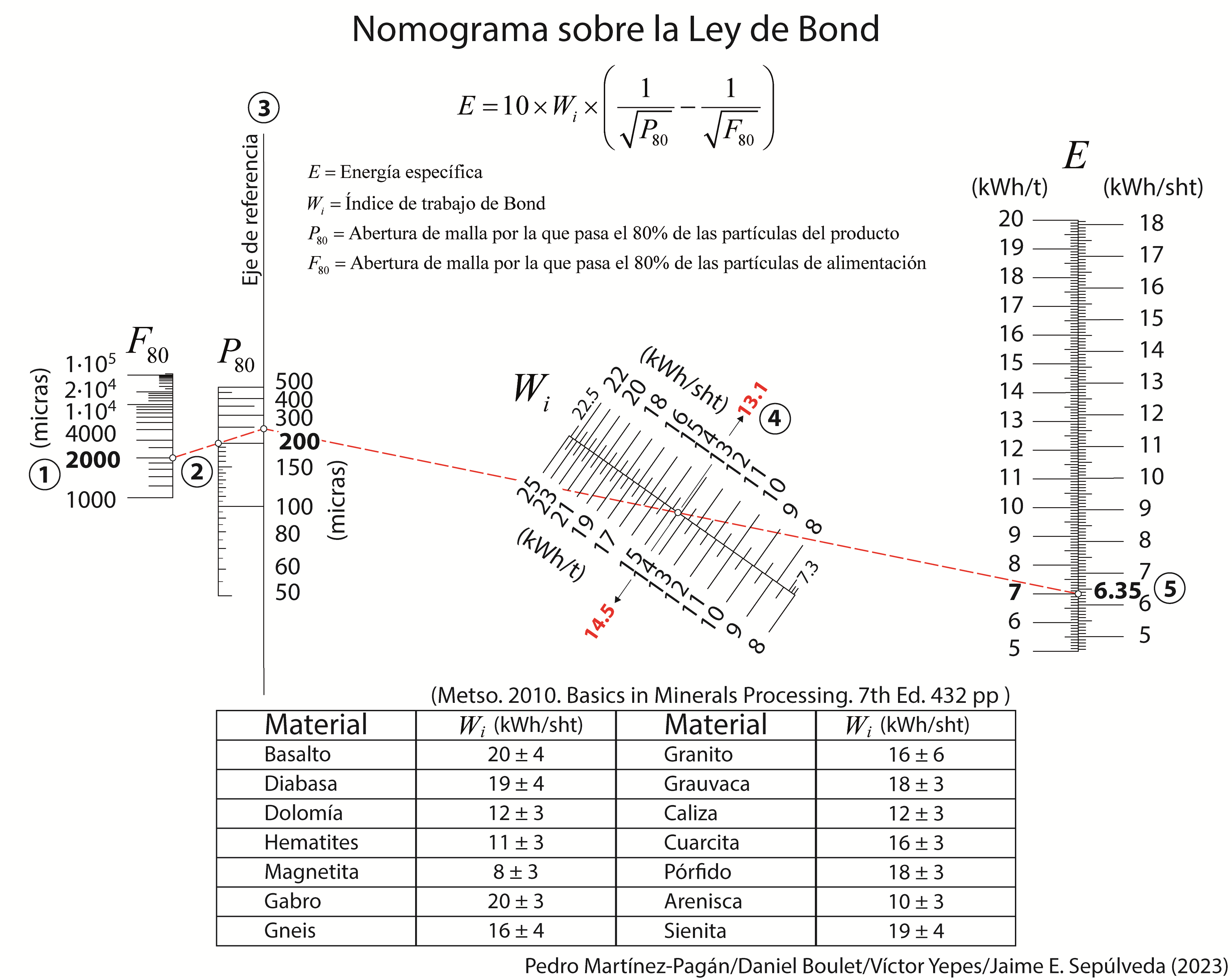
En un artículo previo, explicamos cómo se utiliza la Ley de Bond para calcular la energía necesaria para fragmentar un material, incluso proporcionando un ejemplo resuelto en el que se aplicó a un equipo de trituración para obtener un tamaño de áridos. En este artículo, presentaremos un nuevo nomograma que ha sido creado en colaboración con los profesores Pedro Martínez-Pagán, Daniel Boulet y Jaime E. Sepúlveda, específicamente diseñado para tamaños de partícula más pequeños. Este nomograma se emplea para una molienda con un molino de bolas para un tipo de mineral en particular. Esperamos que tanto el nomograma como el ejercicio resuelto sean de su interés.
FUEYO, L. (1999). Equipos de trituración, molienda y clasificación: tecnología, diseño y aplicación. Editorial Rocas y Minerales. 1ª edición. Fueyo Editores. Madrid, 371 pp. ISBN: 84-923128-2-3.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos.Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia.
MARTÍNEZ PAGÁN, P. (2021). Ejercicios resueltos de plantas de tratamiento de recursos minerales. Universidad Politécnica de Cartagena, CRAI Biblioteca, Cartagena, 211 pp.
Existen varios tipos de pavimentos de hormigón que se clasifican según la presencia o ausencia de armaduras y la disposición de las juntas (Figura 1). Los pavimentos de hormigón en masa o de hormigón armado con juntas, y los pavimentos continuos de hormigón armado, son los más comunes en carreteras, mientras que los pavimentos de hormigón pretensado, los de hormigón armado con fibras, los de hormigón compactado con rodillo, los de hormigón poroso y los de elementos prefabricados (losas o adoquines) son menos frecuentes.
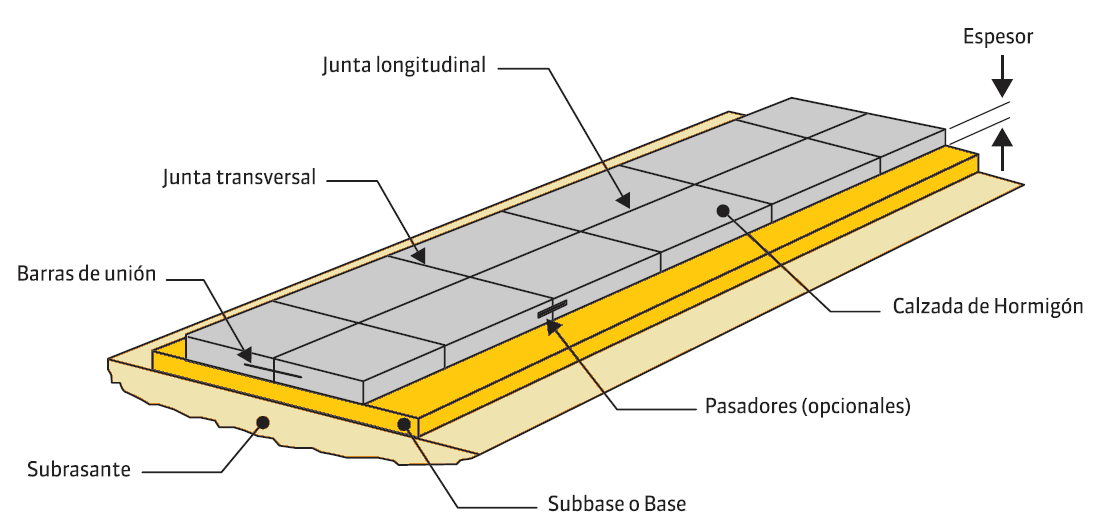
A continuación, se detallan los pavimentos de hormigón en masa con juntas, considerados los más económicos y sencillos de construir (Figura 2). Estos pavimentos son habituales en diversas categorías de tráfico y soportan un promedio de hasta 2000 vehículos pesados por carril y día. El control de la fisuración se logra mediante la inclusión de juntas, ya sean longitudinales o transversales, que pueden cumplir diferentes funciones, como juntas de construcción, de contracción o de dilatación, según su diseño.
Figura 2. Pavimento de hormigón en masa con juntas.
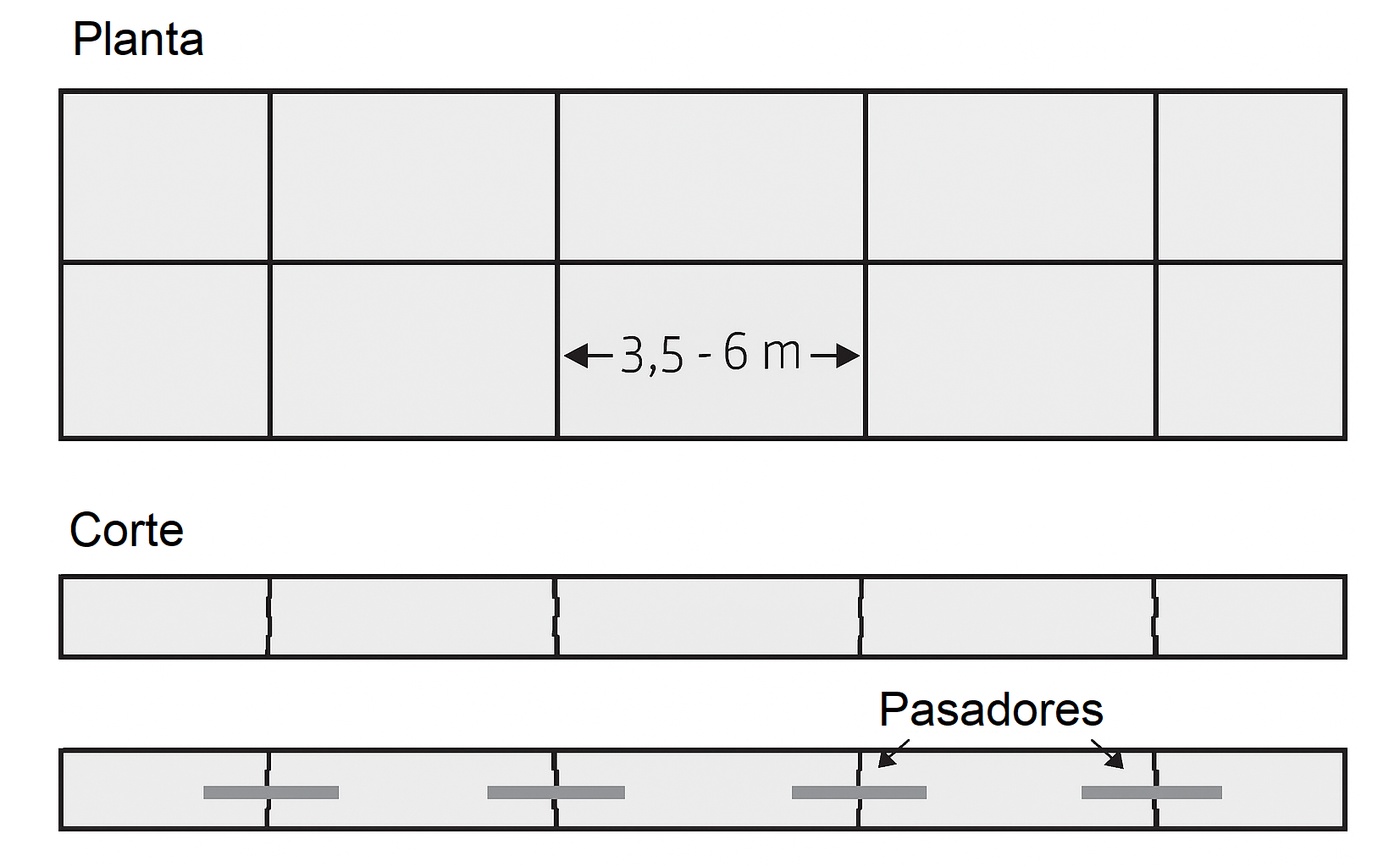
La fisuración se controla dividiendo el pavimento en losas con una separación entre juntas transversales de 3,5 a 6,0 m, que depende, entre otros factores, del tipo de base, del espesor y del coeficiente de expansión térmica (Figura 3). La separación entre juntas en una losa está estrechamente relacionada con su espesor. Si no hay grandes gradientes de temperatura, la distancia entre las juntas no debería exceder 25-30 veces el espesor de la losa. Si hay gradientes de temperatura importantes, la separación entre juntas debe reducirse a 15-20 veces el espesor de la losa. Se recomienda colocar las juntas a distancias inferiores a 5 m, y si no hay pasadores, no deben superar los 4 m. Como regla general, las losas deben ser rectangulares y la relación entre sus lados no debe exceder 1,5. En calzadas con un ancho mayor de 5 m, se deben disponer juntas longitudinales.
Figura 3. Esquema de un pavimento de hormigón en masa con juntas
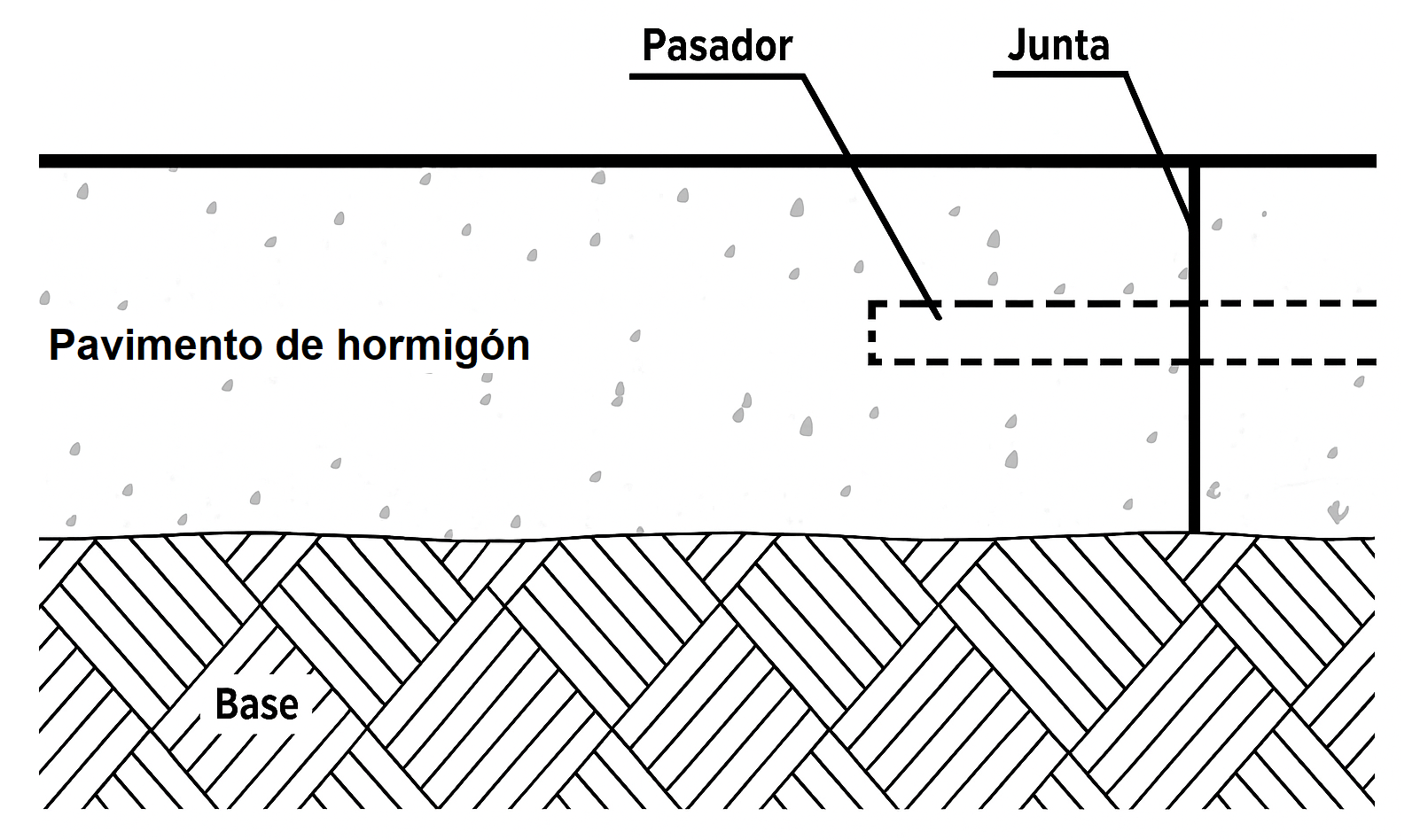
La transferencia de carga a través de las juntas es un factor relevante que condiciona el rendimiento de los pavimentos. Una mala transferencia de carga puede provocar problemas como el escalonamiento de las juntas, la erosión de las bases debido a la eyección de agua con suelo fino (también conocido como «bombeo») y roturas de las esquinas. En este tipo de juntas, existen dos mecanismos de transferencia de carga: la trabazón entre los áridos y el uso de pasadores.
Con frecuencia, se colocan barras de unión de acero corrugado en las juntas longitudinales para mantener unidas las losas adyacentes. Estas barras permiten la deformación debida al gradiente térmico, pero evitan la separación de las juntas entre los carriles de circulación y el escalonamiento causado por el tráfico. A pesar de ello, estos fenómenos suelen ocurrir con escasa frecuencia en las juntas longitudinales.
Con tráficos medios (IMD entre 200 y 2000 vehículos pesados), suele emplearse pasadores en las juntas transversales para mejorar la transmisión de cargas entre las losas. Se trata de barras de acero lisas y no adheridas al hormigón, situadas a mitad de espesor, paralelas entre sí y al eje de la vía. De esta manera, se garantiza que las losas a ambos lados de la junta presenten una deflexión similar al paso de los vehículos. A pesar de que el empleo de pasadores reduce el espesor de las losas y aumenta la separación entre las juntas, también se han logrado excelentes resultados en pavimentos sin pasadores cuando las juntas se han dispuesto a una separación inferior a 4 m.
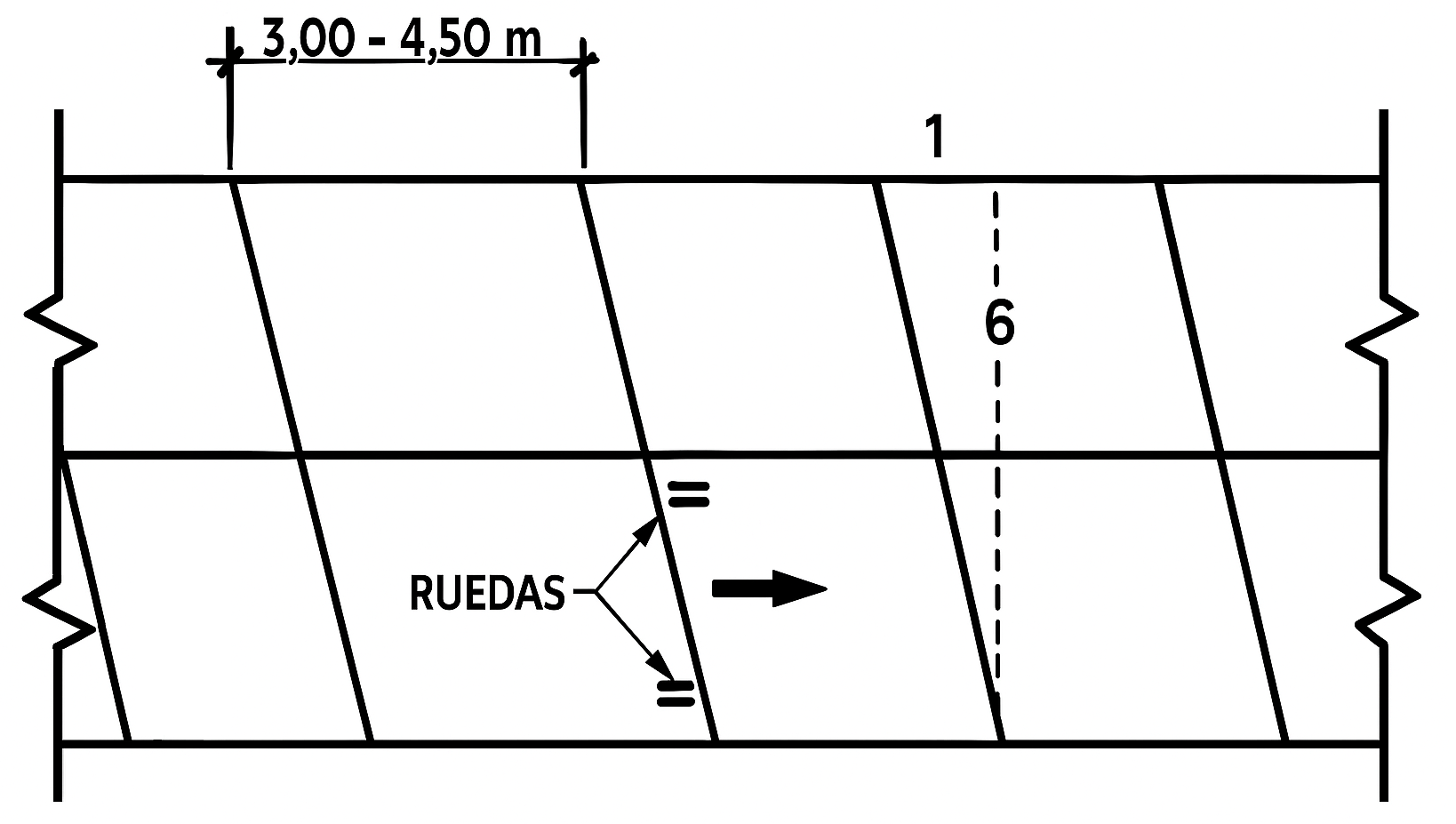
El diseño “californiano” prescinde de los pasadores (Figura 4), aunque solo se utiliza en España para el tráfico medio y ligero. Sin embargo, cuando se esperan más de 200 vehículos pesados por carril y sentido, se adoptan medidas para prolongar la vida útil del pavimento. Estas incluyen bases resistentes al desgaste como el hormigón magro o el gravacemento con mayor contenido de conglomerante, sistemas de drenaje para evitar la acumulación de agua en las juntas y los bordes del pavimento (drenes laterales o bases porosas) y la construcción de losas cortas (de aproximadamente 4 m) con juntas inclinadas 1:6 para minimizar las tensiones.
Figura 4. Pavimento de hormigón en masa con juntas transversales inclinadas (Kraemer et al., 1999)
Hay que evitar los finos de los arcenes cercanos para prevenir el escalonamiento del pavimento. Se pueden aplicar soluciones como zanjas porosas o bases drenantes sin finos, o bien estabilizadas con gravacemento o suelocemento. Sin embargo, la opción más efectiva suele ser un arcén de hormigón en masa con barras de unión al carril adyacente y una junta longitudinal sellada. Se ha comprobado que, con estas medidas, los pavimentos de hormigón en masa con juntas sin pasadores soportan el tráfico pesado, siempre y cuando no llueva mucho. Además, es importante considerar el efecto positivo que tiene un arcén de hormigón en la estructura y en la prevención de la erosión. No obstante, en España, los pasadores son obligatorios para el tráfico pesado y medio-alto.
La técnica californiana se adapta bien a las pavimentadoras de encofrados deslizantes, ya que no requiere pasadores. Antes de la década de 1980, los pasadores se introducían mediante vibración con una máquina que rodaba sobre encofrados fijos, o bien la pavimentadora debía detenerse en cada junta para colocar los pasadores con horquillas, lo que perjudicaba la regularidad superficial. Actualmente, las pavimentadoras cuentan con dispositivos que introducen los pasadores sin interrupciones y sin afectar al hormigón de la junta, lo que simplifica el proceso y aumenta su eficiencia. Además, el sobrecoste de utilizar pasadores es mínimo, lo que hace que esta solución sea competitiva para tráficos pesados y medios-altos.
Os dejo un webinar, desarrollado en 2020, del Instituto del Cemento Portland Argentino, sobre la ejecución de pavimentos de hormigón con tecnología convencional. Espero que os sea útil.
También recomiendo la videoconferencia sobre el diseño y la ejecución de juntas en pavimentos de hormigón, cuyo ponente es César Bartolomé, director del Área de Innovación de IECA. Espero que os guste.
Referencias:
IECA (2012). Firmes de hormigón en carreteras. Guías técnicas. Firmes y explanadas.
KRAEMER, C.; MORILLA, I.; DEL VAL, M.A. (1999). Carreteras II. Explanaciones, firmes, drenaje, pavimentos. Universidad Politécnica de Madrid, Madrid.
Figura 1. Texturizado de pavimentos de hormigón con peine metálico transversal. https://web1.icpa.org.ar/wp-content/uploads/2019/04/2014-04-Texturas-pavimentos.pdf
En los últimos años, ha aumentado la preocupación por las texturas superficiales de los pavimentos de hormigón debido al incremento progresivo del tráfico y de la velocidad de circulación. Anteriormente, la texturización se vinculaba a la reducción de accidentes por deslizamiento en superficies húmedas, pero en la actualidad también se considera la generación de ruido entre el pavimento y el neumático. La textura superficial garantiza la rugosidad necesaria para lograr una buena adherencia, un buen drenaje, una baja sonoridad y la reducción de la reflectancia del pavimento. Una textura superficial adecuada se obtiene mediante el arrastre o el paso de algún elemento sobre el hormigón fresco y se procede inmediatamente al curado. En resumen, el objetivo del texturizado es conseguir una resistencia mínima al deslizamiento en condiciones húmedas, mantener un buen drenaje y escurrimiento superficial del agua, reducir los niveles de ruido y brindar resistencia al desgaste y a la durabilidad.
Existen diversas técnicas para aplicar una textura sobre la superficie del hormigón, que pueden ejecutarse con equipamiento mecánico o manual. Asimismo, se pueden aplicar otras técnicas en estado endurecido en pavimentos en servicio o nuevos para mejorar el rendimiento de la superficie en parámetros como la fricción, el drenaje superficial y el ruido.
Es importante aplicar la textura de forma homogénea para producir condiciones uniformes de fricción y de circulación, independientemente de la técnica utilizada. Los factores que más influyen en la textura al aplicar en estado fresco son la consistencia y las características del hormigón, el momento o tiempo de aplicación, la presión con la que se aplican las herramientas de texturizado, su limpieza y la presencia de agua de exudación en la superficie del hormigón, entre otros.
Entre las texturas que se pueden utilizar en la superficie del pavimento, se encuentran las siguientes:
Estriado transversal: se realiza mediante el uso de peines de púas metálicas o de plástico. Esta textura proporciona una alta adherencia y resistencia al frenado, así como un buen drenaje. Sin embargo, también es ruidosa, por lo que se recomienda su uso en arcenes y zonas muy lluviosas.
Estriado longitudinal oscilante: se consigue mediante el uso de cepillos o peines, que generalmente están integrados en el carro del equipo de curado. Es fundamental que el dispositivo que crea la textura tenga un movimiento lateral, combinado con el avance, que provoque una ondulación sinusoidal para evitar el guiado de las ruedas. Generan un bajo nivel de ruido.
Terminación con arpillera: se logra aplicando una arpillera húmeda lastrada para obtener una microtextura adherente de baja rugosidad. Esta técnica suele combinarse con alguna de las otras texturas mencionadas anteriormente. Es una técnica sencilla, que puede aplicarse tanto de forma manual como automática, y además, genera poco ruido. Entre sus debilidades, destaca una baja profundidad de textura y una mayor pérdida de fricción inicial.
Árido visto: se consigue eliminando el mortero superficial del pavimento mediante la aplicación de un retardador de superficie sobre el hormigón fresco, lo que impide que el mortero se endurezca en los milímetros superiores del pavimento. Después, se aplica un producto filmógeno de curado o una lámina de plástico sobre el retardador. Una vez que el resto del hormigón ha adquirido suficiente resistencia, lo cual ocurre generalmente al cabo de un día, se elimina el mortero mediante barrido, dejando el árido parcialmente visible. Este método, si se desarrolla correctamente, permite obtener pavimentos con alta rugosidad, buenas características de evacuación del agua de lluvia, antideslizantes y de muy baja sonoridad, cualidades que se mantienen durante toda su vida útil. Entre sus ventajas se encuentran los altos índices de fricción, la baja generación de ruido y la alta durabilidad. Sin embargo, también tiene algunas desventajas, como la necesidad de utilizar métodos y equipos especiales, su elevado coste y la importancia de contar con un constructor calificado.
Figura 2. Texturizado con cepillo en sentido transversal (manual y automatizado). https://web1.icpa.org.ar/wp-content/uploads/2019/04/2014-04-Texturas-pavimentos.pdf
Os dejo algunos vídeos que, espero, os sean de interés.
Referencias:
KRAEMER, C.; MORILLA, I.; DEL VAL, M.A. (1999). Carreteras II. Explanaciones, firmes, drenaje, pavimentos. Universidad Politécnica de Madrid, Madrid.
IECA (2012). Firmes de hormigón en carreteras. Guías técnicas. Firmes y explanadas.
Figura 1. Pavimentadora de encofrado deslizante. https://www.gomaco.com
El pavimento se coloca manualmente en vías rurales y calles urbanas, pero en carreteras se requieren pavimentadoras de encofrado deslizante de alto rendimiento debido a la exigencia de regularidad superficial. Se recomienda descargar directamente los camiones, pero si no es posible, se puede recurrir a la alimentación lateral mediante retroexcavadoras, cintas transportadoras u otros dispositivos similares.
Las pavimentadoras de encofrado deslizante realizan la distribución, vibrado y terminación del hormigón en una sola pasada, y para dotarle de textura y curado posterior se utiliza un carro con dispositivos especiales. La cota y la rasante del pavimento se determinan mediante palpadores que se apoyan en hilos tensos o en sistemas de guiado tridimensional.
Para la ejecución con pavimentadoras de encofrados deslizantes se requiere al menos una máquina por cada capa de construcción. Estos equipos se encargan de extender, compactar y enrasar uniformemente el hormigón, y en el caso de la capa superior, ejecutar un fratasado mecánico para obtener un pavimento denso y homogéneo. Deben contar con un sistema de guiado por hilo que actúe en cuanto las desviaciones excedan 3 mm en alzado o 10 mm en planta. También deben estar equipadas con encofrados móviles que sostengan el hormigón lateralmente durante el tiempo necesario y compacten el hormigón adecuadamente mediante vibración interna. La frecuencia de vibración de cada unidad vibrante no será inferior a 5.000 ciclos por minuto y la amplitud de la vibración será perceptible en la superficie del hormigón a lo largo de toda la longitud vibrante y a una distancia de 30 cm. La pavimentadora deberá estar provista de los mecanismos necesarios si se ejecuta una junta longitudinal en fresco. Además, la longitud de la placa conformadora será suficiente para evitar la percepción de vibraciones en la superficie del hormigón tras el borde posterior de la placa.
Las pavimentadoras pueden construir superficies de entre 2 y 15 metros en una sola pasada. Algunas máquinas están equipadas con dispositivos de vibro-inserción que introducen automáticamente pasadores o barras de unión. Otras tienen una batería de tubos de inserción en la parte delantera para colocar las armaduras de un pavimento continuo de hormigón armado en su posición final. En algunas extendedoras, se encuentran en la parte posterior una maestra transversal oscilante (llamada habitualmente auto-float o bailarina) y una regla longitudinal oscilante para eliminar las irregularidades longitudinales.
De acuerdo con el artículo 550 del PG-3, para la ejecución de losas de hormigón es necesario contar con una pavimentadora con un sistema de guía por cable o guiado tridimensional, y con encofrados móviles que sostengan el hormigón lateralmente, sin asentamientos en el borde de la losa. Además, el equipo debe ser capaz de compactar adecuadamente el hormigón fresco a lo largo de toda la anchura de la pavimentación mediante vibradores internos uniformemente distribuidos, con una separación de 350 a 500 mm.
Os dejo algunos vídeos al respecto:
Os dejo también una guía técnica sobre firmes de hormigón en carreteras de IECA. Espero que os sea útil.