ALCALÁ, J.; YEPES, V.; MARTÍ, J.V.; RODRÍGUEZ-FACUNDI, A. (2014). Optimización de forjados de losa pretensada utilizando criterios económicos y de sostenibilidad.VI Congreso de ACHE, 3-5 de junio, Madrid. ISBN: 978-84-89670-80-8.
RESUMEN
En ese trabajo se muestran las características principales de los forjados de losa postesa obtenidos con técnica heurísticas de optimización estructural. Estos métodos de optimización permiten una definición completa de la estructura, pudiéndose encontrar diseños completos de forjados optimizados tanto con criterios de economía como de sostenibilidad. Los resultados obtenidos en este trabajo muestran una clara tendencia a disponer cantos muy estrictos en los resultados óptimos. Aplicando criterios de sostenibilidad se tiende a hormigones de mayores resistencias que con criterios económicos. Finalmente se han realizado pruebas de sensibilidad a los precios, que muestran mucha independencia de los forjados óptimos frente a las variaciones de precios ensayadas.
Una forma de excavar zanjas en terrenos flojos a profundidades de 3-7 m o incluso más, es el uso de entibaciones con guías deslizantes. Se trata de reforzar la entibación con una estructura con guías laterales que permite el deslizamiento de paneles de acero. Las planchas se deslizan con mínimas fuerzas, sin golpes o sacudidas, incluso a gran profundidad. Además, se eliminan posibles problemas de asentamiento o desplazamiento de terreno tanto en la excavación como en la extracción; la entibación no se acuña ni se atasca. Su gran flexibilidad permite su empleo tanto en zonas de difícil acceso como en amplias conducciones subterráneas.
Mediante el uso de paneles en planos distintos que los superiores, es posible lograr mayores profundidades y de dimensión variable. Además, esto permite extraer los paneles inferiores sin mover los superiores, lo que involucra una gran eficiencia en el proceso de rellenos compactados.
Os dejo algunas guías de distintas empresas que os pueden ser de utilidad: IguazuriIschebeckMecanotubo. Asimismo, os dejo algunos vídeos explicativos, que espero os gusten:
En este trabajo se describe una metodología para minimizar las emisiones de CO₂ y los costes de puentes de carretera de vigas de hormigón pretensado prefabricadas con sección transversal en doble U. Para ello se ha utilizado un algoritmo híbrido de optimización por enjambre de luciérnagas (glowworm swarm optimization, GSO) y el recocido simulado (simulated anneling, SA), que se ha denominado SAGSO. La estructura se define por 40 variables, que determina la geometría, los tipos de materiales y las armaduras de la viga y de la losa. Se emplea hormigón de alta resistencia autocompactante en la fabricación de las vigas. Los resultados suponen para los ingenieros proyectistas una guía útil para el predimensionamiento de puentes prefabricados de este tipo. Además, los resultados indican que, de media, la reducción de 1 euro en coste permite ahorrar hasta 1,75 Kg en emisiones de CO₂. Además, el estudio paramétrico realizado muestra que las soluciones de menor coste presentan un resultado medioambiental satisfactorio, que difiere en muy poco respecto a las soluciones que provocan menores emisiones.
Resultados interesantes:
El coste C, en euros, y las emisiones de CO₂, en kg varían de forma parabólica con la luz (L) del vano, en metros:
C=48.088L2+613.99L+31139
kgCO2=63.418L2+2392.3L+13328
Si se minimiza el coste, también se reducen las emisiones de CO₂, de forma que el ahorro en 1 euro equivale a ahorrar 1,75 kg de CO₂.
La esbeltez de los puentes de mínimo coste (L/18.08) y de mínimas emisiones (L/17,57) siempre son inferiores a L/17.
El espaciamiento entre las vigas se sitúa en torno a 5,85 m, oscilando entre 5,65 y 5,95 m.
Las estructuras de coste mínimo precisan 42,35 kg/m² de armadura pasiva, mientras que si se optimizan las emisiones, se necesitarían 37,04 kg/m².
Sorprende observar que, aunque parece que el hormigón de alta resistencia sería el adecuado para el prefabricado de las vigas, las estructuras óptimas se alejan de este supuesto. De hecho, el hormigón para el coste mínimo en las vigas prefabricadas oscila entre 40 y 50 MPa, alejado de los 100 MPa que permitía la optimización.
Por último, un análisis de sensibilidad de costes en los resultados optimizados indica que un aumento del 20% en los costes del acero haría que el coste total de la estructura aumentara un 10,27%, disminuyendo el volumen de acero empleado. Sin embargo, si sube un 20% el precio del hormigón, el coste total únicamente subiría un 3,41% y no variaría apenas el volumen consumido de hormigón.
Referencia:
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T. (2014). Cost and CO2 emission optimization of precast-prestressed concrete U-beam road bridges by a hybrid glowworm swarm algorithm.Automation in Construction, 49:123-134. DOI: 10.1016/j.autcon.2014.10.013 (link)
En artículos anteriores nos hemos referido a temas tan importantes como el despilfarro y los costes de calidad en las empresas. Seis Sigma constituye una metodología de gestión que ha significado para ciertas empresas una reducción drástica de sus fallos y costes de calidad. Si bien esta metodología se desarrolló fundamentalmente para disminuir la variabilidad de procesos repetitivos, también es verdad que la filosofía que subyace en Seis Sigma posiblemente pueda reducir significativamente el coste y el número de fallos debido a una calidad deficiente en el diseño y la ejecución de los proyectos de construcción. Veamos aquí, como siempre, con ánimo divulgativo, alguno de los aspectos más característicos de esta metodología.
La historia de Seis Sigma se inicia a mediados de los años 80 en Motorola, cuando un ingeniero (Mikel Harry) comienza a estudiar la reducción en la variación de los procesos para mejorarlos. Esta herramienta tenía una fuerte base estadística y pretendía alcanzar unos niveles de calidad en los procesos y en los productos de la organización próximos a los cero defectos. Constituye una metodología sistemática para reducir errores, concentrándose en la mejora de los procesos, el trabajo en equipo y con una gran implicación por parte de la Dirección (de Benito, 2000; Membrado, 2004; Harry y Schroeder, 2004).
En los años 90, Jack Welch, presidente de General Electric, decidió utilizar Seis Sigma consiguiendo resultados económicos espectaculares. Desde entonces, Seis Sigma se ha convertido en una de las herramientas de mejora más empleadas, habiendo sido adoptada por compañías como Motorola, General Electric, Allied Signal, Polaroid, Toshiba, Honeywell, City Bank o American Express. Más recientemente, Seis Sigma ha llegado a Europa, donde numerosas empresas están empezando a implantarla (en España, empresas como Telefónica, e-La Caixa o Iberia).
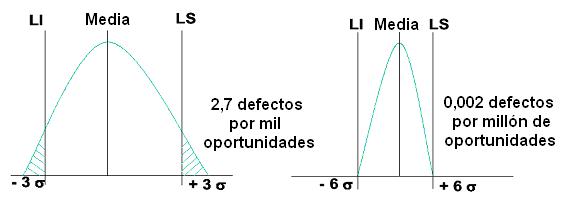
La letra griega sigma (s) se emplea en estadística para representar la variación típica de una población. El “nivel sigma” de un proceso mide la distancia entre la media y los límites superior e inferior de la especificación correspondiente (Figura 3). Ha sido habitual considerar como suficiente que un proceso tuviese una desviación de ±3s, lo cual significa que dicho proceso era capaz de producir solo 2,7 defectos por cada mil oportunidades. La idea de un “porcentaje de error aceptable” (a veces denominado un “nivel de calidad aceptable”) es un curioso remanente de la era del “control de calidad”. En aquellos tiempos se podían encontrar maneras de justificar estadísticamente los naturales fallos humanas, sosteniendo que nadie podía ser perfecto. Hoy día dicho nivel de calidad es inaceptable para muchos procesos (supondría aceptar 68 aterrizajes forzosos en un aeropuerto internacional cada mes, o bien 54.000 prescripciones médicas erradas por año). Seis Sigma hace referencia a un nivel de calidad capaz de producir con un mínimo de 3,4 defectos por millón de oportunidades (0,09 aterrizajes forzosos en un aeropuerto internacional cada mes, o una prescripción médica errada en 25 años). Esta calidad se aproxima al ideal del cero-defectos y puede ser aplicado no solo a procesos industriales, sino a servicios y, por supuesto, al proceso proyecto-construcción.
Niveles sigma de un proceso
Sin embargo, los principios estadísticos anteriores poco tienen que ver con lo que actualmente se entiende por Seis Sigma. De hecho, es una filosofía que promueve la utilización de herramientas y métodos estadísticos de manera sistemática y organizada, que permite a las empresas alcanzar considerables ahorros económicos a la vez que mejorar la satisfacción de sus clientes, todo ello en un periodo de tiempo muy corto.
Los cambios radicales se consiguen básicamente traduciendo las necesidades de los clientes al lenguaje de las operaciones y definiendo los procesos y las tareas críticas que hay que realizar de forma excelente. En función de las intervenciones de análisis y mejora siguientes, Seis Sigma lleva el funcionamiento de los productos, servicios y procesos a niveles nunca conseguidos anteriormente.
Seis Sigma se utiliza para eliminar los costes de no calidad (desperdicios, reprocesos, etc.), reducir la variación de un aspecto o característica de un producto, acortar los tiempos de respuesta a las peticiones de los clientes, mejorar la productividad y acortar los tiempos de ciclo de cualquier tipo de proceso, centrándose en aquellas características o atributos que son clave para los clientes y, por tanto, mejorando notablemente su satisfacción. Para ello, la Dirección identifica las cuestiones que más incidencia tienen en los resultados económicos y asigna a los mejores profesionales, tras formarlos intensivamente, a trabajar en los mismos.
Los elementos clave que soportan la filosofía Seis Sigma son los siguientes: (a) conocimiento de los requerimientos del cliente, (b) dirección basada en datos y hechos, (c) mejora de procesos y (d) implicación de la Dirección.
Un elemento básico en Seis Sigma es la formación. Para ello se definen diferentes papeles para distintas personas de la organización, con denominaciones peculiares y características. El directivo que va a definir, concretar, monitorizar y apoyar los proyectos de mejora se designa Champion. Para desarrollar estos proyectos se escogen y preparan expertos conocidos con los nombres de Master Black Belt, Black Belt y Green Belt, quienes se convierten en los agentes de cambio, en conjunto con los equipos de trabajo seleccionados para los mismos.
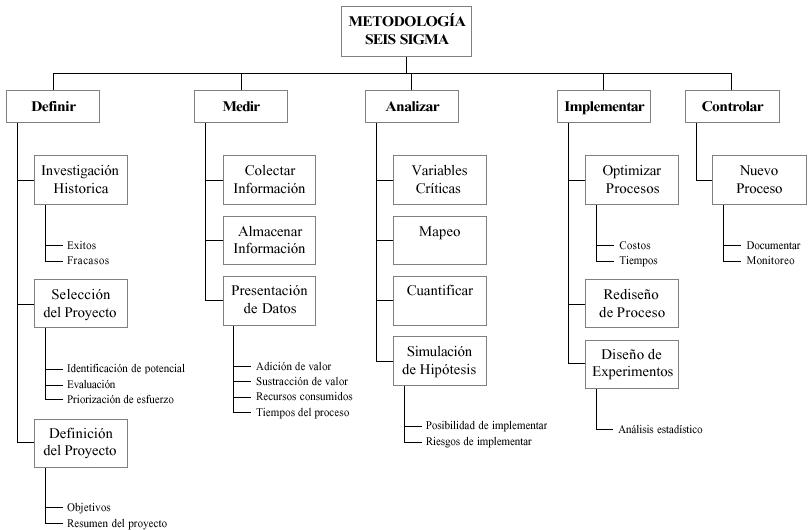
LA METODOLOGÍA SEIS SIGMA
El proceso comienza con un “cambio radical… de actitud”. La Dirección debe ser consciente de que la mejora continua ya no es suficiente para alcanzar los objetivos estratégicos, financieros y operativos. La mejora radical es necesaria para reducir con rapidez los desperdicios crónicos.
Los proyectos son seleccionados en función de los beneficios. La empresa Seis Sigma aporta una metodología de mejora basada en un esquema denominado DMAIC: Definir los problemas y situaciones a mejorar, Medir para obtener la información y los datos, Analizar la información recogida, Incorporar y emprender mejoras en los procesos y, finalmente, Controlar o rediseñar los procesos o productos existentes. Las claves del DMAIC se encuentran en:
Medir el problema. Siempre es necesario tener una clara noción de los defectos que se están produciendo, tanto en cantidad como en coste.
Enfocarse al cliente. Sus necesidades y requerimientos son fundamentales, y deben tenerse siempre en consideración.
Verificar la causa raíz. Es necesario llegar hasta la causa relevante de los problemas, y no quedarse en los efectos.
Romper los malos hábitos. Un cambio verdadero requiere soluciones creativas.
Gestionar los riesgos. La prueba y el perfeccionamiento de las soluciones es una parte esencial de Seis Sigma.
Medir los resultados. El seguimiento de cualquier solución significa comprobar su impacto real.
Sostener el cambio. La clave final es conseguir que el cambio perdure.
La metodología DMAIC hace mucho énfasis en el proceso de medición, análisis y mejora y no está planteada como un proceso de mejora continua, pues los proyectos Seis Sigma deben tener una duración limitada en el tiempo. Los proyectos Seis Sigma surgen bajo el liderazgo de la Dirección, quien identifica las áreas a mejorar, define la constitución de los equipos y garantiza el enfoque hacia el cliente y sus necesidades y a los ahorros económicos. Sin embargo, antes de que un equipo Seis Sigma aborde el ciclo de la mejora, han de desarrollarse una serie de actividades necesarias para el éxito del proyecto: (1) identificación y selección de proyectos, (2) constitución del equipo, (3) definición del proyecto, (4) formación de los miembros del equipo, (5) ejecución del proceso DMAIC y (6) extensión de la solución.
Seis Sigma utiliza casi todo el arsenal de herramientas conocidas en el mundo de la calidad. Sin embargo, no son los instrumentos los que fundamentan por sí solos el éxito de la metodología Seis Sigma; de hecho, es la infraestructura humana y su formación la que con estas herramientas consigue el éxito.
Metodología DMAIC para la mejora
Referencias:
DE BENITO, C.M. La mejora continua en la gestión de calidad. Seis sigma, el camino para la excelencia. Economía Industrial, 331, p. 59-66.
HARRY, M.; SCHROEDER, R. Six Sigma. Ed. Rosetta Books, 2000.
MEMBRADO, J. Curso Seis Sigma. Una estrategia de mejora. Qualitas Hodie, 95, p. 16-21.
PÉREZ, J.B.; SABADOR, A. Calidad del diseño en la construcción. Ed. Díaz de Santos, 2004.
YEPES, V.; PELLICER, E. (2005). Aplicación de la metodología seis sigma en la mejora de resultados de los proyectos de construcción. Actas IX Congreso Internacional de Ingeniería de Proyectos. Málaga, 22, 23 y 25 de junio de 2005, libro CD, 9 pp. ISBN: 84-89791-09-0.
Curvas S. Vía Diego Navarro http://direccion-proyectos.blogspot.com.es/
La curva de avance, o curva “S”, es una herramienta muy utilizada en la gestión de proyectos para representar gráficamente la evolución del trabajo a lo largo del tiempo. En este tipo de gráfico, el eje horizontal representa el tiempo del proyecto, mientras que el eje vertical muestra una magnitud acumulada, como el coste, las horas de trabajo o el porcentaje de avance. Su principal utilidad es comparar el progreso real del proyecto con el progreso planificado, permitiendo detectar desviaciones y tomar decisiones correctivas si es necesario.
La curva recibe el nombre de “S” por su forma característica. En la fase inicial del proyecto, el crecimiento del coste acumulado o del avance suele ser lento. Esto se debe a que en esta etapa predominan actividades de preparación, planificación, diseño o coordinación inicial, que generalmente requieren menos recursos productivos directos. A medida que el proyecto entra en su fase principal de ejecución, la actividad se intensifica y el ritmo de consumo de recursos aumenta de forma considerable, lo que provoca un crecimiento más rápido del coste acumulado. Finalmente, en la fase final del proyecto, el crecimiento vuelve a ralentizarse porque predominan actividades de cierre, pruebas, revisión de resultados o entrega del producto final.
La primera versión de la curva S se construye a partir del cronograma del proyecto y del presupuesto inicial aprobado. Estos elementos permiten establecer una línea base que refleja cómo debería evolucionar el proyecto si todo se desarrolla según lo previsto. A partir de esta planificación, se calculan los costes o el avance acumulado en cada periodo de tiempo y se representa gráficamente la evolución esperada. Conforme el proyecto avanza, se van incorporando los datos reales de ejecución, lo que permite generar una segunda curva con los valores observados y compararla con la curva planificada.
Esta comparación entre planificación y realidad es uno de los principales beneficios de la curva S. Si la curva real se sitúa por debajo de la curva planificada, puede indicar que el proyecto avanza más lentamente de lo previsto o que aún no se han ejecutado determinados trabajos. Por el contrario, si la curva real se sitúa por encima de la planificada, puede significar que el proyecto está adelantado o que se están produciendo sobrecostes. En ambos casos, el análisis de estas desviaciones permite al director del proyecto adoptar medidas correctivas, como reorganizar recursos, ajustar el calendario o revisar el presupuesto.
La curva S también está estrechamente relacionada con técnicas más avanzadas de control de proyectos, como la metodología del valor ganado. Este enfoque compara el valor planificado del trabajo, el valor del trabajo realmente realizado y el coste real incurrido. Representar estas magnitudes mediante curvas acumuladas facilita evaluar el rendimiento del proyecto y prever si se cumplirá el plazo y el presupuesto establecidos.
Un aspecto interesante que refleja la curva S es que el porcentaje de avance físico del trabajo suele ser más bajo al inicio y al final del proyecto. Al comienzo es necesario dedicar tiempo a comprender la documentación técnica, definir los requisitos del cliente, coordinar al equipo de trabajo y preparar los recursos necesarios. Además, el equipo suele experimentar una fase inicial de aprendizaje hasta alcanzar su máximo rendimiento. Por su parte, en la etapa final del proyecto las actividades suelen centrarse en pruebas, ajustes, integración de sistemas o resolución de incidencias, tareas que requieren más coordinación y menos producción directa, lo que reduce el ritmo de avance.
En definitiva, la curva S es una herramienta sencilla pero muy eficaz para visualizar el comportamiento de un proyecto a lo largo del tiempo. Su uso permite integrar la planificación con el seguimiento real de la ejecución, facilitando la detección temprana de problemas y mejorando la toma de decisiones. Por esta razón, se utiliza con frecuencia en ámbitos como la ingeniería, la construcción, la gestión de infraestructuras y, en general, en cualquier entorno donde sea necesario controlar de forma rigurosa el avance y los costes de un proyecto.
Para aclarar estos conceptos, os dejo un vídeo explicativo que espero os guste.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
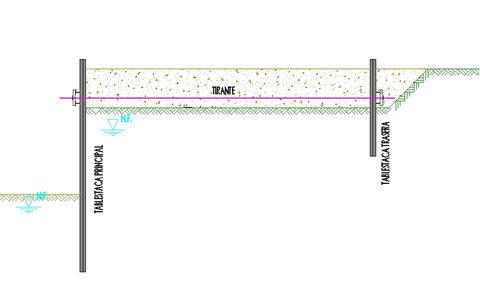
A veces resulta ventajoso el uso de tablestacas arriostradas con tirantes respecto a las arriostradas mediante perfilería metálica cuando no existen obstáculos en la excavación y en la puesta en obra en el interior del recinto o de la zanja.
En este caso, es posible alcanzar profundidades de excavación elevadas sin necesidad de perfiles ni codales. Es ideal para zanjas que necesiten arriostramiento y sirvan para colocar tubos en tramos de gran longitud, imposibles de instalar debido a la presencia de codales. Asimismo, su empleo estaría recomendado cuando fuese necesario realizar la excavación en más de una fase, para montar los tirantes y la viga de atado.
Este arriostramiento se ejecuta normalmente mediante tirantes formados por barras de acero macizas. Estos tirantes limitan las deformaciones en las pantallas. Además, todo este material (tablestacas principales y traseras, tirantes y piezas auxiliares) es recuperable.
Uno de los condicionantes del procedimiento constructivo, tal y como se ve en la figura anexa, es la necesidad de espacio en obra para colocar una pantalla de tablestacas trasera a la principal, de forma que sea capaz de transmitir al terreno la reacción en el arriostramiento, al estar ambas pantallas conectadas por dichos tirantes.
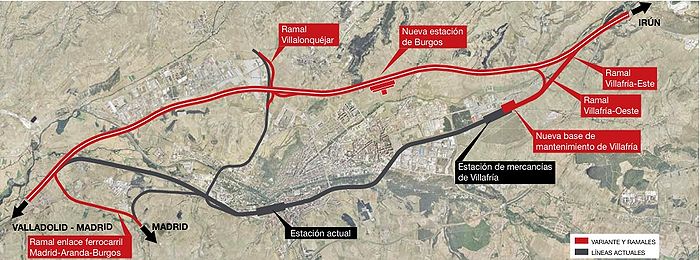
La variante de Burgos es un tramo de la Línea de alta velocidad Venta de Baños-Burgos-Vitoria que recorre el norte de la ciudad española de Burgos. Cuenta con una longitud total de 20,7 kilómetros y permite recorrer la ciudad por el norte, a una cota distinta de la de la ciudad, lo que genera una gran permeabilidad. Posee cuatro ramales de enlace: uno de 3,7 km con la línea Madrid-Burgos, otro de 2,4 km con el polígono industrial de Villalonquejar, y dos de 2,9 km al oeste y 0,5 km al este, para conectar con el Puerto seco de Burgos. Para facilitar el paso de personas, vehículos y fauna, se construyeron 29 estructuras: 6 superiores, 18 inferiores, 5 viaductos y un falso túnel, cercano a la localidad de Villatoro. Su trazado discurre al norte de la ciudad, y las obras incluyeron la nueva Estación de Burgos Rosa de Lima, que sustituyó a la anterior, así como una serie de actuaciones complementarias que permitieron trasladar todas las instalaciones de mantenimiento a la estación de Villafría y conectar la variante con el polígono industrial de Villalonquéjar. La plataforma ferroviaria tiene un ancho útil capaz de albergar tres vías, de forma que su servicio pueda tener dos fases: la que entró en servicio en diciembre de 2008, con dos vías de ancho ibérico; y la futura, con dos vías en ancho internacional para la circulación de los trenes de Alta Velocidad y una en ancho ibérico para los tráficos convencionales.
Esquema de la Variante de Burgos. En negro, líneas desmanteladas. http://ferropedia.es
Presentación y explicación de la Variante Ferroviaria de Burgos, perteneciente al AVE Madrid – País Vasco / Frontera Francesa (voxelstudios).
El túnel ferroviario del Guadarrama está formado por dos túneles paralelos, uno en cada sentido de la circulación, de 28 km de longitud cada uno. Es el más largo construido en España, el cuarto más largo de Europa y el quinto del mundo a la fecha de 2008. Iniciado el 28 de septiembre de 2002, entró en servicio el 22 de diciembre de 2007 y, durante su construcción, llegaron a trabajar simultáneamente más de 4000 personas. Es una de las mayores obras de ingeniería civil construidas en España. Este túnel constituye la piedra angular de las líneas de alta velocidad que unirán Madrid con las principales ciudades del norte y noroeste de España.
Esta infraestructura atraviesa la sierra de Guadarrama, partiendo desde el término municipal de Miraflores de la Sierra (Madrid) a una cota de 998 m y alcanzando una altura máxima de 1.200 m, con una pendiente del 1,5%, y volviendo a descender hasta los 1.114 m, ya en las proximidades de la ciudad de Segovia. El máximo recubrimiento de la bóveda del túnel se da en el entorno del Pico de Peñalara, con 992 m de altura en ese punto. Los túneles tienen un diámetro de excavación de 9,45 m y un diámetro interior de 8,50 m, y sus ejes están separados entre sí en 30 m.
El proceso constructivo empleó cuatro tuneladoras de roca que extrajeron y atacaron a través de sus cuatro bocas. Al tener que atravesar fallas en materiales poco resistentes y prever situaciones de bloqueo de las máquinas, el tipo de tuneladora fue de doble escudo, con una capacidad de empuje sobredimensionada. Estas máquinas extrajeron 4 millones de m³ de los túneles. Dispone de galerías de emergencia que unen ambos corredores cada 250 m, una gran estancia autónoma y estanca a mitad de recorrido, con cabida para 1.200 personas para su uso en caso de emergencia, y se han instalado ventiladores reversibles que puedan inyectar aire si ocurriese un incendio. El diseño se ha realizado para que los trenes que lo recorran puedan alcanzar altas velocidades sin comprometer la infraestructura.
Os dejo un par de vídeos en los que se explica la construcción de esta infraestructura.
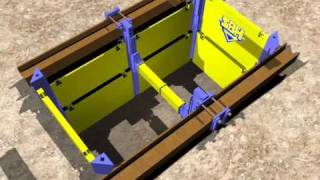
La plataforma de carga y descarga para obras de construcción es un medio auxiliar que se utiliza con frecuencia para la recepción y entrada de material dentro de un edificio en construcción. Consiste en una estructura metálica montada sobre dos perfiles metálicos estructurales, con una longitud que permite fijarlos al forjado mediante puntales del tipo refuerzo. La citada plataforma se monta en el borde del forjado, de manera que queda en voladizo respecto al mismo, con el fin de depositar sobre ella materiales para carga y descarga.
En el vídeo que os paso se analiza su montaje, uso y desmontaje, así como las medidas preventivas correspondientes.
Puente George Washington. Wikipedia. Fotografía de John O’Connell
El puente George Washington es un puente colgante que cruza el río Hudson y conecta la ciudad de Nueva York con el estado deNew Jersey. Es el puente con mayor tráfico de vehículos del mundo, al atravesar la Interestatal 95, una vía que recorre la costa este de Estados Unidos de punta a punta, desde la frontera con Canadá hasta Miami, en Florida.
El puente fue diseñado y construido por la «Port of New York Authority» bajo la dirección del ingeniero Othmar Ammann, con Cass Gilbertcomo arquitecto consultor. El 21 de septiembre de 1927 se colocó oficialmente la primera piedra. Debido a la disminución de fondos causada por la Gran Depresión de 1929, se vieron obligados a dejar la estructura metálica de las pilas, que iban a ser cubiertas con hormigón y granito, lo cual fue contrario a la voluntad del autor. Inaugurado en 1931 tras cuatro años de construcción, el puente tuvo un costo total de 60 millones de dólares. Con sus 1.451 m fue, entre 1931 y 1937, el puente colgante más largo del mundo, siendo superado por el puente Golden Gate de San Francisco, siendo su la longitud de su vano central de 1067 m. En aquel momento duplicó, de una sola vez, el récord de luz anterior establecido por el puente Ambassador, en Detroit. Fue catalogado por Le Corbusier como «el puente más hermoso del mundo».
Aquí podéis ver un breve vídeo de un momento de la construcción del puente.
Os dejo un vídeo sobre este magnífico puente de finales de los 40. Espero que os guste.