El profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid, nos explica en este vídeo la extensión de las mezclas asfálticas. Espero que os sea de utilidad.
Referencia:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
El Grupo Español de IABSE (International Association for Bridge and Structural Engineering) organizó, en colaboración con la Escuela de Ingenieros de Caminos, Canales y Puertos de Madrid – UPM, el Workshop on Bridge Design 2015, WoBD2015. Gracia a ello tenemos la ocasión de poder escuchar a Javier Manterola dando su visión personal sobre los puentes. Espero que os guste el vídeo.
Los betunes fluidificados o “cut-backs” son ligantes obtenidos por adición a un betún de fracciones más o menos volátiles, procedentes de la destilación del petróleo. Facilitan el empleo de betunes cuando se exigen unas viscosidades de aplicación menores que las que se obtienen calentando fuertemente el material. El betún fluxado se obtiene al mezclar betún asfáltico con aceites derivados de la hulla. Su empleo produce el mismo efecto que el de los fluidificados con la ventaja de que no tiene problemas de inflamabilidad. Ambos son ligantes de mucha menos consistencia a temperatura ambiente, llegando incluso a ser líquidos. Tras su aplicación, el aceite se evapora a una velocidad característica de cada producto: es el proceso de curado, que permite distinguir los betunes fluidificantes de curado rápido de los de curado medio. Para caracterizar tanto las emulsiones fluidificadas y fluxantes, como las bituminosas se realizan los ensayos de viscosidad relativa y de destilación para ver las proporciones en las que se encuentran los diferentes componentes.
Os dejo a continuación un vídeo explicativo del profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid. Espero que os sea de utilidad.
Referencia:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
Una de las tareas más delicadas e importantes de la puesta en obra del aglomerado asfáltico es su compactación, pues de ella depende en gran parte la calidad final del firme. Se trata de alcanzar una alta densidad que garantice la durabilidad prevista e impida irregularidades superficiales. La compactación debe llegar a la densificación marcada por el Pliego de Prescripciones Técnicas Particulares, normalmente entre el 95 y 98 % de la densidad Marshall de referencia, todo ello conservando la geometría superficial dada por la extendedora.
La compactación se realizará siempre que la trabajabilidad de la mezcla sea la suficiente. En las mezclas en caliente se debe comenzar a compactar con la temperatura más alta posible (superior a 120ºC), siempre que se pueda soportar la carga del compactador sin arrollamientos ni agrietamientos. En frío debe existir la suficiente presencia de fluidificantes en las mezclas abiertas o de la propia agua de la emulsión en las mezclas densas.
Los factores que influyen en la compactación de un aglomerado asfáltico son, entre otros, los siguientes:
Tipo de firme: Cada tipo de mezcla presentará diferente dificultad para ser compactado, por ejemplo, la fracturación, tamaño y forma de los áridos.
Acabado superficial: Según la calidad del acabado requerido la compactación deberá realizarse de forma diferente.
Contenido de betún: El betún actúa como lubricante entre las partículas, aunque no debería ser excesivo para evitar la inestabilidad de la mezcla.
Proporción y tipo de fíller: A mayor contenido de fíller, mayor dificultad de compactación, puesto que actúa como estabilizante del betún.
Espesor de capa: Si bien un mayor espesor de capa produce más rendimiento, el espesor suele estar marcado por el proyecto.
Temperatura: La temperatura de compactación de la mezcla en caliente siempre es muy superior a la del ambiente, por lo que se enfría rápidamente, impidiendo la compactación posterior. Pero tampoco es acertado pasarse en temperatura, pues provoca la inestabilidad de la mezcla. Se pueden dar los siguientes valores a efectos prácticos:
Temperatura a la salida de la planta 135 – 180º
Temperatura a la salida de la extendedora 120 – 150º
Temperatura durante la compactación 85 – 150º
La primera compactación la realiza la propia extendedora, llegando con su vibración a conseguir un 80% de la densidad teórica Marshall. Aunque esta cifra parece elevada, es lo suficientemente baja como para tener que compactar con maquinaria específica.
Las primeras zonas a compactar son las juntas transversales, las longitudinales y el borde exterior, por este orden. En el caso de las transversales la compactación se realiza perpendicularmente al eje de la calzada. Una vez compactadas juntas y borde, la compactación de la calle se iniciará por la zona más baja progresando hacia la más alta mediante solapes de las sucesivas pasadas. En zonas de difícil acceso, hay que emplear pequeños compactadores mecánicos o incluso pisones manuales.
En cuanto al tipo de compactador necesario, éste dependerá del tipo de mezcla y su espesor. En algunos casos se exige un tramo de prueba que determine las características de los compactadores y el número de pasadas necesario. Lo habitual es el uso de compactadores de neumáticos con alta o media presión y rodillos lisos con o sin vibración.
La compactación se realiza normalmente combinando diferentes equipos. Lo más habitual es combinar un compactador de neumáticos, que cierra la mezcla por efecto de amasado, y un compactador de llanta metálica, que corrige las posibles marcas o roderas del anterior equipo. También es muy útil el uso de rodillos mixtos neumáticos-vibrantes que reúnen las ventajas de ambas máquinas.
Los compactadores de rodillo liso sin vibración sólo se emplean en mezclas de pequeño espesor para dar un buen acabado superficial, siempre que se hayan utilizado previamente compactadores de neumáticos. Deben ser compactadores ligeros y con baja presión lineal. Suelen ser compactadoras vibratorias tándem de 8 a 18 t que trabajan sin vibración.
Con los compactadores de neumáticos se debe trabajar con presiones no muy elevadas al principio para acabar la compactación con mayores presiones. Además, tendrán ruedas lisas, en número, tamaño y disposición que permitan el solape de las ruedas delanteras y trasera, con faldones de lona protectores para evitar el enfriamiento de los neumáticos. La compactación dependerá de la carga total por rueda, de la presión y rigidez del neumático, lo cual provoca la presión de contacto. Existe un efecto de amasado y el efecto compactador en profundidad es mayor que el de rodillos metálicos.
Los compactadores vibratorios se usan ampliamente, excepto para capas delgadas, combinando adecuadamente las amplitudes y frecuencias. Estos compactadores trabajan a frecuencias mayores que los usados en suelos, por encima de las 2000 r.p.m., del orden de 2500 a 3000 r.p.m., pues si son inferiores su eficacia baja mucho; con masas excéntricas más pequeñas para cumplir las exigencias de terminación y compactación. Las primeras pasadas suelen realizarse a frecuencias bajas. Para capas gruesas suelen emplearse amplitudes altas y frecuencias bajas y para las capas delgadas lo contrario.
A continuación os dejo un vídeo del profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid, donde se explica la compactación de las mezclas asfálticas. Espero que os sea de utilidad.
También os dejo un artículo de Andrés Costa sobre buenas prácticas en la compactación de mezclas bituminosas.
Transporte y extendido de aglomerado asfáltico. http://www.madrid.es/
El transporte de las mezclas asfálticas se realiza mediante camiones volquete desde la planta al tajo de extensión. La caja basculante debe estar limpia y ligeramente humedecida con agua jabonosa para evitar que la mezcla se adhiera. La caja debe ser corta y alta, con una capacidad acorde con la tolva de recepción de la extendedora. Además, deben disponerse lonas o cobertores para proteger la mezcla del agua, polvo o de la pérdida de calor por viento. El número de camiones necesario depende de la capacidad de puesta en obra de la extendedora, siempre que no quede limitada por la producción de la planta de fabricación, y de la distancia de transporte. Se aconseja cierto sobredimensionamiento en la flota de camiones para evitar retrasos o prever posibles averías. Un aspecto clave en la puesta en obra de las mezclas asfálticas en caliente es la distancia de transporte. El enfriamiento de la mezcla depende fundamentalmente de la temperatura ambiente y del viento. Con una lona de protección, la pérdida de temperatura de la masa es de pocos grados, enfriándose una pequeña costra superficial, lo que permite distancias máximas de transporte apreciables. Así, en camiones de gran capacidad, se pueden llegar hasta unos 25 km, e incluso en circunstancias excepcionales, a más de 100 km. Otro aspecto importante es la segregación del material, que se evitará minimizando las alturas de descarga la formación de montones cónicos. El material se deberá mover lentamente durante la carga, ayudando manualmente si es necesario la distribución lateral. Durante el transporte se pueden apreciar razones que pueden motivar el rechazo de la mezcla:
Temperatura alta: Se detecta cuando la mezcla desprende un humo azulado, en cuyo caso se debe comprobar la temperatura.
Temperatura baja: La mezcla presenta un aspecto poco fluido, con los áridos gruesos mal cubiertos. Se debe comprobar la temperatura.
Exceso de ligante: Es fácil de detectar si la mezcla fluye o asienta más de lo normal. Se debe tomar una muestra y señalar la zona por si hay que levantarla en el caso de confirmarse el exceso.
Defecto de ligante: Falta brillo en la mezcla y los áridos no se encuentran perfectamente recubiertos, con un aspecto suelto del material. Se procederá igual que con el exceso.
Falta de uniformidad: Se aprecia el distinto aspecto de la mezcla en distintas zonas.
Exceso de árido grueso: El aspecto de la mezcla es parecido al de exceso de ligante, pero una vez extendida la capa, se aprecia una textura más gruesa y abierta de lo normal.
Exceso de árido fino: El aspecto es el del defecto de ligante, que se puede comprobar observando la textura superficial de la mezcla una vez extendida, así como su comportamiento al compactarla.
Exceso de humedad: Se observa un desprendimiento de vapor al descargarse la mezcla y a veces parece como si tuviera un falso exceso de ligante.
Segregación de la mezcla: Se observa una segregación excesiva entre gruesos y finos al extender la mezcla.
Contaminaciones: Durante el transporte puede contaminarse la mezcla con gasoil, agua, polvo, restos vegetales, etc.
A continuación os dejo un vídeo del profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid, que explica el transporte de la mezcla asfáltica hasta su lugar de colocación.
También os paso un vídeo donde se puede ver un camión de transporte de aglomerado en caliente:
Referencias:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes Universitat Politècnica de València.
El profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid, nos explica en este vídeo la extensión de las mezclas asfálticas. Espero que os sea de utilidad.
Referencia:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
Las mezclas en frío pueden ser abiertas o densas. Las mezclas abiertas, las más difundidas en España por motivos económicos, presentan un contenido de huecos superior al 25%, un bajo contenido de finos y un escaso contenido de fíller inferior al 2%. Las mezclas densas utilizan áridos finos en su composición, emplean como ligante una emulsión de betún puro y, una vez compactada, tienen un contenido de huecos en mezcla menor del 10%. Según el contenido de ligante, las mezclas densas en frío pueden clasificarse en aglomerados densos en frío o en grava-emulsiones.
Se pueden elaborar las mezclas abiertas en frío mediante dos sistemas diferentes:
En plantas fijas muy simples, al no ser necesario el calentamiento de los áridos, y puesta en obra con extendedora convencional.
Con mezcladores móviles sobre camión que fabrican y extienden en un proceso continuo.
Las plantas fijas constan de los siguientes elementos:
Tolvas de dosificación volumétrica de áridos. Normalmente, son tres tolvas, con un mínimo de dos.
Sistema de cintas transportadoras hasta el mezclador.
Depósitos de ligante con dosificación mediante bomba de paletas o de engranajes y contador de vueltas o manómetro.
Mezcladora continua, que suele ser de doble eje horizontal. Con una cuba de capacidad fija, el tiempo de permanencia o ciclo de amasado se regula mediante la inclinación del mezclador respecto a la horizontal y la energía de amasado, determinada por la velocidad de giro de las paletas.
A continuación, os dejo un vídeo explicativo del profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid, sobre el diseño y la ejecución de las lechadas bituminosas y de los microaglomerados en frío. Espero que os sea de utilidad.
Asimismo, dejo algunos vídeos al respecto. Espero que os gusten.
Referencias:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
Está cambiando profundamente el paradigma de aprendizaje en la educación superior, y ello está afectando las enseñanzas de ingeniería. Se trata de dar el paso definitivo hacia una educación basada en la formación por competencias, en línea con el Proceso de Bolonia y el nuevo EEES. Desde que en España entramos en este proceso, hay múltiples referentes, normativas, directrices y experiencias preliminares. Todo lo cual presenta no pocas dificultades, especialmente para los profesores que, día a día, tienen el reto de enseñar a sus alumnos. Aquí presento, de forma muy breve, las competencias transversales de la Universitat Politècnica de València que pretenden sintetizar el perfil competencial que adquieren todos los alumnos. Además, debe garantizarse la cobertura del marco de referencia de algunas titulaciones que cuenten con regulaciones o recomendaciones específicas.
Para su definición se han tenido en cuenta las normativas y directrices más importantes a nivel nacional e internacional, así como la numerosa literatura científica sobre competencias en la que ya aparece este mismo concepto. El documento de definición de las dimensiones competenciales contempla una relación de 13 conceptos que se definen a su vez en términos de competencias y que se despliegan en resultados de aprendizaje para los niveles de grado y máster.
La relación de las competencias transversales definidas es:
Responsabilidad ética, medioambiental y profesional.
Comunicación efectiva.
Pensamiento crítico.
Conocimiento de problemas contemporáneos.
Aprendizaje permanente.
Planificación y gestión del tiempo.
Instrumental específica.
Como las competencias se adquieren en un proceso evolutivo largo (incluso se puede afirmar que a lo largo de toda la vida), se establecen en primera instancia dos niveles de dominio que se corresponden con el Grado y el Máster y que indican los aprendizajes que los estudiantes deberán alcanzar al finalizar los dos niveles en cada una de las competencias transversales.
Os paso un vídeo de la Universidad Politécnica de Madrid sobre unas jornadas sobre competencias transversales en ingeniería.
En este otro vídeo de la Universitat Politècnica de València, explican a los alumnos, de forma simpática, las competencias transversales.
Una mezcla asfáltica, también denominada aglomerado, en general, es una combinación de un ligante hidrocarbonato y agregados minerales pétreos. Las proporciones relativas de estos minerales determinan las propiedades físicas de la mezcla, así como su rendimiento como mezcla terminada para un uso determinado. Las mezclas asfálticas se emplean en la construcción de firmes, ya sea en capas de rodadura o en capas inferiores, y su función es proporcionar una superficie de rodadura cómoda, segura y económica a los usuarios de las vías de comunicación, facilitando la circulación de los vehículos, además de transmitir adecuadamente las cargas debidas al tráfico a la explanada para que sean soportadas por esta. Las mezclas asfálticas se utilizan en la construcción de carreteras, aeropuertos, pavimentos industriales, entre otros. Sin olvidar que se utilizan en las capas inferiores de los firmes para tráficos pesados intensos.
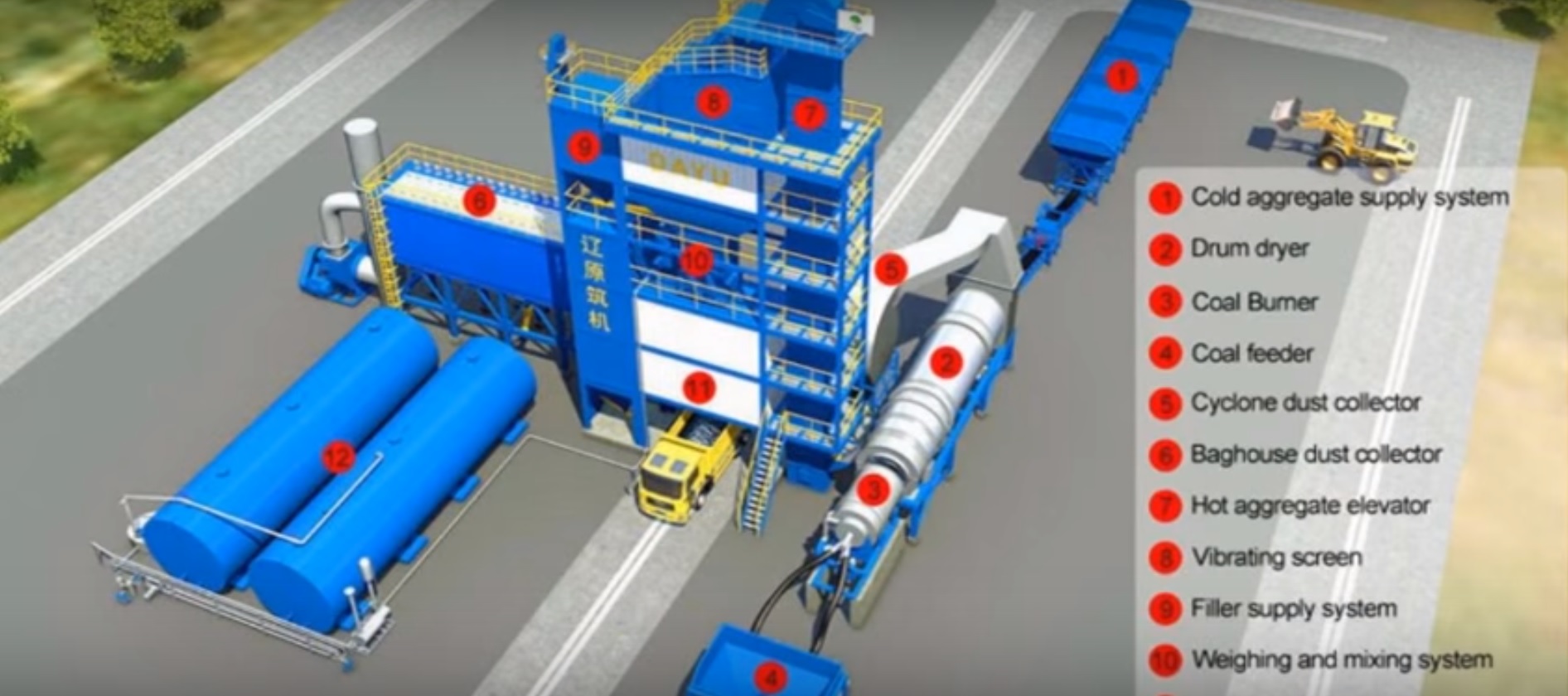
Estas mezclas asfálticas pueden ser en caliente, lo más común, o en frío. Estas mezclas asfálticas pueden confeccionarse en plantas y con los equipos apropiados para tal fin. El proceso de fabricación de las mezclas asfálticas en caliente implica calentar el ligante y los agregados (excepto quizás el polvo mineral de aportación), y su puesta en obra se realizará a una temperatura muy superior a la del ambiente (Pliego de Prescripciones Técnicas Generales PG-3, arts. 542 y 543).
El tema da para mucho, pero el objeto de este artículo es introductorio. Os aconsejo que acudáis a la web de la Asociación Española de Fabricantes de Mezclas Asfálticas (ASEFMA). Os dejo a continuación un vídeo sobre este tema de la elaboración de mezclas asfálticas. Se trata de un vídeo meramente divulgativo, por lo que presenta algunas imprecisiones técnicas y de traducción. Así y todo, espero que os guste.
Asimismo, os dejo un vídeo explicativo del profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid, sobre la fabricación y la puesta en obra de las mezclas asfálticas.
Referencias:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Editorial de la Universitat Politècnica de València.
La negociación es el proceso mediante el cual las partes interesadas resuelven conflictos, acuerdan líneas de conducta, buscan ventajas individuales y/o colectivas y procuran obtener resultados que sirvan a sus intereses mutuos. Generalmente se contempla como una forma alternativa de resolución de conflictos o de situaciones que impliquen acción multilateral.
Para descubrir las claves de este proceso, os propongo un par de «píldoras teóricas» de Edgar Rodríguez. Se trata de un par de vídeos producidos por el Servicio de Innovación Educativa junto con el Gabinete de Tele-Educación de la Universidad Politécnica de Madrid. En el primero se define la negociación y, en el segundo, se describen las fases. Espero que os gusten.