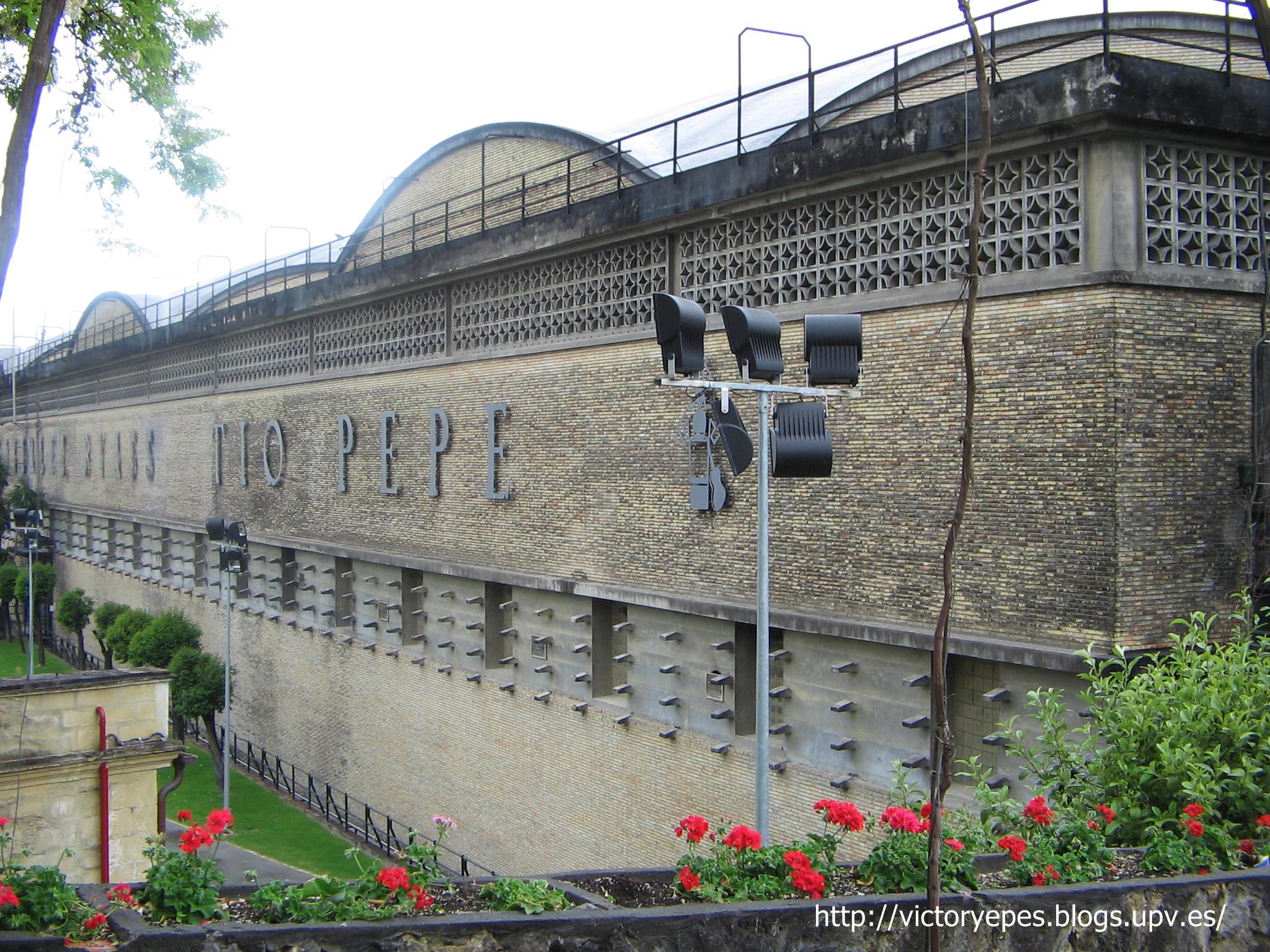
La bodega Tío Pepe, en Jerez de la Frontera, constituye un edifico de dos plantas compuesto por cuatro módulos cubiertos por bóvedas de hormigón, de 42 por 42 m y tres pisos cada uno, unidos en forma de nave rectangular bajo las cúpulas. Se trata de un edificio del tipo bodega catedral, donde es predominante el ladrillo visto en los cerramientos, el hormigón visto, las celosías de hormigón y el pavés. El edificio era tan grande que incluye en su interior calles que anteriormente eran públicas.
El origen de esta bodega se inicia en el año 1960, cuando la empresa González Byass decide la renovación comercial del sector y encarga al ingeniero Eduardo Torroja, junto con el arquitecto local Fernando de la Cuadra, el diseño de una nave de crianza de gran cabida. Se pretendía que, por una parte, albergara un gran espacio para las tareas de vinificación, y, por otra, cumpliera los requisitos higrotérmicos de una bodega de crianza de fino. Sin embargo, el fallecimiento un año después de Torroja hizo que las obras empezaran bajo la dirección de su hijo José Antonio, durando las obras desde 1961 a 1964.
Se trata de una apuesta por nuevos procedimientos constructivos como la cimentación por pilotaje o las cúpulas de hormigón armado que, en aquella época, eran poco habituales en la zona. Uno de los principales problemas del proyecto era adecuar el borde de la lámina de hormigón, donde se recurrió a un modelo parecido al usado por Félix Candela en el Auditorio de Sahagún, donde se emplearon apoyos puntuales en soportes radiales. Sin embargo, en la dirección de obra se decidió recurrir a la solución ya empleada por Torroja en el mercado de Algeciras, a base de ocho superficies cilíndricas abiertas por las que, inicialmente, debería circular el aire de la bodega.
Os dejo un vídeo sobre estas bodegas, que espero os guste.
El hormigón colocado aumenta su temperatura como consecuencia del calor de hidratación del cemento. Como ese calor se disipa en el hormigón ya endurecido, pueden producirse tensiones que originen fisuras. Este fenómeno es de gran importancia cuando se vierten grandes cantidades de hormigón, como puede ser el caso de la construcción de presas. Para evitar el riesgo de fisuración, además de disponer juntas transversales y longitudinales, también se suelen tomar las siguientes medidas: disposiciones de proyecto para evitar la iniciación de grietas, precauciones para conseguir que la temperatura del hormigón colocado sea la menor posible y procedimientos para acelerar la evacuación del calor de hidratación. En esta entrada nos centraremos en conseguir que la temperatura del hormigón colocado sea la adecuada.
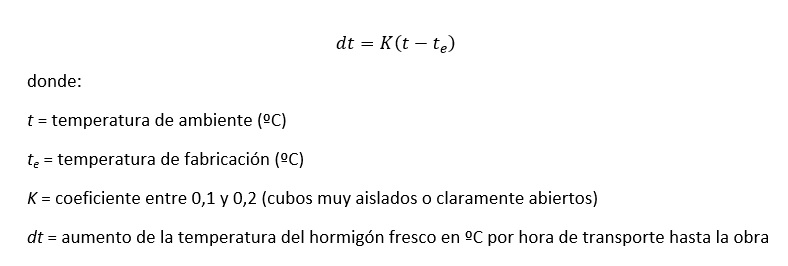
El incremento de temperatura existente entre la fabricación y la puesta en obra se puede calcular aproximadamente con la siguiente expresión:
Por tanto, para conseguir la temperatura de fabricación adecuada, es necesario modificar la temperatura de cada uno de los componentes necesarios para fabricar el hormigón. Si bien se puede enfriar el agua de amasado, lo más efectivo es enfriar los áridos, puesto que cambiar la temperatura del cemento puede ser problemático. Además, los silos de almacenamiento deben estar aislados para controlar mejor la temperatura de fabricación.
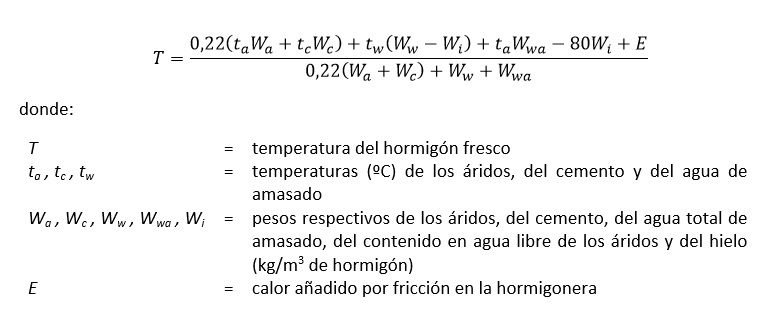
Las leyes de equilibrio térmico permiten obtener la temperatura final de la mezcla, tanto si se utiliza agua de amasado con hielo como sin hielo. Además, se recomienda probar diferentes soluciones para ver qué combinación es más sencilla de aplicar en cada caso. La expresión es la siguiente:
En esta expresión, observamos que el agua total de amasado incluye el agua libre de los áridos. Sin embargo, el agua total es la suma del agua de amasado y del hielo que se incorpore a la mezcla.
Referencias:
COMITÉ NACIONAL ESPAÑOL DE GRANDES PRESAS (1999). Construcción de presas y control de calidad. Guías Técnicas de Seguridad de Presas. Colegio de Ingenieros de Caminos, Canales y Puertos, 333 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014).Fabricación, transporte y colocación del hormigón.Apuntes de la Universitat Politècnica de València, 189 pp.
CUESTIÓN 1. ¿Qué documentos, al menos, debe contener la Planificación de una Obra?
La Planificación constituye un instrumento básico a nivel operativo diario a todos los niveles de producción durante todo el desarrollo de la obra que debe contener, al menos, los siguientes documentos:
Programa detallado del proceso de ejecución elegido
Necesidades de recursos físicos situados en el tiempo y en el espacio
Una valoración del coste del proceso constructivo elegido
Un programa de actuaciones sobre calidad
Un programa de actuaciones sobre seguridad
Un diseño del sistema de información para el control de ejecución
CUESTIÓN 2. ¿Qué fases se deben seguir para realizar la planificación de una obra?
La preparación de la planificación de la obra sigue, en general, las siguientes fases:
Determinación de las cantidades de obra a realizar
Elección de las tecnologías a emplear en cada proceso
Determinación de la productividad de los recursos aportados
Cálculo de los tiempos parciales
Definición del encadenamiento entre los procesos
Programa fechado
Determinación de recursos
Determinación de los costes de los recursos
Estimación de costes
CUESTIÓN 3. ¿Qué diferencia existe entre “planning” y “scheduling” cuando nos referimos a la programación de una obra?
Estas dos palabras inglesas reflejan claramente dos conceptos diferentes referidos a un programa sin fechas y a un programa con fechas. El primero recoge la concatenación lógica entre las diferentes actividades, sin relacionarlas con ningún periodo del año, ni con ninguna fecha determinada que pueda exigirse en el contrato. El segundo es el encaje concreto del anterior en el calendario dentro del cual debe desarrollarse contractualmente la obra; no contiene imprecisiones en cuanto a las fechas en que debe iniciarse ninguna actividad a pesar de que sean actividades con holguras; esto supone haber tomado una decisión sobre estas actividades con holguras.
CUESTIÓN 4. ¿Qué se entiende por “Programación en Cascada”?
La Programación en Cascada es una técnica de presentación progresiva del Programa de Obra a los mandos que han de cumplirlo, permitiendo de esta forma un seguimiento del programa inicial y creando un clima de colaboración entre todo el equipo que compone una obra. Se hace normalmente mediante diagramas de barras del último mes y los tres siguientes, acompañando de una programación detallada de las próximas dos semanas, desglosando lo que corresponde a cada mando. En obras grandes o complejas, se suelen realizar reuniones semanales de coordinación para el análisis del avance del programa y para planificar y discutir los trabajos a realizar en la semana siguiente. Suele ser recomendable implicar en tales reuniones a los subcontratistas.
CUESTIÓN 5. ¿Qué podemos hacer cuando en un tajo no se están logrando los rendimientos previstos en la planificación de la obra?
Se puede hacer lo siguiente:
Comprobar si la desviación es persistente
Comprobar si la cadena de mandos ha comprendido lo que tiene que hacer
Comprobar si los recursos operacionales aportados son los previstos
Comprobar si hay deficiencias en los suministros
Comprobar el estado físico de las máquinas
Hacer un estudio mediante las técnicas de análisis de productividad para revisar los ciclos de cada proceso, buscando mejoras organizativas en el tajo que permitan llegar a obtener los máximos rendimientos
Comprobar si los rendimientos de la planificación son correctos
CUESTIÓN 6. ¿Qué ocurre si se sobrepasa la holgura libre de una actividad, pero no llega a agotarse la holgura total de la misma?
Al sobrepasarse la holgura libre estamos modificando el tiempo esperado del suceso al que llega la actividad, es decir, se altera el tiempo de inicio de las actividades siguientes. Sin embargo, al no sobrepasar la holgura total, no estaremos retrasando el plazo final de la obra.
CUESTIÓN 7. ¿Qué datos se consideran necesarios para poder definir el programa de una obra siguiendo la metodología PERT?
Los objetivos intermedios y finales que es preciso alcanzar para construir la obra
Las actividades y el orden en que han de desarrollarse, así como las condiciones de cualquier tipo que relacionen dichas actividades para poder conseguir los objetivos del programa
Los medios que cada actividad, y, por tanto, el conjunto de todas, requiere para poder desarrollarse en unos tiempos determinados
El plazo final esperable para cada uno de los objetivos
La probabilidad de conseguir acabar dentro de dichos plazos
CUESTIÓN 8. ¿Qué diferencia existe entre los métodos de asignación y los de nivelación de recursos?
Se entiende por métodos de asignación de recursos, aquellos que tienen por objetivo el que, en ningún momento, los recursos necesarios para realizar una determinada tarea, superen a los disponibles, aunque ello suponga un incremento de tiempo en el plazo final de ejecución de la obra. En consecuencia, se trata de minimizar el plazo de ejecución sin incrementar los recursos disponibles. Análogamente, se entiende por métodos de nivelación de recursos, aquellos que tienen por objetivo, el mantener lo más uniforme posible el consumo de recursos y, en consecuencia, su histograma de cargas, sin que el plazo inicial de ejecución de la obra se incremente.
Asimismo, os dejo algunos vídeos sobre el tema que espero que os sean de interés:
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V.; MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F.; ALCALÁ, J. (2012). Técnicas de planificación y control de obras. Editorial de la Universitat Politècnica de València. Ref. 189.
The use of novel materials and new structural concepts nowadays is not restricted to highly technical areas like aerospace, aeronautical applications or the automotive industry, but affects all engineering fields including those such as civil engineering and architecture.
The conference addresses issues involving advanced types of structures, particularly those based on new concepts or new materials and their system design. Contributions will highlight the latest development in design, optimisation, manufacturing and experimentation in those areas. The meeting also aims to search for higher performance sustainable materials.
Most high performance structures require the development of a generation of new materials, which can more easily resist a range of external stimuli or react in a non-conventional manner. Particular emphasis will be placed on intelligent structures and materials as well as the application of computational methods for their modelling, control and management.
The conference also addresses the topic of design optimisation. Contributions on numerical methods and different optimisation techniques are also welcome, as well as papers on new software. Optimisation problems of interest to the meeting involve those related to size, shape and topology of structures and materials. Optimisation techniques have much to offer to those involved in the design of new industrial products.
The development of new algorithms and the appearance of powerful commercial computer codes with easy to use graphical interfaces has created a fertile field for the incorporation of optimisation in the design process in all engineering disciplines.
This scientific event is a new edition of the High Performance Design of Structures and Materials conference and follows the success of a number of meetings on structures and materials and on optimum design that originated in Southampton as long ago as 1989. As the meetings evolved they gave rise to the current series, which started in Seville in 2002, and followed by Ancona in 2004, Ostend in 2006, the Algarve in 2008, Tallinn in 2010, the New Forest, home of the Wessex Institute in 2012, Ostend in 2014 and Siena in 2016.
The meeting will provide a friendly and useful forum for the interchange of ideas and interaction amongst researchers, designers and scholars in the community to share advances in High Performance and Optimum Design of Structures and Materials.
Los “barrettes”, atendiendo a la norma UNE-EN 1536:2011, son pilotes que en planta son rectangulares, en T o en L o cualquier otra configuración similar, siempre que se hormigonen en una sola operación. Se emplean para sustentar cargas verticales y/o laterales.
A este tipo de pilotes de hormigón con extracción del terreno se les ha denominado también como pilotes rectangulares, minipantallas, módulos portantes o pilas oblongas (este último término usado en México). Este pilote se excava por métodos continuos o discontinuos (hélice, cuchara, trépano, etc.), utilizando sistemas de contención para estabilizar las paredes de la excavación, normalmente con lodos bentoníticos o polímeros.
La construcción de este tipo de pilotes es muy parecida a la de un muro pantalla. Se realiza una excavación hasta la profundidad requerida y se rellena con un lodo tixotrópico para proporcionar soporte a las paredes. Posteriormente, se coloca la armadura y se hormigona con tubos Tremie.
Este tipo de pilote perforado ofrece mayor superficie específica respecto al pilote de sección circular, lo cual permite resistir mejor las cargas verticales debido al aumento de la resistencia en fuste. Desde el punto de vista estructural, se orientan de forma que ofrezca la sección la mayor inercia en la dirección requerida, favoreciendo su comportamiento ante solicitaciones sísmicas.
Colocación de armadura en barrette. Fuente: www.bachy-soletanche.com.hk
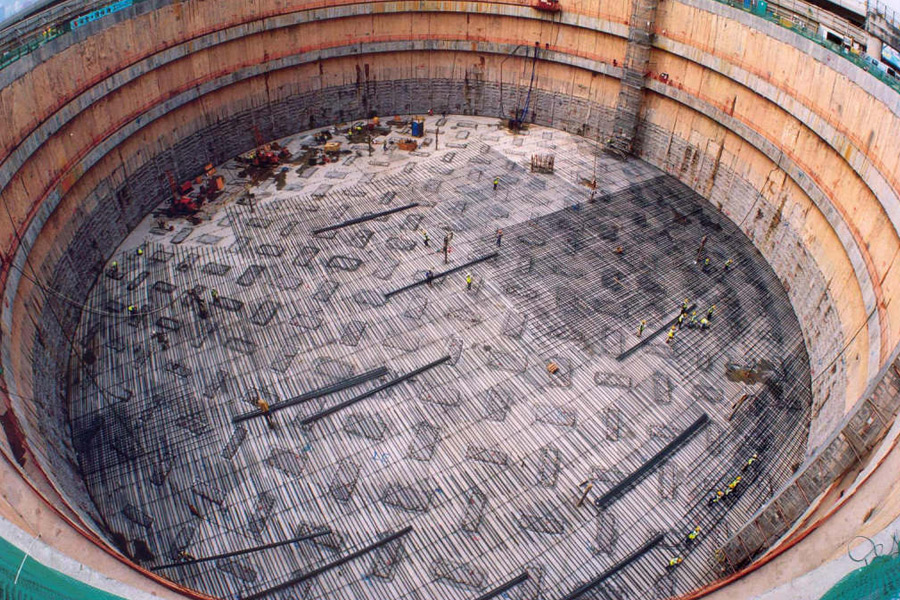
Sin embargo, en este post nos vamos a centrar en un caso especial, de gran interés. Se trata de las barrettes inyectadas o de fricción (shaft-grouted barrettes, friction barrettes). Se trata de una cimentación no tan profunda como un pilote normal, que permite reducir el consumo de acero y de hormigón y que acorta la duración de las obras. Se trata de introducir, junto con la armadura, unas tuberías embebidas por donde se inyectará una lechada de cemento y arena a alta presión una vez el pilote ha adquirido la resistencia necesaria. Una vez endurecida esta mezcla, la formación de salientes de las paredes de los pilotes aumenta de forma significativa la fricción, y, por tanto, la resistencia del fuste. Este tipo de cimentación profunda se ha utilizado en edificios altos, como las Torres Petronas de Malasia, o el International Commerce Centre de Hong Kong.
Cimentación de 241 barrettes inyectadas en el International Commerce Centre (ICC), en Hong Kong. Fuente: www.arup.com
A continuación os dejo un vídeo sobre cómo se realiza la ejecución de las barrettes de fricción. Se trata de una obra en Vietnam, y desgraciadamente el vídeo no está ni en español ni en inglés. Pero creo que es interesante.
El método de Monte Carlo es un procedimiento numérico que permite aproximar la resolución de expresiones matemáticas complejas con las que resulta o bien difícil, o bien imposible (especialmente en el ámbito de la estadística) encontrar resultados exactos. Con este método se puede, con la ayuda de una hoja de cálculo, llevar a cabo un ajuste del criterio de aceptación suficientemente preciso y fundado en los intereses de las partes interesadas expresados por los riesgos aceptados de común acuerdo.
Os paso un vídeo destinado a que los alumnos adquieran una visión no determinista del control de calidad de materiales de construcción. El profesor Antonio Garrido, de la Universidad Politécnica de Cartagena, hace un recorrido por las diferentes funciones de distribución que se aplican hoy en día en la generación de las variables aleatorias, destacando su propuesta personal basada en la distribución gaussiana o normal. Además, propone el empleo de la hoja de cálculo de Excel para realizar la simulación de Monte Carlo, tanto por su sencillez de manejo como por su amplia disponibilidad. Espero que os guste.
Referencias:
Garrido, A.; Conesa, E.M. (2009). Simulación por el método de Monte Carlo para generar criterios de aceptación en el control de calidad de productos de construcción. Informes de la Construcción, 61(515): 77-85. (link)
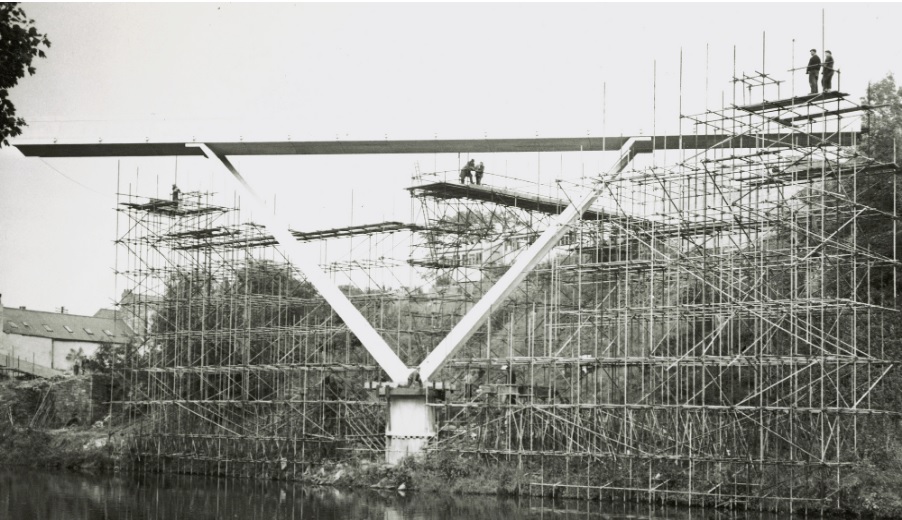
Construcción de la pasarela peatonal de Kingsgate (1966), en Durham (Inglaterra), de 31 m de luz. Foto: Ove Arup.
Constituye una alternativa a la traslación longitudinal del tablero en el que el giro se efectúa tras construir el puente sobre cimbra apoyada sobre el terreno, colocada paralelamente al obstáculo, por ejemplo, en la orilla de un río. Posteriormente, mediante un giro en eje vertical alrededor de un apoyo, se lleva a su posición definitiva. Se puede apoyar el extremo del tablero que gira en una barcaza, o bien llevarlo en voladizo. También se pueden construir dos semipuentes en cada lado y luego girarlos sobre las pilas hasta situarlos en prolongación y cerrar la clave. A diferencia del puente empujado, esta forma de construir el tablero permite una gran libertad de diseño al proyectista, pues se pueden girar puentes viga, pórtico, arco o atirantados.
Para realizar el giro, el tablero queda sustentado en tres apoyos, el pivote y otros dos apoyos móviles, separados para mantener el equilibrio. En el caso de puentes ligeros, los dos apoyos se sitúan en el extremo del tablero. Pero si son tableros pesados, como por ejemplo en sección de cajón de hormigón, una parte del tablero queda en voladizo y en la otra de contrapeso se sitúan los dos apoyos restantes.
La primera obra que se ejecutó con giro desde los dos lados fue la pasarela de Kingsgate en Durham, de Ove Arup, de 31 m de luz, construida en 1966. Un ejemplo de puente girado con apoyo en flotación es la construcción del puente de La Barqueta, en Sevilla (1989-1992), proyectada por Juan J. Arenas y Marcos J. Pantaleón. El puente se montó en una de las orillas, y mediante flotadores se llevó el extremo del puente a la otra orilla. A continuación se procede a desmontar la rótula provisional que propició el giro. El puente, tipo bowstring, tiene una luz de 168 m. También se construyó así la pasarela de la Cartuja (1991), en Sevilla, de Fritz Leonhardt y Luis Viñuela, que es una viga metálica en cajón de 170 m de vano que se giró con un apoyo mediante barcaza en el giro.
Puente de la Barqueta, en pleno proceso de giro flotando sobre el río. Foto: J.M. Serrano.
Los apoyos móviles pueden sustentarse por flotación o bien desplazarse sobre caminos curvos sobre viga o muro de hormigón, habitualmente rematado por un carril metálico. En cuanto al sistema de empuje, si el giro es por flotación, se pueden usar dos cabrestantes, uno de tracción y otro de retenida, que actúan sobre los flotadores. Sin embargo, es aconsejable forzar el movimiento del tablero mediante gatos desde el extremo opuesto al eje de giro para evitar problemas de sincronización y control direccional de tiros.
En el siguiente vídeo podemos ver cómo se construyó la pasarela de Kingsgate.
En el vídeo siguiente podemos ver el «barquetazo», donde se habla del problema que tuvo el Puente de la Barqueta, en su giro a su posición definitiva.
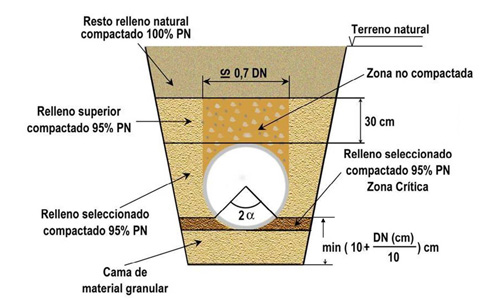
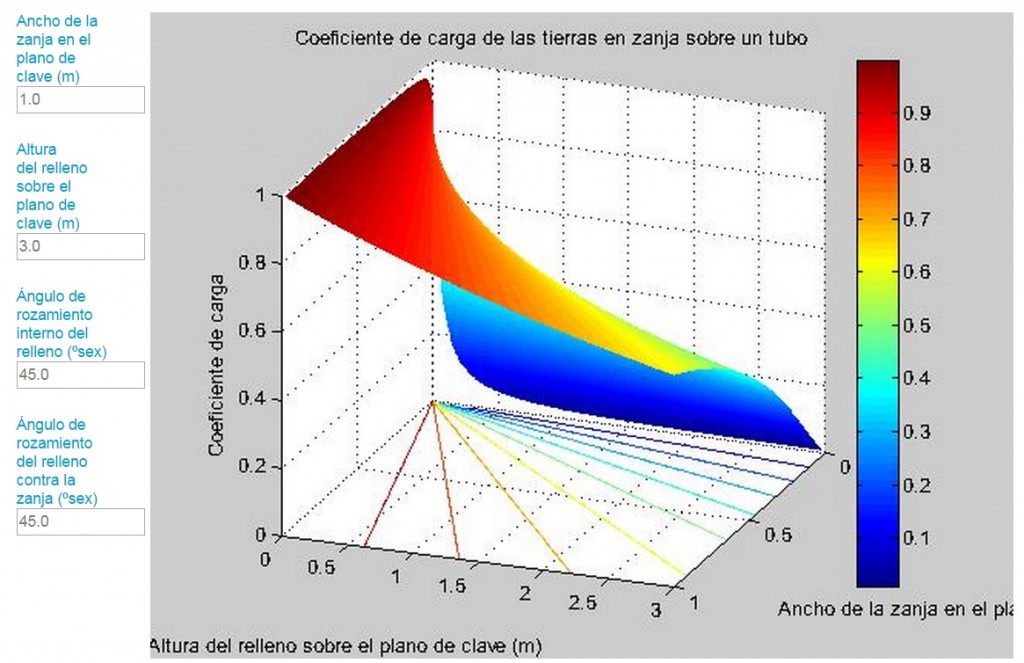
El empuje de las tierras sobre un tubo instalado en zanja influye decisivamente en su dimensionamiento. Su magnitud depende tanto de las características geométricas de la zanja y del tubo como de las características propias del terreno. A continuación os dejo un enlace a una página donde podéis entender cómo varía el coeficiente de carga de las tierras sobre un tubo instalado en zanja, en función de las características del terreno, las dimensiones del tubo y la geometría de la propia zanja. Para ello se debe seleccionar: el ancho de la zanja (hasta un máximo de 5 m), la altura de relleno (hasta un máximo de 10 m), el ángulo de rozamiento interno del relleno y el ángulo de rozamiento del relleno contra la zanja (ambos en grados sexagesimales, hasta 50º). No se admiten valores negativos.
Quizás sea pertinente insistir en la necesidad que tenemos de conservar nuestras infraestructuras. De este tema ya hablamos en su momento en un post denominado «la crisis de las infraestructuras«. Hoy vamos a seguir la línea abierta comentando el reciclaje de firmes. Se trata de una simple pincelada de lo que nuestros alumnos aprenden con mayor profundidad en la asignatura de Procedimientos de Construcción en nuestra escuela de ingenieros de caminos de Valencia.
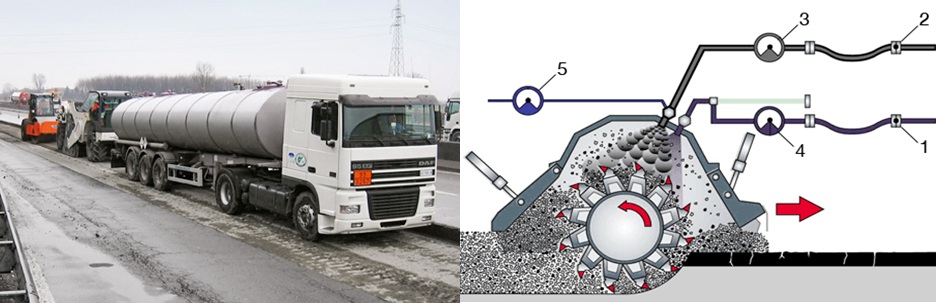
El reciclado del asfalto no es algo nuevo. El pavimento de una carretera está sujeto a un envejecimiento progresivo debido a la acción del tráfico, la meteorología y del propio material. Sin embargo, volver a calentar el asfalto para regenerarlo producía un material seco y grumoso que conservaba poco de los aceites del hormigón asfáltico original. A menudo, el asfalto se volvía a calentar de forma estática, sin agitarlo ni mezclarlo durante el proceso. Esto daba como resultado temperaturas desiguales que producían resultados dispares; una parte estaba muy caliente, otra parte estaba demasiado fría y otra a la temperatura justa. Hoy día, donde los costos del petróleo crecen y los presupuestos son escasos, la recicladora de asfalto es una forma económica de mantener las superficies asfaltadas sin dañar el medioambiente, reciclando los productos de hidrocarburos en lugar de desecharlos y utilizar material nuevo en reemplazo. El reciclaje de asfalto tiene numerosas ventajas. Una de ellas es que permite emplear el 100% del pavimento dañado, lo que disminuye los costos de mantenimiento vial en más de 40%.
Para reciclar el asfalto, se pueden usar diversas técnicas. Todas ellas se basan en la reutilización de los materiales del firme defectuoso, a los que se pueden añadir otros materiales. Los tipos habituales, sin considerar el reciclado en planta, son los siguientes:
Reciclado «in situ» en caliente: Se reutilizan todos los materiales del firme mediante una aportación de calor que se realiza en la misma obra. El firme se calienta con unos quemadores y se fresa en un grosor determinado. A este material se añaden agentes rejuvenecedores. La nueva mezcla se extiende y compacta mediante medios convencionales.
Reciclado templado «in situ»: En este caso la temperatura de fabricación es menor a la anterior, lo cual presenta ventajas desde el punto de vista medioambiental. Se utilizan para ello emulsiones bituminosas.
Reciclado «in situ» en frío con cemento: Se fresa en frío un cierto espesor del firme y se mezcla con un conglomerante hidráulico (normalmente cemento). La mezcla se extiende y compacta.
Reciclado «in situ» en frío con emulsiones bituminosas (RFSE): Tras el fresado, se mezcla el material envejecido con emulsiones y otros aditivos. Se extiende, compacta y cura la capa
Si queréis ampliar información, os dejo el enlace a la página de ANTER (Asociación Nacional Técnica de Estabilizados de Suelos y Reciclado de Firmes): http://www.anter.es/. A continuación os dejo varios vídeos para que veáis la maquinaria y la forma de realizar el reciclado de asfalto. Espero que os gusten.
En este vídeo podemos ver cómo se emplea la técnica del reciclado en frío.
En 2023 fue publicada la nueva orden circular (que sustituye a la OC 40/2017), en la que se recogen las especificaciones técnicas que deben cumplir estos materiales. Esta Orden Circular es la OC 2/2023 REUTILIZACIÓN DE CAPAS DE FIRMES Y PAVIMENTOS BITUMINOSOS. En la misma ya no se habla de reciclado sino de reutilización, otorgando una mayor jerarquía al empleo de estos materiales existentes en las carreteras. Os dejo a continuación.
El reciclado es una técnica cuyo objetivo principal consiste en transformar un firme degradado en una estructura homogénea y adaptada al tráfico que debe soportar. Se trata de reutilizar sus materiales para la construcción de una nueva capa portante, lo que permite claras ventajas medioambientales y económicas.
Para ampliar los conocimientos sobre este tema, os dejo una videoconferencia proporcionada por Structuralia sobre aplicación del cemento en la conservación de carreteras. El ponente es Jesús Díaz Minguela, Doctor Ingeniero de Caminos, Canales y Puertos y Director Técnico de IECA. Espero que os sea de utilidad.
Referencias:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.