Cuando pensamos en la construcción de grandes infraestructuras, como los puentes, a menudo nos viene a la mente una imagen de fuerza bruta: toneladas de hormigón y acero ensambladas con una precisión monumental. Se trata de una proeza de la ingeniería física, un testimonio de la capacidad humana para dominar los materiales y la geografía.
Sin embargo, detrás de esta fachada de poderío industrial se está produciendo una revolución silenciosa. La inteligencia artificial y los modelos computacionales avanzados, que pueden ejecutar el equivalente a décadas de diseño y pruebas de ingeniería en cuestión de horas, están redefiniendo las reglas del juego. Lejos de ser un mero ejercicio teórico, estas herramientas permiten a los ingenieros diseñar puentes que son no solo más resistentes, sino también sorprendentemente más económicos y respetuosos con el medio ambiente.
Las lecciones que siguen se basan en los hallazgos de una tesis doctoral, defendida por la profesora Lorena Yepes Bellver, innovadora en la optimización de puentes. La tesis obtuvo la máxima calificación de sobresaliente «cum laude». Las lecciones demuestran que el futuro de la construcción no radica únicamente en nuevos materiales milagrosos, sino en la aplicación de una inteligencia que permita aprovechar los ya existentes de forma mucho más eficiente.
De izquierda a derecha: Julián Alcalá, Salvador Ivorra, Lorena Yepes, Tatiana García y Antonio Tomás.
1. El pequeño coste de un gran impacto ecológico: pagar un 1 % más para emitir un 2 % menos de CO₂.
Uno de los principales obstáculos para la adopción de prácticas sostenibles ha sido siempre la creencia de que «ser verde» es significativamente más caro. Sin embargo, la investigación en optimización de puentes revela una realidad mucho más alentadora. Gracias a los diseños perfeccionados mediante metamodelos, es posible lograr reducciones significativas de la huella de carbono con un impacto económico mínimo.
El dato clave del estudio es contundente: «Un modesto aumento de los costes de construcción (menos del 1 %) puede reducir sustancialmente las emisiones de CO₂ (más del 2 %)». Este hallazgo demuestra que la sostenibilidad no tiene por qué ser un lujo, sino el resultado de una ingeniería más inteligente.
«Esto demuestra que el diseño de puentes sostenibles puede ser económicamente viable».
Esta lección es fundamental, ya que pone fin a una falsa dicotomía entre la economía y la ecología. Demuestra que no es necesario elegir entre un puente asequible y otro respetuoso con el medio ambiente. Gracias a las decisiones de diseño inteligentes, guiadas por la optimización avanzada, es posible alcanzar ambos objetivos simultáneamente, de modo que la sostenibilidad se convierte en una ventaja competitiva y no en una carga.
2. La paradoja de los materiales: añadir más componentes para reducir el consumo global.
La lógica convencional nos diría que, para construir de forma más sostenible, el objetivo debería ser reducir la cantidad total de materiales utilizados. Menos hormigón, menos acero, menos de todo. Sin embargo, uno de los hallazgos más sorprendentes de la tesis es una paradoja que desafía esta idea tan simple.
El diseño óptimo y más sostenible aumenta, de hecho, la cantidad de uno de sus componentes: la armadura pasiva (el acero de refuerzo convencional). A primera vista, esto parece contradictorio: ¿cómo puede ser más ecológico añadir más material?
La explicación se debe a un enfoque sistémico. Este aumento estratégico y calculado del refuerzo pasivo permite reducir considerablemente el consumo de otros dos materiales clave: el hormigón y la armadura activa (el acero de pretensado). La producción de estos materiales, especialmente la del cemento y del acero de alta resistencia, es intensiva en energía y, por tanto, genera numerosas emisiones de CO₂. En esencia, se sacrifica una pequeña cantidad de un material de menor impacto para ahorrar una cantidad mucho mayor de materiales de alto impacto.
Este enfoque, que podría describirse como «sacrificar una pieza para ganar el juego», es un ejemplo perfecto de cómo la optimización avanzada supera las reglas simplistas de reducción. En lugar de aplicar un recorte general, se analiza el sistema en su conjunto y se determina el equilibrio más eficiente. Este equilibrio inteligente de materiales solo es posible si se afina otro factor clave: la geometría de la estructura.
Retos en la optimización de puentes con metamodelos
3. Más esbelto es mejor: el secreto de la «delgadez» estructural para la sostenibilidad.
En el ámbito de la ingeniería de puentes, el concepto de «esbeltez» es fundamental. En términos sencillos, se refiere a la relación entre el canto de la losa y la luz que debe cubrir. Una mayor esbeltez implica un diseño estructural, en palabras comunes, más «delgado» o «fino».
La investigación revela un hallazgo crucial: los diseños que son óptimos tanto en términos de emisiones de CO₂ como de energía incorporada se logran con relaciones de esbeltez altas, concretamente de entre 1/30 y 1/28. En otras palabras, los puentes más sostenibles son también los más delgados y se complementan con hormigones óptimos situados entre 35 y 40 MPa de resistencia característica.
¿Por qué es esto tan beneficioso? Un diseño más esbelto requiere, inherentemente, una menor cantidad de materiales, principalmente de hormigón. Lo realmente notable es cómo se consigue. Los métodos tradicionales suelen basarse en reglas generales y márgenes de seguridad amplios, mientras que la optimización computacional permite a los ingenieros explorar miles, e incluso millones, de variaciones para acercarse al límite físico de la eficiencia sin sacrificar la seguridad. El resultado es una elegancia estructural casi contraintuitiva: puentes que alcanzan su fuerza no a través de la masa bruta, sino mediante una delgadez inteligentemente calculada, donde la sostenibilidad es una consecuencia natural de la eficiencia.
4. La optimización inteligente genera ahorros reales: una reducción de costes de hasta un 6,5 %.
Más allá de los beneficios medioambientales, la aplicación de estas técnicas de optimización tiene un impacto económico directo y medible. El diseño de infraestructuras deja de ser un arte basado únicamente en la experiencia para convertirse en una ciencia precisa que busca la máxima eficiencia económica.
El resultado principal del estudio sobre la optimización de costes es claro: el uso de modelos sustitutos (metamodelos Kriging) guiados por algoritmos heurísticos, como el recocido simulado, logró una reducción de costes del 6,54 % en comparación con un diseño de referencia.
Estos ahorros no son teóricos, sino que provienen directamente de la reducción de materiales. En concreto, se consiguió una disminución del 14,8 % en el uso de hormigón y del 11,25 % en el acero activo (pretensado). Es crucial destacar que estas reducciones se consiguieron sin afectar a la integridad estructural ni a la capacidad de servicio del puente. No se trata de sacrificar la calidad por el precio, sino de diseñar de manera más inteligente. Esta metodología convierte la optimización del diseño en una tarea académica en una herramienta práctica y altamente eficaz para la gestión económica de grandes proyectos de ingeniería civil.
5. No todos los cerebros artificiales piensan igual; la clave está en elegir el modelo computacional adecuado.
Una de las lecciones más importantes de esta investigación es que no basta con aplicar «inteligencia artificial» de forma genérica. El éxito de la optimización depende de elegir la herramienta computacional adecuada para cada tarea específica.
La tesis comparó dos potentes metamodelos: las redes neuronales artificiales (RNA) y los modelos de Kriging. Se descubrió una diferencia crucial en su rendimiento: si bien las RNA ofrecían predicciones absolutas más precisas sobre el comportamiento de un diseño concreto, el modelo de Kriging demostró ser mucho más eficaz para identificar los «óptimos locales», es decir, las zonas del mapa de diseño donde se encontraban las mejores soluciones.
Esto revela una capa más profunda de la optimización inteligente. Un modelo puede ser excelente para predecir un resultado (RNA), mientras que otro es más eficaz para guiar la búsqueda del mejor resultado posible (Kriging). No se trata solo de utilizar IA, sino de comprender qué «tipo de pensamiento» artificial es el más adecuado para cada fase del problema: predecir frente a optimizar. La verdadera maestría de la ingeniería moderna consiste en saber elegir las herramientas adecuadas para cada fase del problema.
Conclusión: la nueva frontera del diseño de infraestructuras.
La construcción de nuestras infraestructuras entra en una nueva era. La combinación de la ingeniería estructural clásica con el poder de los modelos computacionales avanzados, como el metamodelado Kriging y las redes neuronales artificiales, está abriendo una nueva frontera en la que la eficiencia y la sostenibilidad no son objetivos opcionales, sino resultados intrínsecos de un buen diseño.
Como hemos visto, los grandes avances no siempre provienen de materiales revolucionarios. A menudo, los «secretos» mejor guardados residen en la optimización inteligente de los diseños y materiales que ya conocemos. Obtener un mayor beneficio ecológico pagando menos, utilizar estratégicamente más de un material para reducir el consumo global o diseñar estructuras más esbeltas y elegantes son lecciones que van más allá de la construcción de puentes.
Nos dejan con una pregunta final que invita a la reflexión: si podemos lograr esto con los puentes, ¿qué otras áreas de la construcción y la industria están esperando a ser reinventadas por el poder de la optimización inteligente?
Os dejo un audio en el que se discuten las ideas de la tesis doctoral. Espero que os guste.
Y en este vídeo, tenemos resumidas las ideas principales de esta tesis.
Todos estamos de acuerdo en que el futuro de la construcción debe ser más ecológico. La descarbonización del entorno construido es una prioridad en la agenda europea y, por intuición, sabemos que debemos favorecer los materiales «verdes». Las etiquetas para productos bajos en carbono parecen una solución obvia y directa para guiar al mercado.
Sin embargo, en el actual debate legislativo, centrado en iniciativas como la Ley de Aceleración de la Descarbonización Industrial (IDAA), la realidad del sector demuestra ser mucho más compleja. La Federación Europea de la Industria de la Construcción (FIEC) ha publicado un análisis estratégico que desmonta varias suposiciones populares y argumenta que las soluciones simplistas no solo son ineficaces, sino que también podrían resultar contraproducentes para la competitividad y la innovación en Europa. Este artículo desglosa las cinco revelaciones más impactantes de su análisis.
Las emisiones bajan, pero por la razón equivocada.
A primera vista, una reducción de las emisiones en industrias de alto consumo energético, como las productoras de acero o cemento, podría parecer una victoria. Sin embargo, el informe de la FIEC encendió una luz de alarma sobre la razón de esta reciente caída. El problema no es que las emisiones bajen, sino el motivo por el que lo hacen. El informe señala que, debido a factores como los altos costes energéticos y la competencia global, la producción industrial europea está en declive.
«Hoy en día, la reducción de las emisiones es con demasiada frecuencia el resultado de una menor producción, en lugar de una mayor eficiencia, una mayor integración del sistema energético y procesos de fabricación descarbonizados…».
Esta observación es crucial. No se trata solo de una mala noticia para la economía, sino de una estrategia climática fallida que simplemente deslocaliza las emisiones en lugar de eliminarlas, y que debilita la capacidad de Europa para construir la infraestructura verde del futuro.
El escepticismo de la industria: ¿por qué las etiquetas verdes son una solución incompleta?
La propuesta de crear etiquetas voluntarias para materiales industriales con bajas emisiones de carbono parece una herramienta lógica. Sin embargo, la FIEC muestra un gran escepticismo sobre su valor real y advierte de varios riesgos potenciales:
Los profesionales no las necesitan: Los equipos de compras no se guían por etiquetas simplificadas. Toman sus decisiones basándose en documentación técnica detallada, como las Declaraciones Ambientales de Producto (DAP o EPDs en inglés), que cuantifican de forma estandarizada el impacto ambiental de un producto a lo largo de su ciclo de vida.
Riesgo de confusión y carga administrativa: Una multiplicación de diferentes etiquetas podría generar confusión y una enorme carga burocrática, afectando especialmente a las pequeñas y medianas empresas (PYMES), que son la columna vertebral del sector.
Fragmentación del mercado: Si cada país establece sus propios umbrales, se corre el riesgo de fragmentar el mercado. No se trata solo de un problema burocrático, sino que socava el principio fundamental del Mercado Único de la UE al crear barreras que impiden a las empresas más innovadoras, independientemente de su país de origen, competir en igualdad de condiciones.
Valor añadido cuestionable: En resumen, no está claro que estas etiquetas aporten un valor real al proceso de toma de decisiones de los profesionales del sector, que ya cuentan con herramientas más sólidas.
El peligro de etiquetar lo incorrecto: el caso del cemento frente al hormigón.
Uno de los argumentos más potentes de la FIEC se centra en el peligro del «etiquetado indirecto». Para ilustrarlo, utilizan el ejemplo del cemento y el hormigón, mostrando cómo centrarse en el material equivocado puede anular los beneficios de una política bienintencionada.
La clave está en comprender que el cemento es un ingrediente y el hormigón es el producto final que adquieren y utilizan las empresas constructoras. Las políticas que se centran exclusivamente en etiquetar el cemento «bajo en carbono» ignoran que muchas de las mayores oportunidades de innovación se encuentran en la fase de producción del hormigón. Por ejemplo, se puede reducir la huella de carbono mediante mezclas innovadoras que logran un rendimiento estructural igual o superior con menos clínker (el componente que más emisiones genera).
Si las políticas solo incentivan un cemento «verde», se desaprovecharán todas estas innovaciones en el ámbito del hormigón. En el peor de los casos, este enfoque podría dar lugar a una «suboptimización», en la que se elige un componente supuestamente ecológico que provoca un impacto ambiental general negativo del producto final.
Si pagamos una «prima verde», el dinero debe reinvertirse.
La industria reconoce que los materiales con bajo contenido de carbono suelen tener un coste más elevado, lo que se conoce como «prima verde». La FIEC no se opone por principio a pagar este sobrecoste, pero establece una condición fundamental e ineludible: cualquier coste adicional pagado por estos productos debe reinvertirse de forma explícita y transparente en un mayor esfuerzo de descarbonización.
Esta condición convierte la «prima verde» en un mecanismo de inversión circular, creando un bucle de retroalimentación positiva en el que la demanda actual financia directamente las tecnologías limpias del futuro. Sin esta garantía, el sistema pierde credibilidad y desaparece el incentivo para que los clientes paguen más.
Una alternativa inteligente: El «precio sombra del CO₂».
En lugar de etiquetas, la FIEC propone un mecanismo más sofisticado y alineado con el mercado para la contratación pública: el «precio sombra del CO₂». Se trata de un mecanismo pragmático y elegante que utiliza herramientas existentes.
Se toma la huella de carbono de un producto de construcción, un dato ya disponible en las Declaraciones Ambientales de Producto (DAP/EPD).
Esa cifra de CO₂ se multiplica por el precio del carbono en el mercado de derechos de emisión de la UE (EU ETS).
El resultado es un «precio sombra» monetario que no se añade al coste, sino que se utiliza como un criterio de evaluación clave en las licitaciones públicas.
Este método incentivaría una competencia real para reducir la huella de carbono de las ofertas. Es fundamental señalar que la FIEC lo concibe como un mecanismo de transición. Para evitar una «doble contabilidad», el precio sombra debería eliminarse progresivamente a medida que el EU ETS funcione sin asignaciones gratuitas.
Conclusión: más allá de la simplicidad.
El mensaje del sector de la construcción es claro: la descarbonización de un sector tan complejo no se puede lograr con gestos simbólicos. Se requieren mecanismos sofisticados que incentiven la innovación en toda la cadena de valor, desde la materia prima hasta la construcción finalizada.
La postura de la FIEC es una llamada al realismo: para lograr una descarbonización efectiva, es necesario pasar de los gestos simbólicos a los incentivos sistémicos. La pregunta crucial para los legisladores es si están dispuestos a diseñar políticas que reflejen la complejidad del mercado o si se conformarán con la falsa simplicidad de una etiqueta.
A continuación, os dejo un audio en el que se puede escuchar una conversación que ilustra claramente el contenido de este tema.
En este vídeo se recogen las ideas más importantes del artículo.
El documento que adjunto a continuación sintetiza la postura de la Federación de la Industria Europea de la Construcción (FIEC) respecto a la próxima «Acta Aceleradora de la Descarbonización Industrial» (IDAA) propuesta por la Comisión Europea. La FIEC apoya el objetivo general de la IDAA de fomentar la producción industrial sostenible y resiliente en la Unión Europea, pero expresa serias preocupaciones sobre los métodos sugeridos, en particular la creación de etiquetas voluntarias para productos industriales con bajas emisiones de carbono, como el acero y el cemento.
Puente de Brooklyn. https://www.nuevayork.net/puente-brooklyn
Cuando pensamos en un puente, solemos verlo como una maravilla de la ingeniería, un símbolo de conexión y progreso. Es una estructura que nos lleva de un punto a otro, superando un obstáculo. Sin embargo, detrás de esa aparente simplicidad se esconde un desafío monumental: construir un puente que no solo sea funcional y seguro, sino también sostenible.
Esta tarea es mucho más compleja de lo que parece. La sostenibilidad en ingeniería no se reduce a marcar una casilla, sino que implica un complejo proceso de toma de decisiones para conciliar los objetivos a menudo contrapuestos de la economía, el medio ambiente y la sociedad. Esta complejidad es el tema central de un profundo estudio académico titulado A Review of Multi-Criteria Decision-Making Methods Applied to the Sustainable Bridge Design, que analiza 77 artículos de investigación publicados a lo largo de 25 años para comprender cómo toman los expertos estas decisiones cruciales.
Este artículo recoge las lecciones más impactantes y, en ocasiones, sorprendentes, de esa exhaustiva investigación. En él descubriremos qué aspectos dominan el debate sobre los puentes sostenibles, qué puntos ciegos persisten y cómo están evolucionando las herramientas para diseñar las infraestructuras del futuro.
Las 5 lecciones más sorprendentes sobre los puentes sostenibles.
El análisis de décadas de investigación revela patrones inesperados y desafíos ocultos en la búsqueda de la infraestructura perfecta. A continuación, exploramos los cinco hallazgos más sorprendentes.
Ecoducto en la Autopista A6 Austria-Eslovaquia. https://blogs.upm.es/puma/2019/01/14/ecoductos-puentes-verdes-para-la-fauna/
Lección 1: «Sostenible» no solo significa «ecológico», sino que es un delicado equilibrio a tres bandas.
La palabra «sostenible» a menudo se asocia exclusivamente con el medio ambiente. Sin embargo, el estudio subraya que la verdadera sostenibilidad se apoya en tres pilares fundamentales: los factores económicos (coste y mantenimiento), los ambientales (emisiones de CO₂ e impacto en el ecosistema) y los sociales (seguridad, impacto en la comunidad y estética).
Estos tres pilares suelen tener objetivos contrapuestos. Un material más barato puede tener un mayor impacto ambiental. Un diseño que minimice las molestias a la comunidad podría ser mucho más costoso. Lograr un consenso entre ellos es un acto de equilibrio complejo. Curiosamente, el estudio revela que los factores sociales son los menos estudiados y comprendidos de los tres. Esta brecha de conocimiento no es solo una curiosidad académica, sino una de las barreras más significativas que nos impiden conseguir infraestructuras que sirvan de verdad a la sociedad a largo plazo.
Lección 2: Nos obsesiona cómo viven los puentes, pero ignoramos cómo mueren.
El ciclo de vida de un puente abarca desde su diseño y construcción hasta su demolición o reciclaje final. El estudio presenta una estadística demoledora sobre en qué fase del ciclo de vida se centra la atención de los investigadores. De los 77 artículos analizados, un abrumador 68,83 % se centra en la fase de «operación y mantenimiento».
En un drástico contraste, solo un minúsculo 2,6 % de los estudios se dedica a la fase final de «demolición o reciclaje». Esta enorme diferencia pone de manifiesto una importante laguna. La investigación sugiere que esto podría deberse a que la fase final se percibe como de «menor impacto general». Sin embargo, a medida que la sostenibilidad se convierte en una preocupación primordial, esta suposición se está poniendo en tela de juicio, lo que nos obliga a considerar el impacto completo de nuestra infraestructura, desde su concepción hasta su eliminación.
Lección 3: La ingeniería de vanguardia a veces necesita lógica «difusa»
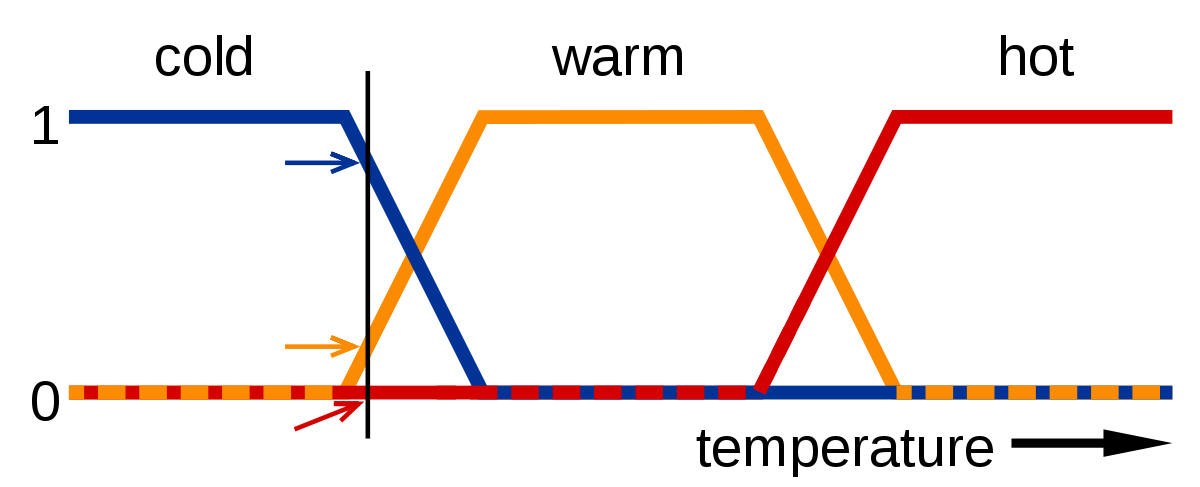
Dado que la investigación está tan fuertemente sesgada hacia la fase de mantenimiento, es lógico que las herramientas más populares sean las que mejor se adaptan a sus desafíos únicos. Esto nos lleva a una paradoja fascinante en la ingeniería: en un campo tan preciso, podría parecer contradictorio utilizar un método llamado «lógica difusa» (fuzzy logic). Sin embargo, el estudio la identifica como una de las herramientas más populares, ¿la razón? Muchas decisiones críticas se basan en información cualitativa, incierta o subjetiva.
Una inspección visual para evaluar el estado de una estructura, por ejemplo, no proporciona un número exacto, sino una apreciación experta que puede contener vaguedad («ligero deterioro», «corrosión moderada»). La lógica difusa permite a los sistemas informáticos procesar esta «incertidumbre o vaguedad» del lenguaje humano y convertirla en datos matemáticos para tomar decisiones más sólidas. Es una fascinante paradoja: utilizar un concepto que suena impreciso para tomar decisiones de ingeniería de alta tecnología con mayor fiabilidad.
Lección 4: Las herramientas que usamos para decidir no son infalibles.
Para tomar decisiones tan complejas, los ingenieros utilizan «métodos de decisión multicriterio» (MCDM). Sin embargo, el estudio advierte de que los métodos tradicionales tienen importantes limitaciones. Imagínese que tiene que elegir un nuevo material para un puente. Esa única elección afecta simultáneamente al coste final, a la durabilidad de la estructura y a su huella de carbono. Estos factores están profundamente interconectados. No obstante, una limitación significativa de las herramientas tradicionales de toma de decisiones es que suelen partir de la poco realista suposición de que estos criterios son independientes entre sí. Ignorar estas interdependencias puede llevar a soluciones subóptimas.
Los métodos tradicionales de toma de decisiones suelen partir de supuestos poco realistas en relación con los problemas del mundo real, como la independencia de los criterios, la agregación lineal o la elección de la mejor alternativa entre un conjunto fijo en lugar de la alternativa que permita alcanzar los niveles de aspiración deseados.
Lección 5: el futuro no consiste en elegir la «mejor» opción, sino en alcanzar la «meta» deseada.
Este último punto supone un cambio de paradigma. Los métodos de decisión tradicionales funcionan como un concurso: se presenta una lista fija de alternativas (puente de acero, de hormigón o mixto) y el método las clasifica para seleccionar la «mejor».
Sin embargo, los nuevos métodos híbridos que están surgiendo proponen un enfoque diferente. En lugar de elegir simplemente una opción de una lista, buscan soluciones que alcancen «niveles de aspiración» o metas predefinidas. Por ejemplo, el objetivo podría ser diseñar un puente que no supere un coste X, no genere más de Y toneladas de CO₂ y tenga una vida útil de Z años. Este cambio de un modelo de «el mejor de la clase» a otro de «cumplir el objetivo» transforma fundamentalmente el desafío de la ingeniería. Transforma la tarea de seleccionar de un catálogo de opciones en inventar activamente nuevas soluciones que puedan satisfacer múltiples objetivos de sostenibilidad, a menudo contradictorios.
Conclusión: un puente hacia el futuro.
El viaje hacia la construcción de puentes verdaderamente sostenibles nos enseña que la ingeniería moderna es mucho más que cálculos y materiales. Se trata de un proceso de toma de decisiones dinámico, lleno de matices, compensaciones y una profunda reflexión sobre el impacto a largo plazo de nuestras creaciones. No se trata de seguir una simple lista de verificación «verde», sino de navegar por una compleja red de factores económicos, sociales y medioambientales en constante tensión.
El camino a seguir, iluminado por esta investigación, está claro. Debemos ampliar nuestra definición de sostenibilidad más allá de lo puramente ecológico para valorar adecuadamente el impacto social. Debemos diseñar para la demolición con la misma seriedad con la que diseñamos para la durabilidad. Además, debemos adoptar herramientas nuevas y más sofisticadas que reflejen la realidad interconectada de estas complejas decisiones. La próxima vez que cruces un puente, ¿solo verás una estructura de acero y hormigón o el resultado de un complejo debate entre economía, sociedad y medio ambiente?
Os dejo este audio donde podéis aprender más sobre el tema.
En este vídeo se resumen las ideas más interesantes de este artículo.
Figura 1. Desencofrado en paso superior. Pista de Silla (Valencia). Imagen: V. Yepes
1. Introducción a los pasos superiores pretensados.
Los pasos superiores pretensados construidos in situ constituyen una de las soluciones estructurales más extendidas y fiables para el desarrollo de obras lineales, como carreteras y ferrocarriles, en España. Su prevalencia se debe a una combinación de eficiencia estructural, robustez y notable capacidad de adaptación a las geometrías de cruce requeridas por la infraestructura moderna.
Estas estructuras se definen por una serie de características geométricas fundamentales que optimizan su comportamiento y coste.
Relación canto/luz: La esbeltez del tablero es un indicador clave de su eficiencia. Esta relación se obtiene dividiendo el canto entre la distancia entre apoyos (luz). Por lo general, esta proporción es de aproximadamente 1/25, aunque puede llegar a un límite práctico de 1/30 cuando existen restricciones severas de gálibo vertical. Superar este umbral conduce a diseños que requieren un pretensado excesivo, lo que invalida la eficiencia del concepto estructural y obliga a replantear el diseño por completo.
Configuraciones de vanos: La disposición de los vanos se adapta al obstáculo que hay que salvar, lo que da lugar a configuraciones estandarizadas por la práctica. En autovías, las configuraciones más comunes responden a una lógica funcional:
Dos vanos (por ejemplo, 30-30 m): configuración ideal para autovías de doble calzada, ya que se aprovecha la mediana central para ubicar una pila de apoyo.
Tres vanos (por ejemplo, 20-36-20 m): trazado común para salvar obstáculos más anchos cuando no es factible o deseable una pila central.
Cuatro vanos (por ejemplo, 12-18-18-12 m): solución para cruces amplios que requieren una distribución de apoyos más regular.
Cuando el cruce es esviado (no es perpendicular), las luces aumentan para mantener los gálibos, lo que puede llevar a configuraciones como 14-20-20-14 m. En las líneas de alta velocidad (AVE), son habituales los puentes de tres vanos con luces de 12-17-12 m.
Tipos de estribos: Los estribos, apoyos extremos del puente, pueden ser abiertos o cerrados. Se desaconseja rigurosamente el uso de estribos flotantes en tableros hiperestáticos (continuos sobre múltiples apoyos) debido al elevado riesgo de asientos diferenciales en el terraplén, fenómeno para el que estas estructuras no están preparadas y que comprometería gravemente su integridad.
La preferencia por las soluciones construidas in situ frente a las prefabricadas se debe principalmente a su mejor comportamiento frente a impactos accidentales de vehículos que exceden el gálibo permitido. Su capacidad para redistribuir cargas imprevistas les confiere una resiliencia intrínseca, fundamental para garantizar la seguridad a largo plazo de la infraestructura.
El éxito de estas estructuras depende de una ejecución meticulosa en cada fase. A continuación, se detallará el proceso constructivo, comenzando por los cimientos de la obra: la ejecución de los alzados.
2. Construcción de cimentaciones y alzados (pilas y estribos).
Los alzados del puente (pilas y estribos) representan entre el 30 % y el 50 % del coste total de la estructura y constituyen un componente crítico. Su correcta ejecución, desde la cimentación hasta la coronación, es la garantía fundamental de la estabilidad global y de la transmisión adecuada de las cargas al terreno.
El proceso comienza con la construcción de las cimentaciones, siguiendo una secuencia rigurosa:
Excavación y verificación geotécnica: Se excava el terreno hasta la cota de cimentación definida en el proyecto. En este punto, es fundamental comprobar que el terreno de apoyo real posee las características de resistencia contempladas en el cálculo. Si el estrato esperado no se encuentra a la cota prevista, se debe profundizar la excavación hasta dar con él y rellenar el excedente de profundidad con hormigón pobre. Si el terreno adecuado no aparece, hay que detenerse y reconsiderar el diseño de la cimentación. Una práctica constructiva recomendable consiste en realizar una sobreexcavación de unos 5 cm para que el hormigón, que podría contaminarse con material de las paredes, quede fuera del recubrimiento estructural.
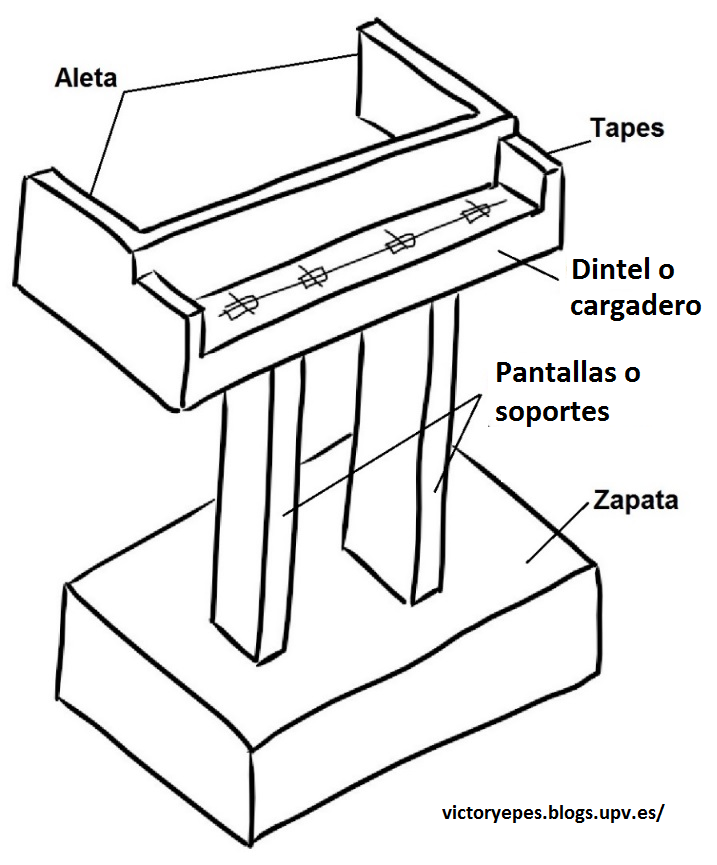
Hormigón de limpieza y armaduras de zapata: Sobre el terreno verificado, se vierte una capa de hormigón de limpieza de entre 10 y 15 cm de espesor. Su función es crear una superficie de trabajo nivelada y limpia, esencial para el montaje correcto de las armaduras pasivas de la zapata. A continuación, se colocan las mallas inferior y superior de armadura, separadas entre sí por barras denominadas «pates», que garantizan la geometría y permiten el tránsito de los operarios sin deformar la armadura.
Figura 2. Cimbra porticada. Imagen: V. Yepes
Una vez completada la cimentación, se procede a la ejecución de los soportes, como en el caso de un estribo abierto:
Montaje de armaduras y encofrados: Se coloca la armadura pasiva del soporte, que suele llegar premontada desde el taller. A continuación, se instalan los encofrados, que suelen ser metálicos en el caso de los paramentos no vistos. Estos se aploman y se arriostran con puntales inclinados para garantizar su estabilidad frente a la presión hidrostática del hormigón fresco.
Hormigonado de soportes: El hormigonado se realiza con un cubilote y una manguera que desciende hasta el fondo del encofrado para evitar la segregación del hormigón al caer desde gran altura. Se utiliza hormigón tipo HA-25 y se vibra en capas de unos 30 cm para asegurar una compactación homogénea.
Desencofrado: El encofrado se retira normalmente a las 24 horas. El acabado superficial de estos paramentos no vistos suele ser de calidad básica, ya que quedarán cubiertos por el relleno de tierras.
Una vez ejecutados los soportes, se procede al relleno de tierras en la parte trasera del estribo. Esta operación requiere una compactación rigurosa para evitar desprendimientos futuros bajo las cargas de tráfico. Es fundamental coordinar esta tarea con la construcción del cargadero, es decir, la viga de coronación que une los soportes. En la práctica, la coordinación entre los equipos de movimiento de tierras y los de estructuras suele ser un punto conflictivo, pero es imprescindible compactar el relleno antes de hormigonar el cargadero para poder acceder con la maquinaria de compactación.
En paralelo, se construyen las pilas intermedias. Un ejemplo común son las pilas circulares, que se ejecutan con encofrados metálicos semicirculares que se ensamblan para formar los diámetros más frecuentes: 1,00 m o 1,20 m.
Una vez finalizados los alzados, la obra está preparada para la siguiente fase crucial: el montaje de la estructura auxiliar que soportará el tablero.
3. Sistemas de cimbrado y encofrado del tablero.
La ejecución del tablero in situ requiere un sistema de soporte temporal robusto y preciso. Este sistema está compuesto por dos elementos funcionalmente distintos: la cimbra, que es la estructura de apoyo global que transmite las cargas al terreno, y el encofrado, que es el molde en contacto directo con el hormigón y que le confiere su geometría final. A continuación, se analizan las dos metodologías principales empleadas.
3.1 Método 1: cimbra tubular con encofrado de madera.
Este es el sistema más tradicional y versátil. La cimbra tubular (tipo PAL) está formada por torres de perfiles huecos de planta cuadrada o triangular que cubren toda la superficie inferior del tablero. Su montaje, realizado por una cuadrilla de cinco personas, suele durar una semana.
La seguridad y estabilidad de este sistema dependen de varios factores críticos:
Estabilidad y arriostramiento: Para evitar el colapso «en castillo de naipes», es imprescindible escalonar los terraplenes laterales de los vanos extremos y conectar las torres entre sí mediante barras de arriostramiento longitudinales y transversales.
Cimentación y apoyo: La cimbra requiere un terreno con una tensión admisible mínima de 0,10 MPa. Para cumplir este requisito, suele mejorarse el terreno con una capa de grava-cemento y se reparten las cargas de las torres mediante tableros de madera longitudinales o zapatas individuales bajo cada pie.
Drenaje: Una gestión deficiente de las aguas torrenciales puede erosionar el terreno de apoyo y provocar el desplome de la cimbra, por lo que el control de estas aguas es un aspecto fundamental de la seguridad.
Figura 3. Cimbra con torres modulares. Imagen: V. Yepes
Sobre la cimbra tubular se monta el encofrado de madera, cuyo montaje puede llevar de una a tres semanas:
Nivelación y ajuste fino: En la parte superior de cada torre hay husillos de nivelación que permiten ajustar la cota del encofrado con precisión milimétrica. Un aspecto notable de estos diseños es la omisión deliberada de la contraflecha (curvatura ascendente). Esto es posible porque la flecha descendente debida al peso propio y la contraflecha ascendente generada por el pretensado tienen magnitudes similares y se anulan mutuamente, lo que caracteriza un diseño de pretensado eficiente.
Componentes del encofrado: El sistema está compuesto por largueros (vigas longitudinales apoyadas en los husillos), costillas (elementos transversales que dan forma a la sección) y el forro de tabla, que es la superficie en contacto directo con el hormigón.
Elementos específicos: Se deben ejecutar encofrados particulares para elementos como los dados de apoyo sobre los neoprenos y los cajetines de los anclajes del sistema de pretensado.
3.2. Método 2: cimbra industrial con encofrado metálico.
Este sistema es una alternativa más moderna y rápida. Consiste en torres de carga metálicas de alta capacidad, separadas aproximadamente cada 12 metros, sobre las cuales se apoyan vigas en celosía que sostienen los paneles de encofrado metálicos.
Figura 4. Cimbra porticada. Imagen: V. Yepes
Las particularidades de este sistema frente al método tradicional son:
Cimentación: Cada pareja de torres puede soportar cargas de hasta 250 toneladas, por lo que es necesario construir zapatas de hormigón armado de unos 40 cm de espesor. Si el terreno no es adecuado, puede ser necesario realizar pilotajes en estas cimentaciones temporales.
Ventajas: Su principal ventaja es la rapidez de montaje, ya que permite alcanzar ciclos de hormigonado de un tablero al mes. Además, su diseño diáfano permite mantener el paso de los vehículos por debajo de la estructura durante la construcción.
Calidad de acabado: El acabado superficial que deja el encofrado metálico suele ser de peor calidad estética que el de la madera. Para mejorarlo, se pueden aplicar tratamientos al hormigón para dejar el árido visto.
Descimbrado: A diferencia del sistema tubular, el descimbrado se realiza mediante gatos de tornillo situados en la base de las torres, que permiten descender toda la estructura de forma controlada.
Una vez completado el montaje de la cimbra y el encofrado, la estructura está lista para recibir el esqueleto de acero que le conferirá su resistencia.
4. Colocación de armaduras pasivas y activas.
Esta fase consiste en montar el entramado de acero que reforzará el hormigón. Existen dos tipos de armaduras con funciones diferentes: las pasivas, que absorben esfuerzos locales y controlan la fisuración, y las activas, que conforman el sistema de pretensado que proporciona la capacidad portante principal del puente.
Las armaduras pasivas presentan una cuantía que oscila entre 50 y 70 kg/m² de tablero, mientras que las armaduras activas tienen una cuantía menor, que varía entre 12 y 25 kg/m.
Figura 5. Aligeramientos de poliestireno entre armaduras pasivas.
El proceso de montaje se desarrolla de la siguiente manera:
Montaje de armaduras pasivas: Las barras de acero llegan a la obra cortadas y dobladas desde el taller. El montaje comienza con las armaduras transversales («barcas») y las barras maestras longitudinales, con las que se construye un armazón base estable. Una zona que requiere especial atención es el diafragma de estribos (riostra de estribos), una viga transversal integrada diseñada para distribuir las inmensas fuerzas concentradas de los anclajes del pretensado (de hasta 4548 toneladas) en el cuerpo del tablero. El armado en esta zona debe ser extremadamente denso; un armado deficiente podría provocar la rotura del hormigón durante el pretensado. No se trata de una preocupación teórica. En España se han producido accidentes mortales debido a un armado inadecuado en las zonas de anclaje. Por este motivo, considero que la revisión de este detalle específico del armado es uno de los puntos de control más críticos de todo el proceso constructivo.
Colocación de aligeramientos de poliestireno (porexpan): Para optimizar la sección, se emplean bloques de poliestireno como aligeramientos internos. Su función estructural consiste en mejorar la relación inercia/área, al reducir el peso propio y aumentar la eficiencia del pretensado. Estos bloques tienden a flotar en el hormigón fresco. Para evitarlo, se sujetan con barras de acero superiores y transversales. Aun así, la fuerza ascensional es tan elevada que obliga a hormigonar el tablero en tongadas.
Instalación de armaduras activas (pretensado):
Trazado de las vainas: Se colocan las vainas (tubos metálicos corrugados) que alojarán los cables. Su trazado se realiza siguiendo la ley de momentos flectores: se colocan en la parte superior del tablero, sobre los apoyos, y en la parte inferior, en el centro de los vanos, con una tolerancia de colocación de solo 1 cm. Es crucial garantizar un espacio horizontal mínimo de 5 a 6 cm entre las vainas, especialmente en vanos y sobre pilas. Si las vainas quedan alineadas verticalmente, las fuerzas radiales del pretensado pueden generar tracciones que rompan el hormigón entre ellas.
Tubos de purga: En los puntos más altos del trazado (generalmente, sobre las pilas) se instalan tubos de purga. Estos tubos son fundamentales para permitir la salida del aire durante la inyección posterior de mortero, lo que garantiza la protección completa del acero y la durabilidad del puente.
Enfilado de torones: El día antes del hormigonado, los torones de acero se enfilan en las vainas mediante una enfiladora mecánica, dejando un metro de cable sobrante en cada extremo para el anclaje del gato de tesado.
Figura 6. Enfilando cables de pretensado. Youtube.
Tras el meticuloso ensamblaje e inspección de las armaduras, se alcanza el punto de no retorno: el vertido monolítico que dará al puente su forma definitiva.
5. Hormigonado del tablero.
El hormigonado del tablero es una de las fases más críticas y logísticamente complejas. Debe ejecutarse de forma continua, de principio a fin y sin juntas de construcción, para garantizar la integridad monolítica de la estructura.
Una planificación logística adecuada es fundamental para garantizar un hormigonado ininterrumpido:
Volumen y suministro: Se manejan volúmenes de entre 300 y 700 m³, normalmente de hormigón HP-35. Para evitar paradas, la estrategia habitual consiste en contratar el suministro de dos plantas diferentes, de modo que una pueda cubrir a la otra en caso de avería.
Equipos: Es indispensable contar con una bomba de hormigón de repuesto en la obra para sustituir de inmediato la principal en caso de fallo.
Condiciones ambientales: La operación se pospone ante riesgo de heladas o si las temperaturas superan los 40 °C. No obstante, una vez iniciado, el hormigonado debe continuar incluso si comienza a llover.
Figura 7. Hormigonado del tablero. https://economis.com.ar/puente-san-francisco-en-andresito-se-avanzo-con-el-hormigonado-del-tablero/
El proceso de ejecución en obra se realiza con un estricto control de calidad:
Técnica de vertido en tongadas: Para evitar la flotación de los aligeramientos de poliestireno, el hormigonado se realiza en tres capas o tongadas sucesivas: primero la losa inferior, luego las almas y, por último, la losa superior. Es fundamental que el vibrador penetre en la capa anterior para asegurar un vínculo monolítico y evitar juntas frías entre vertidos.
Control de calidad del hormigón: Se comprueba la consistencia del hormigón con el cono de Abrams y se toman muestras cilíndricas (aproximadamente seis por cada tercio de las cubas) para realizar ensayos de rotura en el laboratorio y confirmar que la resistencia alcanza los valores requeridos a los 7 y 28 días.
La cuadrilla de trabajo se guía por «tochos», barras con marcas de cota establecidas según la topografía, para garantizar que la superficie final del tablero tenga la geometría exacta definida en los planos.
Cuando el hormigón alcanza la resistencia necesaria, se somete la estructura a su primera prueba de carga real: el pretensado.
6. Operaciones de pretensado del tablero.
Figura 8. Tesado de los cables.
El tesado de los cables es la operación estructuralmente más crítica, ya que somete al puente a una de sus situaciones de carga más exigentes: la combinación del pretensado máximo con únicamente el peso propio de la estructura.
Para llevar a cabo el tesado, deben cumplirse unos requisitos previos:
Resistencia del hormigón: El hormigón debe alcanzar una resistencia mínima especificada de 27,5 MPa para el hormigón HP-35. Este valor, que suele alcanzarse a los siete días, es necesario para que el hormigón soporte las altas cargas concentradas en los anclajes y para limitar las pérdidas de pretensado a largo plazo.
Equipo de tesado: El equipo consta de un gato de pretensado, una centralita hidráulica y un grupo electrógeno.
El procedimiento de tesado de cada tendón, que dura aproximadamente 45 minutos, sigue una secuencia metódica:
Secuencia: El tesado sigue un orden definido en los planos, generalmente desde los tendones centrales hacia los extremos para mantener la simetría de las cargas.
Preparación: Se enfilan los bloques de anclaje («quesos») y se colocan las cuñas cónicas que los bloquearán.
Aplicación de carga y control dual: Se aplica la presión hidráulica al gato de forma gradual. La correcta aplicación de la fuerza se verifica mediante un doble control: se mide la presión en el manómetro y, simultáneamente, el alargamiento real del cable.
Criterio de aceptación: El tesado se considera correcto si la desviación media entre el alargamiento real y el teórico es inferior al 5 %. Si la discrepancia es mayor, el primer paso es reevaluar el alargamiento teórico utilizando el módulo de elasticidad real del acero, obtenido de los ensayos de control de calidad, ya que esta es una causa frecuente de disparidad.
Tras tesar desde un extremo, se repite la operación desde el otro; el alargamiento total es la suma de ambos. Una vez aprobado el tesado, se cortan los sobrantes de los torones y se puede proceder al descimbrado.
Para garantizar la durabilidad a largo plazo de la armadura activa, es imprescindible realizar la siguiente operación: la inyección de las vainas.
7. Inyección de vainas.
La inyección consiste en rellenar los conductos (vainas) que alojan los cables de pretensado con un mortero específico. Cumple dos funciones fundamentales:
Protección contra la corrosión: El mortero aísla las armaduras activas del ambiente exterior, lo que previene su oxidación.
Adherencia: La inyección crea un vínculo mecánico sólido entre la armadura activa y el hormigón circundante.
El procedimiento se realiza de la siguiente manera:
Equipo y mezcla: Se utiliza una amasadora y una bomba de inyección. Está prohibido amasar a mano.
Proceso de relleno: El mortero se inyecta a presión (aproximadamente 0,50 N/mm²) desde un extremo de la vaina.
Purga de aire: A medida que el mortero avanza, se abren los tubos de purga en los puntos más altos para expulsar el aire atrapado. No se cierran hasta que por el tubo emane un «chorro sólido de inyección». Este paso es absolutamente crítico. Una inyección deficiente con aire ocluido «puede dar lugar, en un plazo de 10 a 20 años, a la corrosión de las armaduras activas y al desplome del puente».
Una vez asegurada la integridad estructural interna, se procede a las fases de acabado exterior y de superestructura.
8. Acabados y superestructura.
Esta fase incluye todos los trabajos destinados a la finalización estética y funcional del puente, desde el tratamiento de las superficies de hormigón hasta la instalación de los elementos de circulación.
La calidad de los acabados del hormigón visto depende directamente del tipo de encofrado utilizado:
Encofrado de madera: Proporciona un acabado de alta calidad que deja marcada la veta de la tabla y es ideal para entornos urbanos. Para mantener esta calidad, suele limitarse el número de usos. Si se busca la máxima calidad, suele exigirse madera de primera puesta.
Encofrado metálico: Puede dejar acabados de menor calidad, con marcas visibles en las juntas y manchas si no se toman precauciones.
Desde el punto de vista estético, la esbeltez del puente (con una relación luz/canto de 27,5, por ejemplo) es uno de sus principales atributos. Para preservar la elegancia visual que aporta la esbeltez del tablero, debe evitarse el uso de parapetos de hormigón macizo. Estos añaden un volumen visual que contradice la eficiencia estructural del diseño. Las barandillas metálicas abiertas son la opción más apropiada para mantener la estética deseada.
Finalmente, se ejecutan los elementos de la superestructura.
Aceras: Se forman mediante un bordillo, una solera de hormigón in situ y una imposta lateral. Es fundamental que dispongan de armaduras de conexión con el tablero que resistan los impactos de los vehículos sin desprenderse.
Otros elementos: La construcción se completa con la colocación del firme (pavimento asfáltico) y de las juntas de calzada en los estribos.
Una vez terminada la superestructura, el puente está listo para su validación final mediante la prueba de carga.
9. Prueba de carga.
La prueba de carga es la fase final y obligatoria para todos los puentes con una luz superior a 12 metros en España. Su objetivo es verificar experimentalmente el comportamiento real de la estructura y comprobar que este se corresponde con las previsiones del cálculo antes de su puesta en servicio.
Figura 9. Prueba de carga. https://www.laensa.com/prueba-carga-se40/
La prueba se diseña y ejecuta siguiendo estas pautas:
Objetivo y configuración: El propósito es someter al puente a un tren de cargas que genere esfuerzos cercanos al 70 % de los del tren de cargas del proyecto. Por ejemplo, para un puente cuyo tren de cargas de proyecto suma 348 toneladas, una prueba típica podría emplear ocho camiones de 30 toneladas cada uno, que sumarían 240 toneladas..
Estados de carga: Los camiones se disponen en distintas configuraciones diseñadas para provocar el máximo efecto en las secciones críticas: por ejemplo, en el centro de un vano para generar el máximo momento flector positivo o sobre las pilas para generar el máximo momento flector negativo.
Durante la prueba, se aplica un estricto criterio de aceptación:
Medición de deformaciones: Los desplazamientos verticales (flechas) del tablero se miden con gran precisión mediante pértigas y relojes comparadores.
Resultados típicos: La experiencia demuestra que las flechas medidas suelen representar aproximadamente el 85 % de las teóricas calculadas.
Ciclo de carga y descarga: Se mide la posición en vacío, con carga instantánea, con carga estabilizada y tras la descarga. Para que la prueba se considere satisfactoria, la recuperación de la flecha tras la descarga debe superar el 90 % de la deformación total medida.
La superación de la prueba de carga no es un mero trámite final, sino la validación final de un proceso riguroso. Representa la confirmación de que la intención del diseño se ha traducido meticulosamente en la realidad física mediante una ejecución disciplinada en cada etapa previa. El resultado se documenta en un acta oficial y el paso superior queda listo para entrar en servicio.
Rudolf Saliger nació el 1 de febrero de 1873 en Spachendorf, cerca de Freudenthal, en el Imperio austrohúngaro, y falleció el 31 de enero de 1958 en Viena. Fue un ingeniero civil y profesor universitario austríaco, considerado uno de los pioneros del hormigón armado. Era hijo de Gustav Saliger, un ebanista, y creció como el undécimo de doce hermanos. Cursó sus estudios secundarios en la Realschule de Troppau.
Entre 1891 y 1898 estudió Ingeniería Civil en la Technische Hochschule de Viena, convirtiéndose en uno de los primeros en recibir el título de Diplom-Ingenieur. Interrumpió sus estudios en 1895-1896 para cumplir con su servicio militar anual como voluntario. Tras superar el segundo examen estatal en 1898, comenzó a trabajar en el Brückenbaubüro y en la dirección de vías de la Südbahngesellschaft (1897-1899). Entre 1899 y 1900 trabajó como ingeniero de puentes en la gobernación de Alta Austria, en Linz.
Posteriormente, orientó su carrera hacia Alemania: trabajó en la empresa Beton- und Monierbau AG, colaboró con el Materialprüfungsamt de Berlín-Dahlem en 1906 y ejerció como ingeniero de puentes y de hormigón armado en Kassel. En ese periodo también fue docente en las escuelas de construcción de Poznań y Kassel. Durante esos años, realizó viajes de estudios a Suiza, Francia —donde asistió a la Exposición Universal de París de 1900— y Bélgica, donde se formó en la técnica del hormigón armado bajo la influencia de los pioneros François Hennebique y Joseph Monier.
En 1903 contrajo matrimonio con Marie Hettling y, ese mismo año, obtuvo el título de doctor en la Technische Hochschule de Viena con la tesis Über die Festigkeit der Bauwerke aus veränderlich elastischen Stoffen, vornehmlich der Beton-Eisen-Konstruktionen (publicada en 1904).
En 1907 fue llamado a la Technische Hochschule de Braunschweig y, en 1908/1909, a la Deutsche Technische Hochschule de Praga, donde fue profesor de mecánica estructural y construcción metálica. En 1909 se trasladó a Dresde y, finalmente, en 1910 fue nombrado catedrático de Estática y Hormigón Armado en la Universidad Técnica de Viena, donde permaneció hasta su jubilación en 1940.
Desde 1910, impartía cursos de hormigón armado y, gracias a su iniciativa, esta asignatura se convirtió en obligatoria en el curso 1916/1917. No obstante, no fue hasta el curso 1927/1928 cuando alcanzó el pleno reconocimiento dentro del plan de estudios con su curso de construcción en piedra y hormigón armado. Entre 1920 y 1922 fue decano de la Facultad de Arquitectura y, en 1924/1925, rector de la institución.
Además de su labor docente, entre 1927 y 1934 trabajó como asesor técnico de la ciudad de Viena, donde actuó como consultor y proyectista en obras que se convirtieron en símbolos urbanos, como el Dianabad, el Stadion Wien, el rascacielos de Herrengasse 8, la Reichsbrücke y los estudios cinematográficos de Rosenhügel.
Saliger fue un prolífico autor de manuales y tratados que tuvieron gran difusión internacional. Entre ellos destacan:
Über die Festigkeit veränderlich elastischer Konstruktionen insbesondere von Eisenbeton-Bauten (1904)
Der Eisenbeton in Theorie und Konstruktion (1906)
Praktische Statik (1921)
Schalendach aus Eisenbeton nach Bauart Kolb (1928)
Die neue Theorie des Stahlbetons auf Grund der Bildsamkeit im Bruchzustand (1947)
Ingenieur Gustav Adolf Wayss. Ein Bahnbrecher des Stahlbetons (1948)
Der Stahlbetonbau: Werkstoff, Berechnung, Gestaltung (1956).
Especial relevancia alcanzaron Praktische Statik y Der Stahlbetonbau, que conocieron numerosas ediciones y traducciones, incluidas en español y ruso. Estas obras consolidaron el análisis práctico de estructuras y la aplicación científica del hormigón armado, aportando un corpus sin precedentes a la ingeniería alemana y austríaca en el periodo 1900–1950.
Tras la anexión de Austria por parte de la Alemania nazi en marzo de 1938, Saliger fue nombrado rector interino de la TH de Viena en sustitución de Karl Holey. En este cargo, mostró públicamente su apoyo al régimen mediante telegramas y discursos de adhesión. En 1939, fue elegido miembro de número de la Academia Austríaca de Ciencias y, el 20 de febrero de 1940, solicitó formalmente su ingreso en el NSDAP, que se hizo efectivo el 1 de junio.
Antes de jubilarse en 1939, desempeñó un papel relevante en la nazificación de la universidad y en la discriminación y expulsión de estudiantes y profesores judíos y socialdemócratas. Según la historiadora Juliane Mikoletzky, este proceso se produjo en la TH de Viena de manera especialmente rápida y ordenada.
Tras 1945, fue clasificado como Minderbelasteter (cómplice menor) en los procesos de desnazificación. En 1948, le fue concedido el perdón por «razones técnico-científicas», lo que le permitió mantener su prestigio académico.
Rudolf Saliger falleció en su residencia de Larochegasse 29, en Viena, el 31 de enero de 1958, apenas unas horas antes de recibir la condecoración del presidente de Austria por sus servicios a la ciencia y al arte. Sus restos fueron incinerados y depositados en una tumba de honor diseñada por Viktor Hammer en el cementerio de la Feuerhalle Simmering.
En 1965, la ciudad de Viena dio su nombre a la calle Saligergasse, en el distrito de Favoriten. Décadas después, entre 2011 y 2013, una comisión de historiadores, por encargo del Ayuntamiento de Viena, revisó el papel de las personalidades que habían dado nombre a las calles y situó a Saliger como pionero técnico, pero también como académico vinculado al nacionalsocialismo.
El legado de Rudolf Saliger es amplio y complejo. Como ingeniero, fue pionero en el desarrollo y la enseñanza del hormigón armado en Austria, impulsó su institucionalización universitaria y participó en obras emblemáticas de Viena, además de dejar una extensa bibliografía técnica. Como figura pública, apoyó al régimen nazi y promovió políticas de exclusión en la universidad. Estas dos dimensiones, la científica y la política, forman parte inseparable de su legado en la historia de la ingeniería y del siglo XX.
Los pasos superiores de hormigón pretensado ejecutados in situ son elementos estructurales fundamentales en la construcción de obras lineales, como carreteras y ferrocarriles. Su correcta ejecución es fundamental para garantizar la durabilidad de la infraestructura y, lo que es más importante, la seguridad de los usuarios. Este Plan de Calidad se ha desarrollado como un instrumento de control riguroso, centrado en la identificación sistemática de los puntos críticos de control (PCC), los riesgos inherentes a cada fase y los procedimientos de verificación necesarios para mitigarlos. Basado en las mejores prácticas del sector, su objetivo es servir de guía técnica y procedimental para la dirección de obra y el contratista, garantizando el cumplimiento estricto de las especificaciones del proyecto y la consecución de los más altos estándares de calidad.
Figura 1. Paso superior en la autovía A-7, en Cocentaina (Alicante). Imagen: Lorena Yepes-Bellver
Este documento abarca las fases clave en la construcción de este tipo de estructuras y cubre el proceso constructivo de manera integral. En concreto, el plan abarca:
La ejecución de las cimentaciones y alzados (pilas y estribos).
El montaje, nivelación y aseguramiento de cimbras y encofrados.
La correcta colocación de armaduras pasivas, activas y elementos aligerantes.
La planificación y ejecución del hormigonado del tablero.
La operación de tesado del pretensado.
La inyección de vainas para la protección de la armadura activa.
Los controles de acabados y la ejecución de la prueba de carga final.
El proceso constructivo comienza con la ejecución de los alzados, una fase fundamental que sienta las bases para la estabilidad y el correcto comportamiento de toda la estructura.
2. Control de calidad en la construcción de alzados (pilas y estribos).
La construcción de los alzados, que incluye las pilas y los estribos, es una fase de gran importancia. Al representar entre el 30 % y el 50 % del coste total del puente, su correcta ejecución, y en particular la de sus cimentaciones, es la base sobre la que se sustenta la estabilidad de toda la estructura. Las estadísticas del sector son claras: aproximadamente un tercio de los fallos estructurales se deben a cimentaciones deficientes, por lo que esta etapa es un punto de control de máxima prioridad.
Figura 2. Cimentación provisional para las torres de una cimbra porticada. Imagen: V. Yepes
2.1 Verificación geotécnica y cota de cimentación.
El principal riesgo de una verificación incorrecta del terreno de cimentación es la aparición de asientos diferenciales. Un terreno con características resistentes inferiores a las previstas en el proyecto puede provocar movimientos incompatibles con la naturaleza hiperestática de la estructura, lo que conlleva una redistribución de esfuerzos no prevista y, en casos graves, fallos estructurales.
Los procedimientos de verificación y control para este punto crítico son los siguientes:
Revisión documental: antes de iniciar la excavación, es obligatoria la revisión exhaustiva del anexo geotécnico y del anexo de cálculo del proyecto. El equipo de obra debe familiarizarse con los sondeos y las recomendaciones de cimentación.
Inspección visual y verificación in situ: una vez alcanzada la cota final de excavación, se debe realizar una comprobación visual para confirmar que el estrato de apoyo se corresponde con el terreno esperado según los sondeos.
Protocolo de actuación ante discrepancias: si el terreno esperado no se encuentra en la cota prevista, el procedimiento estándar consiste en profundizar la excavación hasta localizarlo y, posteriormente, rellenar el sobreexceso con hormigón pobre. Si tras una profundización razonable no se localiza el estrato, se deberá detener el proceso, plantear un nuevo sondeo y revisar el diseño de la cimentación.
Control de cimentaciones profundas: en el caso de cimentaciones por pilotes, se debe verificar el estadillo de excavación y comprobar que el empotramiento de la punta en el estrato resistente cumple con lo especificado en el proyecto.
2.2 Colocación de armaduras y encofrados de soportes
Una ejecución deficiente en esta fase introduce múltiples riesgos: recubrimientos de hormigón insuficientes que exponen las armaduras a la corrosión, longitudes de empalme de las esperas inadecuadas que impiden la transmisión correcta de esfuerzos y comprometen la capacidad estructural, y una estabilidad deficiente del encofrado que puede provocar su deformación o colapso bajo la presión del hormigón fresco.
Procedimiento de verificación
Criterio de aceptación/rechazo
Medición de recubrimientos: Verificar la correcta colocación de separadores para garantizar la distancia entre la armadura y el encofrado.
El recubrimiento debe cumplir estrictamente con las especificaciones del plano. Se debe colocar un número de separadores suficiente para evitar el hundimiento de la malla superior al ser pisada, utilizando pates o soportes equivalentes de hormigón a razón de, al menos, 1 ud/m².
Comprobación de empalmes: Medir la longitud de solape de las esperas de los soportes.
La longitud debe ser igual o superior a la especificada en el proyecto para garantizar la correcta transmisión de esfuerzos.
Apeo y estabilidad del encofrado: Inspeccionar el sistema de apuntalamiento del encofrado de los soportes, incluyendo los puntales inclinados.
El encofrado debe estar perfectamente aplomado y arriostrado para asegurar su estabilidad y planeidad durante el hormigonado.
2.3 Hormigonado de soportes y curado
El principal riesgo durante el hormigonado de elementos esbeltos y verticales, como los soportes, es la segregación del hormigón. Verter el hormigón desde una altura excesiva hace que los áridos gruesos se separen de la pasta de cemento, por lo que el elemento resultante no es homogéneo y tiene una resistencia local inferior a la prevista.
Para controlar este riesgo, es obligatorio utilizar un embudo metálico y una manguera que descienda hasta el fondo del encofrado. El vertido debe realizarse en capas de aproximadamente 30 cm de espesor, vibrando cada una de ellas para garantizar una compactación adecuada y una distribución homogénea de los componentes del hormigón.
Figura 3. Estribo abierto. Imagen: V. Yepes
2.4. Ejecución y compactación del relleno del trasdós (estribos abiertos).
La coordinación y ejecución del relleno en estribos abiertos es un aspecto crítico que a menudo se subestima. Una compactación deficiente del terreno, especialmente en la zona acotada entre los soportes y bajo el futuro cargadero, puede provocar el desmoronamiento del terraplén cuando la estructura entre en servicio y se vea sometida a las cargas dinámicas del tráfico.
El procedimiento de control clave es secuencial: el relleno y la compactación de las tierras del cono de derrame deben realizarse antes de ejecutar el cargadero superior del estribo. Esta secuencia es la única que garantiza el acceso de la maquinaria de compactación a toda la superficie del trasdós, lo que asegura un grado de compactación uniforme y adecuado en la zona más crítica. Es fundamental señalar que, dado que los equipos de movimiento de tierras y los de estructuras suelen gestionar tajos distintos, coordinar esta tarea no siempre es sencillo, pero es imprescindible para garantizar la calidad final del estribo.
Una vez completados y verificados los alzados, la construcción avanza hacia el montaje de la estructura auxiliar que dará forma al tablero: la cimbra y el encofrado.
3. Control de calidad de cimbras y encofrados del tablero.
La cimbra es una estructura temporal, pero su función durante la construcción es absolutamente crítica. Debe soportar el peso total del hormigón fresco del tablero, las armaduras y las sobrecargas de ejecución, y transmitir estas cargas de forma segura al terreno. Si falla durante el hormigonado, las consecuencias son catastróficas. Los dos sistemas más habituales son la cimbra tubular con encofrado de madera, que ofrece un acabado superficial de mayor calidad, y la cimbra industrial con encofrado metálico, que permite un montaje más rápido a costa de un acabado estético inferior.
3.1. Estabilidad y cimentación de la cimbra.
La estabilidad de la cimbra está amenazada por varios riesgos fundamentales que deben ser controlados rigurosamente:
Fallo del terreno de apoyo: Cimentar sobre un terreno con una tensión admisible inferior a la requerida (el mínimo habitual para cimbra tubular es de 1.00 kp/cm²).
Desplome en «castillo de naipes»: Ausencia de arriostramientos longitudinales y transversales que conecten las torres entre sí, impidiendo una respuesta conjunta de la estructura.
Erosión y lavado: Una escorrentía no controlada de aguas torrenciales puede socavar los apoyos de la cimbra y provocar su colapso.
Deslizamiento en taludes: La falta de un escalonamiento adecuado en los terraplenes laterales donde apoyan los vanos de compensación compromete la estabilidad de las torres.
Figura 4. Escalonamiento con pequeños muros de hormigón junto al estribo. Imagen: V. Yepes
Riesgo identificado
Procedimiento de verificación y control
Criterio de aceptación
Fallo del terreno de apoyo
Inspeccionar el terreno y verificar que se ha ejecutado la capa de mejora de 30 cm de grava-cemento. Comprobar la disposición de tableros o zapatas de madera para el reparto de cargas.
El terreno debe cumplir la tensión admisible especificada en el proyecto de cimbra. Las medidas de mejora y reparto deben estar correctamente ejecutadas.
Desplome en «castillo de naipes»
Inspeccionar visualmente la existencia y correcta instalación de las barras de arriostramiento en ambas direcciones, uniendo todas las torres.
Todas las torres deben estar arriostradas conforme al proyecto de cimbra. No se admitirá la ausencia de estos elementos.
Erosión por lluvia
Verificar la ejecución de una zanja de drenaje aguas arriba y una zanja lateral que evacúe el agua de forma controlada.
El sistema de drenaje debe ser funcional y capaz de gestionar la escorrentía previsible.
Deslizamiento en taludes
Comprobar que los terraplenes laterales han sido escalonados y, si es necesario, reforzados con muretes de hormigón.
La ejecución del escalonamiento debe coincidir con los planos del proyecto de cimbra para garantizar un apoyo seguro.
3.2 Nivelación y geometría del encofrado del tablero.
La precisión en la nivelación del encofrado debe ser milimétrica y crítica. Un principio clave del diseño de estas estructuras es el equilibrio de deformaciones, por lo que no se aplica una contraflecha, ya que las flechas producidas por el peso propio y por la acción del pretensado están diseñadas para compensarse entre sí. Por este motivo, la precisión topográfica inicial del encofrado es un factor absolutamente imprescindible, ya que define directamente la rasante final del tablero.
El procedimiento de control topográfico es esencial. Un topógrafo debe nivelar de manera individual cada uno de los husillos de la cimbra, siguiendo las cotas definidas en los planos del proyecto. Este ajuste preciso garantiza que la geometría del tablero, incluidos los peraltes y los acuerdos, se construya con la máxima fidelidad al diseño.
Una vez verificada la geometría y la estabilidad del «molde» (encofrado), el siguiente punto crítico de control es la correcta colocación de su contenido: las armaduras pasivas y activas.
Figura 5. Encofrado del tablero. Imagen: V. Yepes
4. Control de calidad en la colocación de armaduras y aligeramientos.
Las armaduras de una estructura de hormigón pretensado cumplen una función dual: la armadura pasiva gestiona los esfuerzos secundarios de cortante y torsión, mientras que la armadura activa (los cables de pretensado) confiere al puente su capacidad principal para salvar grandes luces de manera eficiente. Cualquier error en la disposición o la cantidad de acero en esta fase compromete de forma directa e irreversible la capacidad portante de la estructura.
4.1 Trazado y sujeción de vainas de pretensado.
El trazado de las vainas de pretensado es un riesgo de primer orden. La armadura activa no es más que una armadura de tracción que debe colocarse donde se producen dichas tracciones: en la parte superior, sobre las pilas, y en la inferior, en el centro del vano. Si su posición vertical (excentricidad) es incorrecta, la fuerza de pretensado no generará el momento flector interno deseado, lo que invalidaría los cálculos del proyecto y comprometería la seguridad y el comportamiento de la estructura.
El protocolo de verificación del trazado de vainas es el siguiente:
Verificación por puntos: Se debe comprobar la cota vertical de todas las vainas en intervalos de 2.00 a 3.00 metros, contrastando las mediciones con los planos de pretensado.
Tolerancia: El trazado en vertical debe ajustarse con una tolerancia máxima de un centímetro, siendo especialmente rigurosos en las secciones críticas sobre pilas y en los centros de vano.
Sujeción: Es imperativo asegurar que las vainas estén firmemente sujetas a los estribos de las almas para evitar su movimiento o desplazamiento durante las operaciones de hormigonado.
Espaciamiento: Se debe verificar que existe un hueco horizontal mínimo de 5-6 cm entre vainas contiguas. Este espacio es crucial para permitir que el hormigón fluya correctamente y envuelva por completo las vainas, evitando la formación de coqueras.
4.2 Sujeción de aligeramientos contra la flotación.
Los aligeramientos de poliestireno expandido, al tener una densidad muy baja, están sometidos a una gran fuerza de flotación cuando se vierte el hormigón fresco. Este riesgo es crítico, por ejemplo, en un tablero con cuatro aligeramientos de 80 cm de diámetro, ya que el empuje de flotación puede alcanzar las 4,83 t/m, una fuerza muy superior al peso de la armadura pasiva que los recubre (aproximadamente 0,72 t/m). Si los aligeramientos no están adecuadamente anclados, flotarán y se desplazarán de su posición teórica, lo que alterará la sección transversal del tablero y constituirá un defecto estructural de difícil y costosa solución.
Figura 6. Aligeramiento puente losa.
Para mitigar este riesgo, deben aplicarse obligatoriamente dos medidas de control combinadas:
Anclaje mecánico: verificar la colocación de un sistema de sujeción robusto. Este sistema puede consistir en barras de acero (por ejemplo, de 12 o 16 mm de diámetro) dispuestas por encima de los aligeramientos y atadas a los cercos de las almas, o bien en flejes metálicos que rodean los aligeramientos y se anclan al fondo del encofrado.
Hormigonado por fases: se debe exigir que el hormigonado del tablero se realice en tres tongadas o capas sucesivas (losa inferior, almas y losa superior). Esta estrategia de vertido es fundamental, ya que el peso del hormigón de cada capa contrarresta de forma progresiva la fuerza ascensional, impidiendo la flotación.
4.3. Control de armado en zonas de alta concentración de esfuerzos.
La riostra sobre los estribos es una de las zonas más críticas de la estructura. Su función es difundir las cargas altamente concentradas de todos los anclajes del pretensado (que pueden sumar miles de toneladas, como las 4548 t del caso de referencia) hacia el resto del tablero. Un armado insuficiente en esta zona puede provocar la rotura de la riostra durante la operación de tesado, lo que supondría un fallo frágil y catastrófico. La gravedad de este riesgo no es teórica: recientemente se ha producido algún caso en España con víctimas mortales y heridos graves.
Como procedimiento de control, se establece una inspección final obligatoria y la emisión de un visto bueno formal por parte de la dirección de obra para la totalidad del armado del tablero antes de autorizar el inicio del hormigonado. Por experiencia, se sabe que las prisas en esta revisión final son la causa principal de la omisión de armaduras de refuerzo críticas. Este control debe ser un «punto de espera» formal y sin prisas en la planificación de la obra.
Una vez que el acero está correctamente posicionado y asegurado, el siguiente paso es hormigonar el tablero, una operación logística de gran envergadura y alta criticidad.
5. Control de calidad en el hormigonado del tablero.
El hormigonado del tablero de un paso superior es una operación logística de alta criticidad. Debe ejecutarse de forma continua, sin juntas de construcción, y conlleva el uso de grandes volúmenes de hormigón (normalmente entre 300 y 700 m³). Este proceso exige una planificación exhaustiva y la implementación de planes de contingencia para evitar cualquier interrupción que pueda afectar a la monoliticidad y a la integridad estructural del elemento.
5.1 Aseguramiento del suministro continuo de hormigón.
El principal riesgo durante esta fase es la interrupción del hormigonado. Cualquier detención prolongada crearía una junta fría que actuaría como un plano de debilidad estructural, algo inaceptable en el tablero de un puente. Los puntos de fallo más probables son una avería en la planta de hormigón o una avería mecánica en la bomba de hormigonado.
Para mitigar este riesgo, es obligatorio disponer de un plan de contingencia robusto:
Doble suministro: Se debe contratar el hormigón con dos plantas de producción independientes o, como alternativa, contratar una planta principal y mantener una segunda planta en servicio de guardia, lista para asumir la producción en caso de fallo de la primera.
Bomba de repuesto: Es imprescindible disponer de una segunda bomba de hormigón en la obra, totalmente operativa y lista para sustituir a la principal de forma inmediata en caso de avería.
Logística de personal: La jornada de hormigonado, que puede extenderse por más de 10 horas, debe ser planificada con personal suficiente para permitir turnos de descanso. Asimismo, el avituallamiento (comida y bebida) debe ser provisto en la propia obra para no interrumpir el ritmo de trabajo.
5.2. Control de calidad del hormigón en fresco y endurecido.
El control de calidad del material es tan importante como la logística de su colocación. Dichos controles deben ser sistemáticos y rigurosos.
Fase de control
Parámetro a controlar
Procedimiento de verificación
Criterio de aceptación/rechazo
Recepción en obra
Trabajabilidad (cono)
Realizar el ensayo del cono de Abrams a todas las cubas antes de su vertido en la bomba.
El cono medido debe estar dentro de la tolerancia especificada (p. ej., para un cono de 12 cm, se acepta ±2 cm). Las cubas fuera de rango deben ser rechazadas y vertidas en un lugar previsto para ello.
Muestreo para ensayo
Resistencia a compresión
Realizar un muestreo estadístico (p. ej., de un tercio de las cubas). De cada amasada controlada, se deben fabricar 6 probetas para su ensayo en laboratorio.
El resultado del ensayo a 28 días debe cumplir o superar la resistencia característica de proyecto (p. ej., HP-35).
Control para tesado
Resistencia temprana
Ensayo a compresión de una serie de probetas a 7 días (o 3 días si se prevé un tesado temprano). Se recomienda curar una serie de estas probetas a pie de puente, en las mismas condiciones ambientales que el tablero, para obtener una medida más representativa de la resistencia real.
La resistencia media obtenida debe alcanzar el valor mínimo especificado en el proyecto para autorizar el tesado (p. ej., 27.5 MPa).
Una vez colocado el hormigón y alcanzada la resistencia necesaria, se pasa a la siguiente fase crítica: el pretensado, que constituye la auténtica prueba de carga de la estructura.
6. Control de calidad en el pretensado del tablero.
La operación de tesado del tablero es extremadamente crítica. En esta fase, la estructura se somete a una de sus situaciones de carga más desfavorables, ya que se aplica la fuerza máxima de pretensado con únicamente el peso propio del tablero actuando. Esta situación pone a prueba los límites de resistencia tanto del hormigón en las zonas de anclaje como del acero de alta resistencia de los tendones.
Figura 7. Anclajes de hormigón postesado. https://www.becosan.com/es/hormigon-pretensado/
6.1 Verificación dual de la fuerza de tesado.
El principal riesgo de esta operación es aplicar una fuerza de pretensado incorrecta, ya sea por exceso o por defecto. Un tesado insuficiente no conferirá a la estructura la capacidad portante para la que fue diseñada, por lo que quedará vulnerable ante las cargas de servicio. Por el contrario, un tesado excesivo puede provocar daños por compresión en el hormigón o incluso la rotura de los propios tendones.
Para garantizar la correcta aplicación de la fuerza, es obligatorio realizar un procedimiento de control dual.
Control de presión: Monitorizar y registrar la presión aplicada al gato hidráulico a través del manómetro de la centralita.
Control de alargamiento: Medir físicamente con una cinta métrica el alargamiento real que experimentan los tendones en cada extremo.
El criterio principal de aceptación es que la media de la desviación entre los alargamientos reales medidos y los alargamientos teóricos calculados en el proyecto debe ser inferior al 5 %. Si se supera este umbral, se debe detener la operación. Hay que informar inmediatamente al proyectista, analizar las posibles causas (por ejemplo, una discrepancia en el módulo de deformación real del acero de las bobinas suministradas) y no proceder hasta haberlas determinado.
6.2 Secuencia de tesado y seguridad operacional.
Una secuencia de tesado incorrecta, por ejemplo, asimétrica, puede inducir esfuerzos parásitos en la estructura que no se tuvieron en cuenta en el cálculo. Además, la operación conlleva un riesgo intrínseco muy elevado debido a las grandes energías almacenadas; la rotura de un anclaje o de un tendón puede tener consecuencias mortales.
Los procedimientos de control que se deben aplicar son:
Secuencia de tesado: Verificar que la operación sigue estrictamente el orden de tesado de los tendones especificado en los planos del proyecto. Generalmente, la secuencia procede desde los tendones centrales hacia los extremos, manteniendo siempre la simetría para no inducir momentos torsores no deseados.
Seguridad: Se prohíbe de forma taxativa la permanencia de personal no esencial en la zona posterior a los anclajes durante la aplicación de la carga.
Tras el tesado y su aprobación, es crucial proteger el acero activo contra la corrosión mediante la inyección de las vainas.
7. Control de calidad en la inyección de vainas.
La inyección de las vainas con mortero cumple dos funciones vitales: en primer lugar, proteger las armaduras activas de alta resistencia contra la corrosión y, en segundo lugar, garantizar la adherencia entre el cable y el hormigón circundante. No se debe subestimar la importancia de esta fase; los fallos por corrosión debidos a una inyección deficiente en el Reino Unido provocaron una moratoria en la construcción de este tipo de puentes, lo que subraya la gravedad de ejecutar incorrectamente este proceso.
7.1. Vaciado completo del aire ocluido.
El principal riesgo durante la inyección es la presencia de aire atrapado en los puntos más altos del recorrido de la vaina. Estas bolsas de aire impiden que el mortero de protección llegue a todas las partes del cable, por lo que quedan secciones del acero expuestas a la humedad y, por tanto, a un alto riesgo de corrosión a largo plazo.
El procedimiento de inyección y purga debe seguirse meticulosamente:
Se inyecta la lechada de mortero por uno de los extremos de la vaina a una presión controlada (alrededor de 5 kp/cm²).
Se espera hasta que la lechada fluya de manera continua por el extremo opuesto, momento en el que dicho extremo se tapa para presurizar la vaina.
A continuación, se abre el primer tubo de purga, que se encuentra en el punto más alto cercano al punto de inyección (normalmente sobre una pila).
Se mantiene el tubo de purga abierto hasta que por él salga un chorro sólido y continuo de inyección, sin burbujas de aire. En ese momento, se cierra herméticamente.
El proceso de purga se repite de forma secuencial para todos los tubos situados en los puntos altos a lo largo del trazado del cable.
Esta operación debe realizarse lo antes posible una vez recibido el visto bueno del tesado, sin posponerla, para minimizar el tiempo que el acero activo permanece desprotegido.
Una vez finalizadas las fases estructurales principales, se procede a ejecutar los elementos de acabado y a verificar el comportamiento final de la estructura mediante la prueba de carga.
8. Control de calidad de los acabados y prueba de carga.
Aunque la integridad estructural del puente ya está asegurada en esta fase, la ejecución de los acabados define su durabilidad y su aspecto final, mientras que la prueba de carga supone la aceptación formal de la obra y demuestra empíricamente que su comportamiento bajo carga es el esperado.
Figura 8. Prueba de carga. https://indaico.es/servicios/pruebas-de-carga
8.1 Ejecución de la prueba de carga.
La prueba de carga, que es obligatoria para puentes con luces superiores a 12 metros, tiene como objetivo someter la estructura a un estado de cargas que genere esfuerzos equivalentes a aproximadamente el 70 % de los producidos por el tren de cargas del proyecto. Supone la verificación final y tangible del trabajo realizado.
Los procedimientos de control para la prueba son los siguientes:
Proyecto de prueba: Se debe exigir un proyecto específico de prueba de carga, preparado por el calculista de la estructura. Este documento debe definir el número de camiones, sus pesos exactos y sus posiciones sobre el tablero para los distintos estados de carga que se van a probar (por ejemplo, el máximo momento flector positivo en el vano central y el máximo momento negativo sobre las pilas).
Medición de deformaciones: Utilizando equipos de precisión, se deben medir los desplazamientos verticales (flechas) en puntos clave del tablero. Las mediciones se toman antes de la carga (lectura de cero), durante la aplicación de la carga (respuesta instantánea) y tras un periodo de estabilización.
Medición de recuperación: Tras la retirada completa de la carga, se mide la flecha remanente para evaluar el comportamiento elástico de la estructura.
Criterios de aceptación: Se deben cumplir dos criterios principales:
La flecha máxima medida debe ser coherente con la calculada teóricamente (la experiencia indica que suele ser en torno al 85 % de la teórica).
La recuperación elástica debe ser superior al 90 % de la flecha máxima medida.
Acta de prueba: Los resultados de la prueba deben formalizarse en un acta oficial que se incorporará al expediente final de la obra como constancia de la correcta ejecución y comportamiento de la estructura.
8.2 Ejecución correcta de la superestructura.
Por último, hay que comprobar los elementos de la superestructura que completan el puente:
Aceras: Es crucial verificar la existencia de las armaduras de conexión (normalmente redondas de 12 a 25) que anclan la acera al tablero. Esta armadura evita que la acera pueda ser arrancada por impactos accidentales de vehículos contra el bordillo.
Estética: Se debe comprobar que los elementos de borde, como barandillas metálicas o parapetos, respetan la estética de la esbeltez del tablero. Se debe evitar el uso de parapetos de hormigón macizo, ya que aumentan visualmente el canto y restan elegancia al diseño. Esto es especialmente relevante si se han utilizado sistemas de cimbra industrial que, como se mencionó, priorizan la velocidad sobre la calidad del acabado superficial y dejan marcas y manchas que deben gestionarse para obtener un resultado final aceptable.
El cumplimiento riguroso y sistemático de todos los puntos de control detallados en este plan es esencial para garantizar la entrega de una estructura segura, duradera y conforme a los más altos estándares de calidad en ingeniería civil.
François Hennebique (1842 – 1921). https://es.wikipedia.org/wiki/Fran%C3%A7ois_Hennebique
François Hennebique (Neuville-Saint-Vaast, 25 de abril de 1842 – París, 7 de marzo de 1921) fue un ingeniero, arquitecto y constructor francés autodidacta, pionero en el empleo del hormigón armado. Gracias a sus aportaciones prácticas, sus intuiciones estructurales y su extraordinaria capacidad empresarial, el hormigón armado se difundió rápidamente por toda Europa a finales del siglo XIX y principios del XX, hasta convertirse en el sistema constructivo hegemónico del siglo XX.
Entre las figuras vinculadas al desarrollo del hormigón armado, Hennebique ocupa un lugar destacado. No puede atribuírsele la invención de este material ni tampoco se le considera entre los científicos que, en sus inicios, intentaron comprender su comportamiento y formular modelos de cálculo basados en fundamentos teóricos. Tampoco creó una escuela propiamente dicha en los ámbitos de la ingeniería y la arquitectura. Sin embargo, fue probablemente la persona que más contribuyó a la difusión y consolidación del hormigón como material de construcción gracias a su intuición, más que a su erudición o formación técnica, y a su notable espíritu emprendedor y comercial.
Su padre, Benjamin Hennebique, era comerciante. Hennebique se formó inicialmente como albañil. Desde joven se formó como albañil y comenzó a ejercer en 1860, mostrando muy pronto un interés particular por la restauración de iglesias. En 1865 participó en la reconstrucción de la iglesia de Saint-Martin de Courtrai (Cortrique) y se especializó en este tipo de obras religiosas.
En 1867, con veinticinco años, se estableció por cuenta propia en Bruselas como contratista, donde fundó una empresa de construcción y reparación. Ese mismo año, durante la Exposición Universal de París, conoció los experimentos de Joseph Monier, quien utilizaba hormigón armado con mallas metálicas para fabricar tinas y depósitos. La visión de aquellas piezas lo estimuló para investigar cómo aplicar ese nuevo material a la construcción de edificios.
Durante la década de 1870, Hennebique se dedicó a la reconstrucción de iglesias, pero, paralelamente, buscó la manera de mejorar la resistencia al fuego de los edificios. Ideó un sistema de forjados con hierro forjado como refuerzo ignífugo que aplicó por primera vez en 1879 en un edificio residencial de Bruselas, donde recubrió perfiles metálicos con hormigón para protegerlos del fuego.
Durante este tiempo, Hennebique comprendió que el sistema podía perfeccionarse, de modo que el hierro se utilizara solo en las zonas sometidas a tracción y el hormigón trabajara en compresión. Así sentó las bases del hormigón armado moderno, que se concibió como una losa de hormigón con armaduras metálicas en la cara inferior. En 1886, registró en Bruselas su primera patente, relativa a un sistema de forjados tubulares de hormigón con barras longitudinales sujetas por placas metálicas. Ese mismo año formuló una idea fundamental: las fuerzas en el hormigón podían ser absorbidas por el refuerzo metálico, lo que permitía ahorrar material y mejorar la eficiencia estructural. Al describir las ventajas de su patente a los arquitectos belgas, Hennebique hizo hincapié en la economía de su sistema y en lo que sería una constante a lo largo de los años posteriores: la resistencia al fuego.
El gran salto llegó en 1892, cuando Hennebique registró en Francia y Bélgica su célebre patente titulada «Combinación especial del metal y el cemento para la formación de viguetas muy ligeras y de gran resistencia». Este invento dio origen al sistema Hennebique, que integraba de manera monolítica los distintos elementos estructurales (pilares, vigas y losas), y que supuso una de las primeras apariciones del método moderno de construcción en hormigón armado. Esta patente para construir forjados unidireccionales con chapa doblada, que cumplía una doble función: servir de encofrado y de elemento metálico resistente a la tracción. La estética de este tipo de forjado permite enmascarar fácilmente el uso del hormigón y hacerlo pasar por viguetas de madera.
La gran aportación de Hennebique fue la concepción de una articulación monolítica eficaz que integraba vigas, pilares y forjados en una única estructura. Para ello, empleó barras cilíndricas curvadas y entrelazadas entre sí, complementadas con estribos en los apoyos para resistir el esfuerzo cortante. Esta disposición, fruto más de la intuición que del cálculo matemático, anticipaba los sistemas de armado que hoy se utilizan de manera generalizada. En 1897, mejoró su patente al introducir vigas continuas mediante barras dobladas en los apoyos que reforzaban los momentos negativos, lo que incrementaba notablemente la resistencia y la economía del sistema. Su primera gran obra con este material fue un puente en Suiza en 1894, considerado el primer puente de hormigón armado diseñado por él.
Inmueble Hennebique (1900). 1, rue Danton
Paralelamente a sus innovaciones, Hennebique supo organizar una maquinaria empresarial y propagandística sin precedentes. En 1892, fundó en París la Maison Hennebique, cuya plantilla pasó rápidamente de cinco a veintidós empleados, por lo que fue necesario trasladarse a unas instalaciones más grandes.
La difusión internacional de su sistema se llevó a cabo mediante la concesión de licencias a socios en distintos países. Entre ellos, destacaron Louis Gustave Mouchel, en el Reino Unido; Eduard Züblin, en Alemania, y José Eugenio Ribera, en España. En Alemania, además, tuvo que competir con la empresa G. A. Wayss, que había comprado la patente Monier en 1879.
Su propaganda se basaba en dos argumentos constantes: la economía y la resistencia al fuego. Su lema era “Inalterables y a prueba de incendios”. Organizó demostraciones públicas en las que incendiaba edificios de prueba o sometía vigas a cargas excepcionales para demostrar la incombustibilidad y resistencia de su sistema.
En 1896, publicó un artículo en la revista Béton Armé. En 1898, lanzó su propia revista periódica, Le Béton Armé, que se convirtió en el escaparate principal de su empresa y en el que difundía con profusión de fotografías, proyectos y resultados de ensayos, funcionando como órgano propagandístico de su firma.
En 1900, construyó en la calle Danton de París el Edificio Hennebique, sede de su empresa hasta 1967, que fue el primer edificio parisino construido íntegramente con hormigón armado. El inmueble, sede de su empresa hasta 1967, mostraba molduras y balaustradas en hormigón que imitaban piedra tallada, prueba de la versatilidad arquitectónica del material.
El primer puente de hormigón armado diseñado por Hennebique y la obra más importante de este tipo construida hasta entonces fue el puente Camille de Hogues, erigido entre 1899 y 1900 en Châtellerault sobre el río Vienne. La estructura mide 140 metros de largo y está formada por tres arcos rebajados empotrados; el arco central es el de mayor tamaño y tiene una luz de 50 metros.
Entre 1901 y 1903, Hennebique construyó su residencia familiar en Bourg-la-Reine, una obra de arquitectura exuberante y técnicamente avanzada concebida para demostrar las amplias posibilidades del hormigón armado. La vivienda incluye una torre de 40 metros de altura que alberga un depósito de agua para el riego por gravedad de los parterres y jardines suspendidos de la propiedad. Con esta construcción, Hennebique quiso demostrar su convicción de que «al hormigón armado se le puede pedir todo y él puede reproducirlo». Desde 1972, la casa está catalogada como monumento histórico.
Entre 1892 y 1902 se construyeron más de 7000 edificios con el sistema Hennebique, que se aplicó en puentes, torres de agua, fábricas, presas y viviendas. Entre sus obras más relevantes destacan el puente de Wiggen, en Suiza (1894); el puente Camille de Hogues, en Châtellerault (1899-1900), el primer puente francés íntegramente de hormigón armado, con 140 m de longitud y un vano central de 50 m; los silos del puerto de Génova (1901); su participación en el Grand Palais de París (1900); y su casa familiar en Bourg-la-Reine (1890-1904), que contaba con una torre de 40 m que albergaba un depósito de agua, así como un complejo residencial en Bourg.-la-Reine (1904), el puente del Risorgimento en Roma (1910-1912) y su proyecto para la presa de Asuán en Egipto (1899), que no llegó a materializarse.
Puente Camille de Hogues (1900). Hennebique. https://es.m.wikipedia.org/wiki/Archivo:Ch%C3%A2tellerault_-_Pont_Camille-de-Hogues_-1.JPG
En 1896, Hector Guimard le encargó la terraza del arsenal Coutolleau, en Angers. El primer edificio británico construido con este sistema fue el Weaver Building de Swansea (1897), demolido en 1984. Se conservan restos de su estructura en el Science Museum, el Amberley Museum y junto al río Tawe, donde una placa lo conmemora (con el error de llamarlo «Francais» en lugar de François). En Irlanda, destacan el Batchelors Building de Sligo (1905), originariamente un molino y silo de grano, y el Irish Independent Building de Dublín (1924), obra de Donnelly, Moore, Robinson y Keefe.
El puente de la Mescla es un puente de arco superior de 75 metros de longitud, construido completamente en hormigón armado, tanto el arco como el tablero. Inaugurado en 1909, fue construido para dar servicio a una línea de ferrocarril ligero.
Puente de La Mescla (1909).
El sistema Hennebique se implantó con gran éxito en numerosos países, no solo en Francia y Bélgica, sino también en España (de la mano del ingeniero de Caminos, Canales y Puertos J. Eugenio Ribera), Suiza, Italia, Turquía y Egipto. En Alemania, la implantación de la patente Monier a través de Wayss & Freytag le mantuvo muy cerrado el mercado. Hennebique patentó en España más de diez aplicaciones de su sistema para traviesas de ferrocarril, pilotes, muros de contención y cimentación, tubos, cañerías, bloques flotantes para obras marítimas e incluso presas de hormigón armado.
Cabe destacar dos obras realizadas en Italia a comienzos del siglo XX: el edificio de silos del puerto de Génova, levantado en 1901, que fue el primero construido en el país con el sistema Hennebique, y el edificio de la Sociedad de Salvamento de Nápoles, construido en 1906. La primera de ellas, y la primera construida en el país con el sistema Hennebique, es el edificio de silos del puerto de Génova, levantado en 1901. Se trata de una obra de gran envergadura propia del ámbito portuario: el edificio mide 500 metros de largo y ocupa una superficie de 15 000 metros cuadrados. Está compuesto por enormes depósitos de grano de sección rectangular y más de 20 metros de altura.
Edificio de silos en Génova. https://upload.wikimedia.org/wikipedia/commons/2/2a/Silos_di_Genoa.jpg
El puente del Risorgimento es un arco muy rebajado construido entre 1910 y 1911. Fue construido con motivo del 50.º aniversario de la Unificación de Italia, en 1909. Su técnica de construcción, basada en el método de Hennebique, permitió llevar a cabo una obra atrevida para la época: un arco de más de 100 metros de luz y 20 metros de ancho.
Puente del Risorgimiento. https://tour.rome.it/es/roma/qu%C3%A9-ver/detalles/ponte-risorgimento-roma
Una de las aplicaciones más extendidas del sistema Hennebique fue la de los forjados de edificios, cuyo proceso consistía en la construcción de encofrados de vigas y viguetas, la colocación de armaduras longitudinales en las esquinas de los soportes y en las vigas y, por último, el hormigonado. Las maquetas demostrativas mostraban, mediante piezas de metacrilato transparente, la disposición de platabandas que unían las armaduras, las barras dobladas en los apoyos para resistir los esfuerzos cortantes, la mayor densidad de refuerzos cerca de los apoyos, las esperas necesarias para conectar fases de hormigonado y el engrosamiento característico de los soportes en su encuentro con las vigas.
El sistema Hennebique alcanzó su mayor auge hacia 1905, cuando la Maison Hennebique gestionaba 50 gabinetes de estudios, contaba con 380 técnicos, entre ingenieros y delineantes, y más de 10 000 obreros activos, y controlaba cerca del 20 % del mercado mundial del hormigón armado. En 1909, la red ya incluía 62 oficinas, 43 en Europa y 12 en Estados Unidos. No obstante, en 1903, la Oficina de Patentes francesa desestimó su patente en favor de la de Monier (1878), y aunque Hennebique ganó un pleito contra el constructor Boussiron por plagio, los derechos exclusivos de su sistema quedaron debilitados.
El verdadero golpe llegó con la Circular Ministerial francesa de 1906, que estableció una reglamentación científica general para el cálculo del hormigón armado, de modo que este material dejó de ser un «sistema» patentado para convertirse en un material estructural regulado y calculable. Esto supuso la separación de roles entre proyectista y constructor, y redujo el control que ejercía Hennebique, que a partir de entonces se dedicó principalmente a la consultoría técnica apoyada en el equipo de ingenieros que había formado.
François Hennebique falleció en París el 7 de marzo de 1921. Para entonces, su empresa había participado en más de 150 000 proyectos en todo el mundo. La empresa Bétons Armés Hennebique (BAH) permaneció activa hasta 1967, año en que cesó su actividad definitivamente.
Aunque no fue un gran teórico, sus estudios contribuyeron a consolidar el hormigón armado como material constructivo. Su verdadero talento residía en la combinación de intuición técnica, visión empresarial y capacidad propagandística, que permitió una difusión vertiginosa de este material en Europa y más allá.
Gracias a él, el hormigón armado pasó de ser una curiosidad experimental a convertirse en el material hegemónico de la ingeniería y la arquitectura del siglo XX.
Franz Anton Dischinger (1887-1953). https://www.b-tu.de/great-engineers-lexikon/ingenieure/dischinger-franz-anton-1887-1953
Franz Anton Dischinger (8 de octubre de 1887-9 de enero de 1953) nació en Heidelberg, Baden-Württemberg. Considerado uno de los ingenieros civiles alemanes más importantes del siglo XX, sus contribuciones decisivas en el campo de las estructuras laminares, los puentes atirantados y el hormigón pretensado le valieron este reconocimiento. Su trabajo fue reconocido internacionalmente y su influencia se extendió tanto a la investigación académica como a la práctica profesional. No obstante, aún falta un estudio exhaustivo que sitúe su obra en el contexto social y político de su tiempo.
Tras completar el Gymnasium en Karlsruhe, ingresó en la Technische Hochschule Karlsruhe para estudiar ingeniería civil. En 1911 finalizó sus estudios, influido por el matemático Karl Heun y el ingeniero estructural Friedrich Engesser. En 1912 comenzó a trabajar en la empresa Dyckerhoff & Widmann AG, donde permanecería hasta 1932, llegando a ocupar el cargo de director.
En paralelo a su trabajo profesional, inició sus primeras investigaciones sobre estructuras laminares. En 1922, junto con Walther Bauersfeld, diseñó el Planetario Zeiss de Jena, cuya cubierta hemisférica de hormigón laminar se convirtió en una referencia mundial. El sistema fue patentado y, en 1928, Dischinger publicó un artículo sobre las bases matemáticas de esta innovación.
Planetario Zeiss de Jena. https://es.wikipedia.org/wiki/Planetario
A partir de 1923, desarrolló métodos para la construcción y el análisis de láminas de hormigón, tema en el que profundizó en su tesis doctoral en la Universidad Técnica de Dresde, dirigida por Kurt Beyer y defendida en 1928. Su tesis trataba sobre el uso de láminas de hormigón para cubrir grandes espacios y se basaba en el aparato matemático ya disponible para calcular tensiones en superficies de tipo membrana. El hormigón, por su cualidad formácea, se adaptaba de manera óptima a estas soluciones estructurales.
Con el respaldo de Dyckerhoff & Widmann, llevó a cabo una amplia campaña de ensayos para estudiar las condiciones de contorno de las láminas, ya que estas podían generar esfuerzos parásitos indeseables. Al igual que los de Hennebique o Maillart en su día, estos experimentos se convirtieron en una auténtica carta de presentación del producto. Gracias a ello, las estructuras laminares ganaron enorme prestigio y abrieron el camino a ingenieros como Eduardo Torroja, Pier Luigi Nervi o Félix Candela.
Durante los años veinte y treinta, Dischinger firmó obras muy relevantes: la Großmarkthalle de Basilea (1929), con una cubierta en cúpula; el mercado de Leipzig (1930), con cubiertas poligonales; el puente de Koblenz (1935), un puente de tres arcos de hormigón, y el puente de Aue (1936). En 1931 recibió un premio de la Academia Prusiana de Construcción, lo que consolidó aún más su prestigio.
En 1932, fue nombrado profesor de construcción en hormigón armado en la Technische Hochschule Berlin-Charlottenburg, cátedra que desempeñó entre 1933 y 1945, y que continuó en la Technische Universität Berlin hasta 1951, con una breve interrupción de un año. Desde esta posición, publicó numerosos artículos sobre problemas relacionados con los puentes de hormigón armado y pretensado, lo que impulsó de manera decisiva la consolidación del hormigón estructural en el periodo de entreguerras.
En 1934, patentó la técnica del pretensado externo, en la que los tendones no quedaban embebidos en el hormigón, lo que supuso un hito en el desarrollo de este material. En 1938, Dyckerhoff & Widmann y Zeiss-Jena recibieron la medalla Edward Longstreth del Instituto Franklin de Filadelfia, premio que mencionaba expresamente a Dischinger junto con Walter Bauersfeld, Ulrich Finsterwalder, Hubert Rüsch y Wilhelm Flügge.
Ese mismo año diseñó un puente ferroviario colgante que no llegó a construirse y en el que aplicó conocimientos históricos sobre ingenieros como Ferdinand Arnodin y John Roebling. Sin embargo, su mayor aportación fue el desarrollo del puente atirantado moderno. Convencido de que los sistemas colgantes y los primeros atirantados eran deficientes, tanto técnica como estéticamente, propuso un concepto que ha servido de base a más de un centenar de estructuras posteriores.
En 1939, publicó su influyente trabajo sobre la retracción y la fluencia del hormigón, fenómenos que Freyssinet y Torroja ya habían observado, pero que hasta entonces carecían de un modelo sistemático. Dischinger recopiló datos, realizó ensayos y formuló un modelo analítico de predicción que estuvo vigente durante más de treinta años.
Puente de Strömsund. https://it.wikipedia.org/wiki/Franz_Dischinger
Entre sus obras más significativas de posguerra destaca el puente de Strömsund, en Suecia, con un vano de 183 metros. Aunque Dischinger falleció en Berlín en 1953 sin verlo finalizado, la obra se inauguró en 1955 y es considerada el primer puente atirantado de la tradición moderna. Su tablero de acero y la gran separación entre los tirantes lo convirtieron en un símbolo de la ciudad, hasta el punto de que aparece en su escudo. Poco antes de morir, también colaboró con Fritz Leonhardt y otros ingenieros en el puente de Rodenkirchen, en Colonia (1954).
Su trayectoria fue reconocida con doctorados honoris causa otorgados por el Instituto Tecnológico de Karlsruhe (1948), la Universidad Técnica de Aquisgrán (1949) y la Universidad Técnica de Estambul (1952).
Más allá de su faceta técnica, la figura de Dischinger se inscribe en un contexto sociopolítico complejo. Como profesor universitario e ingeniero de una empresa clave, formó parte de redes de la industria, la política e la inteligencia técnica en un periodo marcado por las tensiones entre la República de Weimar, el Tercer Reich y la posguerra de Bonn. Sus proyectos para el régimen nazi siguen planteando preguntas hoy en día sobre el papel de la ingeniería al servicio del poder y sobre la recepción posterior de esas obras.
Franz Dischinger fue un ingeniero sereno y riguroso, discípulo de grandes maestros y, a su vez, maestro de generaciones posteriores. Su obra consolidó el uso del hormigón estructural, impulsó nuevas formas arquitectónicas y abrió el camino al desarrollo del puente atirantado moderno. Es una figura fundamental en la historia de la ingeniería y sus aportaciones teóricas y prácticas siguen siendo una referencia indispensable.
La impresión 3D de hormigón (3D Concrete Printing o 3DCP) se ha consolidado como una de las tecnologías emergentes más prometedoras en ingeniería civil. Consiste en fabricar elementos constructivos depositando, capa a capa, una mezcla cementicia diseñada para ser bombeada y extruida, lo que elimina la necesidad de encofrados tradicionales y reduce el consumo de materiales. Este enfoque permite una construcción más eficiente, flexible en sus formas y potencialmente más sostenible.
Propiedades del hormigón fresco: extrusibilidad, constructividad y tiempo abierto
El rendimiento de un hormigón por impresión 3D se evalúa en gran medida por sus propiedades en estado fresco. La extrusibilidad implica que la mezcla pueda fluir de manera continua por el sistema de bombeo y la boquilla sin obstruirse, lo cual se logra mediante un diseño adecuado de la granulometría y la incorporación de aditivos superplastificantes o modificadores de la viscosidad. La constructividad (buildability), por otro lado, se refiere a la capacidad de cada capa depositada para soportar las cargas de las capas sucesivas sin deformarse y está directamente relacionada con la tixotropía y la recuperación estructural de la mezcla. El tiempo abierto (open time) define el tiempo útil de aplicación o periodo de trabajabilidad durante el cual la mezcla mantiene condiciones reológicas adecuadas para la impresión. Este parámetro es crítico en proyectos de mayor escala o en entornos variables.
Adherencia intercapas, anisotropía y parámetros del proceso
Una de las limitaciones clave del hormigón impreso es la baja resistencia en los planos de unión entre capas. La adhesión entre capas depende de factores como el tiempo transcurrido desde su aplicación, la humedad superficial y las condiciones de curado. Los intervalos prolongados o las superficies secas tienden a generar juntas frías que actúan como planos de debilidad. Estudios recientes han propuesto estrategias para mitigar este efecto, como inducir condiciones termo-higrotérmicas durante la deposición, lo que puede aumentar la resistencia de la interfaz hasta en un 78 %. También se está investigando el uso de materiales compuestos especiales, como los cementicios de endurecimiento por deformación (SHCC), como materiales de unión, con los que se logran mejoras significativas en la adherencia y la resistencia a la flexión.
Propiedades mecánicas, durabilidad y microestructura
En estado endurecido, los hormigones impresos presentan resistencias a la compresión y a la flexión comparables a las de los hormigones convencionales, pero con un marcado carácter anisótropo debido a la orientación de las capas y a la presencia de vacíos entre los filamentos. La microestructura interfacial suele presentar una mayor porosidad, lo que influye en las propiedades de durabilidad, como la penetración de cloruros, la carbonatación o la resistencia a los ciclos de hielo y deshielo. Investigaciones recientes han demostrado que tanto el tiempo entre capas como las condiciones de curado influyen notablemente en la durabilidad y pueden afectar a la sorptividad y a la conductividad del ión cloruro.
Estrategias de refuerzo y mejoras funcionales
El hormigón impreso no puede resistir esfuerzos de tracción si no se integra algún tipo de refuerzo. Las estrategias actuales incluyen la incorporación de fibras (plásticas, metálicas o de vidrio) en la propia mezcla, la inserción de mallas de acero o textiles durante el proceso de impresión o el uso de composites reforzados, como el SHCC, entre capas. Los métodos en proceso, como la colocación automatizada de refuerzos textiles durante la impresión, han demostrado mejorar significativamente la ductilidad y la resistencia final de los elementos curvos. Estas soluciones avanzadas buscan superar la principal barrera de la impresión 3D para uso estructural: garantizar la capacidad portante frente a esfuerzos de tracción y flexión.
Sostenibilidad y materiales alternativos
Una de las mayores promesas de la impresión 3D de hormigón es su potencial de sostenibilidad. La eliminación de encofrados reduce los residuos y la energía necesaria y el diseño libre permite optimizar las formas para minimizar el uso de material. No obstante, la reducción real de la huella de carbono depende del uso de adiciones minerales (SCM, supplementary cementitious materials) y de áridos reciclados. Según diversos estudios, es posible incorporar cenizas volantes, escorias y residuos industriales para mejorar la sostenibilidad y reducir el coste. Investigaciones específicas demuestran que el uso de escoria de acero como árido fino es viable y que se pueden alcanzar resistencias comparables a las de las mezclas tradicionales. Asimismo, los diseños de mezclas con altos volúmenes de ceniza volante han demostrado un buen equilibrio entre la imprimibilidad y el rendimiento estructural.
Modelización, normativa y aplicación a escala real
La investigación también avanza en la modelización de los fenómenos que afectan a la impresión. Se han propuesto modelos informáticos que predicen la formación de juntas frías en función de la humedad superficial y del tiempo de deposición. Al mismo tiempo, en conferencias internacionales como Digital Concrete, impulsadas por RILEM, se han establecido procedimientos experimentales para caracterizar las propiedades de las mezclas imprimibles y evaluar la adhesión entre capas. A pesar de ello, todavía no existen normativas consolidadas que permitan el diseño estructural con garantías, por lo que la aplicación en obras reales se limita a proyectos piloto y prototipos. Revisiones recientes señalan que la falta de normas y metodologías de control de calidad es uno de los principales obstáculos para su industrialización.
Retos principales y recomendaciones prácticas
Los principales desafíos de esta tecnología son evidentes. La adherencia entre capas sigue siendo un punto débil que debe mejorarse mediante el control del tiempo de impresión, de la humedad y de los materiales de unión. La variabilidad debida a las condiciones ambientales exige una instrumentación avanzada y el control en tiempo real de los parámetros reológicos. El refuerzo requiere soluciones automatizadas y compatibles con la impresión continua, mientras que la sostenibilidad exige el uso intensivo de subproductos y una evaluación rigurosa del ciclo de vida. Por último, la escalabilidad industrial dependerá de la normalización de las pruebas y de la estandarización de los procesos.
Conclusión
El hormigón por impresión 3D se encuentra en una fase avanzada de desarrollo, con avances significativos en reología, adherencia, refuerzo y sostenibilidad. No obstante, aún es necesario superar retos relacionados con el control de calidad, la normativa y la durabilidad para garantizar su aplicación masiva en obras civiles. Su éxito dependerá de la integración de avances materiales, mecánicos y normativos, así como de la estrecha colaboración entre la universidad, la industria y los organismos de normalización. A corto plazo, la impresión 3D no sustituirá al hormigón convencional, pero sí abrirá un nuevo campo de aplicaciones en prefabricados, prototipos y proyectos singulares de alta eficiencia en materiales.
Os dejo algunos vídeos sobre este tipo de hormigón.
Referencias
Arrêteau, M., Fabien, A., El Haddaji, B., Chateigner, D., Sonebi, M., & Sebaibi, N. (2023). Review of Advances in 3D Printing Technology of Cementitious Materials: Key Printing Parameters and Properties Characterization. Buildings, 13(7), 1828. https://doi.org/10.3390/buildings13071828
Bentz, D. P., Jones, S. Z., Bentz, I. R., & Peltz, M. A. (2019). Towards the Formulation of Robust and Sustainable Cementitious Binders for 3D Additive Construction by Extrusion. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 307–330). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00015-2
Bos, F. P., Wolfs, R. J. M., Ahmed, Z., & Salet, T. A. M. (2016). Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual and Physical Prototyping, 11(3), 209–225. https://doi.org/10.1080/17452759.2016.1209867
Dey, D., Srinivas, D., Panda, B., Suraneni, P., & Sitharam, T. G. (2022). Use of industrial waste materials for 3D printing of sustainable concrete: A review. Journal of Cleaner Production, 340, 130749. https://doi.org/10.1016/j.jclepro.2022.130749
Du, G., Sun, Y., & Qian, Y. (2024). 3D printed strain-hardening cementitious composites (3DP-SHCC) reticulated shell roof inspired by the water spider. Automation in Construction, 167, 105717. https://doi.org/10.1016/j.autcon.2024.105717
Feng, P., Meng, X., Chen, J. F., & Ye, L. (2019). Mechanical Properties of Structures 3D-Printed With Cementitious Powders. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 179–208). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00009-9
Gaudillière, N., Duballet, R., Bouyssou, C., Mallet, A., Roux, P., Zakeri, M., & Dirrenberger, J. (2019). Building Applications Using Lost Formworks Obtained Through Large-Scale Additive Manufacturing of Ultra-High-Performance Concrete. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 37–58). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00003-8
Hambach, M., & Volkmer, D. (2017). Properties of 3D-printed fiber-reinforced Portland cement paste. Cement and Concrete Composites, 79, 62–70. https://doi.org/10.1016/j.cemconcomp.2017.02.001
Irshidat, M., Cabibihan, J.-J., Fadli, F., Al-Ramahi, S., & Saadeh, M. (2025). Waste materials utilization in 3D printable concrete for sustainable construction applications: A review. Emergent Materials, 8(3), 1357–1379. https://doi.org/10.1007/s42247-024-00942-4
Kazemian, A., Yuan, X., Meier, R., & Khoshnevis, B. (2019). Performance-Based Testing of Portland Cement Concrete for Construction-Scale 3D Printing. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 13–36). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00002-6
Khoshnevis, B., Hwang, D., Yao, K.-T., & Yeh, Z. (2006). Mega-scale fabrication by contour crafting. International Journal of Industrial and Systems Engineering, 1(3), 301–320. https://doi.org/10.1504/IJISE.2006.009791
Li, Z., Wang, L., & Ma, G. (2019). Method for the Enhancement of Buildability and Bending Resistance of Three-Dimensional-Printable Tailing Mortar. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 161–178). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00008-7
Li, Z., Wang, L., Ma, G., Sanjayan, J., & Feng, D. (2020). Strength and ductility enhancement of 3D printing structure reinforced by embedding continuous micro-cables. Construction and Building Materials, 264, 120196. https://doi.org/10.1016/j.conbuildmat.2020.120196
Liu, D., Zhang, Z., Zhang, X., & Chen, Z. (2023). A review on 3D printing concrete structures: Mechanical properties, structural forms, optimal design and connection methods. Construction and Building Materials, 405, 133364. https://doi.org/10.1016/j.conbuildmat.2023.133364
Marchment, T., & Sanjayan, J. (2020). Mesh reinforcing method for 3D Concrete Printing. Automation in Construction, 109, 102992. https://doi.org/10.1016/j.autcon.2019.102992
Mechtcherine, V., Buswell, R., Kloft, H., Bos, F. P., Hack, N., Wolfs, R., Sanjayan, J., Nematollahi, B., Ivaniuk, E., & Neef, T. (2021). Integrating reinforcement in digital fabrication with concrete: A review and classification framework. Cement and Concrete Composites, 119, 103964. https://doi.org/10.1016/j.cemconcomp.2021.103964
Nam, Y. J., Hwang, Y. K., Park, J. W., & Lim, Y. M. (2018). Fiber-Reinforced Cementitious Composite Design with Controlled Distribution and Orientation of Fibers Using Three-Dimensional Printing Technology. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 59–76). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00004-X
Nematollahi, B., Xia, M., Vijay, P., & Sanjayan, J. (2019). Properties of Extrusion-Based 3D Printable Geopolymers for Digital Construction Applications. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 369–380). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00018-X
Nerella, V. N., & Mechtcherine, V. (2019). Studying the Printability of Fresh Concrete for Formwork-Free Concrete Onsite 3D Printing Technology (CONPrint3D). In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 333–348). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00016-6
Rehman, A. U., & Kim, J.-H. (2021). 3D concrete printing: A systematic review of rheology, mix designs, mechanical, microstructural, and durability characteristics. Materials, 14(14), 3800. https://doi.org/10.3390/ma14143800
Salet, T. A. M., Ahmed, Z. Y., Bos, F. P., & Laagland, H. L. M. (2018). Design of a 3D printed concrete bridge by testing. Virtual and Physical Prototyping, 13(3), 222–236. https://doi.org/10.1080/17452759.2018.1479528
Sanjayan, J. G., & Nematollahi, B. (2019). 3D Concrete Printing for Construction Applications. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 1–11). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00001-4
Tran, N., Tran, M. V., Tran, P., Nguyen, A. K., & Nguyen, C. Q. (2024). Eco-Friendly 3D-Printed Concrete Using Steel Slag Aggregate: Buildability, Printability and Mechanical Properties. International Journal of Concrete Structures and Materials, 18(66). https://doi.org/10.1186/s40069-024-00705-9
Weng, Y., Li, M., Tan, M. J., & Qian, S. (2019). Design 3D Printing Cementitious Materials Via Fuller Thompson Theory and Marson-Percy Model. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 285–302). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00014-0
Wolfs, R. J. M., Bos, F. P., & Salet, T. A. M. (2019). Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cement and Concrete Research, 119, 132–140. https://doi.org/10.1016/j.cemconres.2019.02.017
Xia, M., Nematollahi, B., & Sanjayan, J. G. (2019). Development of Powder-Based 3D Concrete Printing Using Geopolymers. In J. G. Sanjayan, M. Xia, & B. Nematollahi (Eds.), 3D Concrete Printing Technology (pp. 235–244). Elsevier. https://doi.org/10.1016/B978-0-12-815481-6.00011-7
Zareiyan, B., & Khoshnevis, B. (2017). Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Automation in Construction, 83, 212–221. https://doi.org/10.1016/j.autcon.2017.08.019
Introducción: Más allá de los ladrillos y el cemento.
Cuando pensamos en el sector de la construcción, a menudo lo imaginamos como un sector lento, tradicional y reacio al cambio. Se trata de una imagen de ladrillos, cemento y procesos que parecen haber cambiado poco en las últimas décadas. Sin embargo, bajo la superficie, una revolución silenciosa está cobrando impulso y transformando radicalmente esta percepción.
Esta revolución se conoce como Métodos Modernos de Construcción (MMC). Impulsados por las tecnologías de la Industria 4.0, como la inteligencia artificial y el diseño digital, los MMC están redefiniendo lo que es posible construir, cómo se construye y a qué velocidad. Se trata de un cambio de paradigma que promete edificios más rápidos, económicos y eficientes. Aunque esta revolución pueda parecer novedosa, algunos países ya viven este futuro: en los Países Bajos, el 50 % de las nuevas viviendas se construyen con estos métodos, seguidos de cerca por Suecia y Japón.
Componentes de la Construcción 4.0
Aunque conceptos como «automatización robótica» o «gemelos digitales» suenen a ciencia ficción, las raíces de esta transformación son sorprendentemente antiguas. Sus implicaciones van mucho más allá de la simple eficiencia, ya que apuntan a un futuro en el que los edificios no solo minimizan su impacto ambiental, sino que también lo revierten de forma positiva. A continuación, revelamos los cuatro secretos más impactantes sobre este nuevo paradigma que está transformando nuestro mundo.
Primer secreto: no es una idea nueva, sino una idea antigua que por fin funciona.
Su origen no es del siglo XXI, sino del siglo XVII.
Contrariamente a la creencia popular, la idea de prefabricar edificios no es un concepto moderno. De hecho, sus orígenes se remontan a mucho antes de la era digital. El primer caso registrado de casas prefabricadas data de 1624, cuando se fabricaron en Inglaterra para ser enviadas y ensambladas en Massachusetts.
No se trató de un hecho aislado, sino que la idea reapareció a lo largo de la historia, esperando a que la tecnología se pusiera a su altura. El siglo XX fue testigo de varios intentos clave para descifrar el código.
Las populares «Kit Houses» que la empresa Sears vendía por catálogo en 1908 reducían el tiempo de construcción hasta en un 40%.
El visionario sistema «Maison Dom-ino» de Le Corbusier, de 1914, es un armazón estructural de losas y pilares que sentó las bases de la arquitectura moderna.
Las «American System-Built Houses», diseñadas por Frank Lloyd Wright entre 1911 y 1917, utilizaban un sistema de producción industrializada para los componentes del edificio.
Entonces, ¿por qué esta idea centenaria está despegando ahora con tanta fuerza? La respuesta está en la convergencia tecnológica. El concepto, aunque antiguo, ha encontrado por fin sus catalizadores definitivos. Los avances en inteligencia artificial (IA), la adopción de metodologías colaborativas, como el modelado de información para la construcción (BIM), y un enfoque renovado en la sostenibilidad han creado el ecosistema perfecto para que la prefabricación alcance la precisión, la eficiencia y la sofisticación necesarias para superar a la construcción tradicional.
Segundo secreto: la velocidad es casi increíble (y se demostró en una crisis).
Puede reducir los tiempos de construcción a la mitad.
Uno de los datos más contundentes sobre la eficacia de los MMC es su impacto directo en los plazos y costes de construcción. Las investigaciones han demostrado que los sistemas industrializados y la prefabricación pueden generar ahorros de hasta el 50 % en el tiempo de construcción y del 30 % en los costes.
Esta estadística cobró vida de manera espectacular durante una de las mayores crisis globales recientes. Durante la pandemia de la enfermedad por coronavirus (Covid-19), el mundo fue testigo de la construcción de dos hospitales de emergencia en Wuhan (China) en solo 12 días. Este hito, imposible de alcanzar con métodos tradicionales, demostró el poder de los MMC para responder a las emergencias con una velocidad sin precedentes.
Esta capacidad no solo es crucial en situaciones de crisis. Permite satisfacer la creciente demanda de vivienda de manera más rápida, acelerar el desarrollo de infraestructuras críticas y aumentar drásticamente la eficiencia de un sector que históricamente ha luchado contra los retrasos y los sobrecostes.
Tercer secreto: los edificios más inteligentes no solo son sostenibles, sino «regenerativos».
La sostenibilidad está quedándose obsoleta; el futuro es el diseño regenerativo.
Durante años, la «sostenibilidad» ha sido el objetivo final en la construcción, el santo grial del diseño responsable. Pero ¿y si ya no es suficiente? La vanguardia de la innovación arquitectónica sostiene que la estrategia de «hacer menos daño» está abocada al fracaso. El futuro no solo es sostenible, sino también regenerativo.
Este nuevo paradigma, denominado «diseño regenerativo», no se conforma con minimizar el impacto negativo, un concepto que se resume en el lema «reciclar, reducir y reutilizar». El diseño regenerativo busca generar activamente impactos positivos y adopta un nuevo lema: «restaurar, renovar y reemplazar». Se trata de diseñar edificios que no solo consuman menos, sino que contribuyan a la regeneración de los ecosistemas naturales y humanos que los rodean.
El paradigma actual ya no es suficiente, como señala la investigación:
«Sin embargo, el actual paradigma de la sostenibilidad ya no es suficiente para reducir el impacto medioambiental de la actividad humana».
Los MMC son la herramienta perfecta para hacer realidad este futuro ambicioso. El control preciso de los materiales, la optimización de los procesos desde la fase de diseño y la capacidad de integrar tecnologías innovadoras convierten la construcción industrializada en la plataforma ideal para crear edificios que devuelvan a la naturaleza más de lo que consumen.
Cuarto secreto: su mayor desafío no es construir cosas nuevas, sino arreglar las antiguas.
Su gran potencial oculto radica en la rehabilitación de nuestros edificios existentes.
A pesar de que el enfoque se centra en la nueva construcción, uno de los mayores potenciales de los MMC se encuentra en un área sorprendentemente desatendida: la rehabilitación y modernización (retrofitting) de los edificios existentes. Esta es la diferencia más significativa entre el enfoque científico y la necesidad social identificada por la investigación: la mayoría de los estudios se centran en la obra nueva, pero el mayor impacto climático se consigue mejorando los edificios que ya tenemos.
La importancia de esta tarea es enorme. La industria de la construcción es responsable de aproximadamente el 40 % del consumo final de energía en la Unión Europea. La renovación energética del extenso parque de edificios existentes no es solo una opción, sino una necesidad urgente para cumplir con los objetivos climáticos.
Aquí es donde los MMC pueden cambiar las reglas del juego. Imaginemos la combinación de tecnologías como BIM para crear un mapa digital de un edificio existente, drones para inspeccionar su estado y elementos prefabricados, como paneles de fachada de alto rendimiento, fabricados a medida en una fábrica y ensamblados rápidamente in situ. Este enfoque podría acelerar masivamente la modernización energética de nuestras ciudades, un desafío que hoy parece casi insuperable con los métodos tradicionales.
Conclusión: Rediseñando nuestro mundo.
Los métodos modernos de construcción son mucho más que una simple técnica, ya que suponen un profundo cambio de paradigma. Fusionan una idea con siglos de antigüedad con tecnología de vanguardia para ofrecer soluciones a algunos de los mayores retos de nuestro tiempo: la necesidad de vivienda, la urgencia de la crisis climática y la ineficiencia de las industrias tradicionales.
Hemos visto que sus raíces son más antiguas de lo que imaginamos, que su velocidad puede ser asombrosa, que su objetivo ya no es solo ser sostenible, sino regenerativo y que su próximo gran desafío podría ser la renovación de lo ya construido.
Ahora que sabemos que podemos construir hospitales en 12 días y diseñar edificios que regeneran su entorno, la verdadera pregunta no es qué podemos construir, sino qué queremos construir.
Os dejo a continuación un audio en el que se puede escuchar una conversación sobre este tema, que espero que os resulte interesante y os aporte información valiosa.
Asimismo, en este vídeo podéis ver un resumen de las ideas principales que se tratan en el artículo, el cual os será de utilidad para comprender mejor el contenido.
 Cuando pensamos en la construcción de grandes infraestructuras, como los puentes, a menudo nos viene a la mente una imagen de fuerza bruta: toneladas de hormigón y acero ensambladas con una precisión monumental. Se trata de una proeza de la ingeniería física, un testimonio de la capacidad humana para dominar los materiales y la geografía.
Cuando pensamos en la construcción de grandes infraestructuras, como los puentes, a menudo nos viene a la mente una imagen de fuerza bruta: toneladas de hormigón y acero ensambladas con una precisión monumental. Se trata de una proeza de la ingeniería física, un testimonio de la capacidad humana para dominar los materiales y la geografía.
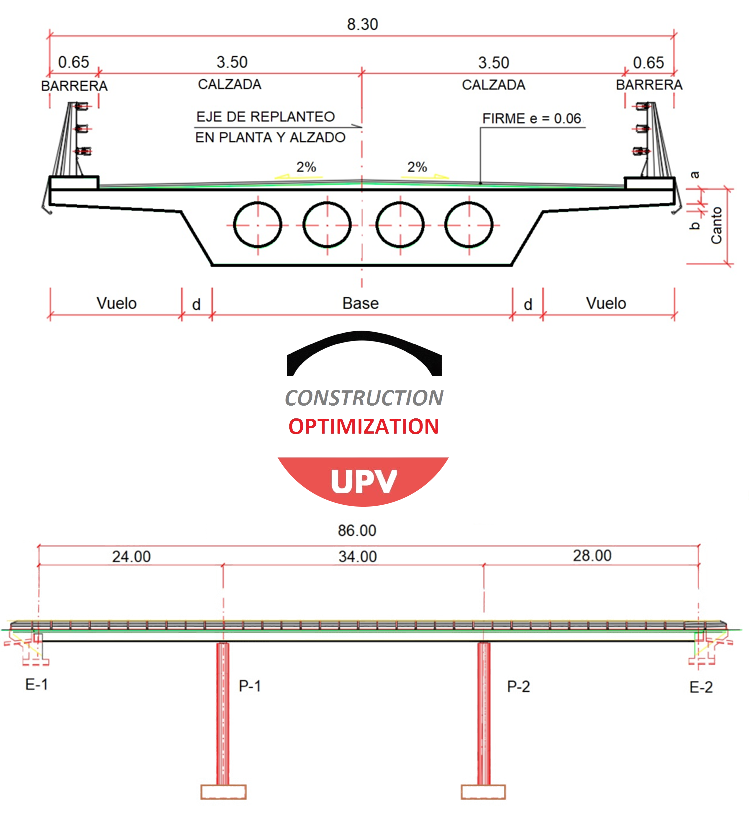 1. El pequeño coste de un gran impacto ecológico: pagar un 1 % más para emitir un 2 % menos de CO₂.
1. El pequeño coste de un gran impacto ecológico: pagar un 1 % más para emitir un 2 % menos de CO₂.