La mina de Mir, con la ciudad de Mirny al fondo. Wikipedia
El diamante es un alótropo del carbono en el que los átomos de carbono se disponen en una variante de la estructura cristalina cúbica centrada en la cara, conocida como ‘red de diamante’. Las 10 mayores minas de diamantes del mundo, por reservas medibles, contienen más de mil millones de quilates de diamantes recuperables, y Rusia es el hogar de la mitad de ellas. Os recomiendo el post de Fieras de la Ingeniería, donde se analizan las 10 minas de diamantes más grandes del mundo, clasificadas según sus reservas estimadas oficiales, excluyendo los proyectos de extracción de diamantes de aluvión.Yubileyny, situada en la República de Sajá (Yakutia), en Rusia, es la mayor mina de diamantes del mundo, que se estima que contiene más de 153 millones de quilates (Mct) de diamantes recuperables, incluidos 51 Mct de reservas subterráneas probables, según los últimos datos oficiales de 2013.
Os paso un par de vídeos sobre la explotación de este tipo de minas.
Eurotunel es un túnel ferroviario que cruza el canal de la Mancha, uniendo Francia con el Reino Unido. La construcción del túnel se inició en 1986 y se terminó en 1994, con una inversión total de 14,7 mil millones de euros. En la actualidad, cerca de 500 trenes circulan por el túnel cada día, con un tiempo de travesía de unos 35 minutos entre Calais/Coquelles (Francia) y Folkestone (Reino Unido). Tiene una longitud de 50,5 km, de los cuales 39 son submarinos, siendo así el segundo túnel submarino más largo del mundo, con una profundidad media de 40 metros, detrás del Túnel Seikan, cuya longitud es de 53 km. El servicio ferroviario por el Eurotúnel tiene dos variantes: el Eurostar, para pasajeros, y el Shuttle, que transporta camiones, automóviles y motos.
Está formado por tres galerías:
Dos túneles de 7,6 m de diámetro reservados para el transporte ferroviario, uno de ida y otro de vuelta (A).
Una galería de servicios de 4,8 m, preparada para la circulación de vehículos eléctricos (B).
Sección transversal del túnel. Wikipedia.
Estas tres galerías están unidas cada 375 m por otras galerías transversales de auxilio y mantenimiento (C) y (D), que permiten la circulación de aire para disminuir la presión, evitando así la propagación del humo en caso de incendio, así como la resistencia aerodinámica al paso de los trenes que circulan a 140 km/h. Cada túnel ferroviario contiene una sola vía, una catenaria y dos pasarelas utilizadas para las evacuaciones de emergencia, incluyendo un cruce submarino que permite a los trenes pasar de un túnel a otro para facilitar las operaciones de mantenimiento.
La construcción de un túnel que uniera Inglaterra con Francia fue propuesta por primera vez en 1802. El proyecto, sin embargo, no se materializó debido a la falta de técnicas apropiadas para la construcción de este tipo de túneles. La construcción del Eurotúnel no fue nada fácil. Un total de 11 tuneladoras, cada una con un peso de aproximadamente 450 toneladas, se emplearon para excavar los túneles. Los dientes montados en su parte frontal están hechos de un metal extremadamente duro y, al girar, penetran en el terreno, dejando espacio para que la máquina pueda seguir avanzando. La perforadora empleada en el Eurotúnel tenía un diámetro de 8,78 m y una longitud de 200 m, con un peso total de 11.000 toneladas.
En las operaciones de limpieza de sedimentos en lagos y lagunas, en áreas profundas o de difícil acceso para retroexcavadoras convencionales, se pueden utilizar dragas o bien esta máquina especial: una retroexcavadora con flotadores. Espero que os gusten los vídeos que os paso sobre estas retroexcavadoras anfibias.
Referencias:
CLEMENTE, J.J.; GONZÁLEZ, F.; YEPES, V.; ALCALÁ, J.; MARTÍ, J.V. (2006). Temas de procedimientos de construcción. Equipos de dragado. Editorial de la Universidad Politécnica de Valencia. Ref. 2006.4038.
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.
Una excavadora de succión o vacío (vacuum excavator) es una máquina especializada en remover tierra, desechos o escombros mediante la aspiración a través de un tubo de succión. El principio de trabajo se basa en el transporte neumático del material. Se requiere un volumen de aire mayor que el del sedimento debido a la diferencia en sus pesos específicos.
El material succionado puede ser removido previamente mediante una lanza de aire comprimido o de agua a presión, lo cual también sirve para descubrir tuberías o cables subterráneos. Este procedimiento es seguro, especialmente en aquellos lugares donde existan servicios que puedan resultar dañados o cuya ubicación sea incierta. Es particularmente útil cuando las condiciones descartan el uso de máquinas de excavación mecánicas.
Excavadora de succión. https://www.arqhys.com/construcciones/excavadora-succion.html
El aire fluye a través de la boquilla de admisión, las máquinas y la manguera en una serie de cámaras, incluyendo el tanque de almacenamiento de material principal, antes de pasar a través de un sistema de filtro de malla de micro y luego a la atmósfera. Cuando el operador dirige la boquilla de admisión hacia el suelo, el flujo de aire aspira el material depositado en el tanque de almacenamiento principal. Las partículas pequeñas se depositan en otros dos tanques más pequeños y las partículas de polvo quedan atrapadas en el sistema de microfiltro de malla antes de que el aire salga de la máquina.
En el siguiente enlace se puede ver el reportaje que ha realizado el Diario Montañés sobre cómo se ha resuelto la extracción de arenas en el restaurante El Cormorán situado en la Playa del Sardinero de Santander:
Os paso, además, un vídeo sobre esta técnica.
Referencias:
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.
Sistema Omega de ejecución de pilotes. Imagen: W. Van Impe (http://scon.persianblog.ir/post/121/)
El sistema Omega de ejecución de pilotes permite, mediante la aplicación de rotación y empuje a la cabeza en la fase de perforación y de rotación y tiro en la fase de extracción, la instalación de pilotes con total ausencia de vibraciones, y produce un desplazamiento lateral del terreno que lo compacta y evita la extracción de detritus.
Por encima del diámetro máximo de la cabeza, unas hélices horizontales y la inclinación adecuada del ángulo superior producen un segundo desplazamiento del terreno durante la secuencia de extracción y la fase de hormigonado. En esta fase, la presión controlada de inyección de hormigón a través de la varilla del tubo central induce un tercer estado de desplazamiento, asegurando una perfecta adherencia del pilote al terreno.
Se utiliza una perforadora de vuelo parcial con una sección de desplazamiento que comprime y mejora la densidad de los flancos del agujero. Esto mejora la fricción perimetral y la capacidad de carga del pilote vaciado en el molde.
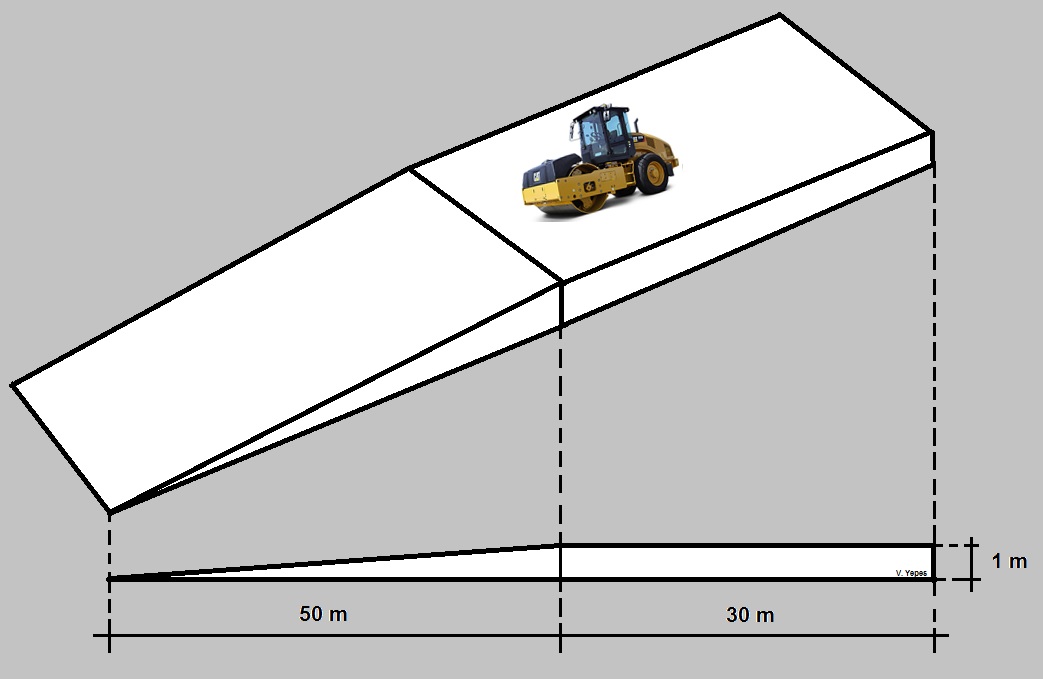
Figura 1. Tramo de prueba de suelo seleccionado. https://twitter.com/cytemsl/status/888377967256244224/photo/1
La compactación de suelos suele ser uno de los procedimientos constructivos en los que las patologías se presentan por su mala ejecución. Debido a la multitud de factores que influyen en la compactación, para grandes volúmenes de obra se aconseja realizar tramos de prueba, en los que se pueden establecer los criterios que, bajo la perspectiva económica, resulten óptimos para alcanzar la compactación especificada. Los tramos de prueba no suelen estar justificados en el caso de que los materiales sean suficientemente homogéneos y siempre resulta interesante cuando nos encontramos ante yacimientos importantes. En otro caso, no resulta económica su ejecución. Estos tramos de prueba están formados por una cuña, cuyo espesor llega hasta el máximo que se considere para el equipo empleado. Veamos brevemente cómo determinar el espesor de tongada y el número óptimo de pasadas.
Figura 2. Esquema de tramo de prueba (Rojo, 1988)
La humedad y la naturaleza del suelo, el espesor de compactación, el equipo seleccionado para la compactación, la velocidad de trabajo y el número de pases, entre otros, están relacionados entre sí y, junto con ellos, se puede alcanzar la densidad exigida para cada caso. Esta propiedad es cambiante con la profundidad de la capa, con una variación que depende del equipo de compactación, por lo que consideraremos una densidad media de capa. Los pliegos de condiciones pueden exigir que la compactación media de la capa sea superior a un valor determinado, según su densidad especificada, o bien que la compactación en cualquier punto sea superior a un valor determinado. Hoy en día se tienen en cuenta no solo los valores medios, sino también su dispersión.
La densidad es, en general, débil en los primeros centímetros; alcanza su máximo a los 10 o 20 cm y disminuye con rapidez, de forma variable según los materiales y el compactador utilizado. Sin embargo, el efecto de compactación de capas sucesivas produce un aumento de la densidad, de modo que la densidad media de la capa se aproxima a la obtenida mediante el método de ensayo.
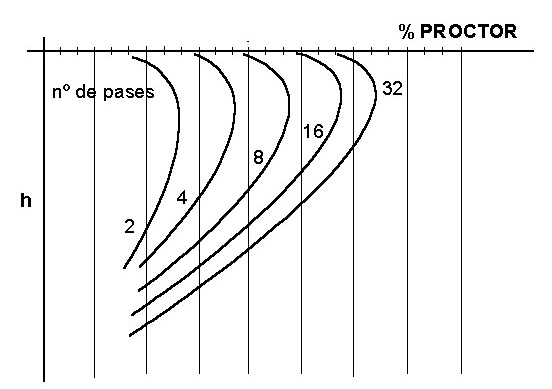
Figura 3. Distribución de la compactación en profundidad
Los máximos de las curvas de compactación, con el número de pases, se sitúan cada vez más profundos en la compactación vibratoria; en cambio, se acercan a la superficie en la compactación por amasado (pata de cabra). Se dice en este último caso que la compactación es de “abajo hacia arriba”, tal y como vimos en un punto anterior.
El contenido de agua tiene un valor decisivo en la elección del grosor de la tongada, ya que para cada grosor existe una humedad óptima y ambas variables crecen de forma conjunta. A mayor humedad, más efectiva es la acción del compactador en profundidad. Esta consideración es de gran importancia económica, puesto que se puede elegir un grosor de capa en función de la humedad natural previa a la corrección. También es decisivo, a la hora de calcular rendimientos, tener perfectamente establecido el número de pases, que disminuye con el espesor de la capa.
Estos tramos de prueba están formados por una cuña, cuyo espesor llega hasta el máximo que se considere para el equipo empleado. Se miden las densidades obtenidas en función del grosor de capa y del número de pases, lo que da lugar a curvas como las mostradas en la Figura 3.
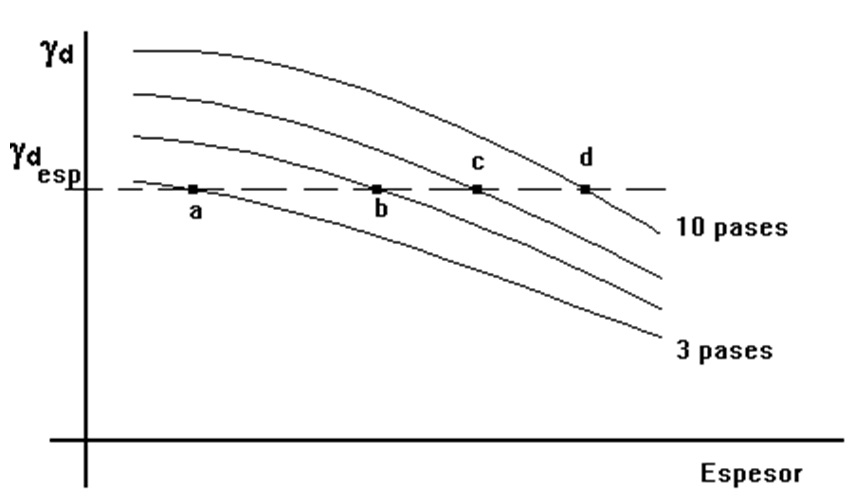
Figura 4. Curvas de resultados del tramo de pruebas
Una vez obtenido el conjunto de puntos “a”, “b”, etc., se elige el par formado por el número de pases y el espesor de tongada de mayor producción horaria.
El Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes establece en su artículo 330 que «cuando lo indique el Proyecto o lo aconsejen las características del material o de la obra, y previa autorización del Director de las Obras, las determinaciones «in situ» de densidad, humedad, y módulo de deformación se complementarán por otras, como los ensayos de huella ejecutados según NLT 256 o el método de «Control de procedimiento» a partir de bandas de ensayo previas. En estas últimas deberán quedar definidas, para permitir su control posterior, las operaciones de ejecución, equipos de extendido y compactación, espesores de tongada, humedad del material y número de pasadas, debiendo comprobarse en esas bandas de ensayo que se cumplen las condiciones de densidad, saturación, módulo de deformación y relación de módulos que se acaban de establecer. En estas bandas o terraplenes de ensayo el número de tongadas a realizar será, al menos, de tres (3)”.
A continuación, os dejamos un Polimedia con una somera explicación sobre la realización de estos tramos de prueba.
Referencias:
ROJO, J. (1988): Teoría y práctica de la compactación. (I) Suelos. Ed. Dynapac. Impresión Sanmartín. Madrid.
Una mezcla asfáltica, también denominada aglomerado, en general, es una combinación de un ligante hidrocarbonato y agregados minerales pétreos. Las proporciones relativas de estos minerales determinan las propiedades físicas de la mezcla, así como su rendimiento como mezcla terminada para un uso determinado. Las mezclas asfálticas se emplean en la construcción de firmes, ya sea en capas de rodadura o en capas inferiores, y su función es proporcionar una superficie de rodadura cómoda, segura y económica a los usuarios de las vías de comunicación, facilitando la circulación de los vehículos, además de transmitir adecuadamente las cargas debidas al tráfico a la explanada para que sean soportadas por esta. Las mezclas asfálticas se utilizan en la construcción de carreteras, aeropuertos, pavimentos industriales, entre otros. Sin olvidar que se utilizan en las capas inferiores de los firmes para tráficos pesados intensos.
Estas mezclas asfálticas pueden ser en caliente, lo más común, o en frío. Estas mezclas asfálticas pueden confeccionarse en plantas y con los equipos apropiados para tal fin. El proceso de fabricación de las mezclas asfálticas en caliente implica calentar el ligante y los agregados (excepto quizás el polvo mineral de aportación), y su puesta en obra se realizará a una temperatura muy superior a la del ambiente (Pliego de Prescripciones Técnicas Generales PG-3, arts. 542 y 543).
El tema da para mucho, pero el objeto de este artículo es introductorio. Os aconsejo que acudáis a la web de la Asociación Española de Fabricantes de Mezclas Asfálticas (ASEFMA). Os dejo a continuación un vídeo sobre este tema de la elaboración de mezclas asfálticas. Se trata de un vídeo meramente divulgativo, por lo que presenta algunas imprecisiones técnicas y de traducción. Así y todo, espero que os guste.
Asimismo, os dejo un vídeo explicativo del profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid, sobre la fabricación y la puesta en obra de las mezclas asfálticas.
Referencias:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Editorial de la Universitat Politècnica de València.
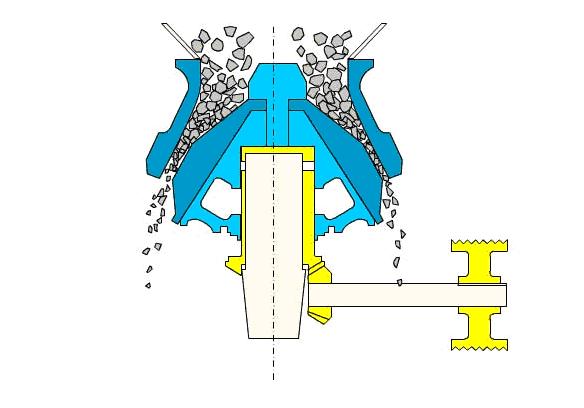
Los trituradores de cono pueden considerarse una modificación de la trituradora giratoria; presentan un esquema de funcionamiento similar, si bien se utilizan solo para la trituración secundaria o terciaria.
Los conos secundarios dan unas granulometrías entre 150 y 40 mm, empleándose como primarios en graveras y como secundarios en canteras. Los conos terciarios dan granulometrías entre 40 y 10-12 mm, siendo los gravilladores por excelencia y dando productos con coeficientes de forma excelentes. Los trituradores de cono ultrafinos se usan cuando se necesitan grandes cantidades de arena o finos y sus granulometrías suelen estar entre 5 y 20 mm. Estas máquinas permiten unas buenas relaciones de reducción, de 6 a 8 en la trituración secundaria clásica y de 2 a 3 en las moliendas gruesas, con una forma de grano adecuada, muchas veces en cuanto a su forma no lajosa.
Con el fin de asegurar el control del tamaño del producto producido, estos trituradores se caracterizan por presentar una sección paralela entre los revestimientos de trituración a la salida de la descarga. Los revestimientos de las partes internas están fabricados en acero al manganeso, de gran resistencia al desgaste y alta tenacidad.
Dependiendo de cómo se encuentre el eje con el cono, estas trituradoras pueden ser suspendidas o apoyadas:
Las que presentan el cono suspendido precisan de un crucero para apoyar al eje, de forma similar a las trituradoras giratorias. En este caso, los esfuerzos de trituración son prácticamente horizontales, lo que permite una pendiente pronunciada que disminuye la fricción con las piezas de trituración y favorece el paso de los materiales.
En los trituradores de cono apoyado, también denominados trituradores Symons, el eje reposa sobre cojinetes semiesféricos a través del cuerpo tronco-cónico móvil. El ensanchamiento del tazón permitirá un ángulo del cono más abierto (90º-125º), proporcionando una mayor capacidad de trituración que un giratorio de dimensiones similares.
El triturador Symons es el más habitual, fabricándose en dos modelos: el estándar, utilizado en la trituración secundaria normal, y el de cabeza corta, empleado en la trituración o molienda terciaria o fina. La diferencia entre ambos radica en la forma de las cámaras de trituración. En estas máquinas, la relación de reducción es de una media de 8/1, pero se puede llegar a 10/1. Su velocidad de rotación alcanza los 250 r.p.m. y su amplitud es unas 5 veces superior a la de las trituradoras de eje suspendido. El problema es que es muy sensible a los materiales húmedos y cargados de finos.
Os dejo algunos vídeos en los que se puede ver claramente cómo funcionan estas trituradoras. Espero que os gusten.
FUEYO, L. (1999). Equipos de trituración, molienda y clasificación: tecnología, diseño y aplicación. Editorial Rocas y Minerales. 1ª edición. Fueyo Editores. Madrid, 371 pp. ISBN: 84-923128-2-3.
LÓPEZ JIMENO, C. (1998). Manual de áridos. 3ª edición. Ed. Carlos López Jimeno. Madrid, 607 pp. ISBN: 84-605-1266-5.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos.Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
Jumbo es el nombre que recibe una unidad de perforación equipada con uno o varios martillos perforadores sobre brazos hidráulicos, en la que puede montarse un martillo de perforación o una cesta, donde pueden alojarse uno o dos operarios, y que permite el acceso a cualquier parte del frente. Es una máquina diseñada para realizar labores subterráneas de forma rápida y automatizada: avance de túneles y galerías, bulonaje y perforación transversal, banqueo con barrenos horizontales y minería por corte y relleno, entre otras.
El mecanismo de traslación de los jumbos suele ser autopropulsado por un tractor montado sobre neumáticos, cadenas o carriles, aunque existen modelos remolcados. Cuando trabajan, se estacionan y su accionamiento es eléctrico, aunque pueden disponer de un motor diésel para el desplazamiento.
Los martillos perforadores son hidráulicos para obtener mayores potencias que los neumáticos, funcionando a rotopercusión: la barrena gira continuamente, ejerciendo a la vez un impacto sobre el fondo del taladro. Se requiere un aporte de agua para arrastrar los detritus y refrigerar la boca de perforación.
Con esta máquina se pueden alcanzar rendimientos superiores a 3,5 m/min en velocidad instantánea de perforación. Además, están automatizados, de forma que se automatizan la dirección de los taladros, el impacto y la velocidad de los martillos, e incluso la secuencia y disposición de los taladros. En pocas horas, un solo operario puede perforar la pega completa del frente del túnel.
A continuación, os dejo varios vídeos en los que podemos ver esta máquina de perforación en funcionamiento. El primero es un jumbo AMV con 3 brazos para perforación y un brazo con canastillo.
Referencias:
YEPES, V. (2022). Maquinaria para sondeos, movimientos de tierras y construcción de firmes. Apuntes de la Universitat Politècnica de València, Ref. 22.
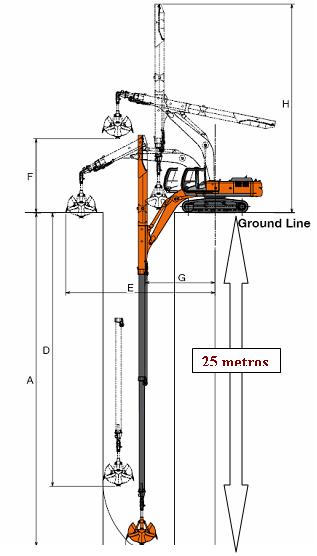
La cuchara bivalva suele ser una máquina compuesta por cables; consta de una pluma de la cual pende una cuchara prensora, formada generalmente por dos valvas o mandíbulas articuladas en su parte superior, que se ajustan entre sí por los bordes cuando se encuentran juntas. Esta máquina puede excavar, recoger el material y verterlo en la misma vertical, o cerca de ella, por debajo o por encima del nivel de la máquina, siendo esta propiedad la que la distingue del resto de aparatos de excavación. Sin embargo, tal como vemos en la figura y en los vídeos que os dejo, también pueden accionarse mediante mecanismos hidráulicos.
La cuchara prensora está formada por dos mandíbulas, cuyos bordes pueden ser lisos o presentar dientes intercambiables. Pueden estar accionadas por cables, con cucharas de simple o doble suspensión, o bien por hidráulicas, que, mediante cilindros montados en su armazón, accionan el cierre y la apertura de las mismas. Es importante advertir que cada material puede requerir un tipo de cuchara en particular, aunque los fabricantes ofrecen modelos estandarizados. Las capacidades normales van de 0,25 a 6 m³.
Aunque cuentan con menor capacidad de corte que las excavadoras hidráulicas, su uso es adecuado en espacios reducidos, tales como pozos o zanjas de cimentación, o en profundidades no alcanzables por otro tipo de excavadoras. También se usa en operaciones de dragado o de carga en los muelles de los puertos de granel.












 La cuchara bivalva suele ser una máquina compuesta por cables; consta de una pluma de la cual pende una cuchara prensora, formada generalmente por dos valvas o mandíbulas articuladas en su parte superior, que se ajustan entre sí por los bordes cuando se encuentran juntas. Esta máquina puede excavar, recoger el material y verterlo en la misma vertical, o cerca de ella, por debajo o por encima del nivel de la máquina, siendo esta propiedad la que la distingue del resto de aparatos de excavación. Sin embargo, tal como vemos en la figura y en los vídeos que os dejo, también pueden accionarse mediante mecanismos hidráulicos.
La cuchara bivalva suele ser una máquina compuesta por cables; consta de una pluma de la cual pende una cuchara prensora, formada generalmente por dos valvas o mandíbulas articuladas en su parte superior, que se ajustan entre sí por los bordes cuando se encuentran juntas. Esta máquina puede excavar, recoger el material y verterlo en la misma vertical, o cerca de ella, por debajo o por encima del nivel de la máquina, siendo esta propiedad la que la distingue del resto de aparatos de excavación. Sin embargo, tal como vemos en la figura y en los vídeos que os dejo, también pueden accionarse mediante mecanismos hidráulicos.